
電着塗装装置及び電着塗装方法
【課題】補助電極を設けて被塗装物の必要とする部位を電着塗装する場合であっても、塗装設備として複雑化することを抑える。
【解決手段】塗料3中に浸漬した被塗装物5と電極棒7とを直流電源9により接続する。被塗装物5と電極棒7との間には、第1の補助電極11を配置する一方、箱状の被塗装物5内には第2の補助電極13を配置し、これら各補助電極11,13同士を配線19により接続する。第1の補助電極11は、補助電極本体15を絶縁部材17によって塗料13に対して電気的に絶縁する。絶縁部材17は、電極棒7側が開口した箱状に形成してあり、その開口部にはイオン交換膜21を取り付ける。
【解決手段】塗料3中に浸漬した被塗装物5と電極棒7とを直流電源9により接続する。被塗装物5と電極棒7との間には、第1の補助電極11を配置する一方、箱状の被塗装物5内には第2の補助電極13を配置し、これら各補助電極11,13同士を配線19により接続する。第1の補助電極11は、補助電極本体15を絶縁部材17によって塗料13に対して電気的に絶縁する。絶縁部材17は、電極棒7側が開口した箱状に形成してあり、その開口部にはイオン交換膜21を取り付ける。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一方の電極となる被塗装物を他方の電極とともに塗料中に浸漬し、各電極相互間に電圧を印加して被塗装物の表面に電着塗装皮膜を形成する電着塗装装置及び電着塗装方法に関する。
【背景技術】
【0002】
電着塗装を実施する際に、被塗装物からなる一方の電極と電極棒からなる他方の電極との間など必要とする部位に、被塗装物と対極となる補助電極を設け、この補助電極によって被塗装物の必要とする部位を厚膜塗装する技術が知られている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特公平5−26879号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところが、この場合、補助電極にも、電極棒と同様にして、電源から直接電圧を印加する必要があり、その際、給電レールや集電子を、電極棒とは別の給電系統として設けることになって塗装設備として複雑化を招く。
【0005】
そこで、本発明は、補助電極を設けて被塗装物の必要とする部位を電着塗装する場合であっても、塗装設備として複雑化することを抑えることを目的としている。
【課題を解決するための手段】
【0006】
本発明は、一方の電極となる被塗装物と他方の電極との間に第1の補助電極を配置し、被塗装物の第1の補助電極と反対側に、第1の補助電極に電気的に接続された第2の補助電極を配置したことを特徴とする。
【発明の効果】
【0007】
本発明によれば、被塗装物を間に挟んで互いに電気的に接続された第1の補助電極及び第2の補助電極を配置するという簡素な構成によって、補助電極を用いて被塗装物の必要とする部位を電着塗装することができる。
【図面の簡単な説明】
【0008】
【図1】本発明の一実施形態に係わる電着塗装装置の全体構成図である。
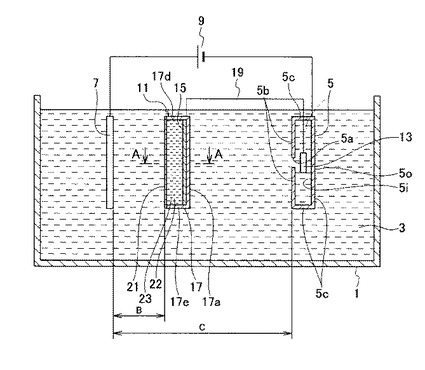
【図2】図1のA−A断面図である。
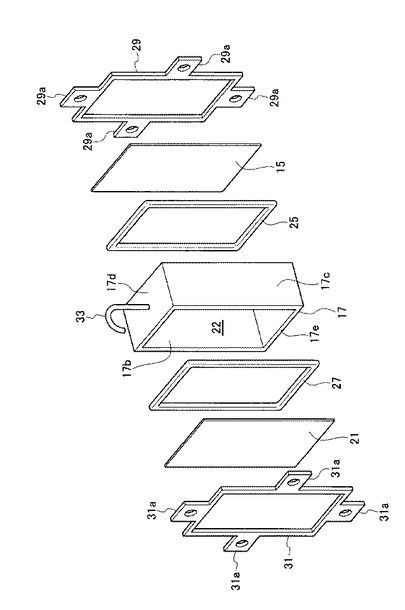
【図3】図1の電着塗装装置に使用する第1の補助電極のより具体化した分解斜視図である。
【図4】自動車の車体を被塗装物とした場合の正面図である。
【図5】図4の右側面図である。
【発明を実施するための形態】
【0009】
以下、本発明の実施の形態を図面に基づき説明する。
【0010】
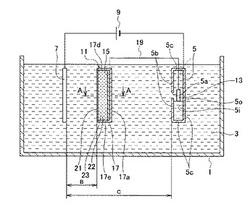
図1に示すように、本発明の一実施形態では、塗装槽1内に収容したカチオン型の塗料3中に、一方の電極となる被塗装物5及び他方の電極となる電極棒7を浸漬してある。これら被塗装物5と電極棒7とは、電圧印加手段としての直流電源9を介して、被塗装物5が陰極で、電極棒7が陽極となるよう互いに電気的に接続している。
【0011】
被塗装物5は、図1中で上下方向に長い直方体の箱状に形成した導電性の金属製であり、図1中で左側の一面のほぼ中央に貫通孔5aを形成している。すなわち、箱状の被塗装物5の内部と外部とは貫通孔5aを通して互いに連通しており、このため被塗装物5の内部にも塗料3が入り込んでいる。
【0012】
また、被塗装物5と電極棒7との間には、第1の補助電極11を塗料3中に浸漬して配置するとともに、箱状の被塗装物5内の塗料3中には、第2の補助電極13を浸漬して配置している。
【0013】
第1の補助電極11は、図1中で上下方向に長い長方形の板状の補助電極本体15を備え、補助電極本体15は、その表面を電極棒7に対向するように配置した状態で、図1中で左側の電極棒7側が開口している絶縁部材17内に収容している。補助電極本体15は第2の補助電極13と配線19を介して電気的に接続している。なお、この配線19と被塗装物5とは電気的に絶縁してある。
【0014】
第1の補助電極11及び第2の補助電極13は、上記したように配線19を介して互いに電気的に接続しているだけであり、直流電源9には接続しておらず、直流電源9を介さずに互いに電気的に接続しており、直流電源9から電圧が印加されるものではない。
【0015】
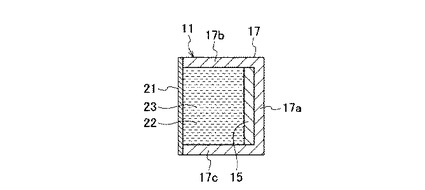
絶縁部材17は、補助電極本体15の電極棒7と反対側の裏面を固定している電極取付壁17aと、電極取付壁17aの図2中で上下の両側縁から電極棒7側に向けて延びる側壁17b,17cとを備えている。さらに、絶縁部材17は、これら電極取付壁17a及び側壁17b,17cの図1中で上下両端にそれぞれ接合される上壁17d及び下壁17eを備えている。これにより、絶縁部材17は電極棒7側が開口していることになる。
【0016】
このような絶縁部材17の電極棒7側の開口部を閉塞するように、イオン交換膜21を、側壁17b,17c及び上壁17d,下壁17eの端部に取り付けている。イオン交換膜21は、電子の通過を許容する一方、塗料3の通過を阻止する電子透過膜を構成している。このような絶縁部材17は、全体として図1中で上下方向に長い直方体形状となっており、イオン交換膜21との間に形成される塗料3と隔絶した領域22内に、導電性の液体23、例えば酢酸や水酸化ナトリウムなどの希釈液を封入している。
【0017】
補助電極本体15は、絶縁部材17とイオン交換膜21とで囲まれた領域22内に収容することで、塗料3に対して電気的に絶縁されている。
【0018】
次に、第1の補助電極11のより具体的な構成を図3に基づき説明する。ここでの絶縁部材17は、図1のものに対して電極取付壁17aがなく、周囲四方の側壁17b,17c及び上壁17d,下壁17eを有する構成としている。
【0019】
ここで、補助電極本体15は、パッキン25を介して絶縁部材17の一方の開口部を塞ぐようにして側壁17b,17c及び上壁17d,下壁17eの一方の端縁部に配置する。この補助電極本体15のパッキン25と反対側の面及び外周縁には、図示しない絶縁テープを貼付して塗料3との電気的絶縁を図っている。一方、イオン交換膜21は、パッキン27を介して絶縁部材17の他方の開口部を塞ぐようにして側壁17b,17c及び上壁17d,下壁17eの他方の端縁部に配置する。
【0020】
そして、この状態で補助電極本体15とイオン交換膜21の両側から枠体29,31で挟み込むようにしてこれらの周縁に設定してある複数の取付片29a,31aを利用して、図示しないボルトなどの締結具により締結固定する。なお、上壁17dには、領域22内に発生する水素ガスや水を抜くためのパイプ33を接続している。
【0021】
このような構成の電着塗装装置では、直流電源9により被塗装物5と電極棒7との間に直流電圧を印加すると、電極棒7には陽極電位が、被塗装物5には陰極電位が、それぞれ付与される。すると、電極棒7は、陽極に帯電している塗料3を介して被塗装物5と電気的に接続する。この接続状態については、現状の電着塗装装置と同様であり、第1の接続系統とする。
【0022】
本実施形態では、電極棒7は、上記した第1の接続系統のほかに、第1の補助電極11及び第2の補助電極13を介しても被塗装物5と電気的に接続する。すなわち、電極棒7は、塗料3→第1の補助電極11の領域22内の液体23→第1の補助電極11の補助電極本体15→配線19→第2の補助電極13→塗料3→被塗装物5の順に電気的に接続される。この接続状態を第2の接続系統とする。
【0023】
ここで、本実施形態では、第1の補助電極11を、電極棒7と被塗装物5との間に配置することで、被塗装物5よりも電極棒7に近い位置に配置している。この際、第2の接続系統では、分極現象により第1の補助電極11が電極棒7の陽極に対して陰極となり、第2の補助電極13が陽極となる。したがって、この陽極となる第2の補助電極13により、陰極となっている箱状の被塗装物5の内部の必要とする内表面5iに塗装皮膜を形成することができる。
【0024】
一方、第1の接続系統についても電流が流れることで、被塗装物5の外表面5oに上記した内表面5iへの塗装被膜の形成に並行して塗装皮膜が形成される。
【0025】
以上により、電極棒7だけでは塗装皮膜が形成されにくい被塗装物5の袋状となった内部の必要とする内表面5iに対しても、外表面5oと同様に効率よく塗装皮膜を形成することができる。
【0026】
この際、本実施形態では、単に第1の補助電極11を電極棒7と被塗装物5との間に配置するとともに、第2の補助電極13を被塗装物5内に配置して、これら第1、第2の各補助電極11,13相互を配線19により接続するという極めて簡素な構成としている。このため、本実施形態による電着塗装装置は、補助電極を設けて被塗装物の必要とする部位を塗装する場合であっても、塗装設備として複雑化することを抑えることができる。
【0027】
なお、第1の補助電極11を電極棒7と被塗装物5との間に配置するということは、図1に示すように、電極棒7と第1の補助電極11との距離Bを、電極棒7と被塗装物5との距離Cより短くすることであり、これにより被塗装物5の内表面5iにも塗料を析出させることができる。
【0028】
但し、被塗装物5の内表面5iにも塗料を析出させるか否かは、第1の補助電極11の補助電極本体15の表面積と被塗装物5の外表面5oの面積との差によっても変化するので、これら各表面積の差と前記した距離B,Cの差とを適宜調整する必要がある。
【0029】
また、補助電極を設けない場合は、電極棒7により被塗装物5の外表面5oに先に必要以上の塗料が析出されることになる。ところが、本実施形態のように、第2の補助電極13を被塗装物5内に配置してその内表面5iにも外表面5oと並行して塗料を析出させることで、被塗装物5の外表面5oへの必要以上の塗料の析出を抑え、これにより塗料の使用量を削減することができる。
【0030】
また、本実施形態では、第2の補助電極13は、直流電源9により直接電圧が印加されるものではないことから、被塗装物5との短絡を考慮して被塗装物5から充分離れた位置とする必要がなく、充分接近させることができる。その結果、被塗装物5の内表面5iに対する塗装皮膜の形成をより効率よく行うことができる。
【0031】
また、本実施形態では、被塗装物5は、第1、第2の各補助電極11,13相互間に位置する第1の部分5bと、第2の補助電極13の第1の部分5bに対向する部位とは別の部位に対向する第2の部分5cとを有し、第2の補助電極13を第1、第2の各部分5b,5cにそれぞれ対向する状態で配置している。
【0032】
このため、第1の部分5bと第2の部分5cとの間の狭い領域内であっても、内部の電流密度が高くなり、総電流量を低く抑えたまま、被塗装物5の内表面5iに効率よく塗装皮膜を形成することができる。
【0033】
また、本実施形態では、第1の補助電極11は、電子の通過を許容する一方、塗料13の通過を阻止するイオン交換膜21を、電極棒7側に配置している。この場合、イオン交換膜21が塗料13の通過を阻止するため、第1の補助電極11の被塗装物5と同様の陰極となっている補助電極本体15に、被塗装物5のように塗装皮膜が形成されることを抑えることができる。その結果、第1の補助電極11を繰り返し利用できて再利用が可能となる。
【0034】
さらに、本実施形態では、第1の補助電極11は、補助電極本体15とイオン交換膜21との間に、塗料3と隔絶する領域22を有し、この領域22内に導電性の液体23を収容している。このため、イオン交換膜21を通過して補助電極本体15に向かう電流は、導電性の液体23を介して効率よく流れて補助電極本体15に達することになる。
【0035】
この際、本実施形態では、電子透過膜としてイオン(アニオン)交換膜21を使用している。これにより、イオン交換膜21を補助電極本体15から電極棒7に向けて電子が確実に通過して、電極棒7と補助電極本体15との間に電流をより確実に流すことができる。
【0036】
なお、電子透過膜としてイオン交換膜21のほかに、UF膜(限外ろ過膜)を使用してもよい。要するに、電子透過膜としては、電子の通過を許容して電流を流すことができるが、塗料13を通過させないものであればよい。
【0037】
また、第1の補助電極11は、図1、図2に示したような直方体形状に限ることはなく、円筒形状であっても構わない。
【0038】
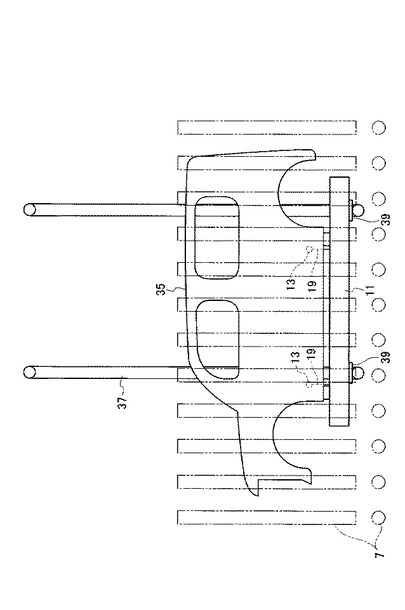
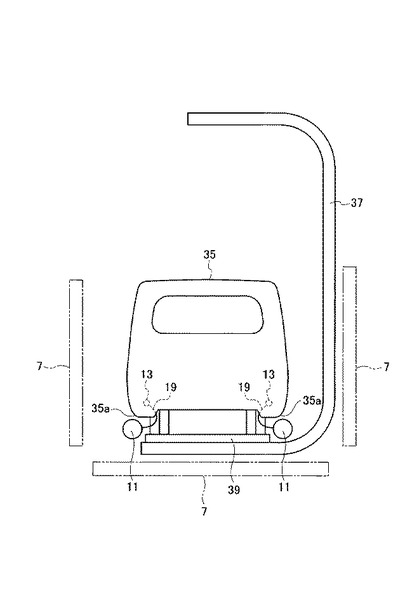
このような電着塗装は、図4、図5に示すように、図1の被塗装物5として自動車の車体35に適用することができる。この場合、車体35は、搬送用ハンガー37によって吊り下げられた状態で、図示しないコンベアにより搬送され、図1に示したような塗装槽1の塗料3中に浸漬される。搬送用ハンガー37上には台39を設けてあり、この台39の上に車体35を載せている。
【0039】
その際、図1に示してある第1の補助電極11は、図5に示すように、車体35の左右両側の角部35aの外側に配置し、第2の補助電極13は、第1の補助電極11に対応して上記した角部35aの車体内側に配置している。第1の補助電極11は、図示しない絶縁材を介して搬送用ハンガー37もしくは台39に取り付ける。また、第2の補助電極13は、車体35内に図示しない絶縁材を介して取り付ける。
【0040】
電極棒7は、車体35の左右両側面に沿って前後方向にほぼ等間隔に複数配置するとともに、車体35の下方においても前後方向にほぼ等間隔に複数配置することで、第1の補助電極11は電極棒7と車体35の角部35aとの間に位置することになる。
【0041】
これにより、電極棒7だけでは、塗装皮膜を形成しにくい角部35aの袋状となっている車体内側を、第2の補助電極13によって効率よく電着塗装することができる。
【0042】
また、前記図1に示してある直流電源9から車体35への給電は、搬送用ハンガー37を介して行う。
【符号の説明】
【0043】
3 塗料
5 被塗装物(一方の電極)
5b 被塗装物の第1の部分
5c 被塗装物の第2の部分
7 電極棒(他方の電極)
9 直流電源(電圧印加手段)
11 第1の補助電極
13 第2の補助電極
19 配線
21 イオン交換膜(電子透過膜)
22 塗料と隔絶する領域
23 導電性の液体
【技術分野】
【0001】
本発明は、一方の電極となる被塗装物を他方の電極とともに塗料中に浸漬し、各電極相互間に電圧を印加して被塗装物の表面に電着塗装皮膜を形成する電着塗装装置及び電着塗装方法に関する。
【背景技術】
【0002】
電着塗装を実施する際に、被塗装物からなる一方の電極と電極棒からなる他方の電極との間など必要とする部位に、被塗装物と対極となる補助電極を設け、この補助電極によって被塗装物の必要とする部位を厚膜塗装する技術が知られている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特公平5−26879号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところが、この場合、補助電極にも、電極棒と同様にして、電源から直接電圧を印加する必要があり、その際、給電レールや集電子を、電極棒とは別の給電系統として設けることになって塗装設備として複雑化を招く。
【0005】
そこで、本発明は、補助電極を設けて被塗装物の必要とする部位を電着塗装する場合であっても、塗装設備として複雑化することを抑えることを目的としている。
【課題を解決するための手段】
【0006】
本発明は、一方の電極となる被塗装物と他方の電極との間に第1の補助電極を配置し、被塗装物の第1の補助電極と反対側に、第1の補助電極に電気的に接続された第2の補助電極を配置したことを特徴とする。
【発明の効果】
【0007】
本発明によれば、被塗装物を間に挟んで互いに電気的に接続された第1の補助電極及び第2の補助電極を配置するという簡素な構成によって、補助電極を用いて被塗装物の必要とする部位を電着塗装することができる。
【図面の簡単な説明】
【0008】
【図1】本発明の一実施形態に係わる電着塗装装置の全体構成図である。
【図2】図1のA−A断面図である。
【図3】図1の電着塗装装置に使用する第1の補助電極のより具体化した分解斜視図である。
【図4】自動車の車体を被塗装物とした場合の正面図である。
【図5】図4の右側面図である。
【発明を実施するための形態】
【0009】
以下、本発明の実施の形態を図面に基づき説明する。
【0010】
図1に示すように、本発明の一実施形態では、塗装槽1内に収容したカチオン型の塗料3中に、一方の電極となる被塗装物5及び他方の電極となる電極棒7を浸漬してある。これら被塗装物5と電極棒7とは、電圧印加手段としての直流電源9を介して、被塗装物5が陰極で、電極棒7が陽極となるよう互いに電気的に接続している。
【0011】
被塗装物5は、図1中で上下方向に長い直方体の箱状に形成した導電性の金属製であり、図1中で左側の一面のほぼ中央に貫通孔5aを形成している。すなわち、箱状の被塗装物5の内部と外部とは貫通孔5aを通して互いに連通しており、このため被塗装物5の内部にも塗料3が入り込んでいる。
【0012】
また、被塗装物5と電極棒7との間には、第1の補助電極11を塗料3中に浸漬して配置するとともに、箱状の被塗装物5内の塗料3中には、第2の補助電極13を浸漬して配置している。
【0013】
第1の補助電極11は、図1中で上下方向に長い長方形の板状の補助電極本体15を備え、補助電極本体15は、その表面を電極棒7に対向するように配置した状態で、図1中で左側の電極棒7側が開口している絶縁部材17内に収容している。補助電極本体15は第2の補助電極13と配線19を介して電気的に接続している。なお、この配線19と被塗装物5とは電気的に絶縁してある。
【0014】
第1の補助電極11及び第2の補助電極13は、上記したように配線19を介して互いに電気的に接続しているだけであり、直流電源9には接続しておらず、直流電源9を介さずに互いに電気的に接続しており、直流電源9から電圧が印加されるものではない。
【0015】
絶縁部材17は、補助電極本体15の電極棒7と反対側の裏面を固定している電極取付壁17aと、電極取付壁17aの図2中で上下の両側縁から電極棒7側に向けて延びる側壁17b,17cとを備えている。さらに、絶縁部材17は、これら電極取付壁17a及び側壁17b,17cの図1中で上下両端にそれぞれ接合される上壁17d及び下壁17eを備えている。これにより、絶縁部材17は電極棒7側が開口していることになる。
【0016】
このような絶縁部材17の電極棒7側の開口部を閉塞するように、イオン交換膜21を、側壁17b,17c及び上壁17d,下壁17eの端部に取り付けている。イオン交換膜21は、電子の通過を許容する一方、塗料3の通過を阻止する電子透過膜を構成している。このような絶縁部材17は、全体として図1中で上下方向に長い直方体形状となっており、イオン交換膜21との間に形成される塗料3と隔絶した領域22内に、導電性の液体23、例えば酢酸や水酸化ナトリウムなどの希釈液を封入している。
【0017】
補助電極本体15は、絶縁部材17とイオン交換膜21とで囲まれた領域22内に収容することで、塗料3に対して電気的に絶縁されている。
【0018】
次に、第1の補助電極11のより具体的な構成を図3に基づき説明する。ここでの絶縁部材17は、図1のものに対して電極取付壁17aがなく、周囲四方の側壁17b,17c及び上壁17d,下壁17eを有する構成としている。
【0019】
ここで、補助電極本体15は、パッキン25を介して絶縁部材17の一方の開口部を塞ぐようにして側壁17b,17c及び上壁17d,下壁17eの一方の端縁部に配置する。この補助電極本体15のパッキン25と反対側の面及び外周縁には、図示しない絶縁テープを貼付して塗料3との電気的絶縁を図っている。一方、イオン交換膜21は、パッキン27を介して絶縁部材17の他方の開口部を塞ぐようにして側壁17b,17c及び上壁17d,下壁17eの他方の端縁部に配置する。
【0020】
そして、この状態で補助電極本体15とイオン交換膜21の両側から枠体29,31で挟み込むようにしてこれらの周縁に設定してある複数の取付片29a,31aを利用して、図示しないボルトなどの締結具により締結固定する。なお、上壁17dには、領域22内に発生する水素ガスや水を抜くためのパイプ33を接続している。
【0021】
このような構成の電着塗装装置では、直流電源9により被塗装物5と電極棒7との間に直流電圧を印加すると、電極棒7には陽極電位が、被塗装物5には陰極電位が、それぞれ付与される。すると、電極棒7は、陽極に帯電している塗料3を介して被塗装物5と電気的に接続する。この接続状態については、現状の電着塗装装置と同様であり、第1の接続系統とする。
【0022】
本実施形態では、電極棒7は、上記した第1の接続系統のほかに、第1の補助電極11及び第2の補助電極13を介しても被塗装物5と電気的に接続する。すなわち、電極棒7は、塗料3→第1の補助電極11の領域22内の液体23→第1の補助電極11の補助電極本体15→配線19→第2の補助電極13→塗料3→被塗装物5の順に電気的に接続される。この接続状態を第2の接続系統とする。
【0023】
ここで、本実施形態では、第1の補助電極11を、電極棒7と被塗装物5との間に配置することで、被塗装物5よりも電極棒7に近い位置に配置している。この際、第2の接続系統では、分極現象により第1の補助電極11が電極棒7の陽極に対して陰極となり、第2の補助電極13が陽極となる。したがって、この陽極となる第2の補助電極13により、陰極となっている箱状の被塗装物5の内部の必要とする内表面5iに塗装皮膜を形成することができる。
【0024】
一方、第1の接続系統についても電流が流れることで、被塗装物5の外表面5oに上記した内表面5iへの塗装被膜の形成に並行して塗装皮膜が形成される。
【0025】
以上により、電極棒7だけでは塗装皮膜が形成されにくい被塗装物5の袋状となった内部の必要とする内表面5iに対しても、外表面5oと同様に効率よく塗装皮膜を形成することができる。
【0026】
この際、本実施形態では、単に第1の補助電極11を電極棒7と被塗装物5との間に配置するとともに、第2の補助電極13を被塗装物5内に配置して、これら第1、第2の各補助電極11,13相互を配線19により接続するという極めて簡素な構成としている。このため、本実施形態による電着塗装装置は、補助電極を設けて被塗装物の必要とする部位を塗装する場合であっても、塗装設備として複雑化することを抑えることができる。
【0027】
なお、第1の補助電極11を電極棒7と被塗装物5との間に配置するということは、図1に示すように、電極棒7と第1の補助電極11との距離Bを、電極棒7と被塗装物5との距離Cより短くすることであり、これにより被塗装物5の内表面5iにも塗料を析出させることができる。
【0028】
但し、被塗装物5の内表面5iにも塗料を析出させるか否かは、第1の補助電極11の補助電極本体15の表面積と被塗装物5の外表面5oの面積との差によっても変化するので、これら各表面積の差と前記した距離B,Cの差とを適宜調整する必要がある。
【0029】
また、補助電極を設けない場合は、電極棒7により被塗装物5の外表面5oに先に必要以上の塗料が析出されることになる。ところが、本実施形態のように、第2の補助電極13を被塗装物5内に配置してその内表面5iにも外表面5oと並行して塗料を析出させることで、被塗装物5の外表面5oへの必要以上の塗料の析出を抑え、これにより塗料の使用量を削減することができる。
【0030】
また、本実施形態では、第2の補助電極13は、直流電源9により直接電圧が印加されるものではないことから、被塗装物5との短絡を考慮して被塗装物5から充分離れた位置とする必要がなく、充分接近させることができる。その結果、被塗装物5の内表面5iに対する塗装皮膜の形成をより効率よく行うことができる。
【0031】
また、本実施形態では、被塗装物5は、第1、第2の各補助電極11,13相互間に位置する第1の部分5bと、第2の補助電極13の第1の部分5bに対向する部位とは別の部位に対向する第2の部分5cとを有し、第2の補助電極13を第1、第2の各部分5b,5cにそれぞれ対向する状態で配置している。
【0032】
このため、第1の部分5bと第2の部分5cとの間の狭い領域内であっても、内部の電流密度が高くなり、総電流量を低く抑えたまま、被塗装物5の内表面5iに効率よく塗装皮膜を形成することができる。
【0033】
また、本実施形態では、第1の補助電極11は、電子の通過を許容する一方、塗料13の通過を阻止するイオン交換膜21を、電極棒7側に配置している。この場合、イオン交換膜21が塗料13の通過を阻止するため、第1の補助電極11の被塗装物5と同様の陰極となっている補助電極本体15に、被塗装物5のように塗装皮膜が形成されることを抑えることができる。その結果、第1の補助電極11を繰り返し利用できて再利用が可能となる。
【0034】
さらに、本実施形態では、第1の補助電極11は、補助電極本体15とイオン交換膜21との間に、塗料3と隔絶する領域22を有し、この領域22内に導電性の液体23を収容している。このため、イオン交換膜21を通過して補助電極本体15に向かう電流は、導電性の液体23を介して効率よく流れて補助電極本体15に達することになる。
【0035】
この際、本実施形態では、電子透過膜としてイオン(アニオン)交換膜21を使用している。これにより、イオン交換膜21を補助電極本体15から電極棒7に向けて電子が確実に通過して、電極棒7と補助電極本体15との間に電流をより確実に流すことができる。
【0036】
なお、電子透過膜としてイオン交換膜21のほかに、UF膜(限外ろ過膜)を使用してもよい。要するに、電子透過膜としては、電子の通過を許容して電流を流すことができるが、塗料13を通過させないものであればよい。
【0037】
また、第1の補助電極11は、図1、図2に示したような直方体形状に限ることはなく、円筒形状であっても構わない。
【0038】
このような電着塗装は、図4、図5に示すように、図1の被塗装物5として自動車の車体35に適用することができる。この場合、車体35は、搬送用ハンガー37によって吊り下げられた状態で、図示しないコンベアにより搬送され、図1に示したような塗装槽1の塗料3中に浸漬される。搬送用ハンガー37上には台39を設けてあり、この台39の上に車体35を載せている。
【0039】
その際、図1に示してある第1の補助電極11は、図5に示すように、車体35の左右両側の角部35aの外側に配置し、第2の補助電極13は、第1の補助電極11に対応して上記した角部35aの車体内側に配置している。第1の補助電極11は、図示しない絶縁材を介して搬送用ハンガー37もしくは台39に取り付ける。また、第2の補助電極13は、車体35内に図示しない絶縁材を介して取り付ける。
【0040】
電極棒7は、車体35の左右両側面に沿って前後方向にほぼ等間隔に複数配置するとともに、車体35の下方においても前後方向にほぼ等間隔に複数配置することで、第1の補助電極11は電極棒7と車体35の角部35aとの間に位置することになる。
【0041】
これにより、電極棒7だけでは、塗装皮膜を形成しにくい角部35aの袋状となっている車体内側を、第2の補助電極13によって効率よく電着塗装することができる。
【0042】
また、前記図1に示してある直流電源9から車体35への給電は、搬送用ハンガー37を介して行う。
【符号の説明】
【0043】
3 塗料
5 被塗装物(一方の電極)
5b 被塗装物の第1の部分
5c 被塗装物の第2の部分
7 電極棒(他方の電極)
9 直流電源(電圧印加手段)
11 第1の補助電極
13 第2の補助電極
19 配線
21 イオン交換膜(電子透過膜)
22 塗料と隔絶する領域
23 導電性の液体
【特許請求の範囲】
【請求項1】
塗料中に、一方の電極となる被塗装物と、他方の電極と、前記被塗装物と前記他方の電極との間に位置する第1の補助電極と、前記被塗装物の前記第1の補助電極と反対側に位置する第2の補助電極と、をそれぞれ浸漬し、前記一方の電極と前記他方の電極とを、これら各電極相互間に電圧を印加するための電圧印加手段を介して互いに電気的に接続するとともに、前記第1の補助電極と前記第2の補助電極とを前記電圧印加手段を介さずに配線を介して互いに電気的に接続することを特徴とする電着塗装装置。
【請求項2】
前記被塗装物は、前記第1、第2の各補助電極相互間に位置する第1の部分と、前記第2の補助電極の前記第1の部分に対向する部位とは別の部位に対向する第2の部分とを有し、前記第2の補助電極を前記第1、第2の各部分にそれぞれ対向する状態で配置したことを特徴とする請求項1に記載の電着塗装装置。
【請求項3】
前記第1の補助電極は、電子の通過を許容する一方、前記塗料の通過を阻止する電子透過膜を、前記他方の電極側に備えていることを特徴とする請求項1または2に記載の電着塗装装置。
【請求項4】
前記第1の補助電極は、前記電子透過膜と、該電子透過膜の前記他方の電極と反対側に位置する補助電極本体との間に、前記塗料と隔絶する領域を有し、この領域内に導電性の流体を収容したことを特徴とする請求項3に記載の電着塗装装置。
【請求項5】
前記電子透過膜は、イオン交換膜であることを特徴とする請求項3または4に記載の電着塗装装置。
【請求項6】
塗料中に浸漬した一方の電極となる被塗装物と他方の電極との間に電圧を印加し、この電圧印加により、前記他方の電極から、前記塗料を通して、前記被塗装物と前記他方の電極との間に配置した第1の補助電極に電流が流れ、この第1の補助電極から、前記被塗装物の前記第1の補助電極と反対側に配置した第2の補助電極に配線を通して電流が流れることで、前記第2の補助電極に対向する前記被塗装物の部分に電着塗装皮膜を形成するとともに、前記他方の電極から、前記塗料を通して前記被塗装物に電流が流れることで、前記被塗装物の他の部分に電着塗装皮膜を形成することを特徴とする電着塗装方法。
【請求項1】
塗料中に、一方の電極となる被塗装物と、他方の電極と、前記被塗装物と前記他方の電極との間に位置する第1の補助電極と、前記被塗装物の前記第1の補助電極と反対側に位置する第2の補助電極と、をそれぞれ浸漬し、前記一方の電極と前記他方の電極とを、これら各電極相互間に電圧を印加するための電圧印加手段を介して互いに電気的に接続するとともに、前記第1の補助電極と前記第2の補助電極とを前記電圧印加手段を介さずに配線を介して互いに電気的に接続することを特徴とする電着塗装装置。
【請求項2】
前記被塗装物は、前記第1、第2の各補助電極相互間に位置する第1の部分と、前記第2の補助電極の前記第1の部分に対向する部位とは別の部位に対向する第2の部分とを有し、前記第2の補助電極を前記第1、第2の各部分にそれぞれ対向する状態で配置したことを特徴とする請求項1に記載の電着塗装装置。
【請求項3】
前記第1の補助電極は、電子の通過を許容する一方、前記塗料の通過を阻止する電子透過膜を、前記他方の電極側に備えていることを特徴とする請求項1または2に記載の電着塗装装置。
【請求項4】
前記第1の補助電極は、前記電子透過膜と、該電子透過膜の前記他方の電極と反対側に位置する補助電極本体との間に、前記塗料と隔絶する領域を有し、この領域内に導電性の流体を収容したことを特徴とする請求項3に記載の電着塗装装置。
【請求項5】
前記電子透過膜は、イオン交換膜であることを特徴とする請求項3または4に記載の電着塗装装置。
【請求項6】
塗料中に浸漬した一方の電極となる被塗装物と他方の電極との間に電圧を印加し、この電圧印加により、前記他方の電極から、前記塗料を通して、前記被塗装物と前記他方の電極との間に配置した第1の補助電極に電流が流れ、この第1の補助電極から、前記被塗装物の前記第1の補助電極と反対側に配置した第2の補助電極に配線を通して電流が流れることで、前記第2の補助電極に対向する前記被塗装物の部分に電着塗装皮膜を形成するとともに、前記他方の電極から、前記塗料を通して前記被塗装物に電流が流れることで、前記被塗装物の他の部分に電着塗装皮膜を形成することを特徴とする電着塗装方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−1967(P2013−1967A)
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願番号】特願2011−134854(P2011−134854)
【出願日】平成23年6月17日(2011.6.17)
【出願人】(000003997)日産自動車株式会社 (16,386)
【出願人】(592081829)株式会社ポリテックス (1)
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願日】平成23年6月17日(2011.6.17)
【出願人】(000003997)日産自動車株式会社 (16,386)
【出願人】(592081829)株式会社ポリテックス (1)
[ Back to top ]