
電着塗装装置、電着塗装電極および電着塗装方法
【課題】気泡の破裂に起因する電着塗料液の飛散を有効に防止し得る装置および方法を提供する。
【解決手段】電着塗装装置は、ケースの内面に電着塗装を施すためのものであって、ケース1と、ケース1内に電着塗料液10を注入するための塗料注入部2と、ケース1内の電着塗料液10を吸引排出するための塗料吸入部3と、ケース1内の電着塗料液10中に浸漬される電極7と、電極7とケース1とを電気的に接続し、電着塗装を行うための電力を供給する電力供給部9と、ケース1内の所定高さまで注入された電着塗料液10の表面液を吸引排出すると共に、液表面に浮上した気泡11を吸引する気液吸入部8とを備える。
【解決手段】電着塗装装置は、ケースの内面に電着塗装を施すためのものであって、ケース1と、ケース1内に電着塗料液10を注入するための塗料注入部2と、ケース1内の電着塗料液10を吸引排出するための塗料吸入部3と、ケース1内の電着塗料液10中に浸漬される電極7と、電極7とケース1とを電気的に接続し、電着塗装を行うための電力を供給する電力供給部9と、ケース1内の所定高さまで注入された電着塗料液10の表面液を吸引排出すると共に、液表面に浮上した気泡11を吸引する気液吸入部8とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、電着成分を含む水性塗料(電着塗料)の浴中に被塗装物を漬け、通電して電気泳動現象と水の電気分解を利用して電着成分を析出・塗装する電着塗装方法および電着塗装装置に関するものである。
【背景技術】
【0002】
電着塗装方法および装置は、例えば特開平8−3788号公報(特許文献1)に開示されている。この公報に開示された電着塗装装置は、被塗装物が装着される電極部材と、その電極部材が昇降可能に取り付けられた搬送ヘッドと、電着槽と、直流電源等を含む電力供給部とを備える。電着槽には塗装用電着液が満たされるとともに、電力供給部における直流電源の正極側に接続された対極が浸漬されている。電着塗装時には、電極部材は下降して被塗装物が電着液に浸漬される。電極部材は、直流電源の負極側に接続され、正極側の対極との間に所定の電圧が印加されて、被塗装物の表面にカチオン電着塗装が施される。なお、アニオン電着塗装を行う場合には、上記とは逆の極性とされる。
【0003】
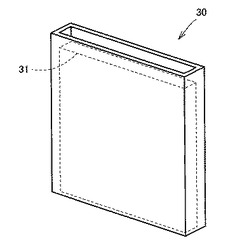
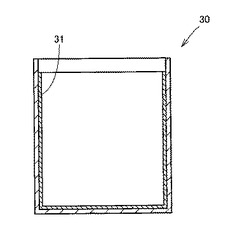
被塗装物が図6および図7に示すような扁平直方体形状の非水電解質二次電池の電池ケース30の場合、電池ケース30の内面の上端領域を除いてケース内面のほぼ全体領域に電着塗装によって絶縁性塗膜31を形成する。電池ケース30の内面に対する電着塗装では、ケースの外面およびケースの内面の上端領域に絶縁性塗膜を形成しないようにすることが必要であるため、特開平8−3788号公報に開示されたような一般的な電着塗装方法(電着槽内に被塗装物を浸漬する方法)を採用する場合には、以下に記載するようなマスキングが必要であった。
【0004】
一つの方法では、ケースの内外面の全領域に絶縁性塗膜を形成した後に、ケース内面の上端領域を除く部分(塗膜を残すべき部分)にマスキングを施し、マスキングされていない領域の塗膜を除去する。他の方法では、電着塗装前に、ケース外面およびケース内面の上端領域をマスキングし、その状態で電着塗装をし、最後にケース外面およびケース内面の上端領域に付着したマスクを取り除く。
【0005】
上記のようなマスキングを必要とする電着塗装方法では、マスクを施す工程およびマスクを取り除く工程が必要となり、煩雑である。
【0006】
マスキングを必要とせずに、電池ケース内面の所定領域に電着塗装を行なう方法が、特開2007−242602号公報(特許文献2)に開示されている。この公報には、以下のことが記載されている。
【0007】
(a)電池ケースの内面の、発電要素の外面が当接する部分の一部または全部には、被膜を形成しないように構成されているので、前記外面と電池ケースとの接触による集電が可能であり、良好な高率放電特性および出力特性が得られるとともに、電池ケースの内面の他の部分には被膜が形成されているので、発電要素と電池ケースとの短絡が確実に防止されている。
【0008】
(b)電池ケース内に、前記電着塗料組成物を所定の位置まで満たし、電池ケース6を陰極とし、電池ケース内に陽極をとって、液温度20℃、印加電圧10V、電着時間3分の条件で電着塗装を行なった。これを190℃、20分で硬化させた結果、得られた絶縁被膜のコーティング厚みは0.5μmであった。
【0009】
上記の特開2007−242602号公報に開示された電着塗装方法では、被塗装物である電池ケースを電着槽に見立てて、電着液が溜まっているケース内面の所定高さ位置までを電着塗装するものであるので、上述したようなマスキングが不要となる。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開平8−3788号公報
【特許文献2】特開2007−242602号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
特開2007−242602号公報に開示された電着塗装方法によればマスキングが不要となるという利点が得られるが、以下に記載するように改善すべき点もある。
【0012】
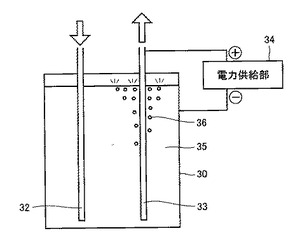
図8は、被塗装物である電池ケース30を電着槽に見立てて電着塗装を行なっている状態を図解的に示している。電池ケース30内には、塗料注入管32を通して電着塗料液35が供給される。また、電池ケース30内の電着塗料液35は、塗料吸入管33を通して外部に吸引排出される。塗料吸入管33は、電力供給部34に接続され、電極として機能する。
【0013】
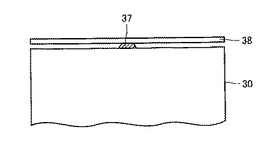
電池ケース30の内面の電着塗装時には、ケース内の電着塗料液35中に浸漬された電極33の周りから多くの気泡36が発生する。この気泡36は、電着塗料液35の液面にまで浮上してはじける。この気泡36の破裂に伴って電着塗料液が飛散して非塗膜形成領域に付着することがある。ここで、非塗膜形成領域とは、ケース30の内面の上端領域およびケースの上端面である。リチウムイオン二次電池のような非水電解質二次電池では、通常、電極端子を備えた電池蓋を電池ケースの上端面にレーザ溶接によって固着する。この際に、例えば、図9に示すように、飛散した電着塗料液の残渣が異物37となって電池ケース30の上端面に存在したりすると、電池ケース30と電池蓋38とが完全に溶接固着されないことになり、電池液の漏れやガスの漏れといった深刻な問題に発展する可能性がある。
【0014】
また、電着塗料液をケース内に注入するにあたり、塗装領域範囲内に合わせた液量に達した時点でその注入を停止し、その状態で電着塗装をすると、次のような問題点が生じる。
【0015】
a)ケース内に溜まった電着塗料液中に含まれる絶縁性塗膜成分の量(樹脂量)が、ケース内面の所定領域に所定膜厚の塗膜を形成するだけの量に達しない。
【0016】
b)そのため、電解処理が進むにつれて、液中の樹脂濃度が低下して、液成分の変動が生じ、膜厚を十分に確保できない。
【0017】
c)液抵抗が増大し、発生する電解ガスが増え、液面に気泡として存在することにより、被膜の境界が波打ち、寸法精度が悪くなる。
【0018】
d)電解ガスの気泡がはじけた際、微細な液滴が飛散し、塗装領域以外の部分に付着する。
【0019】
e)液抵抗が増大し、電解熱により液温の上昇が起こり、被膜均一性が低下する。
【0020】
f)液組成の変動が激しく、液安定性が悪くなり、液寿命が短くなる。
【0021】
この発明は、上記の課題を解決するためになされたものであり、その目的は、非塗装物であるケースを電着槽に見立てて電着塗装を行なう電着塗装装置において、気泡の破裂による電着塗料液の飛散を有効に防止し得る装置を提供することである。
【0022】
この発明の他の目的は、被塗装物であるケースを電着槽に見立てて電着塗装を行なう電着塗装方法において、安定した電解処理を行なって高品質の塗膜を形成することのできる方法を提供することである。
【課題を解決するための手段】
【0023】
この発明に従った電着塗装装置は、ケースの内面に電着塗装を施すためのものであって、ケースと、ケース内に電着塗料液を注入するための塗料注入部と、ケース内の電着塗料液を吸引排出するための塗料吸入部と、ケース内の電着塗料液中に浸漬される電極と、電極とケースとを電気的に接続し、電着塗装を行うための電力を供給する電力供給部と、ケース内の所定高さまで注入された電着塗料液の表面液を吸引排出すると共に、液表面に浮上した気泡を吸引する気液吸入部とを備える。
【0024】
上記構成の本発明によれば、電極の周りに発生した気泡を気液吸入部によって吸引するので、気泡の破裂による電着塗料液の飛散を抑制することが可能になる。
【0025】
気泡は電着塗料液中に浸漬された電極の周りに多く発生するので、気液吸入部を電極に近接して配置するのが望ましい。好ましい実施形態では、電着塗料液中に浸漬される電極は、ケース内の電着塗料の液面の高さ位置に開口する開口窓を有し、この開口窓から電着塗料液の表面液と液表面に浮上した気泡とを吸引する気液吸入部としての機能を果たす。
【0026】
この発明に従った電着塗装電極は、ケース内に溜った電着塗料液中に浸漬されるものであって、ケース内の電着塗料の液面の高さ位置に開口する開口窓を有し、この開口窓から電着塗料液の表面液と液表面に浮上した気泡とを吸引する気液吸入部としての機能を果たす。
【0027】
この発明に従った電着塗装方法は、ケースの内面に電着塗装を施す方法であって、以下の工程を備える。
(a)ケース内に電極を配置し、この電極とケースとを電力供給部を介して電気的に接続する工程。
(b)ケース内に塗料注入部から電着塗料液を注入する工程。
(c)ケース内の電着塗料液の液面高さが一定になるように電着塗料液の表面液を気液吸入部から吸引排出する工程。
(d)電力供給部から電力を供給してケースの内面に電着塗装を行う工程。
(e)上記の電着塗装を行っている間、塗料注入部からの電着塗料液の注入を連続的に行いながら、気液吸入部から電着塗料液の表面液および液表面に浮上した気泡を連続的に吸引する工程。
(f)ケースの内面に被膜を形成した後に、ケース内の電着塗料液を排出する工程。
【0028】
上記の方法によれば、塗料注入部からの電着塗料液の注入を連続的に行ないながら、気液吸入部から電着塗料液の表面液および液表面に浮上した気泡を連続的に吸引している。このような連続注入および連続吸引は品質管理上極めて重要な意味を持つ。すなわち、ケース内の電着塗料液の成分濃度等の液状態を安定して維持することができるので、安定した電解処理を行なって高品質の塗膜を形成することができる。さらに、ケース内の液面の高さを一定に保ちながら液面に浮上する気泡を連続的に吸引するので、気泡の破裂による電着塗料液の飛散を抑制することができる。
【0029】
好ましくは、電着塗装方法は、ケース内から電着塗料液を排出した後に、ケースの内面に形成した被膜を乾燥して加熱硬化させる工程をさらに備える。
【0030】
好ましい電着塗装方法では、電極は、ケース内の電着塗料液の液面の高さ位置に開口する開口窓を有しており、この開口窓から電着塗料液の表面液と液表面に浮上した気泡とを連続的に吸引する。
【図面の簡単な説明】
【0031】
【図1】この発明の一実施形態に係る電着塗装装置を示す図解図である。
【図2】好ましい形態の電着塗装電極の要部を示す図解的断面図である。
【図3】この発明の他の実施形態に係る電着塗装装置を示す図解図である。
【図4】好ましい気液吸入部の一形態を示す図解図である。
【図5】比較例として用いる電着塗装装置を示す図解図である。
【図6】被塗装物である電池ケースを示す斜視図である。
【図7】図6に示した電池ケースの縦断面図である。
【図8】従来の電着塗装方法および装置における問題点を説明するための図解図である。
【図9】電池ケースの上端面と電池蓋との間に異物が存在している状態を示す図である。
【発明を実施するための形態】
【0032】
この発明は、ケースの内面に電着塗装を施すための装置および方法に関するものであるが、以下の実施形態では、非塗装物であるケースとして、モバイルコンピュータや携帯電話機等の携帯電子機器の電源として使用される充放電可能な扁平な直方体形状の非水電解質二次電池の電池ケースを例示的に説明する。
【0033】
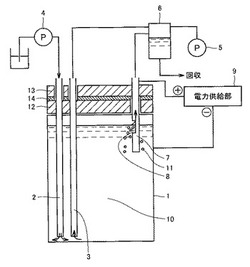
図1は、この発明の一実施形態に係る電着塗装装置を示している。この電着塗装装置は、非塗装物である電池ケース1を電着塗装のための電着槽に見立てて、電池ケースの内面に絶縁性塗膜を形成するものである。
【0034】
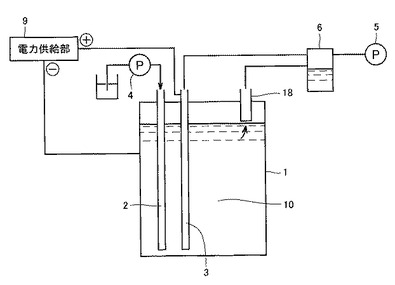
電着塗装装置は、電池ケース1と、電池ケース1内に電着塗料液を注入するための塗料注入部として機能する塗料注入管2と、電池ケース1内の電着塗料液10を吸引排出するための塗料吸入部として機能する塗料吸入管3と、電池ケース1内の電着塗料液10中に浸漬される電極として機能する電極管7と、電極管7と電池ケース1とを電気的に接続し、電着塗装を行なうための電力を供給する電力供給部9とを備える。
【0035】
塗料注入管2および塗料吸入管3は、電池ケース1の上部開口に近接して配置される下部プレート12に固定され、電極管7は、シム14を間に挟んで下部プレート12上に配置される上部プレート13に固定されている。
【0036】
塗料注入管2は吐出ポンプ4に接続されている。電着塗料液貯留槽からポンプ4を経由して塗料注入管2に送り込まれた電着塗料液は、塗料注入管2の下端開口から送り出されて電池ケース1内に注がれる。塗料吸入管3は、減圧室6を経由して吸引ポンプ5に接続されている。電池ケース1内の電着塗料液10の全量を吸入するために、塗料吸入管3の下端開口は電池ケース1の底壁に近接して位置するようにされる。吸引ポンプ5は減圧室6内の空気を吸引して減圧室6を減圧状態にする。その結果、電池ケース1内の電着塗料液は塗料吸入管3の下端開口から吸入されて減圧室6にまで導かれる。図示していないが、塗料注入管2に通ずる流路を開閉する開閉弁、および塗料吸入管3と減圧室6との間の流路を開閉する開閉弁が設けられる。
【0037】
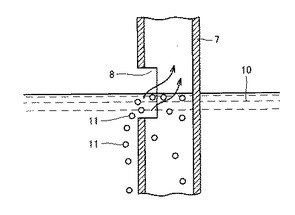
図示した実施形態では、電極管7は、電池ケース1内の電着塗料液10の液面の高さ位置に開口する開口窓8を有している。電極管7の下端も開口となっているので、図2に示すように電極管7内には電着塗料液10が入り込んでいる。電極管7は電力供給部9に接続されて陽極となり、電池ケース1は陰極となる。電極管7は、減圧室6を経由して吸引ポンプ5に接続されている。図示していないが、電極管7と減圧室6との間には、流路を開閉する開閉弁が設けられている。塗料吸入管3に至る流路を閉じ、電極管7に至る流路を開いた状態でポンプ5を作動させると、電着塗料液10の表面に位置する部分が電極管7の開口窓8から吸引されて減圧室6にまで導かれる。電着塗装時には、電極管7の周りに気泡11が発生するが、電着塗料液10の表面に浮上する気泡11は、電着塗料液10の表面の液とともに開口窓8から吸引される。
【0038】
電池ケース1の内面に対する電着塗装は、以下の工程を経て行われる。
【0039】
まず、下部プレート12と、シム14と、上部プレート13とかなるプレートユニットを電池ケース1の上部開口を覆うように配置する。下部プレート12には、ポンプ5への接続が完了している塗料注入管2、および減圧室6への接続が完了している塗料吸入管3が予め固定されている。上部プレート13には、減圧室6への接続および電力供給部9への接続が完了している電極管7が予め固定されている。電極管7の開口窓8の位置は、電池ケース1内に溜まる電着塗料液10の液面高さを決めるものであり、電着塗装完了時には、電池ケース1の内面に形成される絶縁性塗膜の上端位置を決めるものとなる。開口窓8の高さ位置は、下部プレート12と上部プレート13との間に配置されるシム14の厚さや枚数を変えることによって調整する。
【0040】
次に、吐出ポンプ4を作動させて電着塗料液を塗料注入管2の下端開口から電池ケース1内に送り込む。電着塗装を行なっている間は、塗料吸入管3と減圧室6との間の流路を閉じ、電極管7と減圧室6との間の流路を開いておく。
【0041】
電池ケース1内の電着塗料液10の液面が所定高さ位置になった時点で、電力供給部9から電力を供給して電着塗装を行なう。電極管7の開口窓8は、電池ケース1内の電着塗料液10の液面の高さ位置に開口する。
【0042】
電着塗装を行なっている間、塗料注入管2からの電着塗料液の注入を連続的に行いながら、電極管7の開口窓8から電着塗料液10の表面液および液表面に浮上した気泡を連続的に吸引する。このような連続的な注入および吸引により、電池ケース1内の電着塗料液10の濃度および液面高さを一定に保つことができるとともに、気泡の破裂による電着塗料液の飛散を抑制することができる。
【0043】
電池ケース1の内面に所定の絶縁性塗膜を形成した後、塗料注入管2を介しての電着塗料液の注入を停止し、電極管7と減圧室6との間の流路を閉じる。また、電力供給部9による電力の供給を停止する。
【0044】
次に、塗料吸入管3と減圧室6との間の流路を開き、電池ケース1内の電着塗料液10の全量を塗料吸入管3から吸引して減圧室6にまで導く。
【0045】
その後、電池ケース1をプレートユニットから解放し、後処理ステーションにまで移動させる。後処理ステーションでは、電池ケース1の内面に形成された絶縁性塗膜(被膜)を乾燥して加熱硬化させる。
【0046】
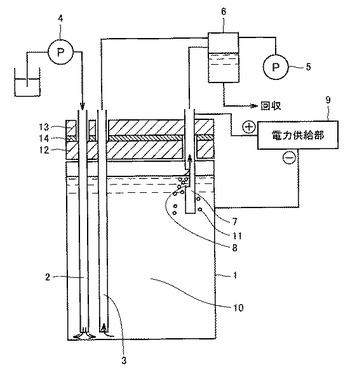
図1に示した実施形態では、電極管7が、電極としての本来の機能に加えて、電着塗料液の表面液と液表面に浮上した気泡とを吸引する気液吸引部としての機能も果たしていた。他の実施形態として、電極とは別に、気液吸入部として機能する部材を設けるようにしても良い。図3は、そのような実施形態を示す図である。なお、図3に示す実施形態において、図1の実施形態と同一の参照番号を付したものは、同一または相当の要素を示すものであるので、それらについての重複した説明を省略する。
【0047】
図3に示す実施形態では、電池ケース1内の電着塗料液10中に浸漬される電極17は、電極としての機能を果たすだけで、気液吸入部としての機能を果たさない。その代わりに、下端開口を電着塗料液10の所定の液面高さ位置に配置した気液吸入管18が配置されている。気液吸入管18は、減圧室6に接続されている。電着塗装時に気泡は電極17の周りに多く発生するので、気液吸入管18を電極17に近接して配置するのが良い。
【0048】
図3に示す実施形態における電着塗装方法では、電着塗料液10の液面が気液吸入管18の下端開口に達すると、電着塗料液10の表面液と気泡とが気液吸入管18から吸入される。気液吸入管18からの表面液吸入直後には、電着塗料液10の液面は気液吸入管18の下端開口からやや下がるが、塗料注入管2からの電着塗料液の供給が連続的に行なわれているので、再度電着塗料液10の液面が気液吸入管18の下端開口に達し、上記と同じ動作が繰り返される。
【0049】
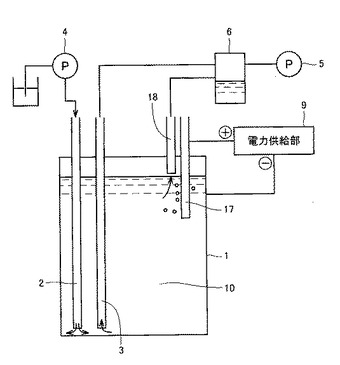
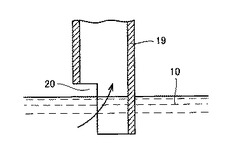
図4は、気液吸入管の他の例である。図示する気液吸入管19は、下端に切欠き20を有しており、最下端部分が常に電池ケース1内の電着塗料液10中に浸漬するようになっている。この実施形態によれば、切欠き20は、常に液面の高さに位置しているので、図3に示した実施形態と異なり、連続的に電着塗料液10の表面液および気泡を吸引することができる。
【実施例1】
【0050】
本願発明者は、本願発明の効果を確認するために、電着塗料液の飛散状況を対比観察した。本発明例として、図1に示した装置を使用した。比較例として、図5に示す装置を使用した。図5に示す装置では、下端開口を電池ケース1の底壁に近接させている塗料吸入管3が、電力供給部9に接続された電極としての機能も発揮する。気液吸入管18は、図3に示した実施形態と同様、その下端開口が電着塗料液の所定の液面高さに位置するようにされている。
【0051】
実際に電着塗装を行ない、電池ケース1の上端部の非塗膜形成領域における飛散塗料の付着状況を目視にて観察した。
【0052】
図5に示した装置の場合、目視検査した総数73,041個のうち、電池ケース内面に飛散塗料が付着していたと判定されたのは3,191個であった。その比率は、4.4%である。
【0053】
一方、図1に示した装置の場合、目視検査した総数49,180個のうち、電池ケース内面に飛散塗料が付着していたと判定されたのは948個であった。その比率は、1.9%であり、図5に示した装置と比較して飛散塗料の付着率は大幅に減少した。
【0054】
上記の結果から、次のことが考えられる。図5に示した装置では、電極3と気液吸入管18とが離れて位置しているため、電極3の周りに発生した多数の気泡のうち、気液吸入管3に吸引されないものが多く残り、それらが破裂して電着塗料を飛散させたのではないかと考えられる。また、気液吸入管18による表面液および気泡の吸入が断続的に行なわれるので、気泡吸入効果が劣るのではないかと考えられる。
【0055】
それに対して、図1に示した装置では、電極7自体に開口窓8を設けて気液吸入部としての機能も持たせたので、電極の周りに発生する気泡の大部分を開口窓8から吸引することができると考えられる。さらに、開口窓8を通しての表面液および気泡の吸入を途切れなく連続的に行なっているので、気泡吸入効果が良好であると考えられる。
【0056】
以上、図面を参照してこの発明の実施形態を説明したが、この発明は、図示した実施形態のものに限定されない。図示した実施形態に対して、この発明と同一の範囲内において、あるいは均等の範囲内において、種々の修正や変形を加えることが可能である。
【産業上の利用可能性】
【0057】
この発明は、ケースの内面に効率的かつきれいに電着塗装できる装置および方法として有利に利用され得る。
【符号の説明】
【0058】
1 電池ケース、2 塗料注入管、3 塗料吸入管、4 吐出ポンプ、5 吸引ポンプ、6 減圧室、7 電極管、8 開口窓、9 電力供給部、10 電着塗料液、11 気泡、12 下部プレート、13 上部プレート、14 シム、17 電極、18 気液吸入管、19 気液吸入管、20 切欠き、30 電池ケース、31 絶縁性塗膜、32 塗料注入管、33 塗料吸入管、34 電力供給部、35 電着塗料液、36 気泡、37 異物、38 電池蓋。
【技術分野】
【0001】
この発明は、電着成分を含む水性塗料(電着塗料)の浴中に被塗装物を漬け、通電して電気泳動現象と水の電気分解を利用して電着成分を析出・塗装する電着塗装方法および電着塗装装置に関するものである。
【背景技術】
【0002】
電着塗装方法および装置は、例えば特開平8−3788号公報(特許文献1)に開示されている。この公報に開示された電着塗装装置は、被塗装物が装着される電極部材と、その電極部材が昇降可能に取り付けられた搬送ヘッドと、電着槽と、直流電源等を含む電力供給部とを備える。電着槽には塗装用電着液が満たされるとともに、電力供給部における直流電源の正極側に接続された対極が浸漬されている。電着塗装時には、電極部材は下降して被塗装物が電着液に浸漬される。電極部材は、直流電源の負極側に接続され、正極側の対極との間に所定の電圧が印加されて、被塗装物の表面にカチオン電着塗装が施される。なお、アニオン電着塗装を行う場合には、上記とは逆の極性とされる。
【0003】
被塗装物が図6および図7に示すような扁平直方体形状の非水電解質二次電池の電池ケース30の場合、電池ケース30の内面の上端領域を除いてケース内面のほぼ全体領域に電着塗装によって絶縁性塗膜31を形成する。電池ケース30の内面に対する電着塗装では、ケースの外面およびケースの内面の上端領域に絶縁性塗膜を形成しないようにすることが必要であるため、特開平8−3788号公報に開示されたような一般的な電着塗装方法(電着槽内に被塗装物を浸漬する方法)を採用する場合には、以下に記載するようなマスキングが必要であった。
【0004】
一つの方法では、ケースの内外面の全領域に絶縁性塗膜を形成した後に、ケース内面の上端領域を除く部分(塗膜を残すべき部分)にマスキングを施し、マスキングされていない領域の塗膜を除去する。他の方法では、電着塗装前に、ケース外面およびケース内面の上端領域をマスキングし、その状態で電着塗装をし、最後にケース外面およびケース内面の上端領域に付着したマスクを取り除く。
【0005】
上記のようなマスキングを必要とする電着塗装方法では、マスクを施す工程およびマスクを取り除く工程が必要となり、煩雑である。
【0006】
マスキングを必要とせずに、電池ケース内面の所定領域に電着塗装を行なう方法が、特開2007−242602号公報(特許文献2)に開示されている。この公報には、以下のことが記載されている。
【0007】
(a)電池ケースの内面の、発電要素の外面が当接する部分の一部または全部には、被膜を形成しないように構成されているので、前記外面と電池ケースとの接触による集電が可能であり、良好な高率放電特性および出力特性が得られるとともに、電池ケースの内面の他の部分には被膜が形成されているので、発電要素と電池ケースとの短絡が確実に防止されている。
【0008】
(b)電池ケース内に、前記電着塗料組成物を所定の位置まで満たし、電池ケース6を陰極とし、電池ケース内に陽極をとって、液温度20℃、印加電圧10V、電着時間3分の条件で電着塗装を行なった。これを190℃、20分で硬化させた結果、得られた絶縁被膜のコーティング厚みは0.5μmであった。
【0009】
上記の特開2007−242602号公報に開示された電着塗装方法では、被塗装物である電池ケースを電着槽に見立てて、電着液が溜まっているケース内面の所定高さ位置までを電着塗装するものであるので、上述したようなマスキングが不要となる。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開平8−3788号公報
【特許文献2】特開2007−242602号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
特開2007−242602号公報に開示された電着塗装方法によればマスキングが不要となるという利点が得られるが、以下に記載するように改善すべき点もある。
【0012】
図8は、被塗装物である電池ケース30を電着槽に見立てて電着塗装を行なっている状態を図解的に示している。電池ケース30内には、塗料注入管32を通して電着塗料液35が供給される。また、電池ケース30内の電着塗料液35は、塗料吸入管33を通して外部に吸引排出される。塗料吸入管33は、電力供給部34に接続され、電極として機能する。
【0013】
電池ケース30の内面の電着塗装時には、ケース内の電着塗料液35中に浸漬された電極33の周りから多くの気泡36が発生する。この気泡36は、電着塗料液35の液面にまで浮上してはじける。この気泡36の破裂に伴って電着塗料液が飛散して非塗膜形成領域に付着することがある。ここで、非塗膜形成領域とは、ケース30の内面の上端領域およびケースの上端面である。リチウムイオン二次電池のような非水電解質二次電池では、通常、電極端子を備えた電池蓋を電池ケースの上端面にレーザ溶接によって固着する。この際に、例えば、図9に示すように、飛散した電着塗料液の残渣が異物37となって電池ケース30の上端面に存在したりすると、電池ケース30と電池蓋38とが完全に溶接固着されないことになり、電池液の漏れやガスの漏れといった深刻な問題に発展する可能性がある。
【0014】
また、電着塗料液をケース内に注入するにあたり、塗装領域範囲内に合わせた液量に達した時点でその注入を停止し、その状態で電着塗装をすると、次のような問題点が生じる。
【0015】
a)ケース内に溜まった電着塗料液中に含まれる絶縁性塗膜成分の量(樹脂量)が、ケース内面の所定領域に所定膜厚の塗膜を形成するだけの量に達しない。
【0016】
b)そのため、電解処理が進むにつれて、液中の樹脂濃度が低下して、液成分の変動が生じ、膜厚を十分に確保できない。
【0017】
c)液抵抗が増大し、発生する電解ガスが増え、液面に気泡として存在することにより、被膜の境界が波打ち、寸法精度が悪くなる。
【0018】
d)電解ガスの気泡がはじけた際、微細な液滴が飛散し、塗装領域以外の部分に付着する。
【0019】
e)液抵抗が増大し、電解熱により液温の上昇が起こり、被膜均一性が低下する。
【0020】
f)液組成の変動が激しく、液安定性が悪くなり、液寿命が短くなる。
【0021】
この発明は、上記の課題を解決するためになされたものであり、その目的は、非塗装物であるケースを電着槽に見立てて電着塗装を行なう電着塗装装置において、気泡の破裂による電着塗料液の飛散を有効に防止し得る装置を提供することである。
【0022】
この発明の他の目的は、被塗装物であるケースを電着槽に見立てて電着塗装を行なう電着塗装方法において、安定した電解処理を行なって高品質の塗膜を形成することのできる方法を提供することである。
【課題を解決するための手段】
【0023】
この発明に従った電着塗装装置は、ケースの内面に電着塗装を施すためのものであって、ケースと、ケース内に電着塗料液を注入するための塗料注入部と、ケース内の電着塗料液を吸引排出するための塗料吸入部と、ケース内の電着塗料液中に浸漬される電極と、電極とケースとを電気的に接続し、電着塗装を行うための電力を供給する電力供給部と、ケース内の所定高さまで注入された電着塗料液の表面液を吸引排出すると共に、液表面に浮上した気泡を吸引する気液吸入部とを備える。
【0024】
上記構成の本発明によれば、電極の周りに発生した気泡を気液吸入部によって吸引するので、気泡の破裂による電着塗料液の飛散を抑制することが可能になる。
【0025】
気泡は電着塗料液中に浸漬された電極の周りに多く発生するので、気液吸入部を電極に近接して配置するのが望ましい。好ましい実施形態では、電着塗料液中に浸漬される電極は、ケース内の電着塗料の液面の高さ位置に開口する開口窓を有し、この開口窓から電着塗料液の表面液と液表面に浮上した気泡とを吸引する気液吸入部としての機能を果たす。
【0026】
この発明に従った電着塗装電極は、ケース内に溜った電着塗料液中に浸漬されるものであって、ケース内の電着塗料の液面の高さ位置に開口する開口窓を有し、この開口窓から電着塗料液の表面液と液表面に浮上した気泡とを吸引する気液吸入部としての機能を果たす。
【0027】
この発明に従った電着塗装方法は、ケースの内面に電着塗装を施す方法であって、以下の工程を備える。
(a)ケース内に電極を配置し、この電極とケースとを電力供給部を介して電気的に接続する工程。
(b)ケース内に塗料注入部から電着塗料液を注入する工程。
(c)ケース内の電着塗料液の液面高さが一定になるように電着塗料液の表面液を気液吸入部から吸引排出する工程。
(d)電力供給部から電力を供給してケースの内面に電着塗装を行う工程。
(e)上記の電着塗装を行っている間、塗料注入部からの電着塗料液の注入を連続的に行いながら、気液吸入部から電着塗料液の表面液および液表面に浮上した気泡を連続的に吸引する工程。
(f)ケースの内面に被膜を形成した後に、ケース内の電着塗料液を排出する工程。
【0028】
上記の方法によれば、塗料注入部からの電着塗料液の注入を連続的に行ないながら、気液吸入部から電着塗料液の表面液および液表面に浮上した気泡を連続的に吸引している。このような連続注入および連続吸引は品質管理上極めて重要な意味を持つ。すなわち、ケース内の電着塗料液の成分濃度等の液状態を安定して維持することができるので、安定した電解処理を行なって高品質の塗膜を形成することができる。さらに、ケース内の液面の高さを一定に保ちながら液面に浮上する気泡を連続的に吸引するので、気泡の破裂による電着塗料液の飛散を抑制することができる。
【0029】
好ましくは、電着塗装方法は、ケース内から電着塗料液を排出した後に、ケースの内面に形成した被膜を乾燥して加熱硬化させる工程をさらに備える。
【0030】
好ましい電着塗装方法では、電極は、ケース内の電着塗料液の液面の高さ位置に開口する開口窓を有しており、この開口窓から電着塗料液の表面液と液表面に浮上した気泡とを連続的に吸引する。
【図面の簡単な説明】
【0031】
【図1】この発明の一実施形態に係る電着塗装装置を示す図解図である。
【図2】好ましい形態の電着塗装電極の要部を示す図解的断面図である。
【図3】この発明の他の実施形態に係る電着塗装装置を示す図解図である。
【図4】好ましい気液吸入部の一形態を示す図解図である。
【図5】比較例として用いる電着塗装装置を示す図解図である。
【図6】被塗装物である電池ケースを示す斜視図である。
【図7】図6に示した電池ケースの縦断面図である。
【図8】従来の電着塗装方法および装置における問題点を説明するための図解図である。
【図9】電池ケースの上端面と電池蓋との間に異物が存在している状態を示す図である。
【発明を実施するための形態】
【0032】
この発明は、ケースの内面に電着塗装を施すための装置および方法に関するものであるが、以下の実施形態では、非塗装物であるケースとして、モバイルコンピュータや携帯電話機等の携帯電子機器の電源として使用される充放電可能な扁平な直方体形状の非水電解質二次電池の電池ケースを例示的に説明する。
【0033】
図1は、この発明の一実施形態に係る電着塗装装置を示している。この電着塗装装置は、非塗装物である電池ケース1を電着塗装のための電着槽に見立てて、電池ケースの内面に絶縁性塗膜を形成するものである。
【0034】
電着塗装装置は、電池ケース1と、電池ケース1内に電着塗料液を注入するための塗料注入部として機能する塗料注入管2と、電池ケース1内の電着塗料液10を吸引排出するための塗料吸入部として機能する塗料吸入管3と、電池ケース1内の電着塗料液10中に浸漬される電極として機能する電極管7と、電極管7と電池ケース1とを電気的に接続し、電着塗装を行なうための電力を供給する電力供給部9とを備える。
【0035】
塗料注入管2および塗料吸入管3は、電池ケース1の上部開口に近接して配置される下部プレート12に固定され、電極管7は、シム14を間に挟んで下部プレート12上に配置される上部プレート13に固定されている。
【0036】
塗料注入管2は吐出ポンプ4に接続されている。電着塗料液貯留槽からポンプ4を経由して塗料注入管2に送り込まれた電着塗料液は、塗料注入管2の下端開口から送り出されて電池ケース1内に注がれる。塗料吸入管3は、減圧室6を経由して吸引ポンプ5に接続されている。電池ケース1内の電着塗料液10の全量を吸入するために、塗料吸入管3の下端開口は電池ケース1の底壁に近接して位置するようにされる。吸引ポンプ5は減圧室6内の空気を吸引して減圧室6を減圧状態にする。その結果、電池ケース1内の電着塗料液は塗料吸入管3の下端開口から吸入されて減圧室6にまで導かれる。図示していないが、塗料注入管2に通ずる流路を開閉する開閉弁、および塗料吸入管3と減圧室6との間の流路を開閉する開閉弁が設けられる。
【0037】
図示した実施形態では、電極管7は、電池ケース1内の電着塗料液10の液面の高さ位置に開口する開口窓8を有している。電極管7の下端も開口となっているので、図2に示すように電極管7内には電着塗料液10が入り込んでいる。電極管7は電力供給部9に接続されて陽極となり、電池ケース1は陰極となる。電極管7は、減圧室6を経由して吸引ポンプ5に接続されている。図示していないが、電極管7と減圧室6との間には、流路を開閉する開閉弁が設けられている。塗料吸入管3に至る流路を閉じ、電極管7に至る流路を開いた状態でポンプ5を作動させると、電着塗料液10の表面に位置する部分が電極管7の開口窓8から吸引されて減圧室6にまで導かれる。電着塗装時には、電極管7の周りに気泡11が発生するが、電着塗料液10の表面に浮上する気泡11は、電着塗料液10の表面の液とともに開口窓8から吸引される。
【0038】
電池ケース1の内面に対する電着塗装は、以下の工程を経て行われる。
【0039】
まず、下部プレート12と、シム14と、上部プレート13とかなるプレートユニットを電池ケース1の上部開口を覆うように配置する。下部プレート12には、ポンプ5への接続が完了している塗料注入管2、および減圧室6への接続が完了している塗料吸入管3が予め固定されている。上部プレート13には、減圧室6への接続および電力供給部9への接続が完了している電極管7が予め固定されている。電極管7の開口窓8の位置は、電池ケース1内に溜まる電着塗料液10の液面高さを決めるものであり、電着塗装完了時には、電池ケース1の内面に形成される絶縁性塗膜の上端位置を決めるものとなる。開口窓8の高さ位置は、下部プレート12と上部プレート13との間に配置されるシム14の厚さや枚数を変えることによって調整する。
【0040】
次に、吐出ポンプ4を作動させて電着塗料液を塗料注入管2の下端開口から電池ケース1内に送り込む。電着塗装を行なっている間は、塗料吸入管3と減圧室6との間の流路を閉じ、電極管7と減圧室6との間の流路を開いておく。
【0041】
電池ケース1内の電着塗料液10の液面が所定高さ位置になった時点で、電力供給部9から電力を供給して電着塗装を行なう。電極管7の開口窓8は、電池ケース1内の電着塗料液10の液面の高さ位置に開口する。
【0042】
電着塗装を行なっている間、塗料注入管2からの電着塗料液の注入を連続的に行いながら、電極管7の開口窓8から電着塗料液10の表面液および液表面に浮上した気泡を連続的に吸引する。このような連続的な注入および吸引により、電池ケース1内の電着塗料液10の濃度および液面高さを一定に保つことができるとともに、気泡の破裂による電着塗料液の飛散を抑制することができる。
【0043】
電池ケース1の内面に所定の絶縁性塗膜を形成した後、塗料注入管2を介しての電着塗料液の注入を停止し、電極管7と減圧室6との間の流路を閉じる。また、電力供給部9による電力の供給を停止する。
【0044】
次に、塗料吸入管3と減圧室6との間の流路を開き、電池ケース1内の電着塗料液10の全量を塗料吸入管3から吸引して減圧室6にまで導く。
【0045】
その後、電池ケース1をプレートユニットから解放し、後処理ステーションにまで移動させる。後処理ステーションでは、電池ケース1の内面に形成された絶縁性塗膜(被膜)を乾燥して加熱硬化させる。
【0046】
図1に示した実施形態では、電極管7が、電極としての本来の機能に加えて、電着塗料液の表面液と液表面に浮上した気泡とを吸引する気液吸引部としての機能も果たしていた。他の実施形態として、電極とは別に、気液吸入部として機能する部材を設けるようにしても良い。図3は、そのような実施形態を示す図である。なお、図3に示す実施形態において、図1の実施形態と同一の参照番号を付したものは、同一または相当の要素を示すものであるので、それらについての重複した説明を省略する。
【0047】
図3に示す実施形態では、電池ケース1内の電着塗料液10中に浸漬される電極17は、電極としての機能を果たすだけで、気液吸入部としての機能を果たさない。その代わりに、下端開口を電着塗料液10の所定の液面高さ位置に配置した気液吸入管18が配置されている。気液吸入管18は、減圧室6に接続されている。電着塗装時に気泡は電極17の周りに多く発生するので、気液吸入管18を電極17に近接して配置するのが良い。
【0048】
図3に示す実施形態における電着塗装方法では、電着塗料液10の液面が気液吸入管18の下端開口に達すると、電着塗料液10の表面液と気泡とが気液吸入管18から吸入される。気液吸入管18からの表面液吸入直後には、電着塗料液10の液面は気液吸入管18の下端開口からやや下がるが、塗料注入管2からの電着塗料液の供給が連続的に行なわれているので、再度電着塗料液10の液面が気液吸入管18の下端開口に達し、上記と同じ動作が繰り返される。
【0049】
図4は、気液吸入管の他の例である。図示する気液吸入管19は、下端に切欠き20を有しており、最下端部分が常に電池ケース1内の電着塗料液10中に浸漬するようになっている。この実施形態によれば、切欠き20は、常に液面の高さに位置しているので、図3に示した実施形態と異なり、連続的に電着塗料液10の表面液および気泡を吸引することができる。
【実施例1】
【0050】
本願発明者は、本願発明の効果を確認するために、電着塗料液の飛散状況を対比観察した。本発明例として、図1に示した装置を使用した。比較例として、図5に示す装置を使用した。図5に示す装置では、下端開口を電池ケース1の底壁に近接させている塗料吸入管3が、電力供給部9に接続された電極としての機能も発揮する。気液吸入管18は、図3に示した実施形態と同様、その下端開口が電着塗料液の所定の液面高さに位置するようにされている。
【0051】
実際に電着塗装を行ない、電池ケース1の上端部の非塗膜形成領域における飛散塗料の付着状況を目視にて観察した。
【0052】
図5に示した装置の場合、目視検査した総数73,041個のうち、電池ケース内面に飛散塗料が付着していたと判定されたのは3,191個であった。その比率は、4.4%である。
【0053】
一方、図1に示した装置の場合、目視検査した総数49,180個のうち、電池ケース内面に飛散塗料が付着していたと判定されたのは948個であった。その比率は、1.9%であり、図5に示した装置と比較して飛散塗料の付着率は大幅に減少した。
【0054】
上記の結果から、次のことが考えられる。図5に示した装置では、電極3と気液吸入管18とが離れて位置しているため、電極3の周りに発生した多数の気泡のうち、気液吸入管3に吸引されないものが多く残り、それらが破裂して電着塗料を飛散させたのではないかと考えられる。また、気液吸入管18による表面液および気泡の吸入が断続的に行なわれるので、気泡吸入効果が劣るのではないかと考えられる。
【0055】
それに対して、図1に示した装置では、電極7自体に開口窓8を設けて気液吸入部としての機能も持たせたので、電極の周りに発生する気泡の大部分を開口窓8から吸引することができると考えられる。さらに、開口窓8を通しての表面液および気泡の吸入を途切れなく連続的に行なっているので、気泡吸入効果が良好であると考えられる。
【0056】
以上、図面を参照してこの発明の実施形態を説明したが、この発明は、図示した実施形態のものに限定されない。図示した実施形態に対して、この発明と同一の範囲内において、あるいは均等の範囲内において、種々の修正や変形を加えることが可能である。
【産業上の利用可能性】
【0057】
この発明は、ケースの内面に効率的かつきれいに電着塗装できる装置および方法として有利に利用され得る。
【符号の説明】
【0058】
1 電池ケース、2 塗料注入管、3 塗料吸入管、4 吐出ポンプ、5 吸引ポンプ、6 減圧室、7 電極管、8 開口窓、9 電力供給部、10 電着塗料液、11 気泡、12 下部プレート、13 上部プレート、14 シム、17 電極、18 気液吸入管、19 気液吸入管、20 切欠き、30 電池ケース、31 絶縁性塗膜、32 塗料注入管、33 塗料吸入管、34 電力供給部、35 電着塗料液、36 気泡、37 異物、38 電池蓋。
【特許請求の範囲】
【請求項1】
ケースの内面に電着塗装を施すための電着塗装装置であって、
ケースと、
前記ケース内に電着塗料液を注入するための塗料注入部と、
前記ケース内の電着塗料液を吸引排出するための塗料吸入部と、
前記ケース内の電着塗料液中に浸漬される電極と、
前記電極と前記ケースとを電気的に接続し、電着塗装を行うための電力を供給する電力供給部と、
前記ケース内の所定高さまで注入された電着塗料液の表面液を吸引排出すると共に、液表面に浮上した気泡を吸引する気液吸入部とを備える、電着塗装装置。
【請求項2】
前記気液吸入部は、前記電極に近接して位置する、請求項1に記載の電着塗装装置。
【請求項3】
前記電極は、前記ケース内の電着塗料液の液面の高さ位置に開口する開口窓を有し、この開口窓から電着塗料液の表面液と液表面に浮上した気泡とを吸引する前記気液吸入部としての機能を果たす、請求項1または2に記載の電着塗装装置。
【請求項4】
ケース内に溜った電着塗料液中に浸漬される電着塗装電極であって、
ケース内の電着塗料液の液面の高さ位置に開口する開口窓を有し、この開口窓から電着塗料液の表面液と液表面に浮上した気泡とを吸引する気液吸入部としての機能を果たす、電着塗装電極。
【請求項5】
ケースの内面に電着塗装を施すための電着塗装方法であって、
前記ケース内に電極を配置し、この電極と前記ケースとを電力供給部を介して電気的に接続する工程と、
前記ケース内に塗料注入部から電着塗料液を注入する工程と、
前記ケース内の電着塗料液の液面高さが一定になるように電着塗料液の表面液を気液吸入部から吸引排出する工程と、
前記電力供給部から電力を供給して前記ケースの内面に電着塗装を行う工程と、
前記電着塗装を行っている間、前記塗料注入部からの電着塗料液の注入を連続的に行いながら、前記気液吸入部から電着塗料液の表面液および液表面に浮上した気泡を連続的に吸引する工程と、
前記ケースの内面に被膜を形成した後に、前記ケース内の電着塗料液を排出する工程とを備える、電着塗装方法。
【請求項6】
前記電着塗料液を排出した後に、前記ケースの内面に形成した被膜を乾燥して加熱硬化させる工程をさらに備える、電着塗装方法。
【請求項7】
前記電極は、前記ケース内の電着塗料液の液面の高さ位置に開口する開口窓を有しており、この開口窓から電着塗料液の表面液と液表面に浮上した気泡とを連続的に吸引する、請求項5または6に記載の電着塗装方法。
【請求項1】
ケースの内面に電着塗装を施すための電着塗装装置であって、
ケースと、
前記ケース内に電着塗料液を注入するための塗料注入部と、
前記ケース内の電着塗料液を吸引排出するための塗料吸入部と、
前記ケース内の電着塗料液中に浸漬される電極と、
前記電極と前記ケースとを電気的に接続し、電着塗装を行うための電力を供給する電力供給部と、
前記ケース内の所定高さまで注入された電着塗料液の表面液を吸引排出すると共に、液表面に浮上した気泡を吸引する気液吸入部とを備える、電着塗装装置。
【請求項2】
前記気液吸入部は、前記電極に近接して位置する、請求項1に記載の電着塗装装置。
【請求項3】
前記電極は、前記ケース内の電着塗料液の液面の高さ位置に開口する開口窓を有し、この開口窓から電着塗料液の表面液と液表面に浮上した気泡とを吸引する前記気液吸入部としての機能を果たす、請求項1または2に記載の電着塗装装置。
【請求項4】
ケース内に溜った電着塗料液中に浸漬される電着塗装電極であって、
ケース内の電着塗料液の液面の高さ位置に開口する開口窓を有し、この開口窓から電着塗料液の表面液と液表面に浮上した気泡とを吸引する気液吸入部としての機能を果たす、電着塗装電極。
【請求項5】
ケースの内面に電着塗装を施すための電着塗装方法であって、
前記ケース内に電極を配置し、この電極と前記ケースとを電力供給部を介して電気的に接続する工程と、
前記ケース内に塗料注入部から電着塗料液を注入する工程と、
前記ケース内の電着塗料液の液面高さが一定になるように電着塗料液の表面液を気液吸入部から吸引排出する工程と、
前記電力供給部から電力を供給して前記ケースの内面に電着塗装を行う工程と、
前記電着塗装を行っている間、前記塗料注入部からの電着塗料液の注入を連続的に行いながら、前記気液吸入部から電着塗料液の表面液および液表面に浮上した気泡を連続的に吸引する工程と、
前記ケースの内面に被膜を形成した後に、前記ケース内の電着塗料液を排出する工程とを備える、電着塗装方法。
【請求項6】
前記電着塗料液を排出した後に、前記ケースの内面に形成した被膜を乾燥して加熱硬化させる工程をさらに備える、電着塗装方法。
【請求項7】
前記電極は、前記ケース内の電着塗料液の液面の高さ位置に開口する開口窓を有しており、この開口窓から電着塗料液の表面液と液表面に浮上した気泡とを連続的に吸引する、請求項5または6に記載の電着塗装方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2010−163631(P2010−163631A)
【公開日】平成22年7月29日(2010.7.29)
【国際特許分類】
【出願番号】特願2009−4240(P2009−4240)
【出願日】平成21年1月13日(2009.1.13)
【出願人】(500579109)株式会社友電舎 (1)
【出願人】(597176832)三洋ジーエスソフトエナジー株式会社 (94)
【出願人】(000001889)三洋電機株式会社 (18,308)
【公開日】平成22年7月29日(2010.7.29)
【国際特許分類】
【出願日】平成21年1月13日(2009.1.13)
【出願人】(500579109)株式会社友電舎 (1)
【出願人】(597176832)三洋ジーエスソフトエナジー株式会社 (94)
【出願人】(000001889)三洋電機株式会社 (18,308)
[ Back to top ]