
電磁波シールドカバー
【課題】軽量化に有利であり、且つ、密閉性を向上できる電磁波シールドカバーを提供することを目的とする。
【解決手段】シールド用金属板6に積層された樹脂組成物からなるカバー体7と、電子部品4に接続される電極5aを内包する樹脂組成物からなるコネクター部5と、を備え、カバー体7とコネクター部5とは、一体的に形成されていることを特徴とする電磁波シールドカバー3である。この電磁波シールドカバー3によれば、シールド用金属板6によって電磁波の遮蔽性を維持しつつも、シールド用金属板6に積層されたカバー体7は樹脂組成物からなるために軽量化に有利である。さらに、カバー体7とコネクター部5とは互いに樹脂組成物であって、一体的に形成されているため、カバー体7とコネクター部5との間の隙間が無くなり、密閉性にも優れたものとなる。
【解決手段】シールド用金属板6に積層された樹脂組成物からなるカバー体7と、電子部品4に接続される電極5aを内包する樹脂組成物からなるコネクター部5と、を備え、カバー体7とコネクター部5とは、一体的に形成されていることを特徴とする電磁波シールドカバー3である。この電磁波シールドカバー3によれば、シールド用金属板6によって電磁波の遮蔽性を維持しつつも、シールド用金属板6に積層されたカバー体7は樹脂組成物からなるために軽量化に有利である。さらに、カバー体7とコネクター部5とは互いに樹脂組成物であって、一体的に形成されているため、カバー体7とコネクター部5との間の隙間が無くなり、密閉性にも優れたものとなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子部品が収容された筐体に装着される電磁波シールドカバーに関する。
【背景技術】
【0002】
自動車等の部品の一つに電動コンプレッサーなどを制御するECUなどの電子装置がある。電子装置は、電子部品が実装された制御基板と、制御基板を収容するケースとを備えている(特許文献1、特許文献2参照)。ケースは、制御基板を内装する筐体と、筐体の開口を閉鎖する電磁波シールドカバーとを備えている。例えば、特許文献1、または2には、樹脂製の筐体に装着される金属製のカバーが開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2004−190525号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
自動車等の部品では低燃費化の要請から小型、軽量化が望まれているが、従来の金属製のカバーでは更なる軽量化が難しく、特に特許文献2に記載の金属製のカバーのように、電極を内包する樹脂製のコネクター部が接続される態様では、金属製のカバーとコネクター部との間に、どうしても僅かな隙間が生じてしまい、防水や防塵の観点からも改良の余地があった。
【0005】
本発明は、以上の課題を解決することを目的としており、軽量化に有利であり、且つ、密閉性を向上できる電磁波シールドカバーを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、電子部品を収容する筐体の開口を閉鎖する電磁波シールドカバーであって、シールド用金属板に積層された樹脂組成物からなるカバー体と、電子部品に接続される電極を内包する樹脂組成物からなるコネクター部と、を備え、カバー体とコネクター部とは、一体的に形成されていることを特徴とする。
【0007】
本発明によれば、シールド用金属板によって電磁波の遮蔽性を維持しつつも、シールド用金属板に積層されたカバー体は樹脂組成物からなるために軽量化に有利である。さらに、カバー体とコネクター部とは互いに樹脂組成物であって、一体的に形成されているため、カバー体とコネクター部との間の隙間が無くなり、密閉性にも優れたものとなる。
【0008】
さらに、コネクター部とカバー体とは、インサート成形によって一体的に形成されていると好適である。
【0009】
さらに、電磁波シールドカバーを、前記電子部品に対向する側を下方に向けて水平面上に載置した場合に、鉛直方向の一面および水平方向の四面方向から二次元的に見た場合、前記カバー体の投影面積の合計値を分母、前記シールド用金属板の投影面積の合計値を分子とした比率である遮蔽率が0.7以上であると好適であり、より好ましくは0.8以上、更に好ましくは0.9以上である。
【0010】
さらに、シールド用金属板の重量をWmとし、カバー体、及びコネクター部の樹脂部分の重量をWrとしたときに、重量比であるWm/(Wm+Wr)が以下の式(1)となると好適である。
式(1): Wm/(Wm+Wr)≦0.8
【0011】
さらに、樹脂組成物は熱可塑性樹脂を含む組成物であり、カバー体は、シールド用金属板に一体成形されていると好適である。
【0012】
さらに、熱可塑性樹脂は、ポリアミド樹脂、ポリエステル樹脂、ポリアセタール樹脂、ポリカーボネート樹脂、ポリフェニレンエーテル樹脂、ポリアリレート樹脂、ポリフェニルサルファイド樹脂、ふっ素樹脂、ポリエチレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂、ポリスチレン樹脂、アクリル樹脂、またはこれらの共重合体の少なくとも1種類以上からなると好適である。
【0013】
さらに、ポリアミド樹脂は、ポリアミド6、ポリアミド66、ポリアミド610、ポリアミド612、ポリアミド11、ポリアミド12、ポリアミド46、または芳香族系ポリアミド、またはこれらの共重合体の少なくとも1種類以上からなると好適である。
【0014】
さらに、樹脂組成物における射出成形での溶融樹脂が充填される方向に対して、垂直方向の成形収縮率をAとし、流動方向の成形収縮率をBとしたとき、1.0≧B/A≧0.3であると好適である。成形収縮率の異方性が大きい場合、樹脂ケースの変形が大きくなり電子部品を収容する筐体との嵌合性の低下が懸念されるところ、上記範囲にすることで密閉性の向上に更に有利になるからである。
【0015】
さらに、シールド用金属板は、アルミニウム、鉄、銅、マグネシウム、錫、鉛、亜鉛、モリブデンから選ばれる少なくとも一種類以上の金属種からなり、塑性加工、鋳造加工、または切削加工にて成形されていると好適である。
【発明の効果】
【0016】
本発明に係る電磁波シールドカバーによれば、電磁波の遮蔽性を維持しつつも、軽量化に有利で、且つ密閉性の向上を図ることができる。
【図面の簡単な説明】
【0017】
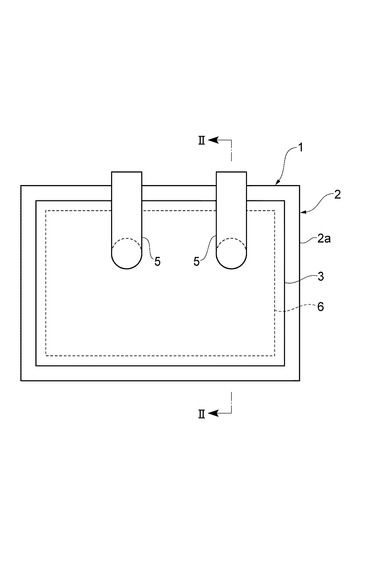
【図1】本発明の第1実施形態に係る電磁波シールドカバーを備えた電子装置を模式的に示す平面図である。
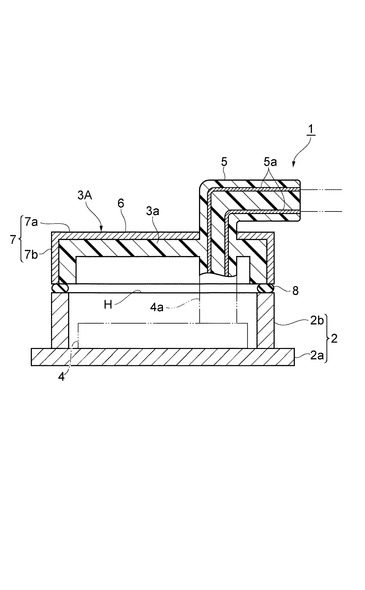
【図2】図1のII−II線に沿った断面図である。
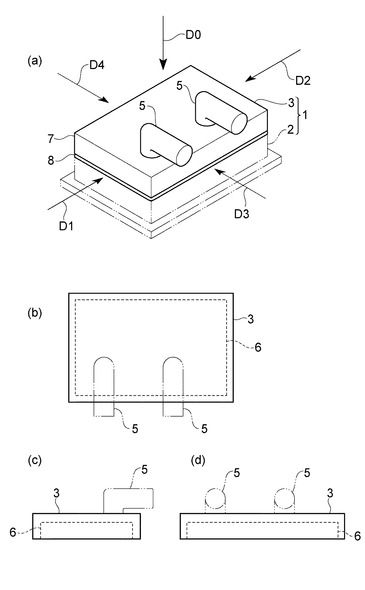
【図3】本実施形態に係る電磁波シールドカバーを五方向から見た状態を示す図であり、(a)は電磁波シールドカバーを見る方向を矢印にて示す電磁波シールドカバーの斜視図であり、(b)は電磁波シールドカバーを鉛直上方から見た図、(c)は電磁波シールドカバーを水平方向である第1、及び第2の方向から見た図、(d)は電磁波シールドカバーを水平方向である第3、及び第4の方向から見た図である。
【図4】本発明の第2実施形態に係る電磁波シールドカバーを備えた電子装置を模式的に示す断面図である。
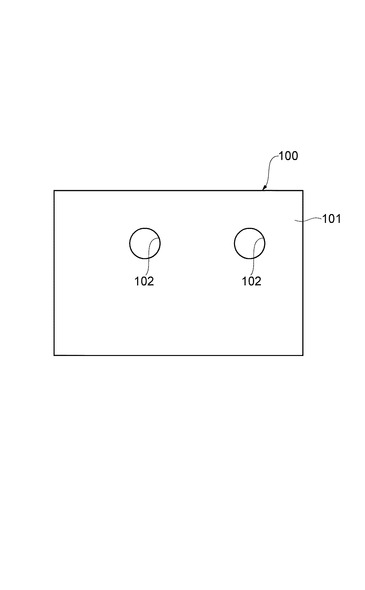
【図5】比較例1に係る電磁波シールドカバーの平面図である。
【発明を実施するための形態】
【0018】
以下、本発明の実施形態について図面を参照しながら詳細に説明する。なお、本発明は、以下に説明する実施形態のみに限定されるものではない。
【0019】
第1の実施形態に係る電磁波シールドカバーは、制御基板などの電子部品を備えた電子装置の筐体に装着される蓋部材であり、例えば、インバーター、コンバーター、モーター、ポンプ、コンプレッサー、各種センサーなどのECU(電子制御ユニット)のカバーなどに用いられる。
【0020】
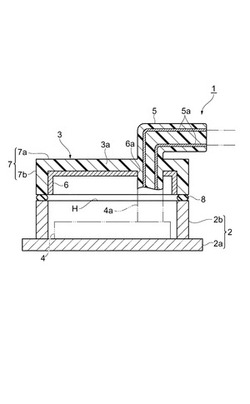
図1、及び図2に示されるように、電子装置1は、電子部品4を収容する筐体2と、筐体2の開口Hを閉鎖して電磁波の漏出を抑える電磁波シールドカバー3とを備えている。筐体2は、収容する電子部品4のサイズや形状、部品点数に応じて適宜に定められ、また、電磁波シールドカバー3の形状やサイズも、筐体2に形成された開口Hに応じて適宜に定められる。
【0021】
筐体2は、ベース部2aと、ベース部2a上に搭載される電子部品4の周囲を環状に囲む壁部2bとを備えている。筐体2は、例えば、アルミダイカストによって製造されるアルミニウム製の部材である。なお、筐体2内に収容される電子部品4には、コネクター部5の電極5aに通電可能に接続される受け部4aが設けられている。
【0022】
電磁波シールドカバー3は、シールド用金属板6に積層された樹脂組成物からなるカバー体7と、電子部品4に接続される電極5aを内包する樹脂組成物からなるコネクター部5と、を備えている。電磁波シールドカバー3は、環状のガスケット8を介して筐体2の壁部2bに載置され、筐体2の開口Hを塞ぐように固定される。
【0023】
コネクター部5は、電極5aとなる金属部品の周りに樹脂組成物を注入して一体化するインサート成形によって形成される。さらに、このコネクター部5を所定の金型に挿入し、さらに、シールド用金属板6を金型に挿入して樹脂組成物の注入を行ってカバー体7とコネクター部5とを一体化するインサート成形を行う。その結果として、シールド用金属板6に積層された樹脂組成物からなるカバー体7を成形すると共に、カバー体7とコネクター部5とが一体化された電磁波シールドカバー3が製造される。なお、電磁波シールドカバー3の製造の際には、電極5aとシールド用金属板6とを金型に挿入し、樹脂組成物をインサート成形し一体的に形成しても良い。
【0024】
カバー体7は、筐体2の開口Hの形状に倣って形成された天面部7aと、筐体2の壁部2bに対応し、天面部7aの周縁に沿って設けられた周壁部7bと、を備えている。電磁波シールドカバー3を筐体2に装着する際には、カバー体7の周壁部7bの端部を筐体2の壁部2bの端部に対面するように配置し、周壁部7bと壁部2bとでガスケット8を挟持するようにして固定する。
【0025】
コネクター部5は、カバー体7の内側、すなわち、電子部品4に対面する側では受け部4aに接続可能に突き出しており、電磁波シールドカバー3を筐体2に装着した際に受け部4aに接続される。また、カバー体7の外側では、送電用、または通信用のケーブルに接続可能に突き出している。
【0026】
シールド用金属板6は、アルミニウム、鉄、銅、マグネシウム、錫、鉛、亜鉛、モリブデンから選ばれる少なくとも一種類以上の金属種からなり、塑性加工、鋳造加工、または切削加工にて所定の形状に成形される。シールド用金属板6は、カバー体7の天面部7aの内側もしくは外側、及び周壁部7bの内側もしくは外側、すなわち、電子部品4に対面する側の表面もしくは反対側の裏面を覆うようにカバー体7に一体成形されている。なお、シールド用金属板6には、コネクター部5の突き出しを避けるように孔部6aが形成されている。
【0027】
電磁波シールドカバー3の樹脂部分3aとなる樹脂組成物は熱可塑性樹脂を含む組成物であり、熱可塑性樹脂は、ポリアミド樹脂、ポリエステル樹脂、ポリアセタール樹脂、ポリカーボネート樹脂、ポリフェニレンエーテル樹脂、ポリアリレート樹脂、ポリフェニルサルファイド樹脂、ふっ素樹脂、ポリエチレンテレフタレート樹脂、またはポリブチレンテレフタレート樹脂からなる。
【0028】
また、ポリアミド樹脂は、ポリアミド6、ポリアミド66、ポリアミド610、ポリアミド612、ポリアミド11、ポリアミド12、ポリアミド46、または芳香族系ポリアミド、ポリスチレン樹脂、アクリル樹脂、またはこれらの共重合体の少なくとも1種類以上からなる。
【0029】
なお、ポリアミド6とは、ポリ(ε−カプロラクタム)であり、ポリアミド11とは、ポリウンデカンラクタムであり、ポリアミド12とは、ポリラウリルラクタムであり、ポリアミド66とは、ポリヘキサメチレンアジパミドであり、ポリアミド610とはポリヘキサメチレンセバカミドであり、ポリアミド46とは、ポリテトラメチレンアジパミドである。また、ポリアミド612とは、ポリヘキサメチレンドデカミドである。
【0030】
さらに、樹脂組成物における射出成形での溶融樹脂が充填される方向に対して、垂直方向の成形収縮率をAとし、流動方向の成形収縮率をBとしたとき、1.0≧B/A≧0.3であると好適であり、より好ましくは1.0≧B/A≧0.4、より好ましくは1.0≧B/A≧0.5である。
なお、B/Aは、成形収縮異方性である。
成形収縮率は120mm×80mm×3mmの平板を射出成形にて成形し、大気中の水分の影響を受けない状態で常温にて24時間以上放置した後、平板の流動方向,垂直方向の寸法を測定し下記の式(A)から成形収縮率を算出する。
【0031】
(金型寸法−平板寸法)÷金型寸法=成形収縮率 ・・・(A)
【0032】
シールド用金属板6は、カバー体7の内面を覆うように配置されており、樹脂製のカバー体7の心材として機能すると共に、電磁波の漏出を防止する遮蔽材としての機能を有する。つまり、カバー体7の心材としての機能のみに着目すると、シールド用金属板6は、必ずしも面材である必要は無いが、本実施形態では遮蔽材としての機能にも着目する必要があるので、シールド用金属板6は面材である必要がある。一方で、シールド用金属板6はカバー体7そのものではなく、カバー体7の心材となり得る程度の強度で足り、また、樹脂製のカバー体7そのものに十分な強度があれば、心材としての機能も不要になるので薄くし易く、軽量化に有利である。なお、本実施形態では、シールド用金属板6が樹脂製のカバー体7の内側に積層された態様を説明している。この態様によれば、シールド用金属板6が錆難いという効果も期待できる。
【0033】
次に、電磁波シールドカバー3の遮蔽材としての機能をより効果的に発揮させるための条件について図3を参照して説明する。
【0034】
図3は、電磁波シールドカバー3を5方向から見た状態を示す図であり、(a)は電磁波シールドカバー3を見る方向を矢印にて示す電磁波シールドカバー3の斜視図であり、(b)は電磁波シールドカバー3を鉛直方向D0から見た図、(c)は電磁波シールドカバー3を水平方向である第1、または第2の方向D1,D2から見た図、(d)は電磁波シールドカバー3を水平方向である第3、または第4の方向D3,D4から見た図である。
【0035】
図3において、電磁波シールドカバー3は、電子部品4に対向する内側を下方に向けて水平面上に載置されている。この場合に、鉛直方向D0は、電磁波シールドカバー3を鉛直上方から見る場合の視線の方向を示す。また、第1、第2、第3及び第4の方向D1,D2,D3,D4は、水平方向の四方向から電磁波シールドカバー3を見る場合の視線の方向を示す。具体的には、第1、及び第2の方向D1,D2は、水平方向で対向する二方向から電磁波シールドカバー3を見る場合の視線の方向を示し、第3、及び第4の方向D3,D4は、水平方向で対向する二方向から電磁波シールドカバー3を見る場合であり、且つ、第1、及び第2の方向D1,D2に対して直交する方向から電磁波シールドカバー3を見る場合の視線の方向を示す。
【0036】
ここで、鉛直方向D0から電磁波シールドカバー3を二次元的な平面上に投影して把握した投影面積をC0、シールド用金属板6を二次元的な平面上に投影して把握した投影面積をS0とする。更に第1、第2、第3及び第4の方向D1,D2,D3,D4は、水平方向の四方向から電磁波シールドカバー3二次元的な平面上に投影して把握した投影面積をC1,C2,C3,C4とし、シールド用金属板6を二次元的な平面上に投影して把握した投影面積をS1,S2,S3,S4とする。ただし、電磁波シールドカバー3の外周より内側に開口部が設けられている場合、その開口部の面積もC0〜C4の投影面積に含むとする。
【0037】
そして、遮蔽率とは、以下の式にて示すとおり、電磁波シールドカバー3の5方向に於けるC0〜C4の投影面積、つまり鉛直方向の一面および水平方向の四面方向から見た場合のカバー体7の投影面積の合計を分母、シールド用金属板6の5方向に於けるS0〜S4の投影面積の合計を分子とした値と定義する。
【0038】
(S0+S1+S2+S3+S4)/(C0+C1+C2+C3+C4) = 遮蔽率
【0039】
そして、遮蔽率が0.7以上であると電磁波の漏出を効果的に抑えることができて有効である。
【0040】
さらに、シールド用金属板6の重量をWmとし、カバー体7、及びコネクター部5の樹脂部分3aの重量をWrとしたときに、全重量(Wm+Wr)に対するシールド用金属板6の重量Wmの比(重量比:Wm/(Wm+Wr))について、以下の式(1)に定義される重量比とする。この重量比が0.8以下になると軽量化という点で効果を発揮して好適である。
【0041】
式(1): Wm/(Wm+Wr)≦0.8
【0042】
以上、第1の実施形態に係る電磁波シールドカバー3によれば、シールド用金属板6によって電磁波の遮蔽性を維持しつつも、シールド用金属板6に積層されたカバー体7は樹脂組成物からなるために軽量化に有利である。さらに、カバー体7とコネクター部5とは互いに樹脂組成物であって、一体的に形成されているため、カバー体7とコネクター部5との間の隙間が無くなり、密閉性にも優れたものとなる。
【0043】
また、第1の実施形態に係る電磁波シールドカバー3では、シールド用金属板6が積層されたカバー体7、及びコネクター部5が一体化されて形成されるので、部品点数の低減に有利であり、それらを組み付けて一体化する工程が不要になるため、製造時の作業性が向上する。また、カバー体7が樹脂組成物からなるため、例えば、アルミダイカストによってアルミ製のカバーを製造した際に必要になるバリ取り工程が不要になり、製造時の作業性が向上する。
【0044】
また、カバー体7、及びコネクター部5を樹脂製にすることで、ボス、リブ、セルフタップなどの追加設計が可能であり、また、ガスケット8を配置するシール面の3次元化やコネクター部5の取り付け位置の自由度も増すので、設計の自由度が高く、非常に扱い易い。
【0045】
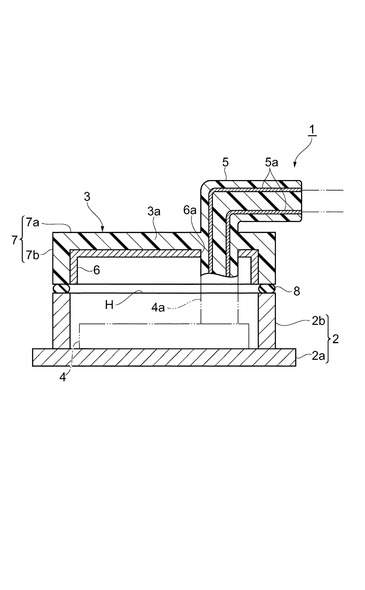
以上、第1の実施形態では、シールド用金属板6が樹脂製のカバー体7の内側に積層されてた態様であったが、図4に示されるように、シールド用金属板6が樹脂製のカバー体7の外側に積層された態様(第2の実施形態)であってもよい。第2の実施形態に係る電磁波シールドカバー3Aによれば、樹脂製のカバー体7が内側に積層され、絶縁性が担保されるので、内部の電子部品の電気的ショートを防ぎ、絶縁空間距離を小さくできるという効果を期待できる。なお、第2の実施形態では、シールド用金属板6が樹脂製のカバー体7の外側に配置されている点を除いて、その他の要素や部材は第1の実施形態と同様であるため、同様の要素や部材については第1の実施形態と同一の符号を付して詳細な説明は省略する。また、電磁波シールドカバー3Aの遮蔽材としての機能をより効果的に発揮させるための条件についても、第1の実施形態と同様であるため、詳細な説明は省略する。
【実施例】
【0046】
以下、具体的な実施例と、これとの比較例を挙げて説明するが、本発明は、以下の実施例に限定されるものではない。
【0047】
[実施例1]
本発明の実施例1は、縦150mm、横100mm、高さが10mm、厚み4mmの箱型の試作品であり、シールド用金属板に相当する厚み1mmの矩形のアルミプレート、アルミプレートに積層された厚み3mmの樹脂組成物からなるカバー体と、樹脂組成物からなるコネクター部と、を備え、カバー体とコネクター部とは、インサート成形によって一体的に形成されている。
【0048】
実施例1では、カバー体、及びコネクター部の樹脂組成物は、ポリアミド66(ガラス繊維/ミネラルフィラー併用 45%充填材料)である。そして、樹脂組成物の成形収縮異方性は0.4であり、重量比は0.4であり、遮蔽率は0.8である。
【0049】
[実施例2]
本発明の実施例2は、縦150mm、横100mm、高さが10mm、厚み4mmの箱型の試作品であり、シールド用金属板に相当する厚み3mmの矩形のアルミプレート、アルミプレートに積層された厚み1mmの樹脂組成物からなるカバー体と、樹脂組成物からなるコネクター部と、を備え、カバー体とコネクター部とは、インサート成形によって一体的に形成されている。
【0050】
実施例2では、カバー体、及びコネクター部の樹脂組成物は、ポリアミド66(ガラス繊維/ミネラルフィラー併用 45%充填材料)である。そして、樹脂組成物の成形収縮異方性は0.4であり、重量比は0.8であり、遮蔽率は0.8である。
【0051】
[実施例3]
本発明の実施例3は、縦150mm、横100mm、高さが10mm、厚み4mmの箱型の試作品であり、シールド用金属板に相当する厚み1mmの矩形のアルミプレート、アルミプレートに積層された厚み3mmの樹脂組成物からなるカバー体と、樹脂組成物からなるコネクター部と、を備え、カバー体とコネクター部とは、インサート成形によって一体的に形成されている。
【0052】
実施例3では、カバー体、及びコネクター部の樹脂組成物は、ポリアミド66(ガラス繊維/ミネラルフィラー併用 45%充填材料)である。そして、樹脂組成物の成形収縮異方性は0.4であり、重量比は0.4であり、遮蔽率は0.7である。
【0053】
[実施例4]
実施例4は、縦150mm、横100mm、高さが10mm、厚み4mmの箱型の試作品であり、シールド用金属板に相当する厚み1mmの矩形のアルミプレート、アルミプレートに積層された厚み3mmの樹脂組成物からなるカバー体と、樹脂組成物からなるコネクター部と、を備え、カバー体とコネクター部とは、インサート成形によって一体的に形成されている。
【0054】
実施例4では、カバー体、及びコネクター部の樹脂組成物は、ポリアミド66(ガラス繊維/ミネラルフィラー併用 45%充填材料)である。そして、樹脂組成物の成形収縮異方性は0.4であり、シールド用金属板の重量比は0.6であり、遮蔽率は0.6である。
【0055】
[実施例5]
実施例5は、縦150mm、横100mm、高さが10mm、厚み4mmの箱型の試作品であり、シールド用金属板に相当する厚み1mmの矩形のアルミプレート、アルミプレートに積層された厚み3mmの樹脂組成物からなるカバー体と、樹脂組成物からなるコネクター部と、を備え、カバー体とコネクター部とは、インサート成形によって一体的に形成されている。
【0056】
実施例5は、縦150mm、横100mm、高さが10mm、厚み4mmの箱型の試作品であり、シールド用金属板に相当する厚み1mmの矩形のアルミプレート、アルミプレートに積層された厚み3mmの樹脂組成物からなるカバー体と、樹脂組成物からなるコネクター部と、を備え、カバー体とコネクター部とは、インサート成形によって一体的に形成されている。
【0057】
また、実施例5では、カバー体およびコネクター部の樹脂組成物は、ポリアミド66(ガラス繊維 33%充填材料)である。そして、樹脂組成物の成形収縮異方性は0.3であり、重量比は0.5あり、遮蔽率は0.8である。
【0058】
比較例1(図5参照)は、縦150mm、横100mm、高さが10mm、厚み4mmの箱型の試作品100であり、カバー体101そのものが金属製であり、さらに、二つのコネクター部の代わりにコネクター部のサイズに対応する二つの貫通孔102が形成されている。重量比は1.0であり、遮蔽率は0.7である。
【0059】
比較例2は、縦150mm、横100mm、高さが10mm、厚み4mmの箱型の試作品100であり、カバー体101そのものが金属製である。さらに、カバー体101には、二つの大きな貫通孔102が形成されている。樹脂組成物からなるコネクター部を組付けにて嵌合している。コネクター部の樹脂組成物は、ポリアミド66(ガラス繊維/ミネラルフィラー併用 45%充填材料)である。そして、樹脂組成物の成形収縮異方性は0.4であり、重量比は0.9であり、遮蔽率は0.8である。
【0060】
表1に示されるように、実施例1、実施例2、実施例3、実施例4、実施例5、比較例1、及び比較例2の全てにおいて、電磁波のシールド性は概ね普通(△)以上の評価であったが、実施例1〜5と比較例1,2とを比べた場合に密閉性という観点で差が生じた。具体的には、実施例1、及び実施例2では、電磁波のシールド性、及び密閉性の両方ともが極めて良好(◎)という評価であった。また、実施例3では、電磁波のシールド性は良好(○)という評価であり、密閉性は極めて良好(◎)という評価であった。また、実施例4では、電磁波のシールド性は普通(△)であるものの、密閉性は極めて良好(◎)という評価であった。また、実施例5では、電磁波のシールド性は極めて良好(◎)であり、密閉性は良好(○)という評価であった。一方で、比較例1では、電磁波のシールド性は極めて良好(◎)であるが、密閉性は不良(×)という評価であり、比較例2では、電磁波のシールド性は極めて良好(◎)であるが、密閉性はやや劣る(△)という評価であった。
【0061】
【表1】

【符号の説明】
【0062】
2…筐体、3,3A…電磁波シールドカバー、3a…樹脂部分、4…電子部品、5…コネクター部、6…シールド用金属板、7…カバー体、H…筐体の開口。
【技術分野】
【0001】
本発明は、電子部品が収容された筐体に装着される電磁波シールドカバーに関する。
【背景技術】
【0002】
自動車等の部品の一つに電動コンプレッサーなどを制御するECUなどの電子装置がある。電子装置は、電子部品が実装された制御基板と、制御基板を収容するケースとを備えている(特許文献1、特許文献2参照)。ケースは、制御基板を内装する筐体と、筐体の開口を閉鎖する電磁波シールドカバーとを備えている。例えば、特許文献1、または2には、樹脂製の筐体に装着される金属製のカバーが開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2004−190525号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
自動車等の部品では低燃費化の要請から小型、軽量化が望まれているが、従来の金属製のカバーでは更なる軽量化が難しく、特に特許文献2に記載の金属製のカバーのように、電極を内包する樹脂製のコネクター部が接続される態様では、金属製のカバーとコネクター部との間に、どうしても僅かな隙間が生じてしまい、防水や防塵の観点からも改良の余地があった。
【0005】
本発明は、以上の課題を解決することを目的としており、軽量化に有利であり、且つ、密閉性を向上できる電磁波シールドカバーを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、電子部品を収容する筐体の開口を閉鎖する電磁波シールドカバーであって、シールド用金属板に積層された樹脂組成物からなるカバー体と、電子部品に接続される電極を内包する樹脂組成物からなるコネクター部と、を備え、カバー体とコネクター部とは、一体的に形成されていることを特徴とする。
【0007】
本発明によれば、シールド用金属板によって電磁波の遮蔽性を維持しつつも、シールド用金属板に積層されたカバー体は樹脂組成物からなるために軽量化に有利である。さらに、カバー体とコネクター部とは互いに樹脂組成物であって、一体的に形成されているため、カバー体とコネクター部との間の隙間が無くなり、密閉性にも優れたものとなる。
【0008】
さらに、コネクター部とカバー体とは、インサート成形によって一体的に形成されていると好適である。
【0009】
さらに、電磁波シールドカバーを、前記電子部品に対向する側を下方に向けて水平面上に載置した場合に、鉛直方向の一面および水平方向の四面方向から二次元的に見た場合、前記カバー体の投影面積の合計値を分母、前記シールド用金属板の投影面積の合計値を分子とした比率である遮蔽率が0.7以上であると好適であり、より好ましくは0.8以上、更に好ましくは0.9以上である。
【0010】
さらに、シールド用金属板の重量をWmとし、カバー体、及びコネクター部の樹脂部分の重量をWrとしたときに、重量比であるWm/(Wm+Wr)が以下の式(1)となると好適である。
式(1): Wm/(Wm+Wr)≦0.8
【0011】
さらに、樹脂組成物は熱可塑性樹脂を含む組成物であり、カバー体は、シールド用金属板に一体成形されていると好適である。
【0012】
さらに、熱可塑性樹脂は、ポリアミド樹脂、ポリエステル樹脂、ポリアセタール樹脂、ポリカーボネート樹脂、ポリフェニレンエーテル樹脂、ポリアリレート樹脂、ポリフェニルサルファイド樹脂、ふっ素樹脂、ポリエチレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂、ポリスチレン樹脂、アクリル樹脂、またはこれらの共重合体の少なくとも1種類以上からなると好適である。
【0013】
さらに、ポリアミド樹脂は、ポリアミド6、ポリアミド66、ポリアミド610、ポリアミド612、ポリアミド11、ポリアミド12、ポリアミド46、または芳香族系ポリアミド、またはこれらの共重合体の少なくとも1種類以上からなると好適である。
【0014】
さらに、樹脂組成物における射出成形での溶融樹脂が充填される方向に対して、垂直方向の成形収縮率をAとし、流動方向の成形収縮率をBとしたとき、1.0≧B/A≧0.3であると好適である。成形収縮率の異方性が大きい場合、樹脂ケースの変形が大きくなり電子部品を収容する筐体との嵌合性の低下が懸念されるところ、上記範囲にすることで密閉性の向上に更に有利になるからである。
【0015】
さらに、シールド用金属板は、アルミニウム、鉄、銅、マグネシウム、錫、鉛、亜鉛、モリブデンから選ばれる少なくとも一種類以上の金属種からなり、塑性加工、鋳造加工、または切削加工にて成形されていると好適である。
【発明の効果】
【0016】
本発明に係る電磁波シールドカバーによれば、電磁波の遮蔽性を維持しつつも、軽量化に有利で、且つ密閉性の向上を図ることができる。
【図面の簡単な説明】
【0017】
【図1】本発明の第1実施形態に係る電磁波シールドカバーを備えた電子装置を模式的に示す平面図である。
【図2】図1のII−II線に沿った断面図である。
【図3】本実施形態に係る電磁波シールドカバーを五方向から見た状態を示す図であり、(a)は電磁波シールドカバーを見る方向を矢印にて示す電磁波シールドカバーの斜視図であり、(b)は電磁波シールドカバーを鉛直上方から見た図、(c)は電磁波シールドカバーを水平方向である第1、及び第2の方向から見た図、(d)は電磁波シールドカバーを水平方向である第3、及び第4の方向から見た図である。
【図4】本発明の第2実施形態に係る電磁波シールドカバーを備えた電子装置を模式的に示す断面図である。
【図5】比較例1に係る電磁波シールドカバーの平面図である。
【発明を実施するための形態】
【0018】
以下、本発明の実施形態について図面を参照しながら詳細に説明する。なお、本発明は、以下に説明する実施形態のみに限定されるものではない。
【0019】
第1の実施形態に係る電磁波シールドカバーは、制御基板などの電子部品を備えた電子装置の筐体に装着される蓋部材であり、例えば、インバーター、コンバーター、モーター、ポンプ、コンプレッサー、各種センサーなどのECU(電子制御ユニット)のカバーなどに用いられる。
【0020】
図1、及び図2に示されるように、電子装置1は、電子部品4を収容する筐体2と、筐体2の開口Hを閉鎖して電磁波の漏出を抑える電磁波シールドカバー3とを備えている。筐体2は、収容する電子部品4のサイズや形状、部品点数に応じて適宜に定められ、また、電磁波シールドカバー3の形状やサイズも、筐体2に形成された開口Hに応じて適宜に定められる。
【0021】
筐体2は、ベース部2aと、ベース部2a上に搭載される電子部品4の周囲を環状に囲む壁部2bとを備えている。筐体2は、例えば、アルミダイカストによって製造されるアルミニウム製の部材である。なお、筐体2内に収容される電子部品4には、コネクター部5の電極5aに通電可能に接続される受け部4aが設けられている。
【0022】
電磁波シールドカバー3は、シールド用金属板6に積層された樹脂組成物からなるカバー体7と、電子部品4に接続される電極5aを内包する樹脂組成物からなるコネクター部5と、を備えている。電磁波シールドカバー3は、環状のガスケット8を介して筐体2の壁部2bに載置され、筐体2の開口Hを塞ぐように固定される。
【0023】
コネクター部5は、電極5aとなる金属部品の周りに樹脂組成物を注入して一体化するインサート成形によって形成される。さらに、このコネクター部5を所定の金型に挿入し、さらに、シールド用金属板6を金型に挿入して樹脂組成物の注入を行ってカバー体7とコネクター部5とを一体化するインサート成形を行う。その結果として、シールド用金属板6に積層された樹脂組成物からなるカバー体7を成形すると共に、カバー体7とコネクター部5とが一体化された電磁波シールドカバー3が製造される。なお、電磁波シールドカバー3の製造の際には、電極5aとシールド用金属板6とを金型に挿入し、樹脂組成物をインサート成形し一体的に形成しても良い。
【0024】
カバー体7は、筐体2の開口Hの形状に倣って形成された天面部7aと、筐体2の壁部2bに対応し、天面部7aの周縁に沿って設けられた周壁部7bと、を備えている。電磁波シールドカバー3を筐体2に装着する際には、カバー体7の周壁部7bの端部を筐体2の壁部2bの端部に対面するように配置し、周壁部7bと壁部2bとでガスケット8を挟持するようにして固定する。
【0025】
コネクター部5は、カバー体7の内側、すなわち、電子部品4に対面する側では受け部4aに接続可能に突き出しており、電磁波シールドカバー3を筐体2に装着した際に受け部4aに接続される。また、カバー体7の外側では、送電用、または通信用のケーブルに接続可能に突き出している。
【0026】
シールド用金属板6は、アルミニウム、鉄、銅、マグネシウム、錫、鉛、亜鉛、モリブデンから選ばれる少なくとも一種類以上の金属種からなり、塑性加工、鋳造加工、または切削加工にて所定の形状に成形される。シールド用金属板6は、カバー体7の天面部7aの内側もしくは外側、及び周壁部7bの内側もしくは外側、すなわち、電子部品4に対面する側の表面もしくは反対側の裏面を覆うようにカバー体7に一体成形されている。なお、シールド用金属板6には、コネクター部5の突き出しを避けるように孔部6aが形成されている。
【0027】
電磁波シールドカバー3の樹脂部分3aとなる樹脂組成物は熱可塑性樹脂を含む組成物であり、熱可塑性樹脂は、ポリアミド樹脂、ポリエステル樹脂、ポリアセタール樹脂、ポリカーボネート樹脂、ポリフェニレンエーテル樹脂、ポリアリレート樹脂、ポリフェニルサルファイド樹脂、ふっ素樹脂、ポリエチレンテレフタレート樹脂、またはポリブチレンテレフタレート樹脂からなる。
【0028】
また、ポリアミド樹脂は、ポリアミド6、ポリアミド66、ポリアミド610、ポリアミド612、ポリアミド11、ポリアミド12、ポリアミド46、または芳香族系ポリアミド、ポリスチレン樹脂、アクリル樹脂、またはこれらの共重合体の少なくとも1種類以上からなる。
【0029】
なお、ポリアミド6とは、ポリ(ε−カプロラクタム)であり、ポリアミド11とは、ポリウンデカンラクタムであり、ポリアミド12とは、ポリラウリルラクタムであり、ポリアミド66とは、ポリヘキサメチレンアジパミドであり、ポリアミド610とはポリヘキサメチレンセバカミドであり、ポリアミド46とは、ポリテトラメチレンアジパミドである。また、ポリアミド612とは、ポリヘキサメチレンドデカミドである。
【0030】
さらに、樹脂組成物における射出成形での溶融樹脂が充填される方向に対して、垂直方向の成形収縮率をAとし、流動方向の成形収縮率をBとしたとき、1.0≧B/A≧0.3であると好適であり、より好ましくは1.0≧B/A≧0.4、より好ましくは1.0≧B/A≧0.5である。
なお、B/Aは、成形収縮異方性である。
成形収縮率は120mm×80mm×3mmの平板を射出成形にて成形し、大気中の水分の影響を受けない状態で常温にて24時間以上放置した後、平板の流動方向,垂直方向の寸法を測定し下記の式(A)から成形収縮率を算出する。
【0031】
(金型寸法−平板寸法)÷金型寸法=成形収縮率 ・・・(A)
【0032】
シールド用金属板6は、カバー体7の内面を覆うように配置されており、樹脂製のカバー体7の心材として機能すると共に、電磁波の漏出を防止する遮蔽材としての機能を有する。つまり、カバー体7の心材としての機能のみに着目すると、シールド用金属板6は、必ずしも面材である必要は無いが、本実施形態では遮蔽材としての機能にも着目する必要があるので、シールド用金属板6は面材である必要がある。一方で、シールド用金属板6はカバー体7そのものではなく、カバー体7の心材となり得る程度の強度で足り、また、樹脂製のカバー体7そのものに十分な強度があれば、心材としての機能も不要になるので薄くし易く、軽量化に有利である。なお、本実施形態では、シールド用金属板6が樹脂製のカバー体7の内側に積層された態様を説明している。この態様によれば、シールド用金属板6が錆難いという効果も期待できる。
【0033】
次に、電磁波シールドカバー3の遮蔽材としての機能をより効果的に発揮させるための条件について図3を参照して説明する。
【0034】
図3は、電磁波シールドカバー3を5方向から見た状態を示す図であり、(a)は電磁波シールドカバー3を見る方向を矢印にて示す電磁波シールドカバー3の斜視図であり、(b)は電磁波シールドカバー3を鉛直方向D0から見た図、(c)は電磁波シールドカバー3を水平方向である第1、または第2の方向D1,D2から見た図、(d)は電磁波シールドカバー3を水平方向である第3、または第4の方向D3,D4から見た図である。
【0035】
図3において、電磁波シールドカバー3は、電子部品4に対向する内側を下方に向けて水平面上に載置されている。この場合に、鉛直方向D0は、電磁波シールドカバー3を鉛直上方から見る場合の視線の方向を示す。また、第1、第2、第3及び第4の方向D1,D2,D3,D4は、水平方向の四方向から電磁波シールドカバー3を見る場合の視線の方向を示す。具体的には、第1、及び第2の方向D1,D2は、水平方向で対向する二方向から電磁波シールドカバー3を見る場合の視線の方向を示し、第3、及び第4の方向D3,D4は、水平方向で対向する二方向から電磁波シールドカバー3を見る場合であり、且つ、第1、及び第2の方向D1,D2に対して直交する方向から電磁波シールドカバー3を見る場合の視線の方向を示す。
【0036】
ここで、鉛直方向D0から電磁波シールドカバー3を二次元的な平面上に投影して把握した投影面積をC0、シールド用金属板6を二次元的な平面上に投影して把握した投影面積をS0とする。更に第1、第2、第3及び第4の方向D1,D2,D3,D4は、水平方向の四方向から電磁波シールドカバー3二次元的な平面上に投影して把握した投影面積をC1,C2,C3,C4とし、シールド用金属板6を二次元的な平面上に投影して把握した投影面積をS1,S2,S3,S4とする。ただし、電磁波シールドカバー3の外周より内側に開口部が設けられている場合、その開口部の面積もC0〜C4の投影面積に含むとする。
【0037】
そして、遮蔽率とは、以下の式にて示すとおり、電磁波シールドカバー3の5方向に於けるC0〜C4の投影面積、つまり鉛直方向の一面および水平方向の四面方向から見た場合のカバー体7の投影面積の合計を分母、シールド用金属板6の5方向に於けるS0〜S4の投影面積の合計を分子とした値と定義する。
【0038】
(S0+S1+S2+S3+S4)/(C0+C1+C2+C3+C4) = 遮蔽率
【0039】
そして、遮蔽率が0.7以上であると電磁波の漏出を効果的に抑えることができて有効である。
【0040】
さらに、シールド用金属板6の重量をWmとし、カバー体7、及びコネクター部5の樹脂部分3aの重量をWrとしたときに、全重量(Wm+Wr)に対するシールド用金属板6の重量Wmの比(重量比:Wm/(Wm+Wr))について、以下の式(1)に定義される重量比とする。この重量比が0.8以下になると軽量化という点で効果を発揮して好適である。
【0041】
式(1): Wm/(Wm+Wr)≦0.8
【0042】
以上、第1の実施形態に係る電磁波シールドカバー3によれば、シールド用金属板6によって電磁波の遮蔽性を維持しつつも、シールド用金属板6に積層されたカバー体7は樹脂組成物からなるために軽量化に有利である。さらに、カバー体7とコネクター部5とは互いに樹脂組成物であって、一体的に形成されているため、カバー体7とコネクター部5との間の隙間が無くなり、密閉性にも優れたものとなる。
【0043】
また、第1の実施形態に係る電磁波シールドカバー3では、シールド用金属板6が積層されたカバー体7、及びコネクター部5が一体化されて形成されるので、部品点数の低減に有利であり、それらを組み付けて一体化する工程が不要になるため、製造時の作業性が向上する。また、カバー体7が樹脂組成物からなるため、例えば、アルミダイカストによってアルミ製のカバーを製造した際に必要になるバリ取り工程が不要になり、製造時の作業性が向上する。
【0044】
また、カバー体7、及びコネクター部5を樹脂製にすることで、ボス、リブ、セルフタップなどの追加設計が可能であり、また、ガスケット8を配置するシール面の3次元化やコネクター部5の取り付け位置の自由度も増すので、設計の自由度が高く、非常に扱い易い。
【0045】
以上、第1の実施形態では、シールド用金属板6が樹脂製のカバー体7の内側に積層されてた態様であったが、図4に示されるように、シールド用金属板6が樹脂製のカバー体7の外側に積層された態様(第2の実施形態)であってもよい。第2の実施形態に係る電磁波シールドカバー3Aによれば、樹脂製のカバー体7が内側に積層され、絶縁性が担保されるので、内部の電子部品の電気的ショートを防ぎ、絶縁空間距離を小さくできるという効果を期待できる。なお、第2の実施形態では、シールド用金属板6が樹脂製のカバー体7の外側に配置されている点を除いて、その他の要素や部材は第1の実施形態と同様であるため、同様の要素や部材については第1の実施形態と同一の符号を付して詳細な説明は省略する。また、電磁波シールドカバー3Aの遮蔽材としての機能をより効果的に発揮させるための条件についても、第1の実施形態と同様であるため、詳細な説明は省略する。
【実施例】
【0046】
以下、具体的な実施例と、これとの比較例を挙げて説明するが、本発明は、以下の実施例に限定されるものではない。
【0047】
[実施例1]
本発明の実施例1は、縦150mm、横100mm、高さが10mm、厚み4mmの箱型の試作品であり、シールド用金属板に相当する厚み1mmの矩形のアルミプレート、アルミプレートに積層された厚み3mmの樹脂組成物からなるカバー体と、樹脂組成物からなるコネクター部と、を備え、カバー体とコネクター部とは、インサート成形によって一体的に形成されている。
【0048】
実施例1では、カバー体、及びコネクター部の樹脂組成物は、ポリアミド66(ガラス繊維/ミネラルフィラー併用 45%充填材料)である。そして、樹脂組成物の成形収縮異方性は0.4であり、重量比は0.4であり、遮蔽率は0.8である。
【0049】
[実施例2]
本発明の実施例2は、縦150mm、横100mm、高さが10mm、厚み4mmの箱型の試作品であり、シールド用金属板に相当する厚み3mmの矩形のアルミプレート、アルミプレートに積層された厚み1mmの樹脂組成物からなるカバー体と、樹脂組成物からなるコネクター部と、を備え、カバー体とコネクター部とは、インサート成形によって一体的に形成されている。
【0050】
実施例2では、カバー体、及びコネクター部の樹脂組成物は、ポリアミド66(ガラス繊維/ミネラルフィラー併用 45%充填材料)である。そして、樹脂組成物の成形収縮異方性は0.4であり、重量比は0.8であり、遮蔽率は0.8である。
【0051】
[実施例3]
本発明の実施例3は、縦150mm、横100mm、高さが10mm、厚み4mmの箱型の試作品であり、シールド用金属板に相当する厚み1mmの矩形のアルミプレート、アルミプレートに積層された厚み3mmの樹脂組成物からなるカバー体と、樹脂組成物からなるコネクター部と、を備え、カバー体とコネクター部とは、インサート成形によって一体的に形成されている。
【0052】
実施例3では、カバー体、及びコネクター部の樹脂組成物は、ポリアミド66(ガラス繊維/ミネラルフィラー併用 45%充填材料)である。そして、樹脂組成物の成形収縮異方性は0.4であり、重量比は0.4であり、遮蔽率は0.7である。
【0053】
[実施例4]
実施例4は、縦150mm、横100mm、高さが10mm、厚み4mmの箱型の試作品であり、シールド用金属板に相当する厚み1mmの矩形のアルミプレート、アルミプレートに積層された厚み3mmの樹脂組成物からなるカバー体と、樹脂組成物からなるコネクター部と、を備え、カバー体とコネクター部とは、インサート成形によって一体的に形成されている。
【0054】
実施例4では、カバー体、及びコネクター部の樹脂組成物は、ポリアミド66(ガラス繊維/ミネラルフィラー併用 45%充填材料)である。そして、樹脂組成物の成形収縮異方性は0.4であり、シールド用金属板の重量比は0.6であり、遮蔽率は0.6である。
【0055】
[実施例5]
実施例5は、縦150mm、横100mm、高さが10mm、厚み4mmの箱型の試作品であり、シールド用金属板に相当する厚み1mmの矩形のアルミプレート、アルミプレートに積層された厚み3mmの樹脂組成物からなるカバー体と、樹脂組成物からなるコネクター部と、を備え、カバー体とコネクター部とは、インサート成形によって一体的に形成されている。
【0056】
実施例5は、縦150mm、横100mm、高さが10mm、厚み4mmの箱型の試作品であり、シールド用金属板に相当する厚み1mmの矩形のアルミプレート、アルミプレートに積層された厚み3mmの樹脂組成物からなるカバー体と、樹脂組成物からなるコネクター部と、を備え、カバー体とコネクター部とは、インサート成形によって一体的に形成されている。
【0057】
また、実施例5では、カバー体およびコネクター部の樹脂組成物は、ポリアミド66(ガラス繊維 33%充填材料)である。そして、樹脂組成物の成形収縮異方性は0.3であり、重量比は0.5あり、遮蔽率は0.8である。
【0058】
比較例1(図5参照)は、縦150mm、横100mm、高さが10mm、厚み4mmの箱型の試作品100であり、カバー体101そのものが金属製であり、さらに、二つのコネクター部の代わりにコネクター部のサイズに対応する二つの貫通孔102が形成されている。重量比は1.0であり、遮蔽率は0.7である。
【0059】
比較例2は、縦150mm、横100mm、高さが10mm、厚み4mmの箱型の試作品100であり、カバー体101そのものが金属製である。さらに、カバー体101には、二つの大きな貫通孔102が形成されている。樹脂組成物からなるコネクター部を組付けにて嵌合している。コネクター部の樹脂組成物は、ポリアミド66(ガラス繊維/ミネラルフィラー併用 45%充填材料)である。そして、樹脂組成物の成形収縮異方性は0.4であり、重量比は0.9であり、遮蔽率は0.8である。
【0060】
表1に示されるように、実施例1、実施例2、実施例3、実施例4、実施例5、比較例1、及び比較例2の全てにおいて、電磁波のシールド性は概ね普通(△)以上の評価であったが、実施例1〜5と比較例1,2とを比べた場合に密閉性という観点で差が生じた。具体的には、実施例1、及び実施例2では、電磁波のシールド性、及び密閉性の両方ともが極めて良好(◎)という評価であった。また、実施例3では、電磁波のシールド性は良好(○)という評価であり、密閉性は極めて良好(◎)という評価であった。また、実施例4では、電磁波のシールド性は普通(△)であるものの、密閉性は極めて良好(◎)という評価であった。また、実施例5では、電磁波のシールド性は極めて良好(◎)であり、密閉性は良好(○)という評価であった。一方で、比較例1では、電磁波のシールド性は極めて良好(◎)であるが、密閉性は不良(×)という評価であり、比較例2では、電磁波のシールド性は極めて良好(◎)であるが、密閉性はやや劣る(△)という評価であった。
【0061】
【表1】
【符号の説明】
【0062】
2…筐体、3,3A…電磁波シールドカバー、3a…樹脂部分、4…電子部品、5…コネクター部、6…シールド用金属板、7…カバー体、H…筐体の開口。
【特許請求の範囲】
【請求項1】
電子部品を収容する筐体の開口を閉鎖する電磁波シールドカバーであって、
シールド用金属板に積層された樹脂組成物からなるカバー体と、
前記電子部品に接続される電極を内包する樹脂組成物からなるコネクター部と、を備え、
前記カバー体と前記コネクター部とは、一体的に形成されていることを特徴とする電磁波シールドカバー。
【請求項2】
前記コネクター部と前記カバー体とは、インサート成形によって一体的に形成されていることを特徴とする請求項1記載の電磁波シールドカバー。
【請求項3】
前記電磁波シールドカバーを、前記電子部品に対向する側を下方に向けて水平面上に載置した場合に、鉛直方向の一面および水平方向の四面方向から二次元的に見た場合、前記カバー体の投影面積の合計値を分母、前記シールド用金属板の投影面積の合計値を分子とした比率である遮蔽率が0.7以上であることを特徴とする請求項1または2記載の電磁波シールドカバー。
【請求項4】
前記シールド用金属板の重量をWmとし、前記カバー体、及び前記コネクター部の樹脂部分の重量をWrとしたときに、重量比であるWm/(Wm+Wr)が以下の式(1)となることを特徴とする請求項1〜3のいずれか一項記載の電磁波シールドカバー。
Wm/(Wm+Wr)≦0.8 (1)
【請求項5】
前記樹脂組成物は熱可塑性樹脂を含む組成物であり、前記カバー体は、前記シールド用金属板に一体成形されていることを特徴とする請求項1〜4のいずれか一項記載の電磁波シールドカバー。
【請求項6】
前記熱可塑性樹脂は、ポリアミド樹脂、ポリエステル樹脂、ポリアセタール樹脂、ポリカーボネート樹脂、ポリフェニレンエーテル樹脂、ポリアリレート樹脂、ポリフェニルサルファイド樹脂、ふっ素樹脂、ポリエチレンテレフタレート樹脂、またはポリブチレンテレフタレート樹脂、ポリスチレン樹脂、アクリル樹脂、またはこれらの共重合体の少なくとも1種類以上からなることを特徴とする請求項5記載の電磁波シールドカバー。
【請求項7】
前記ポリアミド樹脂は、ポリアミド6、ポリアミド66、ポリアミド610、ポリアミド612、ポリアミド11、ポリアミド12、ポリアミド46、芳香族系ポリアミド、またはこれらの共重合体の少なくとも1種類以上からなることを特徴とする請求項6記載の電磁波シールドカバー。
【請求項8】
前記樹脂組成物における射出成形での溶融樹脂が充填される方向に対して、垂直方向の成形収縮率をAとし、流動方向の成形収縮率をBとしたとき、
1.0≧B/A≧0.3
であることを特徴とする請求項5〜7のいずれか一項記載の電磁波シールドカバー。
【請求項9】
前記シールド用金属板は、アルミニウム、鉄、銅、マグネシウム、錫、鉛、亜鉛、モリブデンから選ばれる少なくとも一種類以上の金属種からなり、塑性加工、鋳造加工、または切削加工にて成形されていることを特徴とする請求項1〜8のいずれか一項記載の電磁波シールドカバー。
【請求項1】
電子部品を収容する筐体の開口を閉鎖する電磁波シールドカバーであって、
シールド用金属板に積層された樹脂組成物からなるカバー体と、
前記電子部品に接続される電極を内包する樹脂組成物からなるコネクター部と、を備え、
前記カバー体と前記コネクター部とは、一体的に形成されていることを特徴とする電磁波シールドカバー。
【請求項2】
前記コネクター部と前記カバー体とは、インサート成形によって一体的に形成されていることを特徴とする請求項1記載の電磁波シールドカバー。
【請求項3】
前記電磁波シールドカバーを、前記電子部品に対向する側を下方に向けて水平面上に載置した場合に、鉛直方向の一面および水平方向の四面方向から二次元的に見た場合、前記カバー体の投影面積の合計値を分母、前記シールド用金属板の投影面積の合計値を分子とした比率である遮蔽率が0.7以上であることを特徴とする請求項1または2記載の電磁波シールドカバー。
【請求項4】
前記シールド用金属板の重量をWmとし、前記カバー体、及び前記コネクター部の樹脂部分の重量をWrとしたときに、重量比であるWm/(Wm+Wr)が以下の式(1)となることを特徴とする請求項1〜3のいずれか一項記載の電磁波シールドカバー。
Wm/(Wm+Wr)≦0.8 (1)
【請求項5】
前記樹脂組成物は熱可塑性樹脂を含む組成物であり、前記カバー体は、前記シールド用金属板に一体成形されていることを特徴とする請求項1〜4のいずれか一項記載の電磁波シールドカバー。
【請求項6】
前記熱可塑性樹脂は、ポリアミド樹脂、ポリエステル樹脂、ポリアセタール樹脂、ポリカーボネート樹脂、ポリフェニレンエーテル樹脂、ポリアリレート樹脂、ポリフェニルサルファイド樹脂、ふっ素樹脂、ポリエチレンテレフタレート樹脂、またはポリブチレンテレフタレート樹脂、ポリスチレン樹脂、アクリル樹脂、またはこれらの共重合体の少なくとも1種類以上からなることを特徴とする請求項5記載の電磁波シールドカバー。
【請求項7】
前記ポリアミド樹脂は、ポリアミド6、ポリアミド66、ポリアミド610、ポリアミド612、ポリアミド11、ポリアミド12、ポリアミド46、芳香族系ポリアミド、またはこれらの共重合体の少なくとも1種類以上からなることを特徴とする請求項6記載の電磁波シールドカバー。
【請求項8】
前記樹脂組成物における射出成形での溶融樹脂が充填される方向に対して、垂直方向の成形収縮率をAとし、流動方向の成形収縮率をBとしたとき、
1.0≧B/A≧0.3
であることを特徴とする請求項5〜7のいずれか一項記載の電磁波シールドカバー。
【請求項9】
前記シールド用金属板は、アルミニウム、鉄、銅、マグネシウム、錫、鉛、亜鉛、モリブデンから選ばれる少なくとも一種類以上の金属種からなり、塑性加工、鋳造加工、または切削加工にて成形されていることを特徴とする請求項1〜8のいずれか一項記載の電磁波シールドカバー。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−55298(P2013−55298A)
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願番号】特願2011−194194(P2011−194194)
【出願日】平成23年9月6日(2011.9.6)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願日】平成23年9月6日(2011.9.6)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
[ Back to top ]