
電磁波シールド成形品
【課題】
電磁波遮蔽性、成形性に優れるとともに、スナップフィット構造に適した熱可塑性樹脂組成物を成形した電磁波シールド成形品を提供する。
【解決手段】
熱可塑性樹脂組成物を射出成形してなる電磁波シールド成形品であって、前記成形品は0.5mm厚以下の薄肉部を有し、前記熱可塑性樹脂組成物は(a)熱可塑性樹脂70〜85質量部と(b)平均繊維長さ7〜17mmの炭素繊維15〜30質量部とを配合してなり、前記(a)熱可塑性樹脂中、ポリブタジエン成分が15質量%以上であるABS樹脂、MBS樹脂またはこれらの変性樹脂から選ばれる少なくとも1種の樹脂を50質量%以上含有することを特徴とする電磁波シールド成形品。
電磁波遮蔽性、成形性に優れるとともに、スナップフィット構造に適した熱可塑性樹脂組成物を成形した電磁波シールド成形品を提供する。
【解決手段】
熱可塑性樹脂組成物を射出成形してなる電磁波シールド成形品であって、前記成形品は0.5mm厚以下の薄肉部を有し、前記熱可塑性樹脂組成物は(a)熱可塑性樹脂70〜85質量部と(b)平均繊維長さ7〜17mmの炭素繊維15〜30質量部とを配合してなり、前記(a)熱可塑性樹脂中、ポリブタジエン成分が15質量%以上であるABS樹脂、MBS樹脂またはこれらの変性樹脂から選ばれる少なくとも1種の樹脂を50質量%以上含有することを特徴とする電磁波シールド成形品。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電磁波シールド成形品に関するものである。
【背景技術】
【0002】
電子部品を搭載した電子機器は自ら電磁波を発生し、周辺機器に影響を与える一方、他からの静電気障害として発生するノイズ等の影響を受け、誤動作するおそれがある。このため電子部品を搭載する電子機器の筐体(ハウジング)を電磁波遮蔽性を有する素材で形成することが従来から行なわれている。この種の電磁波をシールドするための筐体としては、熱可塑性樹脂を主成分とする樹脂組成物を射出成形などにより成形することが行われている。例えば、熱可塑性樹脂としてポリカーボネート樹脂あるいはABS樹脂などを用い、この樹脂成形品に電磁波遮蔽性を付与するため、射出成形後に樹脂成形体を金属メッキなどにより表面処理することが行われている。
【0003】
上記熱可塑性樹脂の中でABS樹脂のようなエラストマー成分であるポリブタジエンを構成成分とする熱可塑性樹脂は引っ張り強さ、曲げ剛性及び耐衝撃性が広い温度範囲で優れている点で好ましく、電気絶縁性、耐薬品性、耐クリープ性や寸法安定性にも優れていて、成形性もよく、射出成形材料として好適である。
【0004】
また、エラストマー成分を有する熱可塑性樹脂は、それ自体がメッキとの密着性が高く、メッキ性に非常に優れているという利点を有している。例えば上記のABS樹脂ではポリブタジエン成分が成形時にエラストマー成分となるが、成形品にメッキを施す工程での化学エッチング処理で酸化性のエッチング液中に浸漬すると表面に近いゴム粒子が選択的に溶解し、その結果成形品の表面に無数の微小な孔を生じる。そしてメッキ時にはこれらの孔がアンカー効果を生じることになり、これがメッキ膜の強固な密着性が得られる理由と考えられている。
【0005】
しかしながら、上記の成形品を金属メッキする方法ではメッキ処理する加工工程が煩雑となり、また射出成形工程における変形がメッキ性に影響するなどの問題がある。このため、成形品の金属メッキに代えて樹脂組成物中に予め金属フレーク、金属繊維、炭素繊維あるいは金属被覆炭素繊維などの電磁波遮蔽成分を配合して、これを成形品に成形する方法が提案されている(特許文献1、2)。
【特許文献1】特許第2735748号公報
【特許文献2】特開2000−129148号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
ところで、最近の成形品は薄肉化の要求が高まっており、携帯機器用の製品としては極薄肉の部分をもつ成形品が出現している。その一例として、ノート型パソコン、携帯電話、ビデオカメラ、デジタルカメラなどに用いられているメモリーカードが挙げられる。この種のメモリーカード用の筐体として用いられる成形品は、基板の半導体メモリーを実装する凹所を形成するため、その個所において部分的に0.5mm厚以下の極薄肉部を成形する必要がある。
【0007】
しかしながら、上記のような電磁波遮蔽性成分を添加した樹脂組成物では充填材の存在により成形性が低下しやすい。特に、薄肉部を有する成形品の場合、未充填部が発生しやすく、また繊維状の電磁波遮蔽成分を含有する熱可塑性樹脂組成物を用いて射出成形するとさらに充填不足となりやすい。
【0008】
また、キャビティ内で樹脂が薄肉部を形成する箇所を通過する際にその周辺部において成形時の最終段階で高速で移動することとなる。このため成形品は樹脂の配向が発生し易くなり、配向性を示す繊維成分を含むことによりさらに配向が進む。この現象は薄肉部を薄く形成するため樹脂組成物を高速で射出する程顕著となり、電磁波遮蔽性が低下することが明らかとなった。
【0009】
さらに、電子機器用の電磁波遮蔽性を求められる成形品は機器の小型化に伴い、金属ねじなどを使用することなく樹脂爪などを用いて筐体部品を係合する嵌め込み式のスナップフィット構造が採用されてきている。従って、筐体部品の係合部は弾性を付与する必要から薄肉となり、上記のような電磁波遮蔽成分を含有する熱可塑性樹脂組成物を用いて成形した場合、この薄肉部において成形品の割れが発生しやすい。
【0010】
本発明は上記課題を解決するためになされたものであり、薄肉部を有する電磁波シールド成形品において、電磁波遮蔽性、成形性に優れるとともに、スナップフィット構造に適した熱可塑性樹脂組成物を成形した電磁波シールド成形品を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明は、熱可塑性樹脂組成物を射出成形してなる電磁波シールド成形品であって、前記成形品は0.5mm厚以下の薄肉部を有し、前記熱可塑性樹脂組成物は(a)熱可塑性樹脂70〜85質量部と(b)平均繊維長さ7〜17mmの炭素繊維15〜30質量部とを配合してなり、前記(a)熱可塑性樹脂中、ポリブタジエン成分が15質量%以上であるABS樹脂、MBS樹脂またはこれらの変性樹脂から選ばれる少なくとも1種の樹脂が50質量%以上であることを特徴とする電磁波シールド成形品である。
【0012】
本発明において、前記ポリブタジエン成分が15質量%以上である樹脂としてABS樹脂あるいはその変性樹脂を用いる場合には熱重量分析において、昇温10℃/分、温度300℃での重量減少が3質量%以下であることが好ましい。
【0013】
また、本発明は前記(a)熱可塑性樹脂中、ポリカーボネート樹脂を10〜48質量%含有することを特徴とする上記に記載の電磁波シールド成形品である。
【0014】
また、本発明は、前記(b)平均繊維長さ7〜17mmの炭素繊維15〜30質量部の中で、炭素繊維のミルドファイバーを10〜30質量%含有することを特徴とする請求項1〜3に記載の電磁波シールド成形品である。
【0015】
さらに、本発明は上記成形品を射出成形する場合に高速射出成形及び/又は射出圧縮成形を用いることを特徴とするものであり、高速射出成形を行う場合に射出速度が250mm/sec以上であることを特徴とする電磁波シールド成形品である。
【0016】
またさらに、本発明は携帯機器用筐体またはその内部機構部品に上記に記載の電磁波シールド成形品を用いることを特徴とするものである。
【発明の効果】
【0017】
本発明は上記の熱可塑性樹脂組成物を用いることにより、繊維成分を含有した薄肉部が0.5mm厚以下の射出成形品であっても、成形性を向上することができ、また成形時において薄肉部を形成するためのキャビティ内でポリブタジエン成分を含有する熱可塑性樹脂の配向性が抑制され、優れた電磁波遮蔽性とともに、スナップフィット構造に適した成形品とすることができる。
【0018】
また、本発明は前記ポリブタジエン成分が15質量%以上である樹脂としてABS樹脂あるいはその変性樹脂を用いる場合に、熱重量分析において、昇温10℃/分、温度300℃での重量減少が3質量%以下である樹脂を用いることにより、得られる成形品の表面にモールドデポジットの発生を低減でき、良品の歩留まりを向上することができる。
【0019】
また、本発明は前記(a)熱可塑性樹脂中、ポリカーボネート樹脂を10〜48質量%併用することにより、さらにスナップフィット性に優れた成形品を得ることができる。
【0020】
また、前記(b)平均繊維長さ7〜17mmの炭素繊維15〜30質量部の中で、炭素繊維のミルドファイバーを10〜30質量%含有することにより、さらにスナップフィット性に優れた成形品を得ることができる。
【0021】
また、本発明は前記成形品の成形方法として高速射出成形及び/又は射出圧縮成形を使用することが好ましく、射出圧縮成形を行うことによりキャビティ内で組成物の再分散が可能となり、樹脂の配向性を低下することができる。特に高速射出成形において射出速度を250mm/sec以上としても十分な電磁波遮蔽性を確保することができる。
【0022】
そして、本発明の電磁波シールド成形品は電磁波遮蔽性、成形性及びスナップフィット性に優れるため例えば携帯機器用の筐体またはその内部機構部品として用いることができる。
【発明を実施するための最良の形態】
【0023】
本発明において用いられる(a)熱可塑性樹脂は、樹脂成分として50質量%以上の割合でポリブタジエン成分が15質量%以上であるABS樹脂、MBS樹脂またはこれらの変性樹脂(以下、単に「ABS樹脂等」ということがある)から選ばれる少なくとも1種の樹脂を含むことを特徴とする。これらの中でもABS樹脂あるいはその変性樹脂が好ましい。
【0024】
上記のようなポリブタジエン成分を15質量%以上含有するABS樹脂等を平均繊維長さ7〜17mmの炭素繊維からなる電磁波遮蔽成分とともに用いることにより、薄肉部が0.5mm厚以下の射出成形品であっても、成形性を劣化させることなく、電磁波遮蔽性に優れるとともに、スナップフィット性も低下することがない。
【0025】
このようなポリブタジエン成分をABS樹脂等の樹脂中に多量に含むことにより、成形時に流動可能な時間が長くなるとともに、高い圧縮性を得ることができ、薄肉部を有する成形品の製造に好適な樹脂組成物を得ることができる。なお、本発明においてポリブタジエン成分とは上記観点からポリブタジエンゴムのみでなく、そのブタジエン共重合体ゴム成分も好ましい構成成分として挙げることができる。
【0026】
ポリブタジエン成分の上記ABS樹脂等の樹脂中の含有量としては、15質量%以上であれば特に限定されないが、好ましくは20質量%以上であり、上限は35質量%以下が好ましく、より好ましくは30質量%以下である。ポリブタジエン成分の含有量が15質量%未満であると、十分な成形性が得られない。一方、35質量%より多くなると、得られる成形品の耐熱性が低下する傾向にある。
【0027】
なお、本発明のABS樹脂等に含まれるポリブタジエン成分の含有量は、例えば樹脂中の他の成分が溶解可能な溶媒で除去することによって測定することができる。
【0028】
また、上記ABS樹脂等としては従来から公知の製法で製造されたものを使用することができるが、グラフト法あるいはブレンド法で製造されたABS樹脂等よりも、グラフト−ブレンド法により製造されたABS樹脂等を用いると平均繊維長さ7〜17mmの炭素繊維との高い密着性を得ることができ、得られる成形品の機械的強度が高くなる点で好ましい。グラフト−ブレンド法で得られたABS樹脂等はポリブタジエン成分のサイズが小さく充填材である平均繊維長さ7〜17mmの炭素繊維との密着性を効果的に作用させることができるためであると本発明者等は考えている。なお、前記グラフト−ブレンド法は乳化重合法でポリブタジエン成分の多いABS樹脂等のベースポリマーを製造し、さらにこのベースポリマーを乳化重合法、塊状重合法、塊状懸濁重合法で得られたAS樹脂で希釈して最終製品に仕上げる方法である。
【0029】
また、本発明においてABS樹脂またはその変性樹脂としては、熱重量分析において昇温10℃/分、温度300℃における重量減少が3質量%以下であることが好ましい。重量減少が3質量%を超えるものであると、成形品の表面にモールドデポジットを生じる傾向がある。従って、重量減少はより小さいことが望ましく、重量減少の理想的な下限は0質量%である。
【0030】
本発明のポリブタジエン成分を15質量%以上含むABS樹脂としては、例えば日本エイアンドエル(株)製の「クララスチック」や「サンタック」、UMGABS(株)製の「サイコラック」、東レ(株)製の「トヨラック」等(いずれも商品名)を挙げることができる。また、マレイミド系変性ABS樹脂として、UMGABS(株)製の「バルクサム」等(商品名)を挙げることができる。またMBS樹脂としては三菱レイヨン(株)製のメタブレン(商品名)を挙げることができる。上記の樹脂は1種を単独で用いる他、2種以上を混合して用いることができる。
【0031】
本発明において組成物中の熱可塑性樹脂全てを上記ABS樹脂等の樹脂としても良いが、熱可塑性樹脂中にこれらの樹脂の占める割合が50質量%以上であることが好ましく、より好ましくは60質量%以上である。50質量%未満では、ポリブタジエン成分を多く含有するABS樹脂等でも十分な成形性を得ることが困難となる。
【0032】
また、本発明の熱可塑性樹脂には上記のようなポリブタジエン成分を15質量%以上含有するABS樹脂等とともに他の熱可塑性樹脂を併用することもできる。上記ABS樹脂等と組み合わせて使用することができる熱可塑性樹脂としてはポリカーボネート樹脂が好ましい。ポリカーボネート樹脂を含むことによって力学的物性が向上し、成形性を大きく低下させることなくスナップフィット性を向上することができる。
【0033】
本発明において好ましく用いられるポリカーボネート樹脂はジヒドロキシジアリールアルカンから得られるものであり、任意に枝分かれしていてもよい。このポリカーボネート樹脂は公知の方法により製造することができるものであり、一般にヒドロキシ及び/又はポリヒドロキシ化合物をホスゲン又は炭酸のジエステルと反応させることにより製造されるものである。
【0034】
本発明においてポリカーボネート樹脂は−30℃におけるアイゾット衝撃強度が100J/m2以上のものであることが好ましい。−30℃におけるアイゾット衝撃強度が100J/m2未満であると、成形品のヒートショック試験において低温時に成形品にクラックが発生するおそれがある。アイゾット衝撃強度の上限は特に設定されるものではないが、−30℃におけるアイゾット衝撃強度が1000J/m2を超えるものは、樹脂組成物の流動性を低下させ、成形性を悪化させるので好ましくない。
【0035】
また本発明のポリカーボネート樹脂は、MFR(メルトフローレート;JIS K7210)値が測定温度280℃、荷重2.1kgの測定条件で10g/分以上のものが好ましい。MFR値が10g/分未満であると、流動性が不十分となり成形性が悪化するおそれがある。またMFR値が100g/分を超えると、樹脂の機械的強度が低下し実用上使用できなくなるおそれがある。
【0036】
このようなポリカーボネート樹脂としては市販品を使用することができる。例えば、住友ダウ(株)製の「カリバー」、三菱エンジニアリングプラスチックス(株)製の「ユーピロン」、帝人化成(株)製の「パンライト」等(いずれも商品名)を挙げることができる。上記のポリカーボネート樹脂は1種を単独で用いる他、2種以上を混合して用いることができる。
【0037】
ポリカーボネート樹脂を併用する場合の組成としては、(a)熱可塑性樹脂中、ポリカーボネート樹脂の占める割合が10〜48質量%であることが好ましい。10質量%以上含むことにより、力学的物性が向上するとともに、48質量%以下含むことにより、ABS樹脂等の優れた成形性を維持することができ、より好ましくは、20質量%以上、40質量%以下である。
【0038】
本発明は上記のような(a)熱可塑性樹脂とともに、電磁波遮蔽成分として(b)平均繊維長さ7〜17mmの炭素繊維15〜30質量部とを含有する樹脂組成物であることを特徴とするものである。平均繊維長さ7〜17mmの炭素繊維を含むことにより、成形品のメッキを不要にするとともに、優れた電磁波遮蔽性を付与することができる。
【0039】
また、本発明において平均繊維長さ7〜17mmの炭素繊維はシランカップリング剤、チタネートカップリング剤、アルミネートカップリング剤等で処理したものも好ましく使用することができる。またオレフィン系樹脂、スチレン系樹脂、ポリエステル系樹脂、エポキシ系樹脂、ウレタン系樹脂等で集束処理したものが好ましく、特にエポキシ系樹脂やウレタン系樹脂で集束処理したものが好ましい。このような平均繊維長さ7〜17mmの炭素繊維としては例えば、市販の東レ(株)のトレカカットファイバー(商品名)などを挙げることができる。
【0040】
本発明は、上記のような(a)熱可塑性樹脂を70〜85質量部及び(b)平均繊維長さ7〜17mmの炭素繊維を15〜30重量部、それぞれ配合してなる熱可塑性樹脂組成物とすることが好ましい。熱可塑性樹脂が70質量部未満となると樹脂量が少なくなり、成形性、スナップフィット性が低下する傾向があるため、75質量部以上が好ましい。一方、85質量部より多くなると電磁波遮蔽性が劣る傾向にあり、好ましくは80質量部以下である。また平均繊維長さ7〜17mmの炭素繊維は電磁波遮蔽性と繊維状成分による配向のバランスを図るため15質量部以上配合することが好ましく、より好ましくは20質量部以上であり、上限は30質量部であり、好ましくは25質量部以下である。
【0041】
本発明は上記以外の組成として、本発明の目的とする所望の特性を阻害しない範囲で従来公知の添加剤、例えば難燃剤、難燃助剤、熱安定剤、酸化防止剤、光安定剤、離型剤、流動改質剤、着色剤、滑剤、発泡剤等を必要に応じてその発現量を添加してもさしつかえない。更に、カーボンブラック、金属粉、金属フレーク等及び強化材や充填材、例えばガラス繊維、ガラスフレーク、ウイスカー、アラミド繊維、タルク、マイカ、ワラストナイト、クレー、シリカ、ガラス粉等を併用することもできる。また他の樹脂や弾性体等を添加してもよい。更に、電磁波遮蔽成分としてはステンレス繊維、アルミニウム繊維、銅繊維、黄銅繊維等の金属繊維、金属被覆炭素繊維、金属被覆ガラス繊維、金属被覆黒鉛、金属被覆炭酸カルシウム等があげられる。上記繊維の直径は、6〜20μmのものが好ましく、6〜15μmのものが特に好ましく、粒状の場合には、粒子の平均粒径が50〜150μm が好ましい。
【0042】
本発明の熱可塑性樹脂組成物は上記の(a)熱可塑性樹脂及び(b)平均繊維長さ7〜17mmの炭素繊維を所定の組成で混合し、調整される。本発明の熱可塑性樹脂組成物を製造するにあたっては、任意の方法や装置が使用できる。例えば、上記記載の混合物を単軸又は二軸の押出機、バンバリーミキサー、加熱ロール等で混合しペレット化する方法、射出成形等で直接ペレット成形する方法が挙げられる。
【0043】
本発明の電磁波シールド成形品は、上記のようにして調整される熱可塑性樹脂組成物を薄肉部が0.5mm厚以下の成形品となるよう射出成形することによって作製することができる。本発明の射出成形方法としては、成形性に優れる高速射出成形及び/又は射出圧縮成形を用いることが好ましい。
【0044】
本発明において、成形品の薄肉部の厚みとしては薄いほど筐体として使用する場合の内部の電子部品を配置するための容積を大きくすることができるため好ましいが、余りに薄くなりすぎるとキャビティ内のギャップが狭小化しすぎ、本発明の熱可塑性樹脂組成物を用いても流動が不十分になりやすく、成形性が低下するため0.05mm厚以上とすることが好ましい。特に本発明の熱可塑性樹脂組成物を用いると0.1mm厚以下の極薄肉部を有する成形品でも成形することができる。
【0045】
図1は本発明の成形品を射出成形するために用いられる成形装置の一例であり、(A1〜A4)は金型の平面図、(B1〜B4)は縦断面図である。図中、1は一対の分割金型からなる成形金型であり、各分割金型の対向面にはキャビティ2を形成するための半部2a,2bがそれぞれ凹設してある。3は圧縮成形用のコアであって、一方の分割金型にその先部をキャビティ2内に突出する状態で配設してあり、他方の分割金型の側へさらに突出するようにスライド移動自在にしてある。4は分割金型の間に形成したゲートである。
【0046】
そして、射出された溶融状態の熱可塑性樹脂組成物の成形材料5は、まず(A1)及び(B1)に示すように均一な平行流となってキャビティ2内を流れる。しかしながら、薄肉部を形成するコア3が突出する部分に達すると、コア3の先端面とキャビティ2の内面との間は狭く流動抵抗が大きいので、コア3の先端面とキャビティ2の内面の間を流れる成形材料5aの流速よりコア3の両側を流れる成形材料5bの流速が速くなる。このため(A2)及び(B2)に示すように、両成形材料5a,5bの先端位置に差ができ、成形の最終段階でコア3の先端面とキャビティ2の内面の間を流れる成形材料5aに急激に圧力がかかって成形材料5aの流速が速くなって薄肉部12の充填が進むものであり、このためこのままでは(A3)及び(B3)に示すように未充填部分が生じたり、あるいは成形材料5b,5bがキャビティ2の末端部で先に合流してウエルドラインが生じたりするおそれがある。
【0047】
そこで、(A3)及び(B3)のように不完全な状態でキャビティ2内に成形材料5が充填された後、射出を停止し、さらにコア3を他方の分割金型の側へスライドさせてキャビティ2内に突出させることによって、(A4)及び(B4)に示すように、コア3で圧縮成形を行ない、コア3の先端面とキャビティ2の内面の間に成形材料5を完全に充填させると共に薄肉部を成形することができる。
【0048】
上記の射出圧縮成形において薄肉部形成工程のコア3の圧縮により樹脂配向した組成物を再分散することができ、配向性を低下させ電磁波遮蔽性に優れた成形品を得ることができる。
【0049】
なお、上記の射出成形に関しては例えば特開2002−240112号などを参照することができる。
【0050】
また、圧縮工程のない射出成形あるいは射出圧縮成形とともに薄肉部が0.5mm厚以下の成形品を得るには高速射出成形により成形を行うことが好ましい。
【0051】
本発明の薄肉部を有する電磁波シールド成形品を作成するため、高速射出成形においては例えば250mm/sec以上の高速で所定厚さの薄肉部を形成するキャビティ内に熱可塑性樹脂が射出充填される。このような高速での射出成形によっても高い成形性を得ることができる。また、本発明は平均繊維長さ7〜17mmの炭素繊維を含有するため、成形品のメッキ性に影響するエラストマー部分の成形時の変形を考慮する必要もないという利点を有している。
【0052】
本発明において高速射出成形を使用する場合の条件としては、薄肉部の厚さを0.5mm厚以下とするためにも射出速度が250mm/sec以上であることが好ましく、より好ましくは700〜1500mm/secである。射出速度が速いほど薄肉部の厚さを薄くするのに適しているが、3000mm/sec以上となると樹脂焼けが発生するおそれがある。
【0053】
なお、本発明の電磁波シールド成形品は上記射出成形法に限らず、従来から公知の射出成形法(例えば、射出速度50mm/sec程度)を利用することもできるが、薄肉部を形成するにあたり樹脂の固化が生じやすいため、高速射出を用いることが好ましい。
【0054】
また、射出成形においては得られる成形品の均質化のため複数ゲートを用いてもよい。このような複数ゲートにより射出を行うとキャビティ内で樹脂の移動速度や受ける圧力が増大し、成形性に影響を与える傾向にあるが、本発明の熱可塑性樹脂組成物ではこのような場合においても成形性を損なうことがない。
【0055】
本発明の熱可塑性樹脂を用いて高速射出成形と射出圧縮成形を行う場合の条件としては、温度230〜320℃に加熱溶融した熱可塑性樹脂組成物を、金型温度30〜100℃、射出圧力20〜150MPaの範囲で成形することが好ましい。
【0056】
以下本発明を実施例により具体的に説明するが、本発明はこれら実施例に限定されるものではない。
【実施例】
【0057】
[実施例1〜13及び比較例1〜5]
表1に示す所定組成の各樹脂を含有する熱可塑性樹脂及び充填材を配合量(質量部)を変えてドライブレンドした後、スクリュウ径30mmのベント付2軸押出機により、シリンダー温度250℃で溶融混練し、ストランドカットによりペレットを調整した。
【0058】
使用した熱可塑性樹脂及び充填材の詳細は以下の通りである。
・樹脂A:UMGABS(株)製のABS樹脂(グラフト−ブレンド法,ポリブタジエン量21質量%、300℃での質量減少−1.56質量%)
・樹脂B:UMGABS(株)製のABS樹脂(グラフト−ブレンド法,ポリブタジエン量17質量%、300℃での質量減少−0.60質量%)
・樹脂C:UMGABS(株)製のABS樹脂(グラフト−ブレンド法,ポリブタジエン量11%、300℃での質量減少−0.54質量%)
・樹脂D:住友ダウ(株)製のポリカーボネート樹脂(品番301-22)
・充填材A:炭素繊維(繊維直径 7μm,平均繊維長さ12mm)
・充填材B:炭素繊維(繊維直径 7μm,平均繊維長さ8mm)
・充填材C:炭素繊維(繊維直径 7μm,平均繊維長さ16mm)
・充填材D:炭素繊維ミルドファイバー(繊維直径7μm,平均繊維長さ0.15mm)
・充填材E:三菱レイヨン(株)製の炭素繊維(TRO6U B4E,パイロフィル チョップドファイバー,繊維直径7.5μm,平均繊維長さ6mm)
上記のように調整した各組成物を用いて、以下に示す方法により各測定用の試料を成形して評価を行った。
【0059】
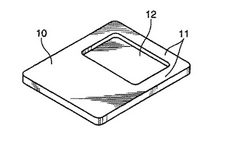
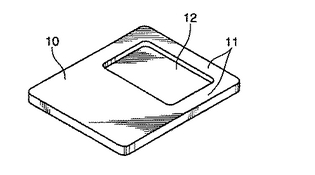
(成形性)
図1と同様の金型構造を有する射出成形機を用いて、図2に示す薄肉部12の厚みが0.1mm、その他の部分11の厚みが2mmの成形品を評価試料として作製した。成形するに当たり、成形温度はいずれも250℃とし、実施例1〜4及び比較例1〜3,5についてはコア3を所定量突出した状態でゲートを三箇所設けて、三点から同時に射出速度250mm/secで熱可塑性樹脂組成物の高速射出成形を行った。また実施例5及び6は射出速度をそれぞれ700mm/sec、1000mm/secに変更した以外は実施例1と同様にして試料を作製した。実施例7〜9及び比較例4は、射出速度を700mm/secで行うとともに、充填時にはコア3を突出させず成形時に圧縮工程を設けて射出圧縮成形を行って試料を作製した。
【0060】
上記のようにして作製した各試料80個について外観を観察して変形の認められる成形品の個数をカウントすることによって、成形性を評価した。
【0061】
(電磁波遮蔽性)
各ペレットを120℃で5時間熱風循環式乾燥機により乾燥した後、シリンダー温度250℃、金型温度80℃、射出圧力150MPaで成形するとともに、各実施例で上記成形性の条件と同様に高速射出成形及び圧縮成形による条件を変更して、一辺50mm、厚み1mmの外周部の中に一辺40mm、厚み0.5mmの薄肉部を有する方形状の評価用の試料を作製した。この試料を用いて(株)アドバンテスト製のTR−17301AとR3361Aを併用して磁界波(周波数800MHz)について測定した。
【0062】
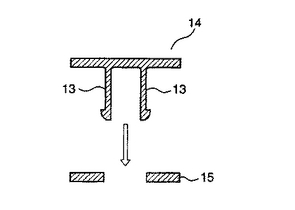
(スナップフィット性)
図3に示す係合部であるバネ13,13間の最大幅が6mm、各バネの最薄肉部の厚さが0.5mmの成形品を評価用試料14として作製した。成形するに当たり、成形性の試料の作製と同様に条件を変更して行った。
【0063】
上記のようにして作製した各試料80個を図3に示す樹脂製の幅5mmの挿入部を有する嵌合体15に挿入し、挿入によって試料に割れやクラックの生じたものの数をカウントして評価した。
【0064】
【表1】

【0065】
表1に示すように本発明の熱可塑性樹脂組成物を射出成形した電磁波シールド成形品は、電磁波遮蔽性に優れるとともに、薄肉部が0.5mm厚以下でも成形性及びスナップフィット性に優れていることが分かる。
【図面の簡単な説明】
【0066】
【図1】射出成形方法を示す(A)金型の略示平面図、(B)金型の略図縦断面図である。
【図2】成形性評価試料の斜視図である。
【図3】スナップフィット性評価試験の断面図である。
【符号の説明】
【0067】
1 金型
2 キャビティ
3 コア
4 サイドゲート
5 樹脂
5a コア下側の樹脂流
5b コア上側の樹脂流
6 凹所下流側の流動スペース
7 キャビティ末端側の流動スペース
12 薄肉部
13 バネ部
14 スナップフィット性評価用試料
【技術分野】
【0001】
本発明は、電磁波シールド成形品に関するものである。
【背景技術】
【0002】
電子部品を搭載した電子機器は自ら電磁波を発生し、周辺機器に影響を与える一方、他からの静電気障害として発生するノイズ等の影響を受け、誤動作するおそれがある。このため電子部品を搭載する電子機器の筐体(ハウジング)を電磁波遮蔽性を有する素材で形成することが従来から行なわれている。この種の電磁波をシールドするための筐体としては、熱可塑性樹脂を主成分とする樹脂組成物を射出成形などにより成形することが行われている。例えば、熱可塑性樹脂としてポリカーボネート樹脂あるいはABS樹脂などを用い、この樹脂成形品に電磁波遮蔽性を付与するため、射出成形後に樹脂成形体を金属メッキなどにより表面処理することが行われている。
【0003】
上記熱可塑性樹脂の中でABS樹脂のようなエラストマー成分であるポリブタジエンを構成成分とする熱可塑性樹脂は引っ張り強さ、曲げ剛性及び耐衝撃性が広い温度範囲で優れている点で好ましく、電気絶縁性、耐薬品性、耐クリープ性や寸法安定性にも優れていて、成形性もよく、射出成形材料として好適である。
【0004】
また、エラストマー成分を有する熱可塑性樹脂は、それ自体がメッキとの密着性が高く、メッキ性に非常に優れているという利点を有している。例えば上記のABS樹脂ではポリブタジエン成分が成形時にエラストマー成分となるが、成形品にメッキを施す工程での化学エッチング処理で酸化性のエッチング液中に浸漬すると表面に近いゴム粒子が選択的に溶解し、その結果成形品の表面に無数の微小な孔を生じる。そしてメッキ時にはこれらの孔がアンカー効果を生じることになり、これがメッキ膜の強固な密着性が得られる理由と考えられている。
【0005】
しかしながら、上記の成形品を金属メッキする方法ではメッキ処理する加工工程が煩雑となり、また射出成形工程における変形がメッキ性に影響するなどの問題がある。このため、成形品の金属メッキに代えて樹脂組成物中に予め金属フレーク、金属繊維、炭素繊維あるいは金属被覆炭素繊維などの電磁波遮蔽成分を配合して、これを成形品に成形する方法が提案されている(特許文献1、2)。
【特許文献1】特許第2735748号公報
【特許文献2】特開2000−129148号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
ところで、最近の成形品は薄肉化の要求が高まっており、携帯機器用の製品としては極薄肉の部分をもつ成形品が出現している。その一例として、ノート型パソコン、携帯電話、ビデオカメラ、デジタルカメラなどに用いられているメモリーカードが挙げられる。この種のメモリーカード用の筐体として用いられる成形品は、基板の半導体メモリーを実装する凹所を形成するため、その個所において部分的に0.5mm厚以下の極薄肉部を成形する必要がある。
【0007】
しかしながら、上記のような電磁波遮蔽性成分を添加した樹脂組成物では充填材の存在により成形性が低下しやすい。特に、薄肉部を有する成形品の場合、未充填部が発生しやすく、また繊維状の電磁波遮蔽成分を含有する熱可塑性樹脂組成物を用いて射出成形するとさらに充填不足となりやすい。
【0008】
また、キャビティ内で樹脂が薄肉部を形成する箇所を通過する際にその周辺部において成形時の最終段階で高速で移動することとなる。このため成形品は樹脂の配向が発生し易くなり、配向性を示す繊維成分を含むことによりさらに配向が進む。この現象は薄肉部を薄く形成するため樹脂組成物を高速で射出する程顕著となり、電磁波遮蔽性が低下することが明らかとなった。
【0009】
さらに、電子機器用の電磁波遮蔽性を求められる成形品は機器の小型化に伴い、金属ねじなどを使用することなく樹脂爪などを用いて筐体部品を係合する嵌め込み式のスナップフィット構造が採用されてきている。従って、筐体部品の係合部は弾性を付与する必要から薄肉となり、上記のような電磁波遮蔽成分を含有する熱可塑性樹脂組成物を用いて成形した場合、この薄肉部において成形品の割れが発生しやすい。
【0010】
本発明は上記課題を解決するためになされたものであり、薄肉部を有する電磁波シールド成形品において、電磁波遮蔽性、成形性に優れるとともに、スナップフィット構造に適した熱可塑性樹脂組成物を成形した電磁波シールド成形品を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明は、熱可塑性樹脂組成物を射出成形してなる電磁波シールド成形品であって、前記成形品は0.5mm厚以下の薄肉部を有し、前記熱可塑性樹脂組成物は(a)熱可塑性樹脂70〜85質量部と(b)平均繊維長さ7〜17mmの炭素繊維15〜30質量部とを配合してなり、前記(a)熱可塑性樹脂中、ポリブタジエン成分が15質量%以上であるABS樹脂、MBS樹脂またはこれらの変性樹脂から選ばれる少なくとも1種の樹脂が50質量%以上であることを特徴とする電磁波シールド成形品である。
【0012】
本発明において、前記ポリブタジエン成分が15質量%以上である樹脂としてABS樹脂あるいはその変性樹脂を用いる場合には熱重量分析において、昇温10℃/分、温度300℃での重量減少が3質量%以下であることが好ましい。
【0013】
また、本発明は前記(a)熱可塑性樹脂中、ポリカーボネート樹脂を10〜48質量%含有することを特徴とする上記に記載の電磁波シールド成形品である。
【0014】
また、本発明は、前記(b)平均繊維長さ7〜17mmの炭素繊維15〜30質量部の中で、炭素繊維のミルドファイバーを10〜30質量%含有することを特徴とする請求項1〜3に記載の電磁波シールド成形品である。
【0015】
さらに、本発明は上記成形品を射出成形する場合に高速射出成形及び/又は射出圧縮成形を用いることを特徴とするものであり、高速射出成形を行う場合に射出速度が250mm/sec以上であることを特徴とする電磁波シールド成形品である。
【0016】
またさらに、本発明は携帯機器用筐体またはその内部機構部品に上記に記載の電磁波シールド成形品を用いることを特徴とするものである。
【発明の効果】
【0017】
本発明は上記の熱可塑性樹脂組成物を用いることにより、繊維成分を含有した薄肉部が0.5mm厚以下の射出成形品であっても、成形性を向上することができ、また成形時において薄肉部を形成するためのキャビティ内でポリブタジエン成分を含有する熱可塑性樹脂の配向性が抑制され、優れた電磁波遮蔽性とともに、スナップフィット構造に適した成形品とすることができる。
【0018】
また、本発明は前記ポリブタジエン成分が15質量%以上である樹脂としてABS樹脂あるいはその変性樹脂を用いる場合に、熱重量分析において、昇温10℃/分、温度300℃での重量減少が3質量%以下である樹脂を用いることにより、得られる成形品の表面にモールドデポジットの発生を低減でき、良品の歩留まりを向上することができる。
【0019】
また、本発明は前記(a)熱可塑性樹脂中、ポリカーボネート樹脂を10〜48質量%併用することにより、さらにスナップフィット性に優れた成形品を得ることができる。
【0020】
また、前記(b)平均繊維長さ7〜17mmの炭素繊維15〜30質量部の中で、炭素繊維のミルドファイバーを10〜30質量%含有することにより、さらにスナップフィット性に優れた成形品を得ることができる。
【0021】
また、本発明は前記成形品の成形方法として高速射出成形及び/又は射出圧縮成形を使用することが好ましく、射出圧縮成形を行うことによりキャビティ内で組成物の再分散が可能となり、樹脂の配向性を低下することができる。特に高速射出成形において射出速度を250mm/sec以上としても十分な電磁波遮蔽性を確保することができる。
【0022】
そして、本発明の電磁波シールド成形品は電磁波遮蔽性、成形性及びスナップフィット性に優れるため例えば携帯機器用の筐体またはその内部機構部品として用いることができる。
【発明を実施するための最良の形態】
【0023】
本発明において用いられる(a)熱可塑性樹脂は、樹脂成分として50質量%以上の割合でポリブタジエン成分が15質量%以上であるABS樹脂、MBS樹脂またはこれらの変性樹脂(以下、単に「ABS樹脂等」ということがある)から選ばれる少なくとも1種の樹脂を含むことを特徴とする。これらの中でもABS樹脂あるいはその変性樹脂が好ましい。
【0024】
上記のようなポリブタジエン成分を15質量%以上含有するABS樹脂等を平均繊維長さ7〜17mmの炭素繊維からなる電磁波遮蔽成分とともに用いることにより、薄肉部が0.5mm厚以下の射出成形品であっても、成形性を劣化させることなく、電磁波遮蔽性に優れるとともに、スナップフィット性も低下することがない。
【0025】
このようなポリブタジエン成分をABS樹脂等の樹脂中に多量に含むことにより、成形時に流動可能な時間が長くなるとともに、高い圧縮性を得ることができ、薄肉部を有する成形品の製造に好適な樹脂組成物を得ることができる。なお、本発明においてポリブタジエン成分とは上記観点からポリブタジエンゴムのみでなく、そのブタジエン共重合体ゴム成分も好ましい構成成分として挙げることができる。
【0026】
ポリブタジエン成分の上記ABS樹脂等の樹脂中の含有量としては、15質量%以上であれば特に限定されないが、好ましくは20質量%以上であり、上限は35質量%以下が好ましく、より好ましくは30質量%以下である。ポリブタジエン成分の含有量が15質量%未満であると、十分な成形性が得られない。一方、35質量%より多くなると、得られる成形品の耐熱性が低下する傾向にある。
【0027】
なお、本発明のABS樹脂等に含まれるポリブタジエン成分の含有量は、例えば樹脂中の他の成分が溶解可能な溶媒で除去することによって測定することができる。
【0028】
また、上記ABS樹脂等としては従来から公知の製法で製造されたものを使用することができるが、グラフト法あるいはブレンド法で製造されたABS樹脂等よりも、グラフト−ブレンド法により製造されたABS樹脂等を用いると平均繊維長さ7〜17mmの炭素繊維との高い密着性を得ることができ、得られる成形品の機械的強度が高くなる点で好ましい。グラフト−ブレンド法で得られたABS樹脂等はポリブタジエン成分のサイズが小さく充填材である平均繊維長さ7〜17mmの炭素繊維との密着性を効果的に作用させることができるためであると本発明者等は考えている。なお、前記グラフト−ブレンド法は乳化重合法でポリブタジエン成分の多いABS樹脂等のベースポリマーを製造し、さらにこのベースポリマーを乳化重合法、塊状重合法、塊状懸濁重合法で得られたAS樹脂で希釈して最終製品に仕上げる方法である。
【0029】
また、本発明においてABS樹脂またはその変性樹脂としては、熱重量分析において昇温10℃/分、温度300℃における重量減少が3質量%以下であることが好ましい。重量減少が3質量%を超えるものであると、成形品の表面にモールドデポジットを生じる傾向がある。従って、重量減少はより小さいことが望ましく、重量減少の理想的な下限は0質量%である。
【0030】
本発明のポリブタジエン成分を15質量%以上含むABS樹脂としては、例えば日本エイアンドエル(株)製の「クララスチック」や「サンタック」、UMGABS(株)製の「サイコラック」、東レ(株)製の「トヨラック」等(いずれも商品名)を挙げることができる。また、マレイミド系変性ABS樹脂として、UMGABS(株)製の「バルクサム」等(商品名)を挙げることができる。またMBS樹脂としては三菱レイヨン(株)製のメタブレン(商品名)を挙げることができる。上記の樹脂は1種を単独で用いる他、2種以上を混合して用いることができる。
【0031】
本発明において組成物中の熱可塑性樹脂全てを上記ABS樹脂等の樹脂としても良いが、熱可塑性樹脂中にこれらの樹脂の占める割合が50質量%以上であることが好ましく、より好ましくは60質量%以上である。50質量%未満では、ポリブタジエン成分を多く含有するABS樹脂等でも十分な成形性を得ることが困難となる。
【0032】
また、本発明の熱可塑性樹脂には上記のようなポリブタジエン成分を15質量%以上含有するABS樹脂等とともに他の熱可塑性樹脂を併用することもできる。上記ABS樹脂等と組み合わせて使用することができる熱可塑性樹脂としてはポリカーボネート樹脂が好ましい。ポリカーボネート樹脂を含むことによって力学的物性が向上し、成形性を大きく低下させることなくスナップフィット性を向上することができる。
【0033】
本発明において好ましく用いられるポリカーボネート樹脂はジヒドロキシジアリールアルカンから得られるものであり、任意に枝分かれしていてもよい。このポリカーボネート樹脂は公知の方法により製造することができるものであり、一般にヒドロキシ及び/又はポリヒドロキシ化合物をホスゲン又は炭酸のジエステルと反応させることにより製造されるものである。
【0034】
本発明においてポリカーボネート樹脂は−30℃におけるアイゾット衝撃強度が100J/m2以上のものであることが好ましい。−30℃におけるアイゾット衝撃強度が100J/m2未満であると、成形品のヒートショック試験において低温時に成形品にクラックが発生するおそれがある。アイゾット衝撃強度の上限は特に設定されるものではないが、−30℃におけるアイゾット衝撃強度が1000J/m2を超えるものは、樹脂組成物の流動性を低下させ、成形性を悪化させるので好ましくない。
【0035】
また本発明のポリカーボネート樹脂は、MFR(メルトフローレート;JIS K7210)値が測定温度280℃、荷重2.1kgの測定条件で10g/分以上のものが好ましい。MFR値が10g/分未満であると、流動性が不十分となり成形性が悪化するおそれがある。またMFR値が100g/分を超えると、樹脂の機械的強度が低下し実用上使用できなくなるおそれがある。
【0036】
このようなポリカーボネート樹脂としては市販品を使用することができる。例えば、住友ダウ(株)製の「カリバー」、三菱エンジニアリングプラスチックス(株)製の「ユーピロン」、帝人化成(株)製の「パンライト」等(いずれも商品名)を挙げることができる。上記のポリカーボネート樹脂は1種を単独で用いる他、2種以上を混合して用いることができる。
【0037】
ポリカーボネート樹脂を併用する場合の組成としては、(a)熱可塑性樹脂中、ポリカーボネート樹脂の占める割合が10〜48質量%であることが好ましい。10質量%以上含むことにより、力学的物性が向上するとともに、48質量%以下含むことにより、ABS樹脂等の優れた成形性を維持することができ、より好ましくは、20質量%以上、40質量%以下である。
【0038】
本発明は上記のような(a)熱可塑性樹脂とともに、電磁波遮蔽成分として(b)平均繊維長さ7〜17mmの炭素繊維15〜30質量部とを含有する樹脂組成物であることを特徴とするものである。平均繊維長さ7〜17mmの炭素繊維を含むことにより、成形品のメッキを不要にするとともに、優れた電磁波遮蔽性を付与することができる。
【0039】
また、本発明において平均繊維長さ7〜17mmの炭素繊維はシランカップリング剤、チタネートカップリング剤、アルミネートカップリング剤等で処理したものも好ましく使用することができる。またオレフィン系樹脂、スチレン系樹脂、ポリエステル系樹脂、エポキシ系樹脂、ウレタン系樹脂等で集束処理したものが好ましく、特にエポキシ系樹脂やウレタン系樹脂で集束処理したものが好ましい。このような平均繊維長さ7〜17mmの炭素繊維としては例えば、市販の東レ(株)のトレカカットファイバー(商品名)などを挙げることができる。
【0040】
本発明は、上記のような(a)熱可塑性樹脂を70〜85質量部及び(b)平均繊維長さ7〜17mmの炭素繊維を15〜30重量部、それぞれ配合してなる熱可塑性樹脂組成物とすることが好ましい。熱可塑性樹脂が70質量部未満となると樹脂量が少なくなり、成形性、スナップフィット性が低下する傾向があるため、75質量部以上が好ましい。一方、85質量部より多くなると電磁波遮蔽性が劣る傾向にあり、好ましくは80質量部以下である。また平均繊維長さ7〜17mmの炭素繊維は電磁波遮蔽性と繊維状成分による配向のバランスを図るため15質量部以上配合することが好ましく、より好ましくは20質量部以上であり、上限は30質量部であり、好ましくは25質量部以下である。
【0041】
本発明は上記以外の組成として、本発明の目的とする所望の特性を阻害しない範囲で従来公知の添加剤、例えば難燃剤、難燃助剤、熱安定剤、酸化防止剤、光安定剤、離型剤、流動改質剤、着色剤、滑剤、発泡剤等を必要に応じてその発現量を添加してもさしつかえない。更に、カーボンブラック、金属粉、金属フレーク等及び強化材や充填材、例えばガラス繊維、ガラスフレーク、ウイスカー、アラミド繊維、タルク、マイカ、ワラストナイト、クレー、シリカ、ガラス粉等を併用することもできる。また他の樹脂や弾性体等を添加してもよい。更に、電磁波遮蔽成分としてはステンレス繊維、アルミニウム繊維、銅繊維、黄銅繊維等の金属繊維、金属被覆炭素繊維、金属被覆ガラス繊維、金属被覆黒鉛、金属被覆炭酸カルシウム等があげられる。上記繊維の直径は、6〜20μmのものが好ましく、6〜15μmのものが特に好ましく、粒状の場合には、粒子の平均粒径が50〜150μm が好ましい。
【0042】
本発明の熱可塑性樹脂組成物は上記の(a)熱可塑性樹脂及び(b)平均繊維長さ7〜17mmの炭素繊維を所定の組成で混合し、調整される。本発明の熱可塑性樹脂組成物を製造するにあたっては、任意の方法や装置が使用できる。例えば、上記記載の混合物を単軸又は二軸の押出機、バンバリーミキサー、加熱ロール等で混合しペレット化する方法、射出成形等で直接ペレット成形する方法が挙げられる。
【0043】
本発明の電磁波シールド成形品は、上記のようにして調整される熱可塑性樹脂組成物を薄肉部が0.5mm厚以下の成形品となるよう射出成形することによって作製することができる。本発明の射出成形方法としては、成形性に優れる高速射出成形及び/又は射出圧縮成形を用いることが好ましい。
【0044】
本発明において、成形品の薄肉部の厚みとしては薄いほど筐体として使用する場合の内部の電子部品を配置するための容積を大きくすることができるため好ましいが、余りに薄くなりすぎるとキャビティ内のギャップが狭小化しすぎ、本発明の熱可塑性樹脂組成物を用いても流動が不十分になりやすく、成形性が低下するため0.05mm厚以上とすることが好ましい。特に本発明の熱可塑性樹脂組成物を用いると0.1mm厚以下の極薄肉部を有する成形品でも成形することができる。
【0045】
図1は本発明の成形品を射出成形するために用いられる成形装置の一例であり、(A1〜A4)は金型の平面図、(B1〜B4)は縦断面図である。図中、1は一対の分割金型からなる成形金型であり、各分割金型の対向面にはキャビティ2を形成するための半部2a,2bがそれぞれ凹設してある。3は圧縮成形用のコアであって、一方の分割金型にその先部をキャビティ2内に突出する状態で配設してあり、他方の分割金型の側へさらに突出するようにスライド移動自在にしてある。4は分割金型の間に形成したゲートである。
【0046】
そして、射出された溶融状態の熱可塑性樹脂組成物の成形材料5は、まず(A1)及び(B1)に示すように均一な平行流となってキャビティ2内を流れる。しかしながら、薄肉部を形成するコア3が突出する部分に達すると、コア3の先端面とキャビティ2の内面との間は狭く流動抵抗が大きいので、コア3の先端面とキャビティ2の内面の間を流れる成形材料5aの流速よりコア3の両側を流れる成形材料5bの流速が速くなる。このため(A2)及び(B2)に示すように、両成形材料5a,5bの先端位置に差ができ、成形の最終段階でコア3の先端面とキャビティ2の内面の間を流れる成形材料5aに急激に圧力がかかって成形材料5aの流速が速くなって薄肉部12の充填が進むものであり、このためこのままでは(A3)及び(B3)に示すように未充填部分が生じたり、あるいは成形材料5b,5bがキャビティ2の末端部で先に合流してウエルドラインが生じたりするおそれがある。
【0047】
そこで、(A3)及び(B3)のように不完全な状態でキャビティ2内に成形材料5が充填された後、射出を停止し、さらにコア3を他方の分割金型の側へスライドさせてキャビティ2内に突出させることによって、(A4)及び(B4)に示すように、コア3で圧縮成形を行ない、コア3の先端面とキャビティ2の内面の間に成形材料5を完全に充填させると共に薄肉部を成形することができる。
【0048】
上記の射出圧縮成形において薄肉部形成工程のコア3の圧縮により樹脂配向した組成物を再分散することができ、配向性を低下させ電磁波遮蔽性に優れた成形品を得ることができる。
【0049】
なお、上記の射出成形に関しては例えば特開2002−240112号などを参照することができる。
【0050】
また、圧縮工程のない射出成形あるいは射出圧縮成形とともに薄肉部が0.5mm厚以下の成形品を得るには高速射出成形により成形を行うことが好ましい。
【0051】
本発明の薄肉部を有する電磁波シールド成形品を作成するため、高速射出成形においては例えば250mm/sec以上の高速で所定厚さの薄肉部を形成するキャビティ内に熱可塑性樹脂が射出充填される。このような高速での射出成形によっても高い成形性を得ることができる。また、本発明は平均繊維長さ7〜17mmの炭素繊維を含有するため、成形品のメッキ性に影響するエラストマー部分の成形時の変形を考慮する必要もないという利点を有している。
【0052】
本発明において高速射出成形を使用する場合の条件としては、薄肉部の厚さを0.5mm厚以下とするためにも射出速度が250mm/sec以上であることが好ましく、より好ましくは700〜1500mm/secである。射出速度が速いほど薄肉部の厚さを薄くするのに適しているが、3000mm/sec以上となると樹脂焼けが発生するおそれがある。
【0053】
なお、本発明の電磁波シールド成形品は上記射出成形法に限らず、従来から公知の射出成形法(例えば、射出速度50mm/sec程度)を利用することもできるが、薄肉部を形成するにあたり樹脂の固化が生じやすいため、高速射出を用いることが好ましい。
【0054】
また、射出成形においては得られる成形品の均質化のため複数ゲートを用いてもよい。このような複数ゲートにより射出を行うとキャビティ内で樹脂の移動速度や受ける圧力が増大し、成形性に影響を与える傾向にあるが、本発明の熱可塑性樹脂組成物ではこのような場合においても成形性を損なうことがない。
【0055】
本発明の熱可塑性樹脂を用いて高速射出成形と射出圧縮成形を行う場合の条件としては、温度230〜320℃に加熱溶融した熱可塑性樹脂組成物を、金型温度30〜100℃、射出圧力20〜150MPaの範囲で成形することが好ましい。
【0056】
以下本発明を実施例により具体的に説明するが、本発明はこれら実施例に限定されるものではない。
【実施例】
【0057】
[実施例1〜13及び比較例1〜5]
表1に示す所定組成の各樹脂を含有する熱可塑性樹脂及び充填材を配合量(質量部)を変えてドライブレンドした後、スクリュウ径30mmのベント付2軸押出機により、シリンダー温度250℃で溶融混練し、ストランドカットによりペレットを調整した。
【0058】
使用した熱可塑性樹脂及び充填材の詳細は以下の通りである。
・樹脂A:UMGABS(株)製のABS樹脂(グラフト−ブレンド法,ポリブタジエン量21質量%、300℃での質量減少−1.56質量%)
・樹脂B:UMGABS(株)製のABS樹脂(グラフト−ブレンド法,ポリブタジエン量17質量%、300℃での質量減少−0.60質量%)
・樹脂C:UMGABS(株)製のABS樹脂(グラフト−ブレンド法,ポリブタジエン量11%、300℃での質量減少−0.54質量%)
・樹脂D:住友ダウ(株)製のポリカーボネート樹脂(品番301-22)
・充填材A:炭素繊維(繊維直径 7μm,平均繊維長さ12mm)
・充填材B:炭素繊維(繊維直径 7μm,平均繊維長さ8mm)
・充填材C:炭素繊維(繊維直径 7μm,平均繊維長さ16mm)
・充填材D:炭素繊維ミルドファイバー(繊維直径7μm,平均繊維長さ0.15mm)
・充填材E:三菱レイヨン(株)製の炭素繊維(TRO6U B4E,パイロフィル チョップドファイバー,繊維直径7.5μm,平均繊維長さ6mm)
上記のように調整した各組成物を用いて、以下に示す方法により各測定用の試料を成形して評価を行った。
【0059】
(成形性)
図1と同様の金型構造を有する射出成形機を用いて、図2に示す薄肉部12の厚みが0.1mm、その他の部分11の厚みが2mmの成形品を評価試料として作製した。成形するに当たり、成形温度はいずれも250℃とし、実施例1〜4及び比較例1〜3,5についてはコア3を所定量突出した状態でゲートを三箇所設けて、三点から同時に射出速度250mm/secで熱可塑性樹脂組成物の高速射出成形を行った。また実施例5及び6は射出速度をそれぞれ700mm/sec、1000mm/secに変更した以外は実施例1と同様にして試料を作製した。実施例7〜9及び比較例4は、射出速度を700mm/secで行うとともに、充填時にはコア3を突出させず成形時に圧縮工程を設けて射出圧縮成形を行って試料を作製した。
【0060】
上記のようにして作製した各試料80個について外観を観察して変形の認められる成形品の個数をカウントすることによって、成形性を評価した。
【0061】
(電磁波遮蔽性)
各ペレットを120℃で5時間熱風循環式乾燥機により乾燥した後、シリンダー温度250℃、金型温度80℃、射出圧力150MPaで成形するとともに、各実施例で上記成形性の条件と同様に高速射出成形及び圧縮成形による条件を変更して、一辺50mm、厚み1mmの外周部の中に一辺40mm、厚み0.5mmの薄肉部を有する方形状の評価用の試料を作製した。この試料を用いて(株)アドバンテスト製のTR−17301AとR3361Aを併用して磁界波(周波数800MHz)について測定した。
【0062】
(スナップフィット性)
図3に示す係合部であるバネ13,13間の最大幅が6mm、各バネの最薄肉部の厚さが0.5mmの成形品を評価用試料14として作製した。成形するに当たり、成形性の試料の作製と同様に条件を変更して行った。
【0063】
上記のようにして作製した各試料80個を図3に示す樹脂製の幅5mmの挿入部を有する嵌合体15に挿入し、挿入によって試料に割れやクラックの生じたものの数をカウントして評価した。
【0064】
【表1】
【0065】
表1に示すように本発明の熱可塑性樹脂組成物を射出成形した電磁波シールド成形品は、電磁波遮蔽性に優れるとともに、薄肉部が0.5mm厚以下でも成形性及びスナップフィット性に優れていることが分かる。
【図面の簡単な説明】
【0066】
【図1】射出成形方法を示す(A)金型の略示平面図、(B)金型の略図縦断面図である。
【図2】成形性評価試料の斜視図である。
【図3】スナップフィット性評価試験の断面図である。
【符号の説明】
【0067】
1 金型
2 キャビティ
3 コア
4 サイドゲート
5 樹脂
5a コア下側の樹脂流
5b コア上側の樹脂流
6 凹所下流側の流動スペース
7 キャビティ末端側の流動スペース
12 薄肉部
13 バネ部
14 スナップフィット性評価用試料
【特許請求の範囲】
【請求項1】
熱可塑性樹脂組成物を射出成形してなる電磁波シールド成形品であって、前記成形品は0.5mm厚以下の薄肉部を有し、前記熱可塑性樹脂組成物は(a)熱可塑性樹脂70〜85質量部と(b)平均繊維長さ7〜17mmの炭素繊維15〜30質量部とを配合してなり、前記(a)熱可塑性樹脂中、ポリブタジエン成分が15質量%以上であるABS樹脂、MBS樹脂またはこれらの変性樹脂から選ばれる少なくとも1種の樹脂を50質量%以上含有することを特徴とする電磁波シールド成形品。
【請求項2】
前記ABS樹脂またはその変性樹脂が、熱重量分析において、昇温10℃/分、温度300℃での重量減少が3質量%以下であることを特徴とする請求項1に記載の電磁波シールド成形品。
【請求項3】
前記(a)熱可塑性樹脂中、ポリカーボネート樹脂を10〜48質量%含有することを特徴とする請求項1または2に記載の電磁波シールド成形品。
【請求項4】
前記(b)平均繊維長さ7〜17mmの炭素繊維15〜30質量部の中で、炭素繊維のミルドファイバーを10〜30質量%含有することを特徴とする請求項1〜3のいずれかに記載の電磁波シールド成形品。
【請求項5】
前記射出成形が、高速射出成形及び/又は射出圧縮成形であることを特徴とする請求項1〜4のいずれかに記載の電磁波シールド成形品。
【請求項6】
前記高速射出成形の射出速度が250mm/sec以上であることを特徴とする請求項5に記載の電磁波シールド成形品。
【請求項7】
携帯機器用筐体またはその内部機構部品である請求項1〜6のいずれかに記載の電磁波シールド成形品。
【請求項1】
熱可塑性樹脂組成物を射出成形してなる電磁波シールド成形品であって、前記成形品は0.5mm厚以下の薄肉部を有し、前記熱可塑性樹脂組成物は(a)熱可塑性樹脂70〜85質量部と(b)平均繊維長さ7〜17mmの炭素繊維15〜30質量部とを配合してなり、前記(a)熱可塑性樹脂中、ポリブタジエン成分が15質量%以上であるABS樹脂、MBS樹脂またはこれらの変性樹脂から選ばれる少なくとも1種の樹脂を50質量%以上含有することを特徴とする電磁波シールド成形品。
【請求項2】
前記ABS樹脂またはその変性樹脂が、熱重量分析において、昇温10℃/分、温度300℃での重量減少が3質量%以下であることを特徴とする請求項1に記載の電磁波シールド成形品。
【請求項3】
前記(a)熱可塑性樹脂中、ポリカーボネート樹脂を10〜48質量%含有することを特徴とする請求項1または2に記載の電磁波シールド成形品。
【請求項4】
前記(b)平均繊維長さ7〜17mmの炭素繊維15〜30質量部の中で、炭素繊維のミルドファイバーを10〜30質量%含有することを特徴とする請求項1〜3のいずれかに記載の電磁波シールド成形品。
【請求項5】
前記射出成形が、高速射出成形及び/又は射出圧縮成形であることを特徴とする請求項1〜4のいずれかに記載の電磁波シールド成形品。
【請求項6】
前記高速射出成形の射出速度が250mm/sec以上であることを特徴とする請求項5に記載の電磁波シールド成形品。
【請求項7】
携帯機器用筐体またはその内部機構部品である請求項1〜6のいずれかに記載の電磁波シールド成形品。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2006−182948(P2006−182948A)
【公開日】平成18年7月13日(2006.7.13)
【国際特許分類】
【出願番号】特願2004−379463(P2004−379463)
【出願日】平成16年12月28日(2004.12.28)
【出願人】(000005832)松下電工株式会社 (17,916)
【Fターム(参考)】
【公開日】平成18年7月13日(2006.7.13)
【国際特許分類】
【出願日】平成16年12月28日(2004.12.28)
【出願人】(000005832)松下電工株式会社 (17,916)
【Fターム(参考)】
[ Back to top ]