
電着塗装用装置
【課題】電着塗装を行う際の準備作業の効率を好適に向上することができる電着塗装用装置の提供すること。
【解決手段】電着塗装用ユニットは、塗装対象を搭載する子パレットと、子パレットが搭載された状態で電着槽の電着塗装液に浸漬される親パレットと、それら両パレットを電気的に接続する接続機構とを備えている。接続機構は、親パレットに設けられた親側接続部51と、子パレットに設けられた子側接続部31とを有してなる。子側接続部31には、塗装対象に対して電気的に接続されておりかつ親側接続部51に接触することで親側接続部51に対して電気的に接続される棒状体36と、棒状体36を回動可能に保持するベース部32,33と、棒状体36を初期位置へ付勢するバネ部材35とが設けられ、バネ部材35の付勢力によって子パレットが親パレットに搭載されることで棒状体36が親側接続部51に押し付けられた押圧状態となる。
【解決手段】電着塗装用ユニットは、塗装対象を搭載する子パレットと、子パレットが搭載された状態で電着槽の電着塗装液に浸漬される親パレットと、それら両パレットを電気的に接続する接続機構とを備えている。接続機構は、親パレットに設けられた親側接続部51と、子パレットに設けられた子側接続部31とを有してなる。子側接続部31には、塗装対象に対して電気的に接続されておりかつ親側接続部51に接触することで親側接続部51に対して電気的に接続される棒状体36と、棒状体36を回動可能に保持するベース部32,33と、棒状体36を初期位置へ付勢するバネ部材35とが設けられ、バネ部材35の付勢力によって子パレットが親パレットに搭載されることで棒状体36が親側接続部51に押し付けられた押圧状態となる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば建物に用いられる建材を電着塗装する際に使用される電着塗装用装置に関する。
【背景技術】
【0002】
住宅等の建物の建材(例えば梁や柱等の鋼材)には耐久性の向上を考慮して耐腐食用の処理が施されているものがある。近年では、電着塗装液中に建材を浸漬した状態にて電流を流すことで塗膜を得る電着塗装を行うことにより、耐腐食機能の更なる向上が図られている(例えば特許文献1参照)。
【0003】
電着塗装を行う場合には、塗装対象となる建材がパレットに搭載された状態にてコンベア等により電着槽へ運ばれ、同パレットごと電着塗装液へ浸漬される。パレットにおいてコンベアのホルダ部により保持される部分は、当該ホルダ部等に当接することでコンベアに対して電気的に接続された状態となるように構成されている。
【0004】
また、建材については重量が嵩むことから、メーカでの製造工程において前工程から後工程に各種建材を運ぶ際には、例えばフォークリフト等の輸送手段が使用されることが多い。このような輸送手段を使用する場合には、作業者は、建材をパレットに搭載した後に輸送手段から降車し、導電線等の接続部を用いて建材及びパレットを手作業により電気的に接続させる。このようにしてパレットと建材とが電気的に接続されることで、建材自体が電極として機能することとなる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−098454号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ここで、上述の如く作業者が前工程から塗装工程に建材を運んでくる度に輸送手段から降りる必要が生じると、電着塗装を行う際の準備効率が低下すると懸念される。これは建材等の生産効率の向上を妨げる要因となり得るため好ましくない。
【0007】
なお、このような課題は、建物の建材に電着塗装を施す場合に限らず、少なくともパレットを利用して電着塗装が行われると想定されるもの(例えば車両等のフレーム)、特にフォークリフト等の輸送手段による輸送が行われると想定されるものを塗装対象とする場合にも発生し得る。
【0008】
本発明は、上記事情に鑑みてなされたものであり、電着塗装を行う際の準備作業の効率を好適に向上することができる電着塗装用装置の提供を目的とするものである。
【課題を解決するための手段】
【0009】
以下、上記課題を解決するのに有効な手段等につき、必要に応じて効果等を示しつつ説明する。なお以下においては、理解の容易のため、発明の実施の形態において対応する構成を括弧書き等で適宜示すが、この括弧書き等で示した具体的構成に限定されるものではない。
【0010】
手段1.塗装対象(塗装対象15)を含む被搭載物が搭載された状態で、電着槽(電着槽T)の電着塗装液(電着塗装液C)に浸漬される第1パレット(親パレット11)と、
前記第1パレットに一体的に設けられ、陰極及び陽極のいずれかの電極とされるパレット側電極部(親側接続部51)と、
前記被搭載物に一体的に設けられ、前記塗装対象に対して電気的に接続されておりかつ前記パレット側電極部に接触することで当該パレット側電極部に対して電気的に接続される被搭載物側電極部(棒状体36)と
を備え、
前記被搭載物側電極部は、前記被搭載物を前記第1パレットに搭載した状態で前記パレット側電極部に接触する位置に設けられており、
前記被搭載物が前記第1パレットに搭載されることで前記パレット側電極部が前記被搭載物側電極部に押し付けられた押圧状態とし、前記被搭載物が前記第1パレットに搭載された状況下ではその押圧状態を維持するように構成された押圧機構(子側接続部31の押圧機構)を備えていることを特徴とする電着塗装用装置。
【0011】
手段1によれば、作業者が被搭載物を第1パレットに搭載することでパレット側電極部が被搭載物側電極部に押し付けられた状態となり、その押圧状態が維持されることとなる。このように、被搭載物を搭載することで電気的な接続がなされ、その後はその状態が維持される構成とすれば、搭載作業時に被搭載物の細かな位置調整が不要となり、電着塗装を行う際の準備作業の効率を好適に向上することが可能となる。また、例えば、フォークリフト等の輸送手段を用いて被搭載物を第1パレットに搭載する場合には、作業者は同輸送手段から降りて手作業による電気的な接続を行う必要がない。これにより、輸送〜搭載の一連の作業の効率向上が期待できる。
【0012】
押圧状態となった後はその状態が維持されるため、第1パレットに被搭載物が搭載されたまま塗装工程内で移動したり電着槽内で揺する等されたりした場合であっても、パレット側及び被搭載物側の両電極部を接触状態に保つ上で、被搭載物の位置ずれをある程度許容することができる。このようにして電気的な接続を担保することで、被搭載物の位置ずれ等に起因して電着塗装が上手く行われなくなるといった不都合を生じにくくすることができる。
【0013】
手段2.前記押圧機構は、
前記パレット側電極部及び前記被搭載物側電極部の少なくともいずれかを可動式の電極部として当該電極部を支持し、かつ前記第1パレットへの前記被搭載物の搭載に伴って前記パレット側電極部に前記被搭載物側電極部が接触した際に、その接触前の初期状態から前記可動式の電極部を変位可能とする電極支持部(ベース部32,33等)と、
前記可動式の電極部が前記初期状態から変位することにより、前記パレット側電極部に前記被搭載物側電極部が接触した状態のままとなるように押圧力を発生させる押圧力発生手段(バネ部材35)と
有していることを特徴とする手段1に記載の電着塗装用装置。
【0014】
手段2によれば、パレット側電極部及び被搭載物側電極部のうち少なくとも一方は可動式の電極部となっている。そして、この可動式の電極部は電極支持部によって両電極部が接触した際に、その接触前の初期状態(押圧の荷重がかかってない状態)から変位可能に支持され、同可動式の電極部が電極支持部に対して変位することで押圧力が発生する構成となっている。つまり、少なくとも可動式の電極部の変位が許容された範囲内では、押圧力により両電極部の接触が維持される。これにより、手段1に示したように両電極部の接続を容易化しつつ、その接続状態を好適に担保することが可能となる。
【0015】
手段3.前記電極支持部は前記可動式の電極部を回動可能に支持し、当該可動式の電極部が回動することで前記初期状態からの変位を可能とするものであり、
前記押圧力発生手段は、前記可動式の電極部を前記初期状態側に付勢する付勢手段であることを特徴とする手段2に記載の電着塗装用装置。
【0016】
手段3によれば、可動式(回動式)の電極部が付勢手段によって付勢されており、この付勢力に抗して変位することで、被搭載物側電極部がパレット側電極部に対して押し付けられた状態となる。被搭載物を第1パレットに搭載する際には、電極部同士が接触することで電極部同士の接触部位に生じる荷重が大きくなると想定される。仮に、このような荷重によって電極部が変形/破損等した場合には、電気的な接続機能が低下し得る。この点、上記手段2に示したように可動式の電極部を採用し、更には本手段に示す付勢手段を採用すれば、電極部同士の接触によって生じる荷重を緩和することができ、上記電気的な接続機能の低下を抑制できる。
【0017】
また、可動式の電極部については、被搭載物の搭載位置に応じてその回転角度が変化することとなる。このため、作業者は可動式の電極部の回転位置(回転角度)を目視にて確認することで、接触が維持された状態となっているか否かを把握でき、更にはその回転角度を指標として被搭載物の搭載位置を調整することが可能となる。
【0018】
手段4.前記第1パレットが前記電着塗装液に浸漬されている状況下にて、同第1パレットに対して特定の振動方向の振動が付与される構成となっており、
前記パレット側電極部及び前記被搭載物側電極部は、前記被搭載物が前記パレットに搭載されている場合には、前記振動方向と直交する方向にて接触していることを特徴とする手段1乃至手段3のいずれか1つに記載の電着塗装用装置。
【0019】
電着塗装を行う場合には、例えば被搭載物に対して振動を加えることで、塗装対象の表面に付着した気泡を除去するといった処置が行われることが多い。そこで、本手段に示すように両電極が振動方向と直交する方向にて接触する構成とすれば、被搭載物に上記振動に起因した振動方向への位置ずれが生じた場合であっても、押圧力が弱くなること(維持機能が低下すること)を抑制することができる。故に、接続機能を安定して発揮させることが可能となる。
【0020】
なお、被搭載物(塗装対象)が重量物でありその自重によって上下位置が定まりやすい場合には、振動方向を水平方向、両電極部の接触方向を鉛直方向とするとよい。これにより、上記接続機能の安定化を好適に実現することができる。
【0021】
手段5.前記第1パレットは、
前記被搭載物が載置される載置部(ベース枠部41のフレーム部材41a)と、
前記載置部から上方に起立して設けられた起立部(柱部43)と
を有し、
前記起立部は、前記載置部において前記被搭載物の搭載方向の入口側端部に設けられ、
その起立部には、前記搭載方向に直交しかつ水平方向に延びる向きで前記パレット側電極部が設けられており、
前記被搭載物側電極部は、前記被搭載物が前記入口側端部を通じて前記載置部に載置される際に、前記パレット側電極部に対して上方から接触する構成となっていることを特徴とする手段1乃至手段4のいずれか1つに記載の電着塗装用装置。
【0022】
例えば被搭載物を水平方向へ移動させることで両電極部が接触する構成を想定した場合には、上述した電気的な接続を実現することはできるものの、被搭載物(特に塗装対象)と載置部及びパレット側電極部とがぶつからないようにして上下位置を合わせつつ、パレット側電極部と被搭載物側電極部とが被搭載物の降下時を含めて上手く接触するように上下位置を合わせる必要が生じる。これは、被搭載物の搭載作業がやりにくくなる要因になる。
【0023】
これに対して、本手段では、被搭載物を挿入する際には入口の縁部と被搭載物とがぶつからないようにして上下位置の合わせを行えば足り、両電極部の上下位置を気にする必要がない。これにより、作業の煩雑化を抑え、上手く配置できているかどうかを例えばフォークリフト等の輸送手段から離れて確認する必要がなくなる。故に、手段1等に示した準備作業の効率化に貢献することができる。
【0024】
手段6.前記起立部は前記側端部において搭載入口を挟んだ両側に設けられおり、
前記パレット側電極部は前記両起立部の並設方向と同じ方向に延びる長尺状部材によって構成され、それら両起立部に固定されており、
前記パレット側電極部及び前記被搭載物側電極部が互いに接触する各接触部分は、前記被搭載物側電極部が当該パレット側電極部に対して当該パレット側電極部の長手方向へ摺動可能となるように形成されていることを特徴とする手段5に記載の電着塗装用装置。
【0025】
手段6によれば、被搭載物側電極部がパレット側電極部に対して上記長手方向へ摺動可能となっている。このため、手段4における第1パレットの振動として水平方向への振動を付加し気泡の除去操作を行った場合であっても、接触状態を維持しやすくなる。故に、作業性の向上を図りつつ電着機能を安定して発揮させることが可能となる。
【0026】
また、本手段によれば、長尺状のパレット側電極部が搭載入口を挟んだ両側に設けられた起立部に固定されている。このようにして、パレット側電極部の固定強度を向上することにより、上記摺動によって接触位置が多様に変化した場合であっても、それに起因して接触状態が不安定になることが抑制されている。
【0027】
手段7.前記被搭載物として、前記塗装対象と当該塗装対象を複数搭載した状態で前記第1パレットに搭載される第2パレット(子パレット12)とを有し、
前記被搭載物側電極部は、前記第2パレットに一体的に設けられていることを特徴とする手段1乃至手段6のいずれか1つに記載の電着塗装用装置。
【0028】
手段7に示すように、第2パレットを採用すれば複数の塗装対象をまとめて輸送できるため、工程間での塗装対象の受け渡しを効率的に行うことができる。つまり、上記第1パレットについては塗装工程専用、第2パレットについては工程間で共用とすることにより、製造の効率化に貢献できる。しかしながら、このように複数のパレットを組み合せて用いる場合には、パレット同士を組み合せた後にパレット間での電気的な接続を行うための作業が必要となることで、作業効率が低下し得る。そこで、本手段に示す構成に対して手段1等に示した技術的思想を適用すれば、作業効率の低下を抑え、上記製造効率の向上効果を好適に発揮させることができる。
【0029】
また、被搭載物として、塗装対象と第2パレットとを有している構成においては、被搭載物側電極部の取り付け対象を第2パレットとすることで、以下の効果が期待できる。すなわち、電極の存在自体は必須でも、塗装対象に対して押圧機構等を有する自動接続のための構成を取り付けなくていいため、電極と塗装対象との接触面積を小さくすることができる。これにより、塗装対象を電着塗装液中に沈めた場合に、塗装対象の表面において電着塗装液に触れない部分(塗装が付着しない部分)が大きくなることを抑制できる。
【0030】
なお、本手段に示す技術的思想を具現化する場合、例えば以下の構成を採用するとよい。すなわち「前記第2パレットは、前記第1パレットの載置部(ベース枠部41)の上面(載置面42)に対して当該第2パレットの底部(底面22)が載ることにより、前記被搭載物が前記第1パレットに搭載されるように構成されており、前記被搭載物側電極部は、前記パレット側電極部に上方から接触するように構成されており、前記底部と前記被搭載物側電極部との高低差は、前記載置部の上面と前記パレット側電極部との高低差よりも小さくなるように設定されおり、前記パレット側電極部及び前記被搭載物側電極部は、前記被搭載物が搭載完了位置へ移動する過程で前記接触状態となり、前記押圧機構は、前記パレット側電極部と前記被搭載物側電極部とが前記接触状態となっている状況下での前記搭載完了位置へ向けた前記被搭載物の移動に基づいて前記押圧力を発生させるものであることを特徴とする」構成を採用するとよい。
【0031】
手段8.前記第2パレットにおいて前記塗装対象を拘束する塗装対象拘束部(バネ鎖25)を備え、
当該塗装対象拘束部は、導電性を有し、前記被搭載物側電極部に対して電気的に接続されていることを特徴とする手段7に記載の電着塗装用装置。
【0032】
手段8によれば、塗装対象を拘束することで塗装対象をパレットごと輸送する際や、塗装中に荷崩れが生じることを抑制できる。
【0033】
また、塗装対象拘束部が被搭載物側電極部に対して電気的に接続されている。このため、塗装対象拘束部に被搭載物と被搭載物側電極部とを通電させる機能を発揮させることができ、接触不良等に起因して電着塗装が上手く行われなくなるといった不都合を生じにくくすることができる。
【図面の簡単な説明】
【0034】
【図1】(a)電着塗装用装置の概要を示す斜視図、電着塗装用装置の断面図。
【図2】子パレットを示す斜視図。
【図3】親パレットを示す斜視図。
【図4】接続機構を示す斜視図。
【図5】電着塗装用の準備作業を説明するための概略図。
【発明を実施するための形態】
【0035】
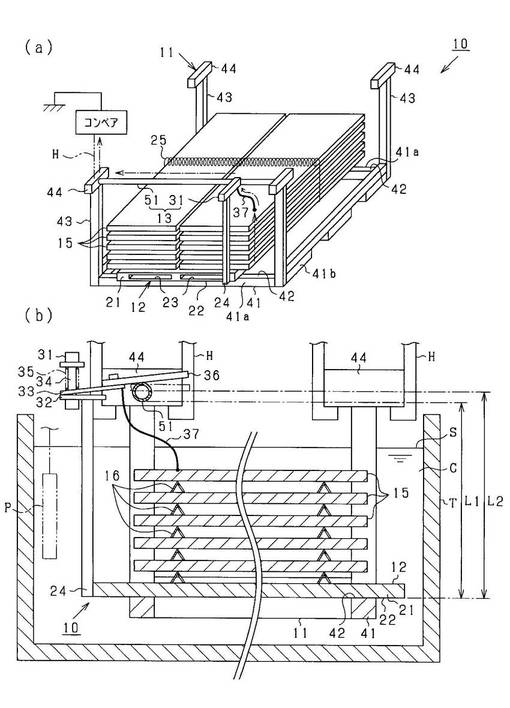
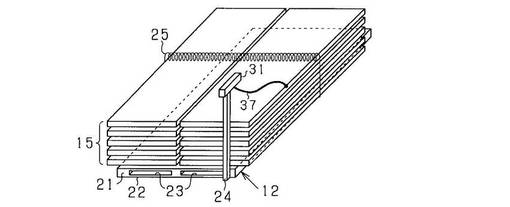
以下、図1〜図3に基づいて電着塗装用ユニットの一実施の形態について説明する。本実施の形態では、電着塗装用ユニットが複数のパレットを組み合わせてなる運搬用の荷台として具体化されており、建物の梁や柱等からなる建物構造体や外壁の下地フレームといった塗装対象にカチオン電着塗装を施すことを想定している。図1(a)は電着塗装用ユニットの概要を示す斜視図、図1(b)は電着塗装用ユニットを示す断面図、図2は子パレット12を示す斜視図、図3は親パレット11を示す斜視図である。なお、図1(a)においては通電経路を1点鎖線によって簡略化して示しており、図2においては子パレット12に塗装対象15が載置された状態を示している。
【0036】
先ず、図1(a)を参照して電着塗装用ユニット10の概要について説明する。電着塗装用ユニット10は、上記複数のパレットとして、塗装設備に設けられたコンベアにより電着槽Tへ運ばれる親パレット11と塗装対象15を載置可能に形成されそれら塗装対象15が載置された状態で親パレット11に組み合わされる子パレット12とを有している。
【0037】
図2に示すように、子パレット12は、塗装対象15が載置される長板状の載置部21を有している。載置部21に塗装対象15を重ね置く(縦積みする)ことで、複数の塗装対象15をまとめて電着槽に浸漬させることができる。なお、子パレット12は鋼材を用いて形成されており、複数の塗装対象15を支えるのに十分な強度が確保されている。
【0038】
ここで、図1(b)を参照して、塗装対象15の配置にかかる構成について説明する。載置部21とその直上に位置する塗装対象15との間、また塗装対象15同士の間には、導電性を有する複数のスペーサ部材16が配置されている。
【0039】
スペーサ部材16は、断面が略く字状をなす長尺状の鋼材であり、その折曲部分が上方に凸となるようにして配置されている。これにより、スペーサ部材16の下側に位置する塗装対象15や載置部21にはスペーサ部材16の長辺部(エッジ部)が接触し、上側に位置する塗装対象15には折曲部分が接触している。このようにスペーサ部材16と塗装対象15との接触範囲を小さく抑えることで、電着塗装液Cと塗装対象としての塗装対象15とが触れなくなる部分(非塗装領域)が大きくなることを回避している。
【0040】
また、載置部21にはバネ鎖25が取り付けられており、このバネ鎖25によって塗装対象15がまとめて拘束されている。電着塗装用ユニット10が電着槽Tの電着塗装液Cに浸漬された状態においては、載置部21からの塗装対象15の浮き上がりがバネ鎖25によって規制されることとなる。
【0041】
載置部21の端面(詳しくは短辺部側の端面)にはフォークリフトのフォーク部を挿通可能なフォーク用挿通孔23が形成されている。フォークリフトによって、塗装対象15が子パレット12ごと持ち上げられ、親パレット11における所定位置へ配置される。
【0042】
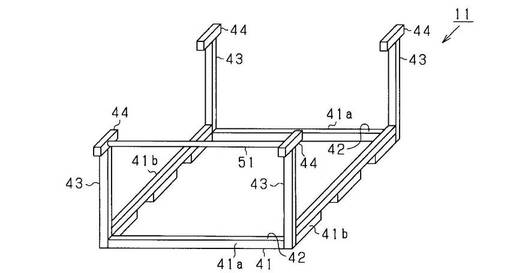
図3に示すように、親パレット11は、長尺状をなす長短のフレーム部材41a,41bが組み合わされることで略矩形状に形成されたベース枠部41を有している。ベース枠部41において相対向している短フレーム部材41aの間隔寸法は、挿通孔23が延びている方向と同じ方向における載置部21の幅寸法よりも小さく設定されており、所定位置に配置された子パレット12は、ベース枠部41の両短フレーム部材41aに当接してそれら各短フレーム部材41aよって下側から支えられた状態となる。つまり、短フレーム部材41aの上面は、子パレット12を支持する支持面として機能している。
【0043】
なお、親パレット11のベース枠部41についても、フォークリフトのフォーク部Fを挿入可能な窪みが形成されており(図3参照)、フォークリフトによって電着塗装用ユニット10全体を運ぶことが可能となっている。
【0044】
ベース枠部41の4隅、すなわち長短のフレーム部材41a,41bが連結されている部分には、ベース枠部41から上方へと起立する柱部43が固定されている。なお、ベース枠部41及び柱部43によって囲まれた空間を塗装対象15を収容する収容空間となっている。
【0045】
柱部43の上端部分には、コンベアのホルダH(図1(b)参照)による把持対象としてのハンガ部44が設けられている。ハンガ部44は導電性を有する鋼材からなり、柱部43と一体化されている。ハンガ部44がホルダHによって把持されたまま持ち上げられることで、電着塗装用ユニット10全体が浮き上がることとなる。
【0046】
図1(b)に示すように、電着塗装用ユニット10は、ホルダHによってハンガ部44が把持された状態で電着槽Tへ運ばれ、その把持状態を維持したまま電着塗装液C内に浸漬されることとなる。電着塗装用ユニット10が浸漬された状態であっても、ホルダHによる把持状態が維持され、浸漬後に例えば予め設定された塗装期間が経過した後、電着塗装用ユニット10が電着槽T(電着塗装液C)から引き上げられることとなる。
【0047】
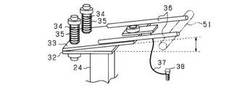
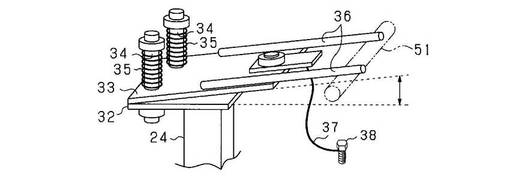
本実施の形態においては、親パレット11と子パレット12とを併用するにあたりそれら両パレット11,12を電気的に接続するための接続機構13を有していることを特徴の1つとしている。そこで以下、図1及び図4を参照して接続機構13について説明する。図4は、接続機構13を示す斜視図である。
【0048】
図1(a)に示すように、子パレット12は、載置部21から上方に起立するスタンド24が設けられている。スタンド24は、載置部21の端面に設けられた差込部(図示略)に対して差し込まれた状態で固定されている。スタンド24の高さ寸法は親パレット11の柱部43の高さ寸法とほぼ同じになるように設定されており、スタンド24の上端部には子側接続部31が取り付けられている。これにより、子側接続部31は、両パレット11,12が組み合わされた状態にて、親パレット11のハンガ部44と同じ高さに位置する構成となっている。
【0049】
より詳しくは、スタンド24は、子パレット12の両短辺部のうち親パレット11(収容空間)への挿入方向における手前側の一方に配されている。子パレット12は、親パレット11に対して組み合わされた状態にて、その短辺部が親パレット11の収容空間から突出する構成となっているため、当該短辺部に設けられたスタンド24についても同収容空間外に位置している。なお、図1(a)では、親パレット11に対する子パレット12の挿入方向が同図1(a)の左下側から右上側となっており、図1(b)では、親パレット11に対する子パレット12の挿入方向が左側から右側となっている。
【0050】
子側接続部31は、スタンド24の上端部に設けられた平板状の固定ベース部32を有している。固定ベース部32はその板面が上方を向くようにして固定されており、固定ベース部32の上方には、固定ベース部32と対をなす可動ベース部33が設けられている。これら両ベース部32,33については導電性を有する材料(鉄材)によって形成されている。
【0051】
可動ベース部33は、固定ベース部32と同様に平板状をなしており、固定ベース部32に上方から重なるようにして配置されている。両ベース部32,33において上記挿入方向における手前側となる部分には、上下に貫通する一連の貫通孔が形成されており、この貫通孔に対して円柱状のピン部材34が挿通されている。ピン部材34の頭部34aと可動ベース部33との間には所定の隙間が確保されており、ピン部材34の軸線方向(上下方向)への可動ベース部33の移動が許容されている。なお、可動ベース部33については固定ベース部32と面当たりしている位置が初期位置となっている。
【0052】
また、貫通孔及びピン部材34は挿入方向と直交する方向に並べて複数設けられており、更には貫通孔の内径寸法がピン部材34の外径寸法よりも大きく設定されている。これにより、可動ベース部33は、挿入方向における手前側の端部を基端部とした回動が許容されている。
【0053】
頭部34aと可動ベース部33との間には、可動ベース部33を初期位置に向けて付勢する付勢手段としてのバネ部材35が配設されている。可動ベース部33が初期位置から移動した後は、上記バネ部材35の付勢力によって初期位置へと復帰することとなる。なお、以上詳述した各ベース部32,33、ピン部材34、バネ部材35によって「被搭載物側電極部」としての棒状体36を「パレット側電極部」としての親側接続部51に押し付けるとともに、その押圧状態を維持する「押圧機構」が構成されている。
【0054】
可動ベース部33における回動先端部にはピン部材34側とは反対側(挿入方向における先側)に延びる複数の棒状体36が取り付けられている。これに対して、親パレット11にはハンガ部44同士を繋ぐようにして水平方向に延びる長尺状の親側接続部51が設けられている。
【0055】
子側接続部31及び親側接続部51は、図1(b)に示すように、ベース枠部41の載置面42から親側接続部51までの距離寸法L1が、子側接続部31の棒状体36と載置部21の底面22との距離寸法L2よりも小さくなるように設定されており、両パレット11,12が組み合わされた状態では、棒状体36が親側接続部51に対して上方から当接する構成となっている。
【0056】
棒状体36及び親側接続部51は、ベース部32,33と同様に導電性を有する材料(鉄材)によって形成されており、この親側接続部51に対して棒状体36が当接することにより、親パレット11と子パレット12とが電気的に接続された状態となるように構成されている。
【0057】
可動ベース部33には、可動ベース部33と塗装対象としての塗装対象15とを電気的に接続するための導電線37が取り付けられている。より詳しくは導電線37の一方の端部は可動ベース部33に固定されており、他方の端部には塗装対象15への取付部としてボルト38が設けられている。このボルト38を塗装対象15に対して螺着することで、同塗装対象15と子側接続部31(子パレット12)とが電気的に接続された状態となる。
【0058】
なお、取付部についてはボルト38に限定されるものではなく、導電線37を塗装対象15に対して着脱可能であれば足り、例えばフックやクランプ等の任意の構成を採用してよい。
【0059】
ここで、図1(b)を参照して、電着塗装用ユニット10及びそれに関連する構成の電気的な接続態様について説明する。
【0060】
既に説明したように、本実施の形態においては電着塗装用ユニット10がコンベアによって輸送される。コンベアのホルダHはアースされており、ホルダH→ハンガ部44→親側接続部51→子側接続部31(棒状体36→可動ベース部33→導電線37)を通じて、最上位に位置する塗装対象15がアースされる。また、塗装対象15同士は、スペーサ部材16を挟んで重なっており、それらスペーサ部材16を通じて全ての塗装対象15がアースされる。これにより、塗装対象15が陰極(−)となっている。電着槽T内の隔膜室内に設置した極板Pを陽極(+)として、この間に直流電流を流すことで塗装対象15の表面に塗膜が析出する。
【0061】
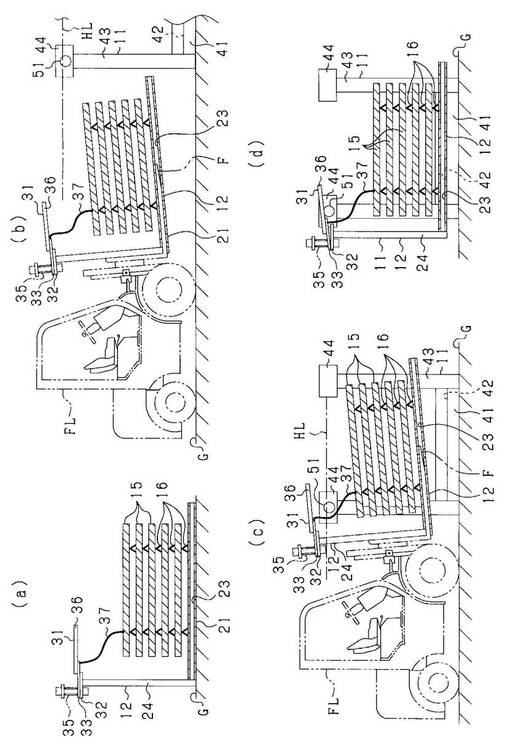
次に、図5を参照して、コンベアによって電着塗装用ユニット10が電着槽Tに運ばれる前の準備作業について説明する。図5は作業の流れを示す概略図であり、電着塗装工程に移る前には、図5(a)→図5(b)→図5(c)→図5(d)の順に準備作業が行われる。なお、図5においては説明の便宜上、電着塗装用ユニット10を左右に圧縮した状態で表示している。
【0062】
塗装対象15は、当該塗装対象15の各パーツを組み立てるための溶接等の各種工程を経た後、塗装工程へ輸送される。この際、上記子パレット12については、それら工程間の移動時の輸送手段として利用される。
【0063】
塗装工程の前工程(例えば溶接工程)にて作業が完了した後は、図5(a)に示すように、塗装工程へ塗装対象15を運ぶ前に導電線37によって塗装対象15と可動ベース部33とを電気的に接続させる。具体的には、スペーサ部材16を用いて塗装対象15を縦積みし、最上位に位置する塗装対象15に子側接続部31の可動ベース部33から延びる導電線37(詳しくはボルト38)を取り付ける。
【0064】
その後、フォークリフトFLによって塗装対象15を載せた状態のまま子パレット12を持ち上げ、前工程の製造ラインから塗装工程の製造ラインへと移動させる。親パレット11については、塗装工程専用となっているため、塗装工程に隣接する待機場所に配置されており、この親パレット11に子パレット12を配置する。
【0065】
具体的には、子パレット12を持ち上げて、図5(b)→図5(c)に示すように、その高さ位置を維持したまま、所定の搭載位置へと子パレット12を移動させる。この際、親パレット11のベース枠部41,柱部43,親側接続部51によって形成された挿入口を子パレット12が通過するようにして、子パレット12を移動させることで、子パレット12が、所定の搭載位置に到達した状態では、子側接続部31の棒状体36が親側接続部51の上方に位置することとなる。
【0066】
ここで、図5(c)→図5(d)に示すように、フォークリフトFLのフォーク部Fを降下させると、子パレット12の載置部21(詳しくはその底面22)が親パレット11のベース枠部41(詳しくは載置面42)に当接する前に、棒状体36が親側接続部51に当接する。そして、子パレット12がフォーク部Fに追従して更に降下すると、可動ベース部33がピン部材34側の端部を基端部として回動しする。これにより、バネ部材35が圧縮され、棒状体36が親側接続部51に対して上方から押し付けられた状態となる。かかる状態は少なくとも子パレット12が搭載完了位置に配されている状況下ではバネ部材35の付勢力によって維持される。
【0067】
親側接続部51と子側接続部31とが接続されることで、図1(b)に示した通電経路が確保され、コンベアのホルダHによって親パレット11のハンガ部44が把持されている間は塗装対象15がアースされた状態に維持される。
【0068】
塗装工程においては、電着塗装用ユニット10を電着塗装液Cに浸漬した後、塗装が開始されるまでの間すなわち極板Pに電流を流す前の段階で、電着塗装用ユニット10に水平方向への振動が付加される。具体的には、コンベアのホルダHには、振動装置が接続されており、この振動装置が動作することで、ホルダHに対してし水平方向への振動が付加され、当該振動はホルダH→親パレット(ハンガ部44→柱部43→ベース枠部41)→子パレット(載置部21)を通じて塗装対象15に伝達される。このようにして、塗装対象15に振動を付加することにより、塗装対象15の表面に付着した気泡が塗装対象15から離れ、塗装対象15の表面に電着塗装液Cが接触しない箇所が生じることが抑制される。
【0069】
以上詳述した本実施の形態によれば、以下の優れた効果が期待できる。
【0070】
子パレット12を親パレット11に搭載することで、両パレット11,12の電気的な接続が完了する。つまり、塗装対象15を搭載完了位置に配することで、上述した準備作業が完了するため、作業者は塗装対象15を塗装工程へと運んでくるたびにフォークリフトから降りて子パレット12(詳しくは塗装対象15)と親パレット11とを電気的に接続するための接続作業を別途行う必要がなくなる。これにより、電着塗装を行う際の準備作業の効率を好適に向上することが可能となる。
【0071】
親パレット11では、親側接続部51が子パレット12の挿入方向(搭載方向)の入口側端部に設けられており、子側接続部31は子パレット12においてフォークリフト(作業者)側となる位置に配置されている。このため、フォークリフト等を使って子パレット12(被搭載物)を親パレット11に搭載する際には、フォークリフトの作業者は、電着塗装用ユニット10の手前側位置で電極部の接続状態を目視確認できる。これにより、作業者は子側接続部31と親側接続部51との位置関係を把握しやすくなっている。
【0072】
可動ベース部33が初期位置から変位していることが確認できれば、棒状体36と親側接続部51との当接箇所に直接触れる等しなくても、付勢力が作用しているか否かを把握することができる。故に、搭載完了後にフォークリフトから降りて付勢力が作用しているか否かを確認するといった別途作業が不要となり、準備作業の簡略化に貢献できる。
【0073】
また、付勢力が機能していない状態(単に当接しているだけの状態)となっていることが見落とされ、塗装中に接続状態が解除される等して電着塗装が上手く行われなくなることを抑制できる。
【0074】
また、接続機能が付与された可動ベース部33及び棒状体36については、固定ベース部32に対して回動可能な状態で取り付けられている。かかる構成によれば、それら可動ベース部33や棒状体36自体に大きな負荷が生じることを抑制することができる。これにより、接続機能が付与された部分が変形するといった不都合を生じにくくし、当接機能すなわち電気的な接続機能が低下することを抑制できる。
【0075】
フォークリフトを用いて子パレット12を塗装工程へ運ぶ際には、同子パレット12を持ち上げた状態で移動させる。そして、子パレット12を親パレット11内に挿入し、ベース枠部41上に載せることで、子パレット12の搭載が完了する。そこで、上記実施の形態に示すように、子側接続部31(詳しくは棒状体36)が親側接続部51に上方から当接する構成とすれば、子パレット12を降ろすことで塗装対象15と親パレット11とを電気的に接続させることが可能となる。
【0076】
電着塗装を行う場合には、例えば電着塗装用ユニット10に水平方向での振動を加えることで、塗装対象15の表面に付着した気泡を除去するといった処置が行われることがある。ここで、塗装対象15が重量物でありその自重によって上下位置が定まりやすい点を考慮して、子側接続部31が親側接続部51に上方から当接する構成とすれば、水平方向への位置ずれ等に起因して付勢力が小さくなること(維持機能が低下すること)を抑制することができる。故に、接続機能を安定して発揮させることが可能となる。
【0077】
親側接続部51が親パレット11への子パレット12の挿入方向と交差する方向に延びているため、子パレット12の挿入方向や挿入位置がずれた場合であっても、両接続部31,51の接続機能が担保される。これにより、両接続部31,51の精密な位置合わせを行いながら挿入作業を行う必要がなくなり、作業性の向上に貢献することができる。
【0078】
本実施に形態においては、上述の如く子パレット12を採用している。これにより、複数の塗装対象15をまとめて輸送できるため、工程間での塗装対象15の受け渡しを効率的に行うことができる。つまり、親パレット11については塗装工程専用、子パレット12については工程間で共用とすることにより、製造の効率化に貢献できる。
【0079】
しかしながら、このように複数のパレット11,12を組み合せて用いる場合には、パレット11,12同士を組み合せた後にパレット間での電気的な接続を行うための作業が必要となることで、作業効率が低下し得る。この点、本実施の形態においては、上記接続機構13を採用することで、作業効率の低下を抑え、上記製造効率の向上効果を好適に発揮させることを可能としている。
【0080】
また、スタンド24を子パレット12に取り付けているため、スタンド24を塗装対象15に対して直接取り付ける構成と比較して、塗装対象15と電着塗装液とが触れなくなる部分を減縮することができ、より広い範囲に電着塗装を付与することが可能となっている。
【0081】
例えば子パレット12を水平方向へ移動させることで両接続部が接続される(当接する)構成を想定した場合には、上述した電気的な接続を実現することはできるものの、塗装対象15とベース枠部41及び親側接続部51とがぶつからないようにして上下位置を合わせつつ、子側接続部と親側接続部とが子パレット12の降下時を含めて上手く当接するように上下位置を合わせる必要が生じる。これは、子パレット12の搭載作業がやりにくくなる要因になる。
【0082】
この点、本実施の形態においては、子パレット12を親パレット11に挿入する際には子パレット12及び塗装対象15とベース枠部41及び親側接続部51とがぶつからないようにして上下位置の合わせを行えば足り、接続部31,51同士の上下位置を気にする必要がない。これにより、作業の煩雑化を抑え、上手く配置できているかどうかをフォークリフトから離れて確認する必要がなくなる。故に、上述した準備作業の効率化を促進できる。
【0083】
なお、上述した実施の形態の記載内容に限定されず、例えば次のように実施してもよい。因みに、以下の別形態の構成を、上記実施の形態における構成に対して、個別に適用してもよく、相互に組み合わせて適用してもよい。
【0084】
(1)上記実施の形態では、「第1パレット」としての親パレット11と、「第2パレット」としての子パレット12とを併用したが、子パレット12は必須の構成ではなく、これを省略することも可能である。子パレット12を省略した場合には、塗装対象15を親パレット11のベース枠部41に直接載せる構成とすればよい。
【0085】
また、この場合、「被搭載物側電極部」及び「押圧機構」を構成する子側接続部31を塗装対象15に対して着脱可能に設け、塗装工程へと運ぶ前に、同塗装対象15に子側接続部31を取り付けるとよい。このように、塗装対象15に子側接続部31を取り付ける構成においては、スタンドと塗装対象15との当接箇所に電気的な接続機能を付与することにより、「被搭載物側電極部」としての機能を発揮させることができる。これにより、上記実施の形態に示した導電線37に相当する構成を省略し、構成の簡素化を実現することができる。
【0086】
(2)上記実施の形態では、親パレット11のベース枠部41上へ(搭載完了位置へ)子パレット12を降下させることで、両パレット11,12(詳しくは両接続部31,51)が電気的に接続される構成としたが、これに限定されるものではなく、子パレット12を水平方向へスライド移動させることにより、「パレット側電極部」としての親側接続部と「被搭載物側電極部」を構成する子側接続部とが接続される構成とすることも可能である。例えば、可動ベース部33を固定ベース部32から上方に起立する位置が初期位置となるように配置するとともに、可動ベース部33において棒状体36が固定されている側とは反対側の端部と固定ベース部32とをヒンジ部材によって連結する。そして、可動ベース部33の板面又は棒状体36に対して親側接続部51が当接することにより、可動ベース部33がヒンジ部材側の端部を基端部として回動する構成とするとよい。
【0087】
但し、このような当接状態とした場合には、当接方向と挿入方向とが同じ方向となる。このため、同方向における子パレット12の変位量が、ばねの変形代(掛かり代)よりも大きくなると、両パレット11,12間での電気的接続が解除されてしまう。一方、上記実施の形態においては、子パレット12の上記変位が発生した場合であっても、接続部31,51の位置関係から当接状態が維持できる。これにより、子パレット12の変位によって当接状態に維持する機能が無効になることを好適に回避できる。故に、望ましくは、上記実施の形態に示したように、親パレット11に対して子パレット12を上方から載せる構成においては、子パレット12の自重によって上下位置が比較的位置の安定しやすい点に着目し、両接続部31,51が上下に当接する構成とするとよい。
【0088】
(3)上記実施の形態では、子パレット12側の子側接続部31(詳しくは棒状体36)を可動式(可変式)とし、親パレット11側の親側接続部51を固定式としたが、これに限定されるものではなく、両者の関係を逆にすることも可能である。更には、子側及び親側の両電極部をともに変位可能とし、それぞれが押圧力を発揮する構成とすることも可能である。
【0089】
(4)上記実施の形態では、バネ部材35の付勢力によって両パレット11,12の電気的接続を維持する構成としたが、子側接続部31(詳しくは棒状体36)と親側接続部51とが押し付けられた状態とすることができるのであれば足り、必ずしも付勢力を必須とするものではない。例えば、可動ベース部33や棒状体36の自重によって両パレット11,12の電気的接続を維持する構成とすることも可能である。
【0090】
(5)上記実施の形態では、子側接続部31の可動ベース部33を回動式としたが、少なくとも親側接続部51に押し付けた状態を維持できるように付勢されているのであれば子側接続部31の変位態様については任意であり、例えばスライド式とすることも可能である。
【0091】
(6)上記実施の形態においては、「付勢手段」としてバネ部材35を用いて付勢力を生じさせる構成としたが、これに限定されるものではない。例えば、可動ベース部33や棒状体36が弾性変形することで付勢力が生じる構成とすれば、「付勢手段」としての機能をそれら可動ベース部33や棒状体36に付与することができる。これにより、バネ部材35を省略することが可能となるため、接続機構13の構成を簡素化できる。
【0092】
なお、上記変形例(2)に示すように、子パレット12の挿入方向における手前側から子側接続部31が親側接続部51に当接する構成とする場合には、スタンド24に導電機能を付与するとともに、スタンド24の上端部に「被搭載物側電極部」としての機能を付与し、親側接続部51に対して当接した際にはスタンド24自体を撓らせる(弾性変形させる)ことで付勢力が生じる構成とすることで、構成の簡略化を実現できる。
【0093】
(7)上記実施の形態に示したバネ鎖25に導電線37と同様の機能(アース機能)を付与することも可能である。この場合、バネ鎖25の一部を可動ベース部33,固定ベース部32、棒状体36の何れかに対して電気的に接続させるとよい。バネ鎖25の表面部分(導電性を有している部分)が露出し、当該露出している部分が塗装対象15に接触することで上記アース機能が発揮される。なお、このような変更を行う場合には、導電線37を省略してもよいし、導電線37のアース機能とバネ鎖25のアース機能とを併用してもよい。
【0094】
(8)上記実施の形態では、「パレット側電極部」としての親側接続部51を長尺状としたが、これに限定されるものではない。「被搭載物側電極部」を構成する子側接続部31に対して当接する構成であれば足り、その詳細な形状等は任意である。
【0095】
但し、子側接続部31(詳しくは棒状体36)との当接状態を維持しつつ、水平方向への同子側接続部31のスライド移動を許容できるように、親側接続部51に対して棒状体36が摺動可能となるようにある程度の大きさを有する構成とすることが好ましい。
【0096】
(9)上記実施の形態では、子パレット12の押し込み操作に伴ってバネ部材35が変形することで付勢力が生じる構成としたが、これを以下のように変更してもよい。
【0097】
すなわち、「押圧機構」としての接続機構13が、例えば可動ベース部33を付勢する付勢状態と、付勢を行わない待機状態とに切替可能なプッシャと、プッシャを付勢状態と待機状態とに切り替える切替部とを有し、子パレット12が親パレット11に搭載されることでプッシャが付勢状態に切り替わる構成とすることも可能である。
【0098】
(10)上記実施の形態では、導電線37の取付対象を最上位の塗装対象15としたが、これに限定されない。例えば、導電線37を縦積みされた塗装対象15のうち最上位のものと最下位のものとの両者を接続対象とすることも可能である。上述した、スペーサ部材16については、繰り返しの使用によって塗膜が厚くなって通電機能が低下する可能性がある。そこで、上述の如く最上位の塗装対象15と最下位の塗装対象15とをそれぞれアースする構成とすれば、仮にスペーサ部材16の不具合によって塗装対象15間での通電が途切れた場合であっても、電着塗装が上手く行われなくなるといった不都合を生じにくくすることができる。
【0099】
(11)上記実施の形態では、ホルダH,接続機構13,塗装対象15を陰極、電着槽Tに浸漬された極板Pを陽極としてカチオン電着塗装を行う場合に、電着塗装用ユニット10を適用したが、例えば、陽極と陰極とを逆とし、アニオン電着塗装を行う場合に、電着塗装用ユニット10を適用してもよい。
【0100】
(12)上記実施の形態では、建物の建材を塗装対象とした電着塗装用装置に「押圧機構」を有する子側接続部31を適用した場合について例示したが、車両等のフレーム等を塗装対象とした電着塗装用装置に子側接続部31に相当する構成を適用することも可能である。
【符号の説明】
【0101】
10…電着塗装用装置を構成する電着塗装用ユニット、11…第1パレットとしての親パレット、12…第2パレットとしての子パレット、13…接続機構、15…塗装対象、21…載置部、22…底面、24…電極支持部を構成するスタンド、25…塗装対象拘束部としてのバネ鎖、31…子側接続部、32…押圧機構を構成する固定ベース部、33…押圧機構を構成する可動ベース部、34…押圧機構を構成するピン部材、35…押圧力発生手段又は付勢手段としてのバネ部材、36…被搭載物側電極部としての棒状体、37…導電線、41…枠部、41a…載置部を構成するフレーム部材、42…載置面、43…起立部としての柱部、44…ハンガ部、51…パレット側電極部としての親側接続部、C…電着塗装液、F…フォーク部、FL…輸送手段としてのフォークリフト、H…ホルダ、S…水面、T…電着槽、P…極板。
【技術分野】
【0001】
本発明は、例えば建物に用いられる建材を電着塗装する際に使用される電着塗装用装置に関する。
【背景技術】
【0002】
住宅等の建物の建材(例えば梁や柱等の鋼材)には耐久性の向上を考慮して耐腐食用の処理が施されているものがある。近年では、電着塗装液中に建材を浸漬した状態にて電流を流すことで塗膜を得る電着塗装を行うことにより、耐腐食機能の更なる向上が図られている(例えば特許文献1参照)。
【0003】
電着塗装を行う場合には、塗装対象となる建材がパレットに搭載された状態にてコンベア等により電着槽へ運ばれ、同パレットごと電着塗装液へ浸漬される。パレットにおいてコンベアのホルダ部により保持される部分は、当該ホルダ部等に当接することでコンベアに対して電気的に接続された状態となるように構成されている。
【0004】
また、建材については重量が嵩むことから、メーカでの製造工程において前工程から後工程に各種建材を運ぶ際には、例えばフォークリフト等の輸送手段が使用されることが多い。このような輸送手段を使用する場合には、作業者は、建材をパレットに搭載した後に輸送手段から降車し、導電線等の接続部を用いて建材及びパレットを手作業により電気的に接続させる。このようにしてパレットと建材とが電気的に接続されることで、建材自体が電極として機能することとなる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−098454号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ここで、上述の如く作業者が前工程から塗装工程に建材を運んでくる度に輸送手段から降りる必要が生じると、電着塗装を行う際の準備効率が低下すると懸念される。これは建材等の生産効率の向上を妨げる要因となり得るため好ましくない。
【0007】
なお、このような課題は、建物の建材に電着塗装を施す場合に限らず、少なくともパレットを利用して電着塗装が行われると想定されるもの(例えば車両等のフレーム)、特にフォークリフト等の輸送手段による輸送が行われると想定されるものを塗装対象とする場合にも発生し得る。
【0008】
本発明は、上記事情に鑑みてなされたものであり、電着塗装を行う際の準備作業の効率を好適に向上することができる電着塗装用装置の提供を目的とするものである。
【課題を解決するための手段】
【0009】
以下、上記課題を解決するのに有効な手段等につき、必要に応じて効果等を示しつつ説明する。なお以下においては、理解の容易のため、発明の実施の形態において対応する構成を括弧書き等で適宜示すが、この括弧書き等で示した具体的構成に限定されるものではない。
【0010】
手段1.塗装対象(塗装対象15)を含む被搭載物が搭載された状態で、電着槽(電着槽T)の電着塗装液(電着塗装液C)に浸漬される第1パレット(親パレット11)と、
前記第1パレットに一体的に設けられ、陰極及び陽極のいずれかの電極とされるパレット側電極部(親側接続部51)と、
前記被搭載物に一体的に設けられ、前記塗装対象に対して電気的に接続されておりかつ前記パレット側電極部に接触することで当該パレット側電極部に対して電気的に接続される被搭載物側電極部(棒状体36)と
を備え、
前記被搭載物側電極部は、前記被搭載物を前記第1パレットに搭載した状態で前記パレット側電極部に接触する位置に設けられており、
前記被搭載物が前記第1パレットに搭載されることで前記パレット側電極部が前記被搭載物側電極部に押し付けられた押圧状態とし、前記被搭載物が前記第1パレットに搭載された状況下ではその押圧状態を維持するように構成された押圧機構(子側接続部31の押圧機構)を備えていることを特徴とする電着塗装用装置。
【0011】
手段1によれば、作業者が被搭載物を第1パレットに搭載することでパレット側電極部が被搭載物側電極部に押し付けられた状態となり、その押圧状態が維持されることとなる。このように、被搭載物を搭載することで電気的な接続がなされ、その後はその状態が維持される構成とすれば、搭載作業時に被搭載物の細かな位置調整が不要となり、電着塗装を行う際の準備作業の効率を好適に向上することが可能となる。また、例えば、フォークリフト等の輸送手段を用いて被搭載物を第1パレットに搭載する場合には、作業者は同輸送手段から降りて手作業による電気的な接続を行う必要がない。これにより、輸送〜搭載の一連の作業の効率向上が期待できる。
【0012】
押圧状態となった後はその状態が維持されるため、第1パレットに被搭載物が搭載されたまま塗装工程内で移動したり電着槽内で揺する等されたりした場合であっても、パレット側及び被搭載物側の両電極部を接触状態に保つ上で、被搭載物の位置ずれをある程度許容することができる。このようにして電気的な接続を担保することで、被搭載物の位置ずれ等に起因して電着塗装が上手く行われなくなるといった不都合を生じにくくすることができる。
【0013】
手段2.前記押圧機構は、
前記パレット側電極部及び前記被搭載物側電極部の少なくともいずれかを可動式の電極部として当該電極部を支持し、かつ前記第1パレットへの前記被搭載物の搭載に伴って前記パレット側電極部に前記被搭載物側電極部が接触した際に、その接触前の初期状態から前記可動式の電極部を変位可能とする電極支持部(ベース部32,33等)と、
前記可動式の電極部が前記初期状態から変位することにより、前記パレット側電極部に前記被搭載物側電極部が接触した状態のままとなるように押圧力を発生させる押圧力発生手段(バネ部材35)と
有していることを特徴とする手段1に記載の電着塗装用装置。
【0014】
手段2によれば、パレット側電極部及び被搭載物側電極部のうち少なくとも一方は可動式の電極部となっている。そして、この可動式の電極部は電極支持部によって両電極部が接触した際に、その接触前の初期状態(押圧の荷重がかかってない状態)から変位可能に支持され、同可動式の電極部が電極支持部に対して変位することで押圧力が発生する構成となっている。つまり、少なくとも可動式の電極部の変位が許容された範囲内では、押圧力により両電極部の接触が維持される。これにより、手段1に示したように両電極部の接続を容易化しつつ、その接続状態を好適に担保することが可能となる。
【0015】
手段3.前記電極支持部は前記可動式の電極部を回動可能に支持し、当該可動式の電極部が回動することで前記初期状態からの変位を可能とするものであり、
前記押圧力発生手段は、前記可動式の電極部を前記初期状態側に付勢する付勢手段であることを特徴とする手段2に記載の電着塗装用装置。
【0016】
手段3によれば、可動式(回動式)の電極部が付勢手段によって付勢されており、この付勢力に抗して変位することで、被搭載物側電極部がパレット側電極部に対して押し付けられた状態となる。被搭載物を第1パレットに搭載する際には、電極部同士が接触することで電極部同士の接触部位に生じる荷重が大きくなると想定される。仮に、このような荷重によって電極部が変形/破損等した場合には、電気的な接続機能が低下し得る。この点、上記手段2に示したように可動式の電極部を採用し、更には本手段に示す付勢手段を採用すれば、電極部同士の接触によって生じる荷重を緩和することができ、上記電気的な接続機能の低下を抑制できる。
【0017】
また、可動式の電極部については、被搭載物の搭載位置に応じてその回転角度が変化することとなる。このため、作業者は可動式の電極部の回転位置(回転角度)を目視にて確認することで、接触が維持された状態となっているか否かを把握でき、更にはその回転角度を指標として被搭載物の搭載位置を調整することが可能となる。
【0018】
手段4.前記第1パレットが前記電着塗装液に浸漬されている状況下にて、同第1パレットに対して特定の振動方向の振動が付与される構成となっており、
前記パレット側電極部及び前記被搭載物側電極部は、前記被搭載物が前記パレットに搭載されている場合には、前記振動方向と直交する方向にて接触していることを特徴とする手段1乃至手段3のいずれか1つに記載の電着塗装用装置。
【0019】
電着塗装を行う場合には、例えば被搭載物に対して振動を加えることで、塗装対象の表面に付着した気泡を除去するといった処置が行われることが多い。そこで、本手段に示すように両電極が振動方向と直交する方向にて接触する構成とすれば、被搭載物に上記振動に起因した振動方向への位置ずれが生じた場合であっても、押圧力が弱くなること(維持機能が低下すること)を抑制することができる。故に、接続機能を安定して発揮させることが可能となる。
【0020】
なお、被搭載物(塗装対象)が重量物でありその自重によって上下位置が定まりやすい場合には、振動方向を水平方向、両電極部の接触方向を鉛直方向とするとよい。これにより、上記接続機能の安定化を好適に実現することができる。
【0021】
手段5.前記第1パレットは、
前記被搭載物が載置される載置部(ベース枠部41のフレーム部材41a)と、
前記載置部から上方に起立して設けられた起立部(柱部43)と
を有し、
前記起立部は、前記載置部において前記被搭載物の搭載方向の入口側端部に設けられ、
その起立部には、前記搭載方向に直交しかつ水平方向に延びる向きで前記パレット側電極部が設けられており、
前記被搭載物側電極部は、前記被搭載物が前記入口側端部を通じて前記載置部に載置される際に、前記パレット側電極部に対して上方から接触する構成となっていることを特徴とする手段1乃至手段4のいずれか1つに記載の電着塗装用装置。
【0022】
例えば被搭載物を水平方向へ移動させることで両電極部が接触する構成を想定した場合には、上述した電気的な接続を実現することはできるものの、被搭載物(特に塗装対象)と載置部及びパレット側電極部とがぶつからないようにして上下位置を合わせつつ、パレット側電極部と被搭載物側電極部とが被搭載物の降下時を含めて上手く接触するように上下位置を合わせる必要が生じる。これは、被搭載物の搭載作業がやりにくくなる要因になる。
【0023】
これに対して、本手段では、被搭載物を挿入する際には入口の縁部と被搭載物とがぶつからないようにして上下位置の合わせを行えば足り、両電極部の上下位置を気にする必要がない。これにより、作業の煩雑化を抑え、上手く配置できているかどうかを例えばフォークリフト等の輸送手段から離れて確認する必要がなくなる。故に、手段1等に示した準備作業の効率化に貢献することができる。
【0024】
手段6.前記起立部は前記側端部において搭載入口を挟んだ両側に設けられおり、
前記パレット側電極部は前記両起立部の並設方向と同じ方向に延びる長尺状部材によって構成され、それら両起立部に固定されており、
前記パレット側電極部及び前記被搭載物側電極部が互いに接触する各接触部分は、前記被搭載物側電極部が当該パレット側電極部に対して当該パレット側電極部の長手方向へ摺動可能となるように形成されていることを特徴とする手段5に記載の電着塗装用装置。
【0025】
手段6によれば、被搭載物側電極部がパレット側電極部に対して上記長手方向へ摺動可能となっている。このため、手段4における第1パレットの振動として水平方向への振動を付加し気泡の除去操作を行った場合であっても、接触状態を維持しやすくなる。故に、作業性の向上を図りつつ電着機能を安定して発揮させることが可能となる。
【0026】
また、本手段によれば、長尺状のパレット側電極部が搭載入口を挟んだ両側に設けられた起立部に固定されている。このようにして、パレット側電極部の固定強度を向上することにより、上記摺動によって接触位置が多様に変化した場合であっても、それに起因して接触状態が不安定になることが抑制されている。
【0027】
手段7.前記被搭載物として、前記塗装対象と当該塗装対象を複数搭載した状態で前記第1パレットに搭載される第2パレット(子パレット12)とを有し、
前記被搭載物側電極部は、前記第2パレットに一体的に設けられていることを特徴とする手段1乃至手段6のいずれか1つに記載の電着塗装用装置。
【0028】
手段7に示すように、第2パレットを採用すれば複数の塗装対象をまとめて輸送できるため、工程間での塗装対象の受け渡しを効率的に行うことができる。つまり、上記第1パレットについては塗装工程専用、第2パレットについては工程間で共用とすることにより、製造の効率化に貢献できる。しかしながら、このように複数のパレットを組み合せて用いる場合には、パレット同士を組み合せた後にパレット間での電気的な接続を行うための作業が必要となることで、作業効率が低下し得る。そこで、本手段に示す構成に対して手段1等に示した技術的思想を適用すれば、作業効率の低下を抑え、上記製造効率の向上効果を好適に発揮させることができる。
【0029】
また、被搭載物として、塗装対象と第2パレットとを有している構成においては、被搭載物側電極部の取り付け対象を第2パレットとすることで、以下の効果が期待できる。すなわち、電極の存在自体は必須でも、塗装対象に対して押圧機構等を有する自動接続のための構成を取り付けなくていいため、電極と塗装対象との接触面積を小さくすることができる。これにより、塗装対象を電着塗装液中に沈めた場合に、塗装対象の表面において電着塗装液に触れない部分(塗装が付着しない部分)が大きくなることを抑制できる。
【0030】
なお、本手段に示す技術的思想を具現化する場合、例えば以下の構成を採用するとよい。すなわち「前記第2パレットは、前記第1パレットの載置部(ベース枠部41)の上面(載置面42)に対して当該第2パレットの底部(底面22)が載ることにより、前記被搭載物が前記第1パレットに搭載されるように構成されており、前記被搭載物側電極部は、前記パレット側電極部に上方から接触するように構成されており、前記底部と前記被搭載物側電極部との高低差は、前記載置部の上面と前記パレット側電極部との高低差よりも小さくなるように設定されおり、前記パレット側電極部及び前記被搭載物側電極部は、前記被搭載物が搭載完了位置へ移動する過程で前記接触状態となり、前記押圧機構は、前記パレット側電極部と前記被搭載物側電極部とが前記接触状態となっている状況下での前記搭載完了位置へ向けた前記被搭載物の移動に基づいて前記押圧力を発生させるものであることを特徴とする」構成を採用するとよい。
【0031】
手段8.前記第2パレットにおいて前記塗装対象を拘束する塗装対象拘束部(バネ鎖25)を備え、
当該塗装対象拘束部は、導電性を有し、前記被搭載物側電極部に対して電気的に接続されていることを特徴とする手段7に記載の電着塗装用装置。
【0032】
手段8によれば、塗装対象を拘束することで塗装対象をパレットごと輸送する際や、塗装中に荷崩れが生じることを抑制できる。
【0033】
また、塗装対象拘束部が被搭載物側電極部に対して電気的に接続されている。このため、塗装対象拘束部に被搭載物と被搭載物側電極部とを通電させる機能を発揮させることができ、接触不良等に起因して電着塗装が上手く行われなくなるといった不都合を生じにくくすることができる。
【図面の簡単な説明】
【0034】
【図1】(a)電着塗装用装置の概要を示す斜視図、電着塗装用装置の断面図。
【図2】子パレットを示す斜視図。
【図3】親パレットを示す斜視図。
【図4】接続機構を示す斜視図。
【図5】電着塗装用の準備作業を説明するための概略図。
【発明を実施するための形態】
【0035】
以下、図1〜図3に基づいて電着塗装用ユニットの一実施の形態について説明する。本実施の形態では、電着塗装用ユニットが複数のパレットを組み合わせてなる運搬用の荷台として具体化されており、建物の梁や柱等からなる建物構造体や外壁の下地フレームといった塗装対象にカチオン電着塗装を施すことを想定している。図1(a)は電着塗装用ユニットの概要を示す斜視図、図1(b)は電着塗装用ユニットを示す断面図、図2は子パレット12を示す斜視図、図3は親パレット11を示す斜視図である。なお、図1(a)においては通電経路を1点鎖線によって簡略化して示しており、図2においては子パレット12に塗装対象15が載置された状態を示している。
【0036】
先ず、図1(a)を参照して電着塗装用ユニット10の概要について説明する。電着塗装用ユニット10は、上記複数のパレットとして、塗装設備に設けられたコンベアにより電着槽Tへ運ばれる親パレット11と塗装対象15を載置可能に形成されそれら塗装対象15が載置された状態で親パレット11に組み合わされる子パレット12とを有している。
【0037】
図2に示すように、子パレット12は、塗装対象15が載置される長板状の載置部21を有している。載置部21に塗装対象15を重ね置く(縦積みする)ことで、複数の塗装対象15をまとめて電着槽に浸漬させることができる。なお、子パレット12は鋼材を用いて形成されており、複数の塗装対象15を支えるのに十分な強度が確保されている。
【0038】
ここで、図1(b)を参照して、塗装対象15の配置にかかる構成について説明する。載置部21とその直上に位置する塗装対象15との間、また塗装対象15同士の間には、導電性を有する複数のスペーサ部材16が配置されている。
【0039】
スペーサ部材16は、断面が略く字状をなす長尺状の鋼材であり、その折曲部分が上方に凸となるようにして配置されている。これにより、スペーサ部材16の下側に位置する塗装対象15や載置部21にはスペーサ部材16の長辺部(エッジ部)が接触し、上側に位置する塗装対象15には折曲部分が接触している。このようにスペーサ部材16と塗装対象15との接触範囲を小さく抑えることで、電着塗装液Cと塗装対象としての塗装対象15とが触れなくなる部分(非塗装領域)が大きくなることを回避している。
【0040】
また、載置部21にはバネ鎖25が取り付けられており、このバネ鎖25によって塗装対象15がまとめて拘束されている。電着塗装用ユニット10が電着槽Tの電着塗装液Cに浸漬された状態においては、載置部21からの塗装対象15の浮き上がりがバネ鎖25によって規制されることとなる。
【0041】
載置部21の端面(詳しくは短辺部側の端面)にはフォークリフトのフォーク部を挿通可能なフォーク用挿通孔23が形成されている。フォークリフトによって、塗装対象15が子パレット12ごと持ち上げられ、親パレット11における所定位置へ配置される。
【0042】
図3に示すように、親パレット11は、長尺状をなす長短のフレーム部材41a,41bが組み合わされることで略矩形状に形成されたベース枠部41を有している。ベース枠部41において相対向している短フレーム部材41aの間隔寸法は、挿通孔23が延びている方向と同じ方向における載置部21の幅寸法よりも小さく設定されており、所定位置に配置された子パレット12は、ベース枠部41の両短フレーム部材41aに当接してそれら各短フレーム部材41aよって下側から支えられた状態となる。つまり、短フレーム部材41aの上面は、子パレット12を支持する支持面として機能している。
【0043】
なお、親パレット11のベース枠部41についても、フォークリフトのフォーク部Fを挿入可能な窪みが形成されており(図3参照)、フォークリフトによって電着塗装用ユニット10全体を運ぶことが可能となっている。
【0044】
ベース枠部41の4隅、すなわち長短のフレーム部材41a,41bが連結されている部分には、ベース枠部41から上方へと起立する柱部43が固定されている。なお、ベース枠部41及び柱部43によって囲まれた空間を塗装対象15を収容する収容空間となっている。
【0045】
柱部43の上端部分には、コンベアのホルダH(図1(b)参照)による把持対象としてのハンガ部44が設けられている。ハンガ部44は導電性を有する鋼材からなり、柱部43と一体化されている。ハンガ部44がホルダHによって把持されたまま持ち上げられることで、電着塗装用ユニット10全体が浮き上がることとなる。
【0046】
図1(b)に示すように、電着塗装用ユニット10は、ホルダHによってハンガ部44が把持された状態で電着槽Tへ運ばれ、その把持状態を維持したまま電着塗装液C内に浸漬されることとなる。電着塗装用ユニット10が浸漬された状態であっても、ホルダHによる把持状態が維持され、浸漬後に例えば予め設定された塗装期間が経過した後、電着塗装用ユニット10が電着槽T(電着塗装液C)から引き上げられることとなる。
【0047】
本実施の形態においては、親パレット11と子パレット12とを併用するにあたりそれら両パレット11,12を電気的に接続するための接続機構13を有していることを特徴の1つとしている。そこで以下、図1及び図4を参照して接続機構13について説明する。図4は、接続機構13を示す斜視図である。
【0048】
図1(a)に示すように、子パレット12は、載置部21から上方に起立するスタンド24が設けられている。スタンド24は、載置部21の端面に設けられた差込部(図示略)に対して差し込まれた状態で固定されている。スタンド24の高さ寸法は親パレット11の柱部43の高さ寸法とほぼ同じになるように設定されており、スタンド24の上端部には子側接続部31が取り付けられている。これにより、子側接続部31は、両パレット11,12が組み合わされた状態にて、親パレット11のハンガ部44と同じ高さに位置する構成となっている。
【0049】
より詳しくは、スタンド24は、子パレット12の両短辺部のうち親パレット11(収容空間)への挿入方向における手前側の一方に配されている。子パレット12は、親パレット11に対して組み合わされた状態にて、その短辺部が親パレット11の収容空間から突出する構成となっているため、当該短辺部に設けられたスタンド24についても同収容空間外に位置している。なお、図1(a)では、親パレット11に対する子パレット12の挿入方向が同図1(a)の左下側から右上側となっており、図1(b)では、親パレット11に対する子パレット12の挿入方向が左側から右側となっている。
【0050】
子側接続部31は、スタンド24の上端部に設けられた平板状の固定ベース部32を有している。固定ベース部32はその板面が上方を向くようにして固定されており、固定ベース部32の上方には、固定ベース部32と対をなす可動ベース部33が設けられている。これら両ベース部32,33については導電性を有する材料(鉄材)によって形成されている。
【0051】
可動ベース部33は、固定ベース部32と同様に平板状をなしており、固定ベース部32に上方から重なるようにして配置されている。両ベース部32,33において上記挿入方向における手前側となる部分には、上下に貫通する一連の貫通孔が形成されており、この貫通孔に対して円柱状のピン部材34が挿通されている。ピン部材34の頭部34aと可動ベース部33との間には所定の隙間が確保されており、ピン部材34の軸線方向(上下方向)への可動ベース部33の移動が許容されている。なお、可動ベース部33については固定ベース部32と面当たりしている位置が初期位置となっている。
【0052】
また、貫通孔及びピン部材34は挿入方向と直交する方向に並べて複数設けられており、更には貫通孔の内径寸法がピン部材34の外径寸法よりも大きく設定されている。これにより、可動ベース部33は、挿入方向における手前側の端部を基端部とした回動が許容されている。
【0053】
頭部34aと可動ベース部33との間には、可動ベース部33を初期位置に向けて付勢する付勢手段としてのバネ部材35が配設されている。可動ベース部33が初期位置から移動した後は、上記バネ部材35の付勢力によって初期位置へと復帰することとなる。なお、以上詳述した各ベース部32,33、ピン部材34、バネ部材35によって「被搭載物側電極部」としての棒状体36を「パレット側電極部」としての親側接続部51に押し付けるとともに、その押圧状態を維持する「押圧機構」が構成されている。
【0054】
可動ベース部33における回動先端部にはピン部材34側とは反対側(挿入方向における先側)に延びる複数の棒状体36が取り付けられている。これに対して、親パレット11にはハンガ部44同士を繋ぐようにして水平方向に延びる長尺状の親側接続部51が設けられている。
【0055】
子側接続部31及び親側接続部51は、図1(b)に示すように、ベース枠部41の載置面42から親側接続部51までの距離寸法L1が、子側接続部31の棒状体36と載置部21の底面22との距離寸法L2よりも小さくなるように設定されており、両パレット11,12が組み合わされた状態では、棒状体36が親側接続部51に対して上方から当接する構成となっている。
【0056】
棒状体36及び親側接続部51は、ベース部32,33と同様に導電性を有する材料(鉄材)によって形成されており、この親側接続部51に対して棒状体36が当接することにより、親パレット11と子パレット12とが電気的に接続された状態となるように構成されている。
【0057】
可動ベース部33には、可動ベース部33と塗装対象としての塗装対象15とを電気的に接続するための導電線37が取り付けられている。より詳しくは導電線37の一方の端部は可動ベース部33に固定されており、他方の端部には塗装対象15への取付部としてボルト38が設けられている。このボルト38を塗装対象15に対して螺着することで、同塗装対象15と子側接続部31(子パレット12)とが電気的に接続された状態となる。
【0058】
なお、取付部についてはボルト38に限定されるものではなく、導電線37を塗装対象15に対して着脱可能であれば足り、例えばフックやクランプ等の任意の構成を採用してよい。
【0059】
ここで、図1(b)を参照して、電着塗装用ユニット10及びそれに関連する構成の電気的な接続態様について説明する。
【0060】
既に説明したように、本実施の形態においては電着塗装用ユニット10がコンベアによって輸送される。コンベアのホルダHはアースされており、ホルダH→ハンガ部44→親側接続部51→子側接続部31(棒状体36→可動ベース部33→導電線37)を通じて、最上位に位置する塗装対象15がアースされる。また、塗装対象15同士は、スペーサ部材16を挟んで重なっており、それらスペーサ部材16を通じて全ての塗装対象15がアースされる。これにより、塗装対象15が陰極(−)となっている。電着槽T内の隔膜室内に設置した極板Pを陽極(+)として、この間に直流電流を流すことで塗装対象15の表面に塗膜が析出する。
【0061】
次に、図5を参照して、コンベアによって電着塗装用ユニット10が電着槽Tに運ばれる前の準備作業について説明する。図5は作業の流れを示す概略図であり、電着塗装工程に移る前には、図5(a)→図5(b)→図5(c)→図5(d)の順に準備作業が行われる。なお、図5においては説明の便宜上、電着塗装用ユニット10を左右に圧縮した状態で表示している。
【0062】
塗装対象15は、当該塗装対象15の各パーツを組み立てるための溶接等の各種工程を経た後、塗装工程へ輸送される。この際、上記子パレット12については、それら工程間の移動時の輸送手段として利用される。
【0063】
塗装工程の前工程(例えば溶接工程)にて作業が完了した後は、図5(a)に示すように、塗装工程へ塗装対象15を運ぶ前に導電線37によって塗装対象15と可動ベース部33とを電気的に接続させる。具体的には、スペーサ部材16を用いて塗装対象15を縦積みし、最上位に位置する塗装対象15に子側接続部31の可動ベース部33から延びる導電線37(詳しくはボルト38)を取り付ける。
【0064】
その後、フォークリフトFLによって塗装対象15を載せた状態のまま子パレット12を持ち上げ、前工程の製造ラインから塗装工程の製造ラインへと移動させる。親パレット11については、塗装工程専用となっているため、塗装工程に隣接する待機場所に配置されており、この親パレット11に子パレット12を配置する。
【0065】
具体的には、子パレット12を持ち上げて、図5(b)→図5(c)に示すように、その高さ位置を維持したまま、所定の搭載位置へと子パレット12を移動させる。この際、親パレット11のベース枠部41,柱部43,親側接続部51によって形成された挿入口を子パレット12が通過するようにして、子パレット12を移動させることで、子パレット12が、所定の搭載位置に到達した状態では、子側接続部31の棒状体36が親側接続部51の上方に位置することとなる。
【0066】
ここで、図5(c)→図5(d)に示すように、フォークリフトFLのフォーク部Fを降下させると、子パレット12の載置部21(詳しくはその底面22)が親パレット11のベース枠部41(詳しくは載置面42)に当接する前に、棒状体36が親側接続部51に当接する。そして、子パレット12がフォーク部Fに追従して更に降下すると、可動ベース部33がピン部材34側の端部を基端部として回動しする。これにより、バネ部材35が圧縮され、棒状体36が親側接続部51に対して上方から押し付けられた状態となる。かかる状態は少なくとも子パレット12が搭載完了位置に配されている状況下ではバネ部材35の付勢力によって維持される。
【0067】
親側接続部51と子側接続部31とが接続されることで、図1(b)に示した通電経路が確保され、コンベアのホルダHによって親パレット11のハンガ部44が把持されている間は塗装対象15がアースされた状態に維持される。
【0068】
塗装工程においては、電着塗装用ユニット10を電着塗装液Cに浸漬した後、塗装が開始されるまでの間すなわち極板Pに電流を流す前の段階で、電着塗装用ユニット10に水平方向への振動が付加される。具体的には、コンベアのホルダHには、振動装置が接続されており、この振動装置が動作することで、ホルダHに対してし水平方向への振動が付加され、当該振動はホルダH→親パレット(ハンガ部44→柱部43→ベース枠部41)→子パレット(載置部21)を通じて塗装対象15に伝達される。このようにして、塗装対象15に振動を付加することにより、塗装対象15の表面に付着した気泡が塗装対象15から離れ、塗装対象15の表面に電着塗装液Cが接触しない箇所が生じることが抑制される。
【0069】
以上詳述した本実施の形態によれば、以下の優れた効果が期待できる。
【0070】
子パレット12を親パレット11に搭載することで、両パレット11,12の電気的な接続が完了する。つまり、塗装対象15を搭載完了位置に配することで、上述した準備作業が完了するため、作業者は塗装対象15を塗装工程へと運んでくるたびにフォークリフトから降りて子パレット12(詳しくは塗装対象15)と親パレット11とを電気的に接続するための接続作業を別途行う必要がなくなる。これにより、電着塗装を行う際の準備作業の効率を好適に向上することが可能となる。
【0071】
親パレット11では、親側接続部51が子パレット12の挿入方向(搭載方向)の入口側端部に設けられており、子側接続部31は子パレット12においてフォークリフト(作業者)側となる位置に配置されている。このため、フォークリフト等を使って子パレット12(被搭載物)を親パレット11に搭載する際には、フォークリフトの作業者は、電着塗装用ユニット10の手前側位置で電極部の接続状態を目視確認できる。これにより、作業者は子側接続部31と親側接続部51との位置関係を把握しやすくなっている。
【0072】
可動ベース部33が初期位置から変位していることが確認できれば、棒状体36と親側接続部51との当接箇所に直接触れる等しなくても、付勢力が作用しているか否かを把握することができる。故に、搭載完了後にフォークリフトから降りて付勢力が作用しているか否かを確認するといった別途作業が不要となり、準備作業の簡略化に貢献できる。
【0073】
また、付勢力が機能していない状態(単に当接しているだけの状態)となっていることが見落とされ、塗装中に接続状態が解除される等して電着塗装が上手く行われなくなることを抑制できる。
【0074】
また、接続機能が付与された可動ベース部33及び棒状体36については、固定ベース部32に対して回動可能な状態で取り付けられている。かかる構成によれば、それら可動ベース部33や棒状体36自体に大きな負荷が生じることを抑制することができる。これにより、接続機能が付与された部分が変形するといった不都合を生じにくくし、当接機能すなわち電気的な接続機能が低下することを抑制できる。
【0075】
フォークリフトを用いて子パレット12を塗装工程へ運ぶ際には、同子パレット12を持ち上げた状態で移動させる。そして、子パレット12を親パレット11内に挿入し、ベース枠部41上に載せることで、子パレット12の搭載が完了する。そこで、上記実施の形態に示すように、子側接続部31(詳しくは棒状体36)が親側接続部51に上方から当接する構成とすれば、子パレット12を降ろすことで塗装対象15と親パレット11とを電気的に接続させることが可能となる。
【0076】
電着塗装を行う場合には、例えば電着塗装用ユニット10に水平方向での振動を加えることで、塗装対象15の表面に付着した気泡を除去するといった処置が行われることがある。ここで、塗装対象15が重量物でありその自重によって上下位置が定まりやすい点を考慮して、子側接続部31が親側接続部51に上方から当接する構成とすれば、水平方向への位置ずれ等に起因して付勢力が小さくなること(維持機能が低下すること)を抑制することができる。故に、接続機能を安定して発揮させることが可能となる。
【0077】
親側接続部51が親パレット11への子パレット12の挿入方向と交差する方向に延びているため、子パレット12の挿入方向や挿入位置がずれた場合であっても、両接続部31,51の接続機能が担保される。これにより、両接続部31,51の精密な位置合わせを行いながら挿入作業を行う必要がなくなり、作業性の向上に貢献することができる。
【0078】
本実施に形態においては、上述の如く子パレット12を採用している。これにより、複数の塗装対象15をまとめて輸送できるため、工程間での塗装対象15の受け渡しを効率的に行うことができる。つまり、親パレット11については塗装工程専用、子パレット12については工程間で共用とすることにより、製造の効率化に貢献できる。
【0079】
しかしながら、このように複数のパレット11,12を組み合せて用いる場合には、パレット11,12同士を組み合せた後にパレット間での電気的な接続を行うための作業が必要となることで、作業効率が低下し得る。この点、本実施の形態においては、上記接続機構13を採用することで、作業効率の低下を抑え、上記製造効率の向上効果を好適に発揮させることを可能としている。
【0080】
また、スタンド24を子パレット12に取り付けているため、スタンド24を塗装対象15に対して直接取り付ける構成と比較して、塗装対象15と電着塗装液とが触れなくなる部分を減縮することができ、より広い範囲に電着塗装を付与することが可能となっている。
【0081】
例えば子パレット12を水平方向へ移動させることで両接続部が接続される(当接する)構成を想定した場合には、上述した電気的な接続を実現することはできるものの、塗装対象15とベース枠部41及び親側接続部51とがぶつからないようにして上下位置を合わせつつ、子側接続部と親側接続部とが子パレット12の降下時を含めて上手く当接するように上下位置を合わせる必要が生じる。これは、子パレット12の搭載作業がやりにくくなる要因になる。
【0082】
この点、本実施の形態においては、子パレット12を親パレット11に挿入する際には子パレット12及び塗装対象15とベース枠部41及び親側接続部51とがぶつからないようにして上下位置の合わせを行えば足り、接続部31,51同士の上下位置を気にする必要がない。これにより、作業の煩雑化を抑え、上手く配置できているかどうかをフォークリフトから離れて確認する必要がなくなる。故に、上述した準備作業の効率化を促進できる。
【0083】
なお、上述した実施の形態の記載内容に限定されず、例えば次のように実施してもよい。因みに、以下の別形態の構成を、上記実施の形態における構成に対して、個別に適用してもよく、相互に組み合わせて適用してもよい。
【0084】
(1)上記実施の形態では、「第1パレット」としての親パレット11と、「第2パレット」としての子パレット12とを併用したが、子パレット12は必須の構成ではなく、これを省略することも可能である。子パレット12を省略した場合には、塗装対象15を親パレット11のベース枠部41に直接載せる構成とすればよい。
【0085】
また、この場合、「被搭載物側電極部」及び「押圧機構」を構成する子側接続部31を塗装対象15に対して着脱可能に設け、塗装工程へと運ぶ前に、同塗装対象15に子側接続部31を取り付けるとよい。このように、塗装対象15に子側接続部31を取り付ける構成においては、スタンドと塗装対象15との当接箇所に電気的な接続機能を付与することにより、「被搭載物側電極部」としての機能を発揮させることができる。これにより、上記実施の形態に示した導電線37に相当する構成を省略し、構成の簡素化を実現することができる。
【0086】
(2)上記実施の形態では、親パレット11のベース枠部41上へ(搭載完了位置へ)子パレット12を降下させることで、両パレット11,12(詳しくは両接続部31,51)が電気的に接続される構成としたが、これに限定されるものではなく、子パレット12を水平方向へスライド移動させることにより、「パレット側電極部」としての親側接続部と「被搭載物側電極部」を構成する子側接続部とが接続される構成とすることも可能である。例えば、可動ベース部33を固定ベース部32から上方に起立する位置が初期位置となるように配置するとともに、可動ベース部33において棒状体36が固定されている側とは反対側の端部と固定ベース部32とをヒンジ部材によって連結する。そして、可動ベース部33の板面又は棒状体36に対して親側接続部51が当接することにより、可動ベース部33がヒンジ部材側の端部を基端部として回動する構成とするとよい。
【0087】
但し、このような当接状態とした場合には、当接方向と挿入方向とが同じ方向となる。このため、同方向における子パレット12の変位量が、ばねの変形代(掛かり代)よりも大きくなると、両パレット11,12間での電気的接続が解除されてしまう。一方、上記実施の形態においては、子パレット12の上記変位が発生した場合であっても、接続部31,51の位置関係から当接状態が維持できる。これにより、子パレット12の変位によって当接状態に維持する機能が無効になることを好適に回避できる。故に、望ましくは、上記実施の形態に示したように、親パレット11に対して子パレット12を上方から載せる構成においては、子パレット12の自重によって上下位置が比較的位置の安定しやすい点に着目し、両接続部31,51が上下に当接する構成とするとよい。
【0088】
(3)上記実施の形態では、子パレット12側の子側接続部31(詳しくは棒状体36)を可動式(可変式)とし、親パレット11側の親側接続部51を固定式としたが、これに限定されるものではなく、両者の関係を逆にすることも可能である。更には、子側及び親側の両電極部をともに変位可能とし、それぞれが押圧力を発揮する構成とすることも可能である。
【0089】
(4)上記実施の形態では、バネ部材35の付勢力によって両パレット11,12の電気的接続を維持する構成としたが、子側接続部31(詳しくは棒状体36)と親側接続部51とが押し付けられた状態とすることができるのであれば足り、必ずしも付勢力を必須とするものではない。例えば、可動ベース部33や棒状体36の自重によって両パレット11,12の電気的接続を維持する構成とすることも可能である。
【0090】
(5)上記実施の形態では、子側接続部31の可動ベース部33を回動式としたが、少なくとも親側接続部51に押し付けた状態を維持できるように付勢されているのであれば子側接続部31の変位態様については任意であり、例えばスライド式とすることも可能である。
【0091】
(6)上記実施の形態においては、「付勢手段」としてバネ部材35を用いて付勢力を生じさせる構成としたが、これに限定されるものではない。例えば、可動ベース部33や棒状体36が弾性変形することで付勢力が生じる構成とすれば、「付勢手段」としての機能をそれら可動ベース部33や棒状体36に付与することができる。これにより、バネ部材35を省略することが可能となるため、接続機構13の構成を簡素化できる。
【0092】
なお、上記変形例(2)に示すように、子パレット12の挿入方向における手前側から子側接続部31が親側接続部51に当接する構成とする場合には、スタンド24に導電機能を付与するとともに、スタンド24の上端部に「被搭載物側電極部」としての機能を付与し、親側接続部51に対して当接した際にはスタンド24自体を撓らせる(弾性変形させる)ことで付勢力が生じる構成とすることで、構成の簡略化を実現できる。
【0093】
(7)上記実施の形態に示したバネ鎖25に導電線37と同様の機能(アース機能)を付与することも可能である。この場合、バネ鎖25の一部を可動ベース部33,固定ベース部32、棒状体36の何れかに対して電気的に接続させるとよい。バネ鎖25の表面部分(導電性を有している部分)が露出し、当該露出している部分が塗装対象15に接触することで上記アース機能が発揮される。なお、このような変更を行う場合には、導電線37を省略してもよいし、導電線37のアース機能とバネ鎖25のアース機能とを併用してもよい。
【0094】
(8)上記実施の形態では、「パレット側電極部」としての親側接続部51を長尺状としたが、これに限定されるものではない。「被搭載物側電極部」を構成する子側接続部31に対して当接する構成であれば足り、その詳細な形状等は任意である。
【0095】
但し、子側接続部31(詳しくは棒状体36)との当接状態を維持しつつ、水平方向への同子側接続部31のスライド移動を許容できるように、親側接続部51に対して棒状体36が摺動可能となるようにある程度の大きさを有する構成とすることが好ましい。
【0096】
(9)上記実施の形態では、子パレット12の押し込み操作に伴ってバネ部材35が変形することで付勢力が生じる構成としたが、これを以下のように変更してもよい。
【0097】
すなわち、「押圧機構」としての接続機構13が、例えば可動ベース部33を付勢する付勢状態と、付勢を行わない待機状態とに切替可能なプッシャと、プッシャを付勢状態と待機状態とに切り替える切替部とを有し、子パレット12が親パレット11に搭載されることでプッシャが付勢状態に切り替わる構成とすることも可能である。
【0098】
(10)上記実施の形態では、導電線37の取付対象を最上位の塗装対象15としたが、これに限定されない。例えば、導電線37を縦積みされた塗装対象15のうち最上位のものと最下位のものとの両者を接続対象とすることも可能である。上述した、スペーサ部材16については、繰り返しの使用によって塗膜が厚くなって通電機能が低下する可能性がある。そこで、上述の如く最上位の塗装対象15と最下位の塗装対象15とをそれぞれアースする構成とすれば、仮にスペーサ部材16の不具合によって塗装対象15間での通電が途切れた場合であっても、電着塗装が上手く行われなくなるといった不都合を生じにくくすることができる。
【0099】
(11)上記実施の形態では、ホルダH,接続機構13,塗装対象15を陰極、電着槽Tに浸漬された極板Pを陽極としてカチオン電着塗装を行う場合に、電着塗装用ユニット10を適用したが、例えば、陽極と陰極とを逆とし、アニオン電着塗装を行う場合に、電着塗装用ユニット10を適用してもよい。
【0100】
(12)上記実施の形態では、建物の建材を塗装対象とした電着塗装用装置に「押圧機構」を有する子側接続部31を適用した場合について例示したが、車両等のフレーム等を塗装対象とした電着塗装用装置に子側接続部31に相当する構成を適用することも可能である。
【符号の説明】
【0101】
10…電着塗装用装置を構成する電着塗装用ユニット、11…第1パレットとしての親パレット、12…第2パレットとしての子パレット、13…接続機構、15…塗装対象、21…載置部、22…底面、24…電極支持部を構成するスタンド、25…塗装対象拘束部としてのバネ鎖、31…子側接続部、32…押圧機構を構成する固定ベース部、33…押圧機構を構成する可動ベース部、34…押圧機構を構成するピン部材、35…押圧力発生手段又は付勢手段としてのバネ部材、36…被搭載物側電極部としての棒状体、37…導電線、41…枠部、41a…載置部を構成するフレーム部材、42…載置面、43…起立部としての柱部、44…ハンガ部、51…パレット側電極部としての親側接続部、C…電着塗装液、F…フォーク部、FL…輸送手段としてのフォークリフト、H…ホルダ、S…水面、T…電着槽、P…極板。
【特許請求の範囲】
【請求項1】
塗装対象を含む被搭載物が搭載された状態で、電着槽の電着塗装液に浸漬される第1パレットと、
前記第1パレットに一体的に設けられ、陰極及び陽極のいずれかの電極とされるパレット側電極部と、
前記被搭載物に一体的に設けられ、前記被搭載物に対して電気的に接続されておりかつ前記パレット側電極部に接触することで当該パレット側電極部に対して電気的に接続される被搭載物側電極部と
を備え、
前記被搭載物側電極部は、前記被搭載物を前記第1パレットに搭載した状態で前記パレット側電極部に接触する位置に設けられており、
前記被搭載物が前記第1パレットに搭載されることで前記パレット側電極部が前記被搭載物側電極部に押し付けられた押圧状態とし、前記被搭載物が前記第1パレットに搭載された状況下ではその押圧状態を維持するように構成された押圧機構を備えていることを特徴とする電着塗装用装置。
【請求項2】
前記押圧機構は、
前記パレット側電極部及び前記被搭載物側電極部の少なくともいずれかを可動式の電極部として当該電極部を支持し、かつ前記第1パレットへの前記被搭載物の搭載に伴って前記パレット側電極部に前記被搭載物側電極部が接触した際に、その接触前の初期状態から前記可動式の電極部を変位可能とする電極支持部と、
前記可動式の電極部が前記初期状態から変位することにより、前記パレット側電極部に前記被搭載物側電極部が接触した状態のままとなるように押圧力を発生させる押圧力発生手段と
有していることを特徴とする請求項1に記載の電着塗装用装置。
【請求項3】
前記電極支持部は前記可動式の電極部を回動可能に支持し、当該可動式の電極部が回動することで前記初期状態からの変位を可能とするものであり、
前記押圧力発生手段は、前記可動式の電極部を前記初期状態側に付勢する付勢手段であることを特徴とする請求項2に記載の電着塗装用装置。
【請求項4】
前記第1パレットが前記電着塗装液に浸漬されている状況下にて、同第1パレットに対して特定の振動方向の振動が付与される構成となっており、
前記パレット側電極部及び前記被搭載物側電極部は、前記被搭載物が前記パレットに搭載されている場合には、前記振動方向と直交する方向にて接触していることを特徴とする請求項1乃至請求項3のいずれか1つに記載の電着塗装用装置。
【請求項5】
前記第1パレットは、
前記被搭載物が載置される載置部と、
前記載置部から上方に起立して設けられた起立部と
を有し、
前記起立部は、前記載置部において前記被搭載物の搭載方向の入口側端部に設けられ、
その起立部には、前記搭載方向に直交しかつ水平方向に延びる向きで前記パレット側電極部が設けられており、
前記被搭載物側電極部は、前記被搭載物が前記入口側端部を通じて前記載置部に載置される際に、前記パレット側電極部に対して上方から接触する構成となっていることを特徴とする請求項1乃至請求項4のいずれか1つに記載の電着塗装用装置。
【請求項6】
前記起立部は前記入口側端部において搭載入口を挟んだ両側に設けられおり、
前記パレット側電極部は前記両起立部の並設方向と同じ方向に延びる長尺状部材によって構成され、それら両起立部に固定されており、
前記パレット側電極部及び前記被搭載物側電極部が互いに接触する各接触部分は、前記被搭載物側電極部が当該パレット側電極部に対して当該パレット側電極部の長手方向へ摺動可能となるように形成されていることを特徴とする請求項5に記載の電着塗装用装置。
【請求項7】
前記被搭載物として、前記塗装対象と当該塗装対象を複数搭載した状態で前記第1パレットに搭載される第2パレットとを有し、
前記被搭載物側電極部は、前記第2パレットに一体的に設けられていることを特徴とする請求項1乃至請求項6のいずれか1つに記載の電着塗装用装置。
【請求項8】
前記第2パレットにおいて前記塗装対象を拘束する塗装対象拘束部を備え、
当該塗装対象拘束部は、導電性を有し、前記被搭載物側電極部に対して電気的に接続されていることを特徴とする請求項7に記載の電着塗装用装置。
【請求項1】
塗装対象を含む被搭載物が搭載された状態で、電着槽の電着塗装液に浸漬される第1パレットと、
前記第1パレットに一体的に設けられ、陰極及び陽極のいずれかの電極とされるパレット側電極部と、
前記被搭載物に一体的に設けられ、前記被搭載物に対して電気的に接続されておりかつ前記パレット側電極部に接触することで当該パレット側電極部に対して電気的に接続される被搭載物側電極部と
を備え、
前記被搭載物側電極部は、前記被搭載物を前記第1パレットに搭載した状態で前記パレット側電極部に接触する位置に設けられており、
前記被搭載物が前記第1パレットに搭載されることで前記パレット側電極部が前記被搭載物側電極部に押し付けられた押圧状態とし、前記被搭載物が前記第1パレットに搭載された状況下ではその押圧状態を維持するように構成された押圧機構を備えていることを特徴とする電着塗装用装置。
【請求項2】
前記押圧機構は、
前記パレット側電極部及び前記被搭載物側電極部の少なくともいずれかを可動式の電極部として当該電極部を支持し、かつ前記第1パレットへの前記被搭載物の搭載に伴って前記パレット側電極部に前記被搭載物側電極部が接触した際に、その接触前の初期状態から前記可動式の電極部を変位可能とする電極支持部と、
前記可動式の電極部が前記初期状態から変位することにより、前記パレット側電極部に前記被搭載物側電極部が接触した状態のままとなるように押圧力を発生させる押圧力発生手段と
有していることを特徴とする請求項1に記載の電着塗装用装置。
【請求項3】
前記電極支持部は前記可動式の電極部を回動可能に支持し、当該可動式の電極部が回動することで前記初期状態からの変位を可能とするものであり、
前記押圧力発生手段は、前記可動式の電極部を前記初期状態側に付勢する付勢手段であることを特徴とする請求項2に記載の電着塗装用装置。
【請求項4】
前記第1パレットが前記電着塗装液に浸漬されている状況下にて、同第1パレットに対して特定の振動方向の振動が付与される構成となっており、
前記パレット側電極部及び前記被搭載物側電極部は、前記被搭載物が前記パレットに搭載されている場合には、前記振動方向と直交する方向にて接触していることを特徴とする請求項1乃至請求項3のいずれか1つに記載の電着塗装用装置。
【請求項5】
前記第1パレットは、
前記被搭載物が載置される載置部と、
前記載置部から上方に起立して設けられた起立部と
を有し、
前記起立部は、前記載置部において前記被搭載物の搭載方向の入口側端部に設けられ、
その起立部には、前記搭載方向に直交しかつ水平方向に延びる向きで前記パレット側電極部が設けられており、
前記被搭載物側電極部は、前記被搭載物が前記入口側端部を通じて前記載置部に載置される際に、前記パレット側電極部に対して上方から接触する構成となっていることを特徴とする請求項1乃至請求項4のいずれか1つに記載の電着塗装用装置。
【請求項6】
前記起立部は前記入口側端部において搭載入口を挟んだ両側に設けられおり、
前記パレット側電極部は前記両起立部の並設方向と同じ方向に延びる長尺状部材によって構成され、それら両起立部に固定されており、
前記パレット側電極部及び前記被搭載物側電極部が互いに接触する各接触部分は、前記被搭載物側電極部が当該パレット側電極部に対して当該パレット側電極部の長手方向へ摺動可能となるように形成されていることを特徴とする請求項5に記載の電着塗装用装置。
【請求項7】
前記被搭載物として、前記塗装対象と当該塗装対象を複数搭載した状態で前記第1パレットに搭載される第2パレットとを有し、
前記被搭載物側電極部は、前記第2パレットに一体的に設けられていることを特徴とする請求項1乃至請求項6のいずれか1つに記載の電着塗装用装置。
【請求項8】
前記第2パレットにおいて前記塗装対象を拘束する塗装対象拘束部を備え、
当該塗装対象拘束部は、導電性を有し、前記被搭載物側電極部に対して電気的に接続されていることを特徴とする請求項7に記載の電着塗装用装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−224939(P2012−224939A)
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願番号】特願2011−96417(P2011−96417)
【出願日】平成23年4月22日(2011.4.22)
【出願人】(504093467)トヨタホーム株式会社 (391)
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願日】平成23年4月22日(2011.4.22)
【出願人】(504093467)トヨタホーム株式会社 (391)
[ Back to top ]