
電磁波シールドカバー及びその製造法
【課題】 各種端子や各種電子部品の電磁シールドを簡単に行うことができる電磁波シールドカバーを提供することである。またそのような電磁波シールドカバーを製造する方法を提供することである。
【解決手段】 軟質樹脂ゾルに金型を浸漬して付着乾燥させ、次いで導電性樹脂液に浸漬し付着乾燥させることを特徴とする電磁波シールドカバーの製造法。得られるカバーは、軟質樹脂層よりなる内層の外側に導電性樹脂層が積層されている。その外側にさらに軟質樹脂層を積層してもよい。導電性樹脂としては、ポリ(3,4−エチレンジオキシチオフェン/ポリ(4−スチレンスルホンサン酸)複合体が好ましい。本発明の電磁波シールドカバーの製造方法は工程が簡単で、得られた電磁波シールドカバーは、軟質樹脂層と導電性樹脂層の接着強度が優れている。全体として軟質なので、端子や部品にカバーし易く、密着性に優れ、その結果電磁シールド性が優れる。
【解決手段】 軟質樹脂ゾルに金型を浸漬して付着乾燥させ、次いで導電性樹脂液に浸漬し付着乾燥させることを特徴とする電磁波シールドカバーの製造法。得られるカバーは、軟質樹脂層よりなる内層の外側に導電性樹脂層が積層されている。その外側にさらに軟質樹脂層を積層してもよい。導電性樹脂としては、ポリ(3,4−エチレンジオキシチオフェン/ポリ(4−スチレンスルホンサン酸)複合体が好ましい。本発明の電磁波シールドカバーの製造方法は工程が簡単で、得られた電磁波シールドカバーは、軟質樹脂層と導電性樹脂層の接着強度が優れている。全体として軟質なので、端子や部品にカバーし易く、密着性に優れ、その結果電磁シールド性が優れる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電磁波シールドカバー及びその製造法に関する。さらに詳しくは、各種端子や電子部品等に被せて使用する電磁波シールドカバー及びその製造法に関する。
【背景技術】
【0002】
近年、電子機器や部品が発生する電磁波が機器に与える影響が大きくなり問題化している。そのため、電磁波をシールドする技術が種々検討されている。例えば回路基板と入出力部全体を導電性のケースで覆う方法(特許文献1)、ケーブル端子においては編組シールド被覆電線を用いる方法(特許文献2)等がある。しかしながら、ケースで覆う方法は機器の小型化の要請に反する。またケーブル端子の場合はどうしても端子の部分がむき出しとなりシールド効果が不十分である。
【0003】
特許文献3には、電子部品の端子とケーブルを接続する場合に、接続部をプラスチックカバーで套嵌着するかもしくはモールド成形で形成するようにし、カバーの内側に袋状もしくは筒状のシールド部を形成することが記載されている。シールド部は導電性プラスチックモールド成形、別設したシールド部の嵌合、電磁シールド性素材の塗装等により形成する。しかしながら、この技術はカバーとシールド部を別に形成する必要がある等、工程が複雑である。
【0004】
最近、導電材料として導電性高分子にドーパントをドーピングした素材が注目されている。代表的なものとしてポリ(3,4−エチレンジオキシチオフェンとポリ(4−スチレンスルホンサン酸複合体(PEDOT/PPS)が挙げられる。この膜を用いた電磁波シールドとして、オーバーヘッドプロジェクターシートにディップコートしたものが特許文献4に開示されている。しかしながら、特許文献4の薄膜は基材との密着性が悪く、また膜の強度も弱く、実用的に使用するには不十分である。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平11−284386号公報
【特許文献2】特開2007−60784号公報
【特許文献3】特開平8−22867号公報
【特許文献4】特開2007−96016号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、各種端子や各種電子部品の電磁シールドを簡単に行うことができる電磁波シールドカバーを提供することである。またそのような電磁波シールドカバーを製造する方法を提供することである。
【課題を解決するための手段】
【0007】
本発明者は、上記の目的を達成するために鋭意検討の結果、導電性の軟質樹脂により各種端子や電子部品をカバーすることによって電磁波シールドが可能であること、特定の導電性樹脂と軟質樹脂を特定の方法で積層することによりかかる電磁波シールドカバーを製造できることを見出し、本発明に到達した。
即ち本発明は以下のとおりである。
【0008】
1.軟質樹脂ゾルに金型を浸漬して付着乾燥させ、次いで導電性樹脂液に浸漬し付着乾燥させることを特徴とする、軟質樹脂層よりなる内層の外側に導電性樹脂層が積層された電磁波シールドカバーの製造法。
2.導電性樹脂液を付着乾燥後、さらに軟質樹脂ゾルに浸漬して導電性樹脂膜の表面の一部または全部に軟質樹脂層を付着乾燥させることを特徴とする前記1の電磁波シールドカバーの製造法。
3.軟質樹脂液が塩化ビニルゾルである前記1又は2の電磁波シールドカバーの製造法。
4.導電性樹脂がポリチオフェン構造を有するものである前記1〜3のいずれか1項の電磁波シールドカバーの製造法。
5.ポリチオフェン構造を有する有機導電性樹脂がポリ(3,4−エチレンジオキシチオフェン/ポリ(4−スチレンスルホンサン酸)複合体である前記1〜4のいずれか1項の電磁波シールドカバーの製造法。
6.軟質樹脂層よりなる内層の外側に有機導電性樹脂層を積層してなる電磁波シールドカバー。
7.有機導電性樹脂層の外側の一部または全部にさらに軟質樹脂層を積層してなる前記6の電磁波シールドカバー。
【発明の効果】
【0009】
本発明の電磁波シールドカバーの製造方法は工程が簡単で、得られた電磁波シールドカバーは、軟質樹脂層と導電性樹脂層の接着強度が優れている。全体として軟質なので、端子や部品にカバーし易く、密着性に優れ、その結果電磁シールド性が優れる。
【図面の簡単な説明】
【0010】
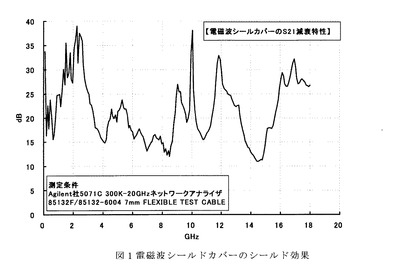
【図1】図1は本発明の電磁波シールドカバーのシールド効果を表した図である。
【発明を実施するための形態】
【0011】
本発明の電磁シールドカバーは内層が軟質樹脂で、その外層に導電性樹脂が積層されている。所望によりさらにその外側に軟質樹脂が積層されてもよい。この場合、導電性樹脂層はその全部又は一部が軟質樹脂で積層されるが、一部が積層される場合は、積層されていない導電性樹脂層からアースをとることもできる。
軟質樹脂としては、例えば軟質塩化ビニル、軟質ポリウレタン、各種ゴム、軟質アクリル樹脂、シリコーンなどが例示できる。これらの中で、軟質塩化ビニル樹脂が好ましく、塩化ビニル樹脂ゾルを原料として成形される。
【0012】
本発明における導電性樹脂としては、ポリチオフェン構造を有するものが挙げられる。代表的にはPEDOT/PPSである。PEDOTは導電性高分子であり、PSS(ポリスルホンサン)はPEDOTに導電性を付与するだけでなく、高分子電解質として働き、導電性高分子を水溶液にするためのいわば溶媒としても働いている。
本発明の電磁波シールドカバーは、いわゆるディップ成形により製造される。ディップ成形は、金型を樹脂液に浸漬し、引き上げて金型表面に樹脂液層を形成させ、乾燥離型して成形品を得る方法で、工程が簡単で、装置も安価であるという特徴がある。
【0013】
以下に、本発明の電磁波シールドカバーを塩化ビニルゾルとPEDOT/PPS水溶液を用いてディップ成形で製造する方法について説明する。
塩化ビニルゾルは、特化されたものである必要はなく、一般市販品が使用できる。その粘度に特に制限ないが、常温では1000mPa.S〜3000mPa.Sものであれば良い。
金型を塩化ビニルゾルに浸漬(ディッピング)する。この時金型温度は通常80℃〜150℃、好ましくは110℃〜120℃である。塩化ビニルゾルの温度は通常−10℃〜45℃、好ましくは18〜25℃である。
浸漬後金型を取り出し、熱乾燥炉で乾燥させる。乾燥は通常150℃〜400℃、好ましくは200℃〜300℃で行う。乾燥時間は通常5秒〜20秒、好ましくは10〜15秒である。ついで熱乾燥炉から取り出し、空気中で5秒〜20秒程度自然冷却させる。補助冷却がある場合は、冷却方式により冷却時間を調節すればよい。
【0014】
成形した塩化ビニル皮膜の表面温度が90〜95℃になったら、離型せずにそのままPEDOT/PPS水溶液に浸漬する。このとき金型温度は通常110℃〜120℃である。この条件であれば、塩化ビニル樹脂膜と導電膜との密着性を向上することができる。空中の冷却時間が10秒より短すぎると、冷却不十分となって、導電性水溶液に持ち込まれた余分の熱量で、導電性膜に水泡・気泡が生じることがある。この時のPEDOT/PPS水溶液の温度は5℃〜40℃、浸漬速度は1mm/秒から0mm/秒まで線形的に制御することが好ましい。PEDOT/PPS水溶液の温度が5℃未満では溶液が凍りやすく、40℃を超えると金型による持ち込んだ余分の熱で水分が蒸発し、粘度が上がりやすくなる。浸漬速度が0mm/秒に近くのあまりの低速で行うと工程サイクル時間が長くなり、製造コストの抑制に不向きである。1.0mm/秒を超えると金型表面に付着したエアが水溶液に持ち込まれやすく、導電性膜に水泡・気泡が発生する原因になる。
【0015】
次いで、金型を引き上げる。引上げ速度は最初1mm/秒から徐々に落とし、最後に0.5mm/秒程度とすれば気泡発生が効果的に抑制される。導電性水溶液から引き上げ速度が過大な場合は、塩化ビニル膜表面に付着した導電性液体が重力の働きで垂れてしまい、肉厚不均一の原因になる。
次いで、好ましくは110℃〜130℃で乾燥を行う。この範囲の温度で乾燥することにより導電性膜に含有している水分を水泡・気泡形成させないようにゆっくり追い出し、品質の良い導電性膜を得ることができる。
【0016】
このようにして、本発明の電磁波シールドカバーを得ることができる。
導電膜の肉厚はPEDOT/PPS水溶液粘度で調整できる。上記全体成形条件を満した上、例えばPEDOT/PPS水溶液の粘度を200mPa.S〜400mPa.Sにすると、乾燥後導電膜厚は100〜300μmになる。
カバー表面の絶縁性、導電層を保護する等の必要な場合、PEDOT/PPS皮膜の上に、さらにディッピングによる塩化ビニルの皮膜を形成すれば良い。この場合導電層全面に皮膜を形成してもよく、一部に形成して一部は導電層をそのままむき出しにしてもよい。導電性樹脂層はその全部が塩化ビニル樹脂で積層されると、導電性樹脂層の耐候性、耐劣化が向上し、一部が積層される場合は、積層されていない導電性樹脂層からアースを取ることもできる。
【0017】
上述の如く、本発明により得られた導電膜の肉厚は100μmないし300μmの薄いものである。軟質樹脂ゾルの粘度、導電性液体の粘度などの制御条件を調整すれば実質的に均一な肉厚のキャップを得ることができる。
また、本発明の成形工程は連続しているため、塩化ビニル膜と導電性膜との密着性が優れ、力学強度、耐劣化性も優れている。導電性、絶縁性、導電アース取りを好ましく実現でき、実用性かつ柔軟性の高い導電性シールドキャップである。
本発明の電磁波シールドカバーは、電気・電子機器や部品の電磁波シールドに有効である。電磁波シールドは、外部からの電磁波による誤動作の防止または外部へ電磁波の放出防止、いずれにも有効である。例えば、電子回路のコンデンサ、コネクタ、ハーネスやケーブルの端末、バッテリーカバー、モーターカバー等の電磁波シールドに好適に使用できる。付加価値とし、導電性と防水性を兼ね備えた防水導電カバーにも応用できる。
【実施例】
【0018】
以下に実施例で本発明を説明する。
実施例1
常温23℃、湿度50%R.Hの作業条件に軟質樹脂として常温粘度1250mPa.Sの市販塩化ビニルゾルを用い、導電性水溶液は常温粘度340mPa.SのPEDOT/PSSを使用した。金型は先端が半球状の円柱(半径11mm、全長30mm)を用いた。
表面温度が115℃程度になるまで予熱した金型を塩化ビニルゾルに浸漬し、直ちに引き上げ、雰囲気温度250℃の乾燥熱炉で10秒乾燥・固化した後、空中で冷却した。冷却時間は常温で約10秒程度であった。このとき金型の表面温度は約115℃、塩化ビニルキャップ膜の表面温度は約93℃であった。
ついで、金型全体を導電性液体へディッピングイングし、直ちに引き上げた。ディッピングイング速度は最初の1mm/秒から設計ディッピング深度を満たした時点で0mm/秒となるように徐々に落した。同様に導電性水溶液からの引き上げ速度は最初の1mm/秒程度から徐々に落とし、最後は0.5mm/秒程度で導電性液体から完全に離れるようにした。導電性液体からの引き上げた金型全体を120℃の熱炉で10分間水分を蒸発させ乾燥した。
このようにして、得られた本発明の電磁波シールドキャップを目視で観察したところ、気泡や水泡は見られなかった。
【0019】
実施例2
実施例1と同様にして、軟質塩化ビニルの表面に導電性樹脂皮膜を形成した後、離型せずに再度塩化ビニルゾルに浸漬し、直ちに引き上げ、乾燥した。浸漬は、アース取りに必要な面積が確保できるようにディッピングインの深度を調節した。軟質塩化ビニル膜は防水機能もあり、カバーの外層に軟質塩化ビニルをコーティングすることによって、実施例1で出来たシールド性を保持しながら、導電性と防水性を兼ね備えた防水導電カバーの応用になる。実施例1と同様に目視で観察したところ、気泡や水泡は見られなかった。
【0020】
シールド性評価例1
電磁波シールド効果の測定は次のようにして行った。
Agilent社ネットワークアナライザー5071C(測定周波数帯域300KHz〜20GHz)を使用し、S21パラメータを用いて評価した。S21パラメータは高周波伝送線路における電力・信号の減衰特性を評価する係数であり、無線妨害波電力放射特性を評価するためのものでもある。ネットワークアナライザー5071CのPort1と連結した同軸ケーブルコネクタ(N6314Aケーブル、N型−N型、発信アンテナの役割として)に実施例1で成形出来た電磁波シールキャップを被せて信号を発信し、Port1と同様にPort2と連結した同軸ケーブルコネクタを受信側(受信アンテナの役割として)としその信号を拾い、ネットワークアナライザーに返す。シールドカバーを被せることによってPort2側の受信量が減衰するので、シールドカバーを被せる前後の減衰量の差を用い電磁波シールド効果を評価する。
【0021】
測定の際には上記送信側と受信側それぞれのケーブルコネクタを、間隔をおいて相対するように完全に治具に固定する。送信側のコネクタにシールドカバーを被せた後、両コネクタ先端を1mm間隔を空けるようにセットする。これは密着した電子部品間のノイズ対策を考慮した評価手法である。
S21は下記により定義される。
S21(dB)=−20×log(減衰率)(マイナス符号“−”は正値を取るために入れたものである)
減衰率=シールド後の電界強度/シールド前の電界強度
【0022】
結果は図1のグラフで示した。
横軸は周波数で縦軸はシールド効果(単位はデシベル、dB)である。dBは電磁波シールドカバーを被せた後伝送信号が相対的にどのぐらい減衰したかを数字的に表現するものである。曲線は上に行けば行くほどシールド効果が高いことを示す。
図1より、実施例1の電磁波シールド効果が優れていることが明らかである。
同様に、実施例2のシールド効果を測定したところ、実施例1と殆ど同様のシールド効果を示した。
また、塩化ビニル製のキャップのシールド効果を同様にして測定したところ、殆どシールド効果を示さなかった。
【産業上の利用可能性】
【0023】
本発明の電磁波シールドカバーは、電気・電子機器、部品の外部からの電磁波による誤動作防止や外部への電磁波の放出防止に好適に使用される。
【技術分野】
【0001】
本発明は、電磁波シールドカバー及びその製造法に関する。さらに詳しくは、各種端子や電子部品等に被せて使用する電磁波シールドカバー及びその製造法に関する。
【背景技術】
【0002】
近年、電子機器や部品が発生する電磁波が機器に与える影響が大きくなり問題化している。そのため、電磁波をシールドする技術が種々検討されている。例えば回路基板と入出力部全体を導電性のケースで覆う方法(特許文献1)、ケーブル端子においては編組シールド被覆電線を用いる方法(特許文献2)等がある。しかしながら、ケースで覆う方法は機器の小型化の要請に反する。またケーブル端子の場合はどうしても端子の部分がむき出しとなりシールド効果が不十分である。
【0003】
特許文献3には、電子部品の端子とケーブルを接続する場合に、接続部をプラスチックカバーで套嵌着するかもしくはモールド成形で形成するようにし、カバーの内側に袋状もしくは筒状のシールド部を形成することが記載されている。シールド部は導電性プラスチックモールド成形、別設したシールド部の嵌合、電磁シールド性素材の塗装等により形成する。しかしながら、この技術はカバーとシールド部を別に形成する必要がある等、工程が複雑である。
【0004】
最近、導電材料として導電性高分子にドーパントをドーピングした素材が注目されている。代表的なものとしてポリ(3,4−エチレンジオキシチオフェンとポリ(4−スチレンスルホンサン酸複合体(PEDOT/PPS)が挙げられる。この膜を用いた電磁波シールドとして、オーバーヘッドプロジェクターシートにディップコートしたものが特許文献4に開示されている。しかしながら、特許文献4の薄膜は基材との密着性が悪く、また膜の強度も弱く、実用的に使用するには不十分である。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平11−284386号公報
【特許文献2】特開2007−60784号公報
【特許文献3】特開平8−22867号公報
【特許文献4】特開2007−96016号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、各種端子や各種電子部品の電磁シールドを簡単に行うことができる電磁波シールドカバーを提供することである。またそのような電磁波シールドカバーを製造する方法を提供することである。
【課題を解決するための手段】
【0007】
本発明者は、上記の目的を達成するために鋭意検討の結果、導電性の軟質樹脂により各種端子や電子部品をカバーすることによって電磁波シールドが可能であること、特定の導電性樹脂と軟質樹脂を特定の方法で積層することによりかかる電磁波シールドカバーを製造できることを見出し、本発明に到達した。
即ち本発明は以下のとおりである。
【0008】
1.軟質樹脂ゾルに金型を浸漬して付着乾燥させ、次いで導電性樹脂液に浸漬し付着乾燥させることを特徴とする、軟質樹脂層よりなる内層の外側に導電性樹脂層が積層された電磁波シールドカバーの製造法。
2.導電性樹脂液を付着乾燥後、さらに軟質樹脂ゾルに浸漬して導電性樹脂膜の表面の一部または全部に軟質樹脂層を付着乾燥させることを特徴とする前記1の電磁波シールドカバーの製造法。
3.軟質樹脂液が塩化ビニルゾルである前記1又は2の電磁波シールドカバーの製造法。
4.導電性樹脂がポリチオフェン構造を有するものである前記1〜3のいずれか1項の電磁波シールドカバーの製造法。
5.ポリチオフェン構造を有する有機導電性樹脂がポリ(3,4−エチレンジオキシチオフェン/ポリ(4−スチレンスルホンサン酸)複合体である前記1〜4のいずれか1項の電磁波シールドカバーの製造法。
6.軟質樹脂層よりなる内層の外側に有機導電性樹脂層を積層してなる電磁波シールドカバー。
7.有機導電性樹脂層の外側の一部または全部にさらに軟質樹脂層を積層してなる前記6の電磁波シールドカバー。
【発明の効果】
【0009】
本発明の電磁波シールドカバーの製造方法は工程が簡単で、得られた電磁波シールドカバーは、軟質樹脂層と導電性樹脂層の接着強度が優れている。全体として軟質なので、端子や部品にカバーし易く、密着性に優れ、その結果電磁シールド性が優れる。
【図面の簡単な説明】
【0010】
【図1】図1は本発明の電磁波シールドカバーのシールド効果を表した図である。
【発明を実施するための形態】
【0011】
本発明の電磁シールドカバーは内層が軟質樹脂で、その外層に導電性樹脂が積層されている。所望によりさらにその外側に軟質樹脂が積層されてもよい。この場合、導電性樹脂層はその全部又は一部が軟質樹脂で積層されるが、一部が積層される場合は、積層されていない導電性樹脂層からアースをとることもできる。
軟質樹脂としては、例えば軟質塩化ビニル、軟質ポリウレタン、各種ゴム、軟質アクリル樹脂、シリコーンなどが例示できる。これらの中で、軟質塩化ビニル樹脂が好ましく、塩化ビニル樹脂ゾルを原料として成形される。
【0012】
本発明における導電性樹脂としては、ポリチオフェン構造を有するものが挙げられる。代表的にはPEDOT/PPSである。PEDOTは導電性高分子であり、PSS(ポリスルホンサン)はPEDOTに導電性を付与するだけでなく、高分子電解質として働き、導電性高分子を水溶液にするためのいわば溶媒としても働いている。
本発明の電磁波シールドカバーは、いわゆるディップ成形により製造される。ディップ成形は、金型を樹脂液に浸漬し、引き上げて金型表面に樹脂液層を形成させ、乾燥離型して成形品を得る方法で、工程が簡単で、装置も安価であるという特徴がある。
【0013】
以下に、本発明の電磁波シールドカバーを塩化ビニルゾルとPEDOT/PPS水溶液を用いてディップ成形で製造する方法について説明する。
塩化ビニルゾルは、特化されたものである必要はなく、一般市販品が使用できる。その粘度に特に制限ないが、常温では1000mPa.S〜3000mPa.Sものであれば良い。
金型を塩化ビニルゾルに浸漬(ディッピング)する。この時金型温度は通常80℃〜150℃、好ましくは110℃〜120℃である。塩化ビニルゾルの温度は通常−10℃〜45℃、好ましくは18〜25℃である。
浸漬後金型を取り出し、熱乾燥炉で乾燥させる。乾燥は通常150℃〜400℃、好ましくは200℃〜300℃で行う。乾燥時間は通常5秒〜20秒、好ましくは10〜15秒である。ついで熱乾燥炉から取り出し、空気中で5秒〜20秒程度自然冷却させる。補助冷却がある場合は、冷却方式により冷却時間を調節すればよい。
【0014】
成形した塩化ビニル皮膜の表面温度が90〜95℃になったら、離型せずにそのままPEDOT/PPS水溶液に浸漬する。このとき金型温度は通常110℃〜120℃である。この条件であれば、塩化ビニル樹脂膜と導電膜との密着性を向上することができる。空中の冷却時間が10秒より短すぎると、冷却不十分となって、導電性水溶液に持ち込まれた余分の熱量で、導電性膜に水泡・気泡が生じることがある。この時のPEDOT/PPS水溶液の温度は5℃〜40℃、浸漬速度は1mm/秒から0mm/秒まで線形的に制御することが好ましい。PEDOT/PPS水溶液の温度が5℃未満では溶液が凍りやすく、40℃を超えると金型による持ち込んだ余分の熱で水分が蒸発し、粘度が上がりやすくなる。浸漬速度が0mm/秒に近くのあまりの低速で行うと工程サイクル時間が長くなり、製造コストの抑制に不向きである。1.0mm/秒を超えると金型表面に付着したエアが水溶液に持ち込まれやすく、導電性膜に水泡・気泡が発生する原因になる。
【0015】
次いで、金型を引き上げる。引上げ速度は最初1mm/秒から徐々に落とし、最後に0.5mm/秒程度とすれば気泡発生が効果的に抑制される。導電性水溶液から引き上げ速度が過大な場合は、塩化ビニル膜表面に付着した導電性液体が重力の働きで垂れてしまい、肉厚不均一の原因になる。
次いで、好ましくは110℃〜130℃で乾燥を行う。この範囲の温度で乾燥することにより導電性膜に含有している水分を水泡・気泡形成させないようにゆっくり追い出し、品質の良い導電性膜を得ることができる。
【0016】
このようにして、本発明の電磁波シールドカバーを得ることができる。
導電膜の肉厚はPEDOT/PPS水溶液粘度で調整できる。上記全体成形条件を満した上、例えばPEDOT/PPS水溶液の粘度を200mPa.S〜400mPa.Sにすると、乾燥後導電膜厚は100〜300μmになる。
カバー表面の絶縁性、導電層を保護する等の必要な場合、PEDOT/PPS皮膜の上に、さらにディッピングによる塩化ビニルの皮膜を形成すれば良い。この場合導電層全面に皮膜を形成してもよく、一部に形成して一部は導電層をそのままむき出しにしてもよい。導電性樹脂層はその全部が塩化ビニル樹脂で積層されると、導電性樹脂層の耐候性、耐劣化が向上し、一部が積層される場合は、積層されていない導電性樹脂層からアースを取ることもできる。
【0017】
上述の如く、本発明により得られた導電膜の肉厚は100μmないし300μmの薄いものである。軟質樹脂ゾルの粘度、導電性液体の粘度などの制御条件を調整すれば実質的に均一な肉厚のキャップを得ることができる。
また、本発明の成形工程は連続しているため、塩化ビニル膜と導電性膜との密着性が優れ、力学強度、耐劣化性も優れている。導電性、絶縁性、導電アース取りを好ましく実現でき、実用性かつ柔軟性の高い導電性シールドキャップである。
本発明の電磁波シールドカバーは、電気・電子機器や部品の電磁波シールドに有効である。電磁波シールドは、外部からの電磁波による誤動作の防止または外部へ電磁波の放出防止、いずれにも有効である。例えば、電子回路のコンデンサ、コネクタ、ハーネスやケーブルの端末、バッテリーカバー、モーターカバー等の電磁波シールドに好適に使用できる。付加価値とし、導電性と防水性を兼ね備えた防水導電カバーにも応用できる。
【実施例】
【0018】
以下に実施例で本発明を説明する。
実施例1
常温23℃、湿度50%R.Hの作業条件に軟質樹脂として常温粘度1250mPa.Sの市販塩化ビニルゾルを用い、導電性水溶液は常温粘度340mPa.SのPEDOT/PSSを使用した。金型は先端が半球状の円柱(半径11mm、全長30mm)を用いた。
表面温度が115℃程度になるまで予熱した金型を塩化ビニルゾルに浸漬し、直ちに引き上げ、雰囲気温度250℃の乾燥熱炉で10秒乾燥・固化した後、空中で冷却した。冷却時間は常温で約10秒程度であった。このとき金型の表面温度は約115℃、塩化ビニルキャップ膜の表面温度は約93℃であった。
ついで、金型全体を導電性液体へディッピングイングし、直ちに引き上げた。ディッピングイング速度は最初の1mm/秒から設計ディッピング深度を満たした時点で0mm/秒となるように徐々に落した。同様に導電性水溶液からの引き上げ速度は最初の1mm/秒程度から徐々に落とし、最後は0.5mm/秒程度で導電性液体から完全に離れるようにした。導電性液体からの引き上げた金型全体を120℃の熱炉で10分間水分を蒸発させ乾燥した。
このようにして、得られた本発明の電磁波シールドキャップを目視で観察したところ、気泡や水泡は見られなかった。
【0019】
実施例2
実施例1と同様にして、軟質塩化ビニルの表面に導電性樹脂皮膜を形成した後、離型せずに再度塩化ビニルゾルに浸漬し、直ちに引き上げ、乾燥した。浸漬は、アース取りに必要な面積が確保できるようにディッピングインの深度を調節した。軟質塩化ビニル膜は防水機能もあり、カバーの外層に軟質塩化ビニルをコーティングすることによって、実施例1で出来たシールド性を保持しながら、導電性と防水性を兼ね備えた防水導電カバーの応用になる。実施例1と同様に目視で観察したところ、気泡や水泡は見られなかった。
【0020】
シールド性評価例1
電磁波シールド効果の測定は次のようにして行った。
Agilent社ネットワークアナライザー5071C(測定周波数帯域300KHz〜20GHz)を使用し、S21パラメータを用いて評価した。S21パラメータは高周波伝送線路における電力・信号の減衰特性を評価する係数であり、無線妨害波電力放射特性を評価するためのものでもある。ネットワークアナライザー5071CのPort1と連結した同軸ケーブルコネクタ(N6314Aケーブル、N型−N型、発信アンテナの役割として)に実施例1で成形出来た電磁波シールキャップを被せて信号を発信し、Port1と同様にPort2と連結した同軸ケーブルコネクタを受信側(受信アンテナの役割として)としその信号を拾い、ネットワークアナライザーに返す。シールドカバーを被せることによってPort2側の受信量が減衰するので、シールドカバーを被せる前後の減衰量の差を用い電磁波シールド効果を評価する。
【0021】
測定の際には上記送信側と受信側それぞれのケーブルコネクタを、間隔をおいて相対するように完全に治具に固定する。送信側のコネクタにシールドカバーを被せた後、両コネクタ先端を1mm間隔を空けるようにセットする。これは密着した電子部品間のノイズ対策を考慮した評価手法である。
S21は下記により定義される。
S21(dB)=−20×log(減衰率)(マイナス符号“−”は正値を取るために入れたものである)
減衰率=シールド後の電界強度/シールド前の電界強度
【0022】
結果は図1のグラフで示した。
横軸は周波数で縦軸はシールド効果(単位はデシベル、dB)である。dBは電磁波シールドカバーを被せた後伝送信号が相対的にどのぐらい減衰したかを数字的に表現するものである。曲線は上に行けば行くほどシールド効果が高いことを示す。
図1より、実施例1の電磁波シールド効果が優れていることが明らかである。
同様に、実施例2のシールド効果を測定したところ、実施例1と殆ど同様のシールド効果を示した。
また、塩化ビニル製のキャップのシールド効果を同様にして測定したところ、殆どシールド効果を示さなかった。
【産業上の利用可能性】
【0023】
本発明の電磁波シールドカバーは、電気・電子機器、部品の外部からの電磁波による誤動作防止や外部への電磁波の放出防止に好適に使用される。
【特許請求の範囲】
【請求項1】
軟質樹脂ゾルに金型を浸漬して付着乾燥させ、次いで導電性樹脂液に浸漬し付着乾燥させることを特徴とする、軟質樹脂層よりなる内層の外側に導電性樹脂層が積層された電磁波シールドカバーの製造法。
【請求項2】
導電性樹脂液を付着乾燥後、さらに軟質樹脂ゾルに浸漬して導電性樹脂膜の表面の一部または全部に軟質樹脂層を付着乾燥させることを特徴とする請求項1の電磁波シールドカバーの製造法。
【請求項3】
軟質樹脂液が塩化ビニルゾルである請求項1又は2の電磁波シールドカバーの製造法。
【請求項4】
導電性樹脂がポリチオフェン構造を有するものである請求項1〜3のいずれか1項の電磁波シールドカバーの製造法。
【請求項5】
ポリチオフェン構造を有する有機導電性樹脂がポリ(3,4−エチレンジオキシチオフェン/ポリ(4−スチレンスルホンサン酸)複合体である請求項1〜4のいずれか1項の電磁波シールドカバーの製造法。
【請求項6】
軟質樹脂層よりなる内層の外側に有機導電性樹脂層を積層してなる電磁波シールドカバー。
【請求項7】
有機導電性樹脂層の外側の一部または全部にさらに軟質樹脂層を積層してなる請求項6の電磁波シールドカバー。
【請求項1】
軟質樹脂ゾルに金型を浸漬して付着乾燥させ、次いで導電性樹脂液に浸漬し付着乾燥させることを特徴とする、軟質樹脂層よりなる内層の外側に導電性樹脂層が積層された電磁波シールドカバーの製造法。
【請求項2】
導電性樹脂液を付着乾燥後、さらに軟質樹脂ゾルに浸漬して導電性樹脂膜の表面の一部または全部に軟質樹脂層を付着乾燥させることを特徴とする請求項1の電磁波シールドカバーの製造法。
【請求項3】
軟質樹脂液が塩化ビニルゾルである請求項1又は2の電磁波シールドカバーの製造法。
【請求項4】
導電性樹脂がポリチオフェン構造を有するものである請求項1〜3のいずれか1項の電磁波シールドカバーの製造法。
【請求項5】
ポリチオフェン構造を有する有機導電性樹脂がポリ(3,4−エチレンジオキシチオフェン/ポリ(4−スチレンスルホンサン酸)複合体である請求項1〜4のいずれか1項の電磁波シールドカバーの製造法。
【請求項6】
軟質樹脂層よりなる内層の外側に有機導電性樹脂層を積層してなる電磁波シールドカバー。
【請求項7】
有機導電性樹脂層の外側の一部または全部にさらに軟質樹脂層を積層してなる請求項6の電磁波シールドカバー。
【図1】


【公開番号】特開2012−231059(P2012−231059A)
【公開日】平成24年11月22日(2012.11.22)
【国際特許分類】
【出願番号】特願2011−99311(P2011−99311)
【出願日】平成23年4月27日(2011.4.27)
【出願人】(396002611)株式会社ニッセイ エコ (3)
【Fターム(参考)】
【公開日】平成24年11月22日(2012.11.22)
【国際特許分類】
【出願日】平成23年4月27日(2011.4.27)
【出願人】(396002611)株式会社ニッセイ エコ (3)
【Fターム(参考)】
[ Back to top ]