
電界紡糸装置及びナノ繊維製造装置
【課題】ノズルブロックを接地した状態でコレクターに高電圧を印加して電界紡糸をする場合であっても、均一な品質を有するナノ繊維を高い生産性で大量生産することが可能な電界紡糸装置を提供する。
【解決手段】コレクター150と、ノズルブロック110と、正電極がコレクター150に接続され、負電極がノズルブロック110に接続されるとともに当該負電極の電位が接地電位に落とされた電源装置160とを備える電界紡糸装置20であって、コレクター150を取り囲む位置に回転自在に配設された絶縁性かつ多孔性のエンドレスベルトからなる補助ベルト172及び当該補助ベルト172を長尺シートWの搬送速度に対応する回転速度で回転させる補助ベルト駆動装置174を有する補助ベルト装置170をさらに備える電界紡糸装置。
【解決手段】コレクター150と、ノズルブロック110と、正電極がコレクター150に接続され、負電極がノズルブロック110に接続されるとともに当該負電極の電位が接地電位に落とされた電源装置160とを備える電界紡糸装置20であって、コレクター150を取り囲む位置に回転自在に配設された絶縁性かつ多孔性のエンドレスベルトからなる補助ベルト172及び当該補助ベルト172を長尺シートWの搬送速度に対応する回転速度で回転させる補助ベルト駆動装置174を有する補助ベルト装置170をさらに備える電界紡糸装置。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電界紡糸装置及びナノ繊維製造装置に関する。
【背景技術】
【0002】
従来、ノズルブロックを接地した状態でコレクターに高電圧を印加して電界紡糸をする電界紡糸装置が知られている(例えば、特許文献1参照。)。
【0003】
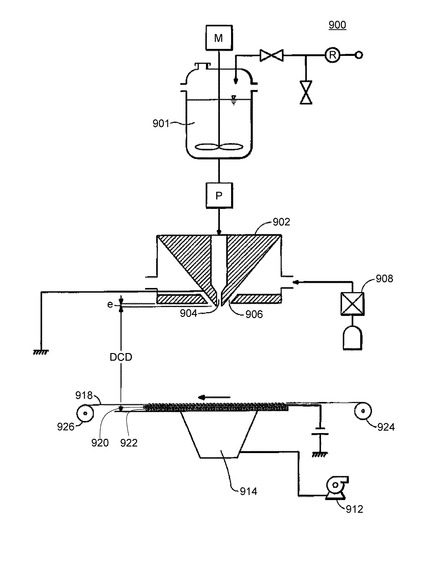
図11は、特許文献1に記載された電界紡糸装置900を説明するために示す図である。特許文献1に記載された電界紡糸装置900は、図11に示すように、ポリマー溶液を貯蔵する原料タンク901と、ポリマー溶液を吐出する紡糸ノズル904及びガス流れを形成するガスノズル906を有するノズルブロック902と、導電性要素からなるコレクター920と、長尺シート918を搬送するための繰り出しローラー924及び巻き取りローラー926とを備える。なお、図11中、符号912は吸引ブロアを示し、符号914はガス収集管を示し、符号922は支持部材を示す。
【0004】
特許文献1に記載された電界紡糸装置900においては、コレクター920に負の高電圧を印加するとともにノズルブロック902を接地した状態で紡糸ノズル904からポリマー溶液を吐出することにより、搬送されていく長尺シート上にナノ繊維を電界紡糸する。
【0005】
特許文献1に記載された電界紡糸装置900によれば、ノズルブロック902をはじめとして「紡糸ノズル904から吐出される前のポリマー溶液」、「ポリマー溶液を貯蔵する原料タンク901」、「ポリマー溶液を原料タンク901からノズルブロック902まで移送するポリマー溶液移送機構(例えば、配管や送りポンプなど。)」のすべてが接地電位となるため、原料タンク901やポリマー溶液移送機構を高耐電圧仕様にする必要がなくなる。従って、原料タンク901やポリマー溶液移送機構を高耐電圧仕様にすることに起因して電界紡糸装置の機構が複雑化することがなくなる。
【0006】
また、特許文献1に記載された電界紡糸装置900によれば、比較的単純な形状・構造にすることが可能なコレクター920に高電圧を印加するとともに、比較的複雑な形状・構造を有するノズルブロック902を接地した状態で電界紡糸するため、望ましくない放電や電圧降下を起こし難くなり、常に安定した条件の下で電界紡糸することが可能となる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2008−506864号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1に記載された電界紡糸装置900においては、コレクターに高電圧が印加されていることから、コレクターと長尺シートとの間に大きな静電引力が発生し、これに起因して長尺シートがコレクターに引き寄せられて、長尺シートの円滑な搬送が妨げられる場合がある。その結果、長時間にわたってナノ繊維を均一な条件で電界紡糸することが困難となったり、ひどいときには電界紡糸装置の運転自体を停止しなければならなくなったりしてしまい、均一な品質(例えば、ナノ繊維の平均直径、ナノ繊維の直径分布、ナノ繊維の堆積量、ナノ繊維層の目付、ナノ繊維層の厚さ、ナノ繊維層の通気度など。)を有するナノ繊維を高い生産性で大量生産することが困難となる。
【0009】
そこで、本発明は、上記のような事情に鑑みてなされたものであり、ノズルブロックを接地した状態でコレクターに高電圧を印加して電界紡糸をする場合であっても、均一な品質を有するナノ繊維を高い生産性で大量生産することが可能な電界紡糸装置及びナノ繊維製造装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
[1]本発明の電界紡糸装置は、コレクターと、前記コレクターに対向する位置に位置し、ポリマー溶液を吐出する複数のノズルを有するノズルブロックと、前記コレクターと前記ノズルブロックとの間に高電圧を印加する電源装置であって、正電極及び負電極のうち一方の電極が前記コレクターに接続され、正電極及び負電極のうち他方の電極が前記ノズルブロックに接続されるとともに当該他方の電極の電位が接地電位に落とされた電源装置とを備え、所定の搬送速度で搬送されていく長尺シートにナノ繊維を電界紡糸する電界紡糸装置であって、前記コレクターを取り囲む位置に回転自在に配設された絶縁性かつ多孔性のエンドレスベルトからなる補助ベルト及び当該補助ベルトを前記長尺シートの搬送速度に対応する回転速度で回転させる補助ベルト駆動装置を有する補助ベルト装置をさらに備えることを特徴とする。
【0011】
本発明の電界紡糸装置によれば、一方の電極がコレクターに接続され、他方の電極がノズルブロックに接続されるとともに当該他方の電極の電位が接地電位に落とされた電源装置を備えるため、ノズルブロックをはじめとして「紡糸ノズルから吐出される前のポリマー溶液」、「ポリマー溶液を貯蔵する原料タンク」、「ポリマー溶液を原料タンクからノズルまで移送するポリマー溶液移送機構(例えば、配管や送りポンプなど。)」のすべてが接地電位となるため、特許文献1に記載された電界紡糸装置の場合と同様に、原料タンクやポリマー溶液移送機構を高耐電圧仕様にする必要がなくなる。従って、原料タンクやポリマー溶液移送機構を高耐電圧仕様にすることに起因して電界紡糸装置の機構が複雑化することがなくなる。
【0012】
また、本発明の電界紡糸装置によれば、一方の電極がコレクターに接続され、他方の電極がノズルブロックに接続されるとともに当該他方の電極の電位が接地電位に落とされた電源装置を備えるため、特許文献1に記載された電界紡糸装置の場合と同様に、比較的単純な形状・構造にすることが可能なコレクターに高電圧を印加するとともに、比較的複雑な形状・構造を有するノズルブロックを接地した状態で電界紡糸するため、望ましくない放電や電圧降下を起こし難くなり、常に安定した条件の下で電界紡糸することが可能となる。
【0013】
また、本発明の電界紡糸装置によれば、コレクターを取り囲む位置に回転自在に配設された絶縁性かつ多孔性のエンドレスベルトからなる補助ベルト及び当該補助ベルトを長尺シートの搬送速度に対応する回転速度で回転させる補助ベルト駆動装置を有する補助ベルト装置をさらに備えるため、コレクターと長尺シートとの間に大きな静電引力が発生したとしても、長尺シートとコレクターとの間に補助ベルトが存在するため、長尺シートがコレクターに引き寄せられたり、長尺シートの円滑な搬送が妨げられたりすることがなくなる。その結果、ナノ繊維を均一な条件で電界紡糸することが可能となることはもちろん、電界紡糸装置の運転自体を停止することもなくなり、均一な品質(例えば、ナノ繊維の平均直径、ナノ繊維の直径分布、ナノ繊維の堆積量、ナノ繊維不織布の厚さ、ナノ繊維不織布の通気度など。)を有するナノ繊維を高い生産性で大量生産することが可能となる。
【0014】
なお、本発明の電界紡糸装置においては、補助ベルトが長尺シートの搬送速度に対応する回転速度で回転するため、補助ベルトの存在に起因して長尺シートの搬送状態に悪影響を与えてしまうこともない。また、本発明の電界紡糸装置においては、補助ベルトが絶縁性かつ多孔性のエンドレスベルトからなるため、コレクターとノズルブロックとの間に形成される電界分布に大きな影響を与えることもない。
【0015】
本発明の電界紡糸装置においては、補助ベルトは、0.7mm〜10.0mmの厚さを有するポリマー基材からなることが好ましい。ポリマーとしては、ポリエチレン、ポリアセチレン、ポリウレタン、ポリプロピレン、ナイロンなどのポリアミド、ポリアセタール、ポリカーボネート、変性ポリフェニレンエーテル、ポリブチレンテレフタレート、ポリエチレンテレフタレート、非晶ポリアリレート、ポリスルホン、ポリエーテルサルフォン、ポリフェニレンスルファイド、ポリエーテルエーテルケトン、ポリイミド、ポリエーテルイミド、フッ素樹脂、液晶ポリマーなどを好ましく用いることができる。補助ベルトには、0.001mm2〜1.0mm2の面積をもつ複数の孔が形成されていることが好ましい。
【0016】
[2]本発明の電界紡糸装置においては、前記補助ベルト駆動装置は、前記補助ベルトを掛け回す複数の補助ベルト用ローラーと、前記複数の補助ベルト用ローラーのうち少なくとも1つの補助ベルト用ローラーを回転させる駆動モーターとを有することが好ましい。
【0017】
このような構成とすることにより、補助ベルトを長尺シートの搬送速度に対応する回転速度で確実に回転させることができるようになる。
【0018】
[3]本発明の電界紡糸装置においては、前記補助ベルト駆動装置は、前記複数の補助ベルト用ローラーのうち1つの補助ベルト用ローラーについて、当該補助ベルト用ローラーの一方の端部における、前記補助ベルトの内側から外側に向かう方向に沿った当該補助ベルト用ローラーの位置を制御することにより、前記補助ベルト用ローラーの幅方向に沿った前記補助ベルトの位置を制御する補助ベルト位置制御装置をさらに有することが好ましい。
【0019】
このような構成とすることにより、当該補助ベルト用ローラーの傾きを適宜制御することが可能となり、補助ベルト用ローラーの幅方向に沿った補助ベルトの位置を長時間にわたって精度良く制御することが可能となる。
【0020】
[4]本発明の電界紡糸装置においては、前記補助ベルト位置制御装置は、前記補助ベルト用ローラーの一方の端部を回転自在に支持する支持軸を両側から挟むように配設された一対のエアースプリング装置と、前記一対のエアースプリング装置の膨らみ量をそれぞれ独立に制御する膨らみ量制御装置とを有することが好ましい。
【0021】
このような構成とすることにより、補助ベルト用ローラーの幅方向に沿った補助ベルトの位置を円滑に制御することが可能となる。
【0022】
[5]本発明の電界紡糸装置においては、前記補助ベルト駆動装置は、前記補助ベルト用ローラーの幅方向に沿った前記補助ベルトの位置を計測する補助ベルト位置計測センサーと、前記補助ベルト位置計測センサーの計測結果に基づいて、前記補助ベルト用ローラーの幅方向に沿った前記補助ベルトの位置を制御することが好ましい。
【0023】
このような構成とすることにより、補助ベルト用ローラーの幅方向に沿った補助ベルトの位置をより一層精度良く制御することが可能となる。
【0024】
[6]本発明の電界紡糸装置においては、前記補助ベルト駆動装置は、前記複数の補助ベルト用ローラーのうち少なくとも1つの補助ベルト用ローラーについて、前記補助ベルトの内側から外側に向かう方向に沿った前記補助ベルト用ローラーの位置を制御して前記補助ベルトにかかる張力を制御する張力制御装置をさらに有することが好ましい。
【0025】
このような構成とすることにより、コレクターと補助ベルトとの間に大きな静電引力が発生したとしても、補助ベルトの張力を当該静電引力に対抗できる程の大きな値に調整することが可能となり、長尺シートがコレクターに引き寄せられることや、長尺シートの円滑な搬送が妨げられることを確実に防止することができるようになる。
【0026】
[7]本発明の電界紡糸装置においては、前記張力制御装置は、前記補助ベルトを前記複数の補助ベルト用ローラーに掛け回したり前記複数の補助ベルト用ローラーから取り外したりする作業を容易とする位置まで、前記補助ベルトの内側から外側に向かう方向に沿った前記補助ベルト用ローラーの位置を制御可能であることが好ましい。
【0027】
このような構成とすることにより、補助ベルトを複数の補助ベルト用ローラーに掛け回したり複数の補助ベルト用ローラーから取り外したりする作業を容易とすることが可能となる。
【0028】
[8]本発明の電界紡糸装置においては、前記補助ベルトの幅は、前記長尺シートの幅に沿った前記コレクターの幅よりも広いことが好ましい。
【0029】
このような構成とすることにより、長尺シートとコレクターとの間に補助ベルトが確実に存在するようになり、長尺シートがコレクターに引き寄せられたり、長尺シートの円滑な搬送が妨げられたりすることを確実に防止することが可能となる。
【0030】
[9]本発明の電界紡糸装置においては、前記補助ベルトの開口率は、1%〜40%の範囲内にあることが好ましい。
【0031】
補助ベルトの開口率を1%〜40%の範囲内にしたのは、補助ベルトの開口率が1%以上である場合には、コレクターとノズルブロックとの間に形成される電界分布に大きな影響を与えないようにすることが可能となるからであり、補助ベルトの開口率が40%以下である場合には、補助ベルトの機械的強度を大きく低下させないからである。
【0032】
[10]本発明の電界紡糸装置においては、前記補助ベルトは、直径0.1mm〜2.0mmの糸を編むことにより作製された網状基材からなることが好ましい。
【0033】
このような構成とすることにより、補助ベルトが高い機械的強度としなやかさとを兼ね備えたものとなるため、強い張力でかつ円滑に補助ベルトを回転させることが可能となる。
【0034】
[11]本発明の電界紡糸装置においては、前記補助ベルトは、前記網状基材が積層された構造を有することが好ましい。
【0035】
このような構成とすることにより、より一層高い機械的強度を備えたものとなるため、より一層強い張力で補助ベルトを回転させることが可能となる。
この場合、補助ベルトとして、異なる材料の網状基材が積層された構造のものを用いることがより好ましい。この場合には、より一層高い機械的強度を備えるとともに耐久性に優れた補助ベルトとすることができる。例えば、長尺シート側の面に滑らかな素材を使用するとともに、コレクター側の面に高い機械的強度を有する素材を使用することも可能となる。網状基材が積層された構造としては、2層構造、3層構造、4層構造・・・の他、2.5層構造を用いることもできる。ここで、「2.5層構造」とは、2層構造のうち一方の層における糸の密度を他方の層における糸の密度よりも高くすることにより、質量を重くすることなく平滑性及び耐摩耗性を向上させたものである。
【0036】
[12]本発明のナノ繊維製造装置は、長尺シートを所定の搬送速度で搬送する搬送装置と、前記搬送装置により搬送されていく長尺シートにナノ繊維を堆積させる電界紡糸装置とを備えるナノ繊維製造装置であって、前記電界紡糸装置は、本発明の電界紡糸装置であることを特徴とする。
【0037】
本発明のナノ繊維製造装置によれば、本発明の電界紡糸装置を備えるため、ノズルブロックを接地した状態でコレクターに高電圧を印加して電界紡糸をする場合であっても、均一な品質を有するナノ繊維を高い生産性で大量生産することが可能となる。
【0038】
[13]本発明のナノ繊維製造装置においては、前記電界紡糸装置として、前記長尺シートの搬送方向に沿って直列に配置された複数の電界紡糸装置を備えることが好ましい。
【0039】
本発明のナノ繊維製造装置によれば、複数の電界紡糸装置を備えるため、当該複数の電界紡糸装置を用いてナノ繊維を製造することが可能となり、より一層高い生産性でナノ繊維を大量生産することが可能となる。
【0040】
[14]本発明のナノ繊維製造装置においては、前記補助ベルト装置は、前記複数の電界紡糸装置のうち「2つ」〜「全部」の前記コレクターを取り囲むように配設された1又は複数の補助ベルト及び当該1又は複数の補助ベルトを前記長尺シートの搬送速度に対応する回転速度で回転させる補助ベルト駆動装置を有する補助ベルト装置であることが好ましい。
【0041】
このような構成とすることにより、補助ベルト駆動装置の数を減らすことが可能となる。例えば、ナノ繊維製造装置が8台の電界紡糸装置を備える場合には、2台の電界紡糸装置毎に1台の補助ベルト装置を配設しても良いし、4台の電界紡糸装置毎に1台の補助ベルト装置を配設しても良いし、8台の電界紡糸装置に1台の補助ベルト装置を配設しても良い。
【0042】
本発明の電界紡糸装置によれば、高機能・高感性テキスタイルなどの衣料品、ヘルスケア、スキンケアなど美容関連用品、ワイピングクロス、フィルターなど産業資材、二次電池のセパレーター、コンデンサーのセパレーター、各種触媒の担体、各種センサー材料などの電子・機械材料、再生医療材料、バイオメディカル材料、医療用MEMS材料、バイオセンサー材料などの医療材料、その他の幅広い用途に使用可能なナノ繊維を製造することができる。
【図面の簡単な説明】
【0043】
【図1】実施形態に係るナノ繊維製造装置1を説明するために示す図である。
【図2】電界紡糸装置20の要部拡大図である。
【図3】補助ベルト172を説明するために示す図である。
【図4】補助ベルト位置制御装置174の動作を説明するために示す図である。
【図5】補助ベルト位置制御装置174の動作を説明するために示す図である。
【図6】張力制御装置178の動作を説明するために示す図である。
【図7】補助ベルト装置の変形例を説明するための図である。
【図8】補助ベルト位置制御装置の変形例を説明するための図である。
【図9】補助ベルト位置計測センサーの変形例を説明するための図である。
【図10】電界紡糸装置20aの要部正面図である。
【図11】特許文献1に記載された電界紡糸装置900を説明するために示す図である。
【発明を実施するための形態】
【0044】
以下、本発明の電界紡糸装置及びナノ繊維製造装置について、図に示す実施の形態に基づいて説明する。
【0045】
[実施形態]
1.実施形態に係るナノ繊維製造装置1の構成
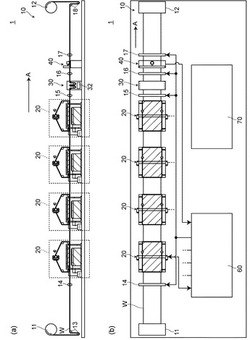
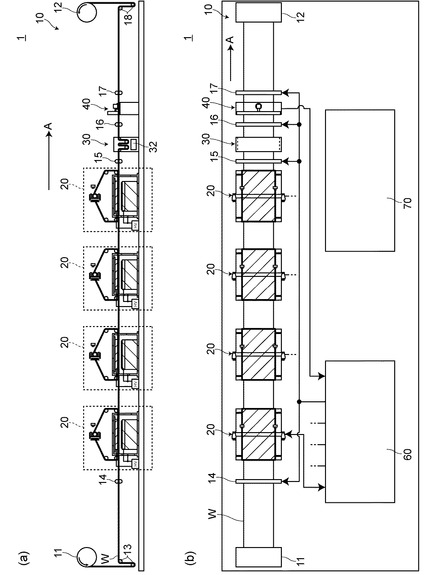
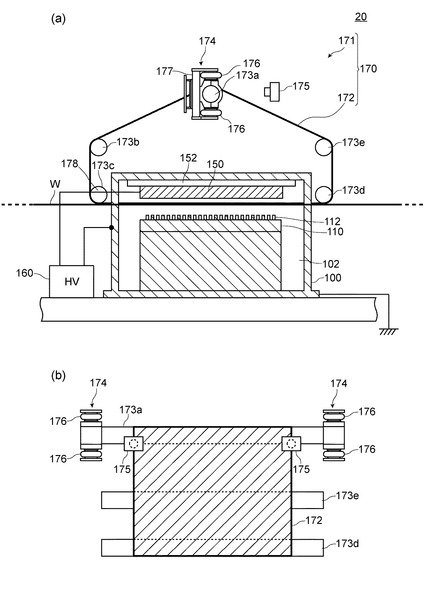
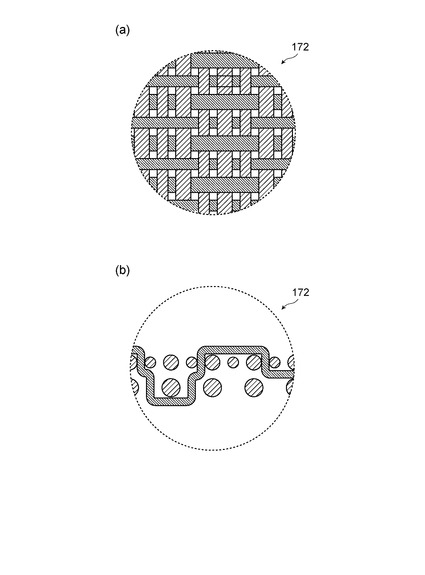
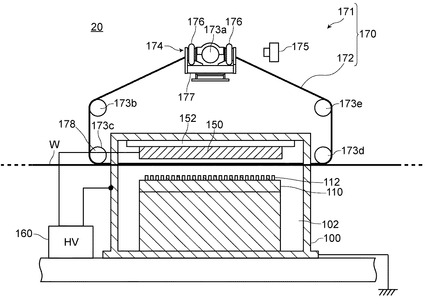
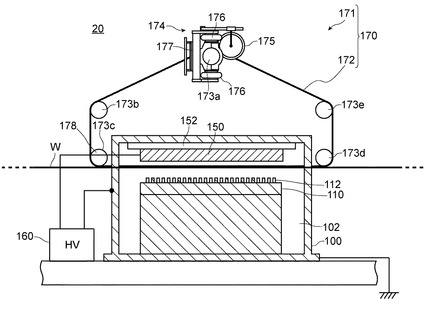
図1は、実施形態に係るナノ繊維製造装置1を説明するために示す図である。図1(a)はナノ繊維製造装置1の正面図であり、図1(b)はナノ繊維製造装置1の平面図である。図2は、電界紡糸装置20の要部拡大図である。図2(a)は電界紡糸装置20の要部正面図であり、図2(b)は補助ベルト装置170を長尺シートの搬送方向側から見た図である。図3は、補助ベルト172を説明するために示す図である。図3(a)は補助ベルト172の平面拡大図であり、図3(b)は補助ベルト172の断面拡大図である。なお、図1及び図2においては、ポリマー溶液供給部及びポリマー溶液回収部の図示を省略してある。また、図1(a)においては、一部の部材は断面図で示している。また、図3においては、縦糸及び横糸にはハッチングを施している。
【0046】
実施形態に係るナノ繊維製造装置1は、図1に示すように、長尺シートWを所定の搬送速度Vで搬送する搬送装置10と、搬送装置10により長尺シートWが搬送されていく所定の搬送方向Aに沿って直列に配置された複数の電界紡糸装置20と、通気度計測装置40と、「搬送装置10、電界紡糸装置20、後述する加熱装置30、通気度計測装置40、後述するVOC処理装置70、後述する不活性ガス供給装置(図示せず)、ポリマー供給装置(図示せず)及びポリマー回収装置(図示せず)」を制御する主制御装置60とを備える。
【0047】
実施形態に係るナノ繊維製造装置1においては、電界紡糸装置として、長尺シートWが搬送されていく所定の搬送方向Aに沿って直列に配置された4台の電界紡糸装置20を備える。
【0048】
実施形態に係るナノ繊維製造装置1は、電界紡糸装置20と通気度計測装置40との間に配置され、ナノ繊維を堆積させた長尺シートWを加熱する加熱装置30と、長尺シートWにナノ繊維を堆積させる際に発生する揮発性成分を燃焼して除去するVOC処理装置70と、主制御装置60からの信号を受信し、異常が検出された電界紡糸装置20における電界紡糸室102に不活性ガスを供給する不活性ガス供給装置とをさらに備える。
【0049】
搬送装置10は、図1に示すように、長尺シートWを繰り出す繰り出しローラー11及び長尺シートWを巻き取る巻き取りローラー12並びに繰り出しローラー11と巻き取りローラー12との間に位置する補助ローラー13,18及び駆動ローラー14,15,16,17を備える。繰り出しローラー11、巻き取りローラー12及び駆動ローラー14,15,16,17は、図示しない駆動モーターにより回転駆動される構造となっている。
【0050】
電界紡糸装置20は、図2に示すように、導電性を有する筐体100と、筐体100に絶縁部材152を介して取り付けられたコレクター150と、コレクター150に対向する位置に位置し、ポリマー溶液を吐出する複数のノズル112を有するノズルブロック110と、コレクター150とノズルブロック110との間に高電圧(例えば10kV〜80kV)を印加する電源装置160と、コレクター150とノズルブロック110とを覆う所定の空間を画定する電界紡糸室102と、長尺シートWが搬送されるのを補助する補助ベルト装置170とを備える。
【0051】
ノズルブロック110は、図2に示すように、複数のノズル112として、ポリマー溶液を吐出口から上向きに吐出する複数の上向きノズル112を有する。そして、ナノ繊維製造装置1は、複数の上向きノズル112の吐出口からポリマー溶液をオーバーフローさせながら複数の上向きノズル112の吐出口からポリマー溶液を吐出してナノ繊維を電界紡糸するとともに、複数の上向きノズル112の吐出口からオーバーフローしたポリマー溶液を回収してナノ繊維の原料として再利用することが可能となるように構成されている。複数の上向きノズル112は、例えば、1.5cm〜6.0cmのピッチで配列されている。複数の上向きノズル112の数は、例えば、36個(縦横同数に配列した場合、6個×6個)〜21904個(縦横同数に配列した場合、148個×148個)である。ノズルブロック110は、直接接地されているか、筐体100を介して接地されている。本発明の電界紡糸装置には様々な大きさ及び様々な形状を有するノズルブロックを用いることができるが、ノズルブロック110は、例えば、上面から見たときに一辺が0.5m〜3mの長方形(正方形を含む)に見える大きさ及び形状を有する。
【0052】
電源装置160は、電流供給部164と、電流供給部164からの電流を計測する電流計測部166と、電流供給部164の動作を制御するとともに電流計測部166からの計測結果を処理する制御部162とを備える。そして、電源装置160は、コレクター150と複数のノズル112との間に高電圧を印加するとともに、電源装置160から供給される電流量を計測し、計測値を主制御装置60へ送信する。また、主制御装置60から電流供給停止信号を受信したときには電力供給を停止する。
【0053】
補助ベルト装置170は、図2に示すように、コレクター150を取り囲む位置に回転自在に配置された絶縁性かつ多孔性のエンドレスベルトからなる補助ベルト172と、補助ベルト172を長尺シートWに対応する回転速度で回転させる補助ベルト駆動装置171とを備える。
【0054】
補助ベルト172は、図2又は図3に示すように、直径0.1mm〜2.0mmの糸を編むことにより作製された網状基材が積層された構造を有し、開口率は、1%〜40%の範囲内にあるエンドレスベルトであり、幅は、長尺シートWの幅に沿ったコレクター150の幅よりも広い。具体的には、例えば、直径0.27mm及び0.18mmのポリエチレンの糸が交互に配列した1層目と、直径0.35mmのポリアセチレンの糸と0.35mmのポリエチレンが交互に配列された2層目とを直径0.25mmのポリエチレンの糸の縦糸で編むことにより作製された網状基材であり(図3(a)参照。)、当該網状素材が積層された「2.5層」構造を有する(図3(b)参照。)ベルトを用いることができる。また、補助ベルト172の幅は2mで、複数の孔があり、開口率は4%であり、補助ベルトの1周は、コレクター150の長さなどにもよるが、例えば、6mのものを使用できる。
【0055】
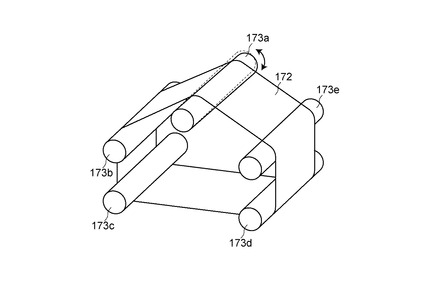
補助ベルト駆動装置171は、図2に示すように、補助ベルトを掛け回す5つの補助ベルト用ローラー173a,173b,173c,173d,173e(以下、173と記載することもある。)と、補助ベルト用ローラー173を回転させる駆動モーター(図示せず。)と、補助ベルト用ローラー173aの幅方向に沿った補助ベルト172の位置を制御する補助ベルト位置制御装置174と、補助ベルト用ローラー173aの幅方向に沿った補助ベルト172の位置を計測する補助ベルト位置計測センサー175と、補助ベルト172にかかる張力を制御する張力制御装置178とを有する。
【0056】
補助ベルト172を掛け回す補助ベルト用ローラー173は、それぞれ幅方向に2.2mの長さを持つ。補助ベルト用ローラー173aは、補助ベルト位置制御装置174からの信号を受信し、補助ベルト用ローラー173aの一方の端部における、補助ベルト172の内側から外側に向かう方向に沿った補助ベルト用ローラー173aの位置を制御する。補助ベルト用ローラー173cは、張力制御装置178からの信号を受信し、補助ベルト172の内側から外側に向かう方向に沿った補助ベルト用ローラー173cの位置を制御する。補助ベルト用ローラー173dは、図示しない駆動モーター176により回転する。つまり、補助ベルト用ローラー173dは駆動ローラーであり、残りの補助ベルト用ローラーは従動ローラーであるということになる。なお、本発明の電界紡糸装置においては、駆動ローラーが2つ以上あってもよい。
【0057】
補助ベルト位置制御装置174は、補助ベルト用ローラー173aの一方の端部に取り付けられた回転自在に支持する支持軸を上下両側から挟むように配設された一対のエアースプリング装置176と、一対のエアースプリング装置の膨らみ量をそれぞれ独立に制御する膨らみ量制御装置177とを有する。
【0058】
膨らみ量制御装置177は、補助ベルト位置計測センサー175の計測結果に基づいて、補助ベルト用ローラー173aの一方の端部を上下に動かすことにより傾け、補助ベルトが長尺シートWの幅方向に沿った所定の位置となるように一対のエアースプリング装置176の膨らみ量を制御する信号を送信する。
【0059】
一対のエアースプリング装置176は、補助ベルト用ローラー173aの一方の端部を上下に動かすことにより、補助ベルト用ローラー173aを傾けることができる。例えば、下側のエアースプリング装置を膨らませるとともに上側のエアースプリング装置を萎ませることにより、補助ベルト用ローラー173aの一方の端部を上下に動かして、補助ベルト用ローラー173aを傾けることができる。また、下側のエアースプリング装置を萎ませ、上側のエアースプリング装置を膨らませることにより、補助ベルト用ローラー173aの支持軸側を下に動かすことにより傾けることもできる。一対のエアースプリング装置176としては一般的なエアースプリング装置を用いることができる。
【0060】
補助ベルト位置計測センサー175は、補助ベルト172の幅方向に沿った補助ベルトの位置を計測する位置センサーであり、計測結果を補助ベルト位置制御装置174に送る。位置センサーとしてはカメラを用いることができる。
【0061】
張力制御装置178は、補助ベルトにかかる張力を計測し、補助ベルト用ローラー173cを空気圧等によって移動させることにより、補助ベルト172にかかる張力を制御する。また、補助ベルト172を複数の補助ベルト用ローラー173に掛け回したり取り外したりする作業の際にも使用される。
【0062】
電界紡糸装置20は、温度20℃〜40℃、湿度20%〜60%の雰囲気に調整された部屋に設置されている。
【0063】
加熱装置30は、電界紡糸装置20と通気度計測装置40との間に配置され、ナノ繊維を堆積させた長尺シートWを加熱する。加熱温度は、長尺シートWやナノ繊維の種類によって異なるが、例えば、長尺シートWを50℃〜300℃の温度に加熱することができる。
【0064】
通気度計測装置40は、電界紡糸装置20によりナノ繊維を堆積させた長尺シートWの通気度を計測する。
【0065】
主制御装置60は、搬送装置10、電界紡糸装置20、加熱装置30、通気度計測装置40、VOC処理装置70、不活性ガス供給装置、ポリマー供給装置及びポリマー回収装置を制御する。
【0066】
VOC処理装置70は、長尺シートにナノ繊維を堆積させる際に発生する揮発性成分を燃焼して除去する。
【0067】
2.実施形態に係るナノ繊維製造装置を用いたナノ繊維製造方法
以下、上記のように構成された実施形態に係るナノ繊維製造装置1を用いてナノ繊維不織布を製造する方法について説明する。
【0068】
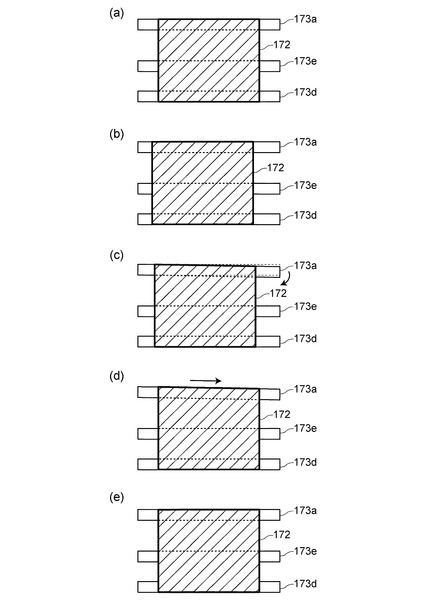
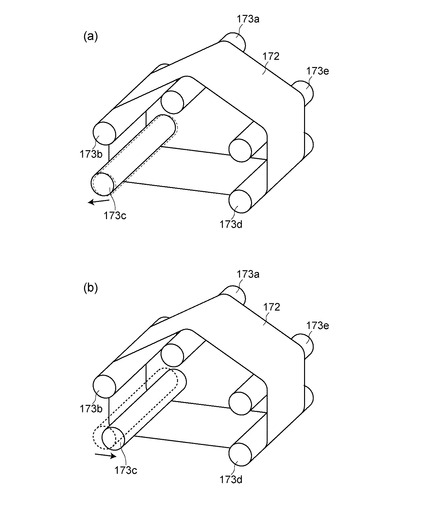
図4は、補助ベルト位置制御装置174を説明するために示す図である。図5は、補助ベルト位置制御装置174の動作を説明するために示す図である。図5(a)〜図5(e)は各工程図である。図6は、張力制御装置178を説明するために示す図である。図6(a)は補助ベルト172にかかる張力を制御する作業を行う際の張力制御装置178にの動作を説明するために示す図である。図6(b)は補助ベルト172を補助ベルト用ローラーから取り外す作業を行う際の張力制御装置178の動作を説明するために示す図である。なお、図4〜図6において、図面の簡素化のため、補助ベルト172と補助ベルト用ローラー173以外の部分を省略している。
【0069】
まず、長尺シートWを搬送装置10にセットし、その後、長尺シートWを繰り出しローラー11から巻き取りローラー12に向けて所定の搬送速度で搬送させながら、各電界紡糸装置20において長尺シートWにナノ繊維を順次堆積させる。その後、加熱装置30により、ナノ繊維を堆積させた長尺シートWを加熱する。これにより、ナノ繊維が堆積した長尺シートからなるナノ繊維不織布が製造される。
【0070】
このとき、補助ベルト装置170は、補助ベルト172を長尺シートWの搬送速度に対応する回転速度で回転させる。それと並行して、補助ベルト位置計測センサー175により、補助ベルト用ローラー173aの幅方向に沿った補助ベルト172の位置を計測し、さらに、張力制御装置178により、補助ベルト172にかかる張力を計測する。
【0071】
このとき、補助ベルト位置計測センサー175による計測により、補助ベルト用ローラー173aの幅方向に沿った補助ベルト172の位置が所定の位置からずれを生じたときには、補助ベルト位置制御装置174は、図4に示すように、補助ベルト用ローラー173aの一方の端部を上下に動かすことにより、補助ベルト用ローラー173aの幅方向に沿った補助ベルト172の位置を所定の位置となるように制御をする。
【0072】
例えば、補助ベルトが紙面の左側に偏ってきたとする(図5(a)〜図5(b)参照。)。この場合、補助ベルト位置計測センサー175による計測結果が補助ベルト位置制御装置174へ送信されると、補助ベルト位置制御装置174は、補助ベルト用ローラー173aの一方の端部(今回の場合は右端部)を下方に動かす変位量を算出し、算出された変位量に基づき、一対のエアースプリング装置176の膨らみ量を算出して、当該一対のエアースプリング装置176を制御する(図5(c))。その結果、補助ベルト172は紙面の右方向に移動し(図5(d))、最終的には正しい位置に戻る(図5(e))。
【0073】
また、張力制御装置179により、補助ベルト172にかかる張力が所定値よりも低くなったことを検知したときには、図6(a)に示すように、空気圧によって補助ベルト172の内側から外側に向かう方向に沿って補助ベルト用ローラー173cの位置を移動させる。これにより、補助ベルトの張力は所定値にまで戻る。
【0074】
また、図6(b)に示すように、(電界紡糸を開始するとき)補助ベルト172を複数の補助ベルト用ローラー173に掛け回したり(電界紡糸を終了したとき)補助ベルト172を複数の補助ベルト用ローラー173から取り外したりする作業を行う際には、当該作業を容易とする位置まで補助ベルト用ローラー173cを(補助ベルト172の内側から外側に向かう方向に沿って)移動させて、当該作業を容易化することができる。
【0075】
主制御装置60は、通気度計測部40により計測された通気度又は平均通気度に基づいて搬送装置10が搬送する長尺シートWの搬送速度を制御する。例えば、計測された通気度が所定の通気度よりも大きくなる方向に紡糸条件が変動した場合には、搬送速度を遅くして単位面積当たりのナノ繊維の堆積量を増大させることにより通気度を小さくする。また、計測された通気度が所定の通気度よりも小さくなる方向に紡糸条件が変動した場合には、搬送速度を速くして単位面積当たりのナノ繊維の堆積量を減少させることにより通気度を大きくする。このとき、主制御装置60は、長尺シートの搬送速度に対応する回転速度で補助ベルト172を回転させるように、補助ベルト駆動装置171を制御する。
【0076】
また、主制御装置60は、例えば、コレクター150とノズルブロック110との間に35kVの電圧を印加した状態で電界紡糸を行っているとき、例えば0.24mAよりも大きい電流が複数の電源装置160のうち1又は複数の電源装置160から供給されていることを検知したときには、当該1又は複数の電源装置160に対して電流供給を停止させる電流供給停止信号を送信する。
【0077】
また、主制御装置60は、例えば0.18mAよりも小さい電流が複数の電源装置160のうち1又は複数の電源装置160から供給されていることを検知したときには、当該1又は複数の電源装置160が異常状態である旨の警告信号(警告音を出させる信号又は警告表示を出させる信号)を出す。
【0078】
また、主制御装置60は、当該1又は複数の電源装置160に対して電流供給を停止させる電流供給停止信号を送信するときには、長尺シートWに堆積する単位面積当たりのナノ繊維の累積堆積量を所定の範囲内に収めるために搬送装置10に対して搬送速度を減速させる搬送速度減速信号を送信する。
【0079】
このとき、主制御装置60は、搬送速度を減速させる前の第1期間に電流供給を行っていた電源装置160の台数をn台とし、搬送速度を減速させた後の第2期間に電力供給を行なう電源装置160の台数をm台としたとき、第2期間における搬送速度を第1期間における搬送速度の「m/n」倍に制御する。その後、主制御装置60は、通気度計測装置40により計測された通気度に基づいて搬送速度をさらに細かく制御する。さらに、主制御装置60は、補助ベルト172を長尺シートWの搬送速度に対応する回転速度で回転させるように、補助ベルト駆動装置171を制御する。
【0080】
なお、搬送速度Vの制御は、駆動ローラー14,15,16,17の回転速度を制御することにより行うことができる。
【0081】
以下に、実施形態に係るナノ繊維製造方法における紡糸条件を例示的に示す。
【0082】
長尺シートとしては、各種材料からなる不織布、織物、編物、フィルムなどを用いることができる。長尺シートの厚さは、例えば5μm〜500μmのものを用いることができる。長尺シートの長さは、例えば10m〜10kmのものを用いることができる。
【0083】
ナノ繊維の原料となるポリマーとしては、例えば、ポリ乳酸(PLA)、ポリプロピレン(PP)、ポリ酢酸ビニル(PVAc)、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート(PEN)、ポリアミド(PA)、ポリウレタン(PUR)、ポリビニルアルコール(PVA)、ポリアクリロニトリル(PAN)、ポリエーテルイミド(PEI)、ポリカプロラクトン(PCL)、ポリ乳酸グリコール酸(PLGA)、シルク、セルロース、キトサンなどを用いることができる。
【0084】
ポリマー溶液に用いる溶媒としては、例えば、ジクロロメタン、ジメチルホルムアミド、ジメチルスルホキシド、メチルエチルケトン、クロロホルム、アセトン、水、蟻酸、酢酸、シクロヘキサン、THFなどを用いることができる。複数種類の溶媒を混合して用いてもよい。ポリマー溶液には、導電性向上剤などの添加剤を含有させてもよい。
【0085】
製造するナノ繊維不織布の通気度Pは、例えば0.15cm3/cm2/s〜200cm3/cm2/sに設定することができる。搬送速度Vは、例えば0.2m/分〜100m/分に設定することができる。ノズルとコレクター150とノズルブロック110に印加する電圧は、10kV〜80kV(実施形態における電界紡糸装置20においては50kV付近が好ましい。)に設定することができる。
【0086】
紡糸区域の温度は、例えば25℃に設定することができる。紡糸区域の湿度は、例えば30%に設定することができる。
【0087】
3.実施形態に係る電界紡糸装置及びナノ繊維製造装置の効果
実施形態に係る電界紡糸装置20によれば、一方の電極がコレクター150に接続され、他方の電極がノズルブロック110に接続されるとともに当該他方の電極の電位が接地電位に落とされた電源装置160を備えるため、ノズルブロック110をはじめとして「紡糸ノズル112から吐出される前のポリマー溶液」、「ポリマー溶液を貯蔵する原料タンク」、「ポリマー溶液を原料タンクからノズル112まで移送するポリマー溶液移送機構(例えば、配管や送りポンプなど。)」のすべてが接地電位となるため、特許文献1に記載された電界紡糸装置の場合と同様に、原料タンクやポリマー溶液移送機構を高耐電圧仕様にする必要がなくなる。従って、原料タンクやポリマー溶液移送機構を高耐電圧仕様にすることに起因して電界紡糸装置の機構が複雑化することがなくなる。
【0088】
また、実施形態に係る電界紡糸装置20によれば、一方の電極がコレクター150に接続され、他方の電極がノズルブロック110に接続されるとともに当該他方の電極の電位が接地電位に落とされた電源装置160を備えるため、特許文献1に記載された電界紡糸装置の場合と同様に、比較的単純な形状・構造にすることが可能なコレクター150に高電圧を印加するとともに、比較的複雑な形状・構造を有するノズルブロック110を接地した状態で電界紡糸するため、望ましくない放電や電圧降下を起こし難くなり、常に安定した条件の下で電界紡糸することが可能となる。
【0089】
また、実施形態に係る電界紡糸装置20によれば、コレクター150を取り囲む位置に回転自在に配設された絶縁性かつ多孔性のエンドレスベルトからなる補助ベルト172及び補助ベルト172を長尺シートWの搬送速度に対応する回転速度で回転させる補助ベルト駆動装置171を有する補助ベルト装置170をさらに備えるため、コレクター150と長尺シートWとの間に大きな静電引力が発生したとしても、長尺シートWとコレクター150との間に補助ベルト172が存在するため、長尺シートWがコレクター150に引き寄せられたり、長尺シートWの円滑な搬送が妨げられたりすることがなくなる。その結果、ナノ繊維を均一な条件で電界紡糸することが可能となることはもちろん、電界紡糸装置1の運転自体を停止することもなくなり、均一な品質(例えば、ナノ繊維の平均直径、ナノ繊維の直径分布、ナノ繊維の堆積量、ナノ繊維不織布の厚さ、ナノ繊維不織布の通気度など。)を有するナノ繊維を高い生産性で大量生産することが可能となる。
【0090】
なお、実施形態に係る電界紡糸装置20においては、補助ベルト172が長尺シートWの搬送速度に対応する回転速度で回転するため、補助ベルト172の存在に起因して長尺シートWの搬送状態に悪影響を与えてしまうこともない。また、本発明の電界紡糸装置20においては、補助ベルト172が絶縁性かつ多孔性のエンドレスベルトからなるため、コレクター150とノズルブロック110との間に形成される電界分布に大きな影響を与えることもない。
【0091】
また、実施形態に係る電界紡糸装置20によれば、補助ベルト駆動装置171は、補助ベルト172を掛け回す複数の補助ベルト用ローラー173と、補助ベルト用ローラー173cを回転させる駆動モーター176とを有するため、補助ベルト172を長尺シートWの搬送速度に対応する回転速度で確実に回転させることができるようになる。
【0092】
また、実施形態に係る電界紡糸装置20によれば、補助ベルト駆動装置171は、補助ベルト用ローラー173aの一方の端部における、補助ベルト172の内側から外側に向かう方向に沿った補助ベルト用ローラー173aの位置を制御することにより、補助ベルト用ローラー173aの幅方向に沿った補助ベルト172の位置を制御する補助ベルト位置制御装置174を有するため、当該補助ベルト用ローラー173aの傾きを適宜制御することが可能となり、補助ベルト用ローラー173aの幅方向に沿った補助ベルト172の位置を長時間にわたって精度良く制御することが可能となる。
【0093】
また、実施形態に係る電界紡糸装置20によれば、補助ベルト位置制御装置174は、補助ベルト用ローラー173aの一方の端部を回転自在に支持する支持軸を両側から挟むように配設された一対のエアースプリング装置176と、一対のエアースプリング装置176の膨らみ量をそれぞれ独立に制御する膨らみ量制御装置182とを有するため、補助ベルト用ローラーの幅方向に沿った補助ベルトの位置を円滑に制御することが可能となる。
【0094】
また、実施形態に係る電界紡糸装置20によれば、補助ベルト駆動装置171は、補助ベルト用ローラー173aの幅方向に沿った補助ベルト172の位置を計測する補助ベルト位置計測センサー175をさらに有し、補助ベルト位置計測センサー175の計測結果に基づいて、補助ベルト用ローラー173aの幅方向に沿った補助ベルト172の位置を制御するため、補助ベルト用ローラーの幅方向に沿った補助ベルトの位置をより一層精度良く制御することが可能となる。
【0095】
また、実施形態に係る電界紡糸装置20によれば、補助ベルト駆動装置171は、補助ベルト用ローラー173cについて、補助ベルト172の内側から外側に向かう方向に沿った補助ベルト用ローラー173cの位置を制御して補助ベルト172にかかる張力を制御する張力制御装置178をさらに有するため、コレクター150と補助ベルト172との間に大きな静電引力が発生したとしても、補助ベルト172の張力を当該静電引力に対抗できる程の大きな値に調整することが可能となり、長尺シートWがコレクター150に引き寄せられることや、長尺シートWの円滑な搬送が妨げられることを確実に防止することができるようになる。
【0096】
また、実施形態に係る電界紡糸装置20によれば、張力制御装置178は、補助ベルト172を複数の補助ベルト用ローラー173に掛け回したり複数の補助ベルト用ローラー173から取り外したりする作業を容易とする位置まで、補助ベルト172の内側から外側に向かう方向に沿った補助ベルト用ローラー173cの位置を制御可能であるため、補助ベルト172を複数の補助ベルト用ローラー173に掛け回したり複数の補助ベルト用ローラー173から取り外したりする作業を容易とすることが可能となる。
【0097】
また、実施形態に係る電界紡糸装置20によれば、補助ベルト172の幅は、長尺シートWの幅に沿ったコレクター150の幅よりも広いため、長尺シートWとコレクター150との間に補助ベルト172が確実に存在するようになり、長尺シートWがコレクター150に引き寄せられたり、長尺シートWの円滑な搬送が妨げられたりすることを確実に防止することが可能となる。
【0098】
また、実施形態に係る電界紡糸装置20によれば、補助ベルト172の開口率は、1%〜40%の範囲内にある。補助ベルト172の開口率を1%〜40%の範囲内にしたのは、補助ベルト172の開口率が1%以上である場合には、コレクター150とノズルブロック110との間に形成される電界分布に大きな影響を与えないレベルに収めることが可能となるからであり、補助ベルト172の開口率が40%以下である場合には、補助ベルト172の機械的強度を大きく低下させないからである。
【0099】
また、実施形態に係る電界紡糸装置20によれば、補助ベルト172は、直径0.1mm〜2.0mmの糸を編むことにより作製された網状基材からなるため、補助ベルト172が高い機械的強度としなやかさとを兼ね備えたものとなるため、強い張力でかつ円滑に補助ベルト172を回転させることが可能となる。
【0100】
また、実施形態に係る電界紡糸装置20によれば、補助ベルト172は、網状基材が積層された構造を有する。その結果、より一層高い機械的強度を備えたものとなるため、より一層強い張力で補助ベルト172を回転させることが可能となる。この場合、補助ベルト172として、異なる材料の網状基材が積層された構造のものを用いることがより好ましい。この場合には、より一層高い機械的強度を備えるとともに耐久性に優れた補助ベルト172とすることができる。例えば、長尺シートW側の面に滑らかな素材を使用するとともに、コレクター150側の面に高い機械的強度を有する素材を使用することも可能となる。網状基材が積層された構造としては、2層構造、3層構造、4層構造・・・の他、2.5層構造を用いることもできる。ここで、「2.5層構造」とは、2層構造のうち一方の層における糸の密度を他方の層における糸の密度よりも高くすることにより、質量を重くすることなく平滑性及び耐摩耗性を向上させたものである。
【0101】
実施形態に係るナノ繊維製造装置1によれば、本発明の電界紡糸装置を備えるため、ノズルブロックを接地した状態でコレクターに高電圧を印加して電界紡糸をする場合であっても、均一な品質を有するナノ繊維を高い生産性で大量生産することが可能となる。
【0102】
また、実施形態に係るナノ繊維製造装置1によれば、電界紡糸装置として、長尺シートWの搬送方向Aに沿って直列に配置された複数の電界紡糸装置20を備えるため、当該複数の電界紡糸装置20を用いてナノ繊維を製造することが可能となり、より一層高い生産性でナノ繊維を大量生産することが可能となる。
【0103】
以上、本発明を上記の実施形態に基づいて説明したが、本発明は上記の実施形態に限定されるものではない。その趣旨を逸脱しない範囲において種々の態様において実施することが可能であり、例えば、次のような変形も可能である。
【0104】
(1)上記実施形態においては、電界紡糸装置として4台の電界紡糸装置を備えるナノ繊維製造装置を例にとって本発明のナノ繊維製造装置を説明したが、本発明はこれに限定されるものではない。例えば、2台若しくは3台又は5台以上の電界紡糸装置を備えるナノ繊維製造装置に本発明を適用することもできる。
【0105】
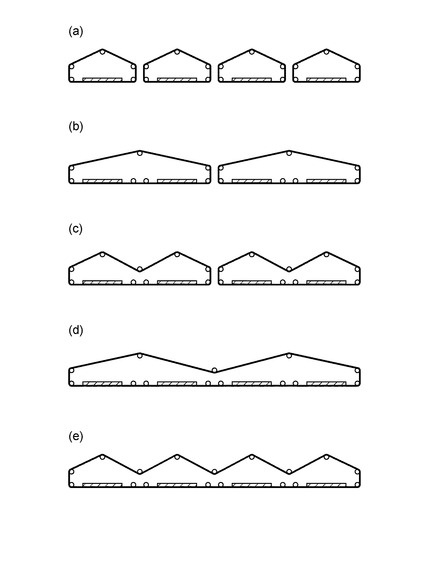
(2)上記実施形態においては、電界紡糸装置として4台の電界紡糸装置を備えるとともに電界紡糸装置毎に1台の補助ベルト装置を配設したナノ繊維製造装置(図7(a)参照。)を例にとって本発明のナノ繊維製造装置を説明したが、本発明はこれに限定されるものではない。図7は、実施形態における補助ベルト装置172の変形例を説明するための図である。補助ベルト装置172は、図7に示すように、複数の電界紡糸装置20のうち「2つ」〜「全部」のコレクター150を取り囲むように配設された1又は複数の補助ベルト172及び当該1又は複数の補助ベルト172を長尺シートWの搬送速度に対応する回転速度で回転させる補助ベルト駆動装置171を有するナノ繊維製造装置に本発明を適用することもできる。このような構成とすることにより、補助ベルト駆動装置171の数を減らすことが可能となる。例えば、ナノ繊維製造装置が4台の電界紡糸装置20を備える場合には、2台の電界紡糸装置毎に1台の補助ベルト装置170を配設(図7(b)及び図7(c)参照。)しても良いし、4台の電界紡糸装置20毎に1台の補助ベルト装置170を配設(図7(d)及び図7(e)参照。)しても良い。
【0106】
(3)上記実施形態においては、上向きノズルを有する上向き式電界紡糸装置を用いて本発明のナノ繊維製造装置を説明したが、本発明はこれに限定されるものではない。例えば、下向きノズルを有する下向き式電界紡糸装置や横向きノズルを有する横向き式電界紡糸装置を備えるナノ繊維製造装置に本発明を適用することもできる。
【0107】
(4)上記実施形態においては、電源装置160の正極がコレクター150に接続され、電源装置160の負極がノズルブロック110及び筐体100に接続された電界紡糸装置を用いて本発明のナノ繊維製造装置を説明したが、本発明はこれに限定されるものではない。例えば、電源装置の負極がコレクター150に接続され、電源装置の正極がノズルブロック110及び筐体100に接続された電界紡糸装置を備えるナノ繊維製造装置に本発明を適用することもできる。
【0108】
(5)上記実施形態においては、一対のエアースプリング装置として、支持軸を上下両側から挟むように配設された一対のエアースプリング装置181を用いたが、本発明はこれに限定されるものではない。図8は、補助ベルト位置制御装置の変形例を説明するための図である。例えば、図8に示すように、一対のエアースプリング装置支持軸を左右両側から挟むように配設された一対のエアースプリング装置176を用いることもできる。この場合、補助ベルト用ローラー173aの一方の端部を水平方向に動かすことにより、補助ベルト用ローラー173aの幅方向に沿った補助ベルト172の位置を制御することが可能となる。
【0109】
(6)上記実施形態においては、位置センサーとして、カメラを用いたが、本発明はこれに限定されるものではない。図9は、補助ベルト位置計測センサーの変形例を説明するための図である。例えば、位置センサーとして、図9に示すような、円盤型の位置計測センサーを用いることもできる。また、一般的なレーザー測距装置その他の位置計測センサーを用いることもできる。
【0110】
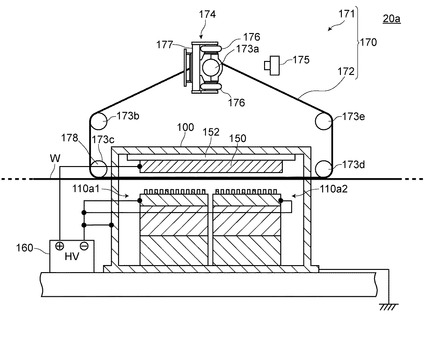
(7)上記実施形態においては、1つの電界紡糸装置に1つのノズルブロックが配設されたナノ繊維製造装置を用いて本発明を説明したが、本発明はこれに限定されるものではない。図10は、電界紡糸装置20aの要部正面図である。例えば、図10に示すように、1つの電界紡糸装置20aに2つのノズルブロック110a1,110a2が配設されたナノ繊維製造装置に本発明を適用することもできるし、2つ以上のノズルブロックが配設されたナノ繊維製造装置に本発明を適用することもできる。
【0111】
この場合、全てのノズルブロックでノズル配列ピッチを同一にすることもできるし、各ノズルブロックでノズル配列ピッチを異ならせることもできる。また、すべてのノズルブロックでノズルブロックの高さ位置を同一にすることもできるし、各ノズルブロックでノズルブロックの高さ位置を異ならせることもできる。
【0112】
(8)本発明のナノ繊維製造装置においては、長尺シートの幅方向に沿ってノズルブロックを所定の往復運動周期で往復運動させる機構を備えていてもよい。当該機構を用いてノズルブロックを所定の往復運動周期で往復運動させながら電界紡糸を行うことにより、長尺シートの幅方向に沿ったポリマー繊維の堆積量を均一化することができる。この場合、ノズルブロックの往復運動周期や往復距離を、電界紡糸装置毎又はノズルブロック毎に独立して制御可能としてもよい。このような構成とすることにより、すべてのノズルブロックを同じ周期で往復運動させることもできるし、各ノズルブロックを異なる周期で往復運動させることもできる。また、すべてのノズルブロックで往復運動の往復距離を同一にすることもできるし、各ノズルブロックで往復運動の往復距離を異ならせることもできる。
【符号の説明】
【0113】
1…ナノ繊維製造装置、10…搬送装置、11…繰り出しローラー、12…巻き取りローラー、13,18…補助ローラー、14,15,16,17…駆動ローラー、20…電界紡糸装置、30…加熱装置、32…ヒーター、40…通気度計測装置、60…主制御装置、70…VOC処理装置、100…筐体、102…電界紡糸室、110…ノズルブロック、112…ノズル、150…コレクター、152…絶縁部材、160…電源装置、170…補助ベルト装置、171…補助ベルト駆動装置、172…補助ベルト、173,173a,173b,173c,173d,173e…補助ベルト用ローラー、174…補助ベルト位置制御装置、175…補助ベルト位置計測センサー、176…一対のエアースプリング装置、177…膨らみ量制御装置、178…張力制御装置、190…不活性ガス供給装置、192…不活性ガスボンベ、194…不活性ガス供給ライン、196…開閉バルブ、A…搬送方向、W…長尺シート
【技術分野】
【0001】
本発明は、電界紡糸装置及びナノ繊維製造装置に関する。
【背景技術】
【0002】
従来、ノズルブロックを接地した状態でコレクターに高電圧を印加して電界紡糸をする電界紡糸装置が知られている(例えば、特許文献1参照。)。
【0003】
図11は、特許文献1に記載された電界紡糸装置900を説明するために示す図である。特許文献1に記載された電界紡糸装置900は、図11に示すように、ポリマー溶液を貯蔵する原料タンク901と、ポリマー溶液を吐出する紡糸ノズル904及びガス流れを形成するガスノズル906を有するノズルブロック902と、導電性要素からなるコレクター920と、長尺シート918を搬送するための繰り出しローラー924及び巻き取りローラー926とを備える。なお、図11中、符号912は吸引ブロアを示し、符号914はガス収集管を示し、符号922は支持部材を示す。
【0004】
特許文献1に記載された電界紡糸装置900においては、コレクター920に負の高電圧を印加するとともにノズルブロック902を接地した状態で紡糸ノズル904からポリマー溶液を吐出することにより、搬送されていく長尺シート上にナノ繊維を電界紡糸する。
【0005】
特許文献1に記載された電界紡糸装置900によれば、ノズルブロック902をはじめとして「紡糸ノズル904から吐出される前のポリマー溶液」、「ポリマー溶液を貯蔵する原料タンク901」、「ポリマー溶液を原料タンク901からノズルブロック902まで移送するポリマー溶液移送機構(例えば、配管や送りポンプなど。)」のすべてが接地電位となるため、原料タンク901やポリマー溶液移送機構を高耐電圧仕様にする必要がなくなる。従って、原料タンク901やポリマー溶液移送機構を高耐電圧仕様にすることに起因して電界紡糸装置の機構が複雑化することがなくなる。
【0006】
また、特許文献1に記載された電界紡糸装置900によれば、比較的単純な形状・構造にすることが可能なコレクター920に高電圧を印加するとともに、比較的複雑な形状・構造を有するノズルブロック902を接地した状態で電界紡糸するため、望ましくない放電や電圧降下を起こし難くなり、常に安定した条件の下で電界紡糸することが可能となる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2008−506864号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1に記載された電界紡糸装置900においては、コレクターに高電圧が印加されていることから、コレクターと長尺シートとの間に大きな静電引力が発生し、これに起因して長尺シートがコレクターに引き寄せられて、長尺シートの円滑な搬送が妨げられる場合がある。その結果、長時間にわたってナノ繊維を均一な条件で電界紡糸することが困難となったり、ひどいときには電界紡糸装置の運転自体を停止しなければならなくなったりしてしまい、均一な品質(例えば、ナノ繊維の平均直径、ナノ繊維の直径分布、ナノ繊維の堆積量、ナノ繊維層の目付、ナノ繊維層の厚さ、ナノ繊維層の通気度など。)を有するナノ繊維を高い生産性で大量生産することが困難となる。
【0009】
そこで、本発明は、上記のような事情に鑑みてなされたものであり、ノズルブロックを接地した状態でコレクターに高電圧を印加して電界紡糸をする場合であっても、均一な品質を有するナノ繊維を高い生産性で大量生産することが可能な電界紡糸装置及びナノ繊維製造装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
[1]本発明の電界紡糸装置は、コレクターと、前記コレクターに対向する位置に位置し、ポリマー溶液を吐出する複数のノズルを有するノズルブロックと、前記コレクターと前記ノズルブロックとの間に高電圧を印加する電源装置であって、正電極及び負電極のうち一方の電極が前記コレクターに接続され、正電極及び負電極のうち他方の電極が前記ノズルブロックに接続されるとともに当該他方の電極の電位が接地電位に落とされた電源装置とを備え、所定の搬送速度で搬送されていく長尺シートにナノ繊維を電界紡糸する電界紡糸装置であって、前記コレクターを取り囲む位置に回転自在に配設された絶縁性かつ多孔性のエンドレスベルトからなる補助ベルト及び当該補助ベルトを前記長尺シートの搬送速度に対応する回転速度で回転させる補助ベルト駆動装置を有する補助ベルト装置をさらに備えることを特徴とする。
【0011】
本発明の電界紡糸装置によれば、一方の電極がコレクターに接続され、他方の電極がノズルブロックに接続されるとともに当該他方の電極の電位が接地電位に落とされた電源装置を備えるため、ノズルブロックをはじめとして「紡糸ノズルから吐出される前のポリマー溶液」、「ポリマー溶液を貯蔵する原料タンク」、「ポリマー溶液を原料タンクからノズルまで移送するポリマー溶液移送機構(例えば、配管や送りポンプなど。)」のすべてが接地電位となるため、特許文献1に記載された電界紡糸装置の場合と同様に、原料タンクやポリマー溶液移送機構を高耐電圧仕様にする必要がなくなる。従って、原料タンクやポリマー溶液移送機構を高耐電圧仕様にすることに起因して電界紡糸装置の機構が複雑化することがなくなる。
【0012】
また、本発明の電界紡糸装置によれば、一方の電極がコレクターに接続され、他方の電極がノズルブロックに接続されるとともに当該他方の電極の電位が接地電位に落とされた電源装置を備えるため、特許文献1に記載された電界紡糸装置の場合と同様に、比較的単純な形状・構造にすることが可能なコレクターに高電圧を印加するとともに、比較的複雑な形状・構造を有するノズルブロックを接地した状態で電界紡糸するため、望ましくない放電や電圧降下を起こし難くなり、常に安定した条件の下で電界紡糸することが可能となる。
【0013】
また、本発明の電界紡糸装置によれば、コレクターを取り囲む位置に回転自在に配設された絶縁性かつ多孔性のエンドレスベルトからなる補助ベルト及び当該補助ベルトを長尺シートの搬送速度に対応する回転速度で回転させる補助ベルト駆動装置を有する補助ベルト装置をさらに備えるため、コレクターと長尺シートとの間に大きな静電引力が発生したとしても、長尺シートとコレクターとの間に補助ベルトが存在するため、長尺シートがコレクターに引き寄せられたり、長尺シートの円滑な搬送が妨げられたりすることがなくなる。その結果、ナノ繊維を均一な条件で電界紡糸することが可能となることはもちろん、電界紡糸装置の運転自体を停止することもなくなり、均一な品質(例えば、ナノ繊維の平均直径、ナノ繊維の直径分布、ナノ繊維の堆積量、ナノ繊維不織布の厚さ、ナノ繊維不織布の通気度など。)を有するナノ繊維を高い生産性で大量生産することが可能となる。
【0014】
なお、本発明の電界紡糸装置においては、補助ベルトが長尺シートの搬送速度に対応する回転速度で回転するため、補助ベルトの存在に起因して長尺シートの搬送状態に悪影響を与えてしまうこともない。また、本発明の電界紡糸装置においては、補助ベルトが絶縁性かつ多孔性のエンドレスベルトからなるため、コレクターとノズルブロックとの間に形成される電界分布に大きな影響を与えることもない。
【0015】
本発明の電界紡糸装置においては、補助ベルトは、0.7mm〜10.0mmの厚さを有するポリマー基材からなることが好ましい。ポリマーとしては、ポリエチレン、ポリアセチレン、ポリウレタン、ポリプロピレン、ナイロンなどのポリアミド、ポリアセタール、ポリカーボネート、変性ポリフェニレンエーテル、ポリブチレンテレフタレート、ポリエチレンテレフタレート、非晶ポリアリレート、ポリスルホン、ポリエーテルサルフォン、ポリフェニレンスルファイド、ポリエーテルエーテルケトン、ポリイミド、ポリエーテルイミド、フッ素樹脂、液晶ポリマーなどを好ましく用いることができる。補助ベルトには、0.001mm2〜1.0mm2の面積をもつ複数の孔が形成されていることが好ましい。
【0016】
[2]本発明の電界紡糸装置においては、前記補助ベルト駆動装置は、前記補助ベルトを掛け回す複数の補助ベルト用ローラーと、前記複数の補助ベルト用ローラーのうち少なくとも1つの補助ベルト用ローラーを回転させる駆動モーターとを有することが好ましい。
【0017】
このような構成とすることにより、補助ベルトを長尺シートの搬送速度に対応する回転速度で確実に回転させることができるようになる。
【0018】
[3]本発明の電界紡糸装置においては、前記補助ベルト駆動装置は、前記複数の補助ベルト用ローラーのうち1つの補助ベルト用ローラーについて、当該補助ベルト用ローラーの一方の端部における、前記補助ベルトの内側から外側に向かう方向に沿った当該補助ベルト用ローラーの位置を制御することにより、前記補助ベルト用ローラーの幅方向に沿った前記補助ベルトの位置を制御する補助ベルト位置制御装置をさらに有することが好ましい。
【0019】
このような構成とすることにより、当該補助ベルト用ローラーの傾きを適宜制御することが可能となり、補助ベルト用ローラーの幅方向に沿った補助ベルトの位置を長時間にわたって精度良く制御することが可能となる。
【0020】
[4]本発明の電界紡糸装置においては、前記補助ベルト位置制御装置は、前記補助ベルト用ローラーの一方の端部を回転自在に支持する支持軸を両側から挟むように配設された一対のエアースプリング装置と、前記一対のエアースプリング装置の膨らみ量をそれぞれ独立に制御する膨らみ量制御装置とを有することが好ましい。
【0021】
このような構成とすることにより、補助ベルト用ローラーの幅方向に沿った補助ベルトの位置を円滑に制御することが可能となる。
【0022】
[5]本発明の電界紡糸装置においては、前記補助ベルト駆動装置は、前記補助ベルト用ローラーの幅方向に沿った前記補助ベルトの位置を計測する補助ベルト位置計測センサーと、前記補助ベルト位置計測センサーの計測結果に基づいて、前記補助ベルト用ローラーの幅方向に沿った前記補助ベルトの位置を制御することが好ましい。
【0023】
このような構成とすることにより、補助ベルト用ローラーの幅方向に沿った補助ベルトの位置をより一層精度良く制御することが可能となる。
【0024】
[6]本発明の電界紡糸装置においては、前記補助ベルト駆動装置は、前記複数の補助ベルト用ローラーのうち少なくとも1つの補助ベルト用ローラーについて、前記補助ベルトの内側から外側に向かう方向に沿った前記補助ベルト用ローラーの位置を制御して前記補助ベルトにかかる張力を制御する張力制御装置をさらに有することが好ましい。
【0025】
このような構成とすることにより、コレクターと補助ベルトとの間に大きな静電引力が発生したとしても、補助ベルトの張力を当該静電引力に対抗できる程の大きな値に調整することが可能となり、長尺シートがコレクターに引き寄せられることや、長尺シートの円滑な搬送が妨げられることを確実に防止することができるようになる。
【0026】
[7]本発明の電界紡糸装置においては、前記張力制御装置は、前記補助ベルトを前記複数の補助ベルト用ローラーに掛け回したり前記複数の補助ベルト用ローラーから取り外したりする作業を容易とする位置まで、前記補助ベルトの内側から外側に向かう方向に沿った前記補助ベルト用ローラーの位置を制御可能であることが好ましい。
【0027】
このような構成とすることにより、補助ベルトを複数の補助ベルト用ローラーに掛け回したり複数の補助ベルト用ローラーから取り外したりする作業を容易とすることが可能となる。
【0028】
[8]本発明の電界紡糸装置においては、前記補助ベルトの幅は、前記長尺シートの幅に沿った前記コレクターの幅よりも広いことが好ましい。
【0029】
このような構成とすることにより、長尺シートとコレクターとの間に補助ベルトが確実に存在するようになり、長尺シートがコレクターに引き寄せられたり、長尺シートの円滑な搬送が妨げられたりすることを確実に防止することが可能となる。
【0030】
[9]本発明の電界紡糸装置においては、前記補助ベルトの開口率は、1%〜40%の範囲内にあることが好ましい。
【0031】
補助ベルトの開口率を1%〜40%の範囲内にしたのは、補助ベルトの開口率が1%以上である場合には、コレクターとノズルブロックとの間に形成される電界分布に大きな影響を与えないようにすることが可能となるからであり、補助ベルトの開口率が40%以下である場合には、補助ベルトの機械的強度を大きく低下させないからである。
【0032】
[10]本発明の電界紡糸装置においては、前記補助ベルトは、直径0.1mm〜2.0mmの糸を編むことにより作製された網状基材からなることが好ましい。
【0033】
このような構成とすることにより、補助ベルトが高い機械的強度としなやかさとを兼ね備えたものとなるため、強い張力でかつ円滑に補助ベルトを回転させることが可能となる。
【0034】
[11]本発明の電界紡糸装置においては、前記補助ベルトは、前記網状基材が積層された構造を有することが好ましい。
【0035】
このような構成とすることにより、より一層高い機械的強度を備えたものとなるため、より一層強い張力で補助ベルトを回転させることが可能となる。
この場合、補助ベルトとして、異なる材料の網状基材が積層された構造のものを用いることがより好ましい。この場合には、より一層高い機械的強度を備えるとともに耐久性に優れた補助ベルトとすることができる。例えば、長尺シート側の面に滑らかな素材を使用するとともに、コレクター側の面に高い機械的強度を有する素材を使用することも可能となる。網状基材が積層された構造としては、2層構造、3層構造、4層構造・・・の他、2.5層構造を用いることもできる。ここで、「2.5層構造」とは、2層構造のうち一方の層における糸の密度を他方の層における糸の密度よりも高くすることにより、質量を重くすることなく平滑性及び耐摩耗性を向上させたものである。
【0036】
[12]本発明のナノ繊維製造装置は、長尺シートを所定の搬送速度で搬送する搬送装置と、前記搬送装置により搬送されていく長尺シートにナノ繊維を堆積させる電界紡糸装置とを備えるナノ繊維製造装置であって、前記電界紡糸装置は、本発明の電界紡糸装置であることを特徴とする。
【0037】
本発明のナノ繊維製造装置によれば、本発明の電界紡糸装置を備えるため、ノズルブロックを接地した状態でコレクターに高電圧を印加して電界紡糸をする場合であっても、均一な品質を有するナノ繊維を高い生産性で大量生産することが可能となる。
【0038】
[13]本発明のナノ繊維製造装置においては、前記電界紡糸装置として、前記長尺シートの搬送方向に沿って直列に配置された複数の電界紡糸装置を備えることが好ましい。
【0039】
本発明のナノ繊維製造装置によれば、複数の電界紡糸装置を備えるため、当該複数の電界紡糸装置を用いてナノ繊維を製造することが可能となり、より一層高い生産性でナノ繊維を大量生産することが可能となる。
【0040】
[14]本発明のナノ繊維製造装置においては、前記補助ベルト装置は、前記複数の電界紡糸装置のうち「2つ」〜「全部」の前記コレクターを取り囲むように配設された1又は複数の補助ベルト及び当該1又は複数の補助ベルトを前記長尺シートの搬送速度に対応する回転速度で回転させる補助ベルト駆動装置を有する補助ベルト装置であることが好ましい。
【0041】
このような構成とすることにより、補助ベルト駆動装置の数を減らすことが可能となる。例えば、ナノ繊維製造装置が8台の電界紡糸装置を備える場合には、2台の電界紡糸装置毎に1台の補助ベルト装置を配設しても良いし、4台の電界紡糸装置毎に1台の補助ベルト装置を配設しても良いし、8台の電界紡糸装置に1台の補助ベルト装置を配設しても良い。
【0042】
本発明の電界紡糸装置によれば、高機能・高感性テキスタイルなどの衣料品、ヘルスケア、スキンケアなど美容関連用品、ワイピングクロス、フィルターなど産業資材、二次電池のセパレーター、コンデンサーのセパレーター、各種触媒の担体、各種センサー材料などの電子・機械材料、再生医療材料、バイオメディカル材料、医療用MEMS材料、バイオセンサー材料などの医療材料、その他の幅広い用途に使用可能なナノ繊維を製造することができる。
【図面の簡単な説明】
【0043】
【図1】実施形態に係るナノ繊維製造装置1を説明するために示す図である。
【図2】電界紡糸装置20の要部拡大図である。
【図3】補助ベルト172を説明するために示す図である。
【図4】補助ベルト位置制御装置174の動作を説明するために示す図である。
【図5】補助ベルト位置制御装置174の動作を説明するために示す図である。
【図6】張力制御装置178の動作を説明するために示す図である。
【図7】補助ベルト装置の変形例を説明するための図である。
【図8】補助ベルト位置制御装置の変形例を説明するための図である。
【図9】補助ベルト位置計測センサーの変形例を説明するための図である。
【図10】電界紡糸装置20aの要部正面図である。
【図11】特許文献1に記載された電界紡糸装置900を説明するために示す図である。
【発明を実施するための形態】
【0044】
以下、本発明の電界紡糸装置及びナノ繊維製造装置について、図に示す実施の形態に基づいて説明する。
【0045】
[実施形態]
1.実施形態に係るナノ繊維製造装置1の構成
図1は、実施形態に係るナノ繊維製造装置1を説明するために示す図である。図1(a)はナノ繊維製造装置1の正面図であり、図1(b)はナノ繊維製造装置1の平面図である。図2は、電界紡糸装置20の要部拡大図である。図2(a)は電界紡糸装置20の要部正面図であり、図2(b)は補助ベルト装置170を長尺シートの搬送方向側から見た図である。図3は、補助ベルト172を説明するために示す図である。図3(a)は補助ベルト172の平面拡大図であり、図3(b)は補助ベルト172の断面拡大図である。なお、図1及び図2においては、ポリマー溶液供給部及びポリマー溶液回収部の図示を省略してある。また、図1(a)においては、一部の部材は断面図で示している。また、図3においては、縦糸及び横糸にはハッチングを施している。
【0046】
実施形態に係るナノ繊維製造装置1は、図1に示すように、長尺シートWを所定の搬送速度Vで搬送する搬送装置10と、搬送装置10により長尺シートWが搬送されていく所定の搬送方向Aに沿って直列に配置された複数の電界紡糸装置20と、通気度計測装置40と、「搬送装置10、電界紡糸装置20、後述する加熱装置30、通気度計測装置40、後述するVOC処理装置70、後述する不活性ガス供給装置(図示せず)、ポリマー供給装置(図示せず)及びポリマー回収装置(図示せず)」を制御する主制御装置60とを備える。
【0047】
実施形態に係るナノ繊維製造装置1においては、電界紡糸装置として、長尺シートWが搬送されていく所定の搬送方向Aに沿って直列に配置された4台の電界紡糸装置20を備える。
【0048】
実施形態に係るナノ繊維製造装置1は、電界紡糸装置20と通気度計測装置40との間に配置され、ナノ繊維を堆積させた長尺シートWを加熱する加熱装置30と、長尺シートWにナノ繊維を堆積させる際に発生する揮発性成分を燃焼して除去するVOC処理装置70と、主制御装置60からの信号を受信し、異常が検出された電界紡糸装置20における電界紡糸室102に不活性ガスを供給する不活性ガス供給装置とをさらに備える。
【0049】
搬送装置10は、図1に示すように、長尺シートWを繰り出す繰り出しローラー11及び長尺シートWを巻き取る巻き取りローラー12並びに繰り出しローラー11と巻き取りローラー12との間に位置する補助ローラー13,18及び駆動ローラー14,15,16,17を備える。繰り出しローラー11、巻き取りローラー12及び駆動ローラー14,15,16,17は、図示しない駆動モーターにより回転駆動される構造となっている。
【0050】
電界紡糸装置20は、図2に示すように、導電性を有する筐体100と、筐体100に絶縁部材152を介して取り付けられたコレクター150と、コレクター150に対向する位置に位置し、ポリマー溶液を吐出する複数のノズル112を有するノズルブロック110と、コレクター150とノズルブロック110との間に高電圧(例えば10kV〜80kV)を印加する電源装置160と、コレクター150とノズルブロック110とを覆う所定の空間を画定する電界紡糸室102と、長尺シートWが搬送されるのを補助する補助ベルト装置170とを備える。
【0051】
ノズルブロック110は、図2に示すように、複数のノズル112として、ポリマー溶液を吐出口から上向きに吐出する複数の上向きノズル112を有する。そして、ナノ繊維製造装置1は、複数の上向きノズル112の吐出口からポリマー溶液をオーバーフローさせながら複数の上向きノズル112の吐出口からポリマー溶液を吐出してナノ繊維を電界紡糸するとともに、複数の上向きノズル112の吐出口からオーバーフローしたポリマー溶液を回収してナノ繊維の原料として再利用することが可能となるように構成されている。複数の上向きノズル112は、例えば、1.5cm〜6.0cmのピッチで配列されている。複数の上向きノズル112の数は、例えば、36個(縦横同数に配列した場合、6個×6個)〜21904個(縦横同数に配列した場合、148個×148個)である。ノズルブロック110は、直接接地されているか、筐体100を介して接地されている。本発明の電界紡糸装置には様々な大きさ及び様々な形状を有するノズルブロックを用いることができるが、ノズルブロック110は、例えば、上面から見たときに一辺が0.5m〜3mの長方形(正方形を含む)に見える大きさ及び形状を有する。
【0052】
電源装置160は、電流供給部164と、電流供給部164からの電流を計測する電流計測部166と、電流供給部164の動作を制御するとともに電流計測部166からの計測結果を処理する制御部162とを備える。そして、電源装置160は、コレクター150と複数のノズル112との間に高電圧を印加するとともに、電源装置160から供給される電流量を計測し、計測値を主制御装置60へ送信する。また、主制御装置60から電流供給停止信号を受信したときには電力供給を停止する。
【0053】
補助ベルト装置170は、図2に示すように、コレクター150を取り囲む位置に回転自在に配置された絶縁性かつ多孔性のエンドレスベルトからなる補助ベルト172と、補助ベルト172を長尺シートWに対応する回転速度で回転させる補助ベルト駆動装置171とを備える。
【0054】
補助ベルト172は、図2又は図3に示すように、直径0.1mm〜2.0mmの糸を編むことにより作製された網状基材が積層された構造を有し、開口率は、1%〜40%の範囲内にあるエンドレスベルトであり、幅は、長尺シートWの幅に沿ったコレクター150の幅よりも広い。具体的には、例えば、直径0.27mm及び0.18mmのポリエチレンの糸が交互に配列した1層目と、直径0.35mmのポリアセチレンの糸と0.35mmのポリエチレンが交互に配列された2層目とを直径0.25mmのポリエチレンの糸の縦糸で編むことにより作製された網状基材であり(図3(a)参照。)、当該網状素材が積層された「2.5層」構造を有する(図3(b)参照。)ベルトを用いることができる。また、補助ベルト172の幅は2mで、複数の孔があり、開口率は4%であり、補助ベルトの1周は、コレクター150の長さなどにもよるが、例えば、6mのものを使用できる。
【0055】
補助ベルト駆動装置171は、図2に示すように、補助ベルトを掛け回す5つの補助ベルト用ローラー173a,173b,173c,173d,173e(以下、173と記載することもある。)と、補助ベルト用ローラー173を回転させる駆動モーター(図示せず。)と、補助ベルト用ローラー173aの幅方向に沿った補助ベルト172の位置を制御する補助ベルト位置制御装置174と、補助ベルト用ローラー173aの幅方向に沿った補助ベルト172の位置を計測する補助ベルト位置計測センサー175と、補助ベルト172にかかる張力を制御する張力制御装置178とを有する。
【0056】
補助ベルト172を掛け回す補助ベルト用ローラー173は、それぞれ幅方向に2.2mの長さを持つ。補助ベルト用ローラー173aは、補助ベルト位置制御装置174からの信号を受信し、補助ベルト用ローラー173aの一方の端部における、補助ベルト172の内側から外側に向かう方向に沿った補助ベルト用ローラー173aの位置を制御する。補助ベルト用ローラー173cは、張力制御装置178からの信号を受信し、補助ベルト172の内側から外側に向かう方向に沿った補助ベルト用ローラー173cの位置を制御する。補助ベルト用ローラー173dは、図示しない駆動モーター176により回転する。つまり、補助ベルト用ローラー173dは駆動ローラーであり、残りの補助ベルト用ローラーは従動ローラーであるということになる。なお、本発明の電界紡糸装置においては、駆動ローラーが2つ以上あってもよい。
【0057】
補助ベルト位置制御装置174は、補助ベルト用ローラー173aの一方の端部に取り付けられた回転自在に支持する支持軸を上下両側から挟むように配設された一対のエアースプリング装置176と、一対のエアースプリング装置の膨らみ量をそれぞれ独立に制御する膨らみ量制御装置177とを有する。
【0058】
膨らみ量制御装置177は、補助ベルト位置計測センサー175の計測結果に基づいて、補助ベルト用ローラー173aの一方の端部を上下に動かすことにより傾け、補助ベルトが長尺シートWの幅方向に沿った所定の位置となるように一対のエアースプリング装置176の膨らみ量を制御する信号を送信する。
【0059】
一対のエアースプリング装置176は、補助ベルト用ローラー173aの一方の端部を上下に動かすことにより、補助ベルト用ローラー173aを傾けることができる。例えば、下側のエアースプリング装置を膨らませるとともに上側のエアースプリング装置を萎ませることにより、補助ベルト用ローラー173aの一方の端部を上下に動かして、補助ベルト用ローラー173aを傾けることができる。また、下側のエアースプリング装置を萎ませ、上側のエアースプリング装置を膨らませることにより、補助ベルト用ローラー173aの支持軸側を下に動かすことにより傾けることもできる。一対のエアースプリング装置176としては一般的なエアースプリング装置を用いることができる。
【0060】
補助ベルト位置計測センサー175は、補助ベルト172の幅方向に沿った補助ベルトの位置を計測する位置センサーであり、計測結果を補助ベルト位置制御装置174に送る。位置センサーとしてはカメラを用いることができる。
【0061】
張力制御装置178は、補助ベルトにかかる張力を計測し、補助ベルト用ローラー173cを空気圧等によって移動させることにより、補助ベルト172にかかる張力を制御する。また、補助ベルト172を複数の補助ベルト用ローラー173に掛け回したり取り外したりする作業の際にも使用される。
【0062】
電界紡糸装置20は、温度20℃〜40℃、湿度20%〜60%の雰囲気に調整された部屋に設置されている。
【0063】
加熱装置30は、電界紡糸装置20と通気度計測装置40との間に配置され、ナノ繊維を堆積させた長尺シートWを加熱する。加熱温度は、長尺シートWやナノ繊維の種類によって異なるが、例えば、長尺シートWを50℃〜300℃の温度に加熱することができる。
【0064】
通気度計測装置40は、電界紡糸装置20によりナノ繊維を堆積させた長尺シートWの通気度を計測する。
【0065】
主制御装置60は、搬送装置10、電界紡糸装置20、加熱装置30、通気度計測装置40、VOC処理装置70、不活性ガス供給装置、ポリマー供給装置及びポリマー回収装置を制御する。
【0066】
VOC処理装置70は、長尺シートにナノ繊維を堆積させる際に発生する揮発性成分を燃焼して除去する。
【0067】
2.実施形態に係るナノ繊維製造装置を用いたナノ繊維製造方法
以下、上記のように構成された実施形態に係るナノ繊維製造装置1を用いてナノ繊維不織布を製造する方法について説明する。
【0068】
図4は、補助ベルト位置制御装置174を説明するために示す図である。図5は、補助ベルト位置制御装置174の動作を説明するために示す図である。図5(a)〜図5(e)は各工程図である。図6は、張力制御装置178を説明するために示す図である。図6(a)は補助ベルト172にかかる張力を制御する作業を行う際の張力制御装置178にの動作を説明するために示す図である。図6(b)は補助ベルト172を補助ベルト用ローラーから取り外す作業を行う際の張力制御装置178の動作を説明するために示す図である。なお、図4〜図6において、図面の簡素化のため、補助ベルト172と補助ベルト用ローラー173以外の部分を省略している。
【0069】
まず、長尺シートWを搬送装置10にセットし、その後、長尺シートWを繰り出しローラー11から巻き取りローラー12に向けて所定の搬送速度で搬送させながら、各電界紡糸装置20において長尺シートWにナノ繊維を順次堆積させる。その後、加熱装置30により、ナノ繊維を堆積させた長尺シートWを加熱する。これにより、ナノ繊維が堆積した長尺シートからなるナノ繊維不織布が製造される。
【0070】
このとき、補助ベルト装置170は、補助ベルト172を長尺シートWの搬送速度に対応する回転速度で回転させる。それと並行して、補助ベルト位置計測センサー175により、補助ベルト用ローラー173aの幅方向に沿った補助ベルト172の位置を計測し、さらに、張力制御装置178により、補助ベルト172にかかる張力を計測する。
【0071】
このとき、補助ベルト位置計測センサー175による計測により、補助ベルト用ローラー173aの幅方向に沿った補助ベルト172の位置が所定の位置からずれを生じたときには、補助ベルト位置制御装置174は、図4に示すように、補助ベルト用ローラー173aの一方の端部を上下に動かすことにより、補助ベルト用ローラー173aの幅方向に沿った補助ベルト172の位置を所定の位置となるように制御をする。
【0072】
例えば、補助ベルトが紙面の左側に偏ってきたとする(図5(a)〜図5(b)参照。)。この場合、補助ベルト位置計測センサー175による計測結果が補助ベルト位置制御装置174へ送信されると、補助ベルト位置制御装置174は、補助ベルト用ローラー173aの一方の端部(今回の場合は右端部)を下方に動かす変位量を算出し、算出された変位量に基づき、一対のエアースプリング装置176の膨らみ量を算出して、当該一対のエアースプリング装置176を制御する(図5(c))。その結果、補助ベルト172は紙面の右方向に移動し(図5(d))、最終的には正しい位置に戻る(図5(e))。
【0073】
また、張力制御装置179により、補助ベルト172にかかる張力が所定値よりも低くなったことを検知したときには、図6(a)に示すように、空気圧によって補助ベルト172の内側から外側に向かう方向に沿って補助ベルト用ローラー173cの位置を移動させる。これにより、補助ベルトの張力は所定値にまで戻る。
【0074】
また、図6(b)に示すように、(電界紡糸を開始するとき)補助ベルト172を複数の補助ベルト用ローラー173に掛け回したり(電界紡糸を終了したとき)補助ベルト172を複数の補助ベルト用ローラー173から取り外したりする作業を行う際には、当該作業を容易とする位置まで補助ベルト用ローラー173cを(補助ベルト172の内側から外側に向かう方向に沿って)移動させて、当該作業を容易化することができる。
【0075】
主制御装置60は、通気度計測部40により計測された通気度又は平均通気度に基づいて搬送装置10が搬送する長尺シートWの搬送速度を制御する。例えば、計測された通気度が所定の通気度よりも大きくなる方向に紡糸条件が変動した場合には、搬送速度を遅くして単位面積当たりのナノ繊維の堆積量を増大させることにより通気度を小さくする。また、計測された通気度が所定の通気度よりも小さくなる方向に紡糸条件が変動した場合には、搬送速度を速くして単位面積当たりのナノ繊維の堆積量を減少させることにより通気度を大きくする。このとき、主制御装置60は、長尺シートの搬送速度に対応する回転速度で補助ベルト172を回転させるように、補助ベルト駆動装置171を制御する。
【0076】
また、主制御装置60は、例えば、コレクター150とノズルブロック110との間に35kVの電圧を印加した状態で電界紡糸を行っているとき、例えば0.24mAよりも大きい電流が複数の電源装置160のうち1又は複数の電源装置160から供給されていることを検知したときには、当該1又は複数の電源装置160に対して電流供給を停止させる電流供給停止信号を送信する。
【0077】
また、主制御装置60は、例えば0.18mAよりも小さい電流が複数の電源装置160のうち1又は複数の電源装置160から供給されていることを検知したときには、当該1又は複数の電源装置160が異常状態である旨の警告信号(警告音を出させる信号又は警告表示を出させる信号)を出す。
【0078】
また、主制御装置60は、当該1又は複数の電源装置160に対して電流供給を停止させる電流供給停止信号を送信するときには、長尺シートWに堆積する単位面積当たりのナノ繊維の累積堆積量を所定の範囲内に収めるために搬送装置10に対して搬送速度を減速させる搬送速度減速信号を送信する。
【0079】
このとき、主制御装置60は、搬送速度を減速させる前の第1期間に電流供給を行っていた電源装置160の台数をn台とし、搬送速度を減速させた後の第2期間に電力供給を行なう電源装置160の台数をm台としたとき、第2期間における搬送速度を第1期間における搬送速度の「m/n」倍に制御する。その後、主制御装置60は、通気度計測装置40により計測された通気度に基づいて搬送速度をさらに細かく制御する。さらに、主制御装置60は、補助ベルト172を長尺シートWの搬送速度に対応する回転速度で回転させるように、補助ベルト駆動装置171を制御する。
【0080】
なお、搬送速度Vの制御は、駆動ローラー14,15,16,17の回転速度を制御することにより行うことができる。
【0081】
以下に、実施形態に係るナノ繊維製造方法における紡糸条件を例示的に示す。
【0082】
長尺シートとしては、各種材料からなる不織布、織物、編物、フィルムなどを用いることができる。長尺シートの厚さは、例えば5μm〜500μmのものを用いることができる。長尺シートの長さは、例えば10m〜10kmのものを用いることができる。
【0083】
ナノ繊維の原料となるポリマーとしては、例えば、ポリ乳酸(PLA)、ポリプロピレン(PP)、ポリ酢酸ビニル(PVAc)、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート(PEN)、ポリアミド(PA)、ポリウレタン(PUR)、ポリビニルアルコール(PVA)、ポリアクリロニトリル(PAN)、ポリエーテルイミド(PEI)、ポリカプロラクトン(PCL)、ポリ乳酸グリコール酸(PLGA)、シルク、セルロース、キトサンなどを用いることができる。
【0084】
ポリマー溶液に用いる溶媒としては、例えば、ジクロロメタン、ジメチルホルムアミド、ジメチルスルホキシド、メチルエチルケトン、クロロホルム、アセトン、水、蟻酸、酢酸、シクロヘキサン、THFなどを用いることができる。複数種類の溶媒を混合して用いてもよい。ポリマー溶液には、導電性向上剤などの添加剤を含有させてもよい。
【0085】
製造するナノ繊維不織布の通気度Pは、例えば0.15cm3/cm2/s〜200cm3/cm2/sに設定することができる。搬送速度Vは、例えば0.2m/分〜100m/分に設定することができる。ノズルとコレクター150とノズルブロック110に印加する電圧は、10kV〜80kV(実施形態における電界紡糸装置20においては50kV付近が好ましい。)に設定することができる。
【0086】
紡糸区域の温度は、例えば25℃に設定することができる。紡糸区域の湿度は、例えば30%に設定することができる。
【0087】
3.実施形態に係る電界紡糸装置及びナノ繊維製造装置の効果
実施形態に係る電界紡糸装置20によれば、一方の電極がコレクター150に接続され、他方の電極がノズルブロック110に接続されるとともに当該他方の電極の電位が接地電位に落とされた電源装置160を備えるため、ノズルブロック110をはじめとして「紡糸ノズル112から吐出される前のポリマー溶液」、「ポリマー溶液を貯蔵する原料タンク」、「ポリマー溶液を原料タンクからノズル112まで移送するポリマー溶液移送機構(例えば、配管や送りポンプなど。)」のすべてが接地電位となるため、特許文献1に記載された電界紡糸装置の場合と同様に、原料タンクやポリマー溶液移送機構を高耐電圧仕様にする必要がなくなる。従って、原料タンクやポリマー溶液移送機構を高耐電圧仕様にすることに起因して電界紡糸装置の機構が複雑化することがなくなる。
【0088】
また、実施形態に係る電界紡糸装置20によれば、一方の電極がコレクター150に接続され、他方の電極がノズルブロック110に接続されるとともに当該他方の電極の電位が接地電位に落とされた電源装置160を備えるため、特許文献1に記載された電界紡糸装置の場合と同様に、比較的単純な形状・構造にすることが可能なコレクター150に高電圧を印加するとともに、比較的複雑な形状・構造を有するノズルブロック110を接地した状態で電界紡糸するため、望ましくない放電や電圧降下を起こし難くなり、常に安定した条件の下で電界紡糸することが可能となる。
【0089】
また、実施形態に係る電界紡糸装置20によれば、コレクター150を取り囲む位置に回転自在に配設された絶縁性かつ多孔性のエンドレスベルトからなる補助ベルト172及び補助ベルト172を長尺シートWの搬送速度に対応する回転速度で回転させる補助ベルト駆動装置171を有する補助ベルト装置170をさらに備えるため、コレクター150と長尺シートWとの間に大きな静電引力が発生したとしても、長尺シートWとコレクター150との間に補助ベルト172が存在するため、長尺シートWがコレクター150に引き寄せられたり、長尺シートWの円滑な搬送が妨げられたりすることがなくなる。その結果、ナノ繊維を均一な条件で電界紡糸することが可能となることはもちろん、電界紡糸装置1の運転自体を停止することもなくなり、均一な品質(例えば、ナノ繊維の平均直径、ナノ繊維の直径分布、ナノ繊維の堆積量、ナノ繊維不織布の厚さ、ナノ繊維不織布の通気度など。)を有するナノ繊維を高い生産性で大量生産することが可能となる。
【0090】
なお、実施形態に係る電界紡糸装置20においては、補助ベルト172が長尺シートWの搬送速度に対応する回転速度で回転するため、補助ベルト172の存在に起因して長尺シートWの搬送状態に悪影響を与えてしまうこともない。また、本発明の電界紡糸装置20においては、補助ベルト172が絶縁性かつ多孔性のエンドレスベルトからなるため、コレクター150とノズルブロック110との間に形成される電界分布に大きな影響を与えることもない。
【0091】
また、実施形態に係る電界紡糸装置20によれば、補助ベルト駆動装置171は、補助ベルト172を掛け回す複数の補助ベルト用ローラー173と、補助ベルト用ローラー173cを回転させる駆動モーター176とを有するため、補助ベルト172を長尺シートWの搬送速度に対応する回転速度で確実に回転させることができるようになる。
【0092】
また、実施形態に係る電界紡糸装置20によれば、補助ベルト駆動装置171は、補助ベルト用ローラー173aの一方の端部における、補助ベルト172の内側から外側に向かう方向に沿った補助ベルト用ローラー173aの位置を制御することにより、補助ベルト用ローラー173aの幅方向に沿った補助ベルト172の位置を制御する補助ベルト位置制御装置174を有するため、当該補助ベルト用ローラー173aの傾きを適宜制御することが可能となり、補助ベルト用ローラー173aの幅方向に沿った補助ベルト172の位置を長時間にわたって精度良く制御することが可能となる。
【0093】
また、実施形態に係る電界紡糸装置20によれば、補助ベルト位置制御装置174は、補助ベルト用ローラー173aの一方の端部を回転自在に支持する支持軸を両側から挟むように配設された一対のエアースプリング装置176と、一対のエアースプリング装置176の膨らみ量をそれぞれ独立に制御する膨らみ量制御装置182とを有するため、補助ベルト用ローラーの幅方向に沿った補助ベルトの位置を円滑に制御することが可能となる。
【0094】
また、実施形態に係る電界紡糸装置20によれば、補助ベルト駆動装置171は、補助ベルト用ローラー173aの幅方向に沿った補助ベルト172の位置を計測する補助ベルト位置計測センサー175をさらに有し、補助ベルト位置計測センサー175の計測結果に基づいて、補助ベルト用ローラー173aの幅方向に沿った補助ベルト172の位置を制御するため、補助ベルト用ローラーの幅方向に沿った補助ベルトの位置をより一層精度良く制御することが可能となる。
【0095】
また、実施形態に係る電界紡糸装置20によれば、補助ベルト駆動装置171は、補助ベルト用ローラー173cについて、補助ベルト172の内側から外側に向かう方向に沿った補助ベルト用ローラー173cの位置を制御して補助ベルト172にかかる張力を制御する張力制御装置178をさらに有するため、コレクター150と補助ベルト172との間に大きな静電引力が発生したとしても、補助ベルト172の張力を当該静電引力に対抗できる程の大きな値に調整することが可能となり、長尺シートWがコレクター150に引き寄せられることや、長尺シートWの円滑な搬送が妨げられることを確実に防止することができるようになる。
【0096】
また、実施形態に係る電界紡糸装置20によれば、張力制御装置178は、補助ベルト172を複数の補助ベルト用ローラー173に掛け回したり複数の補助ベルト用ローラー173から取り外したりする作業を容易とする位置まで、補助ベルト172の内側から外側に向かう方向に沿った補助ベルト用ローラー173cの位置を制御可能であるため、補助ベルト172を複数の補助ベルト用ローラー173に掛け回したり複数の補助ベルト用ローラー173から取り外したりする作業を容易とすることが可能となる。
【0097】
また、実施形態に係る電界紡糸装置20によれば、補助ベルト172の幅は、長尺シートWの幅に沿ったコレクター150の幅よりも広いため、長尺シートWとコレクター150との間に補助ベルト172が確実に存在するようになり、長尺シートWがコレクター150に引き寄せられたり、長尺シートWの円滑な搬送が妨げられたりすることを確実に防止することが可能となる。
【0098】
また、実施形態に係る電界紡糸装置20によれば、補助ベルト172の開口率は、1%〜40%の範囲内にある。補助ベルト172の開口率を1%〜40%の範囲内にしたのは、補助ベルト172の開口率が1%以上である場合には、コレクター150とノズルブロック110との間に形成される電界分布に大きな影響を与えないレベルに収めることが可能となるからであり、補助ベルト172の開口率が40%以下である場合には、補助ベルト172の機械的強度を大きく低下させないからである。
【0099】
また、実施形態に係る電界紡糸装置20によれば、補助ベルト172は、直径0.1mm〜2.0mmの糸を編むことにより作製された網状基材からなるため、補助ベルト172が高い機械的強度としなやかさとを兼ね備えたものとなるため、強い張力でかつ円滑に補助ベルト172を回転させることが可能となる。
【0100】
また、実施形態に係る電界紡糸装置20によれば、補助ベルト172は、網状基材が積層された構造を有する。その結果、より一層高い機械的強度を備えたものとなるため、より一層強い張力で補助ベルト172を回転させることが可能となる。この場合、補助ベルト172として、異なる材料の網状基材が積層された構造のものを用いることがより好ましい。この場合には、より一層高い機械的強度を備えるとともに耐久性に優れた補助ベルト172とすることができる。例えば、長尺シートW側の面に滑らかな素材を使用するとともに、コレクター150側の面に高い機械的強度を有する素材を使用することも可能となる。網状基材が積層された構造としては、2層構造、3層構造、4層構造・・・の他、2.5層構造を用いることもできる。ここで、「2.5層構造」とは、2層構造のうち一方の層における糸の密度を他方の層における糸の密度よりも高くすることにより、質量を重くすることなく平滑性及び耐摩耗性を向上させたものである。
【0101】
実施形態に係るナノ繊維製造装置1によれば、本発明の電界紡糸装置を備えるため、ノズルブロックを接地した状態でコレクターに高電圧を印加して電界紡糸をする場合であっても、均一な品質を有するナノ繊維を高い生産性で大量生産することが可能となる。
【0102】
また、実施形態に係るナノ繊維製造装置1によれば、電界紡糸装置として、長尺シートWの搬送方向Aに沿って直列に配置された複数の電界紡糸装置20を備えるため、当該複数の電界紡糸装置20を用いてナノ繊維を製造することが可能となり、より一層高い生産性でナノ繊維を大量生産することが可能となる。
【0103】
以上、本発明を上記の実施形態に基づいて説明したが、本発明は上記の実施形態に限定されるものではない。その趣旨を逸脱しない範囲において種々の態様において実施することが可能であり、例えば、次のような変形も可能である。
【0104】
(1)上記実施形態においては、電界紡糸装置として4台の電界紡糸装置を備えるナノ繊維製造装置を例にとって本発明のナノ繊維製造装置を説明したが、本発明はこれに限定されるものではない。例えば、2台若しくは3台又は5台以上の電界紡糸装置を備えるナノ繊維製造装置に本発明を適用することもできる。
【0105】
(2)上記実施形態においては、電界紡糸装置として4台の電界紡糸装置を備えるとともに電界紡糸装置毎に1台の補助ベルト装置を配設したナノ繊維製造装置(図7(a)参照。)を例にとって本発明のナノ繊維製造装置を説明したが、本発明はこれに限定されるものではない。図7は、実施形態における補助ベルト装置172の変形例を説明するための図である。補助ベルト装置172は、図7に示すように、複数の電界紡糸装置20のうち「2つ」〜「全部」のコレクター150を取り囲むように配設された1又は複数の補助ベルト172及び当該1又は複数の補助ベルト172を長尺シートWの搬送速度に対応する回転速度で回転させる補助ベルト駆動装置171を有するナノ繊維製造装置に本発明を適用することもできる。このような構成とすることにより、補助ベルト駆動装置171の数を減らすことが可能となる。例えば、ナノ繊維製造装置が4台の電界紡糸装置20を備える場合には、2台の電界紡糸装置毎に1台の補助ベルト装置170を配設(図7(b)及び図7(c)参照。)しても良いし、4台の電界紡糸装置20毎に1台の補助ベルト装置170を配設(図7(d)及び図7(e)参照。)しても良い。
【0106】
(3)上記実施形態においては、上向きノズルを有する上向き式電界紡糸装置を用いて本発明のナノ繊維製造装置を説明したが、本発明はこれに限定されるものではない。例えば、下向きノズルを有する下向き式電界紡糸装置や横向きノズルを有する横向き式電界紡糸装置を備えるナノ繊維製造装置に本発明を適用することもできる。
【0107】
(4)上記実施形態においては、電源装置160の正極がコレクター150に接続され、電源装置160の負極がノズルブロック110及び筐体100に接続された電界紡糸装置を用いて本発明のナノ繊維製造装置を説明したが、本発明はこれに限定されるものではない。例えば、電源装置の負極がコレクター150に接続され、電源装置の正極がノズルブロック110及び筐体100に接続された電界紡糸装置を備えるナノ繊維製造装置に本発明を適用することもできる。
【0108】
(5)上記実施形態においては、一対のエアースプリング装置として、支持軸を上下両側から挟むように配設された一対のエアースプリング装置181を用いたが、本発明はこれに限定されるものではない。図8は、補助ベルト位置制御装置の変形例を説明するための図である。例えば、図8に示すように、一対のエアースプリング装置支持軸を左右両側から挟むように配設された一対のエアースプリング装置176を用いることもできる。この場合、補助ベルト用ローラー173aの一方の端部を水平方向に動かすことにより、補助ベルト用ローラー173aの幅方向に沿った補助ベルト172の位置を制御することが可能となる。
【0109】
(6)上記実施形態においては、位置センサーとして、カメラを用いたが、本発明はこれに限定されるものではない。図9は、補助ベルト位置計測センサーの変形例を説明するための図である。例えば、位置センサーとして、図9に示すような、円盤型の位置計測センサーを用いることもできる。また、一般的なレーザー測距装置その他の位置計測センサーを用いることもできる。
【0110】
(7)上記実施形態においては、1つの電界紡糸装置に1つのノズルブロックが配設されたナノ繊維製造装置を用いて本発明を説明したが、本発明はこれに限定されるものではない。図10は、電界紡糸装置20aの要部正面図である。例えば、図10に示すように、1つの電界紡糸装置20aに2つのノズルブロック110a1,110a2が配設されたナノ繊維製造装置に本発明を適用することもできるし、2つ以上のノズルブロックが配設されたナノ繊維製造装置に本発明を適用することもできる。
【0111】
この場合、全てのノズルブロックでノズル配列ピッチを同一にすることもできるし、各ノズルブロックでノズル配列ピッチを異ならせることもできる。また、すべてのノズルブロックでノズルブロックの高さ位置を同一にすることもできるし、各ノズルブロックでノズルブロックの高さ位置を異ならせることもできる。
【0112】
(8)本発明のナノ繊維製造装置においては、長尺シートの幅方向に沿ってノズルブロックを所定の往復運動周期で往復運動させる機構を備えていてもよい。当該機構を用いてノズルブロックを所定の往復運動周期で往復運動させながら電界紡糸を行うことにより、長尺シートの幅方向に沿ったポリマー繊維の堆積量を均一化することができる。この場合、ノズルブロックの往復運動周期や往復距離を、電界紡糸装置毎又はノズルブロック毎に独立して制御可能としてもよい。このような構成とすることにより、すべてのノズルブロックを同じ周期で往復運動させることもできるし、各ノズルブロックを異なる周期で往復運動させることもできる。また、すべてのノズルブロックで往復運動の往復距離を同一にすることもできるし、各ノズルブロックで往復運動の往復距離を異ならせることもできる。
【符号の説明】
【0113】
1…ナノ繊維製造装置、10…搬送装置、11…繰り出しローラー、12…巻き取りローラー、13,18…補助ローラー、14,15,16,17…駆動ローラー、20…電界紡糸装置、30…加熱装置、32…ヒーター、40…通気度計測装置、60…主制御装置、70…VOC処理装置、100…筐体、102…電界紡糸室、110…ノズルブロック、112…ノズル、150…コレクター、152…絶縁部材、160…電源装置、170…補助ベルト装置、171…補助ベルト駆動装置、172…補助ベルト、173,173a,173b,173c,173d,173e…補助ベルト用ローラー、174…補助ベルト位置制御装置、175…補助ベルト位置計測センサー、176…一対のエアースプリング装置、177…膨らみ量制御装置、178…張力制御装置、190…不活性ガス供給装置、192…不活性ガスボンベ、194…不活性ガス供給ライン、196…開閉バルブ、A…搬送方向、W…長尺シート
【特許請求の範囲】
【請求項1】
コレクターと、
前記コレクターに対向する位置に位置し、ポリマー溶液を吐出する複数のノズルを有するノズルブロックと、
前記コレクターと前記ノズルブロックとの間に高電圧を印加する電源装置であって、正電極及び負電極のうち一方の電極が前記コレクターに接続され、正電極及び負電極のうち他方の電極が前記ノズルブロックに接続されるとともに当該他方の電極の電位が接地電位に落とされた電源装置とを備え、所定の搬送速度で搬送されていく長尺シートにナノ繊維を電界紡糸する電界紡糸装置であって、
前記コレクターを取り囲む位置に回転自在に配設された絶縁性かつ多孔性のエンドレスベルトからなる補助ベルト及び当該補助ベルトを前記長尺シートの搬送速度に対応する回転速度で回転させる補助ベルト駆動装置を有する補助ベルト装置をさらに備えることを特徴とする電界紡糸装置。
【請求項2】
請求項1に記載の電界紡糸装置において、
前記補助ベルト駆動装置は、前記補助ベルトを掛け回す複数の補助ベルト用ローラーと、前記複数の補助ベルト用ローラーのうち少なくとも1つの補助ベルト用ローラーを回転させる駆動モーターとを有することを特徴とする電界紡糸装置。
【請求項3】
請求項2に記載の電界紡糸装置において、
前記補助ベルト駆動装置は、前記複数の補助ベルト用ローラーのうち1つの補助ベルト用ローラーについて、当該補助ベルト用ローラーの一方の端部における、前記補助ベルトの内側から外側に向かう方向に沿った当該補助ベルト用ローラーの位置を制御することにより、前記補助ベルト用ローラーの幅方向に沿った前記補助ベルトの位置を制御する補助ベルト位置制御装置をさらに有することを特徴とする電界紡糸装置。
【請求項4】
請求項3に記載の電界紡糸装置において、
前記補助ベルト位置制御装置は、前記補助ベルト用ローラーの一方の端部を回転自在に支持する支持軸を両側から挟むように配設された一対のエアースプリング装置と、前記一対のエアースプリング装置の膨らみ量をそれぞれ独立に制御する膨らみ量制御装置とを有することを特徴とする電界紡糸装置。
【請求項5】
請求項3又は4に記載の電界紡糸装置において、
前記補助ベルト駆動装置は、前記補助ベルト用ローラーの幅方向に沿った前記補助ベルトの位置を計測する補助ベルト位置計測センサーをさらに有し、前記補助ベルト位置計測センサーの計測結果に基づいて、前記補助ベルト用ローラーの幅方向に沿った前記補助ベルトの位置を制御することを特徴とする電界紡糸装置。
【請求項6】
請求項2〜5のいずれかに記載の電界紡糸装置において、
前記補助ベルト駆動装置は、前記複数の補助ベルト用ローラーのうち少なくとも1つの補助ベルト用ローラーについて、前記補助ベルトの内側から外側に向かう方向に沿った前記補助ベルト用ローラーの位置を制御することにより、前記補助ベルトにかかる張力を制御する張力制御装置をさらに有することを特徴とする電界紡糸装置。
【請求項7】
請求項6に記載の電界紡糸装置において、
前記張力制御装置は、前記補助ベルトを前記複数の補助ベルト用ローラーに掛け回したり前記複数の補助ベルト用ローラーから取り外したりする作業を容易とする位置まで、前記補助ベルトの内側から外側に向かう方向に沿った前記補助ベルト用ローラーの位置を制御可能であることを特徴とする電界紡糸装置。
【請求項8】
請求項1〜7のいずれかに記載の電界紡糸装置において、
前記補助ベルトの幅は、前記長尺シートの幅に沿った前記コレクターの幅よりも広いことを特徴とする電界紡糸装置。
【請求項9】
請求項1〜8のいずれかに記載の電界紡糸装置において、
前記補助ベルトの開口率は、1%〜40%の範囲内にあることを特徴とする電界紡糸装置。
【請求項10】
請求項1〜9のいずれかに記載の電界紡糸装置において、
前記補助ベルトは、直径0.1mm〜2.0mmの糸を編むことにより作製された網状基材からなることを特徴とする電界紡糸装置。
【請求項11】
請求項10に記載の電界紡糸装置において、
前記補助ベルトは、前記網状基材が積層された構造を有することを特徴とする電界紡糸装置。
【請求項12】
長尺シートを所定の搬送速度で搬送する搬送装置と、
前記搬送装置により搬送されていく長尺シートにナノ繊維を堆積させる電界紡糸装置とを備えるナノ繊維製造装置であって、
前記電界紡糸装置は、請求項1〜11のいずれかに記載の電界紡糸装置であることを特徴とするナノ繊維製造装置。
【請求項13】
請求項12に記載のナノ繊維製造装置において、
前記電界紡糸装置として、前記長尺シートの搬送方向に沿って直列に配置された複数の電界紡糸装置を備えることを特徴とするナノ繊維製造装置。
【請求項14】
請求項13に記載のナノ繊維製造装置において、
前記補助ベルト装置は、前記複数の電界紡糸装置のうち2つ〜全部の前記コレクターを取り囲むように配設された1又は複数の補助ベルト及び当該1又は複数の補助ベルトを前記長尺シートの搬送速度に対応する回転速度で回転させる補助ベルト駆動装置を有する補助ベルト装置であることを特徴とするナノ繊維製造装置。
【請求項1】
コレクターと、
前記コレクターに対向する位置に位置し、ポリマー溶液を吐出する複数のノズルを有するノズルブロックと、
前記コレクターと前記ノズルブロックとの間に高電圧を印加する電源装置であって、正電極及び負電極のうち一方の電極が前記コレクターに接続され、正電極及び負電極のうち他方の電極が前記ノズルブロックに接続されるとともに当該他方の電極の電位が接地電位に落とされた電源装置とを備え、所定の搬送速度で搬送されていく長尺シートにナノ繊維を電界紡糸する電界紡糸装置であって、
前記コレクターを取り囲む位置に回転自在に配設された絶縁性かつ多孔性のエンドレスベルトからなる補助ベルト及び当該補助ベルトを前記長尺シートの搬送速度に対応する回転速度で回転させる補助ベルト駆動装置を有する補助ベルト装置をさらに備えることを特徴とする電界紡糸装置。
【請求項2】
請求項1に記載の電界紡糸装置において、
前記補助ベルト駆動装置は、前記補助ベルトを掛け回す複数の補助ベルト用ローラーと、前記複数の補助ベルト用ローラーのうち少なくとも1つの補助ベルト用ローラーを回転させる駆動モーターとを有することを特徴とする電界紡糸装置。
【請求項3】
請求項2に記載の電界紡糸装置において、
前記補助ベルト駆動装置は、前記複数の補助ベルト用ローラーのうち1つの補助ベルト用ローラーについて、当該補助ベルト用ローラーの一方の端部における、前記補助ベルトの内側から外側に向かう方向に沿った当該補助ベルト用ローラーの位置を制御することにより、前記補助ベルト用ローラーの幅方向に沿った前記補助ベルトの位置を制御する補助ベルト位置制御装置をさらに有することを特徴とする電界紡糸装置。
【請求項4】
請求項3に記載の電界紡糸装置において、
前記補助ベルト位置制御装置は、前記補助ベルト用ローラーの一方の端部を回転自在に支持する支持軸を両側から挟むように配設された一対のエアースプリング装置と、前記一対のエアースプリング装置の膨らみ量をそれぞれ独立に制御する膨らみ量制御装置とを有することを特徴とする電界紡糸装置。
【請求項5】
請求項3又は4に記載の電界紡糸装置において、
前記補助ベルト駆動装置は、前記補助ベルト用ローラーの幅方向に沿った前記補助ベルトの位置を計測する補助ベルト位置計測センサーをさらに有し、前記補助ベルト位置計測センサーの計測結果に基づいて、前記補助ベルト用ローラーの幅方向に沿った前記補助ベルトの位置を制御することを特徴とする電界紡糸装置。
【請求項6】
請求項2〜5のいずれかに記載の電界紡糸装置において、
前記補助ベルト駆動装置は、前記複数の補助ベルト用ローラーのうち少なくとも1つの補助ベルト用ローラーについて、前記補助ベルトの内側から外側に向かう方向に沿った前記補助ベルト用ローラーの位置を制御することにより、前記補助ベルトにかかる張力を制御する張力制御装置をさらに有することを特徴とする電界紡糸装置。
【請求項7】
請求項6に記載の電界紡糸装置において、
前記張力制御装置は、前記補助ベルトを前記複数の補助ベルト用ローラーに掛け回したり前記複数の補助ベルト用ローラーから取り外したりする作業を容易とする位置まで、前記補助ベルトの内側から外側に向かう方向に沿った前記補助ベルト用ローラーの位置を制御可能であることを特徴とする電界紡糸装置。
【請求項8】
請求項1〜7のいずれかに記載の電界紡糸装置において、
前記補助ベルトの幅は、前記長尺シートの幅に沿った前記コレクターの幅よりも広いことを特徴とする電界紡糸装置。
【請求項9】
請求項1〜8のいずれかに記載の電界紡糸装置において、
前記補助ベルトの開口率は、1%〜40%の範囲内にあることを特徴とする電界紡糸装置。
【請求項10】
請求項1〜9のいずれかに記載の電界紡糸装置において、
前記補助ベルトは、直径0.1mm〜2.0mmの糸を編むことにより作製された網状基材からなることを特徴とする電界紡糸装置。
【請求項11】
請求項10に記載の電界紡糸装置において、
前記補助ベルトは、前記網状基材が積層された構造を有することを特徴とする電界紡糸装置。
【請求項12】
長尺シートを所定の搬送速度で搬送する搬送装置と、
前記搬送装置により搬送されていく長尺シートにナノ繊維を堆積させる電界紡糸装置とを備えるナノ繊維製造装置であって、
前記電界紡糸装置は、請求項1〜11のいずれかに記載の電界紡糸装置であることを特徴とするナノ繊維製造装置。
【請求項13】
請求項12に記載のナノ繊維製造装置において、
前記電界紡糸装置として、前記長尺シートの搬送方向に沿って直列に配置された複数の電界紡糸装置を備えることを特徴とするナノ繊維製造装置。
【請求項14】
請求項13に記載のナノ繊維製造装置において、
前記補助ベルト装置は、前記複数の電界紡糸装置のうち2つ〜全部の前記コレクターを取り囲むように配設された1又は複数の補助ベルト及び当該1又は複数の補助ベルトを前記長尺シートの搬送速度に対応する回転速度で回転させる補助ベルト駆動装置を有する補助ベルト装置であることを特徴とするナノ繊維製造装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2012−122147(P2012−122147A)
【公開日】平成24年6月28日(2012.6.28)
【国際特許分類】
【出願番号】特願2010−272071(P2010−272071)
【出願日】平成22年12月6日(2010.12.6)
【出願人】(508231821)トップテック・カンパニー・リミテッド (40)
【氏名又は名称原語表記】TOPTEC Co., Ltd.
【出願人】(504180239)国立大学法人信州大学 (759)
【Fターム(参考)】
【公開日】平成24年6月28日(2012.6.28)
【国際特許分類】
【出願日】平成22年12月6日(2010.12.6)
【出願人】(508231821)トップテック・カンパニー・リミテッド (40)
【氏名又は名称原語表記】TOPTEC Co., Ltd.
【出願人】(504180239)国立大学法人信州大学 (759)
【Fターム(参考)】
[ Back to top ]