
電着塗装材料、電着塗膜、摺動部材、及びカードリーダ

【課題】 耐熱性・放電性を有するのは勿論のこと、摺動性をも有することで、汎用性の高い電着塗装材料を提供する。
【解決手段】 耐熱性樹脂材料をベース材料とし、固体潤滑剤と導電性無機フィラーとが添加されている電着塗膜の電着塗装材料であり、電着塗装材料の分散体を含む電着液のpHを、pH3〜4の管理幅内で維持する。
【解決手段】 耐熱性樹脂材料をベース材料とし、固体潤滑剤と導電性無機フィラーとが添加されている電着塗膜の電着塗装材料であり、電着塗装材料の分散体を含む電着液のpHを、pH3〜4の管理幅内で維持する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電着塗装によって塗膜対象物を塗膜する際に用いられる電着塗装材料、電着塗膜、摺動部材、及びカードリーダに関するものである。
【背景技術】
【0002】
従来より、外観、防錆、絶縁などの観点から、例えば電子機器としてのカードリーダの構成部品には、有機塗膜が形成されるのが一般的であるが、近年の電子機器の小型化・高精度化に伴い、その有機塗膜の薄膜化の要請は益々強くなってきている。
【0003】
有機塗膜を形成する手法として、電着塗装がある。これは、電気泳動反応によって電着塗装対象物(ワーク)表面に電着樹脂材料を堆積させ、後処理における乾燥・硬化によって塗装塗膜を形成するものであるため、通電量によって膜厚を制御することができ、容易に薄膜化できる手法であるといえる。また、この電着塗装によれば、薄膜化が容易になるのみならず、二次加工による寸法出しを省略できたり、塗料が無駄にならなかったり、下地との密着力が強化できたり、膜均一性が良好になったり、といった様々な利益を享受することができる。
【0004】
このようなことから、近年、有機塗膜を形成する手法として、多くの利点を有する電着塗装が脚光を浴びつつある(例えば、特許文献1参照)。
【0005】
【特許文献1】特開平11−108050号公報(段落番号[0054])
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、従来からの電着塗装材料は、そのベース材料として、アクリル−メラミン系材料、エポキシ−メラミン系材料、アルキド−メラミン系材料、アクリル−ウレタン系材料といった樹脂材料が用いられており、耐熱性・摺動性(耐摩耗性)に欠けるものであった。すなわち、電着塗装によって有機塗膜(:電着塗膜)を形成した表面に、樹脂、金属、セラミックといった相手部材を摺動させると、約150度以上の摩擦熱が発生し、ある温度以上の条件下では焼付き現象を増長することがあった。
【0007】
また、電着塗装によって形成された有機塗膜(電着塗膜)は、導電性が低く、接触部材の摺動によって帯電した電荷がなかなか放電せず、電着塗装が施された部品の上位装置である機器に悪影響を与えるおそれがある。
【0008】
このように、従来からの電着塗装材料は、摺動性や放電性を必要としない限定的な用途に用いられることが多く、汎用性が低いのが最大の欠点であった。
【0009】
本発明は、このような点に鑑みてなされたものであり、その目的は、耐熱性・放電性を有するのは勿論のこと、摺動性をも有することで、汎用性の高い電着塗装材料を提供することにある。
【課題を解決するための手段】
【0010】
以上のような課題を解決するために、本発明は、その耐熱性・摺動性・放電性を担保するために、耐熱性のある樹脂材料に固体潤滑剤と導電性無機フィラーを添加し、さらに電着塗装材料の分散体を含む電着液のpHを管理したことを特徴とする。
【0011】
より具体的には、本発明は、以下のものを提供する。
【0012】
本発明は、耐熱性樹脂材料をベース材料とし、固体潤滑剤と導電性無機フィラーとが添加されている電着塗膜の電着塗装材料であって、前記電着塗装材料の分散体を含む電着液のpHが、pH3〜4の管理幅内で維持されることを特徴とする。
【0013】
この発明によれば、電着塗装材料は、耐熱性樹脂材料からなるベース材料に、固体潤滑剤と導電性無機フィラーが添加されたものであって、さらに、電着塗装材料を分散体とした電着液のpHを、pH3〜4の管理幅内に維持して電着させることから、固体潤滑材の塗膜析出量が限定でき、耐熱性・放電性のみならず、優れた摺動性を兼ね備えたものになる。
【0014】
すなわち、従来技術では、耐熱性を有する電着塗装材料は、特定部材(樹脂、金属、セラミックなど)に対して十分な摺動性を有していなかったため、物と物とが頻繁に接触・摺動する箇所への塗装には適していなかったが、本発明によれば、耐熱性と摺動性の両方を兼ね備えているため、かかる箇所への塗装にも適合するようになる。特に、摺動性に影響を及ぼす固体潤滑材の塗膜析出量を限定するには、電着塗装材料の分散体を含む電着液のpHを3〜4の管理幅内で維持されるように管理するのみでよく、優れた摺動性を確保することができる。
また、従来は、電子機器の構成部品に物理的な加工を施す(例えば絶縁箇所を削る)などして、接触部材との摺動に起因して帯電する電荷を逃していたが、本発明によれば、導電性無機フィラーの作用によって電気伝導性を高めることができる結果、このような煩雑な加工作業が不要になり、ひいては電着塗装材料の汎用性向上に寄与することができるようになる。
【0015】
従って、電着塗装材料の用途を広げることができ、ひいては電着塗装材料の汎用性を高めることができる。
【0016】
なお、固体潤滑剤としては、例えば、ポリテトラフルオロエチレン、二硫化モリブデンや二硫化タングステンやグラファイトなど比較的層間距離の離れた層状分子構造を有するものを挙げることができる。
【0017】
また、導電性無機フィラーは、電気伝導性のみならず、自己潤滑性や耐摩耗性を有するものもあり、上述した電着塗装材料の摺動性を更に向上させることができるものである。
【0018】
また、本発明は、前記耐熱性樹脂材料としてポリイミドを用い、前記固体潤滑剤としてポリテトラフルオロエチレンを用い、前記固体潤滑剤及び導電性無機フィラーとしてグラファイトを用いることが好ましい。
【0019】
この発明によれば、上述した電着塗装材料は、耐熱性樹脂材料としてのポリイミドに、固体潤滑剤としてのポリテトラフルオロエチレンが添加され、また、固体潤滑剤及び導電性無機フィラーとしてグラファイトが添加されたものであることから、耐熱性を有するのは勿論のこと、摺動性や放電性も有することとなり、ひいては電着塗装材料の汎用性向上に寄与することができる。特に、固体潤滑剤はコストが高いので使用効率を高める必要があるが、一般に固体潤滑剤は基体樹脂中に分散できずに沈殿してしまうことから、電着塗装には不向きであるが、ポリテトラフルオロエチレンは、電着塗装による塗装効率が良く、
低コスト化が可能である。
【0020】
ここで、本発明における「ポリイミド」は、ポリイミドを構成する酸側及びアミン側のうちのいずれか一方に脂環式部分を有していればよい。勿論、酸側及びアミン側の双方に脂環式部分を有していてもよい。
【0021】
なお、グラファイトは比較的安価であるため、電着塗装材料が使用される部品の製造コスト削減に貢献することもできる。
【0022】
また、本発明は、前記ポリイミドを10〜20重量%含み、前記ポリテトラフルオロエチレンを前記ポリイミドの固形分重量比20±5重量%含み、前記グラファイトを前記ポリイミドの固形分重量比2〜5重量%含むことが好ましい。
【0023】
この発明によれば、上述した電着塗装材料は、ポリイミドを10〜20重量%、ポリテトラフルオロエチレンをポリイミドの固形分重量比20±5重量%、グラファイトをポリイミドの固形分重量比2〜5重量%含むことから、耐熱性を有するのは勿論のこと、摺動性及び放電性も有することとなり、ひいては電着塗装材料の汎用性向上に寄与することができる。
【0024】
この場合、耐熱性樹脂材料としてのポリイミドの含有量が10重量%よりも少ないと、固体潤滑剤としてのポリテトラフルオロエチレンが電着塗装対象物の電着塗装中に沈殿してしまうという傾向となるので好ましくなく、また、ポリイミドの含有量が20重量%よりも多いと、表面エネルギーが低くなり、はじき等の塗装外観不良を発生する傾向となるので好ましくない。
【0025】
また、固体潤滑剤としてのポリテトラフルオロエチレンの含有量が20−5重量%よりも少ないと、潤滑性が十分でないものとなる傾向となるので好ましくなく、また、ポリテトラフルオロエチレンの含有量が20+5重量%よりも多いと、例えば、放電性を付加するために添加する導電性無機フィラーが電着塗装液に均一分散されず電着塗装槽に沈殿してしまう傾向となるので好ましくない。
【0026】
さらに、導電性無機フィラーとしてのグラファイトの含有量が2重量%よりも少ないと、放電性が十分でないものとなる傾向となるので好ましくなく、また、グラファイトの含有量が5重量%よりも多いと、グラファイトが電着塗装対象物の電着塗装中に沈殿してしまう傾向となるので好ましくない。
【0027】
また、本発明は、前記電着塗膜の走査型 電子 顕微鏡による元素の半定量分析による定量値においてポリテトラフルオロエチレンの析出量が塗膜表面のフッ素とカーボンとの重量比で4%〜25%であることが好ましい。
【0028】
この発明によれば、上述した電着塗装膜のポリテトラフルオロエチレンの析出量を塗膜表面のフッ素とカーボンとの重量比で4%〜25%の範囲としたことにより、特に摺動性の機能を向上させることができる。ひいては電着塗装材料の汎用性向上に寄与することができる。
【0029】
この場合、ポリテトラフルオロエチレンの析出量が4%〜25%の範囲より大きく外れると電着塗膜の剥がれが生じる場合がある。特に、塗膜面を摺動させる場合には、剥がれが生じた場所においては摺動抵抗が異なってしまうため、スリップやビビリ現象が発生するため好ましくない。
【0030】
また、ここでいう走査型電子顕微鏡による元素の半定量分析とは、走査型電子顕微鏡(SEM)を用いたSEM半定量値(フッ素:F)法によるものが代表的な分析手法であるが、元素の定性・定量分析ができる方法であればどのような分析手段を用いてもよい。
【0031】
また、本発明は、前記電着塗膜の表面におけるポリテトラフルオロエチレンの析出量が、前記電着塗膜の内部におけるポリテトラフルオロエチレンの析出量に対して、同等、もしくはそれ以上の量を含有していることが好ましい。
【0032】
この発明によれば、電着塗膜の表面にポリテトラフルオロエチレンを多く含有させているため、特に摺動性の機能をさらに向上させることができる。ひいては電着塗装材料の汎用性向上に寄与することができる。
【0033】
また、本発明は、前記電着塗装材料により電着塗膜が形成された摺動部を備える摺動部材であることが好ましい。
【0034】
この発明によれば、接触部材(例えばICカード)が摺動する摺動部材は、上述した電着塗装材料によって電着塗膜が形成された摺動部を備えるような構成にしたから、かかる摺動部材が耐熱性、摺動性や放電性を有することとなり、その用途を拡大することができる。
【0035】
さらに、本発明は、前記摺動部材を用いてカード走行基準面を構成したカードリーダであることが好ましい。
【0036】
この発明によれば、カードリーダは、上述した摺動部材を用いてカード走行基準面を構成することとしたから、挿入されるカードの磨耗劣化を防ぐことができると共に、挿入されるカードがカード走行基準面と摺動することに起因して帯電する電荷を逃すことができる。
【発明の効果】
【0037】
この発明によれば、電着塗装材料は、耐熱性樹脂材料からなるベース材料に、固体潤滑剤と導電性無機フィラーが添加されたものであって、さらに、電着塗装材料を分散体とした電着液のpHを、pH3〜4の管理幅内で維持することから、固体潤滑材の塗膜析出量が限定でき、耐熱性・放電性のみならず、優れた摺動性を兼ね備えることができる。
【発明を実施するための最良の形態】
【0038】
以下、本発明を実施するための最良の形態について、図面を参照しながら説明する。
【0039】
[電着塗装材料の合成方法]
まず、本発明の実施の形態に係る電着塗装材料の合成方法の一例について説明する。なお、電着塗装材料の合成方法は以下の方法に限られるものではない。
【0040】
本発明の実施の形態に係る電着塗装材料のベースとなる耐熱性樹脂材料はポリイミドであるが、このポリイミドは、ポリイミド系材料の酸成分(例えば、ビシクロオクト−7−エン−2、3、5、6−テトラカルボン酸二無水物など)を溶媒(例えば、N−メチルピロリドンなど)に溶解させ、その溶解液を数時間攪拌し、それによって得られた溶解液を透析チューブ内に入れて有機溶媒などの雑イオンを除去することによって合成される。なお、本実施形態で合成されるポリイミドは、自身がプラスに帯電するカチオン系のものであるが、本発明はこれに限られず、自身がマイナスに帯電するアニオン系のものであっても構わない。また、透析チューブを用いて行う透析は、溶解液がほぼ中性になるまで実施する。なお、本調整例は一例であって、これに限定されるものではない。
【0041】
次に、上述の工程を経て得られたポリイミド10〜20重量%に、潤滑性向上のための固体潤滑材料として、ポリテトラフルオロエチレンをポリイミドの固形分重量比5〜40重量%で添加する。ここで、好ましくは、ポリテトラフルオロエチレンをポリイミドの固形分重量比10〜30重量%(特に、20±5重量%)で添加するのがよい。ポリテトラフルオロエチレンは0.2μm〜5.0μm粒径のものを使用した。これにより、溶解液がゲル(半固形)状になったり、沈殿が発生したりするのを防ぐことができ、ひいては電着液(溶解液)の管理が容易になる。なお、本実施形態においては、固体潤滑材料としてポリテトラフルオロエチレンを添加したが、本発明はこれに限られず、グラファイト、CNF、カーボンブラック等の炭素系、2硫化モリブデン(MoS2)等の無機フィラーを添加してもよい。
【0042】
次に、上述の工程を経て得られた固形潤滑材料入りの溶解液に、グラファイト、カーボンブラック、金属粒子等の導電性のある無機フィラーをポリイミドの固形分重量比3〜15重量%で添加する。ここで、ポリテトラフルオロエチレンとの複合添加を考慮し、好ましくは、導電性のある無機フィラーをポリイミドの固形分重量比3〜5重量%で添加するのがよい。これにより、潤滑性・耐電性(放電性)を兼ね備え、電着液の管理上最適な電着塗装材料を得ることができる。
【0043】
なお、上述の工程を得て得られた電着塗装材料を水溶性化するために、イオン交換水、乳酸・酢酸等の弱酸、或いはIPA・ブチルセロソルブ等の溶剤を添加してもよい。
【0044】
[電着条件]
次に、本発明の実施の形態に係る電着液の条件の一例について説明する。なお、電着液の条件は以下に限られるものではない。
電着塗装材料を分散(浸漬)させた電着液は、電気泳動反応開始後、徐々に建浴時のpH値から値がずれる。そのため、反応開始後、例えば電着液の補充、および置換、もしくはイオン交換、または酸添加等でpH3〜4の範囲内に管理する。
【0045】
[電着塗装]
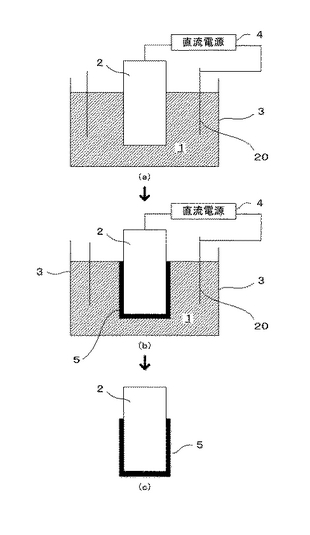
図1は、本発明の実施の形態に係る電着塗装材料を用いた電着塗膜形成方法の工程を模式的に説明するための工程説明図である。
【0046】
図1において、本発明の実施の形態に係る電着塗装材料にイオン交換水を混ぜ、なおかつ酸添加等でpHを適宜調整することによって適切な電着条件に設定した電着液1に、電着塗装対象物(ワーク)2を浸漬させる。
そして、このような状態で、電解槽3にセットされた電着塗装対象物2を陰極、対極となる電極20を陽極とし、両者の間に直流電源4を接続し、直流電圧を印加する(図1(a))。なお、このときの電着液1の温度、電流密度などは、電着塗装対象物2の種類によって最適な条件に設定される。例えば、本発明の実施の形態においては、印加電圧10〜300V、ソフトスタート10〜120秒、電着時間60〜180秒とし、定電圧制御(定電流制御)とすることができる。
【0047】
次に、図1(a)の工程において一定時間経過すると、電着液1の中で化学反応が進行し、pHの値が高くなり、アルカリ側となってくる。これを上記のとおり、電着液の補充、および置換、もしくはイオン交換、または酸添加等でpH3〜4の範囲内に管理する。このpHの管理によれば、電導度が450μs/cm〜550μs/cmとなる。この状態で、陰極である電着塗装対象物2の周囲の電着液1が次第に凝縮し、不溶性の樹脂(ポリマー)となって電着塗膜5が形成される(図1(b))。なお、上記条件下においては、膜厚は、約5〜25μmとすることができる。
【0048】
また、電着塗膜の塗膜表面(深さ方向における数μm)のポリテトラフルオロエチレンの塗膜析出量は、走査型電子顕微鏡によるSEM半定量値(フッ素)法における定量値において、フッ素とカーボンとの重量比で4重量%〜25重量%の範囲とすることができる。
【0049】
最後に、図1(b)の工程において電着塗装対象物2に電着塗膜5が上記のとおり電着塗装工程にて形成された後、本実施例では、その電着塗装対象物2の取出し・洗浄、110℃前後で約15分程度乾燥工程を経て、約230度前後の温度で約40分程度の熱硬化処理を順次行うことによって、電着塗膜5が硬化し、電着塗膜5が成形されて電着塗膜の成形が完了する(図1(c))。
なお、ここでの処理条件(温度・時間)は予め決められた一処理条件であって、限定されるものではない。なお、図1(c)に示すように、電着塗装対象物2の周囲全てを電着塗膜5で覆う必要はなく、一部のみを塗膜しても構わない。このような非成膜部(非塗膜部)を設けることで、滞留電荷を逃すためのアースを電着塗装対象物2にとることができる。
【0050】
また、ポリテトラフルオロエチレンを更に付与したい場合には、電着塗膜成形工程中において、ポリテトラフルオロエチレン分散液への浸漬処理工程を追加することも可能である。浸漬処理工程は、電着塗装工程後、または乾燥工程後、または熱硬化処理後のいずれかにポリテトラフルオロエチレン分散液に浸漬させることにより、電着塗膜5にポリテトラフルオロエチレンをさらに付与することができる。具体的には、本実施例において、電着塗装工程後、電着塗膜5を常温のポリテトラフルオロエチレン分散液80に浸漬させることにより、電着塗膜5にポリテトラフルオロエチレンをさらに付着することができる。なお、ポリテトラフルオロエチレン分散液80は浸漬処理工程中は攪拌されていることが好ましいが、これに限定されるものではない。また、ポリテトラフルオロエチレン分散液80の温度も、適宜変更可能である。また、浸漬処理工程において、電着塗膜5の周囲全てをポリテトラフルオロエチレン分散液80に浸漬する必要はなく、一部のみを浸漬しても構わない。
とくに、熱硬化処理工程前の段階においては電着塗膜5はベース材料である樹脂に空隙ができている状態であり、ポリテトラフルオロエチレン分散液80内のポリテトラフルオロエチレンが電着塗膜5に浸漬しやすい状態となっている。
なお、ポリテトラフルオロエチレンは0.2μm〜5.0μm粒径のものを使用した。また浸漬の時間は1分程度とし、ポリテトラフルオロエチレンの濃度は下記により決定した。
なお、浸漬処理工程において、その装置は、ポリテトラフルオロエチレン分散液80を貯留する槽と、必要があれば、攪拌等、公知のものを使用しているので、ここでの図での説明は省略している。
【0051】
図2は、SEM法により定量した電着塗膜5のポリテトラフルオロエチレンの析出量とポリテトラフルオロエチレン分散液の濃度との相関を示す図であり、横軸は分散液のポリテトラフルオロエチレン固形分濃度を示し、縦軸はポリテトラフルオロエチレンの含有量値を定量するフッ素半定量値(重量%)を示している。
なお、図2(a)は電着塗装工程後にポリテトラフルオロエチレン分散液に浸漬させた結果を示すグラフであり、図2(b)は乾燥工程後にポリテトラフルオロエチレン分散液に浸漬させた結果を示すグラフである。また、いずれのグラフにおいても、電着塗装物2に形成された電着塗膜5(以下、電着塗装物2としてあらわす)の表面のフッ素定量値(ダイヤの記号で示す)、および内部のフッ素定量値(四角の記号で示す)を測定している。
なお、ここでいう「表面」とは本実施例において使用した走査型電子顕微鏡の検知範囲に基づくものであり、電着塗膜5の表面から0.2μm〜0.25μm程度の厚さまでをいう。一方、「内部」とは、この「表面」よりも深い塗膜部分を示す。
また、ポリテトラフルオロエチレン分散液はポリテトラフルオロエチレンを含むものであればいずれのものでもよく、市販のものを使用できる。
【0052】
図2(a)に示すように、電着塗装工程後に浸漬するポリテトラフルオロエチレン分散液の濃度も、電着塗装物2の表面、および内部のポリテトラフルオロエチレン量の飽和の程度から、固形分濃度で0.5〜20重量%、好ましくは4%程度でよいことが分かる。また、図2(b)に示すように、乾燥工程後に浸漬するポリテトラフルオロエチレン分散液の濃度は、0.5%程度から増加し、4%程度で電着塗装物2の表面、および内部のポリテトラフルオロエチレン量がほぼ飽和、さらに20%では飽和に達していることから、固形分濃度で0.5〜20重量%、好ましくは4%程度でよいことが分かる。
【0053】
また、図2(a)において、上記の所定の条件下によって電着塗装工程を経た場合のみのフッ素半定量値がポリテトラフルオロエチレン分散液固形分濃度0%として示されている。これに対し、電着塗装工程後にポリテトラフルオロエチレン分散液に浸漬処理した場合、すなわち浸漬工程を経た場合、ポリテトラフルオロエチレン分散液の濃度を4%とすると、電着塗装物2の表面において10数%、および内部のポリテトラフルオロエチレン量も数%増大している。
【0054】
また、同様に図2(b)において、上記の所定の条件下によって電着塗装工程を経た場合のみのフッ素半定量値がポリテトラフルオロエチレン分散液固形分濃度0%として示されている。これに対し、乾燥工程後にポリテトラフルオロエチレン分散液に浸漬処理した場合、すなわち浸漬処理工程を経た場合、ポリテトラフルオロエチレン分散液の濃度を4%とすると、電着塗装物2の表面、および内部のポリテトラフルオロエチレン量はそれぞれ2%〜3%増大している。
【0055】
このように、図2(a)に示した電着塗装工程後に浸漬処理工程を経た場合において、また、図2(b)に示した乾燥工程後に浸漬処理工程処理を経た場合においても、電着塗装物2の内部のポリテトラフルオロエチレン含有量に対し、電着塗装物2の表面におけるポリテトラフルオロエチレン含有量が増加している。よって、浸漬処理工程によりポリテトラフルオロエチレンが電着塗装物2の表面に対してより付着されることとなる。
【0056】
また、電着塗装工程を経たのみの電着塗装物2の内部のポリテトラフルオロエチレン含有量においても(図2(a)、および図2(b)の0%の値)、いずれの場合においても、電着塗装物2の内部のポリテトラフルオロエチレン含有量に対し、電着塗装物2の表面におけるポリテトラフルオロエチレン含有量のほうが高くなっている。
【0057】
従って、本電着材料を用いて電着塗膜の成形を行った場合には電着塗装物2の内部のポリテトラフルオロエチレン含有量に対し、電着塗装物2の表面におけるポリテトラフルオロエチレン含有量のほうが高くなるのに加え、浸漬処理工程を経た場合には、より電着塗装物2の表面におけるポリテトラフルオロエチレン含有量を増加させることができる。
【0058】
よって、電着塗装材料の使用例として下記に挙げるカードリーダの摺動面に、本工程において電着塗膜を成形した場合、電着塗装工程のみ(浸漬処理工程を経ず)で成形した場合であっても、浸漬処理工程を適宜経た場合であっても、摺動面側により多くのポリテトラフルオロエチレンが含有されるため、さらに摺動性に優れた電着塗膜が成形されることとなる。
【0059】
また、電着塗装工程→乾燥工程→熱硬化処理工程後にポリテトラフルオロエチレン分散液に浸漬した場合、すなわち浸漬処理工程を経た場合においても、ポリテトラフルオロエチレン分散液の濃度を高くした場合においても電着塗装物2の表面、および内部のポリテトラフルオロエチレン含有量は増大している(図示せず)。
【0060】
さらに、電着塗装工程後に所定の濃度のポリテトラフルオロエチレン分散液への浸漬処理工程を経て、さらに乾燥工程後に所定の濃度のポリテトラフルオロエチレン分散液への浸漬処理工程を経てもよく、または乾燥工程後に所定の濃度のポリテトラフルオロエチレン分散液への浸漬処理工程を経た後で熱硬化処理工程後にポリテトラフルオロエチレン分散液への浸漬処理工程を経てもよい。すなわち、上記の各工程後にポリテトラフルオロエチレン分散液への浸漬処理工程を経る組合せはいかなるものでもよい。
【0061】
以上のような工程を経て、電着塗膜5が成形された電着塗装対象物2は、耐熱性を有するのみならず、摺動性及び放電性を有しているため、樹脂、金属、セラミックといった相手部材が摺動する摺動部を備える摺動部材として用いることができる。また、この摺動部材を用いてカードリーダのカード走行基準面を構成すれば、塩化ビニル材質のカードが電着塗膜5と繰り返し摺接したとしても、静電気によって帯電する電荷を逃すことができ、ひいては読取エラーやジッター不良など、カードリーダの誤動作を防止することができる。なお、この電着塗膜5は、本実施の形態において膜厚として10μm〜15μm程度形成される。
【0062】
[電着塗装材料の使用例]
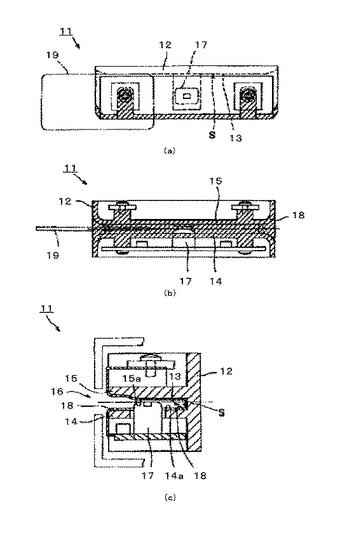
図3は、本発明の実施の形態におけるカードリーダ11の内部構造を示す断面図である。図3(a)は、挿入される塩化ビニル材質のカード19と平行な方向の水平断面図であって、図3(b)は、カード19の進行方向と平行な方向の垂直断面図であって、図3(c)は、カード19の進行方向と垂直な方向の垂直断面図である。なお、ここでは手動式のカードリーダを用いて電着塗装材料の使用例を説明するが、本発明はこれに限られず、例えば、モータを用いたローラ搬送タイプのカードリーダに本発明を適用することも可能である。
【0063】
図3(a)〜(c)において、手動式カードリーダ11は、断面形状がほぼコの字形状をなすフレーム12(図3(c)参照)と、このフレーム12の底部13を挟んで対向する2つの側板部14、15(図3(b)参照)と、これら側板部14、15の少なくとも一方側にカード通路16に突出する磁気ヘッド17(図3(b)参照)と、を有している。
【0064】
コの字形状のフレーム12の底部13には、カード走行基準面Sが形成されている(図3(a)、(c)参照)。なお、このカード走行基準面Sが形成された底部13は、請求項記載の摺動部の一例に相当する。
【0065】
ここで、この底部13には、上述した電着塗装によって本発明に係る電着塗装材料による塗膜18(図3(a)〜(c)のハッチング部)が形成されている。底部13は、本実施の形態においては、フレーム12と一体に樹脂で形成されているが、例えば、ステンレス鋼板をプレス加工することでも形成することができる。なお、その場合には、塗膜18を底部13の表面に確実に固着させるため、また、カード19と底部13との摺動抵抗を軽減させるため、塗膜18が形成される底部13の表面粗さは可能な範囲で粗くしておくことが好ましい。また、カード通路16を構成する2つの側板部14、15の対向面14a、15aにも、本発明に係る電着塗装材料による塗膜18が形成されている(図3(c)のハッチング部)。なお、塗膜18は、図2に示すような浸漬処理工程を施していないものを使用している。
【0066】
このように、カード19と摺接する部分に、耐熱性・摺動性を兼ね備えた、本発明に係る電着塗装材料による塗膜18を形成することで、その部分とカード19との間の摩擦に起因した発熱を最小限に抑えることができ、ひいてはカード疲労(磨耗)を防ぐことができる。さらに、本発明に係る電着塗装材料による塗膜18は、上述のとおり、耐熱性・摺動性に加えて放電性も有しており、接触部材との摺動に起因して帯電する電荷を逃すのに煩雑な加工作業(例えば、フレーム12の裏面を削る)が不要となるので、電着塗装材料の汎用性向上に寄与することができる。
【実施例1】
【0067】
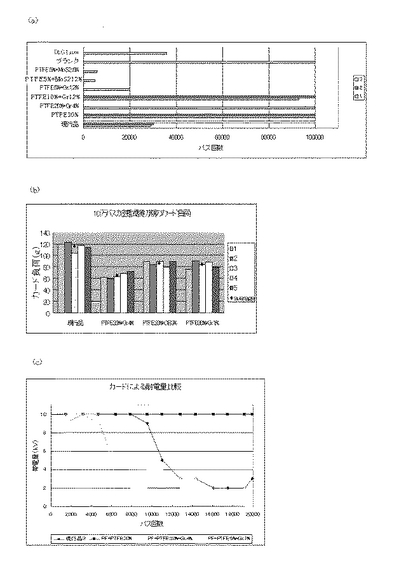
図4、図5、は、本発明の実施の形態に係るカードリーダ11を用いて行った実験結果を示す図である。なお、本実験は、図3と同様に、塗膜は図2に示すような浸漬処理工程を施していないものを使用している。図4(a)は、通常のスピードよりも速くカードを動かす加速パス試験の試験結果を示す図であり、横軸は摩擦による鳴きが出始めた回数を示し、縦軸は採用した電着塗装材料の種類を示している。図4(b)は、図4(a)の加速パス試験後のカード負荷量(摩擦負荷量)を示す図であり、横軸は代表的な電着塗装材料の種類を示し、縦軸は挿入されるカードを引っ張り出すときに必要な力(カード負荷量)を示している。図3(c)は、図4(a)の加速パス試験のパス回数と電着塗装材料の帯電量との関係を示す図であり、横軸は図4(a)の加速パス試験のパス回数を示し、縦軸は電着塗装材料の帯電量を示している。
【0068】
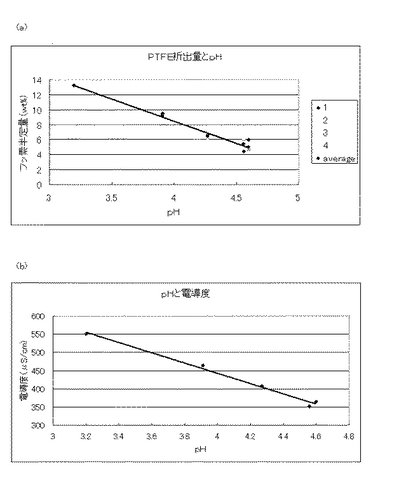
また、図5(a)は、SEM法により定量した電着塗膜5のポリテトラフルオロエチレンの析出量と電着液1のpHとの相関を示す図であり、横軸はpHを示し、縦軸はフッ素半定量値(重量%)を示している。また、図5(b)は、pHと電着液の電導度との相関を示す図であり、横軸はpHを示し、縦軸は電導度(μS/cm)を示している。
【0069】
図4(a)によれば、エポキシ系樹脂をベース材料とする現行の塗装材料を採用した場合(一番下)には、2回平均約3万パスで鳴き始めるのに対し、ポリテトラフルオロエチレン(図中では「PTFE」で示す)のみをポリイミドの固形分重量比30重量%で添加した場合(下から二番目)には、2回平均約10万パスでも鳴きが発生しないのが分かる。すなわち、固体潤滑材料としてポリテトラフルオロエチレンを添加した場合には、鳴き始める回数が少なくとも約3倍以上に増えていることから(3万回から10万回以上となる)、摺動性が向上したことが分かる。なお、図4(a)におけるパス回数は最大10万
回となっているが、本実験では加速パス試験を10万回しか行っていない。そのため、ポリテトラフルオロエチレンのみをポリイミドの固形分重量比30重量%で添加した場合の電着塗装材料は、潜在的には10万回以上の加速パス試験に耐え得るものである。
【0070】
次に、ポリテトラフルオロエチレンをポリイミドの固形分重量比20重量%で添加し、グラファイト(図4中では「Gr」で示す)をポリイミドの固形分重量比4重量%で添加した場合(下から三番目)も10万パス試験では鳴きが発生しないことが分かる。またポリテトラフルオロエチレンをポリイミドの固形分重量比10重量%で添加し、グラファイトをポリイミドの固形分重量比7重量%で添加した場合(下から四番目)には、2回平均約10万パスで鳴き始めるのが分かる。すなわち、放電性を向上させるためにグラファイトを添加した場合であっても、上記配分によって電着塗装材料を合成すれば、摺動性が低
下することはないのが分かる。
【0071】
次に、ポリテトラフルオロエチレンをポリイミドの固形分重量比5重量%で添加し、グラファイトをポリイミドの固形分重量比12重量%で添加した場合(上から五番目)には、約2万パスで鳴き始め、摺動性が著しく低下するのが分かる。また、導電性のある無機フィラーとして、グラファイトではなく2硫化モリブデン(図4中では「MoS2」で示す)を採用した場合(上から三番目及び四番目)には、約5000パスで鳴き始め、この場合も摺動性が著しく低下する。
【0072】
なお、DLC1μmでは約35000パスで鳴き始め、ブランクでは約10万パスで鳴き始めている。
【0073】
このように、図4(a)によれば、摺動性と放電性の双方を有し、汎用性のある電着塗装材料を得るためには、ポリテトラフルオロエチレンをポリイミドの固形分重量比10〜30重量%(特に、20±5重量%)で添加し、グラファイトをポリイミドの固形分重量比2〜5重量%で添加するのが好ましいのが分かる。
【0074】
次に、図4(b)によれば、現行の電着塗装材料のカード負荷は、5回平均約120gであるのに対し、ポリテトラフルオロエチレンをポリイミドの固形分重量比20重量%、およびグラファイトをポリイミドの固形分重量比4重量%で添加した場合(右端)、5回平均で約60gであることが分かる。すなわち、固体潤滑材料としてポリテトラフルオロエチレンをポリイミドの固形分重量比20重量%で添加し、固体潤滑材料及び導電性無機フィラーとしてグラファイトをポリイミドの固形分重量比4重量%で添加すると、挿入カードを引っ張り出すときに必要な力が約半分に減っていることから(120gから60gとなる)、摺動性が向上したことが分かる。
【0075】
このように、図4(b)によれば、摺動性と放電性の双方を有し、汎用性のある電着塗装材料を得るためには、ポリテトラフルオロエチレンをポリイミドの固形分重量比20重量%で添加し、グラファイトをポリイミドの固形分重量比4重量%で添加するのが好ましいのが分かる。
【0076】
また、図4(c)によれば、現行の電着塗装材料のパス回数に対する帯電量変化(図中の黒ひし形)は、加速パス試験のパス回数が約1万回のときに、帯電量が約10kVから約3kvまで少なくなり、放電効果が生じる、というものである。一方で、ポリテトラフルオロエチレンをポリイミドの固形分重量比30重量%で添加した場合(図中の黒四角)には、加速パス試験のパス回数が2万回を超えても全く放電効果が生じない。
【0077】
ここで、ポリテトラフルオロエチレンの添加に起因した放電効果の低下を防ぐためにグラファイトを添加すると、放電効果は著しく改善されることとなる。すなわち、ポリテトラフルオロエチレンをポリイミドの固形分重量比20重量%で添加し、グラファイトをポリイミドの固形分重量比4重量%で添加した場合(図中の黒三角)には、加速パス試験のパス回数が約6000回のときに、帯電量が約10kVから約5kvまで少なくなり、放電効果が生じる。また、ポリテトラフルオロエチレンをポリイミドの固形分重量比5重量%で添加し、グラファイトをポリイミドの固形分重量比7重量%で添加した場合(図中の
×印)には、加速パス試験のパス回数が約6000回のときに、帯電量が約10kVから約2kvまで少なくなり、放電効果が生じる。
【0078】
このように、図4(c)によれば、放電性のみを考慮すれば、ポリテトラフルオロエチレンをポリイミドの固形分重量比5重量%で添加し、グラファイトをポリイミドの固形分重量比7重量%で添加した場合が最適であるが、汎用性を重視し、摺動性と放電性の双方を考慮すれば、ポリテトラフルオロエチレンをポリイミドの固形分重量比20重量%で添加し、グラファイトをポリイミドの固形分重量比4重量%で添加した場合が最適であることが分かる。
【0079】
一方、図5(a)によれば、電着液1のpHを約3.2に設定した場合(左端)には、フッ素半定量値は4回平均で約14重量%であったのに対し、pHを約4.6に設定した場合(右端)にはフッ素半定量値は4回平均で約5重量%であった。また、溶解液1のpHを約4.3に設定した場合(真中)には、フッ素半定量値は4回平均で約6重量%であった。この結果、pHを高くするにつれ、フッ素半定量値は減少し、負の相関関係を示した。すなわち、電着条件として電気泳動反応時においてpHに液管理幅をもたせて維持すると、pHを3に設定した場合には、pHを約4.5に設定した場合と比較するとポリテトラフルオロエチレンの析出量が約3倍向上する。すなわち、pH3〜4に設定するとポリテトラフルオロエチレンの析出量を4重量%〜20重量%の範囲とすることができ、電着塗装対象物に付着した電着塗膜中のポリテトラフルオロエチレンの析出量が適量となることによって、摺動性を向上させることができる。
【0080】
また、図5(b)によれば、電着液1のpHを約3.2に設定した場合(左端)には、電導度は550(μS/cm)であり、pHを約4.3に設定した場合には電導度は450(μS/cm)であった。この結果、電導度が450〜550(μS/cm)の範囲内である場合には、上記のとおり、ポリテトラフルオロエチレンの析出量を4重量%〜20重量%の範囲とすることができ、電着塗装対象物に付着した電着塗膜中のポリテトラフルオロエチレンの析出量が適量となることによって、摺動性を向上させることができる。
【0081】
なお、図示していないが、pHを極端に酸性側に設定した場合、ピンホール現象が発生するため、上記のとおり、液管理幅をpH3〜4に保持する必要があり、電気泳動反応時において、pHの管理が重要であることが分かる。
【0082】
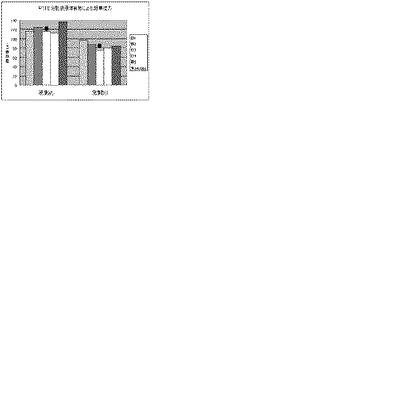
図6は、本発明の実施の形態に係るカードリーダ11を用いて行った実験結果を示す図である。詳しくは、図8は、図2で示した浸漬処理工程を経たカードリーダ11のカード静荷重(g)と、電着塗装工程のみのカードリーダ11のカード静荷重(g)とを示す比較図である。なお、ここでは500gの荷重をかけたときの結果を示す。この結果は、図3(c)のハッチング部で示すカード通路16を構成する2つの側板部14、15の対向面14a、15aに形成された電着塗膜18とカード19との静摩擦力を比較したものであって、横軸は電着塗装工程のみのもの(紙面左側)、および電着塗装工程後、浸漬処理を経たもの(紙面右側)を示し、縦軸は対カードの静摩擦力(静荷重)を示している。
【0083】
図6によれば、電着塗装工程のみの電着塗膜18の静荷重は5回平均で約120gであるのに対し、電着塗装工程後、浸漬処理を経た電着塗膜18の静荷重は5回平均で約85gであることが分かる。すなわち、浸漬処理工程を経たほうが、静摩擦力が小さいことから、挿入カードを引っ張り出すときに必要な力が約2/3に減っていることから(120gから85gとなる)、摺動性が向上したことが分かる。
【0084】
このように、図6によれば、摺動性のよい電着塗膜18を形成するには、浸漬処理工程を経ることが好ましいのが分かる。
【0085】
〔変形例〕
上記では、ポリテトラフルオロエチレンの析出量を電着液1のpH条件を管理することによって調整したが、pH調整後、さらに印加電圧の調整、ソフトスタートとすることによってさらにポリテトラフルオロエチレン量の析出量を向上させることができる。
【0086】
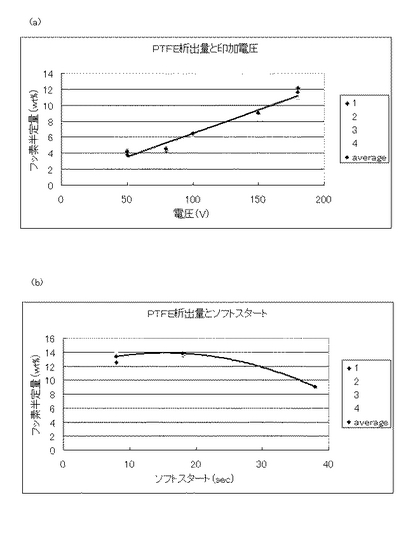
図7(a)は、SEM法により定量したポリテトラフルオロエチレンの析出量と印加電圧との相関を示す図であり、横軸は電圧(V)を示し、縦軸はフッ素半定量値(重量%)を示している。また、図7(b)はSEM法により定量したポリテトラフルオロエチレンの析出量とソフトスタートとの相関を示す図であり、横軸はソフトスタート時間の秒数を示し、縦軸はフッ素半定量値(重量%)を示している。
【0087】
図7(a)によれば、印加電圧を50Vに設定した場合(左端)には、フッ素半定量値は4回平均で約4重量%である。さらに印加電圧を100Vに設定した場合(左から2番目)には、フッ素半定量値は4回平均で約7重量%であり、さらに印加電圧を上げ、約180Vに設定した場合(右端)には、フッ素半定量値は4回平均で約12重量%となった。この結果、印加電圧を高くするにつれ、フッ素半定量値は増加し、正の相関関係を示した。なお、図示していないが、印加電圧が300Vまでが正の相関関係をとる。このように、印加電圧を増減させることにより、ポリテトラフルオロエチレンの析出量を管理することができる。すなわち、pHを3〜4に管理することに加え、印加電圧を同時に管理することによって、4重量%〜20重量%の範囲とすることができ、電着塗装対象物に付着した電着塗膜中のポリテトラフルオロエチレンの析出量が適量となることによって、摺動性を向上させることができる。
【0088】
また、図7(b)によれば、ソフトスタート時間を20秒(真中)に設定した場合には、フッ素半定量値は約14重量%、さらにソフトスタート時間を約40秒に設定した場合(左端)には、フッ素半定量値は約9重量%となった。よって、ソフトスタート時間を増減させることにより、ポリテトラフルオロエチレンの析出量を管理することができる。すなわち、pHを3〜4に管理することに加え、印加電圧を同時に管理することによって、4重量%〜20重量%の範囲とすることができ、電着塗装対象物に付着した電着塗膜中のポリテトラフルオロエチレンの析出量が適量となることによって、摺動性を向上させることができる。
【0089】
すなわち、本発明において、ポリテトラフルオロエチレンの析出量を管理するにあたり、電着液1の液管理幅をpH3〜4とし(この場合、電導度が450〜550μs/cmとなる。)、さらに電気泳動反応時において印加電圧を約50V〜180Vとし、および/もしくは10秒〜40秒のソフトスタートとする条件が、最も好ましいことが分かった。このようにポリテトラフルオロエチレンの析出量が管理されることにより、摺動性を向上させることができる。
【0090】
また、電着塗装対象としては、上記のカードリーダの摺動部以外にも適用可能であり、例えばリードスクリューの摺動部等でもよい。
【産業上の利用可能性】
【0091】
本発明に係る電着塗装材料、電着塗膜、摺動部材、及びカードリーダは、摺動性や放電性を必要とする用途にも適用することが可能であり、その結果、電着塗装材料の汎用性を高めることができるものとして有用である。
【図面の簡単な説明】
【0092】
【図1】本発明の実施の形態に係る電着塗装材料を用いた電着塗装の工程を模式的に説明するための工程説明図である。
【図2】本発明の実施の形態に係るSEM法により定量した電着塗膜のポリテトラフルオロエチレンの析出量と分散液の濃度との相関を示す図である。
【図3】本発明の実施の形態におけるカードリーダの内部構造を示す断面図である。
【図4】本発明の実施の形態に係るカードリーダを用いて行った実験結果を示す図である。
【図5】本発明の実施の形態に係るカードリーダを用いて行った実験結果を示す図である。
【図6】本発明の実施の形態に係るカードリーダを用いて行った実験結果を示す図である。
【図7】本発明の実施の形態に係るカードリーダを用いて行った実験結果を示す図である。
【符号の説明】
【0093】
1 電着液
2 電着塗装対象物
3 電解槽
4 直流電源
5 電着塗膜
11 カードリーダ
12 フレーム
13 底部
14、15 側板部
16 カード通路
17 磁気ヘッド
18 塗膜
19 挿入カード
【技術分野】
【0001】
本発明は、電着塗装によって塗膜対象物を塗膜する際に用いられる電着塗装材料、電着塗膜、摺動部材、及びカードリーダに関するものである。
【背景技術】
【0002】
従来より、外観、防錆、絶縁などの観点から、例えば電子機器としてのカードリーダの構成部品には、有機塗膜が形成されるのが一般的であるが、近年の電子機器の小型化・高精度化に伴い、その有機塗膜の薄膜化の要請は益々強くなってきている。
【0003】
有機塗膜を形成する手法として、電着塗装がある。これは、電気泳動反応によって電着塗装対象物(ワーク)表面に電着樹脂材料を堆積させ、後処理における乾燥・硬化によって塗装塗膜を形成するものであるため、通電量によって膜厚を制御することができ、容易に薄膜化できる手法であるといえる。また、この電着塗装によれば、薄膜化が容易になるのみならず、二次加工による寸法出しを省略できたり、塗料が無駄にならなかったり、下地との密着力が強化できたり、膜均一性が良好になったり、といった様々な利益を享受することができる。
【0004】
このようなことから、近年、有機塗膜を形成する手法として、多くの利点を有する電着塗装が脚光を浴びつつある(例えば、特許文献1参照)。
【0005】
【特許文献1】特開平11−108050号公報(段落番号[0054])
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、従来からの電着塗装材料は、そのベース材料として、アクリル−メラミン系材料、エポキシ−メラミン系材料、アルキド−メラミン系材料、アクリル−ウレタン系材料といった樹脂材料が用いられており、耐熱性・摺動性(耐摩耗性)に欠けるものであった。すなわち、電着塗装によって有機塗膜(:電着塗膜)を形成した表面に、樹脂、金属、セラミックといった相手部材を摺動させると、約150度以上の摩擦熱が発生し、ある温度以上の条件下では焼付き現象を増長することがあった。
【0007】
また、電着塗装によって形成された有機塗膜(電着塗膜)は、導電性が低く、接触部材の摺動によって帯電した電荷がなかなか放電せず、電着塗装が施された部品の上位装置である機器に悪影響を与えるおそれがある。
【0008】
このように、従来からの電着塗装材料は、摺動性や放電性を必要としない限定的な用途に用いられることが多く、汎用性が低いのが最大の欠点であった。
【0009】
本発明は、このような点に鑑みてなされたものであり、その目的は、耐熱性・放電性を有するのは勿論のこと、摺動性をも有することで、汎用性の高い電着塗装材料を提供することにある。
【課題を解決するための手段】
【0010】
以上のような課題を解決するために、本発明は、その耐熱性・摺動性・放電性を担保するために、耐熱性のある樹脂材料に固体潤滑剤と導電性無機フィラーを添加し、さらに電着塗装材料の分散体を含む電着液のpHを管理したことを特徴とする。
【0011】
より具体的には、本発明は、以下のものを提供する。
【0012】
本発明は、耐熱性樹脂材料をベース材料とし、固体潤滑剤と導電性無機フィラーとが添加されている電着塗膜の電着塗装材料であって、前記電着塗装材料の分散体を含む電着液のpHが、pH3〜4の管理幅内で維持されることを特徴とする。
【0013】
この発明によれば、電着塗装材料は、耐熱性樹脂材料からなるベース材料に、固体潤滑剤と導電性無機フィラーが添加されたものであって、さらに、電着塗装材料を分散体とした電着液のpHを、pH3〜4の管理幅内に維持して電着させることから、固体潤滑材の塗膜析出量が限定でき、耐熱性・放電性のみならず、優れた摺動性を兼ね備えたものになる。
【0014】
すなわち、従来技術では、耐熱性を有する電着塗装材料は、特定部材(樹脂、金属、セラミックなど)に対して十分な摺動性を有していなかったため、物と物とが頻繁に接触・摺動する箇所への塗装には適していなかったが、本発明によれば、耐熱性と摺動性の両方を兼ね備えているため、かかる箇所への塗装にも適合するようになる。特に、摺動性に影響を及ぼす固体潤滑材の塗膜析出量を限定するには、電着塗装材料の分散体を含む電着液のpHを3〜4の管理幅内で維持されるように管理するのみでよく、優れた摺動性を確保することができる。
また、従来は、電子機器の構成部品に物理的な加工を施す(例えば絶縁箇所を削る)などして、接触部材との摺動に起因して帯電する電荷を逃していたが、本発明によれば、導電性無機フィラーの作用によって電気伝導性を高めることができる結果、このような煩雑な加工作業が不要になり、ひいては電着塗装材料の汎用性向上に寄与することができるようになる。
【0015】
従って、電着塗装材料の用途を広げることができ、ひいては電着塗装材料の汎用性を高めることができる。
【0016】
なお、固体潤滑剤としては、例えば、ポリテトラフルオロエチレン、二硫化モリブデンや二硫化タングステンやグラファイトなど比較的層間距離の離れた層状分子構造を有するものを挙げることができる。
【0017】
また、導電性無機フィラーは、電気伝導性のみならず、自己潤滑性や耐摩耗性を有するものもあり、上述した電着塗装材料の摺動性を更に向上させることができるものである。
【0018】
また、本発明は、前記耐熱性樹脂材料としてポリイミドを用い、前記固体潤滑剤としてポリテトラフルオロエチレンを用い、前記固体潤滑剤及び導電性無機フィラーとしてグラファイトを用いることが好ましい。
【0019】
この発明によれば、上述した電着塗装材料は、耐熱性樹脂材料としてのポリイミドに、固体潤滑剤としてのポリテトラフルオロエチレンが添加され、また、固体潤滑剤及び導電性無機フィラーとしてグラファイトが添加されたものであることから、耐熱性を有するのは勿論のこと、摺動性や放電性も有することとなり、ひいては電着塗装材料の汎用性向上に寄与することができる。特に、固体潤滑剤はコストが高いので使用効率を高める必要があるが、一般に固体潤滑剤は基体樹脂中に分散できずに沈殿してしまうことから、電着塗装には不向きであるが、ポリテトラフルオロエチレンは、電着塗装による塗装効率が良く、
低コスト化が可能である。
【0020】
ここで、本発明における「ポリイミド」は、ポリイミドを構成する酸側及びアミン側のうちのいずれか一方に脂環式部分を有していればよい。勿論、酸側及びアミン側の双方に脂環式部分を有していてもよい。
【0021】
なお、グラファイトは比較的安価であるため、電着塗装材料が使用される部品の製造コスト削減に貢献することもできる。
【0022】
また、本発明は、前記ポリイミドを10〜20重量%含み、前記ポリテトラフルオロエチレンを前記ポリイミドの固形分重量比20±5重量%含み、前記グラファイトを前記ポリイミドの固形分重量比2〜5重量%含むことが好ましい。
【0023】
この発明によれば、上述した電着塗装材料は、ポリイミドを10〜20重量%、ポリテトラフルオロエチレンをポリイミドの固形分重量比20±5重量%、グラファイトをポリイミドの固形分重量比2〜5重量%含むことから、耐熱性を有するのは勿論のこと、摺動性及び放電性も有することとなり、ひいては電着塗装材料の汎用性向上に寄与することができる。
【0024】
この場合、耐熱性樹脂材料としてのポリイミドの含有量が10重量%よりも少ないと、固体潤滑剤としてのポリテトラフルオロエチレンが電着塗装対象物の電着塗装中に沈殿してしまうという傾向となるので好ましくなく、また、ポリイミドの含有量が20重量%よりも多いと、表面エネルギーが低くなり、はじき等の塗装外観不良を発生する傾向となるので好ましくない。
【0025】
また、固体潤滑剤としてのポリテトラフルオロエチレンの含有量が20−5重量%よりも少ないと、潤滑性が十分でないものとなる傾向となるので好ましくなく、また、ポリテトラフルオロエチレンの含有量が20+5重量%よりも多いと、例えば、放電性を付加するために添加する導電性無機フィラーが電着塗装液に均一分散されず電着塗装槽に沈殿してしまう傾向となるので好ましくない。
【0026】
さらに、導電性無機フィラーとしてのグラファイトの含有量が2重量%よりも少ないと、放電性が十分でないものとなる傾向となるので好ましくなく、また、グラファイトの含有量が5重量%よりも多いと、グラファイトが電着塗装対象物の電着塗装中に沈殿してしまう傾向となるので好ましくない。
【0027】
また、本発明は、前記電着塗膜の走査型 電子 顕微鏡による元素の半定量分析による定量値においてポリテトラフルオロエチレンの析出量が塗膜表面のフッ素とカーボンとの重量比で4%〜25%であることが好ましい。
【0028】
この発明によれば、上述した電着塗装膜のポリテトラフルオロエチレンの析出量を塗膜表面のフッ素とカーボンとの重量比で4%〜25%の範囲としたことにより、特に摺動性の機能を向上させることができる。ひいては電着塗装材料の汎用性向上に寄与することができる。
【0029】
この場合、ポリテトラフルオロエチレンの析出量が4%〜25%の範囲より大きく外れると電着塗膜の剥がれが生じる場合がある。特に、塗膜面を摺動させる場合には、剥がれが生じた場所においては摺動抵抗が異なってしまうため、スリップやビビリ現象が発生するため好ましくない。
【0030】
また、ここでいう走査型電子顕微鏡による元素の半定量分析とは、走査型電子顕微鏡(SEM)を用いたSEM半定量値(フッ素:F)法によるものが代表的な分析手法であるが、元素の定性・定量分析ができる方法であればどのような分析手段を用いてもよい。
【0031】
また、本発明は、前記電着塗膜の表面におけるポリテトラフルオロエチレンの析出量が、前記電着塗膜の内部におけるポリテトラフルオロエチレンの析出量に対して、同等、もしくはそれ以上の量を含有していることが好ましい。
【0032】
この発明によれば、電着塗膜の表面にポリテトラフルオロエチレンを多く含有させているため、特に摺動性の機能をさらに向上させることができる。ひいては電着塗装材料の汎用性向上に寄与することができる。
【0033】
また、本発明は、前記電着塗装材料により電着塗膜が形成された摺動部を備える摺動部材であることが好ましい。
【0034】
この発明によれば、接触部材(例えばICカード)が摺動する摺動部材は、上述した電着塗装材料によって電着塗膜が形成された摺動部を備えるような構成にしたから、かかる摺動部材が耐熱性、摺動性や放電性を有することとなり、その用途を拡大することができる。
【0035】
さらに、本発明は、前記摺動部材を用いてカード走行基準面を構成したカードリーダであることが好ましい。
【0036】
この発明によれば、カードリーダは、上述した摺動部材を用いてカード走行基準面を構成することとしたから、挿入されるカードの磨耗劣化を防ぐことができると共に、挿入されるカードがカード走行基準面と摺動することに起因して帯電する電荷を逃すことができる。
【発明の効果】
【0037】
この発明によれば、電着塗装材料は、耐熱性樹脂材料からなるベース材料に、固体潤滑剤と導電性無機フィラーが添加されたものであって、さらに、電着塗装材料を分散体とした電着液のpHを、pH3〜4の管理幅内で維持することから、固体潤滑材の塗膜析出量が限定でき、耐熱性・放電性のみならず、優れた摺動性を兼ね備えることができる。
【発明を実施するための最良の形態】
【0038】
以下、本発明を実施するための最良の形態について、図面を参照しながら説明する。
【0039】
[電着塗装材料の合成方法]
まず、本発明の実施の形態に係る電着塗装材料の合成方法の一例について説明する。なお、電着塗装材料の合成方法は以下の方法に限られるものではない。
【0040】
本発明の実施の形態に係る電着塗装材料のベースとなる耐熱性樹脂材料はポリイミドであるが、このポリイミドは、ポリイミド系材料の酸成分(例えば、ビシクロオクト−7−エン−2、3、5、6−テトラカルボン酸二無水物など)を溶媒(例えば、N−メチルピロリドンなど)に溶解させ、その溶解液を数時間攪拌し、それによって得られた溶解液を透析チューブ内に入れて有機溶媒などの雑イオンを除去することによって合成される。なお、本実施形態で合成されるポリイミドは、自身がプラスに帯電するカチオン系のものであるが、本発明はこれに限られず、自身がマイナスに帯電するアニオン系のものであっても構わない。また、透析チューブを用いて行う透析は、溶解液がほぼ中性になるまで実施する。なお、本調整例は一例であって、これに限定されるものではない。
【0041】
次に、上述の工程を経て得られたポリイミド10〜20重量%に、潤滑性向上のための固体潤滑材料として、ポリテトラフルオロエチレンをポリイミドの固形分重量比5〜40重量%で添加する。ここで、好ましくは、ポリテトラフルオロエチレンをポリイミドの固形分重量比10〜30重量%(特に、20±5重量%)で添加するのがよい。ポリテトラフルオロエチレンは0.2μm〜5.0μm粒径のものを使用した。これにより、溶解液がゲル(半固形)状になったり、沈殿が発生したりするのを防ぐことができ、ひいては電着液(溶解液)の管理が容易になる。なお、本実施形態においては、固体潤滑材料としてポリテトラフルオロエチレンを添加したが、本発明はこれに限られず、グラファイト、CNF、カーボンブラック等の炭素系、2硫化モリブデン(MoS2)等の無機フィラーを添加してもよい。
【0042】
次に、上述の工程を経て得られた固形潤滑材料入りの溶解液に、グラファイト、カーボンブラック、金属粒子等の導電性のある無機フィラーをポリイミドの固形分重量比3〜15重量%で添加する。ここで、ポリテトラフルオロエチレンとの複合添加を考慮し、好ましくは、導電性のある無機フィラーをポリイミドの固形分重量比3〜5重量%で添加するのがよい。これにより、潤滑性・耐電性(放電性)を兼ね備え、電着液の管理上最適な電着塗装材料を得ることができる。
【0043】
なお、上述の工程を得て得られた電着塗装材料を水溶性化するために、イオン交換水、乳酸・酢酸等の弱酸、或いはIPA・ブチルセロソルブ等の溶剤を添加してもよい。
【0044】
[電着条件]
次に、本発明の実施の形態に係る電着液の条件の一例について説明する。なお、電着液の条件は以下に限られるものではない。
電着塗装材料を分散(浸漬)させた電着液は、電気泳動反応開始後、徐々に建浴時のpH値から値がずれる。そのため、反応開始後、例えば電着液の補充、および置換、もしくはイオン交換、または酸添加等でpH3〜4の範囲内に管理する。
【0045】
[電着塗装]
図1は、本発明の実施の形態に係る電着塗装材料を用いた電着塗膜形成方法の工程を模式的に説明するための工程説明図である。
【0046】
図1において、本発明の実施の形態に係る電着塗装材料にイオン交換水を混ぜ、なおかつ酸添加等でpHを適宜調整することによって適切な電着条件に設定した電着液1に、電着塗装対象物(ワーク)2を浸漬させる。
そして、このような状態で、電解槽3にセットされた電着塗装対象物2を陰極、対極となる電極20を陽極とし、両者の間に直流電源4を接続し、直流電圧を印加する(図1(a))。なお、このときの電着液1の温度、電流密度などは、電着塗装対象物2の種類によって最適な条件に設定される。例えば、本発明の実施の形態においては、印加電圧10〜300V、ソフトスタート10〜120秒、電着時間60〜180秒とし、定電圧制御(定電流制御)とすることができる。
【0047】
次に、図1(a)の工程において一定時間経過すると、電着液1の中で化学反応が進行し、pHの値が高くなり、アルカリ側となってくる。これを上記のとおり、電着液の補充、および置換、もしくはイオン交換、または酸添加等でpH3〜4の範囲内に管理する。このpHの管理によれば、電導度が450μs/cm〜550μs/cmとなる。この状態で、陰極である電着塗装対象物2の周囲の電着液1が次第に凝縮し、不溶性の樹脂(ポリマー)となって電着塗膜5が形成される(図1(b))。なお、上記条件下においては、膜厚は、約5〜25μmとすることができる。
【0048】
また、電着塗膜の塗膜表面(深さ方向における数μm)のポリテトラフルオロエチレンの塗膜析出量は、走査型電子顕微鏡によるSEM半定量値(フッ素)法における定量値において、フッ素とカーボンとの重量比で4重量%〜25重量%の範囲とすることができる。
【0049】
最後に、図1(b)の工程において電着塗装対象物2に電着塗膜5が上記のとおり電着塗装工程にて形成された後、本実施例では、その電着塗装対象物2の取出し・洗浄、110℃前後で約15分程度乾燥工程を経て、約230度前後の温度で約40分程度の熱硬化処理を順次行うことによって、電着塗膜5が硬化し、電着塗膜5が成形されて電着塗膜の成形が完了する(図1(c))。
なお、ここでの処理条件(温度・時間)は予め決められた一処理条件であって、限定されるものではない。なお、図1(c)に示すように、電着塗装対象物2の周囲全てを電着塗膜5で覆う必要はなく、一部のみを塗膜しても構わない。このような非成膜部(非塗膜部)を設けることで、滞留電荷を逃すためのアースを電着塗装対象物2にとることができる。
【0050】
また、ポリテトラフルオロエチレンを更に付与したい場合には、電着塗膜成形工程中において、ポリテトラフルオロエチレン分散液への浸漬処理工程を追加することも可能である。浸漬処理工程は、電着塗装工程後、または乾燥工程後、または熱硬化処理後のいずれかにポリテトラフルオロエチレン分散液に浸漬させることにより、電着塗膜5にポリテトラフルオロエチレンをさらに付与することができる。具体的には、本実施例において、電着塗装工程後、電着塗膜5を常温のポリテトラフルオロエチレン分散液80に浸漬させることにより、電着塗膜5にポリテトラフルオロエチレンをさらに付着することができる。なお、ポリテトラフルオロエチレン分散液80は浸漬処理工程中は攪拌されていることが好ましいが、これに限定されるものではない。また、ポリテトラフルオロエチレン分散液80の温度も、適宜変更可能である。また、浸漬処理工程において、電着塗膜5の周囲全てをポリテトラフルオロエチレン分散液80に浸漬する必要はなく、一部のみを浸漬しても構わない。
とくに、熱硬化処理工程前の段階においては電着塗膜5はベース材料である樹脂に空隙ができている状態であり、ポリテトラフルオロエチレン分散液80内のポリテトラフルオロエチレンが電着塗膜5に浸漬しやすい状態となっている。
なお、ポリテトラフルオロエチレンは0.2μm〜5.0μm粒径のものを使用した。また浸漬の時間は1分程度とし、ポリテトラフルオロエチレンの濃度は下記により決定した。
なお、浸漬処理工程において、その装置は、ポリテトラフルオロエチレン分散液80を貯留する槽と、必要があれば、攪拌等、公知のものを使用しているので、ここでの図での説明は省略している。
【0051】
図2は、SEM法により定量した電着塗膜5のポリテトラフルオロエチレンの析出量とポリテトラフルオロエチレン分散液の濃度との相関を示す図であり、横軸は分散液のポリテトラフルオロエチレン固形分濃度を示し、縦軸はポリテトラフルオロエチレンの含有量値を定量するフッ素半定量値(重量%)を示している。
なお、図2(a)は電着塗装工程後にポリテトラフルオロエチレン分散液に浸漬させた結果を示すグラフであり、図2(b)は乾燥工程後にポリテトラフルオロエチレン分散液に浸漬させた結果を示すグラフである。また、いずれのグラフにおいても、電着塗装物2に形成された電着塗膜5(以下、電着塗装物2としてあらわす)の表面のフッ素定量値(ダイヤの記号で示す)、および内部のフッ素定量値(四角の記号で示す)を測定している。
なお、ここでいう「表面」とは本実施例において使用した走査型電子顕微鏡の検知範囲に基づくものであり、電着塗膜5の表面から0.2μm〜0.25μm程度の厚さまでをいう。一方、「内部」とは、この「表面」よりも深い塗膜部分を示す。
また、ポリテトラフルオロエチレン分散液はポリテトラフルオロエチレンを含むものであればいずれのものでもよく、市販のものを使用できる。
【0052】
図2(a)に示すように、電着塗装工程後に浸漬するポリテトラフルオロエチレン分散液の濃度も、電着塗装物2の表面、および内部のポリテトラフルオロエチレン量の飽和の程度から、固形分濃度で0.5〜20重量%、好ましくは4%程度でよいことが分かる。また、図2(b)に示すように、乾燥工程後に浸漬するポリテトラフルオロエチレン分散液の濃度は、0.5%程度から増加し、4%程度で電着塗装物2の表面、および内部のポリテトラフルオロエチレン量がほぼ飽和、さらに20%では飽和に達していることから、固形分濃度で0.5〜20重量%、好ましくは4%程度でよいことが分かる。
【0053】
また、図2(a)において、上記の所定の条件下によって電着塗装工程を経た場合のみのフッ素半定量値がポリテトラフルオロエチレン分散液固形分濃度0%として示されている。これに対し、電着塗装工程後にポリテトラフルオロエチレン分散液に浸漬処理した場合、すなわち浸漬工程を経た場合、ポリテトラフルオロエチレン分散液の濃度を4%とすると、電着塗装物2の表面において10数%、および内部のポリテトラフルオロエチレン量も数%増大している。
【0054】
また、同様に図2(b)において、上記の所定の条件下によって電着塗装工程を経た場合のみのフッ素半定量値がポリテトラフルオロエチレン分散液固形分濃度0%として示されている。これに対し、乾燥工程後にポリテトラフルオロエチレン分散液に浸漬処理した場合、すなわち浸漬処理工程を経た場合、ポリテトラフルオロエチレン分散液の濃度を4%とすると、電着塗装物2の表面、および内部のポリテトラフルオロエチレン量はそれぞれ2%〜3%増大している。
【0055】
このように、図2(a)に示した電着塗装工程後に浸漬処理工程を経た場合において、また、図2(b)に示した乾燥工程後に浸漬処理工程処理を経た場合においても、電着塗装物2の内部のポリテトラフルオロエチレン含有量に対し、電着塗装物2の表面におけるポリテトラフルオロエチレン含有量が増加している。よって、浸漬処理工程によりポリテトラフルオロエチレンが電着塗装物2の表面に対してより付着されることとなる。
【0056】
また、電着塗装工程を経たのみの電着塗装物2の内部のポリテトラフルオロエチレン含有量においても(図2(a)、および図2(b)の0%の値)、いずれの場合においても、電着塗装物2の内部のポリテトラフルオロエチレン含有量に対し、電着塗装物2の表面におけるポリテトラフルオロエチレン含有量のほうが高くなっている。
【0057】
従って、本電着材料を用いて電着塗膜の成形を行った場合には電着塗装物2の内部のポリテトラフルオロエチレン含有量に対し、電着塗装物2の表面におけるポリテトラフルオロエチレン含有量のほうが高くなるのに加え、浸漬処理工程を経た場合には、より電着塗装物2の表面におけるポリテトラフルオロエチレン含有量を増加させることができる。
【0058】
よって、電着塗装材料の使用例として下記に挙げるカードリーダの摺動面に、本工程において電着塗膜を成形した場合、電着塗装工程のみ(浸漬処理工程を経ず)で成形した場合であっても、浸漬処理工程を適宜経た場合であっても、摺動面側により多くのポリテトラフルオロエチレンが含有されるため、さらに摺動性に優れた電着塗膜が成形されることとなる。
【0059】
また、電着塗装工程→乾燥工程→熱硬化処理工程後にポリテトラフルオロエチレン分散液に浸漬した場合、すなわち浸漬処理工程を経た場合においても、ポリテトラフルオロエチレン分散液の濃度を高くした場合においても電着塗装物2の表面、および内部のポリテトラフルオロエチレン含有量は増大している(図示せず)。
【0060】
さらに、電着塗装工程後に所定の濃度のポリテトラフルオロエチレン分散液への浸漬処理工程を経て、さらに乾燥工程後に所定の濃度のポリテトラフルオロエチレン分散液への浸漬処理工程を経てもよく、または乾燥工程後に所定の濃度のポリテトラフルオロエチレン分散液への浸漬処理工程を経た後で熱硬化処理工程後にポリテトラフルオロエチレン分散液への浸漬処理工程を経てもよい。すなわち、上記の各工程後にポリテトラフルオロエチレン分散液への浸漬処理工程を経る組合せはいかなるものでもよい。
【0061】
以上のような工程を経て、電着塗膜5が成形された電着塗装対象物2は、耐熱性を有するのみならず、摺動性及び放電性を有しているため、樹脂、金属、セラミックといった相手部材が摺動する摺動部を備える摺動部材として用いることができる。また、この摺動部材を用いてカードリーダのカード走行基準面を構成すれば、塩化ビニル材質のカードが電着塗膜5と繰り返し摺接したとしても、静電気によって帯電する電荷を逃すことができ、ひいては読取エラーやジッター不良など、カードリーダの誤動作を防止することができる。なお、この電着塗膜5は、本実施の形態において膜厚として10μm〜15μm程度形成される。
【0062】
[電着塗装材料の使用例]
図3は、本発明の実施の形態におけるカードリーダ11の内部構造を示す断面図である。図3(a)は、挿入される塩化ビニル材質のカード19と平行な方向の水平断面図であって、図3(b)は、カード19の進行方向と平行な方向の垂直断面図であって、図3(c)は、カード19の進行方向と垂直な方向の垂直断面図である。なお、ここでは手動式のカードリーダを用いて電着塗装材料の使用例を説明するが、本発明はこれに限られず、例えば、モータを用いたローラ搬送タイプのカードリーダに本発明を適用することも可能である。
【0063】
図3(a)〜(c)において、手動式カードリーダ11は、断面形状がほぼコの字形状をなすフレーム12(図3(c)参照)と、このフレーム12の底部13を挟んで対向する2つの側板部14、15(図3(b)参照)と、これら側板部14、15の少なくとも一方側にカード通路16に突出する磁気ヘッド17(図3(b)参照)と、を有している。
【0064】
コの字形状のフレーム12の底部13には、カード走行基準面Sが形成されている(図3(a)、(c)参照)。なお、このカード走行基準面Sが形成された底部13は、請求項記載の摺動部の一例に相当する。
【0065】
ここで、この底部13には、上述した電着塗装によって本発明に係る電着塗装材料による塗膜18(図3(a)〜(c)のハッチング部)が形成されている。底部13は、本実施の形態においては、フレーム12と一体に樹脂で形成されているが、例えば、ステンレス鋼板をプレス加工することでも形成することができる。なお、その場合には、塗膜18を底部13の表面に確実に固着させるため、また、カード19と底部13との摺動抵抗を軽減させるため、塗膜18が形成される底部13の表面粗さは可能な範囲で粗くしておくことが好ましい。また、カード通路16を構成する2つの側板部14、15の対向面14a、15aにも、本発明に係る電着塗装材料による塗膜18が形成されている(図3(c)のハッチング部)。なお、塗膜18は、図2に示すような浸漬処理工程を施していないものを使用している。
【0066】
このように、カード19と摺接する部分に、耐熱性・摺動性を兼ね備えた、本発明に係る電着塗装材料による塗膜18を形成することで、その部分とカード19との間の摩擦に起因した発熱を最小限に抑えることができ、ひいてはカード疲労(磨耗)を防ぐことができる。さらに、本発明に係る電着塗装材料による塗膜18は、上述のとおり、耐熱性・摺動性に加えて放電性も有しており、接触部材との摺動に起因して帯電する電荷を逃すのに煩雑な加工作業(例えば、フレーム12の裏面を削る)が不要となるので、電着塗装材料の汎用性向上に寄与することができる。
【実施例1】
【0067】
図4、図5、は、本発明の実施の形態に係るカードリーダ11を用いて行った実験結果を示す図である。なお、本実験は、図3と同様に、塗膜は図2に示すような浸漬処理工程を施していないものを使用している。図4(a)は、通常のスピードよりも速くカードを動かす加速パス試験の試験結果を示す図であり、横軸は摩擦による鳴きが出始めた回数を示し、縦軸は採用した電着塗装材料の種類を示している。図4(b)は、図4(a)の加速パス試験後のカード負荷量(摩擦負荷量)を示す図であり、横軸は代表的な電着塗装材料の種類を示し、縦軸は挿入されるカードを引っ張り出すときに必要な力(カード負荷量)を示している。図3(c)は、図4(a)の加速パス試験のパス回数と電着塗装材料の帯電量との関係を示す図であり、横軸は図4(a)の加速パス試験のパス回数を示し、縦軸は電着塗装材料の帯電量を示している。
【0068】
また、図5(a)は、SEM法により定量した電着塗膜5のポリテトラフルオロエチレンの析出量と電着液1のpHとの相関を示す図であり、横軸はpHを示し、縦軸はフッ素半定量値(重量%)を示している。また、図5(b)は、pHと電着液の電導度との相関を示す図であり、横軸はpHを示し、縦軸は電導度(μS/cm)を示している。
【0069】
図4(a)によれば、エポキシ系樹脂をベース材料とする現行の塗装材料を採用した場合(一番下)には、2回平均約3万パスで鳴き始めるのに対し、ポリテトラフルオロエチレン(図中では「PTFE」で示す)のみをポリイミドの固形分重量比30重量%で添加した場合(下から二番目)には、2回平均約10万パスでも鳴きが発生しないのが分かる。すなわち、固体潤滑材料としてポリテトラフルオロエチレンを添加した場合には、鳴き始める回数が少なくとも約3倍以上に増えていることから(3万回から10万回以上となる)、摺動性が向上したことが分かる。なお、図4(a)におけるパス回数は最大10万
回となっているが、本実験では加速パス試験を10万回しか行っていない。そのため、ポリテトラフルオロエチレンのみをポリイミドの固形分重量比30重量%で添加した場合の電着塗装材料は、潜在的には10万回以上の加速パス試験に耐え得るものである。
【0070】
次に、ポリテトラフルオロエチレンをポリイミドの固形分重量比20重量%で添加し、グラファイト(図4中では「Gr」で示す)をポリイミドの固形分重量比4重量%で添加した場合(下から三番目)も10万パス試験では鳴きが発生しないことが分かる。またポリテトラフルオロエチレンをポリイミドの固形分重量比10重量%で添加し、グラファイトをポリイミドの固形分重量比7重量%で添加した場合(下から四番目)には、2回平均約10万パスで鳴き始めるのが分かる。すなわち、放電性を向上させるためにグラファイトを添加した場合であっても、上記配分によって電着塗装材料を合成すれば、摺動性が低
下することはないのが分かる。
【0071】
次に、ポリテトラフルオロエチレンをポリイミドの固形分重量比5重量%で添加し、グラファイトをポリイミドの固形分重量比12重量%で添加した場合(上から五番目)には、約2万パスで鳴き始め、摺動性が著しく低下するのが分かる。また、導電性のある無機フィラーとして、グラファイトではなく2硫化モリブデン(図4中では「MoS2」で示す)を採用した場合(上から三番目及び四番目)には、約5000パスで鳴き始め、この場合も摺動性が著しく低下する。
【0072】
なお、DLC1μmでは約35000パスで鳴き始め、ブランクでは約10万パスで鳴き始めている。
【0073】
このように、図4(a)によれば、摺動性と放電性の双方を有し、汎用性のある電着塗装材料を得るためには、ポリテトラフルオロエチレンをポリイミドの固形分重量比10〜30重量%(特に、20±5重量%)で添加し、グラファイトをポリイミドの固形分重量比2〜5重量%で添加するのが好ましいのが分かる。
【0074】
次に、図4(b)によれば、現行の電着塗装材料のカード負荷は、5回平均約120gであるのに対し、ポリテトラフルオロエチレンをポリイミドの固形分重量比20重量%、およびグラファイトをポリイミドの固形分重量比4重量%で添加した場合(右端)、5回平均で約60gであることが分かる。すなわち、固体潤滑材料としてポリテトラフルオロエチレンをポリイミドの固形分重量比20重量%で添加し、固体潤滑材料及び導電性無機フィラーとしてグラファイトをポリイミドの固形分重量比4重量%で添加すると、挿入カードを引っ張り出すときに必要な力が約半分に減っていることから(120gから60gとなる)、摺動性が向上したことが分かる。
【0075】
このように、図4(b)によれば、摺動性と放電性の双方を有し、汎用性のある電着塗装材料を得るためには、ポリテトラフルオロエチレンをポリイミドの固形分重量比20重量%で添加し、グラファイトをポリイミドの固形分重量比4重量%で添加するのが好ましいのが分かる。
【0076】
また、図4(c)によれば、現行の電着塗装材料のパス回数に対する帯電量変化(図中の黒ひし形)は、加速パス試験のパス回数が約1万回のときに、帯電量が約10kVから約3kvまで少なくなり、放電効果が生じる、というものである。一方で、ポリテトラフルオロエチレンをポリイミドの固形分重量比30重量%で添加した場合(図中の黒四角)には、加速パス試験のパス回数が2万回を超えても全く放電効果が生じない。
【0077】
ここで、ポリテトラフルオロエチレンの添加に起因した放電効果の低下を防ぐためにグラファイトを添加すると、放電効果は著しく改善されることとなる。すなわち、ポリテトラフルオロエチレンをポリイミドの固形分重量比20重量%で添加し、グラファイトをポリイミドの固形分重量比4重量%で添加した場合(図中の黒三角)には、加速パス試験のパス回数が約6000回のときに、帯電量が約10kVから約5kvまで少なくなり、放電効果が生じる。また、ポリテトラフルオロエチレンをポリイミドの固形分重量比5重量%で添加し、グラファイトをポリイミドの固形分重量比7重量%で添加した場合(図中の
×印)には、加速パス試験のパス回数が約6000回のときに、帯電量が約10kVから約2kvまで少なくなり、放電効果が生じる。
【0078】
このように、図4(c)によれば、放電性のみを考慮すれば、ポリテトラフルオロエチレンをポリイミドの固形分重量比5重量%で添加し、グラファイトをポリイミドの固形分重量比7重量%で添加した場合が最適であるが、汎用性を重視し、摺動性と放電性の双方を考慮すれば、ポリテトラフルオロエチレンをポリイミドの固形分重量比20重量%で添加し、グラファイトをポリイミドの固形分重量比4重量%で添加した場合が最適であることが分かる。
【0079】
一方、図5(a)によれば、電着液1のpHを約3.2に設定した場合(左端)には、フッ素半定量値は4回平均で約14重量%であったのに対し、pHを約4.6に設定した場合(右端)にはフッ素半定量値は4回平均で約5重量%であった。また、溶解液1のpHを約4.3に設定した場合(真中)には、フッ素半定量値は4回平均で約6重量%であった。この結果、pHを高くするにつれ、フッ素半定量値は減少し、負の相関関係を示した。すなわち、電着条件として電気泳動反応時においてpHに液管理幅をもたせて維持すると、pHを3に設定した場合には、pHを約4.5に設定した場合と比較するとポリテトラフルオロエチレンの析出量が約3倍向上する。すなわち、pH3〜4に設定するとポリテトラフルオロエチレンの析出量を4重量%〜20重量%の範囲とすることができ、電着塗装対象物に付着した電着塗膜中のポリテトラフルオロエチレンの析出量が適量となることによって、摺動性を向上させることができる。
【0080】
また、図5(b)によれば、電着液1のpHを約3.2に設定した場合(左端)には、電導度は550(μS/cm)であり、pHを約4.3に設定した場合には電導度は450(μS/cm)であった。この結果、電導度が450〜550(μS/cm)の範囲内である場合には、上記のとおり、ポリテトラフルオロエチレンの析出量を4重量%〜20重量%の範囲とすることができ、電着塗装対象物に付着した電着塗膜中のポリテトラフルオロエチレンの析出量が適量となることによって、摺動性を向上させることができる。
【0081】
なお、図示していないが、pHを極端に酸性側に設定した場合、ピンホール現象が発生するため、上記のとおり、液管理幅をpH3〜4に保持する必要があり、電気泳動反応時において、pHの管理が重要であることが分かる。
【0082】
図6は、本発明の実施の形態に係るカードリーダ11を用いて行った実験結果を示す図である。詳しくは、図8は、図2で示した浸漬処理工程を経たカードリーダ11のカード静荷重(g)と、電着塗装工程のみのカードリーダ11のカード静荷重(g)とを示す比較図である。なお、ここでは500gの荷重をかけたときの結果を示す。この結果は、図3(c)のハッチング部で示すカード通路16を構成する2つの側板部14、15の対向面14a、15aに形成された電着塗膜18とカード19との静摩擦力を比較したものであって、横軸は電着塗装工程のみのもの(紙面左側)、および電着塗装工程後、浸漬処理を経たもの(紙面右側)を示し、縦軸は対カードの静摩擦力(静荷重)を示している。
【0083】
図6によれば、電着塗装工程のみの電着塗膜18の静荷重は5回平均で約120gであるのに対し、電着塗装工程後、浸漬処理を経た電着塗膜18の静荷重は5回平均で約85gであることが分かる。すなわち、浸漬処理工程を経たほうが、静摩擦力が小さいことから、挿入カードを引っ張り出すときに必要な力が約2/3に減っていることから(120gから85gとなる)、摺動性が向上したことが分かる。
【0084】
このように、図6によれば、摺動性のよい電着塗膜18を形成するには、浸漬処理工程を経ることが好ましいのが分かる。
【0085】
〔変形例〕
上記では、ポリテトラフルオロエチレンの析出量を電着液1のpH条件を管理することによって調整したが、pH調整後、さらに印加電圧の調整、ソフトスタートとすることによってさらにポリテトラフルオロエチレン量の析出量を向上させることができる。
【0086】
図7(a)は、SEM法により定量したポリテトラフルオロエチレンの析出量と印加電圧との相関を示す図であり、横軸は電圧(V)を示し、縦軸はフッ素半定量値(重量%)を示している。また、図7(b)はSEM法により定量したポリテトラフルオロエチレンの析出量とソフトスタートとの相関を示す図であり、横軸はソフトスタート時間の秒数を示し、縦軸はフッ素半定量値(重量%)を示している。
【0087】
図7(a)によれば、印加電圧を50Vに設定した場合(左端)には、フッ素半定量値は4回平均で約4重量%である。さらに印加電圧を100Vに設定した場合(左から2番目)には、フッ素半定量値は4回平均で約7重量%であり、さらに印加電圧を上げ、約180Vに設定した場合(右端)には、フッ素半定量値は4回平均で約12重量%となった。この結果、印加電圧を高くするにつれ、フッ素半定量値は増加し、正の相関関係を示した。なお、図示していないが、印加電圧が300Vまでが正の相関関係をとる。このように、印加電圧を増減させることにより、ポリテトラフルオロエチレンの析出量を管理することができる。すなわち、pHを3〜4に管理することに加え、印加電圧を同時に管理することによって、4重量%〜20重量%の範囲とすることができ、電着塗装対象物に付着した電着塗膜中のポリテトラフルオロエチレンの析出量が適量となることによって、摺動性を向上させることができる。
【0088】
また、図7(b)によれば、ソフトスタート時間を20秒(真中)に設定した場合には、フッ素半定量値は約14重量%、さらにソフトスタート時間を約40秒に設定した場合(左端)には、フッ素半定量値は約9重量%となった。よって、ソフトスタート時間を増減させることにより、ポリテトラフルオロエチレンの析出量を管理することができる。すなわち、pHを3〜4に管理することに加え、印加電圧を同時に管理することによって、4重量%〜20重量%の範囲とすることができ、電着塗装対象物に付着した電着塗膜中のポリテトラフルオロエチレンの析出量が適量となることによって、摺動性を向上させることができる。
【0089】
すなわち、本発明において、ポリテトラフルオロエチレンの析出量を管理するにあたり、電着液1の液管理幅をpH3〜4とし(この場合、電導度が450〜550μs/cmとなる。)、さらに電気泳動反応時において印加電圧を約50V〜180Vとし、および/もしくは10秒〜40秒のソフトスタートとする条件が、最も好ましいことが分かった。このようにポリテトラフルオロエチレンの析出量が管理されることにより、摺動性を向上させることができる。
【0090】
また、電着塗装対象としては、上記のカードリーダの摺動部以外にも適用可能であり、例えばリードスクリューの摺動部等でもよい。
【産業上の利用可能性】
【0091】
本発明に係る電着塗装材料、電着塗膜、摺動部材、及びカードリーダは、摺動性や放電性を必要とする用途にも適用することが可能であり、その結果、電着塗装材料の汎用性を高めることができるものとして有用である。
【図面の簡単な説明】
【0092】
【図1】本発明の実施の形態に係る電着塗装材料を用いた電着塗装の工程を模式的に説明するための工程説明図である。
【図2】本発明の実施の形態に係るSEM法により定量した電着塗膜のポリテトラフルオロエチレンの析出量と分散液の濃度との相関を示す図である。
【図3】本発明の実施の形態におけるカードリーダの内部構造を示す断面図である。
【図4】本発明の実施の形態に係るカードリーダを用いて行った実験結果を示す図である。
【図5】本発明の実施の形態に係るカードリーダを用いて行った実験結果を示す図である。
【図6】本発明の実施の形態に係るカードリーダを用いて行った実験結果を示す図である。
【図7】本発明の実施の形態に係るカードリーダを用いて行った実験結果を示す図である。
【符号の説明】
【0093】
1 電着液
2 電着塗装対象物
3 電解槽
4 直流電源
5 電着塗膜
11 カードリーダ
12 フレーム
13 底部
14、15 側板部
16 カード通路
17 磁気ヘッド
18 塗膜
19 挿入カード
【特許請求の範囲】
【請求項1】
耐熱性樹脂材料をベース材料とし、固体潤滑剤と導電性無機フィラーとが添加されている電着塗膜の電着塗装材料であって、前記電着塗装材料の分散体を含む電着液のpHが、pH3〜4の管理幅内で維持されることを特徴とする、電着塗装材料。
【請求項2】
前記耐熱性樹脂材料としてポリイミドを用い、前記固体潤滑剤としてポリテトラフルオロエチレンを用い、前記固体潤滑剤及び導電性無機フィラーとしてグラファイトを用いたことを特徴とする請求項1記載の電着塗装材料。
【請求項3】
前記ポリイミドを10〜20重量%含み、前記ポリテトラフルオロエチレンを前記ポリイミドの固形分重量比20±5重量%含み、前記グラファイトを前記ポリイミドの固形分重量比2〜5重量%含むことを特徴とする請求項1、または2記載の電着塗装材料。
【請求項4】
前記電着塗膜の走査型電子顕微鏡による元素の半定量分析による定量値においてポリテトラフルオロエチレンの析出量が、前記電着塗膜表面のフッ素とカーボンとの重量比で4%〜25%であることを特徴とする請求項1〜3のいずれかに記載の電着塗装材料。
【請求項5】
前記電着塗膜の表面におけるポリテトラフルオロエチレンの析出量が、前記電着塗膜の内部におけるポリテトラフルオロエチレンの析出量に対して、同等、もしくはそれ以上の量を含有していることを特徴とする請求項4に記載の電着塗膜。
【請求項6】
前記電着塗装材料により前記電着塗膜が形成された摺動部を備えることを特徴とする請求項1〜5のいずれかに記載の摺動部材。
【請求項7】
前記摺動部材を用いてカード走行基準面を構成したことを特徴とする請求項6記載のカードリーダ。
【請求項1】
耐熱性樹脂材料をベース材料とし、固体潤滑剤と導電性無機フィラーとが添加されている電着塗膜の電着塗装材料であって、前記電着塗装材料の分散体を含む電着液のpHが、pH3〜4の管理幅内で維持されることを特徴とする、電着塗装材料。
【請求項2】
前記耐熱性樹脂材料としてポリイミドを用い、前記固体潤滑剤としてポリテトラフルオロエチレンを用い、前記固体潤滑剤及び導電性無機フィラーとしてグラファイトを用いたことを特徴とする請求項1記載の電着塗装材料。
【請求項3】
前記ポリイミドを10〜20重量%含み、前記ポリテトラフルオロエチレンを前記ポリイミドの固形分重量比20±5重量%含み、前記グラファイトを前記ポリイミドの固形分重量比2〜5重量%含むことを特徴とする請求項1、または2記載の電着塗装材料。
【請求項4】
前記電着塗膜の走査型電子顕微鏡による元素の半定量分析による定量値においてポリテトラフルオロエチレンの析出量が、前記電着塗膜表面のフッ素とカーボンとの重量比で4%〜25%であることを特徴とする請求項1〜3のいずれかに記載の電着塗装材料。
【請求項5】
前記電着塗膜の表面におけるポリテトラフルオロエチレンの析出量が、前記電着塗膜の内部におけるポリテトラフルオロエチレンの析出量に対して、同等、もしくはそれ以上の量を含有していることを特徴とする請求項4に記載の電着塗膜。
【請求項6】
前記電着塗装材料により前記電着塗膜が形成された摺動部を備えることを特徴とする請求項1〜5のいずれかに記載の摺動部材。
【請求項7】
前記摺動部材を用いてカード走行基準面を構成したことを特徴とする請求項6記載のカードリーダ。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2006−307157(P2006−307157A)
【公開日】平成18年11月9日(2006.11.9)
【国際特許分類】
【出願番号】特願2006−23828(P2006−23828)
【出願日】平成18年1月31日(2006.1.31)
【出願人】(000002233)日本電産サンキョー株式会社 (1,337)
【Fターム(参考)】
【公開日】平成18年11月9日(2006.11.9)
【国際特許分類】
【出願日】平成18年1月31日(2006.1.31)
【出願人】(000002233)日本電産サンキョー株式会社 (1,337)
【Fターム(参考)】
[ Back to top ]