
電着塗装方法、塗装部品の製造方法及び電着塗装用ワーク搬送装置
【課題】ブツの発生を抑制しかつワークに付着した気泡を確実に除去することが可能な電着塗装方法、塗装部品の製造方法及び電着塗装用ワーク搬送装置の提供を目的とする。
【解決手段】本発明の電着用ワーク搬送装置55は、ワークWを電着塗料液に浸した状態で保持する載置部40とワークリフト部51,52との間でワークWを授受しながら一定の搬送ピッチでワークWを間欠的に順送りするように構成された。ワークリフト部51,52は、搬送ベース部材50の前進に伴いワークWを電着塗料液に浸した状態で搬送する浸漬維持用のワークリフト部51と、搬送ベース部材50の前進に伴いワークWを電着塗料液から取り出した状態で搬送する抜出用のワークリフト部52との2種類から構成され、ワーク搬送方向のうち下流側の方が上流側より浸漬維持用のワークリフト部51が連続して並ぶ数が多くなるように配列されている。
【解決手段】本発明の電着用ワーク搬送装置55は、ワークWを電着塗料液に浸した状態で保持する載置部40とワークリフト部51,52との間でワークWを授受しながら一定の搬送ピッチでワークWを間欠的に順送りするように構成された。ワークリフト部51,52は、搬送ベース部材50の前進に伴いワークWを電着塗料液に浸した状態で搬送する浸漬維持用のワークリフト部51と、搬送ベース部材50の前進に伴いワークWを電着塗料液から取り出した状態で搬送する抜出用のワークリフト部52との2種類から構成され、ワーク搬送方向のうち下流側の方が上流側より浸漬維持用のワークリフト部51が連続して並ぶ数が多くなるように配列されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電着塗装方法、塗装部品の製造方法及び電着塗装用ワーク搬送装置に関する。
【背景技術】
【0002】
一般的に、電着塗装では、電着被膜の生成過程で水の電気分解により水素ガスが発生する。この水素ガスやその他ガスの気泡が電着被膜の中に入り込むと、所謂、「ガスピンホール」という欠陥の原因となり得るため、ワークに付着した気泡の除去は必須である。これに対し、従来の電着塗装方法として、電着処理槽の内部で電着処理液を一方向に流動させて、その電着処理液の流れによってワークに付着した気泡を除去するようにしたものが知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2001−20094号公報(段落[0005]、第1図)
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上述した従来の電着塗装方法では、電着処理液の流れの向きと対向した部分の気泡は除去できるものの、その裏側の気泡を除去することが困難であった。また、処理液の流速を上げて気泡を除去しようとすると、不純物が舞い上がり、所謂「ブツ」と呼ばれる塗装不良の原因となる。
【0005】
本発明は、上記事情に鑑みてなされたものであって、ブツの発生を抑制しかつワークに付着した気泡を確実に除去することが可能な電着塗装方法、塗装部品の製造方法及び電着塗装用ワーク搬送装置の提供を目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するためになされた請求項1の発明に係る電着塗装方法は、電着塗装工程の途中で電着処理液からワークを複数回取り出してワークに付着した気泡を除去しながら電着塗装を行う電着塗装方法であって、ワークを電着処理液から取り出さずに浸けておく連続浸漬時間を、電着塗装工程の開始からの時間経過に伴って長くするところに特徴を有する。
【0007】
請求項2の発明に係る電着塗装方法は、複数のワークを電着処理を行いながら一定の搬送ピッチでワーク搬送方向に間欠的に順送りするワーク電着塗装方法であって、各ワークの上端部から両側方に突出した1対のサイド突部を載置して、ワークを電着処理液に浸けた状態に保持するための載置部をワーク搬送領域の両側に備えると共に、ワーク搬送方向に搬送ピッチと同じ間隔をあけて配置された複数のワークリフト部を共通の搬送ベース部材に固定して備えておき、全てのワークリフト部が、上昇して各ワークの一部に当接した後、ワークをリフトする第1動作と、全てのワークリフト部が、前進して各ワークを搬送する第2動作と、全てのワークリフト部が、降下して各ワークを載置部に載置した後、ワークの一部から離間する第3動作と、全てのワークリフト部が、後退して次のワークの一部の下方位置に移動する第4動作とを行うように、搬送ベース部材に、上昇、前進、降下、後退からなるサイクル動作を行わせるワーク電着塗装方法において、複数のワークリフト部として、ワークを電着処理液から抜き出した状態で搬送するために第1動作の比較的初期段階でワークの一部に当接する位置に配置されて、第1動作でワークを電着処理液から抜き出す抜出用ワークリフト部と、ワークを電着処理液に浸けた状態で搬送するために第1動作の比較的終期段階でワークの一部に当接する位置に配置されて、第1動作でワークを電着処理液から抜き出さずにサイド突部を載置部から上方に離間させる浸漬維持用ワークリフト部との2種類のワークリフト部を設けておくことで、電着塗装工程の途中で電着処理液からワークを取り出してワークに付着した気泡を除去可能とし、ワーク搬送方向のうち下流側の方が上流側より浸漬維持用ワークリフト部が連続して並ぶ数が多くなるように配置しておくことで、ワークを電着処理液から取り出さずに浸けておく連続浸漬時間を、電着塗装工程の開始からの時間経過に伴って長くするところに特徴を有する。
【0008】
請求項3の発明は、請求項1又は2に記載の電着塗装方法において、連続浸漬時間中にワークに振動を付与するところに特徴を有する。
【0009】
請求項4の発明は、請求項3に記載の電着塗装方法において、電着塗装工程の開始からの時間経過に伴ってワークに付与する振動の周波数又は振幅を小さくするところに特徴を有する。
【0010】
請求項5の発明に係る塗装部品の製造方法は、請求項1乃至4の何れか1の請求項に記載の電着塗装方法を用いて、表面に塗料が電着した部品を製造するところに特徴を有する。
【0011】
請求項6の発明に係る電着塗装用ワーク搬送装置は、複数のワークを電着処理を行いながら一定の搬送ピッチでワーク搬送方向に間欠的に順送りするために、各ワークの上端部から両側方に突出した1対のサイド突部を載置してワークを電着処理液に浸けた状態に保持するための載置部がワーク搬送領域の両側に備えられると共に、ワーク搬送方向に搬送ピッチと同じ間隔をあけて配置された複数のワークリフト部が共通の搬送ベース部材に固定され、全てのワークリフト部が、上昇して各ワークの一部に当接した後、ワークをリフトする第1動作と、全てのワークリフト部が、前進して各ワークを搬送する第2動作と、全てのワークリフト部が、降下して各ワークを載置部に載置した後、ワークの一部から離間する第3動作と、全てのワークリフト部が、後退して次のワークの一部の下方位置に移動する第4動作とを行うように、搬送ベース部材に、上昇、前進、降下、後退からなるサイクル動作を行わせる電着塗装用ワーク搬送装置において、複数のワークリフト部として、ワークを電着処理液から抜き出した状態で搬送するために第1動作の比較的初期段階でワークの一部に当接する位置に配置されて、第1動作でワークを電着処理液から抜き出す抜出用ワークリフト部と、ワークを電着処理液に浸けた状態で搬送するために第1動作の比較的終期段階でワークの一部に当接する位置に配置されて、第1動作でワークを電着処理液から抜き出さずにサイド突部を載置部から上方に離間させる浸漬維持用ワークリフト部との2種類のワークリフト部を設けて、ワーク搬送方向のうち下流側の方が上流側より浸漬維持用ワークリフト部が連続して並ぶ数が多くなるように配置したところに特徴を有する。
【0012】
請求項7の発明は、請求項6に記載の電着塗装用ワーク搬送装置において、載置部を振動させることでワークに振動を付与する振動源を備えたところに特徴を有する。
【0013】
請求項8の発明は、請求項7に記載の電着塗装用ワーク搬送装置において、載置部は、ワーク搬送方向で複数に分割し、ワーク搬送方向の下流側の載置部が受ける振動の周波数又は振幅が、上流側の載置部が受ける振動の周波数又は振幅より小さくなるように、振動源を複数設けたところに特徴を有する。
【発明の効果】
【0014】
[請求項1,2,5及び6の発明]
一般に、電着被膜の生成時に発生する水素ガスは、電着塗装工程の序盤ほど多く発生し、電着塗装工程の終盤に向かうに従って徐々に少なくなる。これに対し、請求項1の発明によれば、連続浸漬期間の長さを電着塗装工程の開始からの時間経過に伴って長くした。つまり、気泡が比較的多く発生し得る電着塗装工程の序盤は連続浸漬期間を比較的短くし、気泡の発生が少なくなる終盤に向かうに従って連続浸漬期間を長くした。
【0015】
このように、請求項1及び5の発明によれば、電着塗装工程の途中でワークを電着処理液から取り出して、ワーク又は電着被膜の表面全体を大気に触れさせるようにしたことで、ワークの部位に拘わらず、付着している気泡を確実に除去(消泡)することができる。これにより、ブツ及びガスピンホールを防止した高品質な塗装部品を製造することができる。しかも、気泡の発生量に応じたタイミングでワークを電着処理液から取り出すので、気泡の付着量に対して電着処理液から取り出しておく時間が過不足となることが防がれ、効率的に気泡を除去することができる。
【0016】
ここで、電着塗装工程では、電着処理液に対するワークの挿抜のみを繰り返し行うようにしてもよいし、請求項2及び6の発明のように、複数のワークを一定の搬送ピッチでワーク搬送方向に間欠的に順送りしながら電着処理液に対して挿抜を繰り返するようにしてもよい。
【0017】
なお、電着処理液から取り出したワークはそのまま放置するだけでもよいし、電着処理液から取り出したワークに振動を加えたり、風、液体を付与して気泡を除去するようにしてもよい。
【0018】
[請求項3及び7の発明]
請求項3及び7の発明によれば、ワークに付着している気泡を、電着処理液に浸した状態でも除去することができる。
【0019】
[請求項4及び8の発明]
請求項4及び8の発明によれば、気泡の発生量(気泡の付着量)に応じた振動で気泡を除去することができる。
【図面の簡単な説明】
【0020】
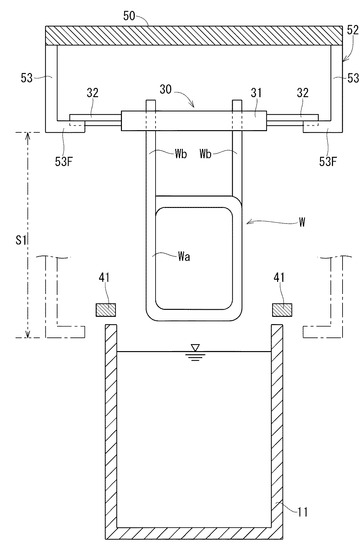
【図1】本発明の第1実施形態に係る電着塗装用ワーク搬送装置の浸漬維持用ワークリフト部が降下した状態の電着塗装装置の正断面図
【図2】抜出用ワークリフト部が降下した状態の電着塗装装置の正断面図
【図3】浸漬維持用ワークリフト部が上昇した状態の電着塗装装置の正断面図
【図4】抜出用ワークリフト部が上昇した状態の電着塗装装置の正断面図
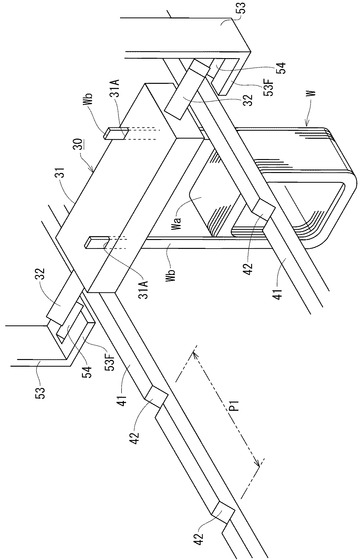
【図5】電着塗装用ワーク搬送装置及びワークの斜視図
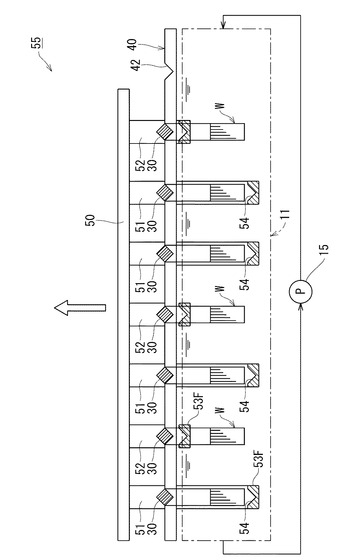
【図6】ワークリフト部が後退した状態の電着塗装装置の側断面図
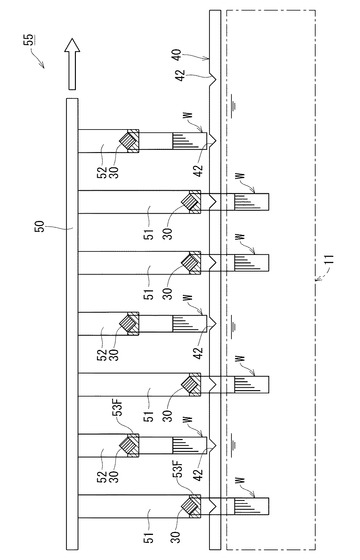
【図7】ワークリフト部が上昇した状態の電着塗装装置の側断面図
【図8】ワークリフト部が前進した状態の電着塗装装置の側断面図
【図9】ワークリフト部が降下した状態の電着塗装装置の側断面図
【図10】第2実施形態に係る電着塗装装置の側断面図
【図11】第3実施形態に係る電着塗装装置の側断面図
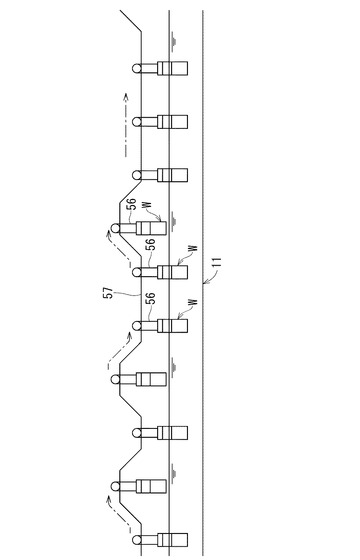
【図12】変形例に係る電着塗装用ワーク搬送装置の概念図
【発明を実施するための形態】
【0021】
[第1実施形態]
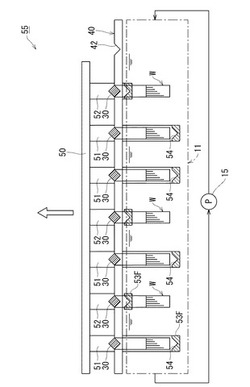
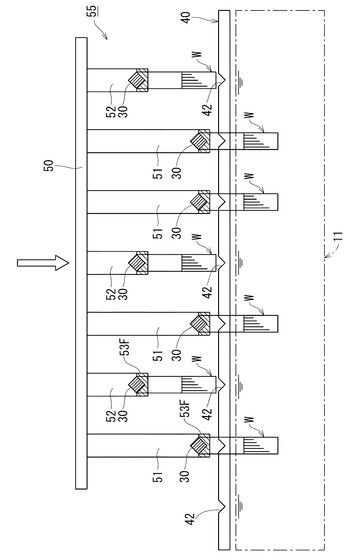
以下、本発明の第1実施形態を図1〜図9を参照しつつ説明する。電着塗装装置10は、図6に示すように、水平方向に延びた電着浴槽11を備え、その電着浴槽11に電着処理液が貯留されている。塗装対象部品であるワークWは、本発明に係る電着塗装用ワーク搬送装置55(以下、「ワーク搬送装置55」という)によって電着処理液に対して挿抜されながら電着浴槽11の長手方向の一端から他端(図6における左から右)に向けて一定の搬送ピッチで間欠的に搬送される。そして、電着処理液に浸されている間に、電着処理液中に配置された電極(図示せず)とワークWとの間で通電が行われて、ワークWの表面に電着塗料による被膜が形成される。また、電着処理液はポンプ15によって循環しており、電着浴槽11内では、例えば、ワークWが搬送される向きと逆向きの流れ(対向流)となっている。以下の説明では、「電着浴槽11の長手方向の一端側」を「ワーク搬送方向の上流側」といい、「電着浴槽11の長手方向の他端側」を「ワーク搬送方向の下流側」という。
【0022】
図5には、ワークWの一例としてのモータ用の電磁コイルが示されている。同図に示すように、電磁コイルは、偏平断面の銅線を巻回軸方向から見て四角形になるように巻回すると共に、1対の端末部Wb,Wbを巻回部Waの四角形の一辺から同じ方向に直線状に突出させた構造になっている。そして、この電磁コイルにおける巻回部Waの全体が電着処理液に浸されて塗装(例えば、絶縁塗装)が行われる。なお、本実施形態ではワークWとして電磁コイルのみを例示するが、電磁コイルに限定するものではなく、例えば、自動車のボディや建材、その他、ここでは例示しない部品をワークWとしてもよい。
【0023】
図5に示すように、ワークWはワークホルダ30によって保持されている。ワークホルダ30は、ホルダ本体31とホルダ本体31から側方に突出した1対のサイド突部32,32とから構成されている。ホルダ本体31には1対の保持孔31A,31Aが貫通形成されており、それら保持孔31A,31AにワークWにおける1対の端末部Wb,Wbを挿入した状態で抜け止め可能となっている。また、サイド突部32,32は、ホルダ本体31から互いに相反する方向に突出しており、例えば、四角柱形状をなしている。
【0024】
図6に示すように、電着浴槽11の上方には載置部40が備えられている。載置部40は、ワーク搬送装置55によるワーク搬送領域の両側に沿って互いに平行に延びた1対の帯状部材41,41で構成されており(図5参照)、それら帯状部材41,41の上面には、長手方向に一定の搬送ピッチP1分の間隔を空けて複数の載置溝42,42が陥没形成されている。載置溝42,42は、サイド突部32,32の形状に合わせてV字形をなしており、載置溝42,42にサイド突部32,32が嵌合可能となっている。なお、サイド突部32,32及び載置溝42,42を上記形状としたことで、載置部40に載置されたワークWが安定する。
【0025】
ワーク搬送装置55は、図示しない駆動源の動力によって後述するサイクル動作を行う搬送ベース部材50と、搬送ベース部材50に固定された複数のワークリフト部51,52とを備えている。
【0026】
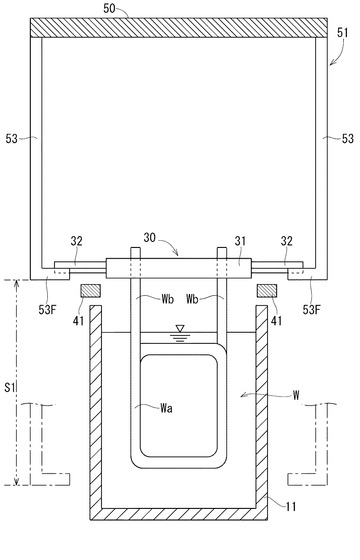
搬送ベース部材50は載置部40の上方に配置され、電着浴槽11の長手方向、即ち、ワーク搬送方向に延びた縦長構造をなしている。搬送ベース部材50は、電着浴槽11の上方に向かって所定の昇降ストロークS1分だけ垂直移動する「上昇」、ワーク搬送方向の下流側に向かって一定の搬送ピッチP1分だけ水平移動する「前進」、電着浴槽11に向かって所定の昇降ストロークS1分だけ垂直移動する「降下」及びワーク搬送方向の上流側に向かって一定の搬送ピッチP1分だけ水平移動する「後退」の4つの動作を1サイクルの動作とし、この1サイクルの動作を繰り返すようになっている(図6〜図9参照)。
【0027】
複数のワークリフト部51,52は、ワーク搬送方向に一定の搬送ピッチP1分ずつ間隔を空けて一列に並べて配置されており、搬送ベース部材50と一体となって「上昇」、「前進」、「降下」及び「後退」のサイクル動作を行う。なお、搬送ベース部材50及びワークリフト部51,52のサイクル動作は電着浴槽11の外側で行われ、搬送ベース50及びワークリフト部51,52が電着処理液に浸かることはない(図1〜図4参照)。
【0028】
各ワークリフト部51,52は、電着浴槽11の幅方向で対向した1対のハンガーアーム53,53にて構成されている。1対のハンガーアーム53,53は、搬送ベース部材50から垂下しかつ下端部が内側に直角に折れ曲がったフック形状をなしており、そのフック部53F,53Fの上面には、ワークホルダ30のサイド突部32,32の形状に合わせてV字形の突部受溝54がそれぞれ形成されている(図5参照)。そして、各突部受溝54,54にサイド突部32,32が係合可能となっている。なお、サイド突部32,32及び突部受溝54,54を上記形状としたことで、後述するようにワークリフト部51,52にてワークWをリフトしたときに、ワークWが安定する。
【0029】
複数のワークリフト部51,52は、浸漬維持用のワークリフト部51と抜出用のワークリフト部52の2種類で構成されており、抜出用のワークリフト部52に比べて、浸漬維持用のワークリフト部51の方が下方(電着浴槽11側)に突出している。即ち、抜出用のワークリフト部52に比べて浸漬維持用のワークリフト部51は、フック部53F,53Fが下方に位置している。浸漬維持用と抜出用のワークリフト部51,52の違いはこの点だけである。
【0030】
ワークリフト部51,52の配列は、以下のようになっている。即ち、ワーク搬送方向における上流側(図6おける左側)では、浸漬維持用と抜出用のワークリフト部51,52が1個ずつ交互に配置されている。これに対し、ワーク搬送方向の下流側(図6における右側)では、浸漬維持用のワークリフト部51が複数個(例えば、2個)連続して配置されている。本実施形態の構成は以上である。
【0031】
次に、本実施形態の動作について説明する。ワークWに対して電着塗装を行う場合には、脱脂処理等の前工程を終えたワークWを、ワークホルダ30を介して載置部40におけるワーク搬送方向の上流端位置に載置して電着処理液に浸けておく。そして、ワーク搬送装置55が起動すると、載置部40に載置されたワークWがワーク搬送方向の下流側に向けて一定の搬送ピッチP1ずつ間欠的に搬送される。その搬送過程で電着浴槽11内の電極(図示せず)とワークWとの間で通電が行われて、ワークWの表面に電着被膜が生成する。ワーク搬送方向の下流端まで到達したワークWは、電着浴槽11から引き揚げられて、後工程(例えば、水洗工程、焼き付け工程等)に搬送される。
【0032】
ところで、電着被膜の生成過程では、水の電気分解により水素ガスが発生し、ワークWや電着被膜の表面に気泡となって付着し得る。その気泡を除去するために、ワーク搬送装置55は、電着塗装工程の途中(ワークWの搬送途中)で複数回に亘ってワークWを電着処理液から取り出す。
【0033】
また、電着被膜の生成時に発生する水素ガスは、電着塗装工程の序盤ほど多く発生し、電着塗装工程の終盤に向かうに従って徐々に少なくなる。そこで、本実施形態のワーク搬送装置55は、ワークWを電着処理液から取り出さずに浸しておく期間(以下、「連続浸漬期間」という)に長短の変化をつけて動作する。具体的には、電着塗装工程の序盤は連続浸漬期間を短くし、終盤に連続浸漬期間を長くするように動作する。
【0034】
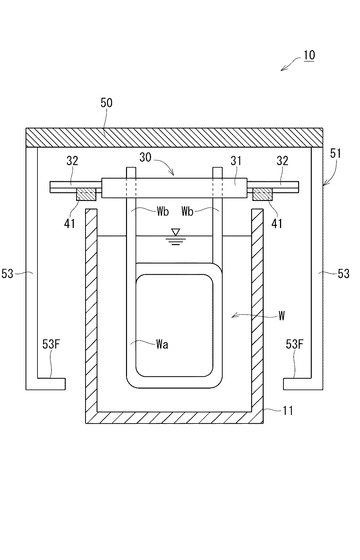
具体的には、図6に示すように、ワーク搬送装置55の搬送ベース部材50が、搬送ピッチの後端位置でかつ昇降ストロークの下端位置に配置されているとき、全てのワークWはワークホルダ30を介して載置部40に載置されており、電着処理液に浸かった状態に保持されている(図1及び図2参照)。
【0035】
この状態から、搬送ベース部材50が所定の昇降ストロークS1分だけ「上昇」すると、その上昇過程で、各ワークリフト部51,52のフック部53F,53Fと載置部40とがすれ違い、その際に各ワークリフト部51,52が載置部40からワークWを受け取って全てのワークWが載置部40から持ち上げられる(本発明の「第1動作」に相当する)。詳細には、上昇過程の比較的初期段階で、抜出用のワークリフト部52が載置部40からワークWを受け取り、上昇過程の比較的終期段階で浸漬維持用のワークリフト部51が載置部40からワークWを受け取る。
【0036】
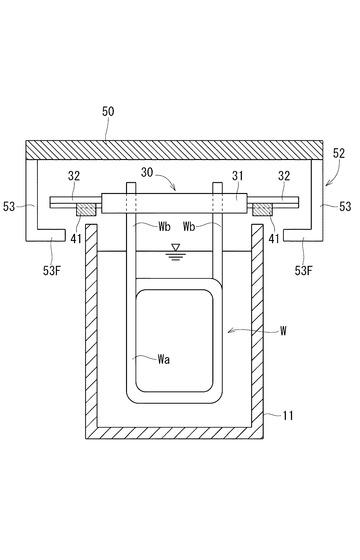
そして、図7に示すように搬送ベース部材50が昇降ストロークの上端位置に至ったとき、浸漬維持用のワークリフト部51にてリフトされたワークW(巻回部Wa)は電着処理液に浸されたままであるのに対し、抜出用のワークリフト部52にてリフトされたワークWは、電着処理液から完全に抜き取られる(図3及び図4参照)。
【0037】
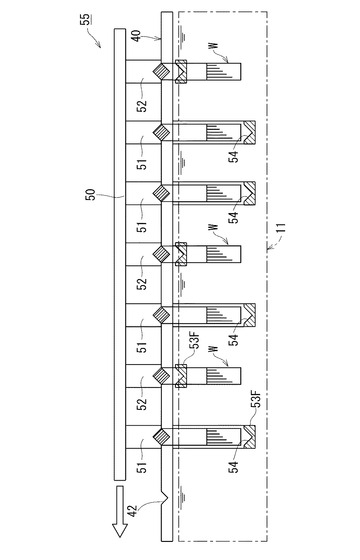
次いで、搬送ベース部材50は、ワーク搬送方向に一定の搬送ピッチP1分だけ「前進」する。すると、図8に示すように、各ワークリフト部51,52にリフトされた全てのワークWも、一定の搬送ピッチP1分だけぞれぞれ前進する(本発明の「第2動作」に相当する)。このとき、浸漬維持用のワークリフト部51にてリフトされたワークWは、電着処理液に浸かったまま前進し、抜出用のワークリフト部52にてリフトされたワークWは電着処理液から取り出されたまま前進する。そして、ワークWが電着処理液から取り出されて大気に触れている間に、ワークW又は電着被膜の表面に付着している気泡は自然に消滅する。
【0038】
搬送ベース部材50は、搬送ピッチの前端位置に到達すると、次いで所定の昇降ストロークS1分だけ「降下」する。その降下過程で、各ワークリフト部51,52のフック部53F,53Fと載置部40とがすれ違い、その際に各ワークリフト部51,52から載置部40へとワークWが受け渡される(本発明の「第3動作」に相当する)。詳細には、降下過程の比較的初期段階で、浸漬維持用のワークリフト部51から載置部40へとワークWが受け渡され、降下過程の比較的終期段階で抜出用のワークリフト部52から載置部40へとワークWが受け渡される。そして、図9に示すように、搬送ベース部材50が昇降ストロークの下端位置に至ったとき、全てのワークWは電着処理液に浸かった状態に保持される。その後、搬送ベース部材50が、ワーク搬送方向に一定の搬送ピッチP1分だけ「後退」すると、全てのワークリフト部51,52のフック部53F,53Fが次のワークW(詳細には、ワークホルダ30のサイド突部32,32)の下方位置に移動し(本発明の「第4動作」に相当する)、以下、「上昇」、「前進」、「降下」、「後退」の動作を繰り返して、複数のワークWを一定の搬送ピッチP1分ずつ間欠的に搬送する。
【0039】
ここで、ワーク搬送装置55には、ワーク搬送方向の上流側で、浸漬維持用と抜出用のワークリフト部51,52が1個ずつ交互に配置される一方、ワーク搬送方向の下流側で、浸漬維持用のワークリフト部51が複数個(例えば、2個)連続するように配置されている。そして、上述したように抜出用のワークリフト部52にてワークWがリフトされた場合に限り、ワークWが電着処理液から取り出されるので、電着塗装工程の序盤では、ワークWの連続浸漬期間が比較的短くなり、電着塗装工程の終盤ではワークWの連続浸漬期間が比較的長くなる。
【0040】
即ち、気泡が比較的多く発生し得る電着塗装工程の序盤は、電着処理液からワークWを取り出す時間間隔が短くなっており、気泡の発生が少なくなる電着塗装工程の終盤は電着処理液からワークWを取り出す時間間隔が比較的長くなっている。
【0041】
このように本実施形態によれば、電着塗装工程の途中でワークWを電着処理液から取り出して、ワークW又は電着被膜の表面全体を大気に触れさせるようにしたことで、ワークWの部位に拘わらず、気泡を確実に除去(消泡)することができる。これにより、ブツ及びガスピンホールを防止した高品質の塗装部品(本実施形態では、電磁コイル)を製造することができる。しかも、気泡の発生量に応じたタイミングでワークWを電着処理液から取り出すので、気泡の付着量に対して電着処理液から取り出しておく時間が過不足となることが防がれ、効率的に気泡を除去(消泡)することができる。
【0042】
[第2実施形態]
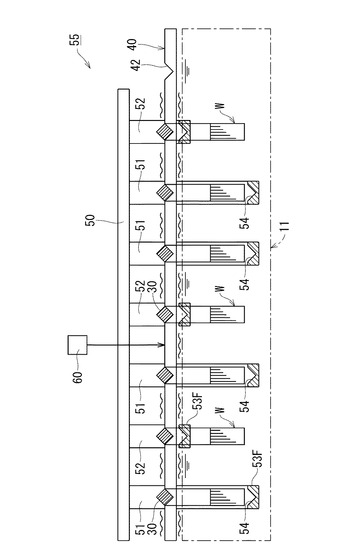
本実施形態は図10に示されている。同図に示すように、載置部40には、例えば超音波振動を発生する振動源60が接続されており、載置部40(帯状部材41,41)を振動させることで、その載置部40に載置されたワークWを振動させるようになっている。即ち、電着処理液に浸かった状態のワークWを振動させることで、そのワークWに付着している気泡を分離除去することが可能となっている。なお、振動源60の振動は、載置部40におけるワーク搬送方向の上流側、下流側或いはそれらの中間の何れの位置に入力してもよい。その他の構成は、上記第1実施形態と同一であるため、同じ構成については同一符号を付すことで重複する説明は省略する。本実施形態によれば、上記第1実施形態と同等の効果を奏すると共に、ワークWが電着処理液に浸かっている間も気泡を除去することができるから、電着被膜への気泡残り(ガスピンホールの発生)をより確実に防止することができる。
【0043】
[第3実施形態]
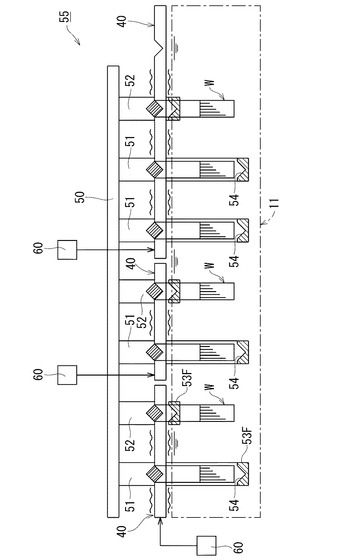
本実施形態は図11に示されている。同図に示すように、載置部40はワーク搬送方向で複数に分割され、それら複数の各載置部40,40に対してそれぞれ振動源60,60が備えられている点が、上記第2実施形態とは異なる。本実施形態では、ワーク搬送方向の下流側の載置部40が受ける振動の周波数又は振幅が、上流側の載置部40が受ける振動の周波数又は振幅よりも小さくなるように構成されており、気泡の発生量(気泡の付着量)に応じた振動の強さで気泡を分離除去することができる。その他の構成は上記第2実施形態と同じであるため、重複する説明は省略する。本実施形態によっても、上記第2実施形態と同等の効果を奏する。
【0044】
[他の実施形態]
本発明は、前記実施形態に限定されるものではなく、例えば、以下に説明するような実施形態も本発明の技術的範囲に含まれ、さらに、下記以外にも要旨を逸脱しない範囲内で種々変更して実施することができる。
【0045】
(1)上記第1〜第3実施形態では、電着処理液からワークWを取り出してワークWに付着した気泡を大気中で自然消滅させていたが、例えば、電着処理液の粘度が高いような場合には、電着処理液から取り出したワークWに対して、振動、風、液体を付与して強制的に気泡を除去(消泡)するようにしてもよい。振動を付与する場合には、ワークリフト部51,52を振動させればよい。また、液体を付与する場合には、電着浴槽11内と同一成分の電着処理液を使用(例えば、電着浴槽11内の電着処理液を汲み上げて使用)することが好ましい。
【0046】
(2)上記第1〜第3実施形態では、ワーク搬送装置55によってワークWを順送りに搬送しながら電着処理液に対して挿抜を繰り返すようにしていたが、ワークWを搬送することなく電着処理液に対する挿抜のみを繰り返し行う構成としてもよい。
【0047】
(3)浸漬維持用と抜出用のワークリフト部51,52の個数及び配列は、上記第1〜第3実施形態に例示したものに限定するものではなく、本発明の要旨を逸脱しない範囲で個数及び配列を変更してもよい。
【0048】
(4)ワーク搬送装置は、上記第1〜第3実施形態のように、前進、降下、後退、上昇の1サイクルの動作を繰り返すものでなくてもよく、例えば、図12に示すように、ワークWを吊り下げて保持可能な複数のワークリフト部56,56がガイドレール57上を電着浴槽11の一端から他端へと移動する過程で、ガイドレール57のアップダウンにより上下動する構成としてもよい。
【0049】
(5)上記第2実施形態において、載置部40におけるワーク搬送方向の上流端に振動源60の振動が入力するようにしておき、振動の距離減衰により、ワーク搬送方向の下流側に向かうに従ってワークWが受ける振動が穏やかになるような構成としてもよい。
【0050】
(6)上記第2及び第3実施形態では、ワークWに振動を付与していたが、電着処理液中に振動源を配置して電着処理液を振動(例えば、超音波振動)させることで気泡を除去するようにしてもよい。
【0051】
(7)上記第1〜第3実施形態では、ワークWをワークリフト部51,52と載置部40との間で授受可能するためにワークホルダ30にてワークWを保持していたが、ワークW自体がワークホルダ30における1対のサイド突部32,32に相当する部位を有している場合には、ワークホルダ30は不要である。
【0052】
(8)上記第1実施形態では、載置部40が電着浴槽11とは別体で設けられていたが、載置部は電着浴槽11と一体でもよい。即ち、電着浴槽11の幅方向の上端部を載置部としてもよい。
【符号の説明】
【0053】
10 電着塗装装置
11 電着浴槽
30 ワークホルダ
32 サイド突部
40 載置部
50 搬送ベース部材
51 浸漬維持用のワークリフト部
52 抜出用のワークリフト部
55 電着塗装用ワーク搬送装置
60 振動源
W ワーク
【技術分野】
【0001】
本発明は、電着塗装方法、塗装部品の製造方法及び電着塗装用ワーク搬送装置に関する。
【背景技術】
【0002】
一般的に、電着塗装では、電着被膜の生成過程で水の電気分解により水素ガスが発生する。この水素ガスやその他ガスの気泡が電着被膜の中に入り込むと、所謂、「ガスピンホール」という欠陥の原因となり得るため、ワークに付着した気泡の除去は必須である。これに対し、従来の電着塗装方法として、電着処理槽の内部で電着処理液を一方向に流動させて、その電着処理液の流れによってワークに付着した気泡を除去するようにしたものが知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2001−20094号公報(段落[0005]、第1図)
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上述した従来の電着塗装方法では、電着処理液の流れの向きと対向した部分の気泡は除去できるものの、その裏側の気泡を除去することが困難であった。また、処理液の流速を上げて気泡を除去しようとすると、不純物が舞い上がり、所謂「ブツ」と呼ばれる塗装不良の原因となる。
【0005】
本発明は、上記事情に鑑みてなされたものであって、ブツの発生を抑制しかつワークに付着した気泡を確実に除去することが可能な電着塗装方法、塗装部品の製造方法及び電着塗装用ワーク搬送装置の提供を目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するためになされた請求項1の発明に係る電着塗装方法は、電着塗装工程の途中で電着処理液からワークを複数回取り出してワークに付着した気泡を除去しながら電着塗装を行う電着塗装方法であって、ワークを電着処理液から取り出さずに浸けておく連続浸漬時間を、電着塗装工程の開始からの時間経過に伴って長くするところに特徴を有する。
【0007】
請求項2の発明に係る電着塗装方法は、複数のワークを電着処理を行いながら一定の搬送ピッチでワーク搬送方向に間欠的に順送りするワーク電着塗装方法であって、各ワークの上端部から両側方に突出した1対のサイド突部を載置して、ワークを電着処理液に浸けた状態に保持するための載置部をワーク搬送領域の両側に備えると共に、ワーク搬送方向に搬送ピッチと同じ間隔をあけて配置された複数のワークリフト部を共通の搬送ベース部材に固定して備えておき、全てのワークリフト部が、上昇して各ワークの一部に当接した後、ワークをリフトする第1動作と、全てのワークリフト部が、前進して各ワークを搬送する第2動作と、全てのワークリフト部が、降下して各ワークを載置部に載置した後、ワークの一部から離間する第3動作と、全てのワークリフト部が、後退して次のワークの一部の下方位置に移動する第4動作とを行うように、搬送ベース部材に、上昇、前進、降下、後退からなるサイクル動作を行わせるワーク電着塗装方法において、複数のワークリフト部として、ワークを電着処理液から抜き出した状態で搬送するために第1動作の比較的初期段階でワークの一部に当接する位置に配置されて、第1動作でワークを電着処理液から抜き出す抜出用ワークリフト部と、ワークを電着処理液に浸けた状態で搬送するために第1動作の比較的終期段階でワークの一部に当接する位置に配置されて、第1動作でワークを電着処理液から抜き出さずにサイド突部を載置部から上方に離間させる浸漬維持用ワークリフト部との2種類のワークリフト部を設けておくことで、電着塗装工程の途中で電着処理液からワークを取り出してワークに付着した気泡を除去可能とし、ワーク搬送方向のうち下流側の方が上流側より浸漬維持用ワークリフト部が連続して並ぶ数が多くなるように配置しておくことで、ワークを電着処理液から取り出さずに浸けておく連続浸漬時間を、電着塗装工程の開始からの時間経過に伴って長くするところに特徴を有する。
【0008】
請求項3の発明は、請求項1又は2に記載の電着塗装方法において、連続浸漬時間中にワークに振動を付与するところに特徴を有する。
【0009】
請求項4の発明は、請求項3に記載の電着塗装方法において、電着塗装工程の開始からの時間経過に伴ってワークに付与する振動の周波数又は振幅を小さくするところに特徴を有する。
【0010】
請求項5の発明に係る塗装部品の製造方法は、請求項1乃至4の何れか1の請求項に記載の電着塗装方法を用いて、表面に塗料が電着した部品を製造するところに特徴を有する。
【0011】
請求項6の発明に係る電着塗装用ワーク搬送装置は、複数のワークを電着処理を行いながら一定の搬送ピッチでワーク搬送方向に間欠的に順送りするために、各ワークの上端部から両側方に突出した1対のサイド突部を載置してワークを電着処理液に浸けた状態に保持するための載置部がワーク搬送領域の両側に備えられると共に、ワーク搬送方向に搬送ピッチと同じ間隔をあけて配置された複数のワークリフト部が共通の搬送ベース部材に固定され、全てのワークリフト部が、上昇して各ワークの一部に当接した後、ワークをリフトする第1動作と、全てのワークリフト部が、前進して各ワークを搬送する第2動作と、全てのワークリフト部が、降下して各ワークを載置部に載置した後、ワークの一部から離間する第3動作と、全てのワークリフト部が、後退して次のワークの一部の下方位置に移動する第4動作とを行うように、搬送ベース部材に、上昇、前進、降下、後退からなるサイクル動作を行わせる電着塗装用ワーク搬送装置において、複数のワークリフト部として、ワークを電着処理液から抜き出した状態で搬送するために第1動作の比較的初期段階でワークの一部に当接する位置に配置されて、第1動作でワークを電着処理液から抜き出す抜出用ワークリフト部と、ワークを電着処理液に浸けた状態で搬送するために第1動作の比較的終期段階でワークの一部に当接する位置に配置されて、第1動作でワークを電着処理液から抜き出さずにサイド突部を載置部から上方に離間させる浸漬維持用ワークリフト部との2種類のワークリフト部を設けて、ワーク搬送方向のうち下流側の方が上流側より浸漬維持用ワークリフト部が連続して並ぶ数が多くなるように配置したところに特徴を有する。
【0012】
請求項7の発明は、請求項6に記載の電着塗装用ワーク搬送装置において、載置部を振動させることでワークに振動を付与する振動源を備えたところに特徴を有する。
【0013】
請求項8の発明は、請求項7に記載の電着塗装用ワーク搬送装置において、載置部は、ワーク搬送方向で複数に分割し、ワーク搬送方向の下流側の載置部が受ける振動の周波数又は振幅が、上流側の載置部が受ける振動の周波数又は振幅より小さくなるように、振動源を複数設けたところに特徴を有する。
【発明の効果】
【0014】
[請求項1,2,5及び6の発明]
一般に、電着被膜の生成時に発生する水素ガスは、電着塗装工程の序盤ほど多く発生し、電着塗装工程の終盤に向かうに従って徐々に少なくなる。これに対し、請求項1の発明によれば、連続浸漬期間の長さを電着塗装工程の開始からの時間経過に伴って長くした。つまり、気泡が比較的多く発生し得る電着塗装工程の序盤は連続浸漬期間を比較的短くし、気泡の発生が少なくなる終盤に向かうに従って連続浸漬期間を長くした。
【0015】
このように、請求項1及び5の発明によれば、電着塗装工程の途中でワークを電着処理液から取り出して、ワーク又は電着被膜の表面全体を大気に触れさせるようにしたことで、ワークの部位に拘わらず、付着している気泡を確実に除去(消泡)することができる。これにより、ブツ及びガスピンホールを防止した高品質な塗装部品を製造することができる。しかも、気泡の発生量に応じたタイミングでワークを電着処理液から取り出すので、気泡の付着量に対して電着処理液から取り出しておく時間が過不足となることが防がれ、効率的に気泡を除去することができる。
【0016】
ここで、電着塗装工程では、電着処理液に対するワークの挿抜のみを繰り返し行うようにしてもよいし、請求項2及び6の発明のように、複数のワークを一定の搬送ピッチでワーク搬送方向に間欠的に順送りしながら電着処理液に対して挿抜を繰り返するようにしてもよい。
【0017】
なお、電着処理液から取り出したワークはそのまま放置するだけでもよいし、電着処理液から取り出したワークに振動を加えたり、風、液体を付与して気泡を除去するようにしてもよい。
【0018】
[請求項3及び7の発明]
請求項3及び7の発明によれば、ワークに付着している気泡を、電着処理液に浸した状態でも除去することができる。
【0019】
[請求項4及び8の発明]
請求項4及び8の発明によれば、気泡の発生量(気泡の付着量)に応じた振動で気泡を除去することができる。
【図面の簡単な説明】
【0020】
【図1】本発明の第1実施形態に係る電着塗装用ワーク搬送装置の浸漬維持用ワークリフト部が降下した状態の電着塗装装置の正断面図
【図2】抜出用ワークリフト部が降下した状態の電着塗装装置の正断面図
【図3】浸漬維持用ワークリフト部が上昇した状態の電着塗装装置の正断面図
【図4】抜出用ワークリフト部が上昇した状態の電着塗装装置の正断面図
【図5】電着塗装用ワーク搬送装置及びワークの斜視図
【図6】ワークリフト部が後退した状態の電着塗装装置の側断面図
【図7】ワークリフト部が上昇した状態の電着塗装装置の側断面図
【図8】ワークリフト部が前進した状態の電着塗装装置の側断面図
【図9】ワークリフト部が降下した状態の電着塗装装置の側断面図
【図10】第2実施形態に係る電着塗装装置の側断面図
【図11】第3実施形態に係る電着塗装装置の側断面図
【図12】変形例に係る電着塗装用ワーク搬送装置の概念図
【発明を実施するための形態】
【0021】
[第1実施形態]
以下、本発明の第1実施形態を図1〜図9を参照しつつ説明する。電着塗装装置10は、図6に示すように、水平方向に延びた電着浴槽11を備え、その電着浴槽11に電着処理液が貯留されている。塗装対象部品であるワークWは、本発明に係る電着塗装用ワーク搬送装置55(以下、「ワーク搬送装置55」という)によって電着処理液に対して挿抜されながら電着浴槽11の長手方向の一端から他端(図6における左から右)に向けて一定の搬送ピッチで間欠的に搬送される。そして、電着処理液に浸されている間に、電着処理液中に配置された電極(図示せず)とワークWとの間で通電が行われて、ワークWの表面に電着塗料による被膜が形成される。また、電着処理液はポンプ15によって循環しており、電着浴槽11内では、例えば、ワークWが搬送される向きと逆向きの流れ(対向流)となっている。以下の説明では、「電着浴槽11の長手方向の一端側」を「ワーク搬送方向の上流側」といい、「電着浴槽11の長手方向の他端側」を「ワーク搬送方向の下流側」という。
【0022】
図5には、ワークWの一例としてのモータ用の電磁コイルが示されている。同図に示すように、電磁コイルは、偏平断面の銅線を巻回軸方向から見て四角形になるように巻回すると共に、1対の端末部Wb,Wbを巻回部Waの四角形の一辺から同じ方向に直線状に突出させた構造になっている。そして、この電磁コイルにおける巻回部Waの全体が電着処理液に浸されて塗装(例えば、絶縁塗装)が行われる。なお、本実施形態ではワークWとして電磁コイルのみを例示するが、電磁コイルに限定するものではなく、例えば、自動車のボディや建材、その他、ここでは例示しない部品をワークWとしてもよい。
【0023】
図5に示すように、ワークWはワークホルダ30によって保持されている。ワークホルダ30は、ホルダ本体31とホルダ本体31から側方に突出した1対のサイド突部32,32とから構成されている。ホルダ本体31には1対の保持孔31A,31Aが貫通形成されており、それら保持孔31A,31AにワークWにおける1対の端末部Wb,Wbを挿入した状態で抜け止め可能となっている。また、サイド突部32,32は、ホルダ本体31から互いに相反する方向に突出しており、例えば、四角柱形状をなしている。
【0024】
図6に示すように、電着浴槽11の上方には載置部40が備えられている。載置部40は、ワーク搬送装置55によるワーク搬送領域の両側に沿って互いに平行に延びた1対の帯状部材41,41で構成されており(図5参照)、それら帯状部材41,41の上面には、長手方向に一定の搬送ピッチP1分の間隔を空けて複数の載置溝42,42が陥没形成されている。載置溝42,42は、サイド突部32,32の形状に合わせてV字形をなしており、載置溝42,42にサイド突部32,32が嵌合可能となっている。なお、サイド突部32,32及び載置溝42,42を上記形状としたことで、載置部40に載置されたワークWが安定する。
【0025】
ワーク搬送装置55は、図示しない駆動源の動力によって後述するサイクル動作を行う搬送ベース部材50と、搬送ベース部材50に固定された複数のワークリフト部51,52とを備えている。
【0026】
搬送ベース部材50は載置部40の上方に配置され、電着浴槽11の長手方向、即ち、ワーク搬送方向に延びた縦長構造をなしている。搬送ベース部材50は、電着浴槽11の上方に向かって所定の昇降ストロークS1分だけ垂直移動する「上昇」、ワーク搬送方向の下流側に向かって一定の搬送ピッチP1分だけ水平移動する「前進」、電着浴槽11に向かって所定の昇降ストロークS1分だけ垂直移動する「降下」及びワーク搬送方向の上流側に向かって一定の搬送ピッチP1分だけ水平移動する「後退」の4つの動作を1サイクルの動作とし、この1サイクルの動作を繰り返すようになっている(図6〜図9参照)。
【0027】
複数のワークリフト部51,52は、ワーク搬送方向に一定の搬送ピッチP1分ずつ間隔を空けて一列に並べて配置されており、搬送ベース部材50と一体となって「上昇」、「前進」、「降下」及び「後退」のサイクル動作を行う。なお、搬送ベース部材50及びワークリフト部51,52のサイクル動作は電着浴槽11の外側で行われ、搬送ベース50及びワークリフト部51,52が電着処理液に浸かることはない(図1〜図4参照)。
【0028】
各ワークリフト部51,52は、電着浴槽11の幅方向で対向した1対のハンガーアーム53,53にて構成されている。1対のハンガーアーム53,53は、搬送ベース部材50から垂下しかつ下端部が内側に直角に折れ曲がったフック形状をなしており、そのフック部53F,53Fの上面には、ワークホルダ30のサイド突部32,32の形状に合わせてV字形の突部受溝54がそれぞれ形成されている(図5参照)。そして、各突部受溝54,54にサイド突部32,32が係合可能となっている。なお、サイド突部32,32及び突部受溝54,54を上記形状としたことで、後述するようにワークリフト部51,52にてワークWをリフトしたときに、ワークWが安定する。
【0029】
複数のワークリフト部51,52は、浸漬維持用のワークリフト部51と抜出用のワークリフト部52の2種類で構成されており、抜出用のワークリフト部52に比べて、浸漬維持用のワークリフト部51の方が下方(電着浴槽11側)に突出している。即ち、抜出用のワークリフト部52に比べて浸漬維持用のワークリフト部51は、フック部53F,53Fが下方に位置している。浸漬維持用と抜出用のワークリフト部51,52の違いはこの点だけである。
【0030】
ワークリフト部51,52の配列は、以下のようになっている。即ち、ワーク搬送方向における上流側(図6おける左側)では、浸漬維持用と抜出用のワークリフト部51,52が1個ずつ交互に配置されている。これに対し、ワーク搬送方向の下流側(図6における右側)では、浸漬維持用のワークリフト部51が複数個(例えば、2個)連続して配置されている。本実施形態の構成は以上である。
【0031】
次に、本実施形態の動作について説明する。ワークWに対して電着塗装を行う場合には、脱脂処理等の前工程を終えたワークWを、ワークホルダ30を介して載置部40におけるワーク搬送方向の上流端位置に載置して電着処理液に浸けておく。そして、ワーク搬送装置55が起動すると、載置部40に載置されたワークWがワーク搬送方向の下流側に向けて一定の搬送ピッチP1ずつ間欠的に搬送される。その搬送過程で電着浴槽11内の電極(図示せず)とワークWとの間で通電が行われて、ワークWの表面に電着被膜が生成する。ワーク搬送方向の下流端まで到達したワークWは、電着浴槽11から引き揚げられて、後工程(例えば、水洗工程、焼き付け工程等)に搬送される。
【0032】
ところで、電着被膜の生成過程では、水の電気分解により水素ガスが発生し、ワークWや電着被膜の表面に気泡となって付着し得る。その気泡を除去するために、ワーク搬送装置55は、電着塗装工程の途中(ワークWの搬送途中)で複数回に亘ってワークWを電着処理液から取り出す。
【0033】
また、電着被膜の生成時に発生する水素ガスは、電着塗装工程の序盤ほど多く発生し、電着塗装工程の終盤に向かうに従って徐々に少なくなる。そこで、本実施形態のワーク搬送装置55は、ワークWを電着処理液から取り出さずに浸しておく期間(以下、「連続浸漬期間」という)に長短の変化をつけて動作する。具体的には、電着塗装工程の序盤は連続浸漬期間を短くし、終盤に連続浸漬期間を長くするように動作する。
【0034】
具体的には、図6に示すように、ワーク搬送装置55の搬送ベース部材50が、搬送ピッチの後端位置でかつ昇降ストロークの下端位置に配置されているとき、全てのワークWはワークホルダ30を介して載置部40に載置されており、電着処理液に浸かった状態に保持されている(図1及び図2参照)。
【0035】
この状態から、搬送ベース部材50が所定の昇降ストロークS1分だけ「上昇」すると、その上昇過程で、各ワークリフト部51,52のフック部53F,53Fと載置部40とがすれ違い、その際に各ワークリフト部51,52が載置部40からワークWを受け取って全てのワークWが載置部40から持ち上げられる(本発明の「第1動作」に相当する)。詳細には、上昇過程の比較的初期段階で、抜出用のワークリフト部52が載置部40からワークWを受け取り、上昇過程の比較的終期段階で浸漬維持用のワークリフト部51が載置部40からワークWを受け取る。
【0036】
そして、図7に示すように搬送ベース部材50が昇降ストロークの上端位置に至ったとき、浸漬維持用のワークリフト部51にてリフトされたワークW(巻回部Wa)は電着処理液に浸されたままであるのに対し、抜出用のワークリフト部52にてリフトされたワークWは、電着処理液から完全に抜き取られる(図3及び図4参照)。
【0037】
次いで、搬送ベース部材50は、ワーク搬送方向に一定の搬送ピッチP1分だけ「前進」する。すると、図8に示すように、各ワークリフト部51,52にリフトされた全てのワークWも、一定の搬送ピッチP1分だけぞれぞれ前進する(本発明の「第2動作」に相当する)。このとき、浸漬維持用のワークリフト部51にてリフトされたワークWは、電着処理液に浸かったまま前進し、抜出用のワークリフト部52にてリフトされたワークWは電着処理液から取り出されたまま前進する。そして、ワークWが電着処理液から取り出されて大気に触れている間に、ワークW又は電着被膜の表面に付着している気泡は自然に消滅する。
【0038】
搬送ベース部材50は、搬送ピッチの前端位置に到達すると、次いで所定の昇降ストロークS1分だけ「降下」する。その降下過程で、各ワークリフト部51,52のフック部53F,53Fと載置部40とがすれ違い、その際に各ワークリフト部51,52から載置部40へとワークWが受け渡される(本発明の「第3動作」に相当する)。詳細には、降下過程の比較的初期段階で、浸漬維持用のワークリフト部51から載置部40へとワークWが受け渡され、降下過程の比較的終期段階で抜出用のワークリフト部52から載置部40へとワークWが受け渡される。そして、図9に示すように、搬送ベース部材50が昇降ストロークの下端位置に至ったとき、全てのワークWは電着処理液に浸かった状態に保持される。その後、搬送ベース部材50が、ワーク搬送方向に一定の搬送ピッチP1分だけ「後退」すると、全てのワークリフト部51,52のフック部53F,53Fが次のワークW(詳細には、ワークホルダ30のサイド突部32,32)の下方位置に移動し(本発明の「第4動作」に相当する)、以下、「上昇」、「前進」、「降下」、「後退」の動作を繰り返して、複数のワークWを一定の搬送ピッチP1分ずつ間欠的に搬送する。
【0039】
ここで、ワーク搬送装置55には、ワーク搬送方向の上流側で、浸漬維持用と抜出用のワークリフト部51,52が1個ずつ交互に配置される一方、ワーク搬送方向の下流側で、浸漬維持用のワークリフト部51が複数個(例えば、2個)連続するように配置されている。そして、上述したように抜出用のワークリフト部52にてワークWがリフトされた場合に限り、ワークWが電着処理液から取り出されるので、電着塗装工程の序盤では、ワークWの連続浸漬期間が比較的短くなり、電着塗装工程の終盤ではワークWの連続浸漬期間が比較的長くなる。
【0040】
即ち、気泡が比較的多く発生し得る電着塗装工程の序盤は、電着処理液からワークWを取り出す時間間隔が短くなっており、気泡の発生が少なくなる電着塗装工程の終盤は電着処理液からワークWを取り出す時間間隔が比較的長くなっている。
【0041】
このように本実施形態によれば、電着塗装工程の途中でワークWを電着処理液から取り出して、ワークW又は電着被膜の表面全体を大気に触れさせるようにしたことで、ワークWの部位に拘わらず、気泡を確実に除去(消泡)することができる。これにより、ブツ及びガスピンホールを防止した高品質の塗装部品(本実施形態では、電磁コイル)を製造することができる。しかも、気泡の発生量に応じたタイミングでワークWを電着処理液から取り出すので、気泡の付着量に対して電着処理液から取り出しておく時間が過不足となることが防がれ、効率的に気泡を除去(消泡)することができる。
【0042】
[第2実施形態]
本実施形態は図10に示されている。同図に示すように、載置部40には、例えば超音波振動を発生する振動源60が接続されており、載置部40(帯状部材41,41)を振動させることで、その載置部40に載置されたワークWを振動させるようになっている。即ち、電着処理液に浸かった状態のワークWを振動させることで、そのワークWに付着している気泡を分離除去することが可能となっている。なお、振動源60の振動は、載置部40におけるワーク搬送方向の上流側、下流側或いはそれらの中間の何れの位置に入力してもよい。その他の構成は、上記第1実施形態と同一であるため、同じ構成については同一符号を付すことで重複する説明は省略する。本実施形態によれば、上記第1実施形態と同等の効果を奏すると共に、ワークWが電着処理液に浸かっている間も気泡を除去することができるから、電着被膜への気泡残り(ガスピンホールの発生)をより確実に防止することができる。
【0043】
[第3実施形態]
本実施形態は図11に示されている。同図に示すように、載置部40はワーク搬送方向で複数に分割され、それら複数の各載置部40,40に対してそれぞれ振動源60,60が備えられている点が、上記第2実施形態とは異なる。本実施形態では、ワーク搬送方向の下流側の載置部40が受ける振動の周波数又は振幅が、上流側の載置部40が受ける振動の周波数又は振幅よりも小さくなるように構成されており、気泡の発生量(気泡の付着量)に応じた振動の強さで気泡を分離除去することができる。その他の構成は上記第2実施形態と同じであるため、重複する説明は省略する。本実施形態によっても、上記第2実施形態と同等の効果を奏する。
【0044】
[他の実施形態]
本発明は、前記実施形態に限定されるものではなく、例えば、以下に説明するような実施形態も本発明の技術的範囲に含まれ、さらに、下記以外にも要旨を逸脱しない範囲内で種々変更して実施することができる。
【0045】
(1)上記第1〜第3実施形態では、電着処理液からワークWを取り出してワークWに付着した気泡を大気中で自然消滅させていたが、例えば、電着処理液の粘度が高いような場合には、電着処理液から取り出したワークWに対して、振動、風、液体を付与して強制的に気泡を除去(消泡)するようにしてもよい。振動を付与する場合には、ワークリフト部51,52を振動させればよい。また、液体を付与する場合には、電着浴槽11内と同一成分の電着処理液を使用(例えば、電着浴槽11内の電着処理液を汲み上げて使用)することが好ましい。
【0046】
(2)上記第1〜第3実施形態では、ワーク搬送装置55によってワークWを順送りに搬送しながら電着処理液に対して挿抜を繰り返すようにしていたが、ワークWを搬送することなく電着処理液に対する挿抜のみを繰り返し行う構成としてもよい。
【0047】
(3)浸漬維持用と抜出用のワークリフト部51,52の個数及び配列は、上記第1〜第3実施形態に例示したものに限定するものではなく、本発明の要旨を逸脱しない範囲で個数及び配列を変更してもよい。
【0048】
(4)ワーク搬送装置は、上記第1〜第3実施形態のように、前進、降下、後退、上昇の1サイクルの動作を繰り返すものでなくてもよく、例えば、図12に示すように、ワークWを吊り下げて保持可能な複数のワークリフト部56,56がガイドレール57上を電着浴槽11の一端から他端へと移動する過程で、ガイドレール57のアップダウンにより上下動する構成としてもよい。
【0049】
(5)上記第2実施形態において、載置部40におけるワーク搬送方向の上流端に振動源60の振動が入力するようにしておき、振動の距離減衰により、ワーク搬送方向の下流側に向かうに従ってワークWが受ける振動が穏やかになるような構成としてもよい。
【0050】
(6)上記第2及び第3実施形態では、ワークWに振動を付与していたが、電着処理液中に振動源を配置して電着処理液を振動(例えば、超音波振動)させることで気泡を除去するようにしてもよい。
【0051】
(7)上記第1〜第3実施形態では、ワークWをワークリフト部51,52と載置部40との間で授受可能するためにワークホルダ30にてワークWを保持していたが、ワークW自体がワークホルダ30における1対のサイド突部32,32に相当する部位を有している場合には、ワークホルダ30は不要である。
【0052】
(8)上記第1実施形態では、載置部40が電着浴槽11とは別体で設けられていたが、載置部は電着浴槽11と一体でもよい。即ち、電着浴槽11の幅方向の上端部を載置部としてもよい。
【符号の説明】
【0053】
10 電着塗装装置
11 電着浴槽
30 ワークホルダ
32 サイド突部
40 載置部
50 搬送ベース部材
51 浸漬維持用のワークリフト部
52 抜出用のワークリフト部
55 電着塗装用ワーク搬送装置
60 振動源
W ワーク
【特許請求の範囲】
【請求項1】
電着塗装工程の途中で電着処理液からワークを複数回取り出して前記ワークに付着した気泡を除去しながら電着塗装を行う電着塗装方法であって、
前記ワークを前記電着処理液から取り出さずに浸けておく連続浸漬時間を、前記電着塗装工程の開始からの時間経過に伴って長くすることを特徴とする電着塗装方法。
【請求項2】
複数のワークを電着処理を行いながら一定の搬送ピッチでワーク搬送方向に間欠的に順送りするワーク電着塗装方法であって、
前記各ワークの上端部から両側方に突出した1対のサイド突部を載置して、前記ワークを電着処理液に浸けた状態に保持するための載置部をワーク搬送領域の両側に備えると共に、前記ワーク搬送方向に前記搬送ピッチと同じ間隔をあけて配置された複数のワークリフト部を共通の搬送ベース部材に固定して備えておき、
全ての前記ワークリフト部が、上昇して各前記ワークの一部に当接した後、前記ワークをリフトする第1動作と、全ての前記ワークリフト部が、前進して各前記ワークを搬送する第2動作と、全ての前記ワークリフト部が、降下して各前記ワークを前記載置部に載置した後、前記ワークの一部から離間する第3動作と、全ての前記ワークリフト部が、後退して次の前記ワークの一部の下方位置に移動する第4動作とを行うように、前記搬送ベース部材に、上昇、前進、降下、後退からなるサイクル動作を行わせるワーク電着塗装方法において、
前記複数のワークリフト部として、前記ワークを前記電着処理液から抜き出した状態で搬送するために前記第1動作の比較的初期段階で前記ワークの一部に当接する位置に配置されて、前記第1動作で前記ワークを前記電着処理液から抜き出す抜出用ワークリフト部と、前記ワークを前記電着処理液に浸けた状態で搬送するために前記第1動作の比較的終期段階で前記ワークの一部に当接する位置に配置されて、前記第1動作で前記ワークを前記電着処理液から抜き出さずに前記サイド突部を前記載置部から上方に離間させる浸漬維持用ワークリフト部との2種類のワークリフト部を設けておくことで、電着塗装工程の途中で前記電着処理液から前記ワークを取り出して前記ワークに付着した気泡を除去可能とし、
前記ワーク搬送方向のうち下流側の方が上流側より前記浸漬維持用ワークリフト部が連続して並ぶ数が多くなるように配置しておくことで、前記ワークを前記電着処理液から取り出さずに浸けておく連続浸漬時間を、前記電着塗装工程の開始からの時間経過に伴って長くすることを特徴とする電着塗装方法。
【請求項3】
前記連続浸漬時間中に前記ワークに振動を付与することを特徴とする請求項1又は2に記載の電着塗装方法。
【請求項4】
前記電着塗装工程の開始からの時間経過に伴って前記ワークに付与する振動の周波数又は振幅を小さくすることを特徴とする請求項3に記載の電着塗装方法。
【請求項5】
前記請求項1乃至4の何れか1の請求項に記載の電着塗装方法を用いて、表面に塗料が電着した部品を製造することを特徴とする塗装部品の製造方法。
【請求項6】
複数のワークを電着処理を行いながら一定の搬送ピッチでワーク搬送方向に間欠的に順送りするために、前記各ワークの上端部から両側方に突出した1対のサイド突部を載置して前記ワークを電着処理液に浸けた状態に保持するための載置部がワーク搬送領域の両側に備えられると共に、前記ワーク搬送方向に前記搬送ピッチと同じ間隔をあけて配置された複数のワークリフト部が共通の搬送ベース部材に固定され、
全ての前記ワークリフト部が、上昇して各前記ワークの一部に当接した後、前記ワークをリフトする第1動作と、全ての前記ワークリフト部が、前進して各前記ワークを搬送する第2動作と、全ての前記ワークリフト部が、降下して各前記ワークを前記載置部に載置した後、前記ワークの一部から離間する第3動作と、全ての前記ワークリフト部が、後退して次の前記ワークの一部の下方位置に移動する第4動作とを行うように、前記搬送ベース部材に、上昇、前進、降下、後退からなるサイクル動作を行わせる電着塗装用ワーク搬送装置において、
前記複数のワークリフト部として、前記ワークを前記電着処理液から抜き出した状態で搬送するために前記第1動作の比較的初期段階で前記ワークの一部に当接する位置に配置されて、前記第1動作で前記ワークを前記電着処理液から抜き出す抜出用ワークリフト部と、前記ワークを前記電着処理液に浸けた状態で搬送するために前記第1動作の比較的終期段階で前記ワークの一部に当接する位置に配置されて、前記第1動作で前記ワークを前記電着処理液から抜き出さずに前記サイド突部を前記載置部から上方に離間させる浸漬維持用ワークリフト部との2種類のワークリフト部を設けて、
前記ワーク搬送方向のうち下流側の方が上流側より前記浸漬維持用ワークリフト部が連続して並ぶ数が多くなるように配置したことを特徴とする電着塗装用ワーク搬送装置。
【請求項7】
前記載置部を振動させることで前記ワークに振動を付与する振動源を備えたことを特徴とする請求項6に記載の電着塗装用ワーク搬送装置。
【請求項8】
前記載置部は、前記ワーク搬送方向で複数に分割し、前記ワーク搬送方向の下流側の前記載置部が受ける振動の周波数又は振幅が、上流側の前記載置部が受ける振動の周波数又は振幅より小さくなるように、前記振動源を複数設けたことを特徴とする請求項7に記載の電着塗装用ワーク搬送装置。
【請求項1】
電着塗装工程の途中で電着処理液からワークを複数回取り出して前記ワークに付着した気泡を除去しながら電着塗装を行う電着塗装方法であって、
前記ワークを前記電着処理液から取り出さずに浸けておく連続浸漬時間を、前記電着塗装工程の開始からの時間経過に伴って長くすることを特徴とする電着塗装方法。
【請求項2】
複数のワークを電着処理を行いながら一定の搬送ピッチでワーク搬送方向に間欠的に順送りするワーク電着塗装方法であって、
前記各ワークの上端部から両側方に突出した1対のサイド突部を載置して、前記ワークを電着処理液に浸けた状態に保持するための載置部をワーク搬送領域の両側に備えると共に、前記ワーク搬送方向に前記搬送ピッチと同じ間隔をあけて配置された複数のワークリフト部を共通の搬送ベース部材に固定して備えておき、
全ての前記ワークリフト部が、上昇して各前記ワークの一部に当接した後、前記ワークをリフトする第1動作と、全ての前記ワークリフト部が、前進して各前記ワークを搬送する第2動作と、全ての前記ワークリフト部が、降下して各前記ワークを前記載置部に載置した後、前記ワークの一部から離間する第3動作と、全ての前記ワークリフト部が、後退して次の前記ワークの一部の下方位置に移動する第4動作とを行うように、前記搬送ベース部材に、上昇、前進、降下、後退からなるサイクル動作を行わせるワーク電着塗装方法において、
前記複数のワークリフト部として、前記ワークを前記電着処理液から抜き出した状態で搬送するために前記第1動作の比較的初期段階で前記ワークの一部に当接する位置に配置されて、前記第1動作で前記ワークを前記電着処理液から抜き出す抜出用ワークリフト部と、前記ワークを前記電着処理液に浸けた状態で搬送するために前記第1動作の比較的終期段階で前記ワークの一部に当接する位置に配置されて、前記第1動作で前記ワークを前記電着処理液から抜き出さずに前記サイド突部を前記載置部から上方に離間させる浸漬維持用ワークリフト部との2種類のワークリフト部を設けておくことで、電着塗装工程の途中で前記電着処理液から前記ワークを取り出して前記ワークに付着した気泡を除去可能とし、
前記ワーク搬送方向のうち下流側の方が上流側より前記浸漬維持用ワークリフト部が連続して並ぶ数が多くなるように配置しておくことで、前記ワークを前記電着処理液から取り出さずに浸けておく連続浸漬時間を、前記電着塗装工程の開始からの時間経過に伴って長くすることを特徴とする電着塗装方法。
【請求項3】
前記連続浸漬時間中に前記ワークに振動を付与することを特徴とする請求項1又は2に記載の電着塗装方法。
【請求項4】
前記電着塗装工程の開始からの時間経過に伴って前記ワークに付与する振動の周波数又は振幅を小さくすることを特徴とする請求項3に記載の電着塗装方法。
【請求項5】
前記請求項1乃至4の何れか1の請求項に記載の電着塗装方法を用いて、表面に塗料が電着した部品を製造することを特徴とする塗装部品の製造方法。
【請求項6】
複数のワークを電着処理を行いながら一定の搬送ピッチでワーク搬送方向に間欠的に順送りするために、前記各ワークの上端部から両側方に突出した1対のサイド突部を載置して前記ワークを電着処理液に浸けた状態に保持するための載置部がワーク搬送領域の両側に備えられると共に、前記ワーク搬送方向に前記搬送ピッチと同じ間隔をあけて配置された複数のワークリフト部が共通の搬送ベース部材に固定され、
全ての前記ワークリフト部が、上昇して各前記ワークの一部に当接した後、前記ワークをリフトする第1動作と、全ての前記ワークリフト部が、前進して各前記ワークを搬送する第2動作と、全ての前記ワークリフト部が、降下して各前記ワークを前記載置部に載置した後、前記ワークの一部から離間する第3動作と、全ての前記ワークリフト部が、後退して次の前記ワークの一部の下方位置に移動する第4動作とを行うように、前記搬送ベース部材に、上昇、前進、降下、後退からなるサイクル動作を行わせる電着塗装用ワーク搬送装置において、
前記複数のワークリフト部として、前記ワークを前記電着処理液から抜き出した状態で搬送するために前記第1動作の比較的初期段階で前記ワークの一部に当接する位置に配置されて、前記第1動作で前記ワークを前記電着処理液から抜き出す抜出用ワークリフト部と、前記ワークを前記電着処理液に浸けた状態で搬送するために前記第1動作の比較的終期段階で前記ワークの一部に当接する位置に配置されて、前記第1動作で前記ワークを前記電着処理液から抜き出さずに前記サイド突部を前記載置部から上方に離間させる浸漬維持用ワークリフト部との2種類のワークリフト部を設けて、
前記ワーク搬送方向のうち下流側の方が上流側より前記浸漬維持用ワークリフト部が連続して並ぶ数が多くなるように配置したことを特徴とする電着塗装用ワーク搬送装置。
【請求項7】
前記載置部を振動させることで前記ワークに振動を付与する振動源を備えたことを特徴とする請求項6に記載の電着塗装用ワーク搬送装置。
【請求項8】
前記載置部は、前記ワーク搬送方向で複数に分割し、前記ワーク搬送方向の下流側の前記載置部が受ける振動の周波数又は振幅が、上流側の前記載置部が受ける振動の周波数又は振幅より小さくなるように、前記振動源を複数設けたことを特徴とする請求項7に記載の電着塗装用ワーク搬送装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2012−180585(P2012−180585A)
【公開日】平成24年9月20日(2012.9.20)
【国際特許分類】
【出願番号】特願2011−46035(P2011−46035)
【出願日】平成23年3月3日(2011.3.3)
【出願人】(000110343)トリニティ工業株式会社 (147)
【公開日】平成24年9月20日(2012.9.20)
【国際特許分類】
【出願日】平成23年3月3日(2011.3.3)
【出願人】(000110343)トリニティ工業株式会社 (147)
[ Back to top ]