
電波吸収糸・電磁波シールド糸、電波吸収織物、電波吸収シート、電波吸収構造体、電波吸収糸・電磁波シールド糸の製造方法及び電波吸収糸・電磁波シールド糸の製造装置並びに紡糸装置
【課題】電波吸収糸において、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸でき、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも吸収帯域が広く電波吸収能力が高いこと。
【解決手段】電波吸収糸1は、可紡性繊維としてのポリエステル繊維からなる芯糸2と、ポリエステル繊維からなる撚り糸3と、カーボン繊維からなるカーボン糸4とによって構成されている。即ち、芯糸2に間隔をおいてカーボン繊維からなるランダムな長さのカーボン糸4が撚り糸3によって芯糸2に沿って一体に固定されてなるものである。カーボン糸4の長さは、25mm±5mm、即ち20mm〜30mmの範囲内でランダムな長さになるように設定されている。即ち、ETCシステムで用いられる5.8GHzの電波の波長(約25mm)を中心とした波長の電波を吸収するように製造されている。
【解決手段】電波吸収糸1は、可紡性繊維としてのポリエステル繊維からなる芯糸2と、ポリエステル繊維からなる撚り糸3と、カーボン繊維からなるカーボン糸4とによって構成されている。即ち、芯糸2に間隔をおいてカーボン繊維からなるランダムな長さのカーボン糸4が撚り糸3によって芯糸2に沿って一体に固定されてなるものである。カーボン糸4の長さは、25mm±5mm、即ち20mm〜30mmの範囲内でランダムな長さになるように設定されている。即ち、ETCシステムで用いられる5.8GHzの電波の波長(約25mm)を中心とした波長の電波を吸収するように製造されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、建物内・屋外を問わず優れた電波の吸収材及び電磁波のシールド材として用いることができるとともに、可紡性繊維からなる糸と同等の細さと軽量性を併せ持ち、通常の織機で容易に織ることができる電波吸収糸・電磁波シールド糸、及びその電波吸収糸を用いてなる電波吸収織物、電波吸収シート、電波吸収構造体、並びに電波吸収糸・電磁波シールド糸の製造方法及び電波吸収糸・電磁波シールド糸の製造装置並びに紡糸装置に関するものである。
【背景技術】
【0002】
近年、IT(情報技術)の発達によって、パーソナル・コンピュータ(以下、「パソコン」という。)を始めとするIT機器・OA機器が急速に普及し、通常の家庭環境や職場環境においても、これらのIT機器・OA機器から放射される電磁波が人体にもたらす影響が問題にされるようになってきた。また、屋外においても、例えばETC(Electronic Toll Collection)システムの普及率が60%を超えるという現状に伴って、高速道路の料金所においてもETCゲートが複数並んで設置されるようになり、隣り合ったETCゲート間の混線を防止するための電波遮断が不可欠になっており、電波吸収体及び電磁波シールド材の需要がますます高まる傾向にある。
【0003】
そこで、特許文献1においては、より広い範囲で電磁波を遮蔽できるようにするために、アルミ箔をステープル繊維状に微細に裁断して得られたアルミニウム繊維と可紡性繊維との混紡糸を用いて織成された織地によって形成された電磁波シールド用カーテンの考案について開示している。これによって、カーテン自体に導電性を有し、周波数10MHz〜500MHzの電磁波を30dB〜50dB以上減衰させる機能を有しているとしている。
【0004】
また、特許文献2においては、木綿糸の表面に磁性体としてのカーボンを被覆したカーボン糸と、導電体としての銅線と、誘電体としてのポリエチレン製の糸とを互いにより合わせて紐状に形成した電波吸収材の発明について開示している。この電波吸収材をドーナツ形の発泡スチロールの表面にゴム系の接着剤で雲状に貼り付けることによって、電波吸収板が形成され、この電波吸収板を全体の厚さがほぼλ/4となるように所定枚数だけ重ねて、電波暗室の換気口の開口部に取り付けることによって、換気口からの電波の漏洩を防止することができるとしている。
【特許文献1】実公平3−36538号公報
【特許文献2】特開平6−120687号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献1に記載の電磁波シールド用カーテンにおいては、アルミニウム繊維を混紡した混紡糸を製造するのに、厚さ10μm〜20μmのアルミ箔をスプリッターマシンによって微細にスプリットした後、バーロックマシンによって得られる短繊維状のアルミニウム繊維をスライバーとなして綿繊維や合成繊維のスライバーと練篠機において混合し、この混合スライバー粗紡機・精紡機で紡糸する等の複雑な工程を実施しなければならず、混紡糸を得るために多大な時間と費用を必要とする。また、上記特許文献2に記載の電波吸収材においても、木綿糸の表面にカーボンを被覆するためには特別な装置と工程が必要となり、余分な時間と費用を必要とするという問題点があった。
【0006】
そこで、本発明は、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも吸収帯域が広く電波吸収能力、更に使用方法によっては電磁波シールド性能も高い電波吸収糸・電磁波シールド糸、及びその電波吸収糸を織成してなる電波吸収織物、更にこれらの電波吸収糸・電波吸収織物を使用してなる電波吸収シート及び電波吸収構造体、及び電波吸収糸・電磁波シールド糸を製造するための電波吸収糸・電磁波シールド糸の製造方法、電波吸収糸・電磁波シールド糸の製造装置、並びに紡糸装置の提供を課題とするものである。
【課題を解決するための手段】
【0007】
請求項1の発明にかかる電波吸収糸は、可紡性繊維からなる芯糸と、前記芯糸に対して間隔をおいて配置されたカーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線と、前記可紡性繊維からなる撚り糸とを具備し、前記可紡性繊維からなる芯糸に間隔をおいて前記カーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線が前記可紡性繊維からなる撚り糸によって前記芯糸に沿って一体に固定されてなるものである。
【0008】
ここで、「可紡性繊維」としては、通常は、木綿、絹、麻、羊毛、ナイロン、ビニロン、ポリエステル繊維、アクリル繊維、塩化ビニリデン繊維、アセテート、レーヨン等の有機質繊維、ガラス繊維等の無機質繊維またはこれらの繊維を混用することができる。また、「芯糸」と「撚り糸」は同一の「可紡性繊維」からなるものでも良く、互いに異なる「可紡性繊維」からなるものでも良い。更に、「芯糸」と「撚り糸」は同じ太さでも良く、一方が他方より太くても構わない。また、「金属線」としては、ステンレス線、銅線、亜鉛メッキした銅線、等がある。
【0009】
請求項2の発明にかかる電波吸収糸は、可紡性繊維からなる芯糸と、前記芯糸に対して間隔をおいて配置されたカーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線と、前記可紡性繊維からなる撚り糸とを具備し、前記可紡性繊維からなる芯糸に前記可紡性繊維からなる撚り糸を連続的に巻き付けながら、間隔をおいて前記カーボン繊維からなるランダムな長さに切断されたカーボン糸またはランダムな長さに切断された金属線が前記芯糸に沿って供給されることによって、前記切断されたカーボン糸または前記切断された金属線が前記撚り糸によって前記芯糸に沿って一体に固定されてなるものである。
【0010】
ここで、「可紡性繊維」としては、通常は、木綿、絹、麻、羊毛、ナイロン、ビニロン、ポリエステル繊維、アクリル繊維、塩化ビニリデン繊維、アセテート、レーヨン等の有機質繊維、ガラス繊維等の無機質繊維またはこれらの繊維を混用することができる。また、「芯糸」と「撚り糸」は同一の「可紡性繊維」からなるものでも良く、互いに異なる「可紡性繊維」からなるものでも良い。更に、「芯糸」と「撚り糸」は同じ太さでも良く、一方が他方より太くても構わない。また、「金属線」としては、ステンレス線、銅線、亜鉛メッキした銅線等が使用できる。
【0011】
請求項3の発明にかかる電波吸収糸は、請求項1または請求項2に記載の電波吸収糸に全長に亘って有機合成樹脂またはゴムまたはエラストマーをコーティングしてなるものである。
【0012】
ここで、「有機合成樹脂」としては、ポリエチレン、ポリプロピレン、アクリル樹脂、塩化ビニル樹脂等の熱可塑性樹脂や、フェノール樹脂、エポキシ樹脂等の熱硬化性樹脂がある。また、「エラストマー」とは広義には「弾性の顕著な高分子物質」を言い、天然ゴムや合成ゴムも含まれるが(長倉三郎他編集、「岩波理化学辞典・第5版」153頁、発行所・株式会社岩波書店、発行日・1998年2月20日)、ここではゴムを含まない狭義のエラストマーを意味するものとする。
【0013】
請求項4の発明にかかる電波吸収糸は、請求項1または請求項2に記載の電波吸収糸の全長に亘って誘電率の高い繊維を巻き付けた後に全長に亘って有機合成樹脂またはゴムまたはエラストマーをコーティングしてなるものである。
【0014】
ここで、「誘電率の高い繊維」としては、ガラス繊維や、可紡性繊維に誘電率の高いセラミックスを練り込んだものまたは貼り付けたもの、等がある。また、「有機合成樹脂」としては、ポリエチレン、ポリプロピレン、アクリル樹脂、塩化ビニル樹脂等の熱可塑性樹脂や、フェノール樹脂、エポキシ樹脂等の熱硬化性樹脂がある。更に、「エラストマー」とは広義には「弾性の顕著な高分子物質」を言い、天然ゴムや合成ゴムも含まれるが、ここではゴムを含まない狭義のエラストマーを意味する。
【0015】
請求項5の発明にかかる電波吸収糸は、請求項1または請求項2に記載の電波吸収糸の全長に亘ってフッ素樹脂をコーティングしてなるものである。ここで、フッ素樹脂をコーティングする方法としては、液状のフッ素樹脂をスプレーする方法や、フッ素樹脂溶液に浸漬する方法や、気体状のフッ素樹脂を焼き付ける方法等がある。
【0016】
請求項6の発明にかかる電波吸収織物は、請求項1乃至請求項5のいずれか1つに記載の電波吸収糸を織成してなるものである。
【0017】
請求項7の発明にかかる電波吸収織物は、請求項1乃至請求項5のいずれか1つに記載の電波吸収糸と前記可紡性繊維からなる糸とを混合して織成してなるものである。
【0018】
請求項8の発明にかかる電波吸収シートは、請求項6または請求項7に記載の電波吸収織物を一枚または二枚以上重ねて二枚の薄い有機合成樹脂シートまたはゴムシートまたはエラストマーシートで挟んで加熱圧着してシート状にしたものである。
【0019】
請求項9の発明にかかる電波吸収シートは、請求項6または請求項7に記載の電波吸収織物において互いに前記電波吸収糸の織り目の粗さの異なるものを二枚以上重ねて二枚の薄い有機合成樹脂シートまたはゴムシートまたはエラストマーシートで挟んで加熱圧着してシート状にしたものである。
【0020】
請求項10の発明にかかる電波吸収シートは、請求項8または請求項9の構成において、前記電波吸収織物は織り目が1mm以上200mm以下と粗く、前記二枚の薄い有機合成樹脂シートまたはゴムシートまたはエラストマーシートは透明であるものである。
【0021】
請求項11の発明にかかる電波吸収構造体は、請求項1乃至請求項5のいずれか1つに記載の電波吸収糸を枠体に互いに平行に所定間隔を空けて張り渡してなるものを2枚、間に誘電体シートを挟んで互いに張り渡した前記電波吸収糸が垂直になるように重ねてなる、または請求項1乃至請求項5のいずれか1つに記載の電波吸収糸を枠体に縦横及び/または斜め両方向に張り渡してなるものである。
【0022】
請求項12の発明にかかる電波吸収構造体は、所定の内径を有するプラスチック製パイプの外周面に請求項1乃至請求項5のいずれか1つに記載の電波吸収糸を所定のピッチでZ方向及びS方向に巻き付けて固定し、前記プラスチック製パイプの内部に金属製の棒または金属製のパイプを前記プラスチック製パイプの中心線に沿って前記プラスチック製パイプの両端に固定されるキャップに支持してなるものである。
【0023】
請求項13の発明にかかる電波吸収構造体は、請求項12に記載の電波吸収構造体を所定間隔で複数本平行に配置してなるものである。
【0024】
請求項14の発明にかかる電波吸収糸の製造方法は、可紡性繊維からなる芯糸に可紡性繊維からなる撚り糸を連続的に巻き付ける糸撚り工程と、該糸撚り工程と並行して前記芯糸に沿ってカーボン繊維からなるカーボン糸または金属線を供給する電波吸収材供給工程と、該電波吸収材供給工程によって供給されたカーボン糸または金属線をランダムな長さに切断する切断工程とを具備し、前記糸撚り工程と前記電波吸収材供給工程と前記切断工程とを繰り返すものである。
【0025】
請求項15の発明にかかる電波吸収糸の製造装置は、可紡性繊維からなる芯糸が巻き付けられ、前記芯糸を供給する芯糸供給手段と、可紡性繊維からなる撚り糸が巻き付けられ、前記撚り糸を供給する撚り糸供給手段と、前記撚り糸供給手段を回転させる回転モータ付きのスピンドルであって、前記撚り糸供給手段を回転させることによって前記芯糸供給手段から供給される前記芯糸に前記撚り糸供給手段から供給される前記撚り糸を前記スピンドルの上端近傍で巻き付けて前記スピンドルの上端から下端まで貫通した貫通孔を通して下方へガイドするスピンドルと、電波吸収材としてのカーボン繊維からなるカーボン糸または電波吸収材としての金属線が巻き付けられ、前記スピンドルの上端近傍へ前記カーボン糸または前記金属線の先端を供給する電波吸収材供給手段と、前記カーボン糸または前記金属線が貫通しており前記カーボン糸または前記金属線の先端を前記スピンドルの上端近傍の前記芯糸に前記撚り糸が巻き付けられる位置へ送り出すエアーノズルと、前記スピンドルの上端と前記エアーノズルとの間に設けられた前記カーボン糸または前記金属線を切断する切断手段と、前記カーボン糸または前記金属線の供給長さを測定する供給長さ測長手段と、該供給長さ測長手段によって測定された前記カーボン糸または前記金属線の供給長さのデータが入力され、入力された前記供給長さのデータが予めプログラムされたランダムな長さに到達した時点で前記切断手段を作動させて前記カーボン糸または前記金属線を切断させる制御手段と、前記スピンドルの下方に設けられた前記芯糸に前記撚り糸によって前記ランダムな長さに切断された前記カーボン糸または前記金属線が巻き付けられた電波吸収糸を巻き取る電波吸収糸巻き取り手段と、前記スピンドルと前記電波吸収糸巻き取り手段との間に設けられた前記カーボン糸または前記金属線が巻き付けられずに巻き取られた前記電波吸収糸の部分の長さを測定する間隔測長手段とを具備し、前記制御手段は、前記切断手段を作動させると同時に前記供給長さ測長手段を停止させるとともに前記エアーノズルの空気圧を低下させ、前記間隔測長手段から前記カーボン糸または前記金属線が巻き付けられずに巻き取られた前記電波吸収糸の部分の長さのデータが前記制御手段に入力され、入力されたデータが予めプログラムされたランダムな長さに到達した時点で前記供給長さ測長手段を再び回転させるとともに前記エアーノズルの空気圧を上昇させるものである。
【0026】
請求項16の発明にかかる電波吸収糸、電波吸収糸の製造方法または電波吸収糸の製造装置は、請求項1乃至請求項5のいずれか1つ、請求項14または請求項15の構成において、前記ランダムな長さは前記電波吸収糸によって吸収しようとする電波の波長の二分の一の長さ±1mm〜±10mmの範囲内であるものである。
【0027】
請求項17の発明にかかる電波吸収糸、電波吸収糸の製造方法または電波吸収糸の製造装置は、請求項1乃至請求項5または請求項14乃至請求項16のいずれか1つの構成において、前記金属線はステンレス線または亜鉛メッキした銅線であるものである。
【0028】
請求項18の発明にかかる紡糸装置は、第1の糸が巻き付けられ、前記第1の糸を供給する第1の糸供給手段と、第2の糸が巻き付けられ、前記第2の糸を供給する第2の糸供給手段と、前記第2の糸供給手段を回転させる回転モータ付きのスピンドルであって、前記第2の糸供給手段を回転させることによって前記第1の糸供給手段から供給される前記第1の糸に前記第2の糸供給手段から供給される前記第2の糸を前記スピンドルの上端近傍で巻き付けて前記スピンドルの上端から下端まで貫通した貫通孔を通して下方へガイドするスピンドルと、第3の糸が巻き付けられ、前記スピンドルの上端近傍へ前記第3の糸の先端を供給する第3の糸供給手段と、前記第3の糸が貫通しており前記第3の糸の先端を前記スピンドルの上端近傍の前記第1の糸に前記第2の糸が巻き付けられる位置へ送り出すエアーノズルと、前記スピンドルの上端と前記エアーノズルとの間に設けられた前記第3の糸を切断する切断手段と、前記第3の糸の供給長さを測定する供給長さ測長手段と、該供給長さ測長手段によって測定された前記第3の糸の供給長さのデータが入力され、入力された前記供給長さのデータが予めプログラムされたランダムな長さに到達した時点で前記切断手段を作動させて前記第3の糸を切断させる制御手段と、前記スピンドルの下方に設けられた前記第1の糸に前記第2の糸によって前記ランダムな長さに切断された前記第3の糸が巻き付けられた糸を巻き取る巻き取り手段と、前記スピンドルと前記巻き取り手段との間に設けられた前記第3の糸が巻き付けられずに巻き取られた部分の長さを測定する間隔測長手段とを具備し、前記制御手段は、前記切断手段を作動させると同時に前記供給長さ測長手段を停止させるとともに前記エアーノズルの空気圧を低下させ、前記間隔測長手段から前記第3の糸が巻き付けられずに巻き取られた部分の長さのデータが前記制御手段に入力され、入力されたデータが予めプログラムされたランダムな長さに到達した時点で前記供給長さ測長手段を再び回転させるとともに前記エアーノズルの空気圧を上昇させるものである。
【0029】
請求項19の発明にかかる電磁波シールド糸は、可紡性繊維からなる芯糸と、前記芯糸に対して間隔をおいて配置されたカーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線と、前記可紡性繊維からなる撚り糸とを具備し、前記可紡性繊維からなる芯糸に間隔をおいて前記カーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線が前記可紡性繊維からなる撚り糸によって前記芯糸に沿って一体に固定されてなるものである。
【0030】
ここで、「可紡性繊維」としては、通常は、木綿、絹、麻、羊毛、ナイロン、ビニロン、ポリエステル繊維、アクリル繊維、塩化ビニリデン繊維、アセテート、レーヨン等の有機質繊維、ガラス繊維等の無機質繊維またはこれらの繊維を混用することができる。また、「芯糸」と「撚り糸」は同一の「可紡性繊維」からなるものでも良く、互いに異なる「可紡性繊維」からなるものでも良い。更に、「芯糸」と「撚り糸」は同じ太さでも良く、一方が他方より太くても構わない。また、「金属線」としては、ステンレス線、銅線、亜鉛メッキした銅線、等がある。
【0031】
請求項20の発明にかかる電磁波シールド糸は、可紡性繊維からなる芯糸と、前記芯糸に対して間隔をおいて配置されたカーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線と、前記可紡性繊維からなる撚り糸とを具備し、前記可紡性繊維からなる芯糸に前記可紡性繊維からなる撚り糸を連続的に巻き付けながら、間隔をおいて前記カーボン繊維からなるランダムな長さに切断されたカーボン糸またはランダムな長さに切断された金属線が前記芯糸に沿って供給されることによって、前記切断されたカーボン糸または前記切断された金属線が前記撚り糸によって前記芯糸に沿って一体に固定されてなるものである。
【0032】
ここで、「可紡性繊維」としては、通常は、木綿、絹、麻、羊毛、ナイロン、ビニロン、ポリエステル繊維、アクリル繊維、塩化ビニリデン繊維、アセテート、レーヨン等の有機質繊維、ガラス繊維等の無機質繊維またはこれらの繊維を混用することができる。また、「芯糸」と「撚り糸」は同一の「可紡性繊維」からなるものでも良く、互いに異なる「可紡性繊維」からなるものでも良い。更に、「芯糸」と「撚り糸」は同じ太さでも良く、一方が他方より太くても構わない。また、「金属線」としては、ステンレス線、銅線、亜鉛メッキした銅線等が使用できる。
【0033】
請求項21の発明にかかる電磁波シールド糸は、請求項19または請求項20に記載の電磁波シールド糸に全長に亘って有機合成樹脂またはゴムまたはエラストマーをコーティングしてなるものである。
【0034】
ここで、「有機合成樹脂」としては、ポリエチレン、ポリプロピレン、アクリル樹脂、塩化ビニル樹脂等の熱可塑性樹脂や、フェノール樹脂、エポキシ樹脂等の熱硬化性樹脂がある。また、「エラストマー」とは広義には「弾性の顕著な高分子物質」を言い、天然ゴムや合成ゴムも含まれるが、ここではゴムを含まない狭義のエラストマーを意味するものとする。
【0035】
請求項22の発明にかかる電磁波シールド糸は、請求項19または請求項20に記載の電磁波シールド糸の全長に亘って誘電率の高い繊維を巻き付けた後に全長に亘って有機合成樹脂またはゴムまたはエラストマーをコーティングしてなるものである。
【0036】
ここで、「誘電率の高い繊維」としては、ガラス繊維や、可紡性繊維に誘電率の高いセラミックスを練り込んだものまたは貼り付けたもの、等がある。また、「有機合成樹脂」としては、ポリエチレン、ポリプロピレン、アクリル樹脂、塩化ビニル樹脂等の熱可塑性樹脂や、フェノール樹脂、エポキシ樹脂等の熱硬化性樹脂がある。更に、「エラストマー」とは広義には「弾性の顕著な高分子物質」を言い、天然ゴムや合成ゴムも含まれるが、ここではゴムを含まない狭義のエラストマーを意味する。
【0037】
請求項23の発明にかかる電磁波シールド糸は、請求項19または請求項20に記載の電磁波シールド糸の全長に亘ってフッ素樹脂をコーティングしてなるものである。ここで、フッ素樹脂をコーティングする方法としては、液状のフッ素樹脂をスプレーする方法や、フッ素樹脂溶液に浸漬する方法や、気体状のフッ素樹脂を焼き付ける方法等がある。
【0038】
請求項24の発明にかかる電磁波シールド糸の製造方法は、可紡性繊維からなる芯糸に可紡性繊維からなる撚り糸を連続的に巻き付ける糸撚り工程と、該糸撚り工程と並行して前記芯糸に沿ってカーボン繊維からなるカーボン糸または金属線を供給する電磁波シールド材供給工程と、該電磁波シールド材供給工程によって供給されたカーボン糸または金属線をランダムな長さに切断する切断工程とを具備し、前記糸撚り工程と前記電磁波シールド材供給工程と前記切断工程とを繰り返すものである。
【0039】
請求項25の発明にかかる電磁波シールド糸の製造装置は、可紡性繊維からなる芯糸が巻き付けられ、前記芯糸を供給する芯糸供給手段と、可紡性繊維からなる撚り糸が巻き付けられ、前記撚り糸を供給する撚り糸供給手段と、前記撚り糸供給手段を回転させる回転モータ付きのスピンドルであって、前記撚り糸供給手段を回転させることによって前記芯糸供給手段から供給される前記芯糸に前記撚り糸供給手段から供給される前記撚り糸を前記スピンドルの上端近傍で巻き付けて前記スピンドルの上端から下端まで貫通した貫通孔を通して下方へガイドするスピンドルと、電磁波シールド材としてのカーボン繊維からなるカーボン糸または電磁波シールド材としての金属線が巻き付けられ、前記スピンドルの上端近傍へ前記カーボン糸または前記金属線の先端を供給する電磁波シールド材供給手段と、前記カーボン糸または前記金属線が貫通しており前記カーボン糸または前記金属線の先端を前記スピンドルの上端近傍の前記芯糸に前記撚り糸が巻き付けられる位置へ送り出すエアーノズルと、前記スピンドルの上端と前記エアーノズルとの間に設けられた前記カーボン糸または前記金属線を切断する切断手段と、前記カーボン糸または前記金属線の供給長さを測定する供給長さ測長手段と、該供給長さ測長手段によって測定された前記カーボン糸または前記金属線の供給長さのデータが入力され、入力された前記供給長さのデータが予めプログラムされたランダムな長さに到達した時点で前記切断手段を作動させて前記カーボン糸または前記金属線を切断させる制御手段と、前記スピンドルの下方に設けられた前記芯糸に前記撚り糸によって前記ランダムな長さに切断された前記カーボン糸または前記金属線が巻き付けられた電磁波シールド電波吸収糸を巻き取る電磁波シールド糸巻き取り手段と、前記スピンドルと前記電磁波シールド糸巻き取り手段との間に設けられた前記カーボン糸または前記金属線が巻き付けられずに巻き取られた前記電磁波シールド糸の部分の長さを測定する間隔測長手段とを具備し、前記制御手段は、前記切断手段を作動させると同時に前記供給長さ測長手段を停止させるとともに前記エアーノズルの空気圧を低下させ、前記間隔測長手段から前記カーボン糸または前記金属線が巻き付けられずに巻き取られた前記電磁波シールド糸の部分の長さのデータが前記制御手段に入力され、入力されたデータが予めプログラムされたランダムな長さに到達した時点で前記供給長さ測長手段を再び回転させるとともに前記エアーノズルの空気圧を上昇させるものである。
【発明の効果】
【0040】
請求項1の発明にかかる電波吸収糸は、可紡性繊維からなる芯糸と、芯糸に対して間隔をおいて配置されたカーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線と、可紡性繊維からなる撚り糸とを具備し、可紡性繊維からなる芯糸に間隔をおいてカーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線が可紡性繊維からなる撚り糸によって芯糸に沿って一体に固定されてなる。
【0041】
ここで、「可紡性繊維」としては、通常は、木綿、絹、麻、羊毛、ナイロン、ビニロン、ポリエステル繊維、アクリル繊維、塩化ビニリデン繊維、アセテート、レーヨン等の有機質繊維、ガラス繊維等の無機質繊維またはこれらの繊維を混用することができる。また、「芯糸」と「撚り糸」は同一の「可紡性繊維」からなるものでも良く、互いに異なる「可紡性繊維」からなるものでも良い。更に、「芯糸」と「撚り糸」は同じ太さでも良く、一方が他方より太くても構わない。また、「金属線」としては、ステンレス線、銅線、亜鉛メッキした銅線、等がある。
【0042】
このように、可紡性繊維からなる芯糸にランダムな長さのカーボン糸またはランダムな長さの金属線が、可紡性繊維からなる撚り糸によって間隔をおいて多数本一体に固定された糸とすることによって、ランダムな長さのカーボン繊維または金属線がそれぞれの長さに対応した電波を吸収するため、吸収帯域の広い電波吸収糸となる。したがって、かかる電波吸収糸を用いて織物を織れば、吸収帯域が広く電波吸収能力の高い電波吸収織物となる。
【0043】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも吸収帯域が広く電波吸収能力の高い電波吸収糸となる。
【0044】
請求項2の発明にかかる電波吸収糸は、可紡性繊維からなる芯糸と、前記芯糸に対して間隔をおいて配置されたカーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線と、前記可紡性繊維からなる撚り糸とを具備し、前記可紡性繊維からなる芯糸に前記可紡性繊維からなる撚り糸を連続的に巻き付けながら、間隔をおいて前記カーボン繊維からなるランダムな長さに切断されたカーボン糸またはランダムな長さに切断された金属線が前記芯糸に沿って供給されることによって、前記切断されたカーボン糸または前記切断された金属線が前記撚り糸によって前記芯糸に沿って一体に固定されてなるものである。
【0045】
ここで、「可紡性繊維」としては、通常は、木綿、絹、麻、羊毛、ナイロン、ビニロン、ポリエステル繊維、アクリル繊維、塩化ビニリデン繊維、アセテート、レーヨン等の有機質繊維、ガラス繊維等の無機質繊維またはこれらの繊維を混用することができる。また、「芯糸」と「撚り糸」は同一の「可紡性繊維」からなるものでも良く、互いに異なる「可紡性繊維」からなるものでも良い。更に、「芯糸」と「撚り糸」は同じ太さでも良く、一方が他方より太くても構わない。また、「金属線」としては、ステンレス線、銅線、亜鉛メッキした銅線、等がある。
【0046】
このように、可紡性繊維からなる芯糸にランダムな長さのカーボン糸またはランダムな長さの金属線が、可紡性繊維からなる撚り糸によって間隔をおいて多数本一体に固定された糸とすることによって、ランダムな長さのカーボン繊維または金属線がそれぞれの長さに対応した電波を吸収するため、吸収帯域の広い電波吸収糸となる。したがって、かかる電波吸収糸を用いて織物を織れば、吸収帯域が広く電波吸収能力の高い電波吸収織物となる。
【0047】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも吸収帯域が広く電波吸収能力の高い電波吸収糸となる。
【0048】
請求項3の発明にかかる電波吸収糸は、請求項1または請求項2に記載の電波吸収糸に全長に亘って有機合成樹脂またはゴムまたはエラストマーをコーティングしてなる。ここで、「有機合成樹脂」としては、ポリエチレン、ポリプロピレン、アクリル樹脂、塩化ビニル樹脂等の熱可塑性樹脂や、フェノール樹脂、エポキシ樹脂等の熱硬化性樹脂がある。また、「エラストマー」とは広義には「弾性の顕著な高分子物質」を言い、天然ゴムや合成ゴムも含まれるが、ここではゴムを含まない狭義のエラストマーを意味する。
【0049】
かかる構成の電波吸収糸は、全長に亘って有機合成樹脂またはゴムまたはエラストマーによってコーティングされているため耐水性に優れ、かかる電波吸収糸を織成してなる電波吸収織物は、シールしなくてもそのまま屋外で使用することができる。したがって、屋外における電波吸収の用途にも容易に使用することができる。
【0050】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも吸収帯域が広く電波吸収能力が高く、更に屋外でも使用することができる電波吸収糸となる。
【0051】
請求項4の発明にかかる電波吸収糸は、請求項1または請求項2に記載の電波吸収糸の全長に亘って誘電率の高い繊維を巻き付けた後に全長に亘って有機合成樹脂またはゴムまたはエラストマーをコーティングしてなる。ここで、「誘電率の高い繊維」としては、ガラス繊維や、可紡性繊維に誘電率の高いセラミックスを練り込んだものまたは貼り付けたもの、等がある。
【0052】
このように、ガラス繊維を始めとする誘電率の高い繊維を請求項1または請求項2に記載の電波吸収糸の全長に亘って巻き付けることによって、かかる電波吸収糸を織成してなる電波吸収織物を金属板・金網等と組み合わせて電波吸収構造体を形成する場合において、電波吸収織物と金属板・金網等との間隔を狭めることができるため、省スペースになる。そして、全長に亘って有機合成樹脂またはゴムまたはエラストマーによってコーティングされているため耐水性に優れ、かかる電波吸収糸を織成してなる電波吸収織物はシールしなくてもそのまま屋外で使用することができる。したがって、屋外における電波吸収の用途にも容易に使用することができる。
【0053】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも吸収帯域が広く電波吸収能力が高く、更に屋外でも使用することができる電波吸収糸となる。
【0054】
請求項5の発明にかかる電波吸収糸は、請求項1または請求項2に記載の電波吸収糸の全長に亘ってフッ素樹脂をコーティングしてなる。ここで、フッ素樹脂をコーティングする方法としては、液状のフッ素樹脂をスプレーする方法や、フッ素樹脂溶液に浸漬する方法や、気体状のフッ素樹脂を焼き付ける方法等がある。
【0055】
かかる構成の電波吸収糸は、全長に亘って撥水性を有するフッ素樹脂によってコーティングされているため耐水性に優れ、かかる電波吸収糸を織成してなる電波吸収織物は、シールしなくてもそのまま屋外で使用することができる。
【0056】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも吸収帯域が広く電波吸収能力が高く、更に屋外でも使用することができる電波吸収糸となる。
【0057】
請求項6の発明にかかる電波吸収織物は、請求項1乃至請求項5のいずれか1つに記載の電波吸収糸を織成してなる。上述の如く、請求項1乃至請求項5に記載の電波吸収糸は、いずれも可紡性繊維からなる芯糸にランダムな長さのカーボン糸またはランダムな長さの金属線が、可紡性繊維からなる撚り糸によって間隔をおいて多数本一体に固定された糸とすることによって、ランダムな長さのカーボン繊維または金属線がそれぞれの長さに対応した電波を吸収するため、吸収帯域の広い電波吸収糸となる。したがって、かかる電波吸収糸を用いて織物を織れば、吸収帯域が広く電波吸収能力の高い電波吸収織物となる。
【0058】
このようにして、可紡性繊維からなる芯糸にランダムな長さのカーボン糸またはランダムな長さの金属線が、可紡性繊維からなる撚り糸によって間隔をおいて多数本一体に固定された電波吸収糸を織成することによって、優れた電波吸収性能を有しながら、通常の織物と全く同じように織機で織ることができる電波吸収織物となる。
【0059】
請求項7の発明にかかる電波吸収織物は、請求項1乃至請求項5のいずれか1つに記載の電波吸収糸と可紡性繊維とを混合して織成してなる。電波吸収糸と可紡性繊維とを混合して織成しても、大きな電波吸収性能が劣化することはなく、屋内のカーテン等に使用する場合には、可紡性繊維を混合して織成した方が低コストでできて遮光効果も得られる。
【0060】
このようにして、可紡性繊維からなる芯糸にランダムな長さのカーボン糸またはランダムな長さの金属線が、可紡性繊維からなる撚り糸によって間隔をおいて多数本一体に固定された電波吸収糸を織成することによって、優れた電波吸収性能を有しながら、通常の織物と全く同じように織機で織ることができる電波吸収織物となる。
【0061】
請求項8の発明にかかる電波吸収シートは、請求項6または請求項7に記載の電波吸収織物を一枚または二枚以上重ねて二枚の薄い有機合成樹脂シートまたはゴムシートまたはエラストマーシートで挟んで加熱圧着してシート状にしたものである。これによって、耐水性のない電波吸収織物が雨等の水分に濡れることを防止して屋外での使用が可能な電波吸収シートとなる。
【0062】
このようにして、どのような場所にも設置が可能で、優れた電波吸収性能を有する電波吸収シートとなる。
【0063】
請求項9の発明にかかる電波吸収シートは、請求項6または請求項7に記載の電波吸収織物において互いに電波吸収糸の織り目の粗さの異なるものを二枚以上重ねて二枚の薄い有機合成樹脂シートまたはゴムシートまたはエラストマーシートで挟んで加熱圧着してシート状にしたものである。
【0064】
電波吸収織物の織り目の粗さが異なる場合には、最も大きな電波吸収を示す周波数帯域が異なる。従って、このような電波吸収織物を二枚以上重ねることによって、より広い周波数帯域に亘って優れた電波吸収性能を有する電波吸収シートとなる。そして、耐水性のない電波吸収織物が雨等の水分に濡れることを防止して屋外での使用が可能な電波吸収シートとなる。
【0065】
このようにして、より広い周波数帯域に亘って優れた電波吸収性能を有するとともに、どのような場所にも設置が可能で、優れた電波吸収性能を有する電波吸収シートとなる。
【0066】
請求項10の発明にかかる電波吸収シートにおいては、電波吸収織物は織り目が1mm以上200mm以下と粗く、二枚の薄い有機合成樹脂シートまたはゴムシートまたはエラストマーシートは透明である。
【0067】
このように電波吸収織物の織り目が1mm以上200mm以下と粗く、有機合成樹脂シートまたはゴムシートまたはエラストマーシートが透明であることによって、構成される電波吸収シートは透光性を有し、向こう側が見えるものとなる。従って、透光性を要求される用途にも、極めて適したものとなる。
【0068】
このようにして、優れた電波吸収性能を有するとともに、透光性を有し向こう側が見える電波吸収シートとなる。
【0069】
請求項11の発明にかかる電波吸収構造体は、請求項1乃至請求項5のいずれか1つに記載の電波吸収糸を枠体に互いに平行に所定間隔を空けて張り渡してなるものを2枚、間に誘電体シートを挟んで互いに張り渡した電波吸収糸が垂直になるように重ねてなる、または請求項1乃至請求項5のいずれか1つに記載の電波吸収糸を枠体に縦横及び/または斜め両方向に張り渡してなる。
【0070】
これによって、織機で織物を織らないでも、電波吸収糸を吸収しようとする電波の波長に合わせた所定間隔を空けて張り渡すことによって、優れた電波吸収性能を有する電波吸収構造体となる。そして、電波吸収糸のみを所定間隔を空けて張り渡しているため、透光性に優れ、向こう側が良く見える電波吸収構造体となる。また、請求項3乃至請求項5の電波吸収糸を枠体に張り渡してなる電波吸収構造体は、耐水性に優れているので屋外での使用にも適したものとなる。
【0071】
このようにして、簡単な構造で優れた電波吸収性能を有するとともに、透光性を有し向こう側が良く見える電波吸収構造体となる。
【0072】
請求項12の発明にかかる電波吸収構造体は、所定の内径を有するプラスチック製パイプの外周面に請求項1乃至請求項5のいずれか1つに記載の電波吸収糸を所定のピッチでZ方向及びS方向に巻き付けて固定し、プラスチック製パイプの内部に金属製の棒または金属製のパイプをプラスチック製パイプの中心線に沿ってプラスチック製パイプの両端に固定されるキャップに支持してなる。
【0073】
かかる構造を有する電波吸収構造体に入射した電波は、まずプラスチック製パイプの外周面の電波吸収糸によって一部が吸収され、プラスチック製パイプの内部の金属製の棒またはパイプによって反射されて、再び外周面の電波吸収糸によって吸収される。これによって、電波吸収構造体に対してどの方向から入射した電波をも強力に吸収することができる。
【0074】
プラスチック製パイプの所定の内径(正確には、内部の金属製の棒またはパイプの表面から外周面の電波吸収糸までの距離)及び電波吸収糸を巻き付ける所定のピッチは、吸収しようとする電波の波長に合わせて設定することによって、効率良く目的の波長の電波を吸収することができる。また、プラスチック製パイプとして透明なものを用いれば、透光性をも有する電波吸収構造体となる。
【0075】
このようにして、優れた電波吸収性能を有し、所定の波長の電波を特に強力に吸収することができる電波吸収構造体となる。
【0076】
請求項13の発明にかかる電波吸収構造体は、請求項12に記載の電波吸収構造体を所定間隔で複数本平行に配置してなる。
【0077】
これによって、広い面積に亘って電波を吸収することができ、所定間隔を吸収しようとする電波の波長に対応させることによって、より強力な電波吸収能力が発揮される。また、請求項12に記載の電波吸収構造体を所定間隔を空けて配置しているので、プラスチック製パイプとして透明なものを用いていない場合であっても、向こう側を見ることができる。
【0078】
このようにして、優れた電波吸収性能を有し、所定の波長の電波を特に強力に吸収することができる電波吸収構造体となる。
【0079】
請求項14の発明にかかる電波吸収糸の製造方法は、可紡性繊維からなる芯糸に可紡性繊維からなる撚り糸を連続的に巻き付ける糸撚り工程と、糸撚り工程と並行して芯糸に沿ってカーボン繊維からなるカーボン糸または金属線を供給する電波吸収材供給工程と、電波吸収材供給工程によって供給されたカーボン糸または金属線をランダムな長さに切断する切断工程とを具備し、糸撚り工程と電波吸収材供給工程と切断工程とを繰り返すものである。
【0080】
これによって、切断工程においてランダムな長さに切断されたカーボン糸または金属線が、可紡性繊維からなる撚り糸によって可紡性繊維からなる芯糸に沿って間隔をおいて固定されることになり、ランダムな長さのカーボン繊維または金属線がそれぞれの長さに対応した電波を吸収するため、吸収帯域の広い電波吸収糸を製造することができる。そして、一連の工程を繰り返すことによって、任意の長さの電波吸収糸を製造することができる。
【0081】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも吸収帯域が広く電波吸収能力の高い電波吸収糸の製造方法となる。
【0082】
請求項15の発明にかかる電波吸収糸の製造装置は、可紡性繊維からなる芯糸が巻き付けられ、芯糸を供給する芯糸供給手段と、可紡性繊維からなる撚り糸が巻き付けられ、撚り糸を供給する撚り糸供給手段と、撚り糸供給手段を回転させる回転モータ付きのスピンドルであって、撚り糸供給手段を回転させることによって芯糸供給手段から供給される芯糸に撚り糸供給手段から供給される撚り糸をスピンドルの上端近傍で巻き付けてスピンドルの上端から下端まで貫通した貫通孔を通して下方へガイドするスピンドルと、電波吸収材としてのカーボン繊維からなるカーボン糸または電波吸収材としての金属線が巻き付けられ、スピンドルの上端近傍へカーボン糸または金属線の先端を供給する電波吸収材供給手段と、カーボン糸または金属線が貫通しておりカーボン糸または金属線の先端をスピンドルの上端近傍の芯糸に撚り糸が巻き付けられる位置へ送り出すエアーノズルと、スピンドルの上端とエアーノズルとの間に設けられたカーボン糸または金属線を切断する切断手段と、カーボン糸または金属線の供給長さを測定する供給長さ測長手段と、供給長さ測長手段によって測定されたカーボン糸または金属線の供給長さのデータが入力され、入力された供給長さのデータが予めプログラムされたランダムな長さに到達した時点で切断手段を作動させてカーボン糸または金属線を切断させる制御手段と、スピンドルの下方に設けられた芯糸に撚り糸によってランダムな長さに切断されたカーボン糸または金属線が巻き付けられた電波吸収糸を巻き取る電波吸収糸巻き取り手段と、スピンドルと電波吸収糸巻き取り手段との間に設けられたカーボン糸または金属線が巻き付けられずに巻き取られた電波吸収糸の部分の長さを測定する間隔測長手段とを具備し、制御手段は、切断手段を作動させると同時に供給長さ測長手段を停止させるとともにエアーノズルの空気圧を低下させ、間隔測長手段からカーボン糸または金属線が巻き付けられずに巻き取られた電波吸収糸の部分の長さのデータが制御手段に入力され、入力されたデータが予めプログラムされたランダムな長さに到達した時点で供給長さ測長手段を再び回転させるとともにエアーノズルの空気圧を上昇させる。
【0083】
かかる電波吸収糸の製造装置においては、芯糸供給手段から供給される芯糸に撚り糸供給手段から供給される撚り糸が巻き付けられて、スピンドルの貫通孔を通して下方へガイドされて電波吸収糸巻き取り手段で巻き取られることによって、芯糸に撚り糸が巻き付けられたものが移動して行く。ここで、間隔測長手段からカーボン糸または金属線が巻き付けられずに巻き取られた電波吸収糸の部分の長さのデータが制御手段に入力され、入力されたデータが予めプログラムされたランダムな長さに到達した時点で、供給長さ測長手段が回転させられるとともにエアーノズルの空気圧が上昇させられて、カーボン糸または金属線の先端が芯糸に撚り糸が巻き付けられる位置へ送り出される。
【0084】
それとともに、芯糸に撚り糸によってカーボン糸または金属線が巻き付けられたものが移動して、供給長さ測長手段からカーボン糸または金属線の供給長さのデータが制御手段に入力され、入力された供給長さのデータが予めプログラムされたランダムな長さに到達した時点で、制御手段によって切断手段が作動させられてカーボン糸または金属線が切断される。これが繰り返されることによって、切断手段によってランダムな長さに切断されたカーボン糸または金属線が、可紡性繊維からなる撚り糸によって可紡性繊維からなる芯糸に沿って間隔をおいて固定された電波吸収糸が連続的に製造されることになり、ランダムな長さのカーボン繊維または金属線がそれぞれの長さに対応した電波を吸収するため、吸収帯域の広い電波吸収糸を製造することができる。そして、一連の工程を繰り返すことによって、任意の長さの電波吸収糸を製造することができる。
【0085】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも吸収帯域が広く電波吸収能力の高い電波吸収糸の製造装置となる。
【0086】
請求項16の発明にかかる電波吸収糸、電波吸収糸の製造方法または電波吸収糸の製造装置においては、ランダムな長さは電波吸収糸によって吸収しようとする電波の波長の二分の一の長さ±1mm〜±10mmの範囲内、より好ましくは±1mm〜±5mmの範囲内である。これによって、吸収しようとする電波の波長をピークとして、電波吸収帯域が大きく拡がった電波吸収糸が得られる。
【0087】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも吸収帯域が広く電波吸収能力の高い電波吸収糸、電波吸収糸の製造方法または電波吸収糸の製造装置となる。
【0088】
請求項17の発明にかかる電波吸収糸、電波吸収糸の製造方法または電波吸収糸の製造装置においては、金属線がステンレス線または亜鉛メッキした銅線である。ステンレス線及び亜鉛メッキした銅線は、耐水性があって錆び難く耐候性に優れているため、これらを金属線として用いた電波吸収糸は、コーティングしていない場合にもコーティングした場合にもより耐水性に優れ、屋外での使用に適したものとなる。
【0089】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも吸収帯域が広く電波吸収能力の高く、屋外での使用に適した電波吸収糸、電波吸収糸の製造方法または電波吸収糸の製造装置となる。
【0090】
請求項18の発明にかかる紡糸装置は、第1の糸が巻き付けられ、第1の糸を供給する第1の糸供給手段と、第2の糸が巻き付けられ、第2の糸を供給する第2の糸供給手段と、第2の糸供給手段を回転させる回転モータ付きのスピンドルであって、第2の糸供給手段を回転させることによって第1の糸供給手段から供給される第1の糸に第2の糸供給手段から供給される第2の糸をスピンドルの上端近傍で巻き付けてスピンドルの上端から下端まで貫通した貫通孔を通して下方へガイドするスピンドルと、第3の糸が巻き付けられ、スピンドルの上端近傍へ第3の糸の先端を供給する第3の糸供給手段と、第3の糸が貫通しており第3の糸の先端をスピンドルの上端近傍の第1の糸に第2の糸が巻き付けられる位置へ送り出すエアーノズルと、スピンドルの上端とエアーノズルとの間に設けられた第3の糸を切断する切断手段と、第3の糸の供給長さを測定する供給長さ測長手段と、供給長さ測長手段によって測定された第3の糸の供給長さのデータが入力され、入力された供給長さのデータが予めプログラムされたランダムな長さに到達した時点で切断手段を作動させて第3の糸を切断させる制御手段と、スピンドルの下方に設けられた第1の糸に第2の糸によってランダムな長さに切断された第3の糸が巻き付けられた糸を巻き取る巻き取り手段と、スピンドルと巻き取り手段との間に設けられた第3の糸が巻き付けられずに巻き取られた部分の長さを測定する間隔測長手段とを具備し、制御手段は、切断手段を作動させると同時に供給長さ測長手段を停止させるとともにエアーノズルの空気圧を低下させ、間隔測長手段から第3の糸が巻き付けられずに巻き取られた部分の長さのデータが制御手段に入力され、入力されたデータが予めプログラムされたランダムな長さに到達した時点で供給長さ測長手段を再び回転させるとともにエアーノズルの空気圧を上昇させる。
【0091】
かかる紡糸装置においては、第1の糸供給手段から供給される第1の糸に第2の糸供給手段から供給される第2の糸が巻き付けられて、スピンドルの貫通孔を通して下方へガイドされて巻き取り手段で巻き取られることによって、第1の糸に第2の糸が巻き付けられたものが移動して行く。ここで、間隔測長手段から第3の糸が巻き付けられずに巻き取られた部分の長さのデータが制御手段に入力され、入力されたデータが予めプログラムされたランダムな長さに到達した時点で、供給長さ測長手段が回転させられるとともにエアーノズルの空気圧が上昇させられて、第3の糸の先端が第1の糸に第2の糸が巻き付けられる位置へ送り出される。
【0092】
それとともに、第1の糸に第2の糸によって第3の糸が巻き付けられたものが移動して、供給長さ測長手段から第3の糸の供給長さのデータが制御手段に入力され、入力された供給長さのデータが予めプログラムされたランダムな長さに到達した時点で、制御手段によって切断手段が作動させられて第3の糸が切断される。これが繰り返されることによって、切断手段によってランダムな長さに切断された第3の糸が、第2の糸によって第1の糸に沿って間隔をおいて固定された糸が連続的に製造されることになる。そして、一連の工程を繰り返すことによって、任意の長さの糸を製造することができる。
【0093】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも特殊な構造を有する糸の紡糸装置となる。
【0094】
請求項19の発明にかかる電磁波シールド糸は、可紡性繊維からなる芯糸と、芯糸に対して間隔をおいて配置されたカーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線と、可紡性繊維からなる撚り糸とを具備し、可紡性繊維からなる芯糸に間隔をおいてカーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線が可紡性繊維からなる撚り糸によって芯糸に沿って一体に固定されてなる。
【0095】
ここで、「可紡性繊維」としては、通常は、木綿、絹、麻、羊毛、ナイロン、ビニロン、ポリエステル繊維、アクリル繊維、塩化ビニリデン繊維、アセテート、レーヨン等の有機質繊維、ガラス繊維等の無機質繊維またはこれらの繊維を混用することができる。また、「芯糸」と「撚り糸」は同一の「可紡性繊維」からなるものでも良く、互いに異なる「可紡性繊維」からなるものでも良い。更に、「芯糸」と「撚り糸」は同じ太さでも良く、一方が他方より太くても構わない。また、「金属線」としては、ステンレス線、銅線、亜鉛メッキした銅線、等がある。
【0096】
即ち、本発明にかかる電磁波シールド糸は、請求項1の発明にかかる電波吸収糸と同じ構造を有している。したがって、同じ方法で製造することができる。請求項1の発明にかかる電波吸収糸と同じ構造であっても、特殊な用途においては電磁波シールド糸として応用することができる。
【0097】
例えば、平板状のものを電磁波シールドする場合には、金属箔を細く切ったもの等を平板の表面に貼り付ければ電磁波シールドすることができるが、電力線のような長い円柱状の立体的な形状を有するものの場合には、金属箔を細く切ったもの等を表面に巻き付けても電磁波シールドすることができず、本発明にかかる電磁波シールド糸のような構造を有するものを巻き付けることによって、始めて効果的に電磁波シールドすることができる。
【0098】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも電磁波シールド特性の優れた電磁波シールド糸となる。
【0099】
請求項20の発明にかかる電磁波シールド糸は、可紡性繊維からなる芯糸と、芯糸に対して間隔をおいて配置されたカーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線と、可紡性繊維からなる撚り糸とを具備し、可紡性繊維からなる芯糸に可紡性繊維からなる撚り糸を連続的に巻き付けながら、間隔をおいてカーボン繊維からなるランダムな長さに切断されたカーボン糸またはランダムな長さに切断された金属線が芯糸に沿って供給されることによって、切断されたカーボン糸または切断された金属線が撚り糸によって芯糸に沿って一体に固定されてなる。
【0100】
ここで、「可紡性繊維」としては、通常は、木綿、絹、麻、羊毛、ナイロン、ビニロン、ポリエステル繊維、アクリル繊維、塩化ビニリデン繊維、アセテート、レーヨン等の有機質繊維、ガラス繊維等の無機質繊維またはこれらの繊維を混用することができる。また、「芯糸」と「撚り糸」は同一の「可紡性繊維」からなるものでも良く、互いに異なる「可紡性繊維」からなるものでも良い。更に、「芯糸」と「撚り糸」は同じ太さでも良く、一方が他方より太くても構わない。また、「金属線」としては、ステンレス線、銅線、亜鉛メッキした銅線等が使用できる。
【0101】
即ち、本発明にかかる電磁波シールド糸は、請求項2の発明にかかる電波吸収糸と同じ構造を有している。したがって、同じ方法で製造することができる。請求項2の発明にかかる電波吸収糸と同じ構造であっても、特殊な用途においては電磁波シールド糸として応用することができる。
【0102】
例えば、平板状のものを電磁波シールドする場合には、金属箔を細く切ったもの等を平板の表面に貼り付ければ電磁波シールドすることができるが、電力線のような長い円柱状の立体的な形状を有するものの場合には、金属箔を細く切ったもの等を表面に巻き付けても電磁波シールドすることができず、本発明にかかる電磁波シールド糸のような構造を有するものを巻き付けることによって、始めて効果的に電磁波シールドすることができる。
【0103】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも電磁波シールド特性の優れた電磁波シールド糸となる。
【0104】
請求項21の発明にかかる電磁波シールド糸は、請求項19または請求項20に記載の電磁波シールド糸に全長に亘って有機合成樹脂またはゴムまたはエラストマーをコーティングしてなる。
【0105】
ここで、「有機合成樹脂」としては、ポリエチレン、ポリプロピレン、アクリル樹脂、塩化ビニル樹脂等の熱可塑性樹脂や、フェノール樹脂、エポキシ樹脂等の熱硬化性樹脂がある。また、「エラストマー」とは広義には「弾性の顕著な高分子物質」を言い、天然ゴムや合成ゴムも含まれるが、ここではゴムを含まない狭義のエラストマーを意味するものとする。
【0106】
即ち、本発明にかかる電磁波シールド糸は、請求項3の発明にかかる電波吸収糸と同じ構造を有している。したがって、同じ方法で製造することができる。請求項3の発明にかかる電波吸収糸と同じ構造であっても、特殊な用途においては電磁波シールド糸として応用することができる。
【0107】
例えば、平板状のものを電磁波シールドする場合には、金属箔を細く切ったもの等を平板の表面に貼り付ければ電磁波シールドすることができるが、電力線のような長い円柱状の立体的な形状を有するものの場合には、金属箔を細く切ったもの等を表面に巻き付けても電磁波シールドすることができず、本発明にかかる電磁波シールド糸のような構造を有するものを巻き付けることによって、始めて効果的に電磁波シールドすることができる。
【0108】
そして、かかる構成の電磁波シールド糸は、全長に亘って有機合成樹脂またはゴムまたはエラストマーによってコーティングされているため耐水性に優れ、シールしなくてもそのまま屋外で使用することができる。したがって、屋外における電磁波シールドの用途にも容易に使用することができる。
【0109】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかもそのまま屋外で使用することができる電磁波シールド特性の優れた電磁波シールド糸となる。
【0110】
請求項22の発明にかかる電磁波シールド糸は、請求項19または請求項20に記載の電磁波シールド糸の全長に亘って誘電率の高い繊維を巻き付けた後に全長に亘って有機合成樹脂またはゴムまたはエラストマーをコーティングしてなるものである。
【0111】
ここで、「誘電率の高い繊維」としては、ガラス繊維や、可紡性繊維に誘電率の高いセラミックスを練り込んだものまたは貼り付けたもの、等がある。また、「有機合成樹脂」としては、ポリエチレン、ポリプロピレン、アクリル樹脂、塩化ビニル樹脂等の熱可塑性樹脂や、フェノール樹脂、エポキシ樹脂等の熱硬化性樹脂がある。更に、「エラストマー」とは広義には「弾性の顕著な高分子物質」を言い、天然ゴムや合成ゴムも含まれるが、ここではゴムを含まない狭義のエラストマーを意味する。
【0112】
即ち、本発明にかかる電磁波シールド糸は、請求項4の発明にかかる電波吸収糸と同じ構造を有している。したがって、同じ方法で製造することができる。請求項4の発明にかかる電波吸収糸と同じ構造であっても、特殊な用途においては電磁波シールド糸として応用することができる。
【0113】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかもそのまま屋外で使用することができる電磁波シールド特性の優れた電磁波シールド糸となる。
【0114】
請求項23の発明にかかる電磁波シールド糸は、請求項19または請求項20に記載の電磁波シールド糸の全長に亘ってフッ素樹脂をコーティングしてなるものである。ここで、フッ素樹脂をコーティングする方法としては、液状のフッ素樹脂をスプレーする方法や、フッ素樹脂溶液に浸漬する方法や、気体状のフッ素樹脂を焼き付ける方法等がある。
【0115】
即ち、本発明にかかる電磁波シールド糸は、請求項5の発明にかかる電波吸収糸と同じ構造を有している。したがって、同じ方法で製造することができる。請求項5の発明にかかる電波吸収糸と同じ構造であっても、特殊な用途においては電磁波シールド糸として応用することができる。そして、かかる構成の電磁波シールド糸は、全長に亘って撥水性を有するフッ素樹脂によってコーティングされているため耐水性に優れ、シールしなくてもそのまま屋外で使用することができる。
【0116】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかもそのまま屋外で使用することができる電磁波シールド特性の優れた電磁波シールド糸となる。
【0117】
請求項24の発明にかかる電磁波シールド糸の製造方法は、可紡性繊維からなる芯糸に可紡性繊維からなる撚り糸を連続的に巻き付ける糸撚り工程と、糸撚り工程と並行して芯糸に沿ってカーボン繊維からなるカーボン糸または金属線を供給する電磁波シールド材供給工程と、電磁波シールド材供給工程によって供給されたカーボン糸または金属線をランダムな長さに切断する切断工程とを具備し、糸撚り工程と電磁波シールド材供給工程と切断工程とを繰り返すものである。
【0118】
即ち、本発明にかかる電磁波シールド糸の製造方法は、請求項14の発明にかかる電波吸収糸の製造方法と実質的には同じである。したがって、同様の構造を有する糸が製造されるが、請求項14の発明にかかる電波吸収糸の製造方法による電波吸収糸と同じ構造であっても、特殊な用途においては電磁波シールド糸として応用することができる。
【0119】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、電磁波シールド特性の優れた電磁波シールド糸の製造方法となる。
【0120】
請求項25の発明にかかる電磁波シールド糸の製造装置は、可紡性繊維からなる芯糸が巻き付けられ、芯糸を供給する芯糸供給手段と、可紡性繊維からなる撚り糸が巻き付けられ、撚り糸を供給する撚り糸供給手段と、撚り糸供給手段を回転させる回転モータ付きのスピンドルであって、撚り糸供給手段を回転させることによって芯糸供給手段から供給される芯糸に撚り糸供給手段から供給される撚り糸をスピンドルの上端近傍で巻き付けてスピンドルの上端から下端まで貫通した貫通孔を通して下方へガイドするスピンドルと、電磁波シールド材としてのカーボン繊維からなるカーボン糸または電磁波シールド材としての金属線が巻き付けられ、スピンドルの上端近傍へカーボン糸または金属線の先端を供給する電磁波シールド材供給手段と、カーボン糸または金属線が貫通しておりカーボン糸または金属線の先端をスピンドルの上端近傍の芯糸に撚り糸が巻き付けられる位置へ送り出すエアーノズルと、スピンドルの上端とエアーノズルとの間に設けられたカーボン糸または金属線を切断する切断手段と、カーボン糸または金属線の供給長さを測定する供給長さ測長手段と、供給長さ測長手段によって測定されたカーボン糸または金属線の供給長さのデータが入力され、入力された供給長さのデータが予めプログラムされたランダムな長さに到達した時点で切断手段を作動させてカーボン糸または金属線を切断させる制御手段と、スピンドルの下方に設けられた芯糸に撚り糸によってランダムな長さに切断されたカーボン糸または金属線が巻き付けられた電磁波シールド糸を巻き取る電磁波シールド糸巻き取り手段と、スピンドルと電磁波シールド糸巻き取り手段との間に設けられたカーボン糸または金属線が巻き付けられずに巻き取られた電磁波シールド糸の部分の長さを測定する間隔測長手段とを具備し、制御手段は、切断手段を作動させると同時に供給長さ測長手段を停止させるとともにエアーノズルの空気圧を低下させ、間隔測長手段からカーボン糸または金属線が巻き付けられずに巻き取られた電磁波シールド糸の部分の長さのデータが制御手段に入力され、入力されたデータが予めプログラムされたランダムな長さに到達した時点で供給長さ測長手段を再び回転させるとともにエアーノズルの空気圧を上昇させる。
【0121】
即ち、本発明にかかる電磁波シールド糸の製造装置は、請求項15の発明にかかる電波吸収糸の製造装置と実質的には同じである。したがって、同様の構造を有する糸が製造されるが、請求項15の発明にかかる電波吸収糸の製造装置による電波吸収糸と同じ構造であっても、特殊な用途においては電磁波シールド糸として応用することができる。
【0122】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、電磁波シールド特性の優れた電磁波シールド糸の製造装置となる。
【発明を実施するための最良の形態】
【0123】
以下、本発明の実施の形態について、図面を参照しつつ説明する。
【0124】
実施の形態1
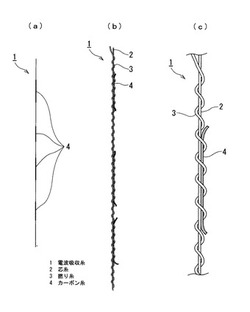
まず、本発明の実施の形態1について、図1乃至図3を参照して説明する。図1(a)は本発明の実施の形態1にかかる電波吸収糸の一部分の外観を示す部分平面図、(b)は電波吸収糸の部分拡大図、(c)は更に拡大して示す部分拡大図である。図2は本発明の実施の形態1にかかる電波吸収糸の製造装置の全体構成を示す模式図である。図3(a)は本発明の実施の形態1にかかる電波吸収織物の全体構成を示す斜視図、(b)は本発明の実施の形態1にかかる電波吸収シートの製造方法を示す斜視図、(c)は本発明の実施の形態1にかかる電波吸収シートの全体構成を示す斜視図である。
【0125】
図1に示されるように、本実施の形態1にかかる電波吸収糸1は、可紡性繊維としてのポリエステル繊維からなる芯糸2と、可紡性繊維としてのポリエステル繊維からなる撚り糸3と、カーボン繊維からなるカーボン糸4とによって構成されている。即ち、芯糸2に間隔をおいてカーボン繊維からなるランダムな長さのカーボン糸4が撚り糸3によって芯糸2に沿って一体に固定されてなるものである。カーボン糸4の長さは、25mm±5mm、即ち20mm〜30mmの範囲内でランダムな長さになるように設定されている。即ち、ETCシステムで用いられる5.8GHzの電波の波長(約25mm)を中心とした波長の電波を吸収するように製造されている。
【0126】
次に、本実施の形態1にかかる電波吸収糸1の製造装置及び製造方法について、図2を参照して説明する。図2に示されるように、本実施の形態1にかかる電波吸収糸1の製造装置21は、芯糸2が巻き付けられ、芯糸2を供給する芯糸供給手段としての芯糸ボビン26と、撚り糸3が巻き付けられ、撚り糸3を供給する撚り糸供給手段としての撚り糸ボビン27と、撚り糸ボビン27を回転させる回転モータ29付きのスピンドル28であって、撚り糸ボビン27を回転させることによって芯糸ボビン26から供給される芯糸2に撚り糸ボビン27から供給される撚り糸3をスピンドル28の上端近傍で巻き付けてスピンドル28の上端から下端まで貫通した貫通孔を通して下方へガイドするスピンドル28と、電波吸収材としてのカーボン繊維からなるカーボン糸4が巻き付けられ、スピンドル28の上端近傍へカーボン糸4の先端を供給する電波吸収材供給手段としてのカーボン糸ボビン22とを具備している。
【0127】
更に、カーボン糸4が貫通しておりカーボン糸4の先端をスピンドル28の上端近傍の芯糸2に撚り糸3が巻き付けられる位置へ送り出すエアーノズル24と、スピンドル28の上端とエアーノズル24との間に設けられたカーボン糸4を切断する切断手段としてのカッター25と、カーボン糸4の供給長さを測定する供給長さ測長手段としての1対の回転ローラ23とを具備している。1対の回転ローラ23には、測長用のロータリーエンコーダーが内蔵されている。
【0128】
1対の回転ローラ23によって測定されたカーボン糸4の供給長さのデータは、制御手段としてのパソコン30に入力され、入力された供給長さのデータが予めプログラムされたランダムな長さに到達した時点で、パソコン30がカッター25を作動させてカーボン糸4を切断する。スピンドル28の下方には、芯糸2に撚り糸3によってカーボン糸4が巻き付けられた電波吸収糸1を巻き取る電波吸収糸巻き取り手段としての巻き取りローラ32が設けられており、スピンドル28と巻き取りローラ32との間には、カーボン糸4が巻き付けられずに巻き取られた電波吸収糸1の部分の長さを測定する間隔測長手段としての1対の回転ローラ31が設けられている。この1対の回転ローラ31にも、測長用のロータリーエンコーダーが内蔵されている。
【0129】
かかる構成を有する本実施の形態1にかかる電波吸収糸1の製造装置21においては、芯糸2及び芯糸2に巻き付けられる撚り糸3は、回転モータ33によって回転する巻き取りローラ32に巻き取られることによって、それぞれ芯糸ボビン26,撚り糸ボビン27から引き出される。一方、撚り糸3によって芯糸2に巻き付け固定されるカーボン糸4は、供給長さ測長手段としての1対の回転ローラ23によってカーボン糸ボビン22から引き出され、エアーノズル24を貫通してエアーノズル24の空気圧(3kgf/cm2〜6kgf/cm2 )によって真っ直ぐに芯糸2に撚り糸3が巻き付けられる位置に、先端が供給される。
【0130】
供給されたカーボン糸4の先端は、スピンドル28の回転によって回転する撚り糸3に巻き込まれて、撚り糸3によって芯糸2に巻き付けられ、芯糸2,撚り糸3とともに巻き取りローラ32に巻き取られることによって、下方へ移動していく。ここで、カーボン糸4は、撚り糸3に巻き込まれた後にカッター25によって切断される。即ち、供給長さ測長手段としての1対の回転ローラ23からパソコン30に入力される供給長さデータが、予めパソコン30にプログラムされた長さに達した時点で、パソコン30からカッター25に作動信号が送られて、カッター25を作動させてカーボン糸4を切断する。
【0131】
カーボン糸4が切断されると同時に、エアーノズル24の空気圧が0.5kgf/cm2 程度にまで下げられるとともに、供給長さ測長手段としての1対の回転ローラ23の回転も停止して、芯糸2に撚り糸3が巻き付けられる位置にカーボン糸4の先端が供給されなくなる。これによって、カーボン糸4が固定されずに芯糸2に撚り糸3が巻き付けられたもののみが、下方へ移動していく。この長さが、間隔測長手段としての1対の回転ローラ31によって測定され、パソコン30に入力されて、この間隔長さデータが予めパソコン30にプログラムされた長さに達した時点で、1対の回転ローラ23が再び回転するとともにエアーノズル24の空気圧が3kgf/cm2〜6kgf/cm2 に上昇して、再び芯糸2に撚り糸3が巻き付けられる位置にカーボン糸4の先端が供給される。
【0132】
図2に示されるように、このようなエアーノズル24の空気圧の増減、供給長さ測長手段としての1対の回転ローラ23の回転及び停止は、パソコン30から送られる制御信号によって制御される。かかる工程を繰り返すことによって、本実施の形態1にかかる電波吸収糸1の製造装置21は、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも吸収帯域が広く電波吸収能力の高い電波吸収糸1を製造することができる。
【0133】
なお、エアーノズル24の空気圧の上昇及び1対の回転ローラ23の再回転の際には、巻き取りローラ32による巻き取りを一旦停止させても良い。これによって、1対の回転ローラ23による供給長さの測長の精度が向上するという利点が得られる。しかし、制御手段としてのパソコン30によるデータの受信及び制御信号の送信が正確であれば、1対の回転ローラ23による供給長さの測長の精度が低下することはないので、巻き取りの一旦停止を行わずに連続的に運転した方が電波吸収糸1の紡糸効率は向上する。
【0134】
請求項18の発明にかかる紡糸装置の具体例が、この本実施の形態1にかかる電波吸収糸1の製造装置21である。即ち、請求項18の発明にかかる紡糸装置において、第1の糸が本実施の形態1にかかる芯糸2であり、第2の糸が本実施の形態1にかかる撚り糸3であり、第3の糸が本実施の形態1にかかるカーボン糸4である。請求項18の発明にかかる紡糸装置においては、本実施の形態1に限られるものではなく、第1の糸、第2の糸、第3の糸は、それぞれどのような糸でも用いることができる。
【0135】
次に、電波吸収糸1を織成してなる電波吸収織物とその電波吸収織物を用いて作製される電波吸収シートについて、図3を参照して説明する。図3(a)に示されるように、本実施の形態1にかかる電波吸収織物10は、図1に示され、図2の製造装置21によって製造される電波吸収糸1を、通常の織機で縦横に織ってなるものである。この電波吸収織物10単独でも、ETCシステムで用いられる5.8GHzの電波の波長(約25mm)を中心とした波長の電波を、広い帯域に亘って十分に吸収することができる。
【0136】
更に、屋外等での使用を考えて、図3(b)に示されるように、この電波吸収織物10を薄い有機合成樹脂シートとしてのポリプロピレンシート11で上下から挟んで、アイロンを全面に掛けて上下のポリプロピレンシート11を加熱接着させる。これによって、図3(c)に示されるように、ETCシステムで用いられる5.8GHzの電波を中心に広い帯域の電波吸収特性を有し、耐水性に優れ、耐候性に優れた電波吸収シート12が作製される。
【0137】
このようにして、本実施の形態1にかかる電波吸収糸1、電波吸収織物10、電波吸収シート12は、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも吸収帯域が広く電波吸収能力の高い電波吸収糸、及びその電波吸収糸を織成してなる電波吸収織物、更に電波吸収織物を使用してなる電波吸収シートとなる。また、本実施の形態1にかかる電波吸収糸1の製造装置21は、電波吸収糸1を可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができる。
【0138】
実施の形態2
次に、本発明の実施の形態2について、図4及び図5を参照して説明する。図4(a)は本発明の実施の形態2にかかる電波吸収糸の一部分を拡大して示す部分拡大図、(b)は本発明の実施の形態2の変形例にかかる電波吸収糸の一部分を拡大して示す部分拡大図である。図5(a)は本発明の実施の形態2にかかる電波吸収糸の電波吸収特性を測定するための供試体の外観を示す斜視図、(b)は本発明の実施の形態2にかかる電波吸収糸の電波吸収特性を示すグラフである。
【0139】
図4(a)に示されるように、本実施の形態2にかかる電波吸収糸5は、上記実施の形態1にかかる電波吸収糸1の全長に亘って有機合成樹脂としてのポリエチレン6をコーティングしてなるものである。また、図4(b)に示されるように、本実施の形態2の変形例にかかる電波吸収糸7は、上記実施の形態1にかかる電波吸収糸1の全長に亘ってガラス繊維8を巻き付けた後に、全長に亘って有機合成樹脂としてのポリエチレン6をコーティングしてなるものである。
【0140】
ポリエチレン6をコーティングする方法としては、ポリエチレン6を有機溶媒に溶解させた溶液、またはポリエチレン6を加熱して融解させた融液に、上記実施の形態1にかかる電波吸収糸1、または図4(b)に示される電波吸収糸1の全長に亘ってガラス繊維8を巻き付けたものを浸漬する方法等によれば良い。
【0141】
ポリエチレン溶液に浸漬する方法を採った場合には、引き上げて乾燥して有機溶媒を除去することによって、またポリエチレン融液に浸漬する方法を採った場合には引き上げて冷却することによって、図4(a),(b)に示される電波吸収糸5,7を得ることができる。ここで、本実施の形態2の変形例にかかる電波吸収糸7においては、図4(b)に示されるように、まず電波吸収糸1の全長に亘ってガラス繊維8を巻き付けているために、高温のポリエチレン融液に浸漬しても、可紡性繊維としてのポリエステル繊維からなる芯糸2,撚り糸3が融解したりすることはない。
【0142】
かかる構成の電波吸収糸5,7は、全長に亘ってポリエチレン6によってコーティングされているため耐水性に優れ、かかる電波吸収糸5,7を織成してなる電波吸収織物は、シールしなくてもそのまま屋外で使用することができる。このように、電波吸収糸1をポリエチレン6でコーティングすることによって、より大きな電波吸収性能を有しながら耐水性に優れ、可紡性繊維と全く同じように織機で織物を織ることができる。
【0143】
次に、かかる構成の電波吸収糸5の電波吸収特性の試験方法及び試験結果について、図5を参照して説明する。図5(a)に示されるように、本実施の形態2にかかる電波吸収糸5の電波吸収特性を測定するために、略正方形の薄いベニヤ板13の表面に電波吸収糸5を縦横斜めに固定した供試体15を作製した。電波吸収糸5の縦横のピッチは約20mmと粗くした。この供試体15に対して略垂直に電波を照射して、KEC法によって電波吸収特性を測定した。その結果を、図5(b)に示す。
【0144】
図5(b)に示されるように、供試体15の二箇所に電波を照射して電波吸収特性を測定したところ、曲線L1,L2に示されるように、測定箇所によって電波吸収のピークを示す周波数が異なるが、いずれも最大約35dBという大きな電波吸収特性を示した。このように測定箇所によって電波吸収のピークがずれるのは、薄いベニヤ板13の反りが原因と考え、次に供試体15を別のベニヤ板で押さえつけながら電波吸収特性を測定したところ、曲線L3に示されるように、電波吸収のピークは約20dBに低下したが電波吸収の周波数帯域は拡がることが分かった。
【0145】
このように、電波吸収糸5の縦横のピッチを約20mmと粗くしても最大約35dBという大きな電波吸収特性が得られることから、よりピッチを細かくした電波吸収織物を電波吸収糸5で織ることによって、更に大きな電波吸収特性が得られるものと考えられる。
【0146】
このようにして、本実施の形態2にかかる電波吸収糸5,7は、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも吸収帯域が広く電波吸収能力が高く、更に屋外でも使用することができる。
【0147】
実施の形態3
次に、本発明の実施の形態3について、図6乃至図8を参照して説明する。
【0148】
図6(a)は本発明の実施の形態3にかかる電波吸収構造体の製造方法を示す分解斜視図、(b)は本発明の実施の形態3の第1変形例にかかる電波吸収構造体の全体構成を示す斜視図である。図7(a)は本発明の実施の形態3の第1変形例にかかる電波吸収構造体の製造方法を示す分解斜視図、(b)は本発明の実施の形態3の第1変形例にかかる電波吸収構造体の全体構成を示す斜視図である。図8(a)は本発明の実施の形態3の第2変形例にかかる電波吸収構造体の製造方法を示す分解斜視図、(b)は本発明の実施の形態3の第2変形例にかかる電波吸収構造体の全体構成を示す斜視図である。
【0149】
まず、本実施の形態3にかかる電波吸収構造体及びその製造方法について、図6を参照して説明する。図6(a)に示されるように、本実施の形態3にかかる電波吸収構造体に使用される電波吸収織物10Aは、上記実施の形態1にかかる電波吸収糸1の全長に亘ってフッ素樹脂をコーティングした電波吸収糸1Aを用いて、5mm間隔の格子状に織成されたものである。ここで、フッ素樹脂をコーティングする方法としては、電波吸収糸1をフッ素樹脂溶液中に浸漬してから引き上げて溶媒を除去する方法でも良いし、気体状のフッ素樹脂を焼き付ける方法によっても良い。
【0150】
更に、図6(a)に示されるように、電波吸収織物10Aと同一の寸法の金属製の網としてのステンレス製の金網45を用意する。ここで、ステンレス製の金網45は、電波吸収織物10Aと重ねた場合に優れた透光性を有し、向こう側が良く見えるようにするために、できるだけ細いステンレス線からなるものが好ましい。また、電波を反射する役割を果たすものであるため、金網45の網目は細かい方が好ましい。本実施の形態3においては、太さ0.5mmのステンレス線からなり、網目が2mm〜3mmのステンレス製の金網45を用いた。
【0151】
図6(b)に示されるように、これらの電波吸収織物10Aとステンレス製の金網45とを、強化プラスチックの枠体44の両面にそれぞれ取付けて、枠体44の厚さ(10mm)だけの間隔を空けて対向するように構成する。これによって、本実施の形態3にかかる電波吸収構造体43が完成する。このような構成を有する本実施の形態3にかかる電波吸収構造体43は、主として屋内用に用いられる。例えば、電波吸収構造体43の上面の電波吸収織物10Aの上に薄い木板を貼って、家屋の壁面の構造材(壁面パネル)として応用することができる。
【0152】
次に、上記実施の形態2にかかる構成の電波吸収糸5を用いた本実施の形態3の第1変形例にかかる電波吸収構造体及びその製造方法について、図7を参照して説明する。図7(a)に示されるように、細いステンレス製パイプからなる枠体43に電波吸収糸5を2〜3mmの間隔を空けて平行に張ったものを2枚作製する。そして、枠体43に張った電波吸収糸5の向きが互いに垂直になるように、間にガラス繊維からなる誘電体シート44を挟んで、これら2枚を接着する。
【0153】
こうして製造された電波吸収構造体を、図7(b)に示されるように、強化プラスチック製の枠体47の上面に固定し、図7(a)に示される金属製の網としてのステンレス製の金網45を、枠体47の底面に固定する。これによって、図7(b)に示されるように、本実施の形態4にかかる電波吸収構造体46が完成する。なお、枠体47の厚さは10mmであるため上面の電波吸収構造体と底面のステンレス製の金網45との間には約10mmの間隔が生ずるが、これはETCシステムに用いられる5.8GHzの電波を吸収するためである。このようにして製造された電波吸収構造体46は、電波吸収糸5を用いているために耐水性に優れ、屋外でも問題なく使用することができる。
【0154】
次に、本実施の形態3の第2変形例にかかる電波吸収構造体及びその製造方法について、図8を参照して説明する。図8(a)に示されるように、本実施の形態3の第2変形例にかかる電波吸収構造体に使用される電波吸収構造体50は、上述した細いステンレス製パイプからなる枠体43に上述した電波吸収糸5を、3〜4mmの間隔を空けて縦横及び斜め両方向に張ったものである。
【0155】
図8(b)に示されるように、かかる電波吸収構造体50と上述したステンレス製の金網45とを、上述した強化プラスチックの枠体47の両面にそれぞれ取付けて、枠体47の厚さ(10mm)だけの間隔を空けて対向するように構成する。これによって、本実施の形態3の第2変形例にかかる電波吸収構造体51が完成する。
【0156】
ここで、ステンレス製の金網45は、電波吸収構造体50と重ねた場合に優れた透光性を有し、向こう側が良く見えるようにするために、できるだけ細いステンレス線からなるものが好ましい。また、電波を反射する役割を果たすものであるため、金網45の網目は細かい方が好ましい。本実施の形態3の第2変形例においては、太さ0.5mmのステンレス線からなり、網目が2mm〜3mmのステンレス製の金網45を用いた。なお、本実施の形態3の第2変形例においては、枠体47の厚さを10mmとしたが、これはETCシステムに用いられる5.8GHzの電波を吸収するためである。
【0157】
実施の形態4
次に、本発明の実施の形態4について、図9を参照して説明する。図9(a)は本発明の実施の形態4にかかる電波吸収構造体の構造を示す斜視図、(b)は電波吸収構造体の高速道路の料金所における使用例を示す斜視図である。
【0158】
図9(a)に示されるように、本実施の形態4にかかる電波吸収構造体52は、プラスチック製パイプとしての塩化ビニルパイプ54の外周面に、上記実施の形態2にかかるポリエチレン6でコーティングされた電波吸収糸5を、Z方向及びS方向に一定のピッチで巻き付けて固定し、塩化ビニルパイプ54の内部には金属製のパイプとしてのアルミニウムパイプ55を通して、塩化ビニルパイプ54の両端に嵌めるキャップ56に差し込むことによって、塩化ビニルパイプ54の中心線に沿って位置するように支持されたものである。
【0159】
かかる構造を有する電波吸収構造体52に入射した電波は、まず塩化ビニルパイプ54の外周面の電波吸収糸5によって一部が吸収され、塩化ビニルパイプ54の内部のアルミニウムパイプ55によって反射されて、再び外周面の電波吸収糸5によって吸収される。これによって、電波吸収構造体52に対してどの方向から入射した電波をも強力に吸収することができ、優れた電波吸収性能を示す。
【0160】
塩化ビニルパイプ54の内径(正確には、内部のアルミニウムパイプ55の表面から外周面の電波吸収糸5までの距離)及び電波吸収糸5を巻き付けるピッチは、吸収しようとする電波の波長に合わせて設定することによって、効率良く目的の波長の電波を吸収することができる。本実施の形態4においては、ピッチ10mmとし、アルミニウムパイプ55の表面から外周面の電波吸収糸5までの距離は10mmとなるように設定している。
【0161】
次に、かかる構造を有する電波吸収構造体52の使用例について、図9(b)を参照して説明する。図9(b)に示されるように、高速道路の料金所TGにおいて、2基のETCゲートGが隣り合って設置されている。これら2基のETCゲートGの間には、本実施の形態4にかかる電波吸収構造体52を水平方向に複数本一定間隔で配置してなる本実施の形態4の変形例にかかる電波吸収構造体60が設置されて、電波の混線を防ぐ働きをする。
【0162】
この本実施の形態4の変形例にかかる電波吸収構造体60は、1対の支柱61が底板62に立設されており、これらの1対の支柱61の間に複数本の電波吸収構造体52が、上下方向に一定間隔をおいて水平に支持されてなるものである。かかる電波吸収構造体60は、複数本の電波吸収構造体52からなるため、どの方向から入射した電波をも強力に吸収することができる。そして、上下方向に間隔が空いているため、ETCゲートGを通過する自動車Vの運転者は、隣のETCゲートGを通過する自動車Vの動きが良く見える。
【0163】
なお、本実施の形態4においては電波吸収構造体52を構成するプラスチック製のパイプとして不透明な塩化ビニルパイプ54を用いているが、プラスチック製のパイプとして透明アクリル樹脂パイプのような透明なものを用いることによって、更に隣のETCゲートGを通過する自動車Vの動きが良く見えるようになる。
【0164】
実施の形態5
次に、本発明の実施の形態5について、図10を参照して説明する。図10は本発明の実施の形態5にかかる電磁波シールド糸を高圧電線に巻き付けた状態を示す部分斜視図である。図10に示されるように、本実施の形態5においては、電磁波シールド糸として、上記実施の形態1にかかる製造方法で製造した電波吸収糸1と同一の構造を有する電磁波シールド糸71を使用している。
【0165】
この実施の形態1の電波吸収糸1と同一の構造を有する電磁波シールド糸71を、電磁波シールドしようとする対象に所定のピッチで巻き付けることによって、電磁波をシールドすることができる。具体的な用途としては、例えば、高速電力線通信(Power Line Communication,PLC)において通常の電力線を通信に使用する場合に、電力線からの電波の漏洩が問題となるが、電力線に電磁波シールド糸71を巻き付けることによって、このような電波の漏洩を確実に防止することができる。
【0166】
本実施の形態5においては、図10に示されるように、高圧電線70に電磁波シールド糸71を所定のピッチで巻き付けることによって、高圧電線70をPLCの通信線として使用した場合に、高圧電線70からの電波の漏洩を確実に防止することができる。ここで、高圧電線70を始めとする電力線は平板ではなく、長い円柱状の立体的形状を有するものである。平板状のものの場合には、例えば金属箔を細く切ったものを貼り付けても電磁波をシールドすることができるが、電力線のような立体的形状を有するものの場合には、本実施の形態5にかかる電磁波シールド糸71のような、切断された導電体を配置したものでなければ、電磁波をシールドすることはできない。
【0167】
本実施の形態5においては、電磁波シールド糸として、上記実施の形態1にかかる電波吸収糸の製造装置21を用いて製造した電磁波シールド糸71(電波吸収糸1)を用いている。したがって、電波吸収糸の製造装置21は、そのまま電磁波シールド糸の製造装置となる。また、上記実施の形態1にかかる電波吸収糸の製造方法は、そのまま電磁波シールド糸の製造方法となる。
【0168】
本実施の形態5においては、電磁波シールド糸として、上記実施の形態1にかかる電波吸収糸の製造装置21を用いて製造した、図1に示される電波吸収糸1と同一の構造を有する電磁波シールド糸71を用いた例について説明したが、これ以外にも様々な電磁波シールド糸を使用することができる。
【0169】
例えば、電磁波シールド糸71の全長に亘って有機合成樹脂またはゴムまたはエラストマーをコーティングしてなるもの、電磁波シールド糸71の全長に亘ってガラス繊維を巻き付けた後に全長に亘って有機合成樹脂またはゴムまたはエラストマーをコーティングしてなるもの、電磁波シールド糸71の全長に亘ってフッ素樹脂をコーティングしてなるもの、等である。即ち、上述した実施の形態2にかかる電波吸収糸5,7もそのまま電磁波シールド糸として用いることができる。
【0170】
上記各実施の形態においては、可紡性繊維としてポリエステル繊維を用いた芯糸2及び撚り糸3とカーボン繊維からなるカーボン糸4とを用いた場合について説明したが、可紡性繊維としてはこの他にも、透明なポリエステル繊維、木綿、絹、麻、羊毛、ナイロン、ビニロン、アクリル繊維、塩化ビニリデン繊維、アセテート、レーヨン等の有機質繊維、ガラス繊維等の無機質繊維またはこれらの繊維を混用することができる。
【0171】
また、カーボン繊維からなるカーボン糸4以外にも、銅線材、メッキした銅線材、ステンレス線材を始めとする金属線を用いることもできる。ここで、金属線の太さは30μm〜120μmの範囲内であることが好ましい。
【0172】
更に、上記各実施の形態においては、電波吸収織物を透明な二枚の薄い有機合成樹脂シートとしての厚さ約0.1mmのビニールシート11で挟んでなる電波吸収シート12について説明したが、二枚の薄いゴムシートまたはエラストマーシートで挟んで接着したもの等、これら以外にも多様な構成を採ったものを用いることができる。例えば、電波吸収織物10を透明な二枚の薄いゴムシートまたはエラストマーシートで挟んで接着したものや、電波吸収織物10を二枚以上重ねて二枚の薄い有機合成樹脂シートで挟んでなる電波吸収シート、電波吸収織物の互いに織り目の粗さの異なるものを二枚以上重ねて二枚の薄い有機合成樹脂シートで挟んでなる電波吸収シート、等である。
【0173】
電波吸収糸、電波吸収織物、電波吸収シート、電波吸収構造体、電磁波シールド糸のその他の部分の構成、形状、数量、材質、太さ、厚さ、大きさ、接続関係等についても、また電波吸収糸の製造装置のその他の部分の構成、形状、数量、材質、太さ、厚さ、大きさ、接続関係等についても、電波吸収糸の製造方法のその他の工程についても、上記各実施の形態に限定されるものではない。
【図面の簡単な説明】
【0174】
【図1】図1(a)は本発明の実施の形態1にかかる電波吸収糸の一部分の外観を示す部分平面図、(b)は電波吸収糸の部分拡大図、(c)は更に拡大して示す部分拡大図である。
【図2】図2は本発明の実施の形態1にかかる電波吸収糸の製造装置の全体構成を示す模式図である。
【図3】図3(a)は本発明の実施の形態1にかかる電波吸収織物の全体構成を示す斜視図、(b)は本発明の実施の形態1にかかる電波吸収シートの製造方法を示す斜視図、(c)は本発明の実施の形態1にかかる電波吸収シートの全体構成を示す斜視図である。
【図4】図4(a)は本発明の実施の形態2にかかる電波吸収糸の一部分を拡大して示す部分拡大図、(b)は本発明の実施の形態2の変形例にかかる電波吸収糸の一部分を拡大して示す部分拡大図である。
【図5】図5(a)は本発明の実施の形態2にかかる電波吸収糸の電波吸収特性を測定するための供試体の外観を示す斜視図、(b)は本発明の実施の形態2にかかる電波吸収糸の電波吸収特性を示すグラフである。
【図6】図6(a)は本発明の実施の形態3にかかる電波吸収構造体の製造方法を示す分解斜視図、(b)は本発明の実施の形態3の第1変形例にかかる電波吸収構造体の全体構成を示す斜視図である。
【図7】図7(a)は本発明の実施の形態3の第1変形例にかかる電波吸収構造体の製造方法を示す分解斜視図、(b)は本発明の実施の形態3の第1変形例にかかる電波吸収構造体の全体構成を示す斜視図である。
【図8】図8(a)は本発明の実施の形態3の第2変形例にかかる電波吸収構造体の製造方法を示す分解斜視図、(b)は本発明の実施の形態3の第2変形例にかかる電波吸収構造体の全体構成を示す斜視図である。
【図9】図9(a)は本発明の実施の形態4にかかる電波吸収構造体の構造を示す斜視図、(b)は電波吸収構造体の高速道路の料金所における使用例を示す斜視図である。
【図10】図10は本発明の実施の形態5にかかる電磁波シールド糸を高圧電線に巻き付けた状態を示す部分斜視図である。
【符号の説明】
【0175】
1,1A,5,7 電波吸収糸
2 芯糸
3 撚り糸
4 カーボン糸
6 有機合成樹脂
8 誘電率の高い繊維
10,10A 電波吸収織物
11 有機合成樹脂シート
12 電波吸収シート
21 電波吸収糸の製造装置
22 電波吸収材供給手段
23 供給長さ測長手段
24 エアーノズル
25 切断手段
26 芯糸供給手段
27 撚り糸供給手段
28 スピンドル
29 回転モータ
30 制御手段
31 間隔測長手段
32 電波吸収糸巻き取り手段
41,46,50,51,52,60 電波吸収構造体
45 金属製の枠
47 枠体
54 プラスチック製パイプ
55 金属製のパイプ
56 キャップ
70 高圧電線
71 電磁波シールド糸
G ETCゲート
V 自動車
【技術分野】
【0001】
本発明は、建物内・屋外を問わず優れた電波の吸収材及び電磁波のシールド材として用いることができるとともに、可紡性繊維からなる糸と同等の細さと軽量性を併せ持ち、通常の織機で容易に織ることができる電波吸収糸・電磁波シールド糸、及びその電波吸収糸を用いてなる電波吸収織物、電波吸収シート、電波吸収構造体、並びに電波吸収糸・電磁波シールド糸の製造方法及び電波吸収糸・電磁波シールド糸の製造装置並びに紡糸装置に関するものである。
【背景技術】
【0002】
近年、IT(情報技術)の発達によって、パーソナル・コンピュータ(以下、「パソコン」という。)を始めとするIT機器・OA機器が急速に普及し、通常の家庭環境や職場環境においても、これらのIT機器・OA機器から放射される電磁波が人体にもたらす影響が問題にされるようになってきた。また、屋外においても、例えばETC(Electronic Toll Collection)システムの普及率が60%を超えるという現状に伴って、高速道路の料金所においてもETCゲートが複数並んで設置されるようになり、隣り合ったETCゲート間の混線を防止するための電波遮断が不可欠になっており、電波吸収体及び電磁波シールド材の需要がますます高まる傾向にある。
【0003】
そこで、特許文献1においては、より広い範囲で電磁波を遮蔽できるようにするために、アルミ箔をステープル繊維状に微細に裁断して得られたアルミニウム繊維と可紡性繊維との混紡糸を用いて織成された織地によって形成された電磁波シールド用カーテンの考案について開示している。これによって、カーテン自体に導電性を有し、周波数10MHz〜500MHzの電磁波を30dB〜50dB以上減衰させる機能を有しているとしている。
【0004】
また、特許文献2においては、木綿糸の表面に磁性体としてのカーボンを被覆したカーボン糸と、導電体としての銅線と、誘電体としてのポリエチレン製の糸とを互いにより合わせて紐状に形成した電波吸収材の発明について開示している。この電波吸収材をドーナツ形の発泡スチロールの表面にゴム系の接着剤で雲状に貼り付けることによって、電波吸収板が形成され、この電波吸収板を全体の厚さがほぼλ/4となるように所定枚数だけ重ねて、電波暗室の換気口の開口部に取り付けることによって、換気口からの電波の漏洩を防止することができるとしている。
【特許文献1】実公平3−36538号公報
【特許文献2】特開平6−120687号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献1に記載の電磁波シールド用カーテンにおいては、アルミニウム繊維を混紡した混紡糸を製造するのに、厚さ10μm〜20μmのアルミ箔をスプリッターマシンによって微細にスプリットした後、バーロックマシンによって得られる短繊維状のアルミニウム繊維をスライバーとなして綿繊維や合成繊維のスライバーと練篠機において混合し、この混合スライバー粗紡機・精紡機で紡糸する等の複雑な工程を実施しなければならず、混紡糸を得るために多大な時間と費用を必要とする。また、上記特許文献2に記載の電波吸収材においても、木綿糸の表面にカーボンを被覆するためには特別な装置と工程が必要となり、余分な時間と費用を必要とするという問題点があった。
【0006】
そこで、本発明は、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも吸収帯域が広く電波吸収能力、更に使用方法によっては電磁波シールド性能も高い電波吸収糸・電磁波シールド糸、及びその電波吸収糸を織成してなる電波吸収織物、更にこれらの電波吸収糸・電波吸収織物を使用してなる電波吸収シート及び電波吸収構造体、及び電波吸収糸・電磁波シールド糸を製造するための電波吸収糸・電磁波シールド糸の製造方法、電波吸収糸・電磁波シールド糸の製造装置、並びに紡糸装置の提供を課題とするものである。
【課題を解決するための手段】
【0007】
請求項1の発明にかかる電波吸収糸は、可紡性繊維からなる芯糸と、前記芯糸に対して間隔をおいて配置されたカーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線と、前記可紡性繊維からなる撚り糸とを具備し、前記可紡性繊維からなる芯糸に間隔をおいて前記カーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線が前記可紡性繊維からなる撚り糸によって前記芯糸に沿って一体に固定されてなるものである。
【0008】
ここで、「可紡性繊維」としては、通常は、木綿、絹、麻、羊毛、ナイロン、ビニロン、ポリエステル繊維、アクリル繊維、塩化ビニリデン繊維、アセテート、レーヨン等の有機質繊維、ガラス繊維等の無機質繊維またはこれらの繊維を混用することができる。また、「芯糸」と「撚り糸」は同一の「可紡性繊維」からなるものでも良く、互いに異なる「可紡性繊維」からなるものでも良い。更に、「芯糸」と「撚り糸」は同じ太さでも良く、一方が他方より太くても構わない。また、「金属線」としては、ステンレス線、銅線、亜鉛メッキした銅線、等がある。
【0009】
請求項2の発明にかかる電波吸収糸は、可紡性繊維からなる芯糸と、前記芯糸に対して間隔をおいて配置されたカーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線と、前記可紡性繊維からなる撚り糸とを具備し、前記可紡性繊維からなる芯糸に前記可紡性繊維からなる撚り糸を連続的に巻き付けながら、間隔をおいて前記カーボン繊維からなるランダムな長さに切断されたカーボン糸またはランダムな長さに切断された金属線が前記芯糸に沿って供給されることによって、前記切断されたカーボン糸または前記切断された金属線が前記撚り糸によって前記芯糸に沿って一体に固定されてなるものである。
【0010】
ここで、「可紡性繊維」としては、通常は、木綿、絹、麻、羊毛、ナイロン、ビニロン、ポリエステル繊維、アクリル繊維、塩化ビニリデン繊維、アセテート、レーヨン等の有機質繊維、ガラス繊維等の無機質繊維またはこれらの繊維を混用することができる。また、「芯糸」と「撚り糸」は同一の「可紡性繊維」からなるものでも良く、互いに異なる「可紡性繊維」からなるものでも良い。更に、「芯糸」と「撚り糸」は同じ太さでも良く、一方が他方より太くても構わない。また、「金属線」としては、ステンレス線、銅線、亜鉛メッキした銅線等が使用できる。
【0011】
請求項3の発明にかかる電波吸収糸は、請求項1または請求項2に記載の電波吸収糸に全長に亘って有機合成樹脂またはゴムまたはエラストマーをコーティングしてなるものである。
【0012】
ここで、「有機合成樹脂」としては、ポリエチレン、ポリプロピレン、アクリル樹脂、塩化ビニル樹脂等の熱可塑性樹脂や、フェノール樹脂、エポキシ樹脂等の熱硬化性樹脂がある。また、「エラストマー」とは広義には「弾性の顕著な高分子物質」を言い、天然ゴムや合成ゴムも含まれるが(長倉三郎他編集、「岩波理化学辞典・第5版」153頁、発行所・株式会社岩波書店、発行日・1998年2月20日)、ここではゴムを含まない狭義のエラストマーを意味するものとする。
【0013】
請求項4の発明にかかる電波吸収糸は、請求項1または請求項2に記載の電波吸収糸の全長に亘って誘電率の高い繊維を巻き付けた後に全長に亘って有機合成樹脂またはゴムまたはエラストマーをコーティングしてなるものである。
【0014】
ここで、「誘電率の高い繊維」としては、ガラス繊維や、可紡性繊維に誘電率の高いセラミックスを練り込んだものまたは貼り付けたもの、等がある。また、「有機合成樹脂」としては、ポリエチレン、ポリプロピレン、アクリル樹脂、塩化ビニル樹脂等の熱可塑性樹脂や、フェノール樹脂、エポキシ樹脂等の熱硬化性樹脂がある。更に、「エラストマー」とは広義には「弾性の顕著な高分子物質」を言い、天然ゴムや合成ゴムも含まれるが、ここではゴムを含まない狭義のエラストマーを意味する。
【0015】
請求項5の発明にかかる電波吸収糸は、請求項1または請求項2に記載の電波吸収糸の全長に亘ってフッ素樹脂をコーティングしてなるものである。ここで、フッ素樹脂をコーティングする方法としては、液状のフッ素樹脂をスプレーする方法や、フッ素樹脂溶液に浸漬する方法や、気体状のフッ素樹脂を焼き付ける方法等がある。
【0016】
請求項6の発明にかかる電波吸収織物は、請求項1乃至請求項5のいずれか1つに記載の電波吸収糸を織成してなるものである。
【0017】
請求項7の発明にかかる電波吸収織物は、請求項1乃至請求項5のいずれか1つに記載の電波吸収糸と前記可紡性繊維からなる糸とを混合して織成してなるものである。
【0018】
請求項8の発明にかかる電波吸収シートは、請求項6または請求項7に記載の電波吸収織物を一枚または二枚以上重ねて二枚の薄い有機合成樹脂シートまたはゴムシートまたはエラストマーシートで挟んで加熱圧着してシート状にしたものである。
【0019】
請求項9の発明にかかる電波吸収シートは、請求項6または請求項7に記載の電波吸収織物において互いに前記電波吸収糸の織り目の粗さの異なるものを二枚以上重ねて二枚の薄い有機合成樹脂シートまたはゴムシートまたはエラストマーシートで挟んで加熱圧着してシート状にしたものである。
【0020】
請求項10の発明にかかる電波吸収シートは、請求項8または請求項9の構成において、前記電波吸収織物は織り目が1mm以上200mm以下と粗く、前記二枚の薄い有機合成樹脂シートまたはゴムシートまたはエラストマーシートは透明であるものである。
【0021】
請求項11の発明にかかる電波吸収構造体は、請求項1乃至請求項5のいずれか1つに記載の電波吸収糸を枠体に互いに平行に所定間隔を空けて張り渡してなるものを2枚、間に誘電体シートを挟んで互いに張り渡した前記電波吸収糸が垂直になるように重ねてなる、または請求項1乃至請求項5のいずれか1つに記載の電波吸収糸を枠体に縦横及び/または斜め両方向に張り渡してなるものである。
【0022】
請求項12の発明にかかる電波吸収構造体は、所定の内径を有するプラスチック製パイプの外周面に請求項1乃至請求項5のいずれか1つに記載の電波吸収糸を所定のピッチでZ方向及びS方向に巻き付けて固定し、前記プラスチック製パイプの内部に金属製の棒または金属製のパイプを前記プラスチック製パイプの中心線に沿って前記プラスチック製パイプの両端に固定されるキャップに支持してなるものである。
【0023】
請求項13の発明にかかる電波吸収構造体は、請求項12に記載の電波吸収構造体を所定間隔で複数本平行に配置してなるものである。
【0024】
請求項14の発明にかかる電波吸収糸の製造方法は、可紡性繊維からなる芯糸に可紡性繊維からなる撚り糸を連続的に巻き付ける糸撚り工程と、該糸撚り工程と並行して前記芯糸に沿ってカーボン繊維からなるカーボン糸または金属線を供給する電波吸収材供給工程と、該電波吸収材供給工程によって供給されたカーボン糸または金属線をランダムな長さに切断する切断工程とを具備し、前記糸撚り工程と前記電波吸収材供給工程と前記切断工程とを繰り返すものである。
【0025】
請求項15の発明にかかる電波吸収糸の製造装置は、可紡性繊維からなる芯糸が巻き付けられ、前記芯糸を供給する芯糸供給手段と、可紡性繊維からなる撚り糸が巻き付けられ、前記撚り糸を供給する撚り糸供給手段と、前記撚り糸供給手段を回転させる回転モータ付きのスピンドルであって、前記撚り糸供給手段を回転させることによって前記芯糸供給手段から供給される前記芯糸に前記撚り糸供給手段から供給される前記撚り糸を前記スピンドルの上端近傍で巻き付けて前記スピンドルの上端から下端まで貫通した貫通孔を通して下方へガイドするスピンドルと、電波吸収材としてのカーボン繊維からなるカーボン糸または電波吸収材としての金属線が巻き付けられ、前記スピンドルの上端近傍へ前記カーボン糸または前記金属線の先端を供給する電波吸収材供給手段と、前記カーボン糸または前記金属線が貫通しており前記カーボン糸または前記金属線の先端を前記スピンドルの上端近傍の前記芯糸に前記撚り糸が巻き付けられる位置へ送り出すエアーノズルと、前記スピンドルの上端と前記エアーノズルとの間に設けられた前記カーボン糸または前記金属線を切断する切断手段と、前記カーボン糸または前記金属線の供給長さを測定する供給長さ測長手段と、該供給長さ測長手段によって測定された前記カーボン糸または前記金属線の供給長さのデータが入力され、入力された前記供給長さのデータが予めプログラムされたランダムな長さに到達した時点で前記切断手段を作動させて前記カーボン糸または前記金属線を切断させる制御手段と、前記スピンドルの下方に設けられた前記芯糸に前記撚り糸によって前記ランダムな長さに切断された前記カーボン糸または前記金属線が巻き付けられた電波吸収糸を巻き取る電波吸収糸巻き取り手段と、前記スピンドルと前記電波吸収糸巻き取り手段との間に設けられた前記カーボン糸または前記金属線が巻き付けられずに巻き取られた前記電波吸収糸の部分の長さを測定する間隔測長手段とを具備し、前記制御手段は、前記切断手段を作動させると同時に前記供給長さ測長手段を停止させるとともに前記エアーノズルの空気圧を低下させ、前記間隔測長手段から前記カーボン糸または前記金属線が巻き付けられずに巻き取られた前記電波吸収糸の部分の長さのデータが前記制御手段に入力され、入力されたデータが予めプログラムされたランダムな長さに到達した時点で前記供給長さ測長手段を再び回転させるとともに前記エアーノズルの空気圧を上昇させるものである。
【0026】
請求項16の発明にかかる電波吸収糸、電波吸収糸の製造方法または電波吸収糸の製造装置は、請求項1乃至請求項5のいずれか1つ、請求項14または請求項15の構成において、前記ランダムな長さは前記電波吸収糸によって吸収しようとする電波の波長の二分の一の長さ±1mm〜±10mmの範囲内であるものである。
【0027】
請求項17の発明にかかる電波吸収糸、電波吸収糸の製造方法または電波吸収糸の製造装置は、請求項1乃至請求項5または請求項14乃至請求項16のいずれか1つの構成において、前記金属線はステンレス線または亜鉛メッキした銅線であるものである。
【0028】
請求項18の発明にかかる紡糸装置は、第1の糸が巻き付けられ、前記第1の糸を供給する第1の糸供給手段と、第2の糸が巻き付けられ、前記第2の糸を供給する第2の糸供給手段と、前記第2の糸供給手段を回転させる回転モータ付きのスピンドルであって、前記第2の糸供給手段を回転させることによって前記第1の糸供給手段から供給される前記第1の糸に前記第2の糸供給手段から供給される前記第2の糸を前記スピンドルの上端近傍で巻き付けて前記スピンドルの上端から下端まで貫通した貫通孔を通して下方へガイドするスピンドルと、第3の糸が巻き付けられ、前記スピンドルの上端近傍へ前記第3の糸の先端を供給する第3の糸供給手段と、前記第3の糸が貫通しており前記第3の糸の先端を前記スピンドルの上端近傍の前記第1の糸に前記第2の糸が巻き付けられる位置へ送り出すエアーノズルと、前記スピンドルの上端と前記エアーノズルとの間に設けられた前記第3の糸を切断する切断手段と、前記第3の糸の供給長さを測定する供給長さ測長手段と、該供給長さ測長手段によって測定された前記第3の糸の供給長さのデータが入力され、入力された前記供給長さのデータが予めプログラムされたランダムな長さに到達した時点で前記切断手段を作動させて前記第3の糸を切断させる制御手段と、前記スピンドルの下方に設けられた前記第1の糸に前記第2の糸によって前記ランダムな長さに切断された前記第3の糸が巻き付けられた糸を巻き取る巻き取り手段と、前記スピンドルと前記巻き取り手段との間に設けられた前記第3の糸が巻き付けられずに巻き取られた部分の長さを測定する間隔測長手段とを具備し、前記制御手段は、前記切断手段を作動させると同時に前記供給長さ測長手段を停止させるとともに前記エアーノズルの空気圧を低下させ、前記間隔測長手段から前記第3の糸が巻き付けられずに巻き取られた部分の長さのデータが前記制御手段に入力され、入力されたデータが予めプログラムされたランダムな長さに到達した時点で前記供給長さ測長手段を再び回転させるとともに前記エアーノズルの空気圧を上昇させるものである。
【0029】
請求項19の発明にかかる電磁波シールド糸は、可紡性繊維からなる芯糸と、前記芯糸に対して間隔をおいて配置されたカーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線と、前記可紡性繊維からなる撚り糸とを具備し、前記可紡性繊維からなる芯糸に間隔をおいて前記カーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線が前記可紡性繊維からなる撚り糸によって前記芯糸に沿って一体に固定されてなるものである。
【0030】
ここで、「可紡性繊維」としては、通常は、木綿、絹、麻、羊毛、ナイロン、ビニロン、ポリエステル繊維、アクリル繊維、塩化ビニリデン繊維、アセテート、レーヨン等の有機質繊維、ガラス繊維等の無機質繊維またはこれらの繊維を混用することができる。また、「芯糸」と「撚り糸」は同一の「可紡性繊維」からなるものでも良く、互いに異なる「可紡性繊維」からなるものでも良い。更に、「芯糸」と「撚り糸」は同じ太さでも良く、一方が他方より太くても構わない。また、「金属線」としては、ステンレス線、銅線、亜鉛メッキした銅線、等がある。
【0031】
請求項20の発明にかかる電磁波シールド糸は、可紡性繊維からなる芯糸と、前記芯糸に対して間隔をおいて配置されたカーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線と、前記可紡性繊維からなる撚り糸とを具備し、前記可紡性繊維からなる芯糸に前記可紡性繊維からなる撚り糸を連続的に巻き付けながら、間隔をおいて前記カーボン繊維からなるランダムな長さに切断されたカーボン糸またはランダムな長さに切断された金属線が前記芯糸に沿って供給されることによって、前記切断されたカーボン糸または前記切断された金属線が前記撚り糸によって前記芯糸に沿って一体に固定されてなるものである。
【0032】
ここで、「可紡性繊維」としては、通常は、木綿、絹、麻、羊毛、ナイロン、ビニロン、ポリエステル繊維、アクリル繊維、塩化ビニリデン繊維、アセテート、レーヨン等の有機質繊維、ガラス繊維等の無機質繊維またはこれらの繊維を混用することができる。また、「芯糸」と「撚り糸」は同一の「可紡性繊維」からなるものでも良く、互いに異なる「可紡性繊維」からなるものでも良い。更に、「芯糸」と「撚り糸」は同じ太さでも良く、一方が他方より太くても構わない。また、「金属線」としては、ステンレス線、銅線、亜鉛メッキした銅線等が使用できる。
【0033】
請求項21の発明にかかる電磁波シールド糸は、請求項19または請求項20に記載の電磁波シールド糸に全長に亘って有機合成樹脂またはゴムまたはエラストマーをコーティングしてなるものである。
【0034】
ここで、「有機合成樹脂」としては、ポリエチレン、ポリプロピレン、アクリル樹脂、塩化ビニル樹脂等の熱可塑性樹脂や、フェノール樹脂、エポキシ樹脂等の熱硬化性樹脂がある。また、「エラストマー」とは広義には「弾性の顕著な高分子物質」を言い、天然ゴムや合成ゴムも含まれるが、ここではゴムを含まない狭義のエラストマーを意味するものとする。
【0035】
請求項22の発明にかかる電磁波シールド糸は、請求項19または請求項20に記載の電磁波シールド糸の全長に亘って誘電率の高い繊維を巻き付けた後に全長に亘って有機合成樹脂またはゴムまたはエラストマーをコーティングしてなるものである。
【0036】
ここで、「誘電率の高い繊維」としては、ガラス繊維や、可紡性繊維に誘電率の高いセラミックスを練り込んだものまたは貼り付けたもの、等がある。また、「有機合成樹脂」としては、ポリエチレン、ポリプロピレン、アクリル樹脂、塩化ビニル樹脂等の熱可塑性樹脂や、フェノール樹脂、エポキシ樹脂等の熱硬化性樹脂がある。更に、「エラストマー」とは広義には「弾性の顕著な高分子物質」を言い、天然ゴムや合成ゴムも含まれるが、ここではゴムを含まない狭義のエラストマーを意味する。
【0037】
請求項23の発明にかかる電磁波シールド糸は、請求項19または請求項20に記載の電磁波シールド糸の全長に亘ってフッ素樹脂をコーティングしてなるものである。ここで、フッ素樹脂をコーティングする方法としては、液状のフッ素樹脂をスプレーする方法や、フッ素樹脂溶液に浸漬する方法や、気体状のフッ素樹脂を焼き付ける方法等がある。
【0038】
請求項24の発明にかかる電磁波シールド糸の製造方法は、可紡性繊維からなる芯糸に可紡性繊維からなる撚り糸を連続的に巻き付ける糸撚り工程と、該糸撚り工程と並行して前記芯糸に沿ってカーボン繊維からなるカーボン糸または金属線を供給する電磁波シールド材供給工程と、該電磁波シールド材供給工程によって供給されたカーボン糸または金属線をランダムな長さに切断する切断工程とを具備し、前記糸撚り工程と前記電磁波シールド材供給工程と前記切断工程とを繰り返すものである。
【0039】
請求項25の発明にかかる電磁波シールド糸の製造装置は、可紡性繊維からなる芯糸が巻き付けられ、前記芯糸を供給する芯糸供給手段と、可紡性繊維からなる撚り糸が巻き付けられ、前記撚り糸を供給する撚り糸供給手段と、前記撚り糸供給手段を回転させる回転モータ付きのスピンドルであって、前記撚り糸供給手段を回転させることによって前記芯糸供給手段から供給される前記芯糸に前記撚り糸供給手段から供給される前記撚り糸を前記スピンドルの上端近傍で巻き付けて前記スピンドルの上端から下端まで貫通した貫通孔を通して下方へガイドするスピンドルと、電磁波シールド材としてのカーボン繊維からなるカーボン糸または電磁波シールド材としての金属線が巻き付けられ、前記スピンドルの上端近傍へ前記カーボン糸または前記金属線の先端を供給する電磁波シールド材供給手段と、前記カーボン糸または前記金属線が貫通しており前記カーボン糸または前記金属線の先端を前記スピンドルの上端近傍の前記芯糸に前記撚り糸が巻き付けられる位置へ送り出すエアーノズルと、前記スピンドルの上端と前記エアーノズルとの間に設けられた前記カーボン糸または前記金属線を切断する切断手段と、前記カーボン糸または前記金属線の供給長さを測定する供給長さ測長手段と、該供給長さ測長手段によって測定された前記カーボン糸または前記金属線の供給長さのデータが入力され、入力された前記供給長さのデータが予めプログラムされたランダムな長さに到達した時点で前記切断手段を作動させて前記カーボン糸または前記金属線を切断させる制御手段と、前記スピンドルの下方に設けられた前記芯糸に前記撚り糸によって前記ランダムな長さに切断された前記カーボン糸または前記金属線が巻き付けられた電磁波シールド電波吸収糸を巻き取る電磁波シールド糸巻き取り手段と、前記スピンドルと前記電磁波シールド糸巻き取り手段との間に設けられた前記カーボン糸または前記金属線が巻き付けられずに巻き取られた前記電磁波シールド糸の部分の長さを測定する間隔測長手段とを具備し、前記制御手段は、前記切断手段を作動させると同時に前記供給長さ測長手段を停止させるとともに前記エアーノズルの空気圧を低下させ、前記間隔測長手段から前記カーボン糸または前記金属線が巻き付けられずに巻き取られた前記電磁波シールド糸の部分の長さのデータが前記制御手段に入力され、入力されたデータが予めプログラムされたランダムな長さに到達した時点で前記供給長さ測長手段を再び回転させるとともに前記エアーノズルの空気圧を上昇させるものである。
【発明の効果】
【0040】
請求項1の発明にかかる電波吸収糸は、可紡性繊維からなる芯糸と、芯糸に対して間隔をおいて配置されたカーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線と、可紡性繊維からなる撚り糸とを具備し、可紡性繊維からなる芯糸に間隔をおいてカーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線が可紡性繊維からなる撚り糸によって芯糸に沿って一体に固定されてなる。
【0041】
ここで、「可紡性繊維」としては、通常は、木綿、絹、麻、羊毛、ナイロン、ビニロン、ポリエステル繊維、アクリル繊維、塩化ビニリデン繊維、アセテート、レーヨン等の有機質繊維、ガラス繊維等の無機質繊維またはこれらの繊維を混用することができる。また、「芯糸」と「撚り糸」は同一の「可紡性繊維」からなるものでも良く、互いに異なる「可紡性繊維」からなるものでも良い。更に、「芯糸」と「撚り糸」は同じ太さでも良く、一方が他方より太くても構わない。また、「金属線」としては、ステンレス線、銅線、亜鉛メッキした銅線、等がある。
【0042】
このように、可紡性繊維からなる芯糸にランダムな長さのカーボン糸またはランダムな長さの金属線が、可紡性繊維からなる撚り糸によって間隔をおいて多数本一体に固定された糸とすることによって、ランダムな長さのカーボン繊維または金属線がそれぞれの長さに対応した電波を吸収するため、吸収帯域の広い電波吸収糸となる。したがって、かかる電波吸収糸を用いて織物を織れば、吸収帯域が広く電波吸収能力の高い電波吸収織物となる。
【0043】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも吸収帯域が広く電波吸収能力の高い電波吸収糸となる。
【0044】
請求項2の発明にかかる電波吸収糸は、可紡性繊維からなる芯糸と、前記芯糸に対して間隔をおいて配置されたカーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線と、前記可紡性繊維からなる撚り糸とを具備し、前記可紡性繊維からなる芯糸に前記可紡性繊維からなる撚り糸を連続的に巻き付けながら、間隔をおいて前記カーボン繊維からなるランダムな長さに切断されたカーボン糸またはランダムな長さに切断された金属線が前記芯糸に沿って供給されることによって、前記切断されたカーボン糸または前記切断された金属線が前記撚り糸によって前記芯糸に沿って一体に固定されてなるものである。
【0045】
ここで、「可紡性繊維」としては、通常は、木綿、絹、麻、羊毛、ナイロン、ビニロン、ポリエステル繊維、アクリル繊維、塩化ビニリデン繊維、アセテート、レーヨン等の有機質繊維、ガラス繊維等の無機質繊維またはこれらの繊維を混用することができる。また、「芯糸」と「撚り糸」は同一の「可紡性繊維」からなるものでも良く、互いに異なる「可紡性繊維」からなるものでも良い。更に、「芯糸」と「撚り糸」は同じ太さでも良く、一方が他方より太くても構わない。また、「金属線」としては、ステンレス線、銅線、亜鉛メッキした銅線、等がある。
【0046】
このように、可紡性繊維からなる芯糸にランダムな長さのカーボン糸またはランダムな長さの金属線が、可紡性繊維からなる撚り糸によって間隔をおいて多数本一体に固定された糸とすることによって、ランダムな長さのカーボン繊維または金属線がそれぞれの長さに対応した電波を吸収するため、吸収帯域の広い電波吸収糸となる。したがって、かかる電波吸収糸を用いて織物を織れば、吸収帯域が広く電波吸収能力の高い電波吸収織物となる。
【0047】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも吸収帯域が広く電波吸収能力の高い電波吸収糸となる。
【0048】
請求項3の発明にかかる電波吸収糸は、請求項1または請求項2に記載の電波吸収糸に全長に亘って有機合成樹脂またはゴムまたはエラストマーをコーティングしてなる。ここで、「有機合成樹脂」としては、ポリエチレン、ポリプロピレン、アクリル樹脂、塩化ビニル樹脂等の熱可塑性樹脂や、フェノール樹脂、エポキシ樹脂等の熱硬化性樹脂がある。また、「エラストマー」とは広義には「弾性の顕著な高分子物質」を言い、天然ゴムや合成ゴムも含まれるが、ここではゴムを含まない狭義のエラストマーを意味する。
【0049】
かかる構成の電波吸収糸は、全長に亘って有機合成樹脂またはゴムまたはエラストマーによってコーティングされているため耐水性に優れ、かかる電波吸収糸を織成してなる電波吸収織物は、シールしなくてもそのまま屋外で使用することができる。したがって、屋外における電波吸収の用途にも容易に使用することができる。
【0050】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも吸収帯域が広く電波吸収能力が高く、更に屋外でも使用することができる電波吸収糸となる。
【0051】
請求項4の発明にかかる電波吸収糸は、請求項1または請求項2に記載の電波吸収糸の全長に亘って誘電率の高い繊維を巻き付けた後に全長に亘って有機合成樹脂またはゴムまたはエラストマーをコーティングしてなる。ここで、「誘電率の高い繊維」としては、ガラス繊維や、可紡性繊維に誘電率の高いセラミックスを練り込んだものまたは貼り付けたもの、等がある。
【0052】
このように、ガラス繊維を始めとする誘電率の高い繊維を請求項1または請求項2に記載の電波吸収糸の全長に亘って巻き付けることによって、かかる電波吸収糸を織成してなる電波吸収織物を金属板・金網等と組み合わせて電波吸収構造体を形成する場合において、電波吸収織物と金属板・金網等との間隔を狭めることができるため、省スペースになる。そして、全長に亘って有機合成樹脂またはゴムまたはエラストマーによってコーティングされているため耐水性に優れ、かかる電波吸収糸を織成してなる電波吸収織物はシールしなくてもそのまま屋外で使用することができる。したがって、屋外における電波吸収の用途にも容易に使用することができる。
【0053】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも吸収帯域が広く電波吸収能力が高く、更に屋外でも使用することができる電波吸収糸となる。
【0054】
請求項5の発明にかかる電波吸収糸は、請求項1または請求項2に記載の電波吸収糸の全長に亘ってフッ素樹脂をコーティングしてなる。ここで、フッ素樹脂をコーティングする方法としては、液状のフッ素樹脂をスプレーする方法や、フッ素樹脂溶液に浸漬する方法や、気体状のフッ素樹脂を焼き付ける方法等がある。
【0055】
かかる構成の電波吸収糸は、全長に亘って撥水性を有するフッ素樹脂によってコーティングされているため耐水性に優れ、かかる電波吸収糸を織成してなる電波吸収織物は、シールしなくてもそのまま屋外で使用することができる。
【0056】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも吸収帯域が広く電波吸収能力が高く、更に屋外でも使用することができる電波吸収糸となる。
【0057】
請求項6の発明にかかる電波吸収織物は、請求項1乃至請求項5のいずれか1つに記載の電波吸収糸を織成してなる。上述の如く、請求項1乃至請求項5に記載の電波吸収糸は、いずれも可紡性繊維からなる芯糸にランダムな長さのカーボン糸またはランダムな長さの金属線が、可紡性繊維からなる撚り糸によって間隔をおいて多数本一体に固定された糸とすることによって、ランダムな長さのカーボン繊維または金属線がそれぞれの長さに対応した電波を吸収するため、吸収帯域の広い電波吸収糸となる。したがって、かかる電波吸収糸を用いて織物を織れば、吸収帯域が広く電波吸収能力の高い電波吸収織物となる。
【0058】
このようにして、可紡性繊維からなる芯糸にランダムな長さのカーボン糸またはランダムな長さの金属線が、可紡性繊維からなる撚り糸によって間隔をおいて多数本一体に固定された電波吸収糸を織成することによって、優れた電波吸収性能を有しながら、通常の織物と全く同じように織機で織ることができる電波吸収織物となる。
【0059】
請求項7の発明にかかる電波吸収織物は、請求項1乃至請求項5のいずれか1つに記載の電波吸収糸と可紡性繊維とを混合して織成してなる。電波吸収糸と可紡性繊維とを混合して織成しても、大きな電波吸収性能が劣化することはなく、屋内のカーテン等に使用する場合には、可紡性繊維を混合して織成した方が低コストでできて遮光効果も得られる。
【0060】
このようにして、可紡性繊維からなる芯糸にランダムな長さのカーボン糸またはランダムな長さの金属線が、可紡性繊維からなる撚り糸によって間隔をおいて多数本一体に固定された電波吸収糸を織成することによって、優れた電波吸収性能を有しながら、通常の織物と全く同じように織機で織ることができる電波吸収織物となる。
【0061】
請求項8の発明にかかる電波吸収シートは、請求項6または請求項7に記載の電波吸収織物を一枚または二枚以上重ねて二枚の薄い有機合成樹脂シートまたはゴムシートまたはエラストマーシートで挟んで加熱圧着してシート状にしたものである。これによって、耐水性のない電波吸収織物が雨等の水分に濡れることを防止して屋外での使用が可能な電波吸収シートとなる。
【0062】
このようにして、どのような場所にも設置が可能で、優れた電波吸収性能を有する電波吸収シートとなる。
【0063】
請求項9の発明にかかる電波吸収シートは、請求項6または請求項7に記載の電波吸収織物において互いに電波吸収糸の織り目の粗さの異なるものを二枚以上重ねて二枚の薄い有機合成樹脂シートまたはゴムシートまたはエラストマーシートで挟んで加熱圧着してシート状にしたものである。
【0064】
電波吸収織物の織り目の粗さが異なる場合には、最も大きな電波吸収を示す周波数帯域が異なる。従って、このような電波吸収織物を二枚以上重ねることによって、より広い周波数帯域に亘って優れた電波吸収性能を有する電波吸収シートとなる。そして、耐水性のない電波吸収織物が雨等の水分に濡れることを防止して屋外での使用が可能な電波吸収シートとなる。
【0065】
このようにして、より広い周波数帯域に亘って優れた電波吸収性能を有するとともに、どのような場所にも設置が可能で、優れた電波吸収性能を有する電波吸収シートとなる。
【0066】
請求項10の発明にかかる電波吸収シートにおいては、電波吸収織物は織り目が1mm以上200mm以下と粗く、二枚の薄い有機合成樹脂シートまたはゴムシートまたはエラストマーシートは透明である。
【0067】
このように電波吸収織物の織り目が1mm以上200mm以下と粗く、有機合成樹脂シートまたはゴムシートまたはエラストマーシートが透明であることによって、構成される電波吸収シートは透光性を有し、向こう側が見えるものとなる。従って、透光性を要求される用途にも、極めて適したものとなる。
【0068】
このようにして、優れた電波吸収性能を有するとともに、透光性を有し向こう側が見える電波吸収シートとなる。
【0069】
請求項11の発明にかかる電波吸収構造体は、請求項1乃至請求項5のいずれか1つに記載の電波吸収糸を枠体に互いに平行に所定間隔を空けて張り渡してなるものを2枚、間に誘電体シートを挟んで互いに張り渡した電波吸収糸が垂直になるように重ねてなる、または請求項1乃至請求項5のいずれか1つに記載の電波吸収糸を枠体に縦横及び/または斜め両方向に張り渡してなる。
【0070】
これによって、織機で織物を織らないでも、電波吸収糸を吸収しようとする電波の波長に合わせた所定間隔を空けて張り渡すことによって、優れた電波吸収性能を有する電波吸収構造体となる。そして、電波吸収糸のみを所定間隔を空けて張り渡しているため、透光性に優れ、向こう側が良く見える電波吸収構造体となる。また、請求項3乃至請求項5の電波吸収糸を枠体に張り渡してなる電波吸収構造体は、耐水性に優れているので屋外での使用にも適したものとなる。
【0071】
このようにして、簡単な構造で優れた電波吸収性能を有するとともに、透光性を有し向こう側が良く見える電波吸収構造体となる。
【0072】
請求項12の発明にかかる電波吸収構造体は、所定の内径を有するプラスチック製パイプの外周面に請求項1乃至請求項5のいずれか1つに記載の電波吸収糸を所定のピッチでZ方向及びS方向に巻き付けて固定し、プラスチック製パイプの内部に金属製の棒または金属製のパイプをプラスチック製パイプの中心線に沿ってプラスチック製パイプの両端に固定されるキャップに支持してなる。
【0073】
かかる構造を有する電波吸収構造体に入射した電波は、まずプラスチック製パイプの外周面の電波吸収糸によって一部が吸収され、プラスチック製パイプの内部の金属製の棒またはパイプによって反射されて、再び外周面の電波吸収糸によって吸収される。これによって、電波吸収構造体に対してどの方向から入射した電波をも強力に吸収することができる。
【0074】
プラスチック製パイプの所定の内径(正確には、内部の金属製の棒またはパイプの表面から外周面の電波吸収糸までの距離)及び電波吸収糸を巻き付ける所定のピッチは、吸収しようとする電波の波長に合わせて設定することによって、効率良く目的の波長の電波を吸収することができる。また、プラスチック製パイプとして透明なものを用いれば、透光性をも有する電波吸収構造体となる。
【0075】
このようにして、優れた電波吸収性能を有し、所定の波長の電波を特に強力に吸収することができる電波吸収構造体となる。
【0076】
請求項13の発明にかかる電波吸収構造体は、請求項12に記載の電波吸収構造体を所定間隔で複数本平行に配置してなる。
【0077】
これによって、広い面積に亘って電波を吸収することができ、所定間隔を吸収しようとする電波の波長に対応させることによって、より強力な電波吸収能力が発揮される。また、請求項12に記載の電波吸収構造体を所定間隔を空けて配置しているので、プラスチック製パイプとして透明なものを用いていない場合であっても、向こう側を見ることができる。
【0078】
このようにして、優れた電波吸収性能を有し、所定の波長の電波を特に強力に吸収することができる電波吸収構造体となる。
【0079】
請求項14の発明にかかる電波吸収糸の製造方法は、可紡性繊維からなる芯糸に可紡性繊維からなる撚り糸を連続的に巻き付ける糸撚り工程と、糸撚り工程と並行して芯糸に沿ってカーボン繊維からなるカーボン糸または金属線を供給する電波吸収材供給工程と、電波吸収材供給工程によって供給されたカーボン糸または金属線をランダムな長さに切断する切断工程とを具備し、糸撚り工程と電波吸収材供給工程と切断工程とを繰り返すものである。
【0080】
これによって、切断工程においてランダムな長さに切断されたカーボン糸または金属線が、可紡性繊維からなる撚り糸によって可紡性繊維からなる芯糸に沿って間隔をおいて固定されることになり、ランダムな長さのカーボン繊維または金属線がそれぞれの長さに対応した電波を吸収するため、吸収帯域の広い電波吸収糸を製造することができる。そして、一連の工程を繰り返すことによって、任意の長さの電波吸収糸を製造することができる。
【0081】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも吸収帯域が広く電波吸収能力の高い電波吸収糸の製造方法となる。
【0082】
請求項15の発明にかかる電波吸収糸の製造装置は、可紡性繊維からなる芯糸が巻き付けられ、芯糸を供給する芯糸供給手段と、可紡性繊維からなる撚り糸が巻き付けられ、撚り糸を供給する撚り糸供給手段と、撚り糸供給手段を回転させる回転モータ付きのスピンドルであって、撚り糸供給手段を回転させることによって芯糸供給手段から供給される芯糸に撚り糸供給手段から供給される撚り糸をスピンドルの上端近傍で巻き付けてスピンドルの上端から下端まで貫通した貫通孔を通して下方へガイドするスピンドルと、電波吸収材としてのカーボン繊維からなるカーボン糸または電波吸収材としての金属線が巻き付けられ、スピンドルの上端近傍へカーボン糸または金属線の先端を供給する電波吸収材供給手段と、カーボン糸または金属線が貫通しておりカーボン糸または金属線の先端をスピンドルの上端近傍の芯糸に撚り糸が巻き付けられる位置へ送り出すエアーノズルと、スピンドルの上端とエアーノズルとの間に設けられたカーボン糸または金属線を切断する切断手段と、カーボン糸または金属線の供給長さを測定する供給長さ測長手段と、供給長さ測長手段によって測定されたカーボン糸または金属線の供給長さのデータが入力され、入力された供給長さのデータが予めプログラムされたランダムな長さに到達した時点で切断手段を作動させてカーボン糸または金属線を切断させる制御手段と、スピンドルの下方に設けられた芯糸に撚り糸によってランダムな長さに切断されたカーボン糸または金属線が巻き付けられた電波吸収糸を巻き取る電波吸収糸巻き取り手段と、スピンドルと電波吸収糸巻き取り手段との間に設けられたカーボン糸または金属線が巻き付けられずに巻き取られた電波吸収糸の部分の長さを測定する間隔測長手段とを具備し、制御手段は、切断手段を作動させると同時に供給長さ測長手段を停止させるとともにエアーノズルの空気圧を低下させ、間隔測長手段からカーボン糸または金属線が巻き付けられずに巻き取られた電波吸収糸の部分の長さのデータが制御手段に入力され、入力されたデータが予めプログラムされたランダムな長さに到達した時点で供給長さ測長手段を再び回転させるとともにエアーノズルの空気圧を上昇させる。
【0083】
かかる電波吸収糸の製造装置においては、芯糸供給手段から供給される芯糸に撚り糸供給手段から供給される撚り糸が巻き付けられて、スピンドルの貫通孔を通して下方へガイドされて電波吸収糸巻き取り手段で巻き取られることによって、芯糸に撚り糸が巻き付けられたものが移動して行く。ここで、間隔測長手段からカーボン糸または金属線が巻き付けられずに巻き取られた電波吸収糸の部分の長さのデータが制御手段に入力され、入力されたデータが予めプログラムされたランダムな長さに到達した時点で、供給長さ測長手段が回転させられるとともにエアーノズルの空気圧が上昇させられて、カーボン糸または金属線の先端が芯糸に撚り糸が巻き付けられる位置へ送り出される。
【0084】
それとともに、芯糸に撚り糸によってカーボン糸または金属線が巻き付けられたものが移動して、供給長さ測長手段からカーボン糸または金属線の供給長さのデータが制御手段に入力され、入力された供給長さのデータが予めプログラムされたランダムな長さに到達した時点で、制御手段によって切断手段が作動させられてカーボン糸または金属線が切断される。これが繰り返されることによって、切断手段によってランダムな長さに切断されたカーボン糸または金属線が、可紡性繊維からなる撚り糸によって可紡性繊維からなる芯糸に沿って間隔をおいて固定された電波吸収糸が連続的に製造されることになり、ランダムな長さのカーボン繊維または金属線がそれぞれの長さに対応した電波を吸収するため、吸収帯域の広い電波吸収糸を製造することができる。そして、一連の工程を繰り返すことによって、任意の長さの電波吸収糸を製造することができる。
【0085】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも吸収帯域が広く電波吸収能力の高い電波吸収糸の製造装置となる。
【0086】
請求項16の発明にかかる電波吸収糸、電波吸収糸の製造方法または電波吸収糸の製造装置においては、ランダムな長さは電波吸収糸によって吸収しようとする電波の波長の二分の一の長さ±1mm〜±10mmの範囲内、より好ましくは±1mm〜±5mmの範囲内である。これによって、吸収しようとする電波の波長をピークとして、電波吸収帯域が大きく拡がった電波吸収糸が得られる。
【0087】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも吸収帯域が広く電波吸収能力の高い電波吸収糸、電波吸収糸の製造方法または電波吸収糸の製造装置となる。
【0088】
請求項17の発明にかかる電波吸収糸、電波吸収糸の製造方法または電波吸収糸の製造装置においては、金属線がステンレス線または亜鉛メッキした銅線である。ステンレス線及び亜鉛メッキした銅線は、耐水性があって錆び難く耐候性に優れているため、これらを金属線として用いた電波吸収糸は、コーティングしていない場合にもコーティングした場合にもより耐水性に優れ、屋外での使用に適したものとなる。
【0089】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも吸収帯域が広く電波吸収能力の高く、屋外での使用に適した電波吸収糸、電波吸収糸の製造方法または電波吸収糸の製造装置となる。
【0090】
請求項18の発明にかかる紡糸装置は、第1の糸が巻き付けられ、第1の糸を供給する第1の糸供給手段と、第2の糸が巻き付けられ、第2の糸を供給する第2の糸供給手段と、第2の糸供給手段を回転させる回転モータ付きのスピンドルであって、第2の糸供給手段を回転させることによって第1の糸供給手段から供給される第1の糸に第2の糸供給手段から供給される第2の糸をスピンドルの上端近傍で巻き付けてスピンドルの上端から下端まで貫通した貫通孔を通して下方へガイドするスピンドルと、第3の糸が巻き付けられ、スピンドルの上端近傍へ第3の糸の先端を供給する第3の糸供給手段と、第3の糸が貫通しており第3の糸の先端をスピンドルの上端近傍の第1の糸に第2の糸が巻き付けられる位置へ送り出すエアーノズルと、スピンドルの上端とエアーノズルとの間に設けられた第3の糸を切断する切断手段と、第3の糸の供給長さを測定する供給長さ測長手段と、供給長さ測長手段によって測定された第3の糸の供給長さのデータが入力され、入力された供給長さのデータが予めプログラムされたランダムな長さに到達した時点で切断手段を作動させて第3の糸を切断させる制御手段と、スピンドルの下方に設けられた第1の糸に第2の糸によってランダムな長さに切断された第3の糸が巻き付けられた糸を巻き取る巻き取り手段と、スピンドルと巻き取り手段との間に設けられた第3の糸が巻き付けられずに巻き取られた部分の長さを測定する間隔測長手段とを具備し、制御手段は、切断手段を作動させると同時に供給長さ測長手段を停止させるとともにエアーノズルの空気圧を低下させ、間隔測長手段から第3の糸が巻き付けられずに巻き取られた部分の長さのデータが制御手段に入力され、入力されたデータが予めプログラムされたランダムな長さに到達した時点で供給長さ測長手段を再び回転させるとともにエアーノズルの空気圧を上昇させる。
【0091】
かかる紡糸装置においては、第1の糸供給手段から供給される第1の糸に第2の糸供給手段から供給される第2の糸が巻き付けられて、スピンドルの貫通孔を通して下方へガイドされて巻き取り手段で巻き取られることによって、第1の糸に第2の糸が巻き付けられたものが移動して行く。ここで、間隔測長手段から第3の糸が巻き付けられずに巻き取られた部分の長さのデータが制御手段に入力され、入力されたデータが予めプログラムされたランダムな長さに到達した時点で、供給長さ測長手段が回転させられるとともにエアーノズルの空気圧が上昇させられて、第3の糸の先端が第1の糸に第2の糸が巻き付けられる位置へ送り出される。
【0092】
それとともに、第1の糸に第2の糸によって第3の糸が巻き付けられたものが移動して、供給長さ測長手段から第3の糸の供給長さのデータが制御手段に入力され、入力された供給長さのデータが予めプログラムされたランダムな長さに到達した時点で、制御手段によって切断手段が作動させられて第3の糸が切断される。これが繰り返されることによって、切断手段によってランダムな長さに切断された第3の糸が、第2の糸によって第1の糸に沿って間隔をおいて固定された糸が連続的に製造されることになる。そして、一連の工程を繰り返すことによって、任意の長さの糸を製造することができる。
【0093】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも特殊な構造を有する糸の紡糸装置となる。
【0094】
請求項19の発明にかかる電磁波シールド糸は、可紡性繊維からなる芯糸と、芯糸に対して間隔をおいて配置されたカーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線と、可紡性繊維からなる撚り糸とを具備し、可紡性繊維からなる芯糸に間隔をおいてカーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線が可紡性繊維からなる撚り糸によって芯糸に沿って一体に固定されてなる。
【0095】
ここで、「可紡性繊維」としては、通常は、木綿、絹、麻、羊毛、ナイロン、ビニロン、ポリエステル繊維、アクリル繊維、塩化ビニリデン繊維、アセテート、レーヨン等の有機質繊維、ガラス繊維等の無機質繊維またはこれらの繊維を混用することができる。また、「芯糸」と「撚り糸」は同一の「可紡性繊維」からなるものでも良く、互いに異なる「可紡性繊維」からなるものでも良い。更に、「芯糸」と「撚り糸」は同じ太さでも良く、一方が他方より太くても構わない。また、「金属線」としては、ステンレス線、銅線、亜鉛メッキした銅線、等がある。
【0096】
即ち、本発明にかかる電磁波シールド糸は、請求項1の発明にかかる電波吸収糸と同じ構造を有している。したがって、同じ方法で製造することができる。請求項1の発明にかかる電波吸収糸と同じ構造であっても、特殊な用途においては電磁波シールド糸として応用することができる。
【0097】
例えば、平板状のものを電磁波シールドする場合には、金属箔を細く切ったもの等を平板の表面に貼り付ければ電磁波シールドすることができるが、電力線のような長い円柱状の立体的な形状を有するものの場合には、金属箔を細く切ったもの等を表面に巻き付けても電磁波シールドすることができず、本発明にかかる電磁波シールド糸のような構造を有するものを巻き付けることによって、始めて効果的に電磁波シールドすることができる。
【0098】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも電磁波シールド特性の優れた電磁波シールド糸となる。
【0099】
請求項20の発明にかかる電磁波シールド糸は、可紡性繊維からなる芯糸と、芯糸に対して間隔をおいて配置されたカーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線と、可紡性繊維からなる撚り糸とを具備し、可紡性繊維からなる芯糸に可紡性繊維からなる撚り糸を連続的に巻き付けながら、間隔をおいてカーボン繊維からなるランダムな長さに切断されたカーボン糸またはランダムな長さに切断された金属線が芯糸に沿って供給されることによって、切断されたカーボン糸または切断された金属線が撚り糸によって芯糸に沿って一体に固定されてなる。
【0100】
ここで、「可紡性繊維」としては、通常は、木綿、絹、麻、羊毛、ナイロン、ビニロン、ポリエステル繊維、アクリル繊維、塩化ビニリデン繊維、アセテート、レーヨン等の有機質繊維、ガラス繊維等の無機質繊維またはこれらの繊維を混用することができる。また、「芯糸」と「撚り糸」は同一の「可紡性繊維」からなるものでも良く、互いに異なる「可紡性繊維」からなるものでも良い。更に、「芯糸」と「撚り糸」は同じ太さでも良く、一方が他方より太くても構わない。また、「金属線」としては、ステンレス線、銅線、亜鉛メッキした銅線等が使用できる。
【0101】
即ち、本発明にかかる電磁波シールド糸は、請求項2の発明にかかる電波吸収糸と同じ構造を有している。したがって、同じ方法で製造することができる。請求項2の発明にかかる電波吸収糸と同じ構造であっても、特殊な用途においては電磁波シールド糸として応用することができる。
【0102】
例えば、平板状のものを電磁波シールドする場合には、金属箔を細く切ったもの等を平板の表面に貼り付ければ電磁波シールドすることができるが、電力線のような長い円柱状の立体的な形状を有するものの場合には、金属箔を細く切ったもの等を表面に巻き付けても電磁波シールドすることができず、本発明にかかる電磁波シールド糸のような構造を有するものを巻き付けることによって、始めて効果的に電磁波シールドすることができる。
【0103】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも電磁波シールド特性の優れた電磁波シールド糸となる。
【0104】
請求項21の発明にかかる電磁波シールド糸は、請求項19または請求項20に記載の電磁波シールド糸に全長に亘って有機合成樹脂またはゴムまたはエラストマーをコーティングしてなる。
【0105】
ここで、「有機合成樹脂」としては、ポリエチレン、ポリプロピレン、アクリル樹脂、塩化ビニル樹脂等の熱可塑性樹脂や、フェノール樹脂、エポキシ樹脂等の熱硬化性樹脂がある。また、「エラストマー」とは広義には「弾性の顕著な高分子物質」を言い、天然ゴムや合成ゴムも含まれるが、ここではゴムを含まない狭義のエラストマーを意味するものとする。
【0106】
即ち、本発明にかかる電磁波シールド糸は、請求項3の発明にかかる電波吸収糸と同じ構造を有している。したがって、同じ方法で製造することができる。請求項3の発明にかかる電波吸収糸と同じ構造であっても、特殊な用途においては電磁波シールド糸として応用することができる。
【0107】
例えば、平板状のものを電磁波シールドする場合には、金属箔を細く切ったもの等を平板の表面に貼り付ければ電磁波シールドすることができるが、電力線のような長い円柱状の立体的な形状を有するものの場合には、金属箔を細く切ったもの等を表面に巻き付けても電磁波シールドすることができず、本発明にかかる電磁波シールド糸のような構造を有するものを巻き付けることによって、始めて効果的に電磁波シールドすることができる。
【0108】
そして、かかる構成の電磁波シールド糸は、全長に亘って有機合成樹脂またはゴムまたはエラストマーによってコーティングされているため耐水性に優れ、シールしなくてもそのまま屋外で使用することができる。したがって、屋外における電磁波シールドの用途にも容易に使用することができる。
【0109】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかもそのまま屋外で使用することができる電磁波シールド特性の優れた電磁波シールド糸となる。
【0110】
請求項22の発明にかかる電磁波シールド糸は、請求項19または請求項20に記載の電磁波シールド糸の全長に亘って誘電率の高い繊維を巻き付けた後に全長に亘って有機合成樹脂またはゴムまたはエラストマーをコーティングしてなるものである。
【0111】
ここで、「誘電率の高い繊維」としては、ガラス繊維や、可紡性繊維に誘電率の高いセラミックスを練り込んだものまたは貼り付けたもの、等がある。また、「有機合成樹脂」としては、ポリエチレン、ポリプロピレン、アクリル樹脂、塩化ビニル樹脂等の熱可塑性樹脂や、フェノール樹脂、エポキシ樹脂等の熱硬化性樹脂がある。更に、「エラストマー」とは広義には「弾性の顕著な高分子物質」を言い、天然ゴムや合成ゴムも含まれるが、ここではゴムを含まない狭義のエラストマーを意味する。
【0112】
即ち、本発明にかかる電磁波シールド糸は、請求項4の発明にかかる電波吸収糸と同じ構造を有している。したがって、同じ方法で製造することができる。請求項4の発明にかかる電波吸収糸と同じ構造であっても、特殊な用途においては電磁波シールド糸として応用することができる。
【0113】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかもそのまま屋外で使用することができる電磁波シールド特性の優れた電磁波シールド糸となる。
【0114】
請求項23の発明にかかる電磁波シールド糸は、請求項19または請求項20に記載の電磁波シールド糸の全長に亘ってフッ素樹脂をコーティングしてなるものである。ここで、フッ素樹脂をコーティングする方法としては、液状のフッ素樹脂をスプレーする方法や、フッ素樹脂溶液に浸漬する方法や、気体状のフッ素樹脂を焼き付ける方法等がある。
【0115】
即ち、本発明にかかる電磁波シールド糸は、請求項5の発明にかかる電波吸収糸と同じ構造を有している。したがって、同じ方法で製造することができる。請求項5の発明にかかる電波吸収糸と同じ構造であっても、特殊な用途においては電磁波シールド糸として応用することができる。そして、かかる構成の電磁波シールド糸は、全長に亘って撥水性を有するフッ素樹脂によってコーティングされているため耐水性に優れ、シールしなくてもそのまま屋外で使用することができる。
【0116】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかもそのまま屋外で使用することができる電磁波シールド特性の優れた電磁波シールド糸となる。
【0117】
請求項24の発明にかかる電磁波シールド糸の製造方法は、可紡性繊維からなる芯糸に可紡性繊維からなる撚り糸を連続的に巻き付ける糸撚り工程と、糸撚り工程と並行して芯糸に沿ってカーボン繊維からなるカーボン糸または金属線を供給する電磁波シールド材供給工程と、電磁波シールド材供給工程によって供給されたカーボン糸または金属線をランダムな長さに切断する切断工程とを具備し、糸撚り工程と電磁波シールド材供給工程と切断工程とを繰り返すものである。
【0118】
即ち、本発明にかかる電磁波シールド糸の製造方法は、請求項14の発明にかかる電波吸収糸の製造方法と実質的には同じである。したがって、同様の構造を有する糸が製造されるが、請求項14の発明にかかる電波吸収糸の製造方法による電波吸収糸と同じ構造であっても、特殊な用途においては電磁波シールド糸として応用することができる。
【0119】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、電磁波シールド特性の優れた電磁波シールド糸の製造方法となる。
【0120】
請求項25の発明にかかる電磁波シールド糸の製造装置は、可紡性繊維からなる芯糸が巻き付けられ、芯糸を供給する芯糸供給手段と、可紡性繊維からなる撚り糸が巻き付けられ、撚り糸を供給する撚り糸供給手段と、撚り糸供給手段を回転させる回転モータ付きのスピンドルであって、撚り糸供給手段を回転させることによって芯糸供給手段から供給される芯糸に撚り糸供給手段から供給される撚り糸をスピンドルの上端近傍で巻き付けてスピンドルの上端から下端まで貫通した貫通孔を通して下方へガイドするスピンドルと、電磁波シールド材としてのカーボン繊維からなるカーボン糸または電磁波シールド材としての金属線が巻き付けられ、スピンドルの上端近傍へカーボン糸または金属線の先端を供給する電磁波シールド材供給手段と、カーボン糸または金属線が貫通しておりカーボン糸または金属線の先端をスピンドルの上端近傍の芯糸に撚り糸が巻き付けられる位置へ送り出すエアーノズルと、スピンドルの上端とエアーノズルとの間に設けられたカーボン糸または金属線を切断する切断手段と、カーボン糸または金属線の供給長さを測定する供給長さ測長手段と、供給長さ測長手段によって測定されたカーボン糸または金属線の供給長さのデータが入力され、入力された供給長さのデータが予めプログラムされたランダムな長さに到達した時点で切断手段を作動させてカーボン糸または金属線を切断させる制御手段と、スピンドルの下方に設けられた芯糸に撚り糸によってランダムな長さに切断されたカーボン糸または金属線が巻き付けられた電磁波シールド糸を巻き取る電磁波シールド糸巻き取り手段と、スピンドルと電磁波シールド糸巻き取り手段との間に設けられたカーボン糸または金属線が巻き付けられずに巻き取られた電磁波シールド糸の部分の長さを測定する間隔測長手段とを具備し、制御手段は、切断手段を作動させると同時に供給長さ測長手段を停止させるとともにエアーノズルの空気圧を低下させ、間隔測長手段からカーボン糸または金属線が巻き付けられずに巻き取られた電磁波シールド糸の部分の長さのデータが制御手段に入力され、入力されたデータが予めプログラムされたランダムな長さに到達した時点で供給長さ測長手段を再び回転させるとともにエアーノズルの空気圧を上昇させる。
【0121】
即ち、本発明にかかる電磁波シールド糸の製造装置は、請求項15の発明にかかる電波吸収糸の製造装置と実質的には同じである。したがって、同様の構造を有する糸が製造されるが、請求項15の発明にかかる電波吸収糸の製造装置による電波吸収糸と同じ構造であっても、特殊な用途においては電磁波シールド糸として応用することができる。
【0122】
このようにして、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、電磁波シールド特性の優れた電磁波シールド糸の製造装置となる。
【発明を実施するための最良の形態】
【0123】
以下、本発明の実施の形態について、図面を参照しつつ説明する。
【0124】
実施の形態1
まず、本発明の実施の形態1について、図1乃至図3を参照して説明する。図1(a)は本発明の実施の形態1にかかる電波吸収糸の一部分の外観を示す部分平面図、(b)は電波吸収糸の部分拡大図、(c)は更に拡大して示す部分拡大図である。図2は本発明の実施の形態1にかかる電波吸収糸の製造装置の全体構成を示す模式図である。図3(a)は本発明の実施の形態1にかかる電波吸収織物の全体構成を示す斜視図、(b)は本発明の実施の形態1にかかる電波吸収シートの製造方法を示す斜視図、(c)は本発明の実施の形態1にかかる電波吸収シートの全体構成を示す斜視図である。
【0125】
図1に示されるように、本実施の形態1にかかる電波吸収糸1は、可紡性繊維としてのポリエステル繊維からなる芯糸2と、可紡性繊維としてのポリエステル繊維からなる撚り糸3と、カーボン繊維からなるカーボン糸4とによって構成されている。即ち、芯糸2に間隔をおいてカーボン繊維からなるランダムな長さのカーボン糸4が撚り糸3によって芯糸2に沿って一体に固定されてなるものである。カーボン糸4の長さは、25mm±5mm、即ち20mm〜30mmの範囲内でランダムな長さになるように設定されている。即ち、ETCシステムで用いられる5.8GHzの電波の波長(約25mm)を中心とした波長の電波を吸収するように製造されている。
【0126】
次に、本実施の形態1にかかる電波吸収糸1の製造装置及び製造方法について、図2を参照して説明する。図2に示されるように、本実施の形態1にかかる電波吸収糸1の製造装置21は、芯糸2が巻き付けられ、芯糸2を供給する芯糸供給手段としての芯糸ボビン26と、撚り糸3が巻き付けられ、撚り糸3を供給する撚り糸供給手段としての撚り糸ボビン27と、撚り糸ボビン27を回転させる回転モータ29付きのスピンドル28であって、撚り糸ボビン27を回転させることによって芯糸ボビン26から供給される芯糸2に撚り糸ボビン27から供給される撚り糸3をスピンドル28の上端近傍で巻き付けてスピンドル28の上端から下端まで貫通した貫通孔を通して下方へガイドするスピンドル28と、電波吸収材としてのカーボン繊維からなるカーボン糸4が巻き付けられ、スピンドル28の上端近傍へカーボン糸4の先端を供給する電波吸収材供給手段としてのカーボン糸ボビン22とを具備している。
【0127】
更に、カーボン糸4が貫通しておりカーボン糸4の先端をスピンドル28の上端近傍の芯糸2に撚り糸3が巻き付けられる位置へ送り出すエアーノズル24と、スピンドル28の上端とエアーノズル24との間に設けられたカーボン糸4を切断する切断手段としてのカッター25と、カーボン糸4の供給長さを測定する供給長さ測長手段としての1対の回転ローラ23とを具備している。1対の回転ローラ23には、測長用のロータリーエンコーダーが内蔵されている。
【0128】
1対の回転ローラ23によって測定されたカーボン糸4の供給長さのデータは、制御手段としてのパソコン30に入力され、入力された供給長さのデータが予めプログラムされたランダムな長さに到達した時点で、パソコン30がカッター25を作動させてカーボン糸4を切断する。スピンドル28の下方には、芯糸2に撚り糸3によってカーボン糸4が巻き付けられた電波吸収糸1を巻き取る電波吸収糸巻き取り手段としての巻き取りローラ32が設けられており、スピンドル28と巻き取りローラ32との間には、カーボン糸4が巻き付けられずに巻き取られた電波吸収糸1の部分の長さを測定する間隔測長手段としての1対の回転ローラ31が設けられている。この1対の回転ローラ31にも、測長用のロータリーエンコーダーが内蔵されている。
【0129】
かかる構成を有する本実施の形態1にかかる電波吸収糸1の製造装置21においては、芯糸2及び芯糸2に巻き付けられる撚り糸3は、回転モータ33によって回転する巻き取りローラ32に巻き取られることによって、それぞれ芯糸ボビン26,撚り糸ボビン27から引き出される。一方、撚り糸3によって芯糸2に巻き付け固定されるカーボン糸4は、供給長さ測長手段としての1対の回転ローラ23によってカーボン糸ボビン22から引き出され、エアーノズル24を貫通してエアーノズル24の空気圧(3kgf/cm2〜6kgf/cm2 )によって真っ直ぐに芯糸2に撚り糸3が巻き付けられる位置に、先端が供給される。
【0130】
供給されたカーボン糸4の先端は、スピンドル28の回転によって回転する撚り糸3に巻き込まれて、撚り糸3によって芯糸2に巻き付けられ、芯糸2,撚り糸3とともに巻き取りローラ32に巻き取られることによって、下方へ移動していく。ここで、カーボン糸4は、撚り糸3に巻き込まれた後にカッター25によって切断される。即ち、供給長さ測長手段としての1対の回転ローラ23からパソコン30に入力される供給長さデータが、予めパソコン30にプログラムされた長さに達した時点で、パソコン30からカッター25に作動信号が送られて、カッター25を作動させてカーボン糸4を切断する。
【0131】
カーボン糸4が切断されると同時に、エアーノズル24の空気圧が0.5kgf/cm2 程度にまで下げられるとともに、供給長さ測長手段としての1対の回転ローラ23の回転も停止して、芯糸2に撚り糸3が巻き付けられる位置にカーボン糸4の先端が供給されなくなる。これによって、カーボン糸4が固定されずに芯糸2に撚り糸3が巻き付けられたもののみが、下方へ移動していく。この長さが、間隔測長手段としての1対の回転ローラ31によって測定され、パソコン30に入力されて、この間隔長さデータが予めパソコン30にプログラムされた長さに達した時点で、1対の回転ローラ23が再び回転するとともにエアーノズル24の空気圧が3kgf/cm2〜6kgf/cm2 に上昇して、再び芯糸2に撚り糸3が巻き付けられる位置にカーボン糸4の先端が供給される。
【0132】
図2に示されるように、このようなエアーノズル24の空気圧の増減、供給長さ測長手段としての1対の回転ローラ23の回転及び停止は、パソコン30から送られる制御信号によって制御される。かかる工程を繰り返すことによって、本実施の形態1にかかる電波吸収糸1の製造装置21は、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも吸収帯域が広く電波吸収能力の高い電波吸収糸1を製造することができる。
【0133】
なお、エアーノズル24の空気圧の上昇及び1対の回転ローラ23の再回転の際には、巻き取りローラ32による巻き取りを一旦停止させても良い。これによって、1対の回転ローラ23による供給長さの測長の精度が向上するという利点が得られる。しかし、制御手段としてのパソコン30によるデータの受信及び制御信号の送信が正確であれば、1対の回転ローラ23による供給長さの測長の精度が低下することはないので、巻き取りの一旦停止を行わずに連続的に運転した方が電波吸収糸1の紡糸効率は向上する。
【0134】
請求項18の発明にかかる紡糸装置の具体例が、この本実施の形態1にかかる電波吸収糸1の製造装置21である。即ち、請求項18の発明にかかる紡糸装置において、第1の糸が本実施の形態1にかかる芯糸2であり、第2の糸が本実施の形態1にかかる撚り糸3であり、第3の糸が本実施の形態1にかかるカーボン糸4である。請求項18の発明にかかる紡糸装置においては、本実施の形態1に限られるものではなく、第1の糸、第2の糸、第3の糸は、それぞれどのような糸でも用いることができる。
【0135】
次に、電波吸収糸1を織成してなる電波吸収織物とその電波吸収織物を用いて作製される電波吸収シートについて、図3を参照して説明する。図3(a)に示されるように、本実施の形態1にかかる電波吸収織物10は、図1に示され、図2の製造装置21によって製造される電波吸収糸1を、通常の織機で縦横に織ってなるものである。この電波吸収織物10単独でも、ETCシステムで用いられる5.8GHzの電波の波長(約25mm)を中心とした波長の電波を、広い帯域に亘って十分に吸収することができる。
【0136】
更に、屋外等での使用を考えて、図3(b)に示されるように、この電波吸収織物10を薄い有機合成樹脂シートとしてのポリプロピレンシート11で上下から挟んで、アイロンを全面に掛けて上下のポリプロピレンシート11を加熱接着させる。これによって、図3(c)に示されるように、ETCシステムで用いられる5.8GHzの電波を中心に広い帯域の電波吸収特性を有し、耐水性に優れ、耐候性に優れた電波吸収シート12が作製される。
【0137】
このようにして、本実施の形態1にかかる電波吸収糸1、電波吸収織物10、電波吸収シート12は、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも吸収帯域が広く電波吸収能力の高い電波吸収糸、及びその電波吸収糸を織成してなる電波吸収織物、更に電波吸収織物を使用してなる電波吸収シートとなる。また、本実施の形態1にかかる電波吸収糸1の製造装置21は、電波吸収糸1を可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができる。
【0138】
実施の形態2
次に、本発明の実施の形態2について、図4及び図5を参照して説明する。図4(a)は本発明の実施の形態2にかかる電波吸収糸の一部分を拡大して示す部分拡大図、(b)は本発明の実施の形態2の変形例にかかる電波吸収糸の一部分を拡大して示す部分拡大図である。図5(a)は本発明の実施の形態2にかかる電波吸収糸の電波吸収特性を測定するための供試体の外観を示す斜視図、(b)は本発明の実施の形態2にかかる電波吸収糸の電波吸収特性を示すグラフである。
【0139】
図4(a)に示されるように、本実施の形態2にかかる電波吸収糸5は、上記実施の形態1にかかる電波吸収糸1の全長に亘って有機合成樹脂としてのポリエチレン6をコーティングしてなるものである。また、図4(b)に示されるように、本実施の形態2の変形例にかかる電波吸収糸7は、上記実施の形態1にかかる電波吸収糸1の全長に亘ってガラス繊維8を巻き付けた後に、全長に亘って有機合成樹脂としてのポリエチレン6をコーティングしてなるものである。
【0140】
ポリエチレン6をコーティングする方法としては、ポリエチレン6を有機溶媒に溶解させた溶液、またはポリエチレン6を加熱して融解させた融液に、上記実施の形態1にかかる電波吸収糸1、または図4(b)に示される電波吸収糸1の全長に亘ってガラス繊維8を巻き付けたものを浸漬する方法等によれば良い。
【0141】
ポリエチレン溶液に浸漬する方法を採った場合には、引き上げて乾燥して有機溶媒を除去することによって、またポリエチレン融液に浸漬する方法を採った場合には引き上げて冷却することによって、図4(a),(b)に示される電波吸収糸5,7を得ることができる。ここで、本実施の形態2の変形例にかかる電波吸収糸7においては、図4(b)に示されるように、まず電波吸収糸1の全長に亘ってガラス繊維8を巻き付けているために、高温のポリエチレン融液に浸漬しても、可紡性繊維としてのポリエステル繊維からなる芯糸2,撚り糸3が融解したりすることはない。
【0142】
かかる構成の電波吸収糸5,7は、全長に亘ってポリエチレン6によってコーティングされているため耐水性に優れ、かかる電波吸収糸5,7を織成してなる電波吸収織物は、シールしなくてもそのまま屋外で使用することができる。このように、電波吸収糸1をポリエチレン6でコーティングすることによって、より大きな電波吸収性能を有しながら耐水性に優れ、可紡性繊維と全く同じように織機で織物を織ることができる。
【0143】
次に、かかる構成の電波吸収糸5の電波吸収特性の試験方法及び試験結果について、図5を参照して説明する。図5(a)に示されるように、本実施の形態2にかかる電波吸収糸5の電波吸収特性を測定するために、略正方形の薄いベニヤ板13の表面に電波吸収糸5を縦横斜めに固定した供試体15を作製した。電波吸収糸5の縦横のピッチは約20mmと粗くした。この供試体15に対して略垂直に電波を照射して、KEC法によって電波吸収特性を測定した。その結果を、図5(b)に示す。
【0144】
図5(b)に示されるように、供試体15の二箇所に電波を照射して電波吸収特性を測定したところ、曲線L1,L2に示されるように、測定箇所によって電波吸収のピークを示す周波数が異なるが、いずれも最大約35dBという大きな電波吸収特性を示した。このように測定箇所によって電波吸収のピークがずれるのは、薄いベニヤ板13の反りが原因と考え、次に供試体15を別のベニヤ板で押さえつけながら電波吸収特性を測定したところ、曲線L3に示されるように、電波吸収のピークは約20dBに低下したが電波吸収の周波数帯域は拡がることが分かった。
【0145】
このように、電波吸収糸5の縦横のピッチを約20mmと粗くしても最大約35dBという大きな電波吸収特性が得られることから、よりピッチを細かくした電波吸収織物を電波吸収糸5で織ることによって、更に大きな電波吸収特性が得られるものと考えられる。
【0146】
このようにして、本実施の形態2にかかる電波吸収糸5,7は、可紡性繊維からなる通常の糸を紡糸するのと同様に容易に紡糸することができ、可紡性繊維からなる通常の糸と同様に細くて軽く、可紡性繊維と全く同じように織機で織物を織ることができ、しかも吸収帯域が広く電波吸収能力が高く、更に屋外でも使用することができる。
【0147】
実施の形態3
次に、本発明の実施の形態3について、図6乃至図8を参照して説明する。
【0148】
図6(a)は本発明の実施の形態3にかかる電波吸収構造体の製造方法を示す分解斜視図、(b)は本発明の実施の形態3の第1変形例にかかる電波吸収構造体の全体構成を示す斜視図である。図7(a)は本発明の実施の形態3の第1変形例にかかる電波吸収構造体の製造方法を示す分解斜視図、(b)は本発明の実施の形態3の第1変形例にかかる電波吸収構造体の全体構成を示す斜視図である。図8(a)は本発明の実施の形態3の第2変形例にかかる電波吸収構造体の製造方法を示す分解斜視図、(b)は本発明の実施の形態3の第2変形例にかかる電波吸収構造体の全体構成を示す斜視図である。
【0149】
まず、本実施の形態3にかかる電波吸収構造体及びその製造方法について、図6を参照して説明する。図6(a)に示されるように、本実施の形態3にかかる電波吸収構造体に使用される電波吸収織物10Aは、上記実施の形態1にかかる電波吸収糸1の全長に亘ってフッ素樹脂をコーティングした電波吸収糸1Aを用いて、5mm間隔の格子状に織成されたものである。ここで、フッ素樹脂をコーティングする方法としては、電波吸収糸1をフッ素樹脂溶液中に浸漬してから引き上げて溶媒を除去する方法でも良いし、気体状のフッ素樹脂を焼き付ける方法によっても良い。
【0150】
更に、図6(a)に示されるように、電波吸収織物10Aと同一の寸法の金属製の網としてのステンレス製の金網45を用意する。ここで、ステンレス製の金網45は、電波吸収織物10Aと重ねた場合に優れた透光性を有し、向こう側が良く見えるようにするために、できるだけ細いステンレス線からなるものが好ましい。また、電波を反射する役割を果たすものであるため、金網45の網目は細かい方が好ましい。本実施の形態3においては、太さ0.5mmのステンレス線からなり、網目が2mm〜3mmのステンレス製の金網45を用いた。
【0151】
図6(b)に示されるように、これらの電波吸収織物10Aとステンレス製の金網45とを、強化プラスチックの枠体44の両面にそれぞれ取付けて、枠体44の厚さ(10mm)だけの間隔を空けて対向するように構成する。これによって、本実施の形態3にかかる電波吸収構造体43が完成する。このような構成を有する本実施の形態3にかかる電波吸収構造体43は、主として屋内用に用いられる。例えば、電波吸収構造体43の上面の電波吸収織物10Aの上に薄い木板を貼って、家屋の壁面の構造材(壁面パネル)として応用することができる。
【0152】
次に、上記実施の形態2にかかる構成の電波吸収糸5を用いた本実施の形態3の第1変形例にかかる電波吸収構造体及びその製造方法について、図7を参照して説明する。図7(a)に示されるように、細いステンレス製パイプからなる枠体43に電波吸収糸5を2〜3mmの間隔を空けて平行に張ったものを2枚作製する。そして、枠体43に張った電波吸収糸5の向きが互いに垂直になるように、間にガラス繊維からなる誘電体シート44を挟んで、これら2枚を接着する。
【0153】
こうして製造された電波吸収構造体を、図7(b)に示されるように、強化プラスチック製の枠体47の上面に固定し、図7(a)に示される金属製の網としてのステンレス製の金網45を、枠体47の底面に固定する。これによって、図7(b)に示されるように、本実施の形態4にかかる電波吸収構造体46が完成する。なお、枠体47の厚さは10mmであるため上面の電波吸収構造体と底面のステンレス製の金網45との間には約10mmの間隔が生ずるが、これはETCシステムに用いられる5.8GHzの電波を吸収するためである。このようにして製造された電波吸収構造体46は、電波吸収糸5を用いているために耐水性に優れ、屋外でも問題なく使用することができる。
【0154】
次に、本実施の形態3の第2変形例にかかる電波吸収構造体及びその製造方法について、図8を参照して説明する。図8(a)に示されるように、本実施の形態3の第2変形例にかかる電波吸収構造体に使用される電波吸収構造体50は、上述した細いステンレス製パイプからなる枠体43に上述した電波吸収糸5を、3〜4mmの間隔を空けて縦横及び斜め両方向に張ったものである。
【0155】
図8(b)に示されるように、かかる電波吸収構造体50と上述したステンレス製の金網45とを、上述した強化プラスチックの枠体47の両面にそれぞれ取付けて、枠体47の厚さ(10mm)だけの間隔を空けて対向するように構成する。これによって、本実施の形態3の第2変形例にかかる電波吸収構造体51が完成する。
【0156】
ここで、ステンレス製の金網45は、電波吸収構造体50と重ねた場合に優れた透光性を有し、向こう側が良く見えるようにするために、できるだけ細いステンレス線からなるものが好ましい。また、電波を反射する役割を果たすものであるため、金網45の網目は細かい方が好ましい。本実施の形態3の第2変形例においては、太さ0.5mmのステンレス線からなり、網目が2mm〜3mmのステンレス製の金網45を用いた。なお、本実施の形態3の第2変形例においては、枠体47の厚さを10mmとしたが、これはETCシステムに用いられる5.8GHzの電波を吸収するためである。
【0157】
実施の形態4
次に、本発明の実施の形態4について、図9を参照して説明する。図9(a)は本発明の実施の形態4にかかる電波吸収構造体の構造を示す斜視図、(b)は電波吸収構造体の高速道路の料金所における使用例を示す斜視図である。
【0158】
図9(a)に示されるように、本実施の形態4にかかる電波吸収構造体52は、プラスチック製パイプとしての塩化ビニルパイプ54の外周面に、上記実施の形態2にかかるポリエチレン6でコーティングされた電波吸収糸5を、Z方向及びS方向に一定のピッチで巻き付けて固定し、塩化ビニルパイプ54の内部には金属製のパイプとしてのアルミニウムパイプ55を通して、塩化ビニルパイプ54の両端に嵌めるキャップ56に差し込むことによって、塩化ビニルパイプ54の中心線に沿って位置するように支持されたものである。
【0159】
かかる構造を有する電波吸収構造体52に入射した電波は、まず塩化ビニルパイプ54の外周面の電波吸収糸5によって一部が吸収され、塩化ビニルパイプ54の内部のアルミニウムパイプ55によって反射されて、再び外周面の電波吸収糸5によって吸収される。これによって、電波吸収構造体52に対してどの方向から入射した電波をも強力に吸収することができ、優れた電波吸収性能を示す。
【0160】
塩化ビニルパイプ54の内径(正確には、内部のアルミニウムパイプ55の表面から外周面の電波吸収糸5までの距離)及び電波吸収糸5を巻き付けるピッチは、吸収しようとする電波の波長に合わせて設定することによって、効率良く目的の波長の電波を吸収することができる。本実施の形態4においては、ピッチ10mmとし、アルミニウムパイプ55の表面から外周面の電波吸収糸5までの距離は10mmとなるように設定している。
【0161】
次に、かかる構造を有する電波吸収構造体52の使用例について、図9(b)を参照して説明する。図9(b)に示されるように、高速道路の料金所TGにおいて、2基のETCゲートGが隣り合って設置されている。これら2基のETCゲートGの間には、本実施の形態4にかかる電波吸収構造体52を水平方向に複数本一定間隔で配置してなる本実施の形態4の変形例にかかる電波吸収構造体60が設置されて、電波の混線を防ぐ働きをする。
【0162】
この本実施の形態4の変形例にかかる電波吸収構造体60は、1対の支柱61が底板62に立設されており、これらの1対の支柱61の間に複数本の電波吸収構造体52が、上下方向に一定間隔をおいて水平に支持されてなるものである。かかる電波吸収構造体60は、複数本の電波吸収構造体52からなるため、どの方向から入射した電波をも強力に吸収することができる。そして、上下方向に間隔が空いているため、ETCゲートGを通過する自動車Vの運転者は、隣のETCゲートGを通過する自動車Vの動きが良く見える。
【0163】
なお、本実施の形態4においては電波吸収構造体52を構成するプラスチック製のパイプとして不透明な塩化ビニルパイプ54を用いているが、プラスチック製のパイプとして透明アクリル樹脂パイプのような透明なものを用いることによって、更に隣のETCゲートGを通過する自動車Vの動きが良く見えるようになる。
【0164】
実施の形態5
次に、本発明の実施の形態5について、図10を参照して説明する。図10は本発明の実施の形態5にかかる電磁波シールド糸を高圧電線に巻き付けた状態を示す部分斜視図である。図10に示されるように、本実施の形態5においては、電磁波シールド糸として、上記実施の形態1にかかる製造方法で製造した電波吸収糸1と同一の構造を有する電磁波シールド糸71を使用している。
【0165】
この実施の形態1の電波吸収糸1と同一の構造を有する電磁波シールド糸71を、電磁波シールドしようとする対象に所定のピッチで巻き付けることによって、電磁波をシールドすることができる。具体的な用途としては、例えば、高速電力線通信(Power Line Communication,PLC)において通常の電力線を通信に使用する場合に、電力線からの電波の漏洩が問題となるが、電力線に電磁波シールド糸71を巻き付けることによって、このような電波の漏洩を確実に防止することができる。
【0166】
本実施の形態5においては、図10に示されるように、高圧電線70に電磁波シールド糸71を所定のピッチで巻き付けることによって、高圧電線70をPLCの通信線として使用した場合に、高圧電線70からの電波の漏洩を確実に防止することができる。ここで、高圧電線70を始めとする電力線は平板ではなく、長い円柱状の立体的形状を有するものである。平板状のものの場合には、例えば金属箔を細く切ったものを貼り付けても電磁波をシールドすることができるが、電力線のような立体的形状を有するものの場合には、本実施の形態5にかかる電磁波シールド糸71のような、切断された導電体を配置したものでなければ、電磁波をシールドすることはできない。
【0167】
本実施の形態5においては、電磁波シールド糸として、上記実施の形態1にかかる電波吸収糸の製造装置21を用いて製造した電磁波シールド糸71(電波吸収糸1)を用いている。したがって、電波吸収糸の製造装置21は、そのまま電磁波シールド糸の製造装置となる。また、上記実施の形態1にかかる電波吸収糸の製造方法は、そのまま電磁波シールド糸の製造方法となる。
【0168】
本実施の形態5においては、電磁波シールド糸として、上記実施の形態1にかかる電波吸収糸の製造装置21を用いて製造した、図1に示される電波吸収糸1と同一の構造を有する電磁波シールド糸71を用いた例について説明したが、これ以外にも様々な電磁波シールド糸を使用することができる。
【0169】
例えば、電磁波シールド糸71の全長に亘って有機合成樹脂またはゴムまたはエラストマーをコーティングしてなるもの、電磁波シールド糸71の全長に亘ってガラス繊維を巻き付けた後に全長に亘って有機合成樹脂またはゴムまたはエラストマーをコーティングしてなるもの、電磁波シールド糸71の全長に亘ってフッ素樹脂をコーティングしてなるもの、等である。即ち、上述した実施の形態2にかかる電波吸収糸5,7もそのまま電磁波シールド糸として用いることができる。
【0170】
上記各実施の形態においては、可紡性繊維としてポリエステル繊維を用いた芯糸2及び撚り糸3とカーボン繊維からなるカーボン糸4とを用いた場合について説明したが、可紡性繊維としてはこの他にも、透明なポリエステル繊維、木綿、絹、麻、羊毛、ナイロン、ビニロン、アクリル繊維、塩化ビニリデン繊維、アセテート、レーヨン等の有機質繊維、ガラス繊維等の無機質繊維またはこれらの繊維を混用することができる。
【0171】
また、カーボン繊維からなるカーボン糸4以外にも、銅線材、メッキした銅線材、ステンレス線材を始めとする金属線を用いることもできる。ここで、金属線の太さは30μm〜120μmの範囲内であることが好ましい。
【0172】
更に、上記各実施の形態においては、電波吸収織物を透明な二枚の薄い有機合成樹脂シートとしての厚さ約0.1mmのビニールシート11で挟んでなる電波吸収シート12について説明したが、二枚の薄いゴムシートまたはエラストマーシートで挟んで接着したもの等、これら以外にも多様な構成を採ったものを用いることができる。例えば、電波吸収織物10を透明な二枚の薄いゴムシートまたはエラストマーシートで挟んで接着したものや、電波吸収織物10を二枚以上重ねて二枚の薄い有機合成樹脂シートで挟んでなる電波吸収シート、電波吸収織物の互いに織り目の粗さの異なるものを二枚以上重ねて二枚の薄い有機合成樹脂シートで挟んでなる電波吸収シート、等である。
【0173】
電波吸収糸、電波吸収織物、電波吸収シート、電波吸収構造体、電磁波シールド糸のその他の部分の構成、形状、数量、材質、太さ、厚さ、大きさ、接続関係等についても、また電波吸収糸の製造装置のその他の部分の構成、形状、数量、材質、太さ、厚さ、大きさ、接続関係等についても、電波吸収糸の製造方法のその他の工程についても、上記各実施の形態に限定されるものではない。
【図面の簡単な説明】
【0174】
【図1】図1(a)は本発明の実施の形態1にかかる電波吸収糸の一部分の外観を示す部分平面図、(b)は電波吸収糸の部分拡大図、(c)は更に拡大して示す部分拡大図である。
【図2】図2は本発明の実施の形態1にかかる電波吸収糸の製造装置の全体構成を示す模式図である。
【図3】図3(a)は本発明の実施の形態1にかかる電波吸収織物の全体構成を示す斜視図、(b)は本発明の実施の形態1にかかる電波吸収シートの製造方法を示す斜視図、(c)は本発明の実施の形態1にかかる電波吸収シートの全体構成を示す斜視図である。
【図4】図4(a)は本発明の実施の形態2にかかる電波吸収糸の一部分を拡大して示す部分拡大図、(b)は本発明の実施の形態2の変形例にかかる電波吸収糸の一部分を拡大して示す部分拡大図である。
【図5】図5(a)は本発明の実施の形態2にかかる電波吸収糸の電波吸収特性を測定するための供試体の外観を示す斜視図、(b)は本発明の実施の形態2にかかる電波吸収糸の電波吸収特性を示すグラフである。
【図6】図6(a)は本発明の実施の形態3にかかる電波吸収構造体の製造方法を示す分解斜視図、(b)は本発明の実施の形態3の第1変形例にかかる電波吸収構造体の全体構成を示す斜視図である。
【図7】図7(a)は本発明の実施の形態3の第1変形例にかかる電波吸収構造体の製造方法を示す分解斜視図、(b)は本発明の実施の形態3の第1変形例にかかる電波吸収構造体の全体構成を示す斜視図である。
【図8】図8(a)は本発明の実施の形態3の第2変形例にかかる電波吸収構造体の製造方法を示す分解斜視図、(b)は本発明の実施の形態3の第2変形例にかかる電波吸収構造体の全体構成を示す斜視図である。
【図9】図9(a)は本発明の実施の形態4にかかる電波吸収構造体の構造を示す斜視図、(b)は電波吸収構造体の高速道路の料金所における使用例を示す斜視図である。
【図10】図10は本発明の実施の形態5にかかる電磁波シールド糸を高圧電線に巻き付けた状態を示す部分斜視図である。
【符号の説明】
【0175】
1,1A,5,7 電波吸収糸
2 芯糸
3 撚り糸
4 カーボン糸
6 有機合成樹脂
8 誘電率の高い繊維
10,10A 電波吸収織物
11 有機合成樹脂シート
12 電波吸収シート
21 電波吸収糸の製造装置
22 電波吸収材供給手段
23 供給長さ測長手段
24 エアーノズル
25 切断手段
26 芯糸供給手段
27 撚り糸供給手段
28 スピンドル
29 回転モータ
30 制御手段
31 間隔測長手段
32 電波吸収糸巻き取り手段
41,46,50,51,52,60 電波吸収構造体
45 金属製の枠
47 枠体
54 プラスチック製パイプ
55 金属製のパイプ
56 キャップ
70 高圧電線
71 電磁波シールド糸
G ETCゲート
V 自動車
【特許請求の範囲】
【請求項1】
可紡性繊維からなる芯糸と、前記芯糸に対して間隔をおいて配置されたカーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線と、前記可紡性繊維からなる撚り糸とを具備し、
前記可紡性繊維からなる芯糸に間隔をおいて前記カーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線が前記可紡性繊維からなる撚り糸によって前記芯糸に沿って一体に固定されてなることを特徴とする電波吸収糸。
【請求項2】
可紡性繊維からなる芯糸と、前記芯糸に対して間隔をおいて配置されたカーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線と、前記可紡性繊維からなる撚り糸とを具備し、
前記可紡性繊維からなる芯糸に前記可紡性繊維からなる撚り糸を連続的に巻き付けながら、間隔をおいて前記カーボン繊維からなるランダムな長さに切断されたカーボン糸またはランダムな長さに切断された金属線が前記芯糸に沿って供給されることによって、前記切断されたカーボン糸または前記切断された金属線が前記撚り糸によって前記芯糸に沿って一体に固定されてなることを特徴とする電波吸収糸。
【請求項3】
請求項1または請求項2に記載の電波吸収糸に全長に亘って有機合成樹脂またはゴムまたはエラストマーをコーティングしてなることを特徴とする電波吸収糸。
【請求項4】
請求項1または請求項2に記載の電波吸収糸の全長に亘って誘電率の高い繊維を巻き付けた後に全長に亘って有機合成樹脂またはゴムまたはエラストマーをコーティングしてなることを特徴とする電波吸収糸。
【請求項5】
請求項1または請求項2に記載の電波吸収糸の全長に亘ってフッ素樹脂をコーティングしてなることを特徴とする電波吸収糸。
【請求項6】
請求項1乃至請求項5のいずれか1つに記載の電波吸収糸を織成してなることを特徴とする電波吸収織物。
【請求項7】
請求項1乃至請求項5のいずれか1つに記載の電波吸収糸と前記可紡性繊維からなる糸とを混合して織成してなることを特徴とする電波吸収織物。
【請求項8】
請求項6または請求項7に記載の電波吸収織物を一枚または二枚以上重ねて二枚の薄い有機合成樹脂シートまたはゴムシートまたはエラストマーシートで挟んで加熱圧着してシート状にしたことを特徴とする電波吸収シート。
【請求項9】
請求項6または請求項7に記載の電波吸収織物において互いに前記電波吸収糸の織り目の粗さの異なるものを二枚以上重ねて二枚の薄い有機合成樹脂シートまたはゴムシートまたはエラストマーシートで挟んで加熱圧着してシート状にしたことを特徴とする電波吸収シート。
【請求項10】
前記電波吸収織物は織り目が1mm以上200mm以下と粗く、前記二枚の薄い有機合成樹脂シートまたはゴムシートまたはエラストマーシートは透明であることを特徴とする請求項8または請求項9に記載の電波吸収シート。
【請求項11】
請求項1乃至請求項5のいずれか1つに記載の電波吸収糸を枠体に互いに平行に所定間隔を空けて張り渡してなるものを2枚、間に誘電体シートを挟んで互いに張り渡した前記電波吸収糸が垂直になるように重ねてなる、または請求項1乃至請求項5のいずれか1つに記載の電波吸収糸を枠体に縦横及び/または斜め両方向に張り渡してなることを特徴とする電波吸収構造体。
【請求項12】
所定の内径を有するプラスチック製パイプの外周面に請求項1乃至請求項5のいずれか1つに記載の電波吸収糸を所定のピッチでZ方向及びS方向に巻き付けて固定し、前記プラスチック製パイプの内部に金属製の棒または金属製のパイプを前記プラスチック製パイプの中心線に沿って前記プラスチック製パイプの両端に固定されるキャップに支持してなることを特徴とする電波吸収構造体。
【請求項13】
請求項12に記載の電波吸収構造体を所定間隔で複数本平行に配置してなることを特徴とする電波吸収構造体。
【請求項14】
可紡性繊維からなる芯糸に可紡性繊維からなる撚り糸を連続的に巻き付ける糸撚り工程と、
該糸撚り工程と並行して前記芯糸に沿ってカーボン繊維からなるカーボン糸または金属線を供給する電波吸収材供給工程と、
該電波吸収材供給工程によって供給されたカーボン糸または金属線をランダムな長さに切断する切断工程とを具備し、
前記糸撚り工程と前記電波吸収材供給工程と前記切断工程とを繰り返すことを特徴とする電波吸収糸の製造方法。
【請求項15】
可紡性繊維からなる芯糸が巻き付けられ、前記芯糸を供給する芯糸供給手段と、
可紡性繊維からなる撚り糸が巻き付けられ、前記撚り糸を供給する撚り糸供給手段と、
前記撚り糸供給手段を回転させる回転モータ付きのスピンドルであって、前記撚り糸供給手段を回転させることによって前記芯糸供給手段から供給される前記芯糸に前記撚り糸供給手段から供給される前記撚り糸を前記スピンドルの上端近傍で巻き付けて前記スピンドルの上端から下端まで貫通した貫通孔を通して下方へガイドするスピンドルと、
電波吸収材としてのカーボン繊維からなるカーボン糸または電波吸収材としての金属線が巻き付けられ、前記スピンドルの上端近傍へ前記カーボン糸または前記金属線の先端を供給する電波吸収材供給手段と、
前記カーボン糸または前記金属線が貫通しており前記カーボン糸または前記金属線の先端を前記スピンドルの上端近傍の前記芯糸に前記撚り糸が巻き付けられる位置へ送り出すエアーノズルと、
前記スピンドルの上端と前記エアーノズルとの間に設けられた前記カーボン糸または前記金属線を切断する切断手段と、
前記カーボン糸または前記金属線の供給長さを測定する供給長さ測長手段と、
該供給長さ測長手段によって測定された前記カーボン糸または前記金属線の供給長さのデータが入力され、入力された前記供給長さのデータが予めプログラムされたランダムな長さに到達した時点で前記切断手段を作動させて前記カーボン糸または前記金属線を切断させる制御手段と、
前記スピンドルの下方に設けられた前記芯糸に前記撚り糸によって前記ランダムな長さに切断された前記カーボン糸または前記金属線が巻き付けられた電波吸収糸を巻き取る電波吸収糸巻き取り手段と、
前記スピンドルと前記電波吸収糸巻き取り手段との間に設けられた前記カーボン糸または前記金属線が巻き付けられずに巻き取られた前記電波吸収糸の部分の長さを測定する間隔測長手段とを具備し、
前記制御手段は、前記切断手段を作動させると同時に前記供給長さ測長手段を停止させるとともに前記エアーノズルの空気圧を低下させ、
前記間隔測長手段から前記カーボン糸または前記金属線が巻き付けられずに巻き取られた前記電波吸収糸の部分の長さのデータが前記制御手段に入力され、入力されたデータが予めプログラムされたランダムな長さに到達した時点で前記供給長さ測長手段を再び回転させるとともに前記エアーノズルの空気圧を上昇させることを特徴とする電波吸収糸の製造装置。
【請求項16】
前記ランダムな長さは前記電波吸収糸によって吸収しようとする電波の波長の二分の一の長さ±1mm〜±10mmの範囲内であることを特徴とする請求項1乃至請求項5のいずれか1つに記載の電波吸収糸、請求項14に記載の電波吸収糸の製造方法または請求項15に記載の電波吸収糸の製造装置。
【請求項17】
前記金属線はステンレス線または亜鉛メッキした銅線であることを特徴とする請求項1乃至請求項5または請求項14乃至請求項16のいずれか1つに記載の電波吸収糸、電波吸収糸の製造方法または電波吸収糸の製造装置。
【請求項18】
第1の糸が巻き付けられ、前記第1の糸を供給する第1の糸供給手段と、
第2の糸が巻き付けられ、前記第2の糸を供給する第2の糸供給手段と、
前記第2の糸供給手段を回転させる回転モータ付きのスピンドルであって、前記第2の糸供給手段を回転させることによって前記第1の糸供給手段から供給される前記第1の糸に前記第2の糸供給手段から供給される前記第2の糸を前記スピンドルの上端近傍で巻き付けて前記スピンドルの上端から下端まで貫通した貫通孔を通して下方へガイドするスピンドルと、
第3の糸が巻き付けられ、前記スピンドルの上端近傍へ前記第3の糸の先端を供給する第3の糸供給手段と、
前記第3の糸が貫通しており前記第3の糸の先端を前記スピンドルの上端近傍の前記第1の糸に前記第2の糸が巻き付けられる位置へ送り出すエアーノズルと、
前記スピンドルの上端と前記エアーノズルとの間に設けられた前記第3の糸を切断する切断手段と、
前記第3の糸の供給長さを測定する供給長さ測長手段と、
該供給長さ測長手段によって測定された前記第3の糸の供給長さのデータが入力され、入力された前記供給長さのデータが予めプログラムされたランダムな長さに到達した時点で前記切断手段を作動させて前記第3の糸を切断させる制御手段と、
前記スピンドルの下方に設けられた前記第1の糸に前記第2の糸によって前記ランダムな長さに切断された前記第3の糸が巻き付けられた糸を巻き取る巻き取り手段と、
前記スピンドルと前記巻き取り手段との間に設けられた前記第3の糸が巻き付けられずに巻き取られた部分の長さを測定する間隔測長手段とを具備し、
前記制御手段は、前記切断手段を作動させると同時に前記供給長さ測長手段を停止させるとともに前記エアーノズルの空気圧を低下させ、
前記間隔測長手段から前記第3の糸が巻き付けられずに巻き取られた部分の長さのデータが前記制御手段に入力され、入力されたデータが予めプログラムされたランダムな長さに到達した時点で前記供給長さ測長手段を再び回転させるとともに前記エアーノズルの空気圧を上昇させることを特徴とする紡糸装置。
【請求項19】
可紡性繊維からなる芯糸と、前記芯糸に対して間隔をおいて配置されたカーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線と、前記可紡性繊維からなる撚り糸とを具備し、
前記可紡性繊維からなる芯糸に間隔をおいて前記カーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線が前記可紡性繊維からなる撚り糸によって前記芯糸に沿って一体に固定されてなることを特徴とする電磁波シールド糸。
【請求項20】
可紡性繊維からなる芯糸と、前記芯糸に対して間隔をおいて配置されたカーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線と、前記可紡性繊維からなる撚り糸とを具備し、
前記可紡性繊維からなる芯糸に前記可紡性繊維からなる撚り糸を連続的に巻き付けながら、間隔をおいて前記カーボン繊維からなるランダムな長さに切断されたカーボン糸またはランダムな長さに切断された金属線が前記芯糸に沿って供給されることによって、前記切断されたカーボン糸または前記切断された金属線が前記撚り糸によって前記芯糸に沿って一体に固定されてなることを特徴とする電磁波シールド糸。
【請求項21】
請求項19または請求項20に記載の電磁波シールド糸に全長に亘って有機合成樹脂またはゴムまたはエラストマーをコーティングしてなることを特徴とする電磁波シールド糸。
【請求項22】
請求項19または請求項20に記載の電磁波シールド糸の全長に亘って誘電率の高い繊維を巻き付けた後に全長に亘って有機合成樹脂またはゴムまたはエラストマーをコーティングしてなることを特徴とする電磁波シールド糸。
【請求項23】
請求項19または請求項20に記載の電磁波シールド糸の全長に亘ってフッ素樹脂をコーティングしてなることを特徴とする電磁波シールド糸。
【請求項24】
可紡性繊維からなる芯糸に可紡性繊維からなる撚り糸を連続的に巻き付ける糸撚り工程と、
該糸撚り工程と並行して前記芯糸に沿ってカーボン繊維からなるカーボン糸または金属線を供給する電磁波シールド材供給工程と、
該電磁波シールド材供給工程によって供給されたカーボン糸または金属線をランダムな長さに切断する切断工程とを具備し、
前記糸撚り工程と前記電磁波シールド材供給工程と前記切断工程とを繰り返すことを特徴とする電磁波シールド糸の製造方法。
【請求項25】
可紡性繊維からなる芯糸が巻き付けられ、前記芯糸を供給する芯糸供給手段と、
可紡性繊維からなる撚り糸が巻き付けられ、前記撚り糸を供給する撚り糸供給手段と、
前記撚り糸供給手段を回転させる回転モータ付きのスピンドルであって、前記撚り糸供給手段を回転させることによって前記芯糸供給手段から供給される前記芯糸に前記撚り糸供給手段から供給される前記撚り糸を前記スピンドルの上端近傍で巻き付けて前記スピンドルの上端から下端まで貫通した貫通孔を通して下方へガイドするスピンドルと、
電磁波シールド材としてのカーボン繊維からなるカーボン糸または電磁波シールド材としての金属線が巻き付けられ、前記スピンドルの上端近傍へ前記カーボン糸または前記金属線の先端を供給する電磁波シールド材供給手段と、
前記カーボン糸または前記金属線が貫通しており前記カーボン糸または前記金属線の先端を前記スピンドルの上端近傍の前記芯糸に前記撚り糸が巻き付けられる位置へ送り出すエアーノズルと、
前記スピンドルの上端と前記エアーノズルとの間に設けられた前記カーボン糸または前記金属線を切断する切断手段と、
前記カーボン糸または前記金属線の供給長さを測定する供給長さ測長手段と、
該供給長さ測長手段によって測定された前記カーボン糸または前記金属線の供給長さのデータが入力され、入力された前記供給長さのデータが予めプログラムされたランダムな長さに到達した時点で前記切断手段を作動させて前記カーボン糸または前記金属線を切断させる制御手段と、
前記スピンドルの下方に設けられた前記芯糸に前記撚り糸によって前記ランダムな長さに切断された前記カーボン糸または前記金属線が巻き付けられた電磁波シールド電波吸収糸を巻き取る電磁波シールド糸巻き取り手段と、
前記スピンドルと前記電磁波シールド糸巻き取り手段との間に設けられた前記カーボン糸または前記金属線が巻き付けられずに巻き取られた前記電磁波シールド糸の部分の長さを測定する間隔測長手段とを具備し、
前記制御手段は、前記切断手段を作動させると同時に前記供給長さ測長手段を停止させるとともに前記エアーノズルの空気圧を低下させ、
前記間隔測長手段から前記カーボン糸または前記金属線が巻き付けられずに巻き取られた前記電磁波シールド糸の部分の長さのデータが前記制御手段に入力され、入力されたデータが予めプログラムされたランダムな長さに到達した時点で前記供給長さ測長手段を再び回転させるとともに前記エアーノズルの空気圧を上昇させることを特徴とする電磁波シールド糸の製造装置。
【請求項1】
可紡性繊維からなる芯糸と、前記芯糸に対して間隔をおいて配置されたカーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線と、前記可紡性繊維からなる撚り糸とを具備し、
前記可紡性繊維からなる芯糸に間隔をおいて前記カーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線が前記可紡性繊維からなる撚り糸によって前記芯糸に沿って一体に固定されてなることを特徴とする電波吸収糸。
【請求項2】
可紡性繊維からなる芯糸と、前記芯糸に対して間隔をおいて配置されたカーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線と、前記可紡性繊維からなる撚り糸とを具備し、
前記可紡性繊維からなる芯糸に前記可紡性繊維からなる撚り糸を連続的に巻き付けながら、間隔をおいて前記カーボン繊維からなるランダムな長さに切断されたカーボン糸またはランダムな長さに切断された金属線が前記芯糸に沿って供給されることによって、前記切断されたカーボン糸または前記切断された金属線が前記撚り糸によって前記芯糸に沿って一体に固定されてなることを特徴とする電波吸収糸。
【請求項3】
請求項1または請求項2に記載の電波吸収糸に全長に亘って有機合成樹脂またはゴムまたはエラストマーをコーティングしてなることを特徴とする電波吸収糸。
【請求項4】
請求項1または請求項2に記載の電波吸収糸の全長に亘って誘電率の高い繊維を巻き付けた後に全長に亘って有機合成樹脂またはゴムまたはエラストマーをコーティングしてなることを特徴とする電波吸収糸。
【請求項5】
請求項1または請求項2に記載の電波吸収糸の全長に亘ってフッ素樹脂をコーティングしてなることを特徴とする電波吸収糸。
【請求項6】
請求項1乃至請求項5のいずれか1つに記載の電波吸収糸を織成してなることを特徴とする電波吸収織物。
【請求項7】
請求項1乃至請求項5のいずれか1つに記載の電波吸収糸と前記可紡性繊維からなる糸とを混合して織成してなることを特徴とする電波吸収織物。
【請求項8】
請求項6または請求項7に記載の電波吸収織物を一枚または二枚以上重ねて二枚の薄い有機合成樹脂シートまたはゴムシートまたはエラストマーシートで挟んで加熱圧着してシート状にしたことを特徴とする電波吸収シート。
【請求項9】
請求項6または請求項7に記載の電波吸収織物において互いに前記電波吸収糸の織り目の粗さの異なるものを二枚以上重ねて二枚の薄い有機合成樹脂シートまたはゴムシートまたはエラストマーシートで挟んで加熱圧着してシート状にしたことを特徴とする電波吸収シート。
【請求項10】
前記電波吸収織物は織り目が1mm以上200mm以下と粗く、前記二枚の薄い有機合成樹脂シートまたはゴムシートまたはエラストマーシートは透明であることを特徴とする請求項8または請求項9に記載の電波吸収シート。
【請求項11】
請求項1乃至請求項5のいずれか1つに記載の電波吸収糸を枠体に互いに平行に所定間隔を空けて張り渡してなるものを2枚、間に誘電体シートを挟んで互いに張り渡した前記電波吸収糸が垂直になるように重ねてなる、または請求項1乃至請求項5のいずれか1つに記載の電波吸収糸を枠体に縦横及び/または斜め両方向に張り渡してなることを特徴とする電波吸収構造体。
【請求項12】
所定の内径を有するプラスチック製パイプの外周面に請求項1乃至請求項5のいずれか1つに記載の電波吸収糸を所定のピッチでZ方向及びS方向に巻き付けて固定し、前記プラスチック製パイプの内部に金属製の棒または金属製のパイプを前記プラスチック製パイプの中心線に沿って前記プラスチック製パイプの両端に固定されるキャップに支持してなることを特徴とする電波吸収構造体。
【請求項13】
請求項12に記載の電波吸収構造体を所定間隔で複数本平行に配置してなることを特徴とする電波吸収構造体。
【請求項14】
可紡性繊維からなる芯糸に可紡性繊維からなる撚り糸を連続的に巻き付ける糸撚り工程と、
該糸撚り工程と並行して前記芯糸に沿ってカーボン繊維からなるカーボン糸または金属線を供給する電波吸収材供給工程と、
該電波吸収材供給工程によって供給されたカーボン糸または金属線をランダムな長さに切断する切断工程とを具備し、
前記糸撚り工程と前記電波吸収材供給工程と前記切断工程とを繰り返すことを特徴とする電波吸収糸の製造方法。
【請求項15】
可紡性繊維からなる芯糸が巻き付けられ、前記芯糸を供給する芯糸供給手段と、
可紡性繊維からなる撚り糸が巻き付けられ、前記撚り糸を供給する撚り糸供給手段と、
前記撚り糸供給手段を回転させる回転モータ付きのスピンドルであって、前記撚り糸供給手段を回転させることによって前記芯糸供給手段から供給される前記芯糸に前記撚り糸供給手段から供給される前記撚り糸を前記スピンドルの上端近傍で巻き付けて前記スピンドルの上端から下端まで貫通した貫通孔を通して下方へガイドするスピンドルと、
電波吸収材としてのカーボン繊維からなるカーボン糸または電波吸収材としての金属線が巻き付けられ、前記スピンドルの上端近傍へ前記カーボン糸または前記金属線の先端を供給する電波吸収材供給手段と、
前記カーボン糸または前記金属線が貫通しており前記カーボン糸または前記金属線の先端を前記スピンドルの上端近傍の前記芯糸に前記撚り糸が巻き付けられる位置へ送り出すエアーノズルと、
前記スピンドルの上端と前記エアーノズルとの間に設けられた前記カーボン糸または前記金属線を切断する切断手段と、
前記カーボン糸または前記金属線の供給長さを測定する供給長さ測長手段と、
該供給長さ測長手段によって測定された前記カーボン糸または前記金属線の供給長さのデータが入力され、入力された前記供給長さのデータが予めプログラムされたランダムな長さに到達した時点で前記切断手段を作動させて前記カーボン糸または前記金属線を切断させる制御手段と、
前記スピンドルの下方に設けられた前記芯糸に前記撚り糸によって前記ランダムな長さに切断された前記カーボン糸または前記金属線が巻き付けられた電波吸収糸を巻き取る電波吸収糸巻き取り手段と、
前記スピンドルと前記電波吸収糸巻き取り手段との間に設けられた前記カーボン糸または前記金属線が巻き付けられずに巻き取られた前記電波吸収糸の部分の長さを測定する間隔測長手段とを具備し、
前記制御手段は、前記切断手段を作動させると同時に前記供給長さ測長手段を停止させるとともに前記エアーノズルの空気圧を低下させ、
前記間隔測長手段から前記カーボン糸または前記金属線が巻き付けられずに巻き取られた前記電波吸収糸の部分の長さのデータが前記制御手段に入力され、入力されたデータが予めプログラムされたランダムな長さに到達した時点で前記供給長さ測長手段を再び回転させるとともに前記エアーノズルの空気圧を上昇させることを特徴とする電波吸収糸の製造装置。
【請求項16】
前記ランダムな長さは前記電波吸収糸によって吸収しようとする電波の波長の二分の一の長さ±1mm〜±10mmの範囲内であることを特徴とする請求項1乃至請求項5のいずれか1つに記載の電波吸収糸、請求項14に記載の電波吸収糸の製造方法または請求項15に記載の電波吸収糸の製造装置。
【請求項17】
前記金属線はステンレス線または亜鉛メッキした銅線であることを特徴とする請求項1乃至請求項5または請求項14乃至請求項16のいずれか1つに記載の電波吸収糸、電波吸収糸の製造方法または電波吸収糸の製造装置。
【請求項18】
第1の糸が巻き付けられ、前記第1の糸を供給する第1の糸供給手段と、
第2の糸が巻き付けられ、前記第2の糸を供給する第2の糸供給手段と、
前記第2の糸供給手段を回転させる回転モータ付きのスピンドルであって、前記第2の糸供給手段を回転させることによって前記第1の糸供給手段から供給される前記第1の糸に前記第2の糸供給手段から供給される前記第2の糸を前記スピンドルの上端近傍で巻き付けて前記スピンドルの上端から下端まで貫通した貫通孔を通して下方へガイドするスピンドルと、
第3の糸が巻き付けられ、前記スピンドルの上端近傍へ前記第3の糸の先端を供給する第3の糸供給手段と、
前記第3の糸が貫通しており前記第3の糸の先端を前記スピンドルの上端近傍の前記第1の糸に前記第2の糸が巻き付けられる位置へ送り出すエアーノズルと、
前記スピンドルの上端と前記エアーノズルとの間に設けられた前記第3の糸を切断する切断手段と、
前記第3の糸の供給長さを測定する供給長さ測長手段と、
該供給長さ測長手段によって測定された前記第3の糸の供給長さのデータが入力され、入力された前記供給長さのデータが予めプログラムされたランダムな長さに到達した時点で前記切断手段を作動させて前記第3の糸を切断させる制御手段と、
前記スピンドルの下方に設けられた前記第1の糸に前記第2の糸によって前記ランダムな長さに切断された前記第3の糸が巻き付けられた糸を巻き取る巻き取り手段と、
前記スピンドルと前記巻き取り手段との間に設けられた前記第3の糸が巻き付けられずに巻き取られた部分の長さを測定する間隔測長手段とを具備し、
前記制御手段は、前記切断手段を作動させると同時に前記供給長さ測長手段を停止させるとともに前記エアーノズルの空気圧を低下させ、
前記間隔測長手段から前記第3の糸が巻き付けられずに巻き取られた部分の長さのデータが前記制御手段に入力され、入力されたデータが予めプログラムされたランダムな長さに到達した時点で前記供給長さ測長手段を再び回転させるとともに前記エアーノズルの空気圧を上昇させることを特徴とする紡糸装置。
【請求項19】
可紡性繊維からなる芯糸と、前記芯糸に対して間隔をおいて配置されたカーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線と、前記可紡性繊維からなる撚り糸とを具備し、
前記可紡性繊維からなる芯糸に間隔をおいて前記カーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線が前記可紡性繊維からなる撚り糸によって前記芯糸に沿って一体に固定されてなることを特徴とする電磁波シールド糸。
【請求項20】
可紡性繊維からなる芯糸と、前記芯糸に対して間隔をおいて配置されたカーボン繊維からなるランダムな長さのカーボン糸またはランダムな長さの金属線と、前記可紡性繊維からなる撚り糸とを具備し、
前記可紡性繊維からなる芯糸に前記可紡性繊維からなる撚り糸を連続的に巻き付けながら、間隔をおいて前記カーボン繊維からなるランダムな長さに切断されたカーボン糸またはランダムな長さに切断された金属線が前記芯糸に沿って供給されることによって、前記切断されたカーボン糸または前記切断された金属線が前記撚り糸によって前記芯糸に沿って一体に固定されてなることを特徴とする電磁波シールド糸。
【請求項21】
請求項19または請求項20に記載の電磁波シールド糸に全長に亘って有機合成樹脂またはゴムまたはエラストマーをコーティングしてなることを特徴とする電磁波シールド糸。
【請求項22】
請求項19または請求項20に記載の電磁波シールド糸の全長に亘って誘電率の高い繊維を巻き付けた後に全長に亘って有機合成樹脂またはゴムまたはエラストマーをコーティングしてなることを特徴とする電磁波シールド糸。
【請求項23】
請求項19または請求項20に記載の電磁波シールド糸の全長に亘ってフッ素樹脂をコーティングしてなることを特徴とする電磁波シールド糸。
【請求項24】
可紡性繊維からなる芯糸に可紡性繊維からなる撚り糸を連続的に巻き付ける糸撚り工程と、
該糸撚り工程と並行して前記芯糸に沿ってカーボン繊維からなるカーボン糸または金属線を供給する電磁波シールド材供給工程と、
該電磁波シールド材供給工程によって供給されたカーボン糸または金属線をランダムな長さに切断する切断工程とを具備し、
前記糸撚り工程と前記電磁波シールド材供給工程と前記切断工程とを繰り返すことを特徴とする電磁波シールド糸の製造方法。
【請求項25】
可紡性繊維からなる芯糸が巻き付けられ、前記芯糸を供給する芯糸供給手段と、
可紡性繊維からなる撚り糸が巻き付けられ、前記撚り糸を供給する撚り糸供給手段と、
前記撚り糸供給手段を回転させる回転モータ付きのスピンドルであって、前記撚り糸供給手段を回転させることによって前記芯糸供給手段から供給される前記芯糸に前記撚り糸供給手段から供給される前記撚り糸を前記スピンドルの上端近傍で巻き付けて前記スピンドルの上端から下端まで貫通した貫通孔を通して下方へガイドするスピンドルと、
電磁波シールド材としてのカーボン繊維からなるカーボン糸または電磁波シールド材としての金属線が巻き付けられ、前記スピンドルの上端近傍へ前記カーボン糸または前記金属線の先端を供給する電磁波シールド材供給手段と、
前記カーボン糸または前記金属線が貫通しており前記カーボン糸または前記金属線の先端を前記スピンドルの上端近傍の前記芯糸に前記撚り糸が巻き付けられる位置へ送り出すエアーノズルと、
前記スピンドルの上端と前記エアーノズルとの間に設けられた前記カーボン糸または前記金属線を切断する切断手段と、
前記カーボン糸または前記金属線の供給長さを測定する供給長さ測長手段と、
該供給長さ測長手段によって測定された前記カーボン糸または前記金属線の供給長さのデータが入力され、入力された前記供給長さのデータが予めプログラムされたランダムな長さに到達した時点で前記切断手段を作動させて前記カーボン糸または前記金属線を切断させる制御手段と、
前記スピンドルの下方に設けられた前記芯糸に前記撚り糸によって前記ランダムな長さに切断された前記カーボン糸または前記金属線が巻き付けられた電磁波シールド電波吸収糸を巻き取る電磁波シールド糸巻き取り手段と、
前記スピンドルと前記電磁波シールド糸巻き取り手段との間に設けられた前記カーボン糸または前記金属線が巻き付けられずに巻き取られた前記電磁波シールド糸の部分の長さを測定する間隔測長手段とを具備し、
前記制御手段は、前記切断手段を作動させると同時に前記供給長さ測長手段を停止させるとともに前記エアーノズルの空気圧を低下させ、
前記間隔測長手段から前記カーボン糸または前記金属線が巻き付けられずに巻き取られた前記電磁波シールド糸の部分の長さのデータが前記制御手段に入力され、入力されたデータが予めプログラムされたランダムな長さに到達した時点で前記供給長さ測長手段を再び回転させるとともに前記エアーノズルの空気圧を上昇させることを特徴とする電磁波シールド糸の製造装置。
【図1】


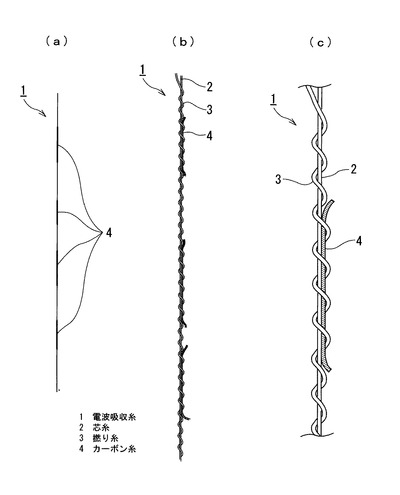
【図2】
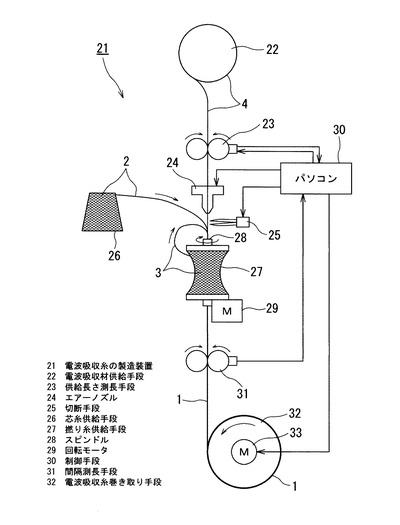
【図3】
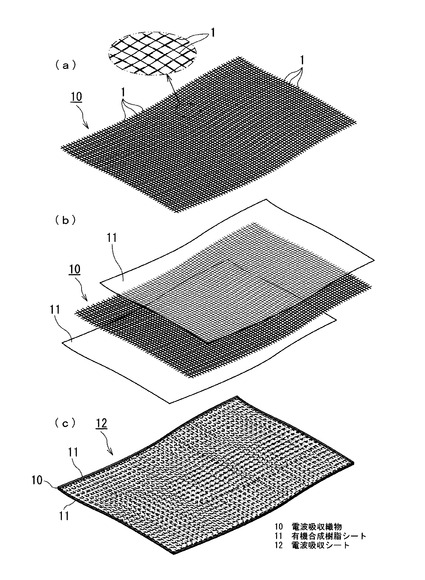
【図4】
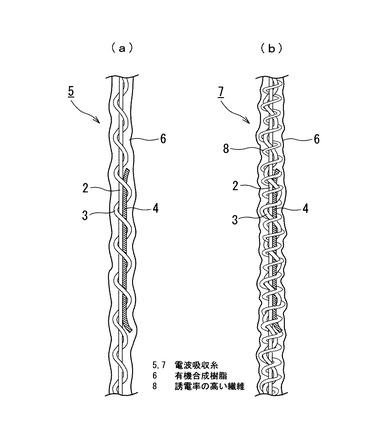
【図5】
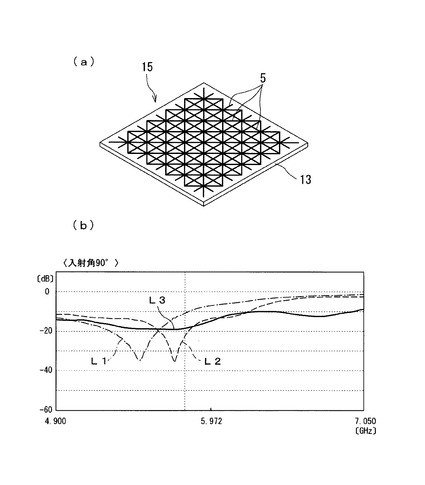
【図6】
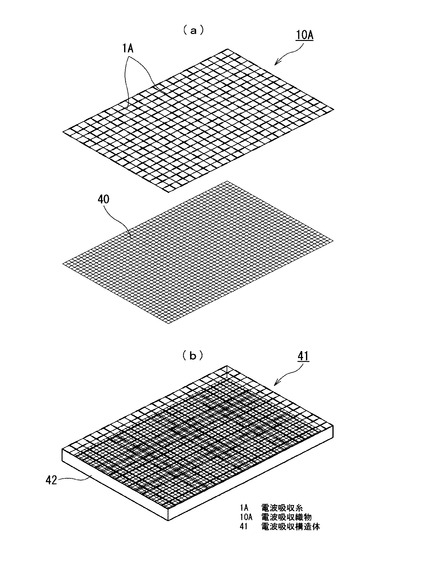
【図7】
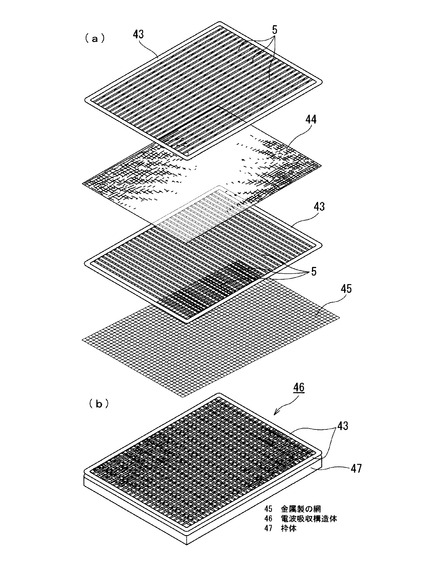
【図8】
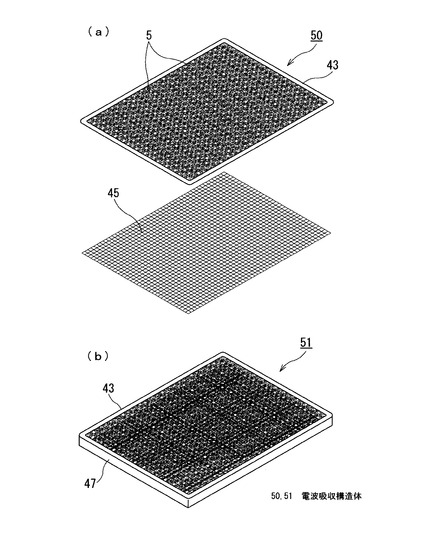
【図9】
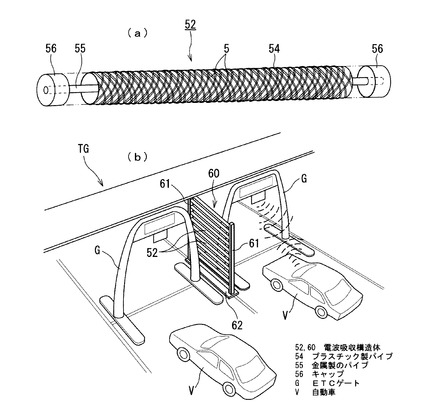
【図10】
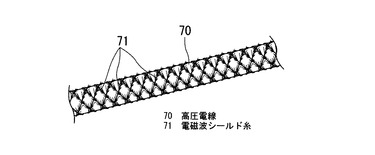
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2008−138350(P2008−138350A)
【公開日】平成20年6月19日(2008.6.19)
【国際特許分類】
【出願番号】特願2007−285997(P2007−285997)
【出願日】平成19年11月2日(2007.11.2)
【出願人】(503210441)松山毛織株式会社 (11)
【Fターム(参考)】
【公開日】平成20年6月19日(2008.6.19)
【国際特許分類】
【出願日】平成19年11月2日(2007.11.2)
【出願人】(503210441)松山毛織株式会社 (11)
【Fターム(参考)】
[ Back to top ]