
電池組付け装置
【課題】電池把持手段(把持治具)が的確にワークを把持できるように、並べられた複数個のワークを適切な力で押圧することができる電池組付け装置を提供すること。
【解決手段】電池組付け装置40は、電池供給部53から供給される電池20を把持する把持治具52を備え、電池20と枠体30を組付けるものである。電池供給部53は、ワーク20(電池20)を水平方向に複数個並べて配置する搬送路81と、搬送路81に並べられた複数のワーク20のうち一端側のワーク20Aを押圧して他端側のワーク20Hを把持治具52へ水平方向に供給する押圧部材82と、重力により落下する所定重量の錘83A〜83Hと、錘83A〜83Hに作用する重力を押圧部材82に伝達するロープ84を有する。各錘83A〜83Hは、鉛直方向に所定距離Y1ずつ離れて設けられ、落下に伴い下側から順次接地して押圧部材82に作用する力を順次減少できるように配置されている。
【解決手段】電池組付け装置40は、電池供給部53から供給される電池20を把持する把持治具52を備え、電池20と枠体30を組付けるものである。電池供給部53は、ワーク20(電池20)を水平方向に複数個並べて配置する搬送路81と、搬送路81に並べられた複数のワーク20のうち一端側のワーク20Aを押圧して他端側のワーク20Hを把持治具52へ水平方向に供給する押圧部材82と、重力により落下する所定重量の錘83A〜83Hと、錘83A〜83Hに作用する重力を押圧部材82に伝達するロープ84を有する。各錘83A〜83Hは、鉛直方向に所定距離Y1ずつ離れて設けられ、落下に伴い下側から順次接地して押圧部材82に作用する力を順次減少できるように配置されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電池とこの電池を収容する枠体との組付けを自動で連続して行う電池組付け装置に関する。
【背景技術】
【0002】
電池は、携帯電話やノート型パソコン等の電子機器の電源として、或いはハイブリッド自動車や電気自動車等の車両用電源として、様々な分野で利用されている。そして、電池には、ニッケル・カドミウム電池、ニッケル・水素電池、リチウムイオン二次電池等がある。
【0003】
そして、電池は、様々な用途の電源として利用される際に、その用途に応じた出力を得るため、複数の単電池(セル)を電気的に接続した組電池(モジュール)として用いられている。例えば、車両用電源として利用される組電池においては、複数の単電池を電気的に直列に接続し、必要となる出力電圧を得ている。この場合、一般に、車両へ搭載する際の省スペース化の観点から、複数の角型の単電池が積層するように配置された組電池が用いられる。このような組電池においては、放熱や、隣り合う単電池同士の絶縁及び断熱等を考慮する必要があり、例えば下記特許文献1に記載されたものがある。
【0004】
下記特許文献1に記載された組電池では、隣り合う単電池の間にスペーサが挟み込まれている。そして、このスペーサは、一定以上の熱に反応し熱分解される発泡剤を含有させた絶縁性の樹脂で形成されている。これにより、隣り合う単電池同士を絶縁しつつ、何れかの単電池が異常発熱をした際に、その隣り合う単電池に熱が伝達されることを抑制できる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2010−165597号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、単電池同士の絶縁や放熱が確保された組電池として、上記特許文献1のようなスペーサを用いた組電池以外に、単電池(以下、単に「電池」と呼ぶ)を枠体で覆うものがある。即ち、電池と枠体とが組付けられた枠付電池が積層した組電池がある。この組電池の枠付電池を製造する場合、1台の車両に必要な電池の個数が多いもので数百個にもなるため、大量生産できることが望まれている。
【0007】
そこで、近年本出願人は、電池と枠体との組付けを自動で連続して行う電池組付け装置を用いることを提案している。この電池組付け装置では、電池供給部が電池把持手段に電池を供給するとともに、枠体供給手段が枠体把持手段に枠体を供給して、電池把持手段に把持された電池と枠体供給手段に把持された枠体とが自動で組付けられるようになっている。しかし、電池組付け装置を用いる場合、電池供給部が電池把持手段に電池を供給する際、又は枠体供給部が枠体把持手段に枠体を供給する際に、以下の問題点があった。
【0008】
即ち、電池供給部又は枠体供給部は、電池又は枠体としてのワークを複数個並べて配置していて、複数のワークのうち一端側のワークを押圧して他端側のワークを電池把持手段又は枠体把持手段へ水平方向に供給する。しかし、供給相手である電池把持手段又は枠体把持手段は、大量生産に対応するために素早く動いて(回転して)いる。このため、ワークを供給する際に、電池把持手段又は枠体供給手段が的確にワークを把持できるように、並べられた複数個のワークを適切な力で押圧する必要がある。このとき、ワークを押圧する力の微調整が難しいという問題点があった。
【0009】
本発明は、上記した課題を解決するためになされたものであり、電池把持手段又は枠体供給手段が的確にワークを把持できるように、並べられた複数個のワークを適切な力で押圧することができる電池組付け装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明における電池組付け装置は、電池供給部から供給される電池を把持する電池把持手段と、枠体供給部から供給される枠体を把持する枠体把持手段とを備え、前記電池把持手段に把持された電池と前記枠体把持手段に把持された電池とを組付けるものであって、前記電池供給部又は前記枠体供給部は、前記電池又は前記枠体であるワークを水平方向に複数個並べて配置する搬送路と、前記搬送路に並べられた複数のワークのうち一端側のワークを押圧して他端側のワークを前記電池把持手段又は前記枠体把持手段へ水平方向に供給する押圧部材と、重力により落下する所定重量の落下部材と、前記落下部材に作用する重力を前記押圧部材に伝達する連結部材とを有することを特徴とする。
【0011】
この場合には、例えば落下部材の重量を変化させることで、落下部材から連結部材を介して押圧部材に伝達される力は容易に変化する。このように落下部材の重力を利用するため、弾性部材の弾性力やアクチュエータの駆動力を利用する場合に比して、ワークを押圧する力を微調整し易い。従って、電池把持手段又は枠体供給手段が的確にワークを把持できるように、並べられた複数個のワークを適切な力で押圧することができる。
【0012】
また、本発明の電池組付け装置において、前記落下部材は、鉛直方向に所定距離ずつ離れて複数個設けられ、落下に伴い下側から順次接地することによって前記押圧部材に作用する力を順次減少できるように配置されていることが好ましい。
【0013】
この場合には、搬送路に並べられたワークの個数が順次(段階的に)減少することによって、搬送路とワークとの間の摩擦力が順次減少するとともに、複数の落下部材が下側から順次接地することによって、落下部材から押圧部材に作用する力が順次減少する。このため、ワークが搬送路から順次押し出されて摩擦力が順次減少する状況において、搬送路から押し出されるワークの押し出し力、即ち押圧部材に作用する力から摩擦力を引いた力をほぼ一定にすることができる。
【0014】
また、本発明の電池組付け装置において、隣り合う落下部材の間隔と隣り合うワークとの間隔とが同じになるように設定することが好ましい。
【0015】
この場合には、落下部材が1個接地することによって押圧部材に作用する力が1個の落下部材に作用する重力分だけ減少するのに対して、ワークが搬送路から1個押し出されることによって摩擦力が1個のワークに作用する摩擦力分だけ減少する。このため、搬送路から押し出されるワークの押し出し力、即ち押圧部材に作用する力から摩擦力を引いた力を常に一定にすることができる。従って、搬送路の摩擦係数、各落下部材の重量、各ワークの重量を適切な値に設定することで、搬送路から押し出されるワークの押し出し力を最適な値で且つ常に一定にすることができる。
【0016】
また、本発明の電池組付け装置において、前記落下部材を傾斜面に沿って下方へ移動させる傾斜部材が設けられていることが好ましい。
【0017】
この場合には、例えば傾斜面の傾斜角を変化させることで、落下部材から連結部材を介して押圧部材に伝達される力を容易に変化させることができる。このため、簡単な構造でワークを押圧する力を微調整することができる。
【0018】
また、本発明の電池組付け装置において、前記傾斜面の傾斜角は、前記傾斜部材の下方に向かう従って徐々に小さくなるように設定されていることが好ましい。
【0019】
この場合には、搬送路に並べられたワークの個数が順次減少することによって、搬送路とワークとの間の摩擦力が順次減少するとともに、落下部材が傾斜部材の傾斜面に沿って下方へ移動することによって、落下部材から押圧部材に作用する力が連続的に減少する。このため、ワークが搬送路から順次押し出されて摩擦力が順次減少する状況において、搬送路から押し出されるワークの押し出し力、即ち押圧部材に作用する力から摩擦力を引いた力をほぼ一定にすることができる。更に、ワークを押圧する力を緩やか且つ連続的に減少させることができるため、ワークに作用する負荷を極めて小さくすることができる。
【発明の効果】
【0020】
本発明によれば、電池把持手段又は枠体供給手段が的確にワークを把持できるように、並べられた複数個のワークを適切な力で押圧することができる電池組付け装置が提供されている。
【図面の簡単な説明】
【0021】
【図1】本実施形態に係る組電池を示した斜視図である。
【図2】図1に示した組電池の構成部材である枠付電池を示した斜視図である。
【図3】図2に示した枠付電池を単電池と枠体とに分解した斜視図である。
【図4】電池組付け装置を概略的に示した図である。
【図5】電池と枠体とが組付けられた状態を示した図である。
【図6】枠付電池が搬送される状態を示した図である。
【図7】(A)第1案の電池供給部を概略的に示した図である。(B)第2案の電池供給部を概略的に示した図である。
【図8】第1実施形態の電池供給部を概略的に示した図である。
【図9】(A)搬送路に並べられた電池の個数が多い場合に、ワークを押圧する力と、ワークと搬送路との間の摩擦力と、ワークが搬送路から押し出される力との関係を示した図である。(B)搬送路に並べられた電池の個数が少ない場合に、ワークを押圧する力と、ワークと搬送路との間の摩擦力と、ワークが搬送路から押し出される力との関係を示した図である。
【図10】第1実施係形態の電池供給部において錘が1個接地した状態を示した図である。
【図11】第1実施形態の電池供給部において錘が7個接地した状態を示した図である。
【図12】第1実施形態の第1変形例の電池供給部を概略的に示した図である。
【図13】第1実施形態の第2変形例の電池供給部を概略的に示した図である。
【図14】第2実施形態の電池供給部を概略的に示した図である。
【図15】第2実施形態の電池供給部において全てのワークが搬送路から押し出された状態を示した図である。
【発明を実施するための形態】
【0022】
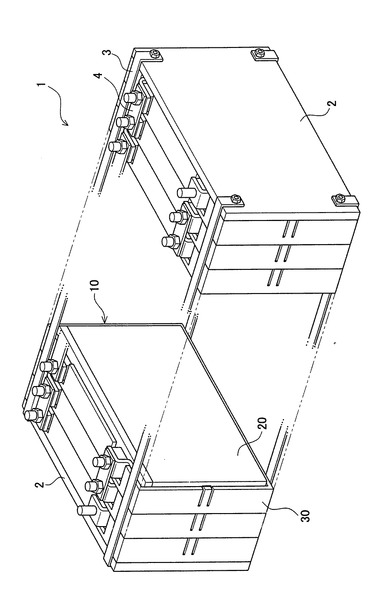
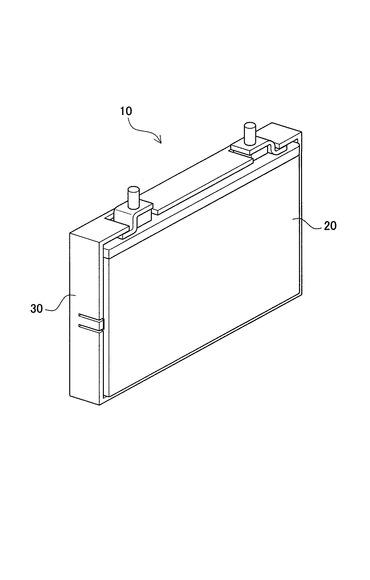
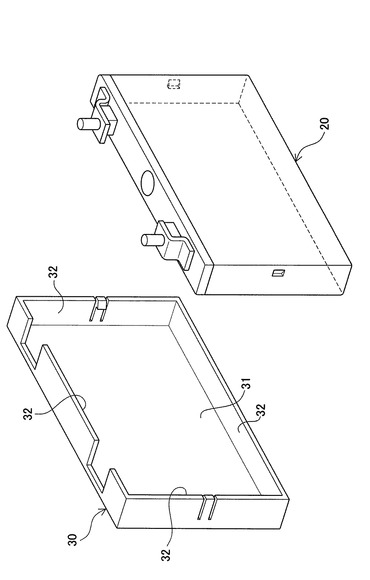
本発明に係る電池組付け装置の実施形態について、図面を参照しながら以下に説明する。図1は、本実施形態に係る組電池1を示した斜視図であり、図2は、図1に示した組電池1の構成部材である枠付電池10を示した斜視図である。また、図3は、図2に示した枠付電池10を単電池20と枠体30とに分解した斜視図である。
【0023】
組電池1は、図1に示すように、複数の枠付電池10が積層された電池群である。枠付電池10は、図2及び図3に示すように、単電池20と枠体30とが組付けられたものである。この組電池1では、図1に示すように、枠付電池10が一方向に並べて積層するように配置され、両端がエンドプレート2によって挟み込まれている。そして、金属プレート3が架け渡されることで、各枠付電池10が固定されている。枠付電池10における複数の単電池20(以下、単に「電池20」と呼ぶ)は、バスバー4によって、電気的に接続されている。
【0024】
電池20は、図2及び図3に示すように、その外形が直方体状のリチウムイオン二次電池である。この電池20は、正極板と負極板とを、それらの間にセパレータを挟み込みつつ扁平形状に捲回してなる発電要素(捲回電極体)と、リチウム塩を溶解させた有機溶剤からなる電解液とをその内部に収容している。
【0025】
枠体30は、図2及び図3に示すように、隣り合う電池20の外面同士を絶縁するために、絶縁性の樹脂で形成されている。また、枠体30は、組電池1に対して振動や衝撃が加えられた際に電池20のズレ、ガタを防止するものであり、且つ耐熱機能を有するものである。この枠体30は、底面31と、その四辺に設けられた壁面32とを有し、全体として扁平な直方体形状をしている。これにより、枠体30は、電池20を収容できるようになっている。そして、枠付電池10において、電池20と枠体30とがツメの引っ掛け等によって容易に外れないようになっている。
【0026】
このような枠付電池10では、生産性向上のために電池20と枠体30との連続した自動組付けが望まれている。図4は、連続した自動組付けを行う電池組付け装置40を概略的に示した図である。ここで、図4では、電池20と枠体30との組付けが分かり易いように、枠体30をコの字の断面形状で示すことにする。
【0027】
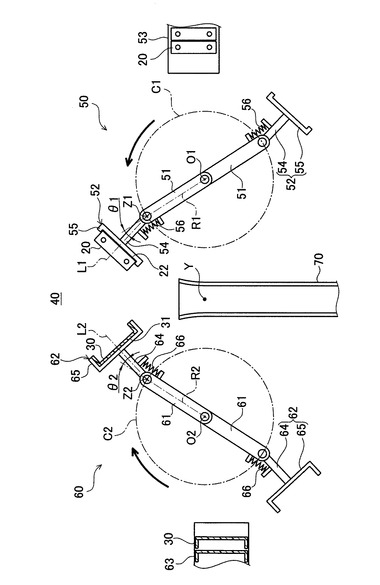
電池組付け装置40は、図4に示すように、電池20を第1円C1周りに回転させる電池回転手段50と、枠体30を第2円C2周りに回転させる枠体回転手段60とを備えている。そして、電池組付け装置40は、電池回転手段50によって把持された電池20と、枠体回転手段60によって把持された枠体30とを、中央の組付け位置Yに搬送して組付けるようになっている。組付け位置Yは、電池20と枠体30との組付けが完了する位置であり、第1円C1の回転中心O1と第2円C2の回転中心O2とを結んだ直線上に位置する。
【0028】
電池回転手段50は、第1円C1の回転中心O1から径方向に延びる回転アーム51と、この回転アーム51の径外方端部に取付けられている把持治具(電池把持手段)52と、この把持治具52が接近したときに把持治具52に向けて電池20を押し出す電池供給部53とを有している。回転アーム51は、周方向に180度離れて二個設けられていて、径内方向端部を回転中心O1として図4の反時計方向に回転する。
【0029】
把持治具52は、電池20を把持した状態で第1円C1周りに回転するものであり、各回転アーム51にそれぞれ取付けられている。各把持治具52は、略T字状に形成されていて、軸部54と、この軸部54の先端に取付けられている略コ字状の把持部55とを有している。軸部54は、回転アーム51の径外方端部にピン結合されている。これにより、把持治具52は、第1円C1周りに回転するとともに、旋回中心Z1を支点として揺動可能である。
【0030】
回転アーム51と把持治具52とは、回転方向(図4の反時計方向)の前方側に設けられたスプリング56によって連結されている。これにより、通常の状態では、把持治具52の軸部54の中心線L1は、回転アーム51の中心線R1に対して回転方向に所定角度θ1傾くように設定されている。また、把持治具52は、回転する回転アーム51に対して旋回中心Z1を支点として揺動可能であるが、スプリング56の付勢力を受けながら揺動することになる。
【0031】
電池供給部53は、回転する把持治具52に対して電池20を一つずつ供給するものである。この電池供給部53は、複数の並べられた電池20を収容していて、各電池20をスライドさせるようになっている。これにより、並べられた電池20のうち、電池回転手段50に一番近い電池20が押し出されることになる。電池20が押し出されるタイミングは、回転する把持治具52が最接近する僅か前であって、電池20が把持部55の内部に入り込むことができるように制御されている。電池供給部53のその他の構成については、後に詳しく説明する。
【0032】
枠体回転手段60は、第2円C2の回転中心O2から径方向に延びる回転アーム61と、この回転アーム61の径外方端部に取付けられている把持治具(枠体把持手段)62と、この把持治具62が接近したときに把持治具62に向けて枠体30を押し出す枠体供給マガジン63とを有している。ここで、回転アーム61は、周方向に180度離れて二個設けられていて、径内方向端部を回転中心O2として図4の時計方向に回転する。
【0033】
把持治具62は、枠体30を把持した状態で第2円C2周りに回転するものであり、各回転アーム61にそれぞれ取付けられている。各把持治具62は、略T字状に形成されていて、軸部64と、この軸部64の先端に取付けられている略コ字状の把持部65とを有している。軸部64は、回転アーム61の径外方端部にピン結合されている。これにより、把持治具62は、第2円C2周りに回転するとともに、旋回中心Z2を支点として揺動可能である。
【0034】
回転アーム61と把持治具62とは、回転方向(図4の時計方向)の前方側に設けられたスプリング66によって連結されている。これにより、通常の状態では、把持治具62の軸部64の中心線L2は、回転アーム61の中心線R2に対して回転方向に所定角度θ2傾くように設定されている。ここで、所定角度θ2は、上記した所定角度θ1と同一の角度である。把持治具62は、回転する回転アーム61に対して旋回中心Z2を支点として揺動可能であるが、スプリング66の付勢力を受けながら揺動することになる。
【0035】
枠体供給マガジン63は、回転する把持治具62に対して枠体30を一つずつ供給するものである。この枠体供給マガジン63は、複数の並べられた枠体30を収容していて、各枠体30をスライドさせるようになっている。これにより、並べられた枠体30のうち、枠体回転手段60に一番近い枠体30が押し出されることになる。枠体30が押し出されるタイミングは、回転する把持治具62が最接近する僅か前であって、枠体30が把持部65の内部に入り込むことができるように制御されている。
【0036】
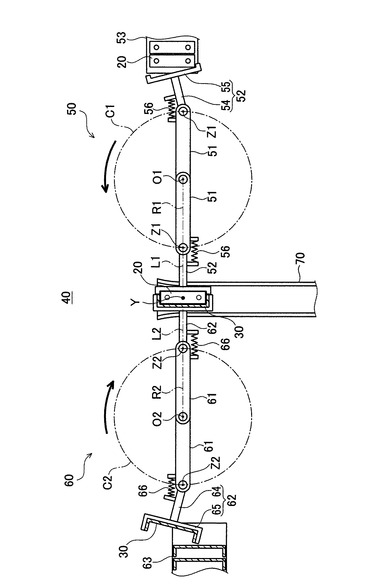
次に、上述したように構成された電池組付け装置40において、電池20と枠体30とが組付けられる工程について説明する。電池回転手段50では、回転している一方側の把持治具52が、電池供給部53から押し出された一つの電池20を掴み取る。また、枠体回転手段60では、回転している一方側の把持治具62が、枠体供給マガジン63から押し出された一つの枠体30を掴み取る。こうして、把持された電池20及び枠体30は、回転アーム51,61の回転により、図4に示した組付け位置Yに同じタイミングで送られる。ここで、図5は、電池20と枠体30とが組付けられた状態を示した図である。
【0037】
図5に示すように、組付け位置Yでは、把持治具52,62は、スプリング56,66の付勢力に抗して旋回中心Z1,Z2を支点に揺動していて、回転アーム51,61の中心線R1,R2及び把持治具52,62の中心線L1,L2の全てが、一直線上になる。このため、電池20と枠体30とは、真正面に対向した状態で図5の左右から押し付けられる。こうして、電池20と枠体30とがほぼ均等に作用する圧力によって組付けられて、枠付電池10が作成される。
【0038】
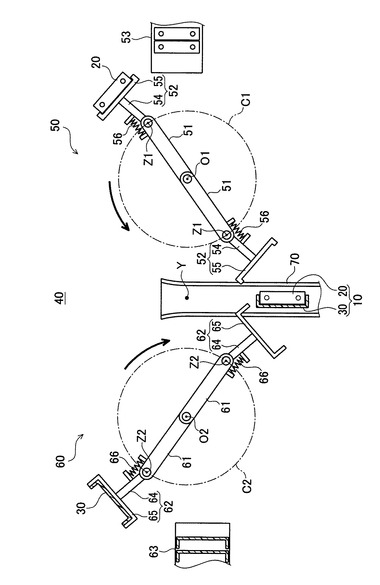
図6は、枠付電池10が搬送される状態を示した図である。図6に示すように、枠付電池10が作成された後、枠付電池10はコンベア70を介して次の工程へと送られる。そして、回転している一方側の把持治具52,62は、電池供給部53,枠体供給マガジン63の方へ近づいていき、電池供給部53,枠体供給マガジン63から電池20,枠体30を掴み取る。また、回転している他方側の把持治具52,62は、組付け位置Yの方へ近づいていき、電池20と枠体30との組付けを同様に行う。
【0039】
ところで、上述した電池組付け装置40の電池供給部53は、電池20(以下、「ワーク20」と適宜呼ぶ)を複数個並べて配置していて、複数のワーク20のうち一端側のワーク20を押圧して他端側のワーク20を把持治具52に向けて水平方向に供給するようになっているが、以下の問題点がある。即ち、ワーク20の供給相手である把持治具52は、大量生産に対応するために素早く回転している。このため、ワーク20を供給する際に、把持治具52が的確にワーク20を把持できるように、並べられた複数個のワーク20を適切な力で押圧する必要がある。このとき、ワーク20を押圧する力の微調整が難しいという問題点があった。
【0040】
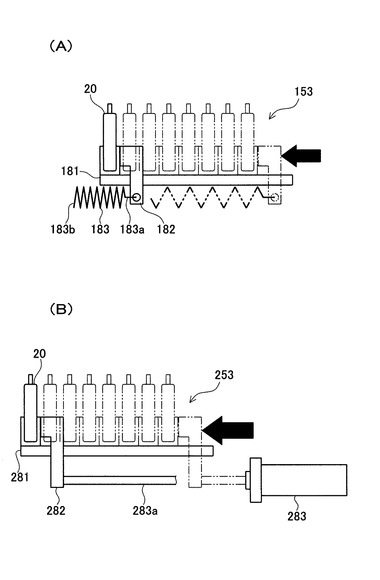
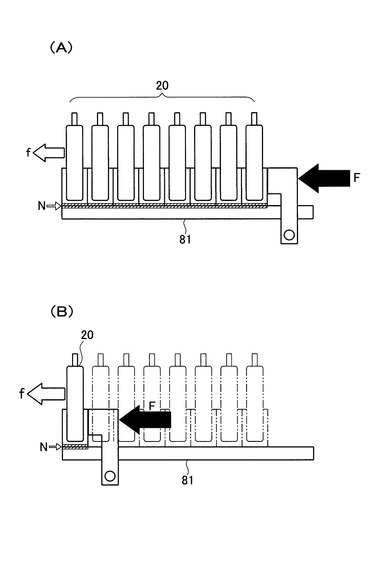
ここで、第1案として、並べられたワーク20を弾性力を利用して押圧する電池供給部153について説明する。図7(A)は、第1案の電池供給部153を概略的に示した図である。第1案の電池供給部153は、図7(A)に示すように、ワーク20を水平方向に複数個並べて配置する搬送路181と、ワーク20を押圧する押圧部材182と、押圧部182に一端部183aが接続されているスプリング183と備えた構成である。
【0041】
第1案の電池供給部153では、スプリング183の他端部183bを引っ張ることによって、並べられた複数のワーク20のうち一端側のワーク20を押圧するようになっている。しかし、この第1案では、並べられているワーク20の個数に応じて、スプリング183の長さが異なり、スプリング183の弾性力が変化することになる。即ち、図7の仮想線で示すように並べられたワーク20の個数が多い場合には、ワーク20が押圧される力が大きいのに対して、図7の実線で示すように並べられたワーク20の個数が少ない場合には、ワーク20が押圧される力が小さくなる。このため、第1案の電池供給部153のようにスプリング(弾性部材)183の弾性力を利用する場合、スプリング183の弾性力の変化が大きいことによって、ワーク20を押圧する力の微調整が難しい。
【0042】
また、第2案として、並べられたワーク20をアクチュエータ283が発生させる駆動力を利用して押圧する電池供給部253について説明する。図7(B)は、第2案の電池供給部253を概略的に示した図である。第2案の電池供給部253は、図7(B)に示すように、ワーク20を水平方向に複数個並べて配置する搬送路281と、ワーク20を押圧する押圧部材282と、押圧部材282にシリンダロッド283aが接続されているエアシリンダ等のアクチュエータ283とを備えた構成である。
【0043】
第2案の電池供給部253では、アクチュエータ283がシリンダロッド283aを伸長させることによって、並べられた複数のワーク20のうち一端側のワーク20を押圧するようになっている。しかし、この第2案では、アクチュエータ283が発生させる駆動力の最低値が、ワーク20を押圧する力の適正値より大きくなる。このため、第2案の電池供給部253のようにアクチュエータ283の駆動力を利用する場合、ワーク20が把持治具52に向けて急に勢い良く押し出されて、把持治具52が電池20を的確に把持できないおそれがある。
【0044】
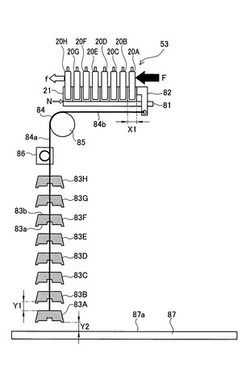
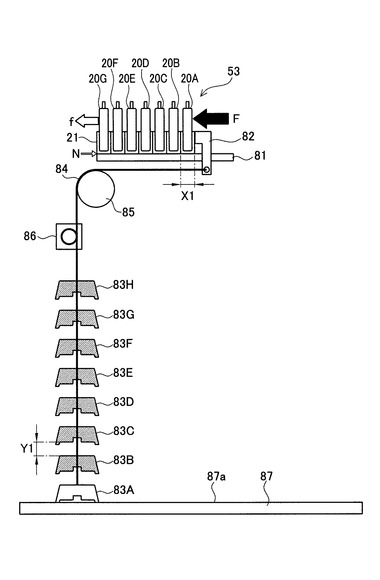
そこで、第1実施形態の電池供給部53は、上記した問題点に対処すべく、図8に示すように構成されている。図8は、電池供給部53を概略的に示した図である。電池供給部53は、図8に示すように、ワーク20を水平方向に複数個並べて配置する搬送路81と、ワーク20を押圧する押圧部材82と、重力によって落下する錘83と、この錘83を吊り下げるロープ(連結部材)84と、このロープ84をガイドするガイドローラ85と、ロープ84を巻き取る巻き取りドラム86とを有している。
【0045】
搬送路81は、ワーク20が水平方向に移動し易いように平面状に形成されている。図8では、搬送路81の上に並べられたワーク20が8個示されていて、押圧部材82に近いワーク20から順番にワーク20A,20B,20C,20D,20E,20F,20G,20Hと呼ぶことにする。なお、搬送路81の上に並べられるワーク20の個数は8個に限定されるものではなく、適宜変更可能である。各ワーク20A〜20Hの下側には、ワーク20A〜20Hを搬送路81に対して滑り易くするとともに、把持治具52がワーク20A〜20Hを把持し易くするためのスリッパ21が取付けられている。
【0046】
押圧部材82は、L字状に形成されていて、上端部でワーク20A(ワーク20Aに取付けられたスリッパ21)を図8の左側に押圧するようになっている。ワーク20Aが押圧されると、各ワーク20A〜20Hが図8の左側へスライドして、ワーク20Hが搬送路81から押し出される。こうして、ワーク20Hが把持治具52に向けて供給されることになる。押圧部材82の下端部には、ロープ84の一端部が接続されている。
【0047】
錘83は、ワーク20の個数と同じ8個設けられていて、ロープ84に取付けられている。各錘83は、固定されている平面状の固定部材87に対して宙に浮いていて、固定部材87に近い錘83から順番に錘83A,83B,83C,83D,83E,83F,83G,83Hと呼ぶことにする。各錘83A〜83Hは、それぞれ同じ所定重量になるように形成されている。また、隣り合う錘83A〜83Hの間隔Y1、及び錘83Aと固定部材87の接地面87aとの間隔Y2は、隣り合うワーク20A〜20Hの間隔X1と同じになるように設定されている。
【0048】
ロープ84は、錘83の重力を押圧部材82に伝達するものである。このロープ84は、ガイドローラ85によってガイドされることによって、水平方向に延びる水平部84aと、鉛直方向に延びる鉛直部84bとを有している。鉛直部84bには各錘83A〜83Hが取付けられているため、各錘83A〜83Hに作用する重力が作用している。しかし、巻き取りドラム86が、各錘83A〜83Hに作用する重力と同じ力で鉛直部84bを図10の上側へ引っ張っている。このため、図8では、各錘83A〜83Hが宙に浮いた状態が保たれている。そして、巻き取りドラム86が、鉛直部84bに対する引っ張りを解除すると、各錘83A〜83Hに作用する重力がロープ84を介して押圧部材82に伝達されて、押圧部材82がワーク20A(スリッパ21)を図8の左側に押圧するようになっている。
【0049】
ここで、搬送路81の上に並べられたワーク20A〜20Hを押圧する際の留意点について、図9を用いて説明する。図9(A)に示すように、搬送路81の上に並べられたワーク20の個数が多い場合、ワーク20と搬送路81との間の摩擦力Nが大きい。一方、図9(B)に示すように、搬送路81の上に並べられたワーク20の個数が少ない場合、ワーク20と搬送路81との間の摩擦力Nが小さい。このように、並べられているワーク20の個数に応じて摩擦力Nが変化するため、仮にワーク20を押圧する力Fが一定であっても、ワーク20が搬送路81から押し出される力fは一定にならない。
【0050】
そこで、本実施形態では、上記した留意点に対処すべく、図8に示すように、各錘83A〜83Hは、鉛直方向に間隔Y1ずつ離れて配置され、落下に伴い固定部材87の接地面87aに順次接地するようになっている。こうして、押圧部材82に伝達される各錘83A〜83Hの重力が徐々に減少していき、摩擦力Nの変化(減少)に対応することができる。ここで各錘83A〜83Hは、全て同じ形状に形成されていて、隣り合う錘83A〜83Hに重なり合うことができるように、下側に係合凹部83aを有し、上側に係合凹部83aと係合可能な係合凸部83bを有している。
【0051】
上記のように構成された電池組付け装置40の作用効果について説明する。第1実施形態の電池供給部53では、図8に示すように、各錘83A〜83Hに作用する重力がロープ84を介して押圧部材82に伝達されて、押圧部材82がワーク20A(スリッパ21)を図8の左側に押圧するようになっている。このように各錘83A〜83Hの重力を利用するため、例えば各錘83A〜83Hの重量を変化させることで、押圧部材82がワーク20Aを押圧する力を容易に変化させることができる。従って、図7(A)に示すようなスプリング183の弾性力を利用する場合や、図7(B)に示すようなアクチュエータ283の駆動力を利用する場合に比して、ワーク20Aを押圧する力Fを微調整し易い。この結果、把持治具52がワーク20を的確に把持できるように、並べられたワーク20を適切な力で押圧することができる。
【0052】
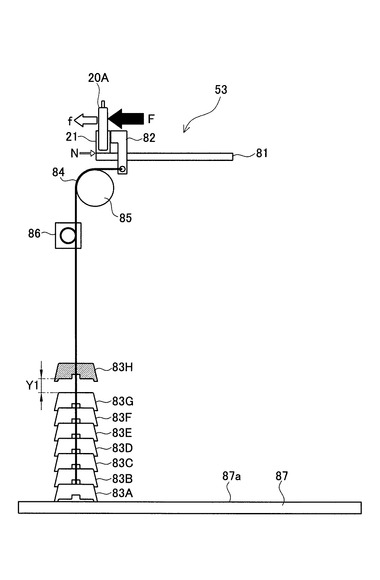
特に、この第1実施形態では、図8に示した状態から各錘83A〜83Hが間隔Y1だけ鉛直方向に落下すると、ワーク20Hが搬送路81から押し出されるとともに、図10に示すように、錘83Aが固定部材87の接地面87aに接地する。これにより、錘83Aに作用する重力を除いた、錘83B〜83Hに作用する重力が押圧部材82に伝達される。こうして、押圧部材82がワーク20Aを押圧する力Fが僅かに減少する。
【0053】
そして、図10に示した状態から図11に示すように、各錘83B〜83Gが固定部材87に順次接地して、押圧部材82がワーク20Aを押圧する力Fが段階的に減少する。このとき、搬送路81の上に並べられたワーク20の個数も段階的に減少するため、ワーク20と搬送路81との間の摩擦力Nも段階的に減少する。このため、搬送路81から押し出されるワーク20に作用する力(以下、「押し出し力f」と呼ぶ)を一定にすることができる。ここで、押し出し力fは、押圧部材82がワーク20Aを押圧する力Fから、摩擦力Nを引いた力である。なお、図10及び図11において、接地面87aに接地した錘83が白く示されている。
【0054】
ここで、押し出し力fを常に一定にできる理由について、式を用いて詳しく説明する。押し出し力fは、上述したように以下の[式1]で表すことができる。
[式1]f=F−N
そして、押圧部材82がワーク20Aを押圧する力Fは、以下の[式2]で表すことができる。
[式2]F=n×M×g
上記したnは錘83A〜83Hのうち宙に浮いている錘83の個数であり、Mは各錘83A〜83Hの重量であり、gは重力加速度である。
また、摩擦力Nは、以下の[式3]で表すことができる。
[式3]N=m×μ×W×g
上記したmは搬送路81の上に並べられているワーク20の個数であり、μは搬送路の(動)摩擦係数であり、Wはワーク20の重量である。
【0055】
そして、上記した[式1]に[式2]と[式3]を代入すると以下の[式4]が成り立つ。
[式4]f=(n×M×g)−(m×μ×W×g)
ここで、nは、変化する値であるが、各錘83A〜83Gが固定部材87の接地面87aに順次接地することによって8から0まで段階的に減る。また、mも、変化する値であるが、ワーク20H〜20Aが搬送路81から順次押し出されることによって8から0まで段階的に減る。そして、この第1実施係形態では、隣り合う錘83A〜83Hの間隔Y1と隣り合うワーク20A〜20Hの間隔X1は同じになるように設定されているため、nとmは同じタイミングで段階的に減少していく。従って、上記した押し出し力fを常に一定にすることができる。
【0056】
こうして、この第1実施形態において、搬送路81の摩擦係数μ、各錘83A〜83Hの重量W、各ワーク20A〜20Hの重量Wを適切な値に設定することで、搬送路81から押し出されるワーク20の押し出し力fを最適な値で且つ常に一定に保つことができる。この結果、把持治具52が、搬送路81から押し出されるワーク20を常に安定して把持することができる。
【0057】
また、第1実施形態において、電池供給部53には、ワーク20A〜20Hを押し出すためのアクチュエータ及び制御装置を設ける必要がない。このため、電池組付け装置40の設備投資額を小さくすることができる。
【0058】
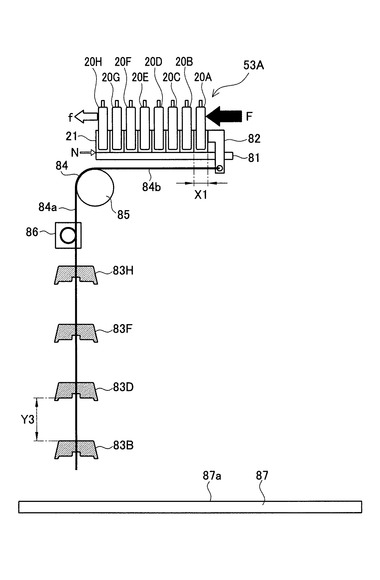
上記した第1実施形態の第1変形例について、図12を用いて説明する。図12は、第1変形例の電池供給部53Aを概略的に示した図である。第1変形例では、図12に示すように、錘83の個数が上記した第1実施形態の錘83の個数の2分の1になっている。即ち、4個の錘83B,83D,83F,83Hが設けられている。また、各錘83B〜83Hの重量は、第1実施形態の各錘83A〜83Hの重量の2倍に設定されている。そして、隣り合う錘83B〜83Hの間隔Y3が、第1実施形態の隣り合う錘83A〜83Hの間隔Y1(図8参照)の2倍になっている。第1変形例のその他の構成は、上記した第1実施形態の構成と同様であるため、その説明を省略する。
【0059】
第1変形例では、第1実施形態に比べて、錘83の個数を減らすことで、各錘83B〜83Hの設置、調整作業を容易にすることができる。但し、押圧部材82がワーク20A〜20Hに対して押圧する力の変化が、第1実施形態に比べて大きくなるため、ワーク20A〜20Hに作用する負荷が大きくなる。
【0060】
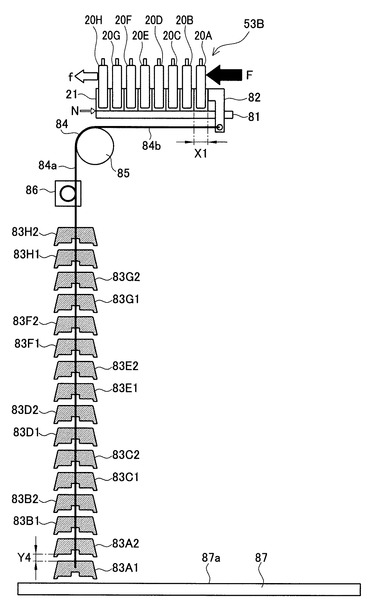
続いて、上記した第1実施形態の第2変形例について、図13を用いて説明する。図13は、第2変形例の電池供給部53Bを概略的に示した図である。第2変形例では、図13に示すように、錘83の個数が上記した第1実施形態の錘83の個数の2倍になっている。即ち、16個の錘83A1,83A2,83B1,83B2,83C1,83C2,83D1,83D2,83E1,83E2,83F1,83F2,83G1,83G2,83H1,83H2が設けられている。また、各錘83A1〜83H2の重量は、第1実施形態の各錘83A〜83Hの重量の2分の1に設定されている。そして、隣り合う錘83A1〜83H2の間隔Y4が、第1実施形態の隣り合う錘83A〜83Hの間隔Y1(図8参照)の2分の1になっている。第2変形例のその他の構成は、上記した第1実施形態の構成と同様であるため、その説明を省略する。
【0061】
第2変形例では、押圧部材82がワーク20A〜20Hに対して押圧する力の変化が、第1実施形態に比べて小さくなるため、ワーク20A〜20Hに作用する負荷を小さくすることができる。但し、第1実施形態に比べて、錘83の個数が多くなるため、各錘83B〜83Hの設置、調整作業が煩雑になる。
【0062】
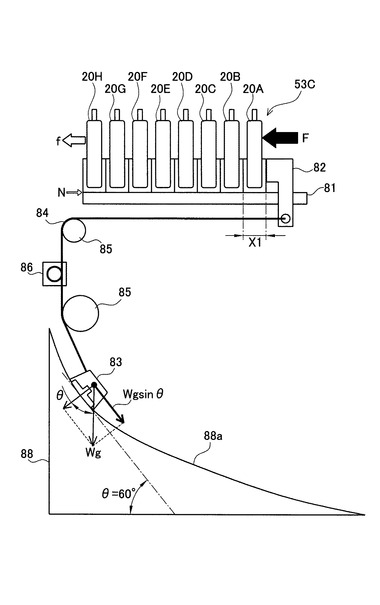
次に、第2実施形態について、図14及び図15を用いて説明する。図14は、第2実施形態の電池供給部53Cを概略的に示した図である。第2実施形態では、錘83が一個だけ設けられていて、この錘83を傾斜面88aに沿って下方へ移動させる傾斜部材88が設けられている。傾斜面88aの傾斜角θは、傾斜部材88の下方に向かうに従って徐々に小さくなるように設定されている。ここで、傾斜角θとは、水平方向に延びる直線と傾斜面88aの接線とが成す角度である。
【0063】
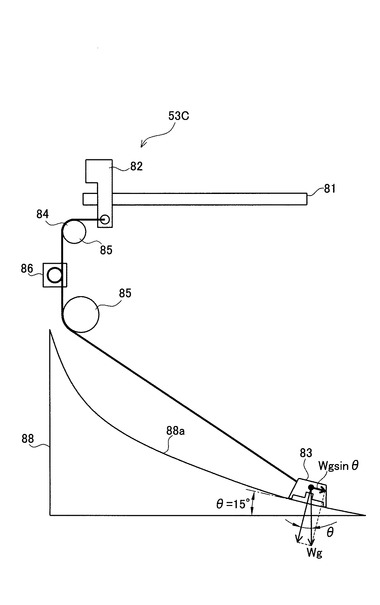
この第2実施形態では、図14に示すように、8個全てのワーク20A〜20Hが搬送路81の上に並べられている状態において、錘83の傾斜面88aに対する位置は、傾斜角θが60°になるように設定されている。また、図15に示すように、8個全てのワーク20A〜20Hが搬送路81から押し出された状態において、錘83の傾斜面88aに対する位置は、傾斜角θが30°になるように設定されている。図14に示した状態から図15に示した状態までの錘83の移動距離は、並べられたワーク20A〜20Hの一端から他端までの距離と同じである。なお、錘83に引っ張られるロープ84は、錘83の傾斜面88aに沿った動きに追従し易いように、2個のガイドローラ85によってガイドされている。第2実施形態のその他の構成は、上記した第1実施形態の構成と同様であるため、その説明を省略する。
【0064】
第2実施形態の作用効果について説明する。図14に示すように、錘83には、重力Wgが作用する。そして、錘83は、傾斜面88aの接線方向に対する重力Wgの分力Wgsinθによって、傾斜面88aに沿って落下する。このとき、分力Wgsinθは錘83の落下に従って連続的に小さくなる。このため、錘83から押圧部材82に作用する力が連続的に減少する。従って、ワーク20A〜20Hを押圧する力を緩やか且つ連続的に減少させることができる。
【0065】
こうして、この第2実施形態では、搬送路81の摩擦係数μ、錘83の重量W、各ワーク20A〜20Hの重量、傾斜面88aの傾斜角θを適切な値に設定することで、搬送路81から押し出されるワーク20の押し出し力f、即ち押圧部材82に作用する力Fから摩擦力Nを引いた力をほぼ一定にすることができる。
【0066】
また、第2実施形態では、押圧部材82がワーク20A〜20Hに対して押圧する力が、緩やかに小さくなるため、ワーク20A〜20Hに作用する負荷を極めて小さくすることができる。こうして、負荷に起因するワーク20の不良品を減らすことができ、ワーク20(電池20)の歩留まりを高くすることができる。第2実施形態のその他の作用効果は、上記した第1実施形態の作用効果と同様であるため、その説明を省略する。
【0067】
以上、本発明に係る電池組付け装置40について説明したが、本発明はこれに限定されることはなく、その趣旨を逸脱しない範囲で様々な変更が可能である。
例えば、各実施形態において、電池組付け装置40は、把持治具52,62を回転させる電池回転手段50,枠体回転手段60を用いて電池20と枠体30とを組付けたが、電池20と枠体30とを組付ける構造は上記した構造に限定されるものではなく、適宜変更可能である。例えば、把持治具を直線的に移動させる電池移動手段及び枠体移動手段とを用いて、電池20と枠体30とを組付けても良い。
【0068】
また、第1実施形態において、電池供給部53が、本発明に係る電池供給部として、各錘83A〜83Hに作用する重力を利用して各ワーク20A〜20Hを押圧するようになっているが、枠体供給マガジン63が、本発明に係る枠体供給部として、各錘に作用する重力を利用して各枠体30を押圧するようになっていても良い。
【0069】
また、第1実施形態の第1変形例において、錘83の個数は、上記した第1実施形態の錘83の個数の2分の1になっているが、適宜変更可能であり、3分の1又は4分の1等であっても良い。また、隣り合う錘83B〜83Hの間隔Y3は、第1実施形態の隣り合う錘83A〜83Hの間隔Y1の2倍になっているが、適宜変更可能であり、3倍又は4倍等であっても良い。
【0070】
また、第1実施形態の第2変形例において、錘83の個数は、上記した第1実施形態の錘83の個数の2倍になっているが、適宜変更可能であり、3倍又は4倍等であっても良い。また、隣り合う錘83B〜83Hの間隔Y4は、第1実施形態の隣り合う錘83A〜83Hの間隔Y1の2分の1になっているが、適宜変更可能であり、3分の1又は4分の1等であっても良い。
【0071】
また、第2実施形態において、錘83の個数、傾斜面88aの傾斜角θの変化度合は適宜変更可能である。また、傾斜部材88を簡単な構造にするために、傾斜面の88aの傾斜角θは一定であっても良い。
【符号の説明】
【0072】
1 組電池
10 枠付電池
20 電池(ワーク)
30 枠体
40 電池組付け装置
50 電池回転手段
52 把持治具
53,53A〜53C 電池供給部
60 枠体回転手段
62 把持治具
81 搬送路
82 押圧部材
83 錘
87 固定部材
88 傾斜部材
88a 傾斜面
【技術分野】
【0001】
本発明は、電池とこの電池を収容する枠体との組付けを自動で連続して行う電池組付け装置に関する。
【背景技術】
【0002】
電池は、携帯電話やノート型パソコン等の電子機器の電源として、或いはハイブリッド自動車や電気自動車等の車両用電源として、様々な分野で利用されている。そして、電池には、ニッケル・カドミウム電池、ニッケル・水素電池、リチウムイオン二次電池等がある。
【0003】
そして、電池は、様々な用途の電源として利用される際に、その用途に応じた出力を得るため、複数の単電池(セル)を電気的に接続した組電池(モジュール)として用いられている。例えば、車両用電源として利用される組電池においては、複数の単電池を電気的に直列に接続し、必要となる出力電圧を得ている。この場合、一般に、車両へ搭載する際の省スペース化の観点から、複数の角型の単電池が積層するように配置された組電池が用いられる。このような組電池においては、放熱や、隣り合う単電池同士の絶縁及び断熱等を考慮する必要があり、例えば下記特許文献1に記載されたものがある。
【0004】
下記特許文献1に記載された組電池では、隣り合う単電池の間にスペーサが挟み込まれている。そして、このスペーサは、一定以上の熱に反応し熱分解される発泡剤を含有させた絶縁性の樹脂で形成されている。これにより、隣り合う単電池同士を絶縁しつつ、何れかの単電池が異常発熱をした際に、その隣り合う単電池に熱が伝達されることを抑制できる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2010−165597号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、単電池同士の絶縁や放熱が確保された組電池として、上記特許文献1のようなスペーサを用いた組電池以外に、単電池(以下、単に「電池」と呼ぶ)を枠体で覆うものがある。即ち、電池と枠体とが組付けられた枠付電池が積層した組電池がある。この組電池の枠付電池を製造する場合、1台の車両に必要な電池の個数が多いもので数百個にもなるため、大量生産できることが望まれている。
【0007】
そこで、近年本出願人は、電池と枠体との組付けを自動で連続して行う電池組付け装置を用いることを提案している。この電池組付け装置では、電池供給部が電池把持手段に電池を供給するとともに、枠体供給手段が枠体把持手段に枠体を供給して、電池把持手段に把持された電池と枠体供給手段に把持された枠体とが自動で組付けられるようになっている。しかし、電池組付け装置を用いる場合、電池供給部が電池把持手段に電池を供給する際、又は枠体供給部が枠体把持手段に枠体を供給する際に、以下の問題点があった。
【0008】
即ち、電池供給部又は枠体供給部は、電池又は枠体としてのワークを複数個並べて配置していて、複数のワークのうち一端側のワークを押圧して他端側のワークを電池把持手段又は枠体把持手段へ水平方向に供給する。しかし、供給相手である電池把持手段又は枠体把持手段は、大量生産に対応するために素早く動いて(回転して)いる。このため、ワークを供給する際に、電池把持手段又は枠体供給手段が的確にワークを把持できるように、並べられた複数個のワークを適切な力で押圧する必要がある。このとき、ワークを押圧する力の微調整が難しいという問題点があった。
【0009】
本発明は、上記した課題を解決するためになされたものであり、電池把持手段又は枠体供給手段が的確にワークを把持できるように、並べられた複数個のワークを適切な力で押圧することができる電池組付け装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明における電池組付け装置は、電池供給部から供給される電池を把持する電池把持手段と、枠体供給部から供給される枠体を把持する枠体把持手段とを備え、前記電池把持手段に把持された電池と前記枠体把持手段に把持された電池とを組付けるものであって、前記電池供給部又は前記枠体供給部は、前記電池又は前記枠体であるワークを水平方向に複数個並べて配置する搬送路と、前記搬送路に並べられた複数のワークのうち一端側のワークを押圧して他端側のワークを前記電池把持手段又は前記枠体把持手段へ水平方向に供給する押圧部材と、重力により落下する所定重量の落下部材と、前記落下部材に作用する重力を前記押圧部材に伝達する連結部材とを有することを特徴とする。
【0011】
この場合には、例えば落下部材の重量を変化させることで、落下部材から連結部材を介して押圧部材に伝達される力は容易に変化する。このように落下部材の重力を利用するため、弾性部材の弾性力やアクチュエータの駆動力を利用する場合に比して、ワークを押圧する力を微調整し易い。従って、電池把持手段又は枠体供給手段が的確にワークを把持できるように、並べられた複数個のワークを適切な力で押圧することができる。
【0012】
また、本発明の電池組付け装置において、前記落下部材は、鉛直方向に所定距離ずつ離れて複数個設けられ、落下に伴い下側から順次接地することによって前記押圧部材に作用する力を順次減少できるように配置されていることが好ましい。
【0013】
この場合には、搬送路に並べられたワークの個数が順次(段階的に)減少することによって、搬送路とワークとの間の摩擦力が順次減少するとともに、複数の落下部材が下側から順次接地することによって、落下部材から押圧部材に作用する力が順次減少する。このため、ワークが搬送路から順次押し出されて摩擦力が順次減少する状況において、搬送路から押し出されるワークの押し出し力、即ち押圧部材に作用する力から摩擦力を引いた力をほぼ一定にすることができる。
【0014】
また、本発明の電池組付け装置において、隣り合う落下部材の間隔と隣り合うワークとの間隔とが同じになるように設定することが好ましい。
【0015】
この場合には、落下部材が1個接地することによって押圧部材に作用する力が1個の落下部材に作用する重力分だけ減少するのに対して、ワークが搬送路から1個押し出されることによって摩擦力が1個のワークに作用する摩擦力分だけ減少する。このため、搬送路から押し出されるワークの押し出し力、即ち押圧部材に作用する力から摩擦力を引いた力を常に一定にすることができる。従って、搬送路の摩擦係数、各落下部材の重量、各ワークの重量を適切な値に設定することで、搬送路から押し出されるワークの押し出し力を最適な値で且つ常に一定にすることができる。
【0016】
また、本発明の電池組付け装置において、前記落下部材を傾斜面に沿って下方へ移動させる傾斜部材が設けられていることが好ましい。
【0017】
この場合には、例えば傾斜面の傾斜角を変化させることで、落下部材から連結部材を介して押圧部材に伝達される力を容易に変化させることができる。このため、簡単な構造でワークを押圧する力を微調整することができる。
【0018】
また、本発明の電池組付け装置において、前記傾斜面の傾斜角は、前記傾斜部材の下方に向かう従って徐々に小さくなるように設定されていることが好ましい。
【0019】
この場合には、搬送路に並べられたワークの個数が順次減少することによって、搬送路とワークとの間の摩擦力が順次減少するとともに、落下部材が傾斜部材の傾斜面に沿って下方へ移動することによって、落下部材から押圧部材に作用する力が連続的に減少する。このため、ワークが搬送路から順次押し出されて摩擦力が順次減少する状況において、搬送路から押し出されるワークの押し出し力、即ち押圧部材に作用する力から摩擦力を引いた力をほぼ一定にすることができる。更に、ワークを押圧する力を緩やか且つ連続的に減少させることができるため、ワークに作用する負荷を極めて小さくすることができる。
【発明の効果】
【0020】
本発明によれば、電池把持手段又は枠体供給手段が的確にワークを把持できるように、並べられた複数個のワークを適切な力で押圧することができる電池組付け装置が提供されている。
【図面の簡単な説明】
【0021】
【図1】本実施形態に係る組電池を示した斜視図である。
【図2】図1に示した組電池の構成部材である枠付電池を示した斜視図である。
【図3】図2に示した枠付電池を単電池と枠体とに分解した斜視図である。
【図4】電池組付け装置を概略的に示した図である。
【図5】電池と枠体とが組付けられた状態を示した図である。
【図6】枠付電池が搬送される状態を示した図である。
【図7】(A)第1案の電池供給部を概略的に示した図である。(B)第2案の電池供給部を概略的に示した図である。
【図8】第1実施形態の電池供給部を概略的に示した図である。
【図9】(A)搬送路に並べられた電池の個数が多い場合に、ワークを押圧する力と、ワークと搬送路との間の摩擦力と、ワークが搬送路から押し出される力との関係を示した図である。(B)搬送路に並べられた電池の個数が少ない場合に、ワークを押圧する力と、ワークと搬送路との間の摩擦力と、ワークが搬送路から押し出される力との関係を示した図である。
【図10】第1実施係形態の電池供給部において錘が1個接地した状態を示した図である。
【図11】第1実施形態の電池供給部において錘が7個接地した状態を示した図である。
【図12】第1実施形態の第1変形例の電池供給部を概略的に示した図である。
【図13】第1実施形態の第2変形例の電池供給部を概略的に示した図である。
【図14】第2実施形態の電池供給部を概略的に示した図である。
【図15】第2実施形態の電池供給部において全てのワークが搬送路から押し出された状態を示した図である。
【発明を実施するための形態】
【0022】
本発明に係る電池組付け装置の実施形態について、図面を参照しながら以下に説明する。図1は、本実施形態に係る組電池1を示した斜視図であり、図2は、図1に示した組電池1の構成部材である枠付電池10を示した斜視図である。また、図3は、図2に示した枠付電池10を単電池20と枠体30とに分解した斜視図である。
【0023】
組電池1は、図1に示すように、複数の枠付電池10が積層された電池群である。枠付電池10は、図2及び図3に示すように、単電池20と枠体30とが組付けられたものである。この組電池1では、図1に示すように、枠付電池10が一方向に並べて積層するように配置され、両端がエンドプレート2によって挟み込まれている。そして、金属プレート3が架け渡されることで、各枠付電池10が固定されている。枠付電池10における複数の単電池20(以下、単に「電池20」と呼ぶ)は、バスバー4によって、電気的に接続されている。
【0024】
電池20は、図2及び図3に示すように、その外形が直方体状のリチウムイオン二次電池である。この電池20は、正極板と負極板とを、それらの間にセパレータを挟み込みつつ扁平形状に捲回してなる発電要素(捲回電極体)と、リチウム塩を溶解させた有機溶剤からなる電解液とをその内部に収容している。
【0025】
枠体30は、図2及び図3に示すように、隣り合う電池20の外面同士を絶縁するために、絶縁性の樹脂で形成されている。また、枠体30は、組電池1に対して振動や衝撃が加えられた際に電池20のズレ、ガタを防止するものであり、且つ耐熱機能を有するものである。この枠体30は、底面31と、その四辺に設けられた壁面32とを有し、全体として扁平な直方体形状をしている。これにより、枠体30は、電池20を収容できるようになっている。そして、枠付電池10において、電池20と枠体30とがツメの引っ掛け等によって容易に外れないようになっている。
【0026】
このような枠付電池10では、生産性向上のために電池20と枠体30との連続した自動組付けが望まれている。図4は、連続した自動組付けを行う電池組付け装置40を概略的に示した図である。ここで、図4では、電池20と枠体30との組付けが分かり易いように、枠体30をコの字の断面形状で示すことにする。
【0027】
電池組付け装置40は、図4に示すように、電池20を第1円C1周りに回転させる電池回転手段50と、枠体30を第2円C2周りに回転させる枠体回転手段60とを備えている。そして、電池組付け装置40は、電池回転手段50によって把持された電池20と、枠体回転手段60によって把持された枠体30とを、中央の組付け位置Yに搬送して組付けるようになっている。組付け位置Yは、電池20と枠体30との組付けが完了する位置であり、第1円C1の回転中心O1と第2円C2の回転中心O2とを結んだ直線上に位置する。
【0028】
電池回転手段50は、第1円C1の回転中心O1から径方向に延びる回転アーム51と、この回転アーム51の径外方端部に取付けられている把持治具(電池把持手段)52と、この把持治具52が接近したときに把持治具52に向けて電池20を押し出す電池供給部53とを有している。回転アーム51は、周方向に180度離れて二個設けられていて、径内方向端部を回転中心O1として図4の反時計方向に回転する。
【0029】
把持治具52は、電池20を把持した状態で第1円C1周りに回転するものであり、各回転アーム51にそれぞれ取付けられている。各把持治具52は、略T字状に形成されていて、軸部54と、この軸部54の先端に取付けられている略コ字状の把持部55とを有している。軸部54は、回転アーム51の径外方端部にピン結合されている。これにより、把持治具52は、第1円C1周りに回転するとともに、旋回中心Z1を支点として揺動可能である。
【0030】
回転アーム51と把持治具52とは、回転方向(図4の反時計方向)の前方側に設けられたスプリング56によって連結されている。これにより、通常の状態では、把持治具52の軸部54の中心線L1は、回転アーム51の中心線R1に対して回転方向に所定角度θ1傾くように設定されている。また、把持治具52は、回転する回転アーム51に対して旋回中心Z1を支点として揺動可能であるが、スプリング56の付勢力を受けながら揺動することになる。
【0031】
電池供給部53は、回転する把持治具52に対して電池20を一つずつ供給するものである。この電池供給部53は、複数の並べられた電池20を収容していて、各電池20をスライドさせるようになっている。これにより、並べられた電池20のうち、電池回転手段50に一番近い電池20が押し出されることになる。電池20が押し出されるタイミングは、回転する把持治具52が最接近する僅か前であって、電池20が把持部55の内部に入り込むことができるように制御されている。電池供給部53のその他の構成については、後に詳しく説明する。
【0032】
枠体回転手段60は、第2円C2の回転中心O2から径方向に延びる回転アーム61と、この回転アーム61の径外方端部に取付けられている把持治具(枠体把持手段)62と、この把持治具62が接近したときに把持治具62に向けて枠体30を押し出す枠体供給マガジン63とを有している。ここで、回転アーム61は、周方向に180度離れて二個設けられていて、径内方向端部を回転中心O2として図4の時計方向に回転する。
【0033】
把持治具62は、枠体30を把持した状態で第2円C2周りに回転するものであり、各回転アーム61にそれぞれ取付けられている。各把持治具62は、略T字状に形成されていて、軸部64と、この軸部64の先端に取付けられている略コ字状の把持部65とを有している。軸部64は、回転アーム61の径外方端部にピン結合されている。これにより、把持治具62は、第2円C2周りに回転するとともに、旋回中心Z2を支点として揺動可能である。
【0034】
回転アーム61と把持治具62とは、回転方向(図4の時計方向)の前方側に設けられたスプリング66によって連結されている。これにより、通常の状態では、把持治具62の軸部64の中心線L2は、回転アーム61の中心線R2に対して回転方向に所定角度θ2傾くように設定されている。ここで、所定角度θ2は、上記した所定角度θ1と同一の角度である。把持治具62は、回転する回転アーム61に対して旋回中心Z2を支点として揺動可能であるが、スプリング66の付勢力を受けながら揺動することになる。
【0035】
枠体供給マガジン63は、回転する把持治具62に対して枠体30を一つずつ供給するものである。この枠体供給マガジン63は、複数の並べられた枠体30を収容していて、各枠体30をスライドさせるようになっている。これにより、並べられた枠体30のうち、枠体回転手段60に一番近い枠体30が押し出されることになる。枠体30が押し出されるタイミングは、回転する把持治具62が最接近する僅か前であって、枠体30が把持部65の内部に入り込むことができるように制御されている。
【0036】
次に、上述したように構成された電池組付け装置40において、電池20と枠体30とが組付けられる工程について説明する。電池回転手段50では、回転している一方側の把持治具52が、電池供給部53から押し出された一つの電池20を掴み取る。また、枠体回転手段60では、回転している一方側の把持治具62が、枠体供給マガジン63から押し出された一つの枠体30を掴み取る。こうして、把持された電池20及び枠体30は、回転アーム51,61の回転により、図4に示した組付け位置Yに同じタイミングで送られる。ここで、図5は、電池20と枠体30とが組付けられた状態を示した図である。
【0037】
図5に示すように、組付け位置Yでは、把持治具52,62は、スプリング56,66の付勢力に抗して旋回中心Z1,Z2を支点に揺動していて、回転アーム51,61の中心線R1,R2及び把持治具52,62の中心線L1,L2の全てが、一直線上になる。このため、電池20と枠体30とは、真正面に対向した状態で図5の左右から押し付けられる。こうして、電池20と枠体30とがほぼ均等に作用する圧力によって組付けられて、枠付電池10が作成される。
【0038】
図6は、枠付電池10が搬送される状態を示した図である。図6に示すように、枠付電池10が作成された後、枠付電池10はコンベア70を介して次の工程へと送られる。そして、回転している一方側の把持治具52,62は、電池供給部53,枠体供給マガジン63の方へ近づいていき、電池供給部53,枠体供給マガジン63から電池20,枠体30を掴み取る。また、回転している他方側の把持治具52,62は、組付け位置Yの方へ近づいていき、電池20と枠体30との組付けを同様に行う。
【0039】
ところで、上述した電池組付け装置40の電池供給部53は、電池20(以下、「ワーク20」と適宜呼ぶ)を複数個並べて配置していて、複数のワーク20のうち一端側のワーク20を押圧して他端側のワーク20を把持治具52に向けて水平方向に供給するようになっているが、以下の問題点がある。即ち、ワーク20の供給相手である把持治具52は、大量生産に対応するために素早く回転している。このため、ワーク20を供給する際に、把持治具52が的確にワーク20を把持できるように、並べられた複数個のワーク20を適切な力で押圧する必要がある。このとき、ワーク20を押圧する力の微調整が難しいという問題点があった。
【0040】
ここで、第1案として、並べられたワーク20を弾性力を利用して押圧する電池供給部153について説明する。図7(A)は、第1案の電池供給部153を概略的に示した図である。第1案の電池供給部153は、図7(A)に示すように、ワーク20を水平方向に複数個並べて配置する搬送路181と、ワーク20を押圧する押圧部材182と、押圧部182に一端部183aが接続されているスプリング183と備えた構成である。
【0041】
第1案の電池供給部153では、スプリング183の他端部183bを引っ張ることによって、並べられた複数のワーク20のうち一端側のワーク20を押圧するようになっている。しかし、この第1案では、並べられているワーク20の個数に応じて、スプリング183の長さが異なり、スプリング183の弾性力が変化することになる。即ち、図7の仮想線で示すように並べられたワーク20の個数が多い場合には、ワーク20が押圧される力が大きいのに対して、図7の実線で示すように並べられたワーク20の個数が少ない場合には、ワーク20が押圧される力が小さくなる。このため、第1案の電池供給部153のようにスプリング(弾性部材)183の弾性力を利用する場合、スプリング183の弾性力の変化が大きいことによって、ワーク20を押圧する力の微調整が難しい。
【0042】
また、第2案として、並べられたワーク20をアクチュエータ283が発生させる駆動力を利用して押圧する電池供給部253について説明する。図7(B)は、第2案の電池供給部253を概略的に示した図である。第2案の電池供給部253は、図7(B)に示すように、ワーク20を水平方向に複数個並べて配置する搬送路281と、ワーク20を押圧する押圧部材282と、押圧部材282にシリンダロッド283aが接続されているエアシリンダ等のアクチュエータ283とを備えた構成である。
【0043】
第2案の電池供給部253では、アクチュエータ283がシリンダロッド283aを伸長させることによって、並べられた複数のワーク20のうち一端側のワーク20を押圧するようになっている。しかし、この第2案では、アクチュエータ283が発生させる駆動力の最低値が、ワーク20を押圧する力の適正値より大きくなる。このため、第2案の電池供給部253のようにアクチュエータ283の駆動力を利用する場合、ワーク20が把持治具52に向けて急に勢い良く押し出されて、把持治具52が電池20を的確に把持できないおそれがある。
【0044】
そこで、第1実施形態の電池供給部53は、上記した問題点に対処すべく、図8に示すように構成されている。図8は、電池供給部53を概略的に示した図である。電池供給部53は、図8に示すように、ワーク20を水平方向に複数個並べて配置する搬送路81と、ワーク20を押圧する押圧部材82と、重力によって落下する錘83と、この錘83を吊り下げるロープ(連結部材)84と、このロープ84をガイドするガイドローラ85と、ロープ84を巻き取る巻き取りドラム86とを有している。
【0045】
搬送路81は、ワーク20が水平方向に移動し易いように平面状に形成されている。図8では、搬送路81の上に並べられたワーク20が8個示されていて、押圧部材82に近いワーク20から順番にワーク20A,20B,20C,20D,20E,20F,20G,20Hと呼ぶことにする。なお、搬送路81の上に並べられるワーク20の個数は8個に限定されるものではなく、適宜変更可能である。各ワーク20A〜20Hの下側には、ワーク20A〜20Hを搬送路81に対して滑り易くするとともに、把持治具52がワーク20A〜20Hを把持し易くするためのスリッパ21が取付けられている。
【0046】
押圧部材82は、L字状に形成されていて、上端部でワーク20A(ワーク20Aに取付けられたスリッパ21)を図8の左側に押圧するようになっている。ワーク20Aが押圧されると、各ワーク20A〜20Hが図8の左側へスライドして、ワーク20Hが搬送路81から押し出される。こうして、ワーク20Hが把持治具52に向けて供給されることになる。押圧部材82の下端部には、ロープ84の一端部が接続されている。
【0047】
錘83は、ワーク20の個数と同じ8個設けられていて、ロープ84に取付けられている。各錘83は、固定されている平面状の固定部材87に対して宙に浮いていて、固定部材87に近い錘83から順番に錘83A,83B,83C,83D,83E,83F,83G,83Hと呼ぶことにする。各錘83A〜83Hは、それぞれ同じ所定重量になるように形成されている。また、隣り合う錘83A〜83Hの間隔Y1、及び錘83Aと固定部材87の接地面87aとの間隔Y2は、隣り合うワーク20A〜20Hの間隔X1と同じになるように設定されている。
【0048】
ロープ84は、錘83の重力を押圧部材82に伝達するものである。このロープ84は、ガイドローラ85によってガイドされることによって、水平方向に延びる水平部84aと、鉛直方向に延びる鉛直部84bとを有している。鉛直部84bには各錘83A〜83Hが取付けられているため、各錘83A〜83Hに作用する重力が作用している。しかし、巻き取りドラム86が、各錘83A〜83Hに作用する重力と同じ力で鉛直部84bを図10の上側へ引っ張っている。このため、図8では、各錘83A〜83Hが宙に浮いた状態が保たれている。そして、巻き取りドラム86が、鉛直部84bに対する引っ張りを解除すると、各錘83A〜83Hに作用する重力がロープ84を介して押圧部材82に伝達されて、押圧部材82がワーク20A(スリッパ21)を図8の左側に押圧するようになっている。
【0049】
ここで、搬送路81の上に並べられたワーク20A〜20Hを押圧する際の留意点について、図9を用いて説明する。図9(A)に示すように、搬送路81の上に並べられたワーク20の個数が多い場合、ワーク20と搬送路81との間の摩擦力Nが大きい。一方、図9(B)に示すように、搬送路81の上に並べられたワーク20の個数が少ない場合、ワーク20と搬送路81との間の摩擦力Nが小さい。このように、並べられているワーク20の個数に応じて摩擦力Nが変化するため、仮にワーク20を押圧する力Fが一定であっても、ワーク20が搬送路81から押し出される力fは一定にならない。
【0050】
そこで、本実施形態では、上記した留意点に対処すべく、図8に示すように、各錘83A〜83Hは、鉛直方向に間隔Y1ずつ離れて配置され、落下に伴い固定部材87の接地面87aに順次接地するようになっている。こうして、押圧部材82に伝達される各錘83A〜83Hの重力が徐々に減少していき、摩擦力Nの変化(減少)に対応することができる。ここで各錘83A〜83Hは、全て同じ形状に形成されていて、隣り合う錘83A〜83Hに重なり合うことができるように、下側に係合凹部83aを有し、上側に係合凹部83aと係合可能な係合凸部83bを有している。
【0051】
上記のように構成された電池組付け装置40の作用効果について説明する。第1実施形態の電池供給部53では、図8に示すように、各錘83A〜83Hに作用する重力がロープ84を介して押圧部材82に伝達されて、押圧部材82がワーク20A(スリッパ21)を図8の左側に押圧するようになっている。このように各錘83A〜83Hの重力を利用するため、例えば各錘83A〜83Hの重量を変化させることで、押圧部材82がワーク20Aを押圧する力を容易に変化させることができる。従って、図7(A)に示すようなスプリング183の弾性力を利用する場合や、図7(B)に示すようなアクチュエータ283の駆動力を利用する場合に比して、ワーク20Aを押圧する力Fを微調整し易い。この結果、把持治具52がワーク20を的確に把持できるように、並べられたワーク20を適切な力で押圧することができる。
【0052】
特に、この第1実施形態では、図8に示した状態から各錘83A〜83Hが間隔Y1だけ鉛直方向に落下すると、ワーク20Hが搬送路81から押し出されるとともに、図10に示すように、錘83Aが固定部材87の接地面87aに接地する。これにより、錘83Aに作用する重力を除いた、錘83B〜83Hに作用する重力が押圧部材82に伝達される。こうして、押圧部材82がワーク20Aを押圧する力Fが僅かに減少する。
【0053】
そして、図10に示した状態から図11に示すように、各錘83B〜83Gが固定部材87に順次接地して、押圧部材82がワーク20Aを押圧する力Fが段階的に減少する。このとき、搬送路81の上に並べられたワーク20の個数も段階的に減少するため、ワーク20と搬送路81との間の摩擦力Nも段階的に減少する。このため、搬送路81から押し出されるワーク20に作用する力(以下、「押し出し力f」と呼ぶ)を一定にすることができる。ここで、押し出し力fは、押圧部材82がワーク20Aを押圧する力Fから、摩擦力Nを引いた力である。なお、図10及び図11において、接地面87aに接地した錘83が白く示されている。
【0054】
ここで、押し出し力fを常に一定にできる理由について、式を用いて詳しく説明する。押し出し力fは、上述したように以下の[式1]で表すことができる。
[式1]f=F−N
そして、押圧部材82がワーク20Aを押圧する力Fは、以下の[式2]で表すことができる。
[式2]F=n×M×g
上記したnは錘83A〜83Hのうち宙に浮いている錘83の個数であり、Mは各錘83A〜83Hの重量であり、gは重力加速度である。
また、摩擦力Nは、以下の[式3]で表すことができる。
[式3]N=m×μ×W×g
上記したmは搬送路81の上に並べられているワーク20の個数であり、μは搬送路の(動)摩擦係数であり、Wはワーク20の重量である。
【0055】
そして、上記した[式1]に[式2]と[式3]を代入すると以下の[式4]が成り立つ。
[式4]f=(n×M×g)−(m×μ×W×g)
ここで、nは、変化する値であるが、各錘83A〜83Gが固定部材87の接地面87aに順次接地することによって8から0まで段階的に減る。また、mも、変化する値であるが、ワーク20H〜20Aが搬送路81から順次押し出されることによって8から0まで段階的に減る。そして、この第1実施係形態では、隣り合う錘83A〜83Hの間隔Y1と隣り合うワーク20A〜20Hの間隔X1は同じになるように設定されているため、nとmは同じタイミングで段階的に減少していく。従って、上記した押し出し力fを常に一定にすることができる。
【0056】
こうして、この第1実施形態において、搬送路81の摩擦係数μ、各錘83A〜83Hの重量W、各ワーク20A〜20Hの重量Wを適切な値に設定することで、搬送路81から押し出されるワーク20の押し出し力fを最適な値で且つ常に一定に保つことができる。この結果、把持治具52が、搬送路81から押し出されるワーク20を常に安定して把持することができる。
【0057】
また、第1実施形態において、電池供給部53には、ワーク20A〜20Hを押し出すためのアクチュエータ及び制御装置を設ける必要がない。このため、電池組付け装置40の設備投資額を小さくすることができる。
【0058】
上記した第1実施形態の第1変形例について、図12を用いて説明する。図12は、第1変形例の電池供給部53Aを概略的に示した図である。第1変形例では、図12に示すように、錘83の個数が上記した第1実施形態の錘83の個数の2分の1になっている。即ち、4個の錘83B,83D,83F,83Hが設けられている。また、各錘83B〜83Hの重量は、第1実施形態の各錘83A〜83Hの重量の2倍に設定されている。そして、隣り合う錘83B〜83Hの間隔Y3が、第1実施形態の隣り合う錘83A〜83Hの間隔Y1(図8参照)の2倍になっている。第1変形例のその他の構成は、上記した第1実施形態の構成と同様であるため、その説明を省略する。
【0059】
第1変形例では、第1実施形態に比べて、錘83の個数を減らすことで、各錘83B〜83Hの設置、調整作業を容易にすることができる。但し、押圧部材82がワーク20A〜20Hに対して押圧する力の変化が、第1実施形態に比べて大きくなるため、ワーク20A〜20Hに作用する負荷が大きくなる。
【0060】
続いて、上記した第1実施形態の第2変形例について、図13を用いて説明する。図13は、第2変形例の電池供給部53Bを概略的に示した図である。第2変形例では、図13に示すように、錘83の個数が上記した第1実施形態の錘83の個数の2倍になっている。即ち、16個の錘83A1,83A2,83B1,83B2,83C1,83C2,83D1,83D2,83E1,83E2,83F1,83F2,83G1,83G2,83H1,83H2が設けられている。また、各錘83A1〜83H2の重量は、第1実施形態の各錘83A〜83Hの重量の2分の1に設定されている。そして、隣り合う錘83A1〜83H2の間隔Y4が、第1実施形態の隣り合う錘83A〜83Hの間隔Y1(図8参照)の2分の1になっている。第2変形例のその他の構成は、上記した第1実施形態の構成と同様であるため、その説明を省略する。
【0061】
第2変形例では、押圧部材82がワーク20A〜20Hに対して押圧する力の変化が、第1実施形態に比べて小さくなるため、ワーク20A〜20Hに作用する負荷を小さくすることができる。但し、第1実施形態に比べて、錘83の個数が多くなるため、各錘83B〜83Hの設置、調整作業が煩雑になる。
【0062】
次に、第2実施形態について、図14及び図15を用いて説明する。図14は、第2実施形態の電池供給部53Cを概略的に示した図である。第2実施形態では、錘83が一個だけ設けられていて、この錘83を傾斜面88aに沿って下方へ移動させる傾斜部材88が設けられている。傾斜面88aの傾斜角θは、傾斜部材88の下方に向かうに従って徐々に小さくなるように設定されている。ここで、傾斜角θとは、水平方向に延びる直線と傾斜面88aの接線とが成す角度である。
【0063】
この第2実施形態では、図14に示すように、8個全てのワーク20A〜20Hが搬送路81の上に並べられている状態において、錘83の傾斜面88aに対する位置は、傾斜角θが60°になるように設定されている。また、図15に示すように、8個全てのワーク20A〜20Hが搬送路81から押し出された状態において、錘83の傾斜面88aに対する位置は、傾斜角θが30°になるように設定されている。図14に示した状態から図15に示した状態までの錘83の移動距離は、並べられたワーク20A〜20Hの一端から他端までの距離と同じである。なお、錘83に引っ張られるロープ84は、錘83の傾斜面88aに沿った動きに追従し易いように、2個のガイドローラ85によってガイドされている。第2実施形態のその他の構成は、上記した第1実施形態の構成と同様であるため、その説明を省略する。
【0064】
第2実施形態の作用効果について説明する。図14に示すように、錘83には、重力Wgが作用する。そして、錘83は、傾斜面88aの接線方向に対する重力Wgの分力Wgsinθによって、傾斜面88aに沿って落下する。このとき、分力Wgsinθは錘83の落下に従って連続的に小さくなる。このため、錘83から押圧部材82に作用する力が連続的に減少する。従って、ワーク20A〜20Hを押圧する力を緩やか且つ連続的に減少させることができる。
【0065】
こうして、この第2実施形態では、搬送路81の摩擦係数μ、錘83の重量W、各ワーク20A〜20Hの重量、傾斜面88aの傾斜角θを適切な値に設定することで、搬送路81から押し出されるワーク20の押し出し力f、即ち押圧部材82に作用する力Fから摩擦力Nを引いた力をほぼ一定にすることができる。
【0066】
また、第2実施形態では、押圧部材82がワーク20A〜20Hに対して押圧する力が、緩やかに小さくなるため、ワーク20A〜20Hに作用する負荷を極めて小さくすることができる。こうして、負荷に起因するワーク20の不良品を減らすことができ、ワーク20(電池20)の歩留まりを高くすることができる。第2実施形態のその他の作用効果は、上記した第1実施形態の作用効果と同様であるため、その説明を省略する。
【0067】
以上、本発明に係る電池組付け装置40について説明したが、本発明はこれに限定されることはなく、その趣旨を逸脱しない範囲で様々な変更が可能である。
例えば、各実施形態において、電池組付け装置40は、把持治具52,62を回転させる電池回転手段50,枠体回転手段60を用いて電池20と枠体30とを組付けたが、電池20と枠体30とを組付ける構造は上記した構造に限定されるものではなく、適宜変更可能である。例えば、把持治具を直線的に移動させる電池移動手段及び枠体移動手段とを用いて、電池20と枠体30とを組付けても良い。
【0068】
また、第1実施形態において、電池供給部53が、本発明に係る電池供給部として、各錘83A〜83Hに作用する重力を利用して各ワーク20A〜20Hを押圧するようになっているが、枠体供給マガジン63が、本発明に係る枠体供給部として、各錘に作用する重力を利用して各枠体30を押圧するようになっていても良い。
【0069】
また、第1実施形態の第1変形例において、錘83の個数は、上記した第1実施形態の錘83の個数の2分の1になっているが、適宜変更可能であり、3分の1又は4分の1等であっても良い。また、隣り合う錘83B〜83Hの間隔Y3は、第1実施形態の隣り合う錘83A〜83Hの間隔Y1の2倍になっているが、適宜変更可能であり、3倍又は4倍等であっても良い。
【0070】
また、第1実施形態の第2変形例において、錘83の個数は、上記した第1実施形態の錘83の個数の2倍になっているが、適宜変更可能であり、3倍又は4倍等であっても良い。また、隣り合う錘83B〜83Hの間隔Y4は、第1実施形態の隣り合う錘83A〜83Hの間隔Y1の2分の1になっているが、適宜変更可能であり、3分の1又は4分の1等であっても良い。
【0071】
また、第2実施形態において、錘83の個数、傾斜面88aの傾斜角θの変化度合は適宜変更可能である。また、傾斜部材88を簡単な構造にするために、傾斜面の88aの傾斜角θは一定であっても良い。
【符号の説明】
【0072】
1 組電池
10 枠付電池
20 電池(ワーク)
30 枠体
40 電池組付け装置
50 電池回転手段
52 把持治具
53,53A〜53C 電池供給部
60 枠体回転手段
62 把持治具
81 搬送路
82 押圧部材
83 錘
87 固定部材
88 傾斜部材
88a 傾斜面
【特許請求の範囲】
【請求項1】
電池供給部から供給される電池を把持する電池把持手段と、
枠体供給部から供給される枠体を把持する枠体把持手段とを備え、
前記電池把持手段に把持された電池と前記枠体把持手段に把持された電池とを組付ける電池組付け装置において、
前記電池供給部又は前記枠体供給部は、
前記電池又は前記枠体であるワークを水平方向に複数個並べて配置する搬送路と、
前記搬送路に並べられた複数のワークのうち一端側のワークを押圧して他端側のワークを前記電池把持手段又は前記枠体把持手段へ水平方向に供給する押圧部材と、
重力により落下する所定重量の落下部材と、
前記落下部材に作用する重力を前記押圧部材に伝達する連結部材とを有することを特徴とする電池組付け装置。
【請求項2】
請求項1に記載された電池組付け装置において、
前記落下部材は、鉛直方向に所定距離ずつ離れて複数個設けられ、落下に伴い下側から順次接地することによって前記押圧部材に作用する力を順次減少できるように配置されていることを特徴とする電池組付け装置。
【請求項3】
請求項2に記載された電池組付け装置において、
隣り合う落下部材の間隔と隣り合うワークとの間隔とが同じになるように設定することを特徴とする電池組付け装置。
【請求項4】
請求項1に記載された電池組付け装置において、
前記落下部材を傾斜面に沿って下方へ移動させる傾斜部材が設けられていることを特徴とする電池組付け装置。
【請求項5】
請求項4に記載された電池組付け装置において、
前記傾斜面の傾斜角は、前記傾斜部材の下方に向かう従って徐々に小さくなるように設定されていることを特徴とする電池組付け装置。
【請求項1】
電池供給部から供給される電池を把持する電池把持手段と、
枠体供給部から供給される枠体を把持する枠体把持手段とを備え、
前記電池把持手段に把持された電池と前記枠体把持手段に把持された電池とを組付ける電池組付け装置において、
前記電池供給部又は前記枠体供給部は、
前記電池又は前記枠体であるワークを水平方向に複数個並べて配置する搬送路と、
前記搬送路に並べられた複数のワークのうち一端側のワークを押圧して他端側のワークを前記電池把持手段又は前記枠体把持手段へ水平方向に供給する押圧部材と、
重力により落下する所定重量の落下部材と、
前記落下部材に作用する重力を前記押圧部材に伝達する連結部材とを有することを特徴とする電池組付け装置。
【請求項2】
請求項1に記載された電池組付け装置において、
前記落下部材は、鉛直方向に所定距離ずつ離れて複数個設けられ、落下に伴い下側から順次接地することによって前記押圧部材に作用する力を順次減少できるように配置されていることを特徴とする電池組付け装置。
【請求項3】
請求項2に記載された電池組付け装置において、
隣り合う落下部材の間隔と隣り合うワークとの間隔とが同じになるように設定することを特徴とする電池組付け装置。
【請求項4】
請求項1に記載された電池組付け装置において、
前記落下部材を傾斜面に沿って下方へ移動させる傾斜部材が設けられていることを特徴とする電池組付け装置。
【請求項5】
請求項4に記載された電池組付け装置において、
前記傾斜面の傾斜角は、前記傾斜部材の下方に向かう従って徐々に小さくなるように設定されていることを特徴とする電池組付け装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】

【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2013−105626(P2013−105626A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−248656(P2011−248656)
【出願日】平成23年11月14日(2011.11.14)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月14日(2011.11.14)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]