
電着塗装方法
【課題】各部材および車体を、同時に塗装できるとともに、それらを適度な膜厚で塗装できる電着塗装方法を提供すること。
【解決手段】電着液が貯留される電着槽と、電着槽内において互いに間隔を隔てて対向配置される少なくとも1対の側部電極および底部電極とを備える電着塗装装置を用いるラジエータサポートロア1の電着塗装方法において、車幅方向両側に配置されるサイドメンバと、両サイドメンバの上端部間を閉鎖するフード13とによって区画される車体2のエンジンルーム10内に、ラジエータサポートロア1を配置し(配置工程)、ラジエータサポートロア1がエンジンルーム10内に配置された車体を、両側部電極間および底部電極を通過するように、前側から電着槽内に浸漬する(電着塗装工程)。
【解決手段】電着液が貯留される電着槽と、電着槽内において互いに間隔を隔てて対向配置される少なくとも1対の側部電極および底部電極とを備える電着塗装装置を用いるラジエータサポートロア1の電着塗装方法において、車幅方向両側に配置されるサイドメンバと、両サイドメンバの上端部間を閉鎖するフード13とによって区画される車体2のエンジンルーム10内に、ラジエータサポートロア1を配置し(配置工程)、ラジエータサポートロア1がエンジンルーム10内に配置された車体を、両側部電極間および底部電極を通過するように、前側から電着槽内に浸漬する(電着塗装工程)。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、車両部品を電着槽内に浸漬して、電着塗装するための電着塗装方法に関する。
【背景技術】
【0002】
従来、自動車は、製造性、意匠性、実用性などの観点から、複数の部材を車体(車両メイン部材)に組み付けることにより製造されており、また、それら各部材を、さらに、複数の独立部品の組み合わせにより形成することも知られている。
【0003】
具体的には、例えば、車両前後方向に延びる左および右のサイドメンバと、その各サイドメンバの前端部に結合されたラジエータサポートと、各サイドメンバの各ラジエータサポートの後方に配置された上下方向に延びる各フロントピラーと、各フロントピラーにその後端部が結合され、フロントピラーから前方に延びる各エプロンメンバと、各エプロンメンバおよびラジエータサポートの上方を覆うように配置されたフードとを備える自動車の前部車体が知られている。
【0004】
さらに、ラジエータサポートを、例えば、車両上下方向に延びるサイド部材と、そのサイド部材の下端部間に架け渡しして結合された車幅方向に延びるロア部材と、各サイド部材の上端部間に架け渡しして結合された車幅方向に延びるアッパ部材とを、略矩形状に組み付けることにより形成することが、知られている(例えば、特許文献1参照。)。
【0005】
また、自動車において、車体および組み付け用の部材は、通常、組み付け前の状態で電着塗装されており、そのような電着塗装のための塗装装置として、例えば、電着液が貯留される電着槽と、その電着槽内において被塗物を一定距離浸漬するように、複数の被塗物を順次搬送するための搬送手段と、電着槽内において被塗物と対向するように設けられるとともに、被塗物のサイズに応じて、被塗物と対向する方向に移動可能に設けられている複数の電極とを備える電着塗装装置が、提案されている(例えば、特許文献2参照。)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−234336号公報
【特許文献2】特開2002−69697号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
一方、車体および各部材は、それぞれ適度な膜厚で塗装する必要があり、具体的には、例えば、塗料を厚く塗る厚塗部材(例えば、膜厚20μm以上)、塗料を薄く塗る薄塗部材(例えば、膜厚10〜15μm)、および、それらの中間程度の厚さに塗料を塗る中間部材(例えば、膜厚15〜20μm)などに分類される。
【0008】
しかるに、例えば、中間部材に相当する部材と、車体とを特許文献2に記載される電着塗装方法によって同時に電着塗装すると、各部材の塗装膜厚が過度に厚くなり(例えば、厚塗部材程度になり)、塗料コストがかかるという不具合がある。
【0009】
一方、そのような部材を、閉鎖された空間、例えば、箱などの内部に配置して電着塗装すると、印加電圧が遮蔽されるので、各部材の塗装膜厚が過度に薄くなり(例えば、薄塗部材程度になり)、所望される塗膜を得られないという不具合がある。
【0010】
そこで、本発明の目的は、各部材および車体を、同時に塗装できるとともに、それらを適度な膜厚で塗装できる電着塗装方法を提供することにある。
【課題を解決するための手段】
【0011】
上記目的を達成するため、本発明は、電着液が貯留される電着槽と、前記電着槽内において互いに間隔を隔てて対向配置される少なくとも1対の電極とを備える電着塗装装置を用いる車両部品の電着塗装方法であって、車幅方向両側に配置されるサイドメンバと、両サイドメンバの上端部間を閉鎖するフードとによって区画される車体の前部構造内に、前記車両部品を配置する配置工程と、前記車両部品が前記前部構造内に配置された前記車体を、両前記電極間を通過するように、前側から前記電着槽内に浸漬する電着塗装工程とを含むことを特徴としている。
【発明の効果】
【0012】
本発明によれば、車幅方向両側に配置されるサイドメンバと、両サイドメンバの上端部間を閉鎖するフードとによって区画される車体の前部構造内、すなわち、車両前後方向前側、および、車両上下方向下側が開放された前部構造内に車両部品が配置され、その車両部品が前部構造内に配置された状態において、前側から前記電着槽内に浸漬され、電着塗装される。
【0013】
この電着塗装では、印加電圧がサイドメンバおよびフードによって適度に遮断されるとともに、電着塗料が含有される電着液が、前側の開放部分から前部構造内に浸入する。そして、電着液は、その前部構造内において、車両部品を浸漬させて、車両部品を電着塗装しながら、下側の開放部分を介して、前部構造内から排出される。
【0014】
そのため、このような方法では、適度な印加電圧および電着液の流動によって、例えば、構造外において塗装するよりも薄く、かつ、例えば、閉鎖空間内において塗装するよりも厚い、適度な膜厚で、車両部品を電着塗装することができる。
【図面の簡単な説明】
【0015】
【図1】図1は、ラジエータサポートロアを示す前上側から見た斜視図である。
【図2】図2は、ラジエータサポートロアを、エンジンルーム内に配置した状態を示す側面図である。
【図3】図3は、図2における正面図である。
【図4】図4は、電着塗装工程を説明する説明図であって、電着塗装装置の側面図である。
【図5】図5は、図4における正面図である。
【発明を実施するための形態】
【0016】
図1は、ラジエータサポートロアを示す前上側から見た斜視図である。
【0017】
本発明の電着塗装方法では、車両部品としてのラジエータサポートロア(ラジエータサポートの下側部材)1が、後述する電着塗装装置21によって、電着塗装される。
【0018】
ラジエータサポートロア1は、略枠形状に形成されるラジエータサポート(図示せず)の下側部材であって、図1に示すように、長手方向に延びる断面視略コ字形状の金属部材として、形成されている。
【0019】
具体的には、ラジエータサポートロア1は、側面視において、所定の厚みで形成されるとともに、長手方向両端部に向かうに従って徐々に厚くなる湾曲形状に形成されており、平面視において、略環状の支持部4を複数(例えば、2つ)備えている。
【0020】
支持部4は、ラジエータサポートロア1上において、ラジエータ(図示せず)を固定するために設けられており、例えば、長手方向中央部近傍、および、長手方向一方側端部近傍に、それぞれ形成されている。
【0021】
また、ラジエータサポートロア1は、複数(例えば、5つ)の貫通孔5を備えている。
【0022】
複数(例えば、5つ)の貫通孔5は、具体的には、ラジエータサポートロア1を厚み方向に貫通する平面視略円形の孔として形成され、ラジエータサポートロア1の長手方向に沿って、順次配置されている。
【0023】
また、ラジエータサポートロア1の長手方向両端部には、それぞれ、取付部6が形成されている。
【0024】
そして、このようなラジエータサポートロア1は、車体2(図2参照)と同時に電着塗装された後、ラジエータサポート(図示せず)の組み立てに用いられる。
【0025】
具体的には、上記の各取付部6に、ラジエータサポート(図示せず)のサイド部材(図示せず)が取り付けられ、さらに、そのサイド部材(図示せず)に、ラジエータサポート(図示せず)の上側部材(図示せず)が取り付けられることにより、略枠形状のラジエータサポート(図示せず)が、形成される(例えば、特開2009−234336号公報参照。)。なお、得られたラジエータサポート(図示せず)は、車体2(図2参照)に組み付けられる。
【0026】
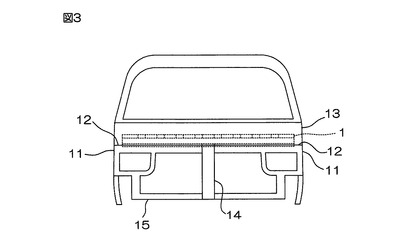
図2は、ラジエータサポートロアを、エンジンルーム内に配置した状態を示す側面図、図3は、図2における正面図である。なお、図2において、後述するサイドメンバ11は省略して記載されている。
【0027】
車体2は、詳しくは図示しないが、例えば、ルーフパネル、フードパネル、フロントフェンダーパネル、リアフェンダーパネルなどの外板パネルを備えており、自動車の外形形状を成している。
【0028】
このような車体2は、図2に示すように、前部構造としてのエンジンルーム10を備えている。
【0029】
車体2のエンジンルーム10は、車体2の車幅方向両側に配置される一対のサイドメンバ11と、その両サイドメンバ11の上端部12間を閉鎖するフード13とによって区画される内部空間であって、車両上下方向下側(車高方向底側)が開放されるとともに、車両前後方向前側が開放されている。
【0030】
そして、エンジンルーム10は、その車幅方向両側部に、図示しない係止部を備えており、その内部にラジエータサポートロア1を収容および固定可能としている。
【0031】
また、車体2は、その前後方向前側に、正面視略枠状のフロントフレーム15を備えるととともに、そのフロントフレーム15を上下方向(車両の高さ方向)に架け渡すように、上下方向に沿って延びる支持部材14を備えており、これにより、フロントフレーム15が補強されている。
【0032】
そして、このような車体2およびラジエータサポートロア1を塗装するには、本発明の電着塗装方法の一実施形態が採用される。
【0033】
すなわち、この方法では、まず、図2および図3に示すように、車体2の前部構造としてのエンジンルーム10内に、ラジエータサポートロア1を配置する(配置工程)。
【0034】
具体的には、ラジエータサポートロア1を、エンジンルーム10内に収容するとともに、その車幅方向両側部に設けられた図示しない係止部によって、エンジンルーム10内に固定する。
【0035】
このとき、ラジエータサポートロア1は、上下方向下側(車高方向底側)および前後方向前側が開放されるエンジンルーム10内に固定されるとともに、その下側表面および前側表面を外部に露出している。
【0036】
この方法では、次いで、ラジエータサポートロア1がエンジンルーム10内に配置された車体2を、電着塗装する(電着塗装工程)。
【0037】
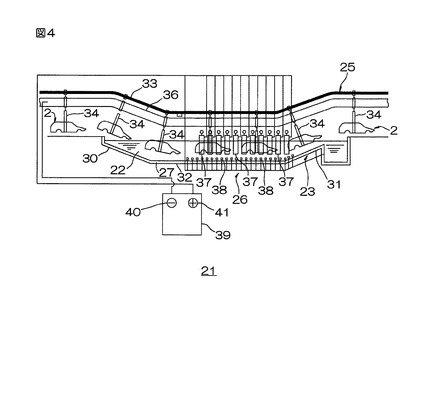
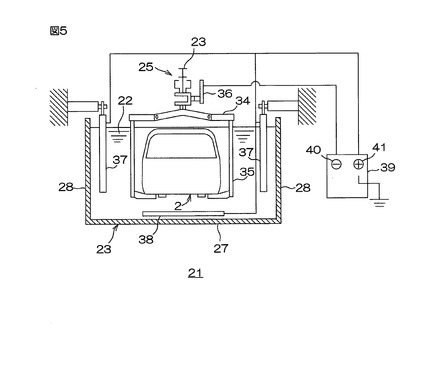
図4は、電着塗装工程を説明する説明図であって、電着塗装装置の側面図、図5は、図4における正面図である。
【0038】
電着塗装では、図4に示すように、電着塗料が含有される電着液22が貯留される電着槽23と、その電着槽23内において互いに間隔を隔てて対向配置される1対の側部電極37および底部電極38とを備える電着塗装装置21が用いられる。
【0039】
以下、図4および図5を参照して、この電着塗装装置を説明する。図4において、この電着塗装装置21は、電着液22が貯留される電着槽23と、この電着槽23内において被塗物としての車体2およびラジエータサポートロア1を一定距離浸漬しながら順次搬送するための搬送ユニット25と、この電着槽23内において車体2およびラジエータサポートロア1に電着塗装するための電着ユニット26とを備えている。
【0040】
電着槽23は、図5に示すように、底壁27と、底壁27の両側端部から対向状に起立する2つの側壁28とから形成されており、図4に示すように、底壁27が下方に傾斜する入口側部分30と、底壁27が上方に傾斜する出口側部分31と、入口側部分30および出口側部分31との間の平坦状の中央部分32とを備えている。なお、この電着槽23では、その長手方向に沿って、車体2(およびそのエンジンルーム10内に収容されるラジエータサポートロア1。以下同様。)が、約4台ないし6台程度浸漬できるような大きさとして形成されている。
【0041】
搬送ユニット25は、図4に示すように、電着槽23の上方において、電着槽23の長手方向に沿って底壁27と平行状に配設されるコンベア33と、このコンベア33に所定のピッチで懸吊される複数のハンガ34とを備えている。各ハンガ34は、図5に示すように、車体2を底面から挟持状に保持するホルダ35を備えている。
【0042】
そして、図4に示すように、各車体2は、各ハンガ34のホルダ35に保持された状態で、コンベア33の駆動により、電着槽23の入口側部分30から入槽され、中央部分32において電着液22に浸漬された後、出口側部分31から、順次、出槽される。
【0043】
また、電着ユニット26は、図4および図5に示すように、コンベア33に沿って配設される給電レール36と、電着槽23内に設けられる側部電極37および底部電極38と、これら給電レール36、側部電極37および底部電極38に接続される電源39とを備えている。給電レール36は、各ハンガ34に接続されるとともに、電源39の陰極40に接続されている。
【0044】
また、側部電極37は、電着槽23の長手方向に沿って所定の間隔で複数配設されており、電着槽23内における車体2と両側側方において対向するように、それぞれ対向配置されている。また、底部電極38も同様に、電着槽23の長手方向に沿って、所定の間隔で複数配設されており、電着槽23内における車体2と下方において対向するように配置されている。そして、これら側部電極37および底部電極38は、電源39の陽極41に接続されている。
【0045】
そして、上記したように、コンベア33の駆動により、各車体2(およびラジエータサポートロア1)が、電着槽23の入口側部分30から入槽され、両側部電極37間および底部電極38を通過するように、前側から電着槽23内に浸漬する。このとき、電源39の陰極40から、給電レール36および各ハンガ34を介して各車体2および各ラジエータサポートロア1に陰電圧が印加されるとともに、電源39の陽極41から、各側部電極37および各底部電極38に陽電圧が印加されることにより、電着液22中の塗料が帯電し、それが各車体2および各ラジエータサポートロア1の被塗装面上に付着して塗膜が形成されることにより、電着塗装される。
【0046】
具体的には、車体2が電着槽23内において電着液22に浸漬されるとともに、電着液22が、車体2の前側の開放部分からエンジンルーム10内に浸入する。そして、電着液22は、そのエンジンルーム10内において、ラジエータサポートロア1を浸漬させて、ラジエータサポートロア1を電着塗装しながら、下側の開放部分を介して、エンジンルーム10から排出される。
【0047】
このような電着塗装において、各部材は、それぞれ適度な膜厚で塗装する必要があり、具体的には、例えば、塗料を厚く塗る厚塗部材(例えば、膜厚20μm以上)、塗料を薄く塗る薄塗部材(例えば、膜厚10μm〜15μm)、および、それらの中間程度の厚さに塗料を塗る中間部材(例えば、膜厚15〜20μm)などに分類される。
【0048】
例えば、車体2に対して、塗料を厚く塗装する(例えば、膜厚20μm以上)一方、ラジエータサポートロア1に対して、塗料を上記中間程度の厚さ(例えば、膜厚15〜20μm)に塗装する場合において、例えば、ラジエータサポートロア1を車体2に収容することなく電着液22に浸漬し、陰電圧が印加されると、その印加電圧が遮蔽されないため、帯電された電着液22中の塗料が、ラジエータサポートロア1の被塗装面上に過度に付着して、塗膜の膜厚が過度に厚くなるという不具合がある。
【0049】
一方、例えば、ラジエータサポートロア1が、開放面の存在しない閉鎖空間、例えば、車体2の車室内などに収容された状態において、上記のように電着塗装する場合には、印加電圧が過度に遮蔽されるので、ラジエータサポートロア1の被塗装面上に対する塗料の付着量が少なくなり、塗膜の膜厚が過度に薄くなるという不具合がある。
【0050】
これらに対して、上記の方法では、車幅方向両側に配置されるサイドメンバ11と、両サイドメンバ11の上端部間を閉鎖するフード13とによって区画され、また、その上下方向下側(車高方向底側)が開放されるとともに、前後方向前側が開放されているエンジンルーム10内に、ラジエータサポートロア1が配置され、そのラジエータサポートロア1がエンジンルーム10に配置された状態において、電着塗装される。
【0051】
そのため、この状態において、上記したようにラジエータサポートロア1に陰電圧が印加されると、その印加電圧がサイドメンバ11およびフード13により適度に遮蔽される。また、上記したように、電着液22は、前側の開放部分からエンジンルーム10内に浸入し、そのエンジンルーム10内において、ラジエータサポートロア1を浸漬させて、ラジエータサポートロア1を電着塗装しながら、下側の開放部分を介して、エンジンルーム10から排出される。
【0052】
そのため、帯電された電着液22中の塗料が、ラジエータサポートロア1の被塗装面上に適度に付着して、適度な膜厚の塗膜が形成される。
【0053】
そのため、このような方法によれば、例えば、エンジンルーム10外において塗装するよりも薄く、かつ、例えば、車幅方向両側および車体上下方向両側が区画される構造内、例えば、車室内において塗装するよりも厚い、適度な膜厚で、ラジエータサポートロア1を電着塗装することができる。
【0054】
なお、上記した説明では、車両部材として、ラジエータサポートロア1を用いたが、本発明はこれに限定されず、車両部材として各種部材を用いることができる。また、上記した説明では、車体の前部構造として、エンジンルーム10を採用して説明したが、本発明はこれに限定されず、前部構造として、車両前後方向前側、および、車両上下方向下側が開放された各種内部空間を採用することができる。
【符号の説明】
【0055】
1 ラジエータサポートロア
2 車体
10 エンジンルーム
13 フード
14 支持部材
【技術分野】
【0001】
本発明は、車両部品を電着槽内に浸漬して、電着塗装するための電着塗装方法に関する。
【背景技術】
【0002】
従来、自動車は、製造性、意匠性、実用性などの観点から、複数の部材を車体(車両メイン部材)に組み付けることにより製造されており、また、それら各部材を、さらに、複数の独立部品の組み合わせにより形成することも知られている。
【0003】
具体的には、例えば、車両前後方向に延びる左および右のサイドメンバと、その各サイドメンバの前端部に結合されたラジエータサポートと、各サイドメンバの各ラジエータサポートの後方に配置された上下方向に延びる各フロントピラーと、各フロントピラーにその後端部が結合され、フロントピラーから前方に延びる各エプロンメンバと、各エプロンメンバおよびラジエータサポートの上方を覆うように配置されたフードとを備える自動車の前部車体が知られている。
【0004】
さらに、ラジエータサポートを、例えば、車両上下方向に延びるサイド部材と、そのサイド部材の下端部間に架け渡しして結合された車幅方向に延びるロア部材と、各サイド部材の上端部間に架け渡しして結合された車幅方向に延びるアッパ部材とを、略矩形状に組み付けることにより形成することが、知られている(例えば、特許文献1参照。)。
【0005】
また、自動車において、車体および組み付け用の部材は、通常、組み付け前の状態で電着塗装されており、そのような電着塗装のための塗装装置として、例えば、電着液が貯留される電着槽と、その電着槽内において被塗物を一定距離浸漬するように、複数の被塗物を順次搬送するための搬送手段と、電着槽内において被塗物と対向するように設けられるとともに、被塗物のサイズに応じて、被塗物と対向する方向に移動可能に設けられている複数の電極とを備える電着塗装装置が、提案されている(例えば、特許文献2参照。)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−234336号公報
【特許文献2】特開2002−69697号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
一方、車体および各部材は、それぞれ適度な膜厚で塗装する必要があり、具体的には、例えば、塗料を厚く塗る厚塗部材(例えば、膜厚20μm以上)、塗料を薄く塗る薄塗部材(例えば、膜厚10〜15μm)、および、それらの中間程度の厚さに塗料を塗る中間部材(例えば、膜厚15〜20μm)などに分類される。
【0008】
しかるに、例えば、中間部材に相当する部材と、車体とを特許文献2に記載される電着塗装方法によって同時に電着塗装すると、各部材の塗装膜厚が過度に厚くなり(例えば、厚塗部材程度になり)、塗料コストがかかるという不具合がある。
【0009】
一方、そのような部材を、閉鎖された空間、例えば、箱などの内部に配置して電着塗装すると、印加電圧が遮蔽されるので、各部材の塗装膜厚が過度に薄くなり(例えば、薄塗部材程度になり)、所望される塗膜を得られないという不具合がある。
【0010】
そこで、本発明の目的は、各部材および車体を、同時に塗装できるとともに、それらを適度な膜厚で塗装できる電着塗装方法を提供することにある。
【課題を解決するための手段】
【0011】
上記目的を達成するため、本発明は、電着液が貯留される電着槽と、前記電着槽内において互いに間隔を隔てて対向配置される少なくとも1対の電極とを備える電着塗装装置を用いる車両部品の電着塗装方法であって、車幅方向両側に配置されるサイドメンバと、両サイドメンバの上端部間を閉鎖するフードとによって区画される車体の前部構造内に、前記車両部品を配置する配置工程と、前記車両部品が前記前部構造内に配置された前記車体を、両前記電極間を通過するように、前側から前記電着槽内に浸漬する電着塗装工程とを含むことを特徴としている。
【発明の効果】
【0012】
本発明によれば、車幅方向両側に配置されるサイドメンバと、両サイドメンバの上端部間を閉鎖するフードとによって区画される車体の前部構造内、すなわち、車両前後方向前側、および、車両上下方向下側が開放された前部構造内に車両部品が配置され、その車両部品が前部構造内に配置された状態において、前側から前記電着槽内に浸漬され、電着塗装される。
【0013】
この電着塗装では、印加電圧がサイドメンバおよびフードによって適度に遮断されるとともに、電着塗料が含有される電着液が、前側の開放部分から前部構造内に浸入する。そして、電着液は、その前部構造内において、車両部品を浸漬させて、車両部品を電着塗装しながら、下側の開放部分を介して、前部構造内から排出される。
【0014】
そのため、このような方法では、適度な印加電圧および電着液の流動によって、例えば、構造外において塗装するよりも薄く、かつ、例えば、閉鎖空間内において塗装するよりも厚い、適度な膜厚で、車両部品を電着塗装することができる。
【図面の簡単な説明】
【0015】
【図1】図1は、ラジエータサポートロアを示す前上側から見た斜視図である。
【図2】図2は、ラジエータサポートロアを、エンジンルーム内に配置した状態を示す側面図である。
【図3】図3は、図2における正面図である。
【図4】図4は、電着塗装工程を説明する説明図であって、電着塗装装置の側面図である。
【図5】図5は、図4における正面図である。
【発明を実施するための形態】
【0016】
図1は、ラジエータサポートロアを示す前上側から見た斜視図である。
【0017】
本発明の電着塗装方法では、車両部品としてのラジエータサポートロア(ラジエータサポートの下側部材)1が、後述する電着塗装装置21によって、電着塗装される。
【0018】
ラジエータサポートロア1は、略枠形状に形成されるラジエータサポート(図示せず)の下側部材であって、図1に示すように、長手方向に延びる断面視略コ字形状の金属部材として、形成されている。
【0019】
具体的には、ラジエータサポートロア1は、側面視において、所定の厚みで形成されるとともに、長手方向両端部に向かうに従って徐々に厚くなる湾曲形状に形成されており、平面視において、略環状の支持部4を複数(例えば、2つ)備えている。
【0020】
支持部4は、ラジエータサポートロア1上において、ラジエータ(図示せず)を固定するために設けられており、例えば、長手方向中央部近傍、および、長手方向一方側端部近傍に、それぞれ形成されている。
【0021】
また、ラジエータサポートロア1は、複数(例えば、5つ)の貫通孔5を備えている。
【0022】
複数(例えば、5つ)の貫通孔5は、具体的には、ラジエータサポートロア1を厚み方向に貫通する平面視略円形の孔として形成され、ラジエータサポートロア1の長手方向に沿って、順次配置されている。
【0023】
また、ラジエータサポートロア1の長手方向両端部には、それぞれ、取付部6が形成されている。
【0024】
そして、このようなラジエータサポートロア1は、車体2(図2参照)と同時に電着塗装された後、ラジエータサポート(図示せず)の組み立てに用いられる。
【0025】
具体的には、上記の各取付部6に、ラジエータサポート(図示せず)のサイド部材(図示せず)が取り付けられ、さらに、そのサイド部材(図示せず)に、ラジエータサポート(図示せず)の上側部材(図示せず)が取り付けられることにより、略枠形状のラジエータサポート(図示せず)が、形成される(例えば、特開2009−234336号公報参照。)。なお、得られたラジエータサポート(図示せず)は、車体2(図2参照)に組み付けられる。
【0026】
図2は、ラジエータサポートロアを、エンジンルーム内に配置した状態を示す側面図、図3は、図2における正面図である。なお、図2において、後述するサイドメンバ11は省略して記載されている。
【0027】
車体2は、詳しくは図示しないが、例えば、ルーフパネル、フードパネル、フロントフェンダーパネル、リアフェンダーパネルなどの外板パネルを備えており、自動車の外形形状を成している。
【0028】
このような車体2は、図2に示すように、前部構造としてのエンジンルーム10を備えている。
【0029】
車体2のエンジンルーム10は、車体2の車幅方向両側に配置される一対のサイドメンバ11と、その両サイドメンバ11の上端部12間を閉鎖するフード13とによって区画される内部空間であって、車両上下方向下側(車高方向底側)が開放されるとともに、車両前後方向前側が開放されている。
【0030】
そして、エンジンルーム10は、その車幅方向両側部に、図示しない係止部を備えており、その内部にラジエータサポートロア1を収容および固定可能としている。
【0031】
また、車体2は、その前後方向前側に、正面視略枠状のフロントフレーム15を備えるととともに、そのフロントフレーム15を上下方向(車両の高さ方向)に架け渡すように、上下方向に沿って延びる支持部材14を備えており、これにより、フロントフレーム15が補強されている。
【0032】
そして、このような車体2およびラジエータサポートロア1を塗装するには、本発明の電着塗装方法の一実施形態が採用される。
【0033】
すなわち、この方法では、まず、図2および図3に示すように、車体2の前部構造としてのエンジンルーム10内に、ラジエータサポートロア1を配置する(配置工程)。
【0034】
具体的には、ラジエータサポートロア1を、エンジンルーム10内に収容するとともに、その車幅方向両側部に設けられた図示しない係止部によって、エンジンルーム10内に固定する。
【0035】
このとき、ラジエータサポートロア1は、上下方向下側(車高方向底側)および前後方向前側が開放されるエンジンルーム10内に固定されるとともに、その下側表面および前側表面を外部に露出している。
【0036】
この方法では、次いで、ラジエータサポートロア1がエンジンルーム10内に配置された車体2を、電着塗装する(電着塗装工程)。
【0037】
図4は、電着塗装工程を説明する説明図であって、電着塗装装置の側面図、図5は、図4における正面図である。
【0038】
電着塗装では、図4に示すように、電着塗料が含有される電着液22が貯留される電着槽23と、その電着槽23内において互いに間隔を隔てて対向配置される1対の側部電極37および底部電極38とを備える電着塗装装置21が用いられる。
【0039】
以下、図4および図5を参照して、この電着塗装装置を説明する。図4において、この電着塗装装置21は、電着液22が貯留される電着槽23と、この電着槽23内において被塗物としての車体2およびラジエータサポートロア1を一定距離浸漬しながら順次搬送するための搬送ユニット25と、この電着槽23内において車体2およびラジエータサポートロア1に電着塗装するための電着ユニット26とを備えている。
【0040】
電着槽23は、図5に示すように、底壁27と、底壁27の両側端部から対向状に起立する2つの側壁28とから形成されており、図4に示すように、底壁27が下方に傾斜する入口側部分30と、底壁27が上方に傾斜する出口側部分31と、入口側部分30および出口側部分31との間の平坦状の中央部分32とを備えている。なお、この電着槽23では、その長手方向に沿って、車体2(およびそのエンジンルーム10内に収容されるラジエータサポートロア1。以下同様。)が、約4台ないし6台程度浸漬できるような大きさとして形成されている。
【0041】
搬送ユニット25は、図4に示すように、電着槽23の上方において、電着槽23の長手方向に沿って底壁27と平行状に配設されるコンベア33と、このコンベア33に所定のピッチで懸吊される複数のハンガ34とを備えている。各ハンガ34は、図5に示すように、車体2を底面から挟持状に保持するホルダ35を備えている。
【0042】
そして、図4に示すように、各車体2は、各ハンガ34のホルダ35に保持された状態で、コンベア33の駆動により、電着槽23の入口側部分30から入槽され、中央部分32において電着液22に浸漬された後、出口側部分31から、順次、出槽される。
【0043】
また、電着ユニット26は、図4および図5に示すように、コンベア33に沿って配設される給電レール36と、電着槽23内に設けられる側部電極37および底部電極38と、これら給電レール36、側部電極37および底部電極38に接続される電源39とを備えている。給電レール36は、各ハンガ34に接続されるとともに、電源39の陰極40に接続されている。
【0044】
また、側部電極37は、電着槽23の長手方向に沿って所定の間隔で複数配設されており、電着槽23内における車体2と両側側方において対向するように、それぞれ対向配置されている。また、底部電極38も同様に、電着槽23の長手方向に沿って、所定の間隔で複数配設されており、電着槽23内における車体2と下方において対向するように配置されている。そして、これら側部電極37および底部電極38は、電源39の陽極41に接続されている。
【0045】
そして、上記したように、コンベア33の駆動により、各車体2(およびラジエータサポートロア1)が、電着槽23の入口側部分30から入槽され、両側部電極37間および底部電極38を通過するように、前側から電着槽23内に浸漬する。このとき、電源39の陰極40から、給電レール36および各ハンガ34を介して各車体2および各ラジエータサポートロア1に陰電圧が印加されるとともに、電源39の陽極41から、各側部電極37および各底部電極38に陽電圧が印加されることにより、電着液22中の塗料が帯電し、それが各車体2および各ラジエータサポートロア1の被塗装面上に付着して塗膜が形成されることにより、電着塗装される。
【0046】
具体的には、車体2が電着槽23内において電着液22に浸漬されるとともに、電着液22が、車体2の前側の開放部分からエンジンルーム10内に浸入する。そして、電着液22は、そのエンジンルーム10内において、ラジエータサポートロア1を浸漬させて、ラジエータサポートロア1を電着塗装しながら、下側の開放部分を介して、エンジンルーム10から排出される。
【0047】
このような電着塗装において、各部材は、それぞれ適度な膜厚で塗装する必要があり、具体的には、例えば、塗料を厚く塗る厚塗部材(例えば、膜厚20μm以上)、塗料を薄く塗る薄塗部材(例えば、膜厚10μm〜15μm)、および、それらの中間程度の厚さに塗料を塗る中間部材(例えば、膜厚15〜20μm)などに分類される。
【0048】
例えば、車体2に対して、塗料を厚く塗装する(例えば、膜厚20μm以上)一方、ラジエータサポートロア1に対して、塗料を上記中間程度の厚さ(例えば、膜厚15〜20μm)に塗装する場合において、例えば、ラジエータサポートロア1を車体2に収容することなく電着液22に浸漬し、陰電圧が印加されると、その印加電圧が遮蔽されないため、帯電された電着液22中の塗料が、ラジエータサポートロア1の被塗装面上に過度に付着して、塗膜の膜厚が過度に厚くなるという不具合がある。
【0049】
一方、例えば、ラジエータサポートロア1が、開放面の存在しない閉鎖空間、例えば、車体2の車室内などに収容された状態において、上記のように電着塗装する場合には、印加電圧が過度に遮蔽されるので、ラジエータサポートロア1の被塗装面上に対する塗料の付着量が少なくなり、塗膜の膜厚が過度に薄くなるという不具合がある。
【0050】
これらに対して、上記の方法では、車幅方向両側に配置されるサイドメンバ11と、両サイドメンバ11の上端部間を閉鎖するフード13とによって区画され、また、その上下方向下側(車高方向底側)が開放されるとともに、前後方向前側が開放されているエンジンルーム10内に、ラジエータサポートロア1が配置され、そのラジエータサポートロア1がエンジンルーム10に配置された状態において、電着塗装される。
【0051】
そのため、この状態において、上記したようにラジエータサポートロア1に陰電圧が印加されると、その印加電圧がサイドメンバ11およびフード13により適度に遮蔽される。また、上記したように、電着液22は、前側の開放部分からエンジンルーム10内に浸入し、そのエンジンルーム10内において、ラジエータサポートロア1を浸漬させて、ラジエータサポートロア1を電着塗装しながら、下側の開放部分を介して、エンジンルーム10から排出される。
【0052】
そのため、帯電された電着液22中の塗料が、ラジエータサポートロア1の被塗装面上に適度に付着して、適度な膜厚の塗膜が形成される。
【0053】
そのため、このような方法によれば、例えば、エンジンルーム10外において塗装するよりも薄く、かつ、例えば、車幅方向両側および車体上下方向両側が区画される構造内、例えば、車室内において塗装するよりも厚い、適度な膜厚で、ラジエータサポートロア1を電着塗装することができる。
【0054】
なお、上記した説明では、車両部材として、ラジエータサポートロア1を用いたが、本発明はこれに限定されず、車両部材として各種部材を用いることができる。また、上記した説明では、車体の前部構造として、エンジンルーム10を採用して説明したが、本発明はこれに限定されず、前部構造として、車両前後方向前側、および、車両上下方向下側が開放された各種内部空間を採用することができる。
【符号の説明】
【0055】
1 ラジエータサポートロア
2 車体
10 エンジンルーム
13 フード
14 支持部材
【特許請求の範囲】
【請求項1】
電着液が貯留される電着槽と、前記電着槽内において互いに間隔を隔てて対向配置される少なくとも1対の電極とを備える電着塗装装置を用いる車両部材の電着塗装方法であって、
車幅方向両側に配置されるサイドメンバと、両サイドメンバの上端部間を閉鎖するフードとによって区画される車体の前部構造内に、前記車両部品を配置する配置工程と、
前記車両部品が前記前部構造内に配置された前記車体を、両前記電極間を通過するように、前側から前記電着槽内に浸漬する電着塗装工程と
を含むことを特徴とする、電着塗装方法。
【請求項1】
電着液が貯留される電着槽と、前記電着槽内において互いに間隔を隔てて対向配置される少なくとも1対の電極とを備える電着塗装装置を用いる車両部材の電着塗装方法であって、
車幅方向両側に配置されるサイドメンバと、両サイドメンバの上端部間を閉鎖するフードとによって区画される車体の前部構造内に、前記車両部品を配置する配置工程と、
前記車両部品が前記前部構造内に配置された前記車体を、両前記電極間を通過するように、前側から前記電着槽内に浸漬する電着塗装工程と
を含むことを特徴とする、電着塗装方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−43995(P2013−43995A)
【公開日】平成25年3月4日(2013.3.4)
【国際特許分類】
【出願番号】特願2011−180285(P2011−180285)
【出願日】平成23年8月22日(2011.8.22)
【出願人】(000002967)ダイハツ工業株式会社 (2,560)
【公開日】平成25年3月4日(2013.3.4)
【国際特許分類】
【出願日】平成23年8月22日(2011.8.22)
【出願人】(000002967)ダイハツ工業株式会社 (2,560)
[ Back to top ]