
電磁波ノイズ抑制シート、その製造方法および使用方法
【課題】 伝導ノイズ抑制機能および放射ノイズ抑制機能の二つの電磁波ノイズ抑制機能を兼ね備え、薄肉化でき、機械的強度が高く、柔軟性に優れた電磁波ノイズ抑制シート、その製造方法および使用方法を提供する。
【解決手段】 結合剤2およびアスペクト比が5以下の電磁波吸収性粒子3を含有する基体5と;結合剤2の一部と磁性体とが一体化してなる複合層6とを有する電磁波ノイズ抑制シート1;結合剤2およびアスペクト比が5以下の電磁波吸収性粒子3を含有する電磁波吸収性組成物を成形して、電磁波吸収性粒子が存在していないスキン層4を表面に有する基体5を製造する基体製造工程と;物理的蒸着法により基体5のスキン層4に磁性体を分散させて、基体5表面に複合層6を形成する蒸着工程とを有する電磁波ノイズ抑制シートの製造方法。
【解決手段】 結合剤2およびアスペクト比が5以下の電磁波吸収性粒子3を含有する基体5と;結合剤2の一部と磁性体とが一体化してなる複合層6とを有する電磁波ノイズ抑制シート1;結合剤2およびアスペクト比が5以下の電磁波吸収性粒子3を含有する電磁波吸収性組成物を成形して、電磁波吸収性粒子が存在していないスキン層4を表面に有する基体5を製造する基体製造工程と;物理的蒸着法により基体5のスキン層4に磁性体を分散させて、基体5表面に複合層6を形成する蒸着工程とを有する電磁波ノイズ抑制シートの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電磁波ノイズ抑制シート、その製造方法および使用方法に関する。
【背景技術】
【0002】
近年、携帯電話、パーソナルコンピューター、デジタルカメラ等の電子機器の小型軽量化に伴い、これら電子機器の内部に搭載されているCPU、LSI、周辺半導体等の電子部品の高密度化、高集積化、およびプリント配線基板への電子部品等の高密度実装化が進んでいる。また、電子機器の高性能化のため、取り扱われる周波数が高くなってきている。これに伴い、電子部品より放射される放射ノイズあるいはプリント配線基板の線路を伝わる伝導ノイズによる電子機器の故障、誤作動、機能不全等が問題となっている。
【0003】
電子部品より放射される放射ノイズを防ぐ方法としは、(1)金属板を電磁波シールド材として設置する方法、(2)有機結合剤と、アスペクト比が5より大きく、表面に酸化皮膜を有する軟磁性体粉末とを混練して得られたシート状の複合磁性体からなる電磁波干渉抑制体を電子部品に貼付する方法(特許文献1)が知られている。
(1)の方法は、電子機器外部への放射ノイズの漏洩には効果があるものの、電子機器内部には、このシールド材により反射、散乱した放射ノイズが充満して電磁波干渉を助長してしまう問題、電子機器内部に設置された複数のプリント配線基板間で電磁干渉が起こってしまう問題がある。
【0004】
(2)の方法で用いられる電磁波干渉抑制体は、アスペクト比が5よりも大きい軟磁性体粉末を使用しているため、有機結合剤への軟磁性体の高充填化が困難となり、さらに有機結合剤へ軟磁性体を高充填した組成物は張力が著しく劣るため押出成形法またはカレンダー成形法による薄肉のシートの連続加工が行えないという問題を有している。そして、この組成物から得られるシート状の複合磁性体は柔軟性に乏しく、さらに、電子部品から発生する放射ノイズを抑制する効果は十分に備わっているが、伝導ノイズを十分に抑制できないという問題がある。
【0005】
押出成形法またはカレンダー成形法による電磁波吸収シートの連続成形方法としては、未架橋アクリル樹脂、軟磁性金属または合金からなるアトマイズ粉末を扁平にした平均粒子径が10〜30μmのフレーク状粉末、難燃剤、および加工助剤からなる組成物を用いる方法が提案されている(特許文献2)。この組成物を用いることにより、カレンダー成形法により250μm以下の極薄いシートの加工が可能であり、さらに、この組成物より得られる電磁波吸収シートは柔軟性に富んでいるためシート加工後の巻き取りも可能である。この電磁波吸収シートは、周波数1〜10GHzの電磁波を平面波で照射した場合、反射減衰量は最大で約−10dBであり、平面波は十分な吸収能力を有するが、周波数1GHzにおける伝導ノイズを十分に抑制する効果は認められない。
【特許文献1】特許第3528427号公報
【特許文献2】特開2004−172226号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
よって本発明の目的は、伝導ノイズ抑制機能および放射ノイズ抑制機能の二つの電磁波ノイズ抑制機能を兼ね備え、薄肉化でき、機械的強度が高く、柔軟性に優れた電磁波ノイズ抑制シート、このような電磁波ノイズ抑制シートを容易に製造できる製造方法、およびその使用方法を提供することにある。
【課題を解決するための手段】
【0007】
すなわち、本発明の電磁波ノイズ抑制シートは、結合剤およびアスペクト比が5以下の電磁波吸収性粒子を含有する基体と;基体の結合剤の一部と磁性体とが一体化してなる複合層とを有することを特徴とするものである。
ここで、基体が、その表面に電磁波吸収性粒子が存在しないスキン層を有し;複合層が、物理的蒸着法により、スキン層に磁性体を分散させてなる層であることが望ましい。
複合層の厚さは、0.005〜0.3μmであることが望ましい。
結合剤は、樹脂またはゴムであることが望ましい。
【0008】
本発明の電磁波ノイズ抑制シートは、1GHzにおけるロス電力比が、0.3〜0.95であることが望ましい。
また、1GHzにおける相互減結合率が−1dB以上であり、かつ1GHzにおける内部減結合率が−1dB以上であることが望ましい。
【0009】
本発明の電磁波ノイズ抑制シートの製造方法は、結合剤およびアスペクト比が5以下の電磁波吸収性粒子を含有する電磁波吸収性組成物を成形して、電磁波吸収性粒子が存在していないスキン層を表面に有する基体を製造する基体製造工程と;物理的蒸着法により基体のスキン層に磁性体を分散させて、基体表面に複合層を形成する蒸着工程とを有することを特徴とする。
ここで、電磁波吸収性組成物を押出成形法またはカレンダー成形法にて成形することが望ましい。
【0010】
本発明の電磁波ノイズ抑制シートの使用方法は、本発明の電磁波ノイズ抑制シートを電磁波ノイズの発生源上に配設することを特徴とする。
ここで、基体側を電磁波ノイズの発生源に向けて電磁波ノイズ抑制シートを配設することが望ましい。
【発明の効果】
【0011】
本発明の電磁波ノイズ抑制シートは、結合剤およびアスペクト比が5以下の電磁波吸収性粒子を含有する基体と;基体の結合剤の一部と磁性体とが一体化してなる複合層とを有するものであるので、伝導ノイズ抑制機能と放射ノイズ抑制機能の二つの電磁波ノイズ抑制機能を兼ね備え、薄肉化でき、機械的強度が高く、柔軟性に優れたものとなる。
ここで、基体が、その表面に電磁波吸収性粒子を含有しないスキン層を有し、複合層が物理的蒸着法により、スキン層に磁性体を分散させてなる層であれば、電磁波干渉を抑え、伝導ノイズ抑制効率がさらに向上し、さらに薄型化、軽量化を図ることができる。
また、複合層の厚さが0.005〜0.3μmであれば、伝導ノイズ抑制効率がさらに向上し、薄型化、軽量化を図ることができる。
さらに、結合剤が、樹脂またはゴムであれば、可撓性があり、強度の高い電磁波ノイズ抑制シートとすることができ、また、電子部品等への密着性、追従性に優れる。
【0012】
本発明の電磁波ノイズ抑制シートの製造方法は、結合剤およびアスペクト比が5以下の電磁波吸収性粒子を含有する電磁波吸収組成物を成形して、電磁波吸収性粒子が存在しないスキン層を表面に有する基体を製造する工程と;物理的蒸着法により基体のスキン層に磁性体を分散させて、基体表面に複合層を形成する蒸着工程とを有する方法であるので、本発明の電磁波ノイズ抑制シートを容易に製造することができる。
また、電磁波吸収性組成物を押出成形法またはカレンダー成形法にて成形すれば、電磁波ノイズ抑制シートの連続成形、薄肉化が容易となる。
【0013】
そして、本発明の電磁波ノイズ抑制シートの使用方法によれば、電磁波ノイズの発生源からの伝導ノイズおよび放射ノイズの二つの電磁波ノイズを同時に抑制することができる。
さらに、基体側を電磁波ノイズ発生源上に向けることにより、磁性体と電磁波吸収性粒子との相乗効果により内部減結合率が増大するため、放射ノイズ抑制機能に対しては効果的である。
【発明を実施するための最良の形態】
【0014】
以下、本発明を詳しく説明する。
<電磁波ノイズ抑制シート>
本発明の電磁波ノイズ抑制シートは、結合剤およびアスペクト比が5以下の電磁波吸収性粒子を含有する基体と;基体の結合剤の一部と磁性体とが一体化してなる複合層とを有するものである。
【0015】
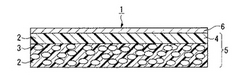
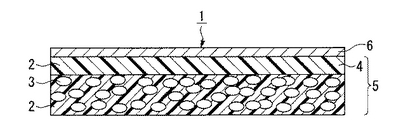
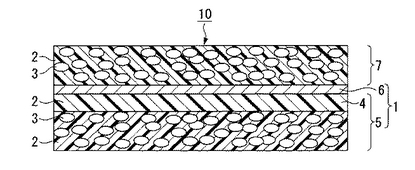
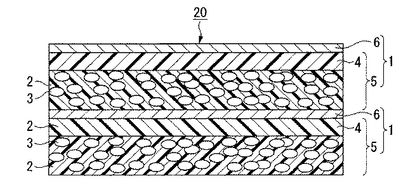
このような電磁波ノイズ抑制シートとしては、例えば、図1に示すように、結合剤2および電磁波吸収性粒子3を含有し、かつ電磁波吸収性粒子3が存在しないスキン層4が形成された基体5と;基体5のスキン層4の結合剤2の一部と磁性体とが一体化してなる複合層6とを有する電磁波ノイズ抑制シート1が挙げられる。この他、図2に示すように、複合層6の表面にさらに、結合剤2および電磁波吸収性粒子3を含有する基体7を積層した電磁波ノイズ抑制シート10;図3に示すように、2つの電磁波ノイズ抑制シート1を積層した電磁波ノイズ抑制シート20であっても構わない。
【0016】
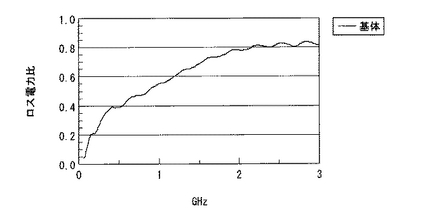
本発明の電磁波ノイズ抑制シートは、伝導ノイズ抑制効果の指標である、1GHzにおけるロス電力比(パワーロス値ともいう)が0.3〜0.95であることが好ましく、0.4〜0.95であることがより好ましい。
ロス電力比は、伝導ノイズ抑制機能の反射・透過特性の総合的な指標であって、次式で求められ、0〜1の値をとる。ロス電力比は、伝送特性のS11(反射減衰量)とS21(透過減衰量)の変化から次式で求められる。
ロス電力比(Ploss/Pin)=1−(|Γ|2+|T|2)
ここで、S11=20log|Γ|であり、S21=20log|T|であり、Γは反射係数であり、Tは透過係数である。
【0017】
伝導ノイズ抑制効果を十分に発揮するためには、ロス電力比が0.3以上であることが好ましい。ロス電力比が0.3より小さいと十分な伝導ノイズ抑制効果を有しているということはできない。さらには、ロス電力比が0.4以上であることが好ましい。ロス電力比が0.4以上あれば十分な伝導ノイズ抑制効果がある。現状の技術では1GHzにおいて0.95を超えるロス電力比のものを得ることは達成できていない。
この電磁波ノイズ抑制シートのロス電力比を0.3〜0.95にするためには、例えば、電磁波ノイズ抑制シートの作製にあたって、高エネルギーでの物理蒸着を行うことにより、ナノメーターレベルで結合剤と磁性体原子とを一体化させることを基本とし、物理的蒸着条件、磁性体蒸着量を適宜選択することにより達成できる。
【0018】
また、本発明の電磁波ノイズ抑制シートは、放射ノイズ抑制効果の指標である、1GHzのおける相互減結合率が−1dB以上であることが好ましく、−2dB以上であることがより好ましい。1GHzにおける内部減結合率は、−1dB以上であることが好ましく、−2dB以上であることがより好ましい。
相互減結合率とは、二つのプリント基板間もしくはデバイス間での結合が電磁波ノイズ抑制シートを装着することによりどれくらい減衰するかという量であり、内部減結合率とは伝送ライン間や同じプリント回路基板内での結合が電磁波ノイズ抑制シートを装着することによりどれくらい減衰するかという量である(武田茂、「ノイズ抑制シートのIEC規格化の現状」、第131回研究会資料、社団法人日本応用磁気学会、2003年7月4日、p.33−36)。
【0019】
(複合層)
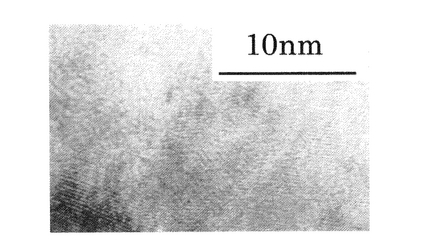
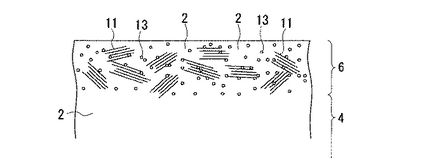
複合層6は、例えば、図4の高分解能透過型電子顕微鏡像、および電子顕微鏡像の模式図である図5に示すように、基体5表面のスキン層4に磁性体を物理的蒸着させてなる層であり、物理的に蒸着された磁性体が均質膜を形成することなく、原子状態で結合剤2中に分散一体化してなるものである。
【0020】
複合層6は、非常に小さい結晶として数オングストローム間隔の磁性体原子が配列された結晶格子11が観察される部分と、非常に小さい範囲で磁性体が存在しない結合剤2のみが観察される部分と、磁性体原子13が結晶化せず結合剤2中に分散して観察される部分とからなっている。すなわち、磁性体が明瞭な結晶構造を有する微粒子として存在を示す粒界は観察されず、ナノメーターレベルで磁性体と結合剤が一体化した複雑なヘテロ構造(不均質・不斉構造)を有している。
【0021】
複合層6の厚さは、基体5の表面に磁性体原子が侵入した深さであり、磁性体の蒸着質量、結合剤材質、物理的蒸着の条件などに依存し、およそ磁性体の蒸着厚さの1.5〜3.0倍ほどとなる。ここで、磁性体の蒸着厚さとは、磁性体原子が侵入することのない硬い基材上に磁性体を物理的蒸着させた際の膜厚を意味する。
【0022】
複合層6の厚さを0.005μm以上とすることにより、磁性体原子の結合剤2との分散一体化ができ、形状異方性に由来する高周波領域での大きな磁気損失特性を有するものと思われ、十分な伝導ノイズ抑制効果を発揮させることができる。一方、複合層6の厚さが0.3μmを超えると、明瞭な結晶構造を経て均質な磁性体膜が形成され、バルクの磁性体に戻ってしまい、形状異方性が減少し、伝導ノイズ抑制効果も小さくなり、実効的でない。それゆえ、複合層の厚さは、より好ましくは0.3μm以下である。
【0023】
(スキン層)
本発明におけるスキン層4とは、電磁波吸収性粒子3を含有した基体5において、基体5の表面に形成される、電磁波吸収性粒子3が存在しない、結合剤2のみからなる層である。
【0024】
スキン層4の平均厚さは、前述の複合層6の厚さ0.005〜0.3μmを形成するのに十分な膜厚があればよく、具体的には0.1〜300μmであることが好ましい。スキン層4の平均厚さが0.1μm未満であると、電磁波吸収性粒子3の一部がスキン層4の表面に露出してしまうおそれがあり、電磁波吸収性粒子3が露出した箇所は複合層6が均一に形成されないため、伝導ノイズ抑制効果が低下してしまう。スキン層4が300μmより厚い場合は、電磁波吸収性粒子3が基体5中に分散されていない状態のため、放射ノイズ抑制効果が低下してしまうおそれがある。
【0025】
(結合剤)
結合剤2は、特に限定されないが、ポリオレフィン、ポリアミド、ポリエステル、ポリエーテル、ポリケトン、ポリイミド、ポリウレタン、ポリシロキサン、フェノール系樹脂、エポキシ系樹脂、アクリル系樹脂、ポリアクリレート、塩化ビニル系樹脂、塩素化ポリエチレンなどの樹脂や、天然ゴム、イソプレンゴム、ブタジエンゴム、スチレンブタジエンゴムなどのジエン系ゴム、ブチル系ゴム、エチレンプロピレンゴム、ウレタンゴム、シリコーンゴムなどの非ジエン系ゴム等の有機物が挙げられる。これらは熱可塑性であっても、熱硬化性であってもよく、その未硬化物であってもよい。また、上記の樹脂、ゴムなどの変性物、混合物、共重合体であってもよい。
【0026】
中でも、結合剤2としては、結合剤2への磁性体原子の入り込みやすさの点で、後述する磁性体の物理的蒸着に際して、その剪断弾性率が低いものが好ましく、具体的には、剪断弾性率が1×103 〜1×107 Paのものが好ましい。所望の剪断弾性率にするために必要に応じて、例えば100〜300℃に結合剤を加熱することもできるが、分解や蒸発が起きない温度に加熱することが必要である。
【0027】
剪断弾性率の測定方法としては、以下のような方法が知られている。
(1)JIS K7113に規定されている引張応力と歪との関係から引張り弾性率を求め、これをもとに下記式から剪断弾性率を求める。
剪断弾性率=引張り弾性率/(2×(1+ポアソン比))
ここで2×(1+ポアソン比)の値は、剛直な高分子からゴム状の弾性体まで、おおよそ2.6〜3.0である。
(2)温度特性を把握できる粘弾性率測定装置を用い、試験モードを剪断モードにして剪断弾性率を測定する。
(3)粘弾性率測定装置を用い、試験モード引張りモードにして貯蔵弾性率G’および損失弾性率G”を測定し、下記式から複素弾性率G* を求め、複素弾性率を引張り弾性率として、上記式から剪断弾性率を求める。
G* =√((G’)2 +(G”)2)
本発明における剪断弾性率は、粘弾性率測定装置として、レオメトリック・サイエンティフィック社製ソリッドアナライザーRSA−IIを用い、剪断モードにて、測定周波数1Hzの条件で測定した値とする。
【0028】
ここで、結合剤2の剪断弾性率を下げるために、ゲル状、ペースト状、オイル状の成分を添加することもできる。例えば、シリコーンオイル、パラフィンワックス、ポリエチレンワックス、高級アルコール、高級脂肪酸エステルが挙げられる。このような結合剤2を用いた場合、基体5自身が粘着性を示すため、電磁波ノイズ抑制シートをLSI、周辺半導体、フレキシブル配線基板上へ配設する際に、粘着層、接着層を設けなくても配設させることができる。ただし、ゲル状、ペースト状、オイル状の成分を添加すると、これら成分が基体5よりブリードするおそれもある。これにより、LSI、周辺半導体を汚染し、絶縁性皮膜を形成し、電子部品の接触不良を引き起こす原因となるため、配合には注意が必要である。
【0029】
また、結合剤2として、前記したヘテロ構造を維持し、伝導ノイズ抑制効果を維持する観点から、磁性体の物理的蒸着の後に、剪断弾性率が高いものが好ましい。磁性体の物理的蒸着の後に結合剤2の剪断弾性率を高くすることにより、ナノメーターレベルの磁性体原子あるいはクラスターが凝集して結晶化し、微粒子に成長することを確実に防止できる。具体的には、電磁波ノイズ抑制シートが使用される温度範囲で1×107 Pa以上のものが好ましい。所望の剪断弾性率にするためには、磁性体の物理的蒸着の後に結合剤を架橋することが好ましい。この点においては、結合剤として、蒸着時に低弾性率であり、蒸着後に架橋して弾性率を上げることができることから、熱硬化性樹脂、エネルギー線(紫外線、電子線)硬化性樹脂が好適である。
【0030】
プラズマ化またはイオン化された磁性体原子、あるいは電磁波吸収性粒子3が、結合剤2と一部反応し、安定化するように、結合剤2中にシランカップリング剤、シラン、チタネート系カップリング剤、アルミネート系カップリング剤、ノニオン系界面活性剤、極性樹脂オリゴマーなどを配合してもよい。このような添加剤を配合することにより、磁性体の酸化防止のほか、蒸着した磁性体原子の凝集によるところの均質膜の形成を防止して、均質膜による伝導ノイズの反射を防止し、吸収特性を改善することができる。
結合剤2に、補強フィラー、難燃剤、難燃助剤、老化防止剤、酸化防止剤、着色剤、可塑剤、滑剤、耐熱向上剤などを適宜添加しても構わない。このほか、磁性体を蒸着後、さらに酸化ケイ素や窒化ケイ素の蒸着を施して、対環境特性を改善することも可能である。
【0031】
(電磁波吸収性粒子)
電磁波吸収性粒子3は、そのアスペクト比が5以下である必要がある。アスペクト比が5より大きい電磁波吸収性粒子を使用した場合は、結合剤2へ電磁波吸収性粒子を高充填した電磁波吸収性組成物の張力あるいは可撓性が失われるため、基体の薄肉成形の際、または成形後の基体を巻き取る際に、基体にクラックまたは割れが発生し、巻き取りが行えないという問題が発生する。また、得られる電磁波抑制シートが肉厚となるばかりか、このような電磁波抑制シートは、機械的強度が低く、柔軟性がない。
アスペクト比は、電磁波吸収性粒子の走査型電子顕微鏡写真をもとに、各粒子の長径および短径を測定して(長径)/(短径)を求め、これらを平均した値である。
【0032】
電磁波吸収性粒子3としては、カーボン、黒鉛等の導電性材料;金属系軟磁性体、酸化物系磁性体、窒化物系磁性体等の磁性体粒子が挙げられる。これらは、1種類を単独で用いてもよいし、2種類以上を混合して用いてもよい。電磁波吸収性粒子3としては、数百MHzから数GHzの高周波域で電気抵抗が高いため、渦電流による電磁波ノイズの反射が抑えられ、大きな磁気損失、すなわち虚数部透磁率μ”を有している点で、金属系軟磁性体、酸化物系磁性体、窒化物系磁性体などの磁性体粒子が好ましい。
【0033】
電磁波吸収性粒子3の形状としては、アスペクト比が5以下であればよく、扁平状、鱗片状、球状、楕円状、棒状等が挙げられる。これらは、1種類を単独で用いてもよいし、2種類以上を混合して用いてもよい。
【0034】
電磁波吸収性粒子3の平均粒子径は、0.1〜100μmが好ましく、1〜50μmがより好ましい。平均粒子径が0.1μm未満の場合は、粒子の比表面積が大きくなりすぎて高充填化が困難となる場合があり、また、粉塵爆発または自然発火するおそれがあり、取り扱いが困難である。平均粒子径が100μmを超えると、電磁波ノイズ抑制シート1の表面から磁性体粒子の一部が露出してしまい、この結果、伝導ノイズ抑制効果が損なわれるおそれがあり、また、電磁波ノイズ抑制シート1の破断強度または破壊伸び等の機械的強度が低下してしまうおそれがある。
【0035】
金属系軟磁性体としては、鉄、カルボニル鉄、およびFe−Ni、Fe−Co、Fe−Cr、Fe−Si、Fe−Al、Fe−Cr−Si、Fe−Cr−Al、Fe−Al−Si、Fe−Pt等の鉄合金が具体的に挙げられる。これら金属系軟磁性体は、1種類を単独で用いてもよく、2種類以上を組み合わせて用いてもよい。鉄および鉄合金のほかに、コバルトやニッケル等の金属あるいはそれらの合金を用いてもよい。
【0036】
酸化物系磁性体としては、フェライト等が挙げられる。その具体例としては、MnFe2O4、CoFe2O4、NiFe2O4、CuFe2O4、ZnFe2O4、MgFe2O4、Fe3O4、Cu−Zn−フェライト、Ni−Zn−フェライト、Mn−Zn−フェライト、Ba2Co2Fe12O22、Ba2Ni2Fe12O22、Ba2Zn2Fe12O22、Ba2Mn2Fe12O22、Ba2Zn2Fe12O22、Ba2Mn2Fe12O22、Ba2Mg2Fe12O22、Ba2Cu2Fe12O22、Ba2Co2Fe24O41等が挙げられる。これらフェライトは、1種類を単独で用いてもよいし、2種類以上を組み合わせて用いてもよい。
【0037】
窒化物系磁性体としては、Fe2N、Fe3N、Fe4N、Fe16N2等が具体的に挙げられる。これら窒化物系軟磁性体は透磁率が高く、耐食性に優れるため、好適である。
【0038】
電磁波吸収性粒子3の含有量は、結合剤2や電磁波吸収性粒子3の種類により異なるが、基体5(100vol%)中、40〜90vol%、好ましくは50〜80vol%である。電磁波吸収性粒子3の含有量が40vol%未満の場合は、電磁波ノイズ抑制シート1の放射ノイズ抑制効果が十分でなくなるおそれがある。電磁波吸収性粒子3の含有量が90vol%を超えると基体5の張力が失われ押出成形法またはカレンダー成形法による薄肉品の連続成形が困難となると共に、得られた基体5の可撓性が失われ、非常に硬く脆いものとなってしまうため、基体5の巻き取りを行うことができなくなってしまう。
電磁波吸収性粒子3には、電磁波吸収性粒子3同士の凝集の防止、結合剤2中への電磁波吸収性粒子3の分散性の向上、または結合剤2との親和性の向上をさせるために、必要に応じて本発明の目的を損なわない程度にシランカップリング剤、チタネート系カップリング剤、アルミネート系カップリング剤、ノニオン系界面活性剤、極性樹脂オリゴマーなどで処理を行っても構わない。
【0039】
<電磁波ノイズ抑制シートの製造方法>
以下、電磁波ノイズ抑制シート1の製造方法について説明する。
電磁波ノイズ抑制シート1の製造方法は、結合剤2および電磁波吸収性粒子3を含有する電磁波吸収性組成物を成形して、電磁波吸収性粒子3が存在しないスキン層4を表面に有する基体5を製造する基体製造工程と;物理的蒸着法により基体のスキン層に磁性体を分散させて、基体5の表面に複合層6を形成する蒸着工程とを有する方法である。
【0040】
(基体製造工程)
電磁波吸収性組成物の調製には、一般的な混練方法を用いることができる。例えば、結合剤2に電磁波吸収性粒子3を添加してミキシングロール、ニーダー、バンバリーミキサー、プラネタリーミキサー等で混合、分散させることにより電磁波吸収性組成物が得られる。電磁波吸収性組成物の調製は、加熱しながら行ってもよい。
【0041】
スキン層4を有する基体5を製造する方法としては、押出成形法またはカレンダー成形法が好ましい。
押出成形法による基体5の製造は、単軸押出機または二軸押出機にTダイスまたは丸ダイスを取り付けた成形設備で電磁波吸収組成物を押出し、次いで引き取りロールにより基体5をシート化することにより行うことができる。
カレンダー成形法による基体5の製造は、逆L型、L型、直立3本型、直立2本型、傾斜2本型、Z型、傾斜Z型等のカレンダー装置を使用し、電磁波吸収性組成物をカレンダーロールにより圧延し、シート化することにより行うことができる。
基体5の製造は、場合によっては加熱して行っても構わない。
【0042】
スキン層4は、例えば、次のようにして形成される。
押出成形法の場合、電磁波吸収性組成物を単軸押出機または二軸押出機で混練し、結合剤2の粘度を低下させ、結合剤2に流動性を持たせ、離型性の良いダイスより吐出し、シート化する。結合剤2の流動により電磁波吸収性粒子3も移動するが、ダイスの面には結合剤2が接することにより基体5にスキン層4が形成される。
カレンダー成形法の場合、電磁波吸収性組成物を離型性の良いカレンダーロールにより混練・圧延し、結合剤2の粘度を低下させ、結合剤2に流動性を持たせ、シート化する。場合によっては加熱して電磁波吸収性組成物をシート化しても構わない。ここで、電磁波吸収性粒子3が基体5の表面から露出しないように成形することが肝要である。
【0043】
(蒸着工程)
まず、物理的蒸着法(PVD)の一般的な説明を行う。
物理的蒸着法は、一般に、真空にした容器の中で蒸発材料を何らかの方法で気化させ、気化した蒸発材料を近傍に置いた基板上に堆積させて薄膜を形成する方法であり、蒸発物質の気化方法の違いで、蒸発系とスパッタリング系に分けられる。蒸発系としては、EB蒸着、イオンプレーティングなどが挙げられ、スパッタリング系としては、高周波スパッタリング、マグネトロンスパッタリング、対向ターゲット型マグネトロンスパッタリングなどが挙げられる。
【0044】
EB蒸着は蒸発粒子のエネルギーが1eVと小さいので、基板のダメージが少なく、膜がポーラスになりやすく膜強度が不足する傾向があるが、膜の固有抵抗は高くなるという特徴がある。
【0045】
イオンプレーティングによれば、アルゴンガスや蒸発粒子のイオンは加速されて基板に衝突するため、EBよりエネルギーが大きく、粒子エネルギーは1KeVほどになり、付着力の強い膜を得ることはできるものの、ドロッププレットと呼んでいるミクロサイズの粒子の付着を避けることができず、放電が停止してしまうおそれがある。
【0046】
マグネトロンスパッタリングは、ターゲット(蒸発材料)の利用効率が低いものの、磁界の影響で強いプラズマが発生するため成長速度が速く、粒子エネルギーは数十eVと高い。高周波スパッタリングでは絶縁性ターゲットを使用することもできる。
【0047】
マグネトロンスパッタリングのうち、対向ターゲット型マグネトロンスパッタリングは、対向するターゲット間でプラズマを発生させ、磁界によりプラズマを封じ込め、対向するターゲット間の外に基板を置き、プラズマダメージを受けることなく所望の薄膜を生成する方法である。そのため、基板上の薄膜を再スパッタリングすることなく、成長速度がさらに速く、スパッタリングされた原子が衝突緩和することなく、緻密なターゲット組成物と同じ組成のものを生成することができる。
【0048】
本発明においては、これら物理蒸着法を利用し、基体5上に磁性体の薄膜を形成させることなく、磁性体を原子状態で基体5に分散させる。よって、以上の物理的蒸着法の中でも、本発明の電磁波ノイズ抑制シートの製造方法においては、次の理由から、イオンプレーティング、マグネトロンスパッタリング、対向ターゲット型マグネトロンスパッタリングが好ましく、特に対向ターゲット型マグネトロンスパッタリングが好適である。
【0049】
結合剤2が樹脂またはゴムからなる場合は、樹脂の共有結合エネルギーは約4eVであり、具体的にいえば、C−C、C−H、Si−O、Si−Cの結合エネルギーはそれぞれ3.6eV、4.3eV、4.6eV、3.3eVである。これに対して、イオンプレーティング、マグネトロンスパッタリング、対向ターゲット型マグネトロンスパッタリングでは、蒸発粒子は高いエネルギーを持っているので、樹脂の一部の化学結合を切断し、衝突することが考えられる。
【0050】
したがって、本発明においては、樹脂またはゴムからなる結合剤2の弾性率が十分小さいと、磁性体を蒸着させた際、樹脂の分子が振動、運動し、ある場合は切断され、磁性体原子と樹脂との局部的なミキシング作用が生じて、磁性体原子は樹脂表面から最大3μm程度まで進入し、樹脂などとインターラクションを生じ、均質的な磁性体膜ではなく、ナノメーターレベルのヘテロ構造を有した複合層6が形成されると考えられる。
【0051】
粒子エネルギーが5eV以上である磁性体原子を結合剤2上に物理的に蒸着させると、一度に大量の磁性体を結合剤2中に分散させることができるので好ましい。すなわち、一度の蒸着で磁性体の質量を稼ぐことができることから、伝導ノイズ抑制効率の大きな電磁波ノイズ抑制シートを容易に得ることができる。蒸着速度は結合剤2の振動や運動の速度が粒子速度と比較して遅いことから、結合剤の緩和のタイミングにあわせるように小さいほうが好ましく、磁性体により異なるがおよそ60nm/分に抑えることが好ましい。
【0052】
蒸着工程において蒸発材料(ターゲット)として用いられる磁性体としては、金属系軟磁性体、酸化物系磁性体、窒化物系磁性体が主に用いられる。これらは、1種類を単独で用いてもよいし、2種類以上を組み合わせて用いてもよい。
【0053】
金属系軟磁性体としては、鉄、およびFe−Ni、Fe−Co、Fe−Cr、Fe−Si、Fe−Al、Fe−Cr−Si、Fe−Cr−Al、Fe−Al−Si、Fe−Pt等の鉄合金が具体的に挙げられる。これら金属系軟磁性体は、1種類を単独で用いてもよし、2種類以上を組み合わせて用いてもよい。鉄および鉄合金のほかに、コバルトやニッケル等の金属あるいはそれらの合金を用いてもよい。ニッケルは単独で用いた方が酸化に対して抵抗力があるので好ましい。
【0054】
酸化物系磁性体としては、フェライト等が挙げられる。その具体例としては、MnFe2O4、CoFe2O4、NiFe2O4、CuFe2O4、ZnFe2O4、MgFe2O4、Fe3O4、Cu−Zn−フェライト、Ni−Zn−フェライト、Mn−Zn−フェライト、Ba2Co2Fe12O22、Ba2Ni2Fe12O22、Ba2Zn2Fe12O22、Ba2Mn2Fe12O22、Ba2Zn2Fe12O22、Ba2Mn2Fe12O22、Ba2Mg2Fe12O22、Ba2Cu2Fe12O22、Ba2Co2Fe24O41等が挙げられる。これらフェライトは、1種類を単独で用いてもよし、2種類以上を組み合わせて用いてもよい。
【0055】
窒化物系磁性体としては、Fe2N、Fe3N、Fe4N、Fe16N2等が具体的に挙げられる。これら窒化物系軟磁性体は透磁率が高く、耐食性に優れるため、好適である。
なお、結合剤2に磁性体を蒸着させる際には、磁性体はプラズマあるいはイオン化された磁性体原子として結合剤2中に入り込むので、結合剤2中に微分散された磁性体の組成は、蒸着材料として用いた磁性体の組成比と必ずしも同一であるとは限らない。また、結合剤2の一部と反応し、強磁性体が常磁性体や反強磁性体になるなどの変化が生じる場合もある。
【0056】
一回の物理的蒸着操作による磁性体の蒸着質量は、磁性体単品の膜厚換算値で200nm以下が好ましい。これより厚いと、結合剤2が磁性体を包括する能力に達し、磁性体が結合剤2に分散できずに表面に堆積し、均質な導通性を有する連続したバルクの膜が生成してしまう。それゆえ、磁性体の蒸着質量は、100nm以下が好ましく、50nm以下がさらに好ましい。一方、伝導ノイズ抑制効果の点からは、磁性体の蒸着膜厚は0.5nm以上であることが好ましい。
ここで、蒸着質量は、ガラス、シリコン等の硬質基板上に同条件で磁性体を蒸着し、堆積した厚さを測定することによって求められる。
蒸着工程において用いられる基体5の厚さは、特に限定しないが、コンパクトな電磁波ノイズ抑制シートとするには薄いことが好ましい。
【0057】
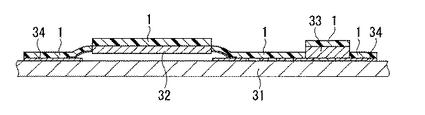
(使用例)
図6は、半導体パッケージ32、チップ部品33および配線回路34を搭載したプリント基板31に、電磁波ノイズ抑制シート1を配設した一例を示す図である。電磁波ノイズ抑制シート1を半導体パッケージ32、チップ部品33および配線回路34に密着させることにより、半導体パッケージ32、チップ部品33および配線回路34から発生する伝導ノイズおよび放射ノイズを抑制する。
【0058】
電磁波ノイズ抑制シート1を電磁波ノイズ発生源上に配設する場合、基体側あるいは複合層側のどちらを電磁波ノイズ発生源に向けても構わない。好ましくは、基体側を電磁波ノイズ発生源上に向けた方が、複合層6の磁性体と電磁波吸収性粒子3との相乗効果により、内部減結合率が増大し、放射ノイズ抑制機能に優れるため好ましい。
【0059】
(作用)
以上説明した電磁波ノイズ抑制シート1にあっては、理論的には完全に明らかになっていないが、結合剤2と磁性体とが一体化された複合層6が形成されているので、少ない磁性体であっても、そのナノメーターレベルのヘテロ構造に由来する量子効果や、材料固有の磁気異方性、形状異方性、あるいは外部磁界による異方性などの影響で、高い共鳴周波数を持つ。これにより、優れた磁気特性を発揮し、少ない磁性体であっても、高い周波数帯域において、伝導ノイズ抑制効果を発揮することができる。
【0060】
また、基体5の結合剤2に電磁波吸収性粒子3を充填することにより、渦電流による電磁波の反射が抑えられ優れた放射ノイズ抑制効果を発揮することができる。
また、複合層6の磁性体と電磁波吸収性粒子3との相乗効果により、内部減結合率が増大し、放射ノイズ抑制効果が向上する。
【0061】
また、アスペクト比5以下の電磁波吸収性粒子3を使用することにより、結合剤2への電磁波吸収性粒子3の高充填化が可能となり、放射ノイズ抑制効果の向上を図ることができる。さらに、アスペクト比5以下の電磁波吸収性粒子3を使用することにより、基体5の張力および可撓性が低下が抑えられるので、得られる電磁波ノイズ抑制シート1は、薄肉化でき、機械的強度が高く、柔軟性に優れている。
【0062】
さらに、電磁波ノイズ抑制シート1の製造方法は、結合剤2およびアスペクト比5以下の電磁波吸収性粒子3を含有する電磁波吸収性組成物を成形して、電磁波吸収性粒子3が存在しないスキン層4を表面に有する基体5を製造する基体製造工程と;物理的蒸着法により基体のスキン層に磁性体を分散させて、基体5表面に複合層6を形成する蒸着工程とを有する方法であるので、電磁波ノイズ抑制シート1を容易に製造することができる。
【0063】
また、アスペクト比5以下の電磁波吸収性粒子3を使用することにより、基体5の張力および可撓性の低下が抑えられ、電磁波吸収性粒子3を高充填した電磁波吸収性組成物の押出成形法またはカレンダー成形法による基体5の連続成形、基体5の薄肉化、および成形後の基体5の巻き取りが可能となる。そして、スキン層4表面上への磁性体の連続蒸着を行うことができ、電磁波ノイズ抑制シート1の生産性の向上を図ることができる。
【実施例】
【0064】
以下、実施例を示す。
(評価)
断面観察:
(株)日立製作所製、透過型電子顕微鏡H9000NARを用いた。
剪断弾性率:
剪断弾性率は、粘弾性率測定装置として、レオメトリック・サイエンティフィック社製ソリッドアナライザーRSA−IIを用い、剪断モードにて、測定周波数1Hzの条件で測定した。
【0065】
基体の加工性:
製膜性を目視により評価した。
○:製膜が可能であり、基体の製造が可能であった場合。
×:製膜が不可能であり、基体の製造が不可能であった場合。
基体の巻き取り加工性:
基体を3インチ紙巻に巻き取り、基体中のクラックの発生または割れの発生を目視により確認した。
○:クラックまたは割れの発生が認められなかった場合。
×:クラックあるいは割れの発生が認められた場合。
【0066】
伝導ノイズ抑制効果:
キーコム(株)製、近傍界用電磁波吸収材料測定装置を用いて、Sパラメーター法によるS11(反射減衰量)およびS21(透過減衰量)を測定した。また、ロス電力比を評価した。ネットワークアナライザーとしては、アンリツ(株)製、ベクトルネットワークアナライザー37247Cを用い、50Ωのインピーダンスを持つマイクロストリップラインのテストフィクチャーとしては、キーコム(株)製、TF−3Aを用いた。
【0067】
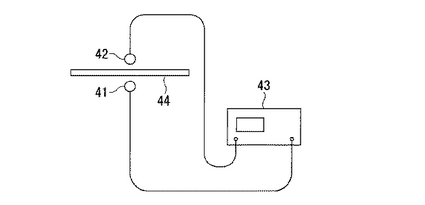
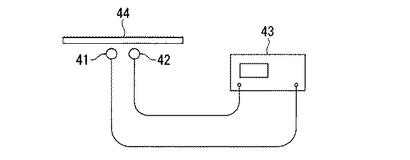
放射ノイズ抑制効果:
図7に示すように、電磁波発信用マイクロループアンテナ41(キーコム(株)製、直径5mmのマイクロループアンテナ)および電磁波受信用マイクロループアンテナ42(日本電気真空硝子社製、磁界プローブCP−2S)を、スペクトラムアナライザ43((株)アドバンテスト製、商品名:R3132)に接続し、電磁波ノイズ抑制シートのテストシート44を挟むようにして、電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42をアンテナ間の最小間隔が2mmとなるように配置し、電磁波ノイズ抑制シートの相互減結合率を測定した。
【0068】
また、図8に示すように、電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42をアンテナ間の間隔が1mmとなるようにテストシート43の表面の同じ側に、テストシート44から100μmの間隔をあけて対向配置し、電磁波ノイズ抑制シートの内部減結合率を測定した。
【0069】
[実施例1]
(電磁波吸収性組成物の製造)
熱可塑性ポリウレタン樹脂およびFe−Al−Si系軟磁性金属(形状:球状、アスペクト比:1、平均粒子径:14.1μm)を表1に示す割合で混合し、温度200℃に加熱した加圧ニーダーで10分間溶融混練した。この混練物を室温まで冷却後、φ5mmのパンチングメタルを取り付けた粉砕機で粉砕し、電磁波吸収性組成物のペレット状成形物を得た。
【0070】
(基体の製造)
得られたペレット状成形物を、L/D=32、圧縮比3のフルフライトスクリューを取り付けたφ40mm汎用一軸押出機に供給し、シリンダー温度185℃〜205℃で溶融混練した。そして、温度210℃に加熱した幅500mmのTダイスより吐出し、20℃に温度調節した引き取りロールでシート化し、シート端部をスリットし、シート幅450mm、長さ100m、シート厚80μm、スキン層の平均厚さ0.57μmの電磁波ノイズ抑制シートの基体を製造した。3インチ紙巻に巻き取った基体には、クラックまたは割れの発生は認められなかった。
【0071】
(蒸着)
基体(スキン層の25℃における剪断弾性率:5.3×106 Pa)のスキン層に膜厚換算値で20nmのNi系軟磁性体金属を対向ターゲット型マグネトロンスパッタリング法により窒素ガス(流量:25sccm)を流通させながら物理的蒸着させ、複合層を形成し、電磁波ノイズ抑制シートを作製した。この際、基体の温度を25℃に保ち、蒸発粒子が8eVの粒子エネルギーを持つようにわずかに負の電圧を印加し、スパッタリングを行った。
得られた電磁波ノイズ抑制シートの複合層の一部をミクロトーム薄片にし、断面にイオンビームポリッシャーを施し、高分解能透過型電子顕微鏡により複合層の断面を観察した。複合層の膜厚は35nm(0.035μm)であった。
【0072】
得られた電磁波ノイズ抑制シートについて、伝導ノイズ抑制効果および放射ノイズ抑制効果の評価を行った。各測定は、電磁波ノイズ抑制シートから切り出した10cm×10cmのテストシートについて、基体側および複合層側からの両方について行った。1GHzにおける伝導ノイズ抑制効果および放射ノイズ抑制効果の評価結果を表1に示す。
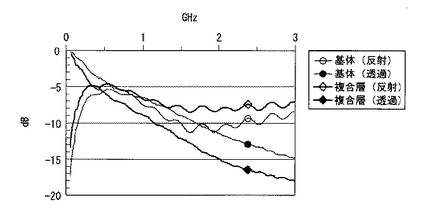
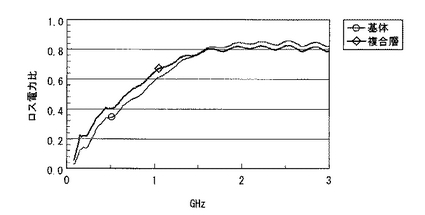
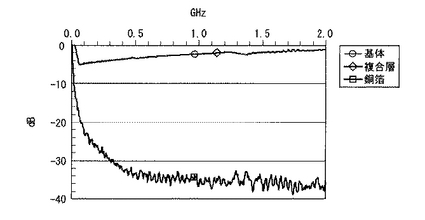
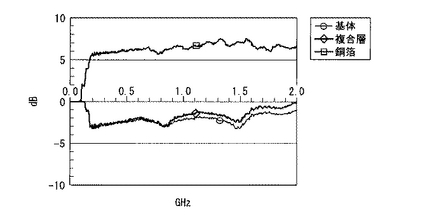
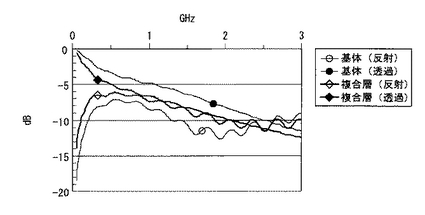
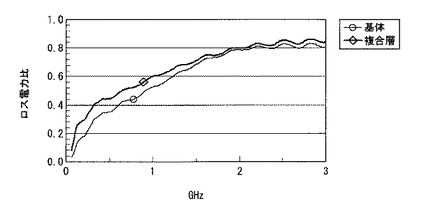
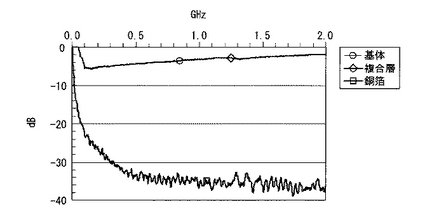
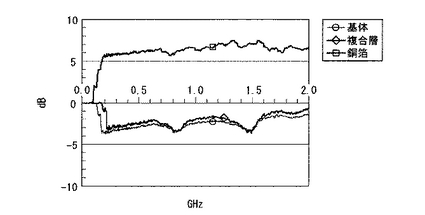
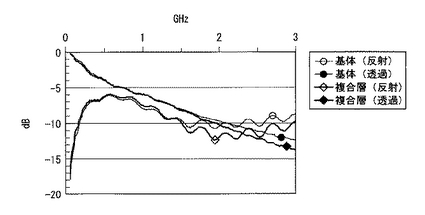
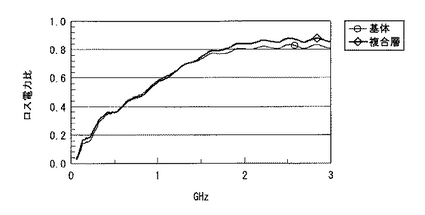
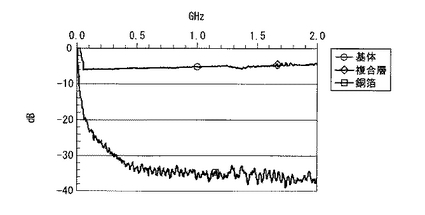
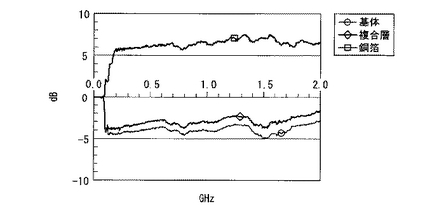
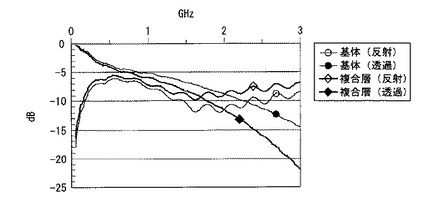
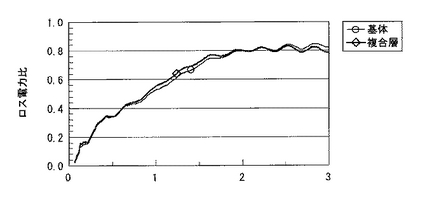
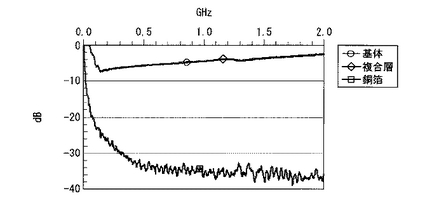
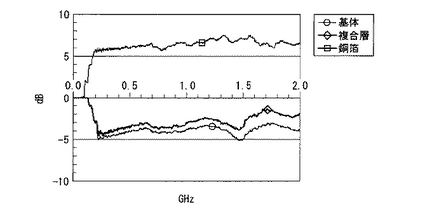
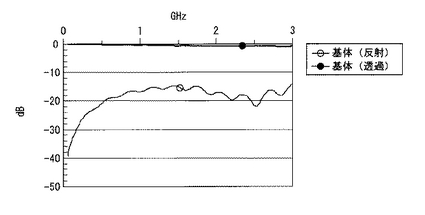
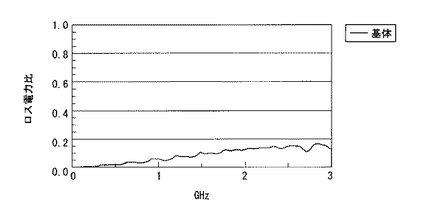
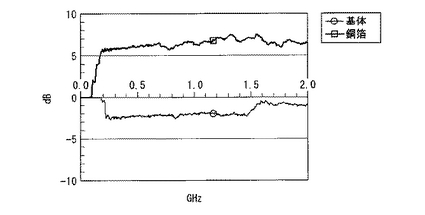
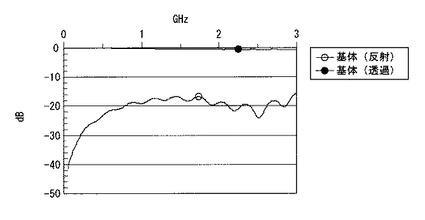
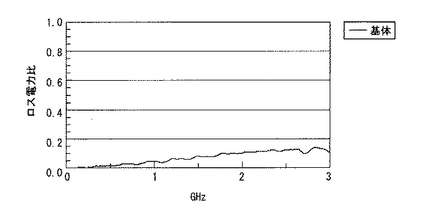
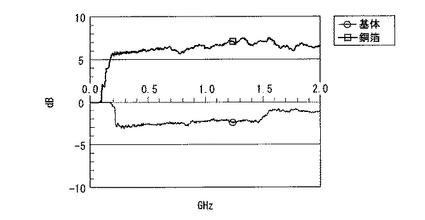
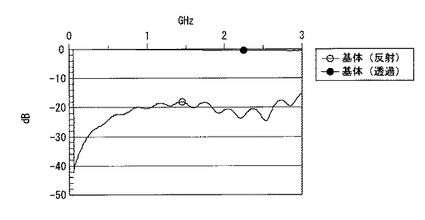
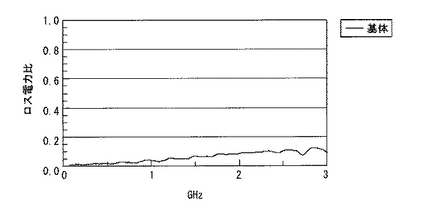
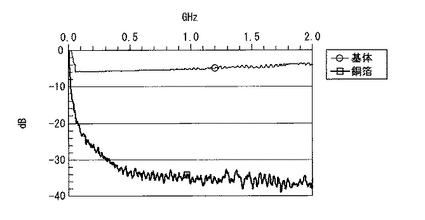
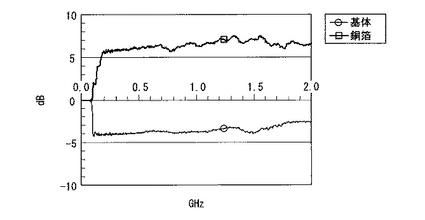
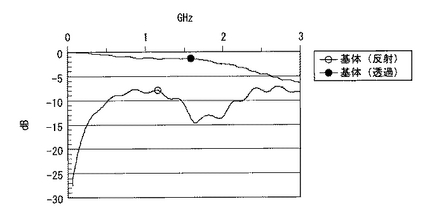
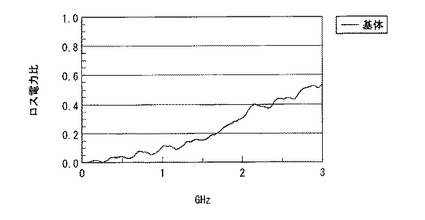
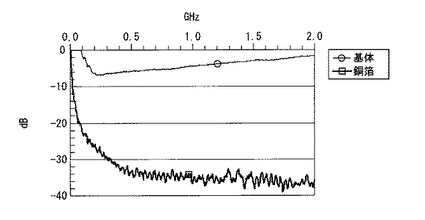
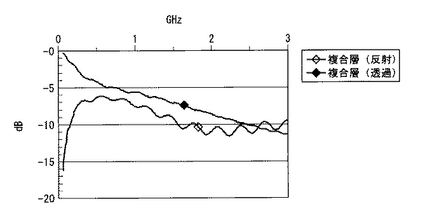
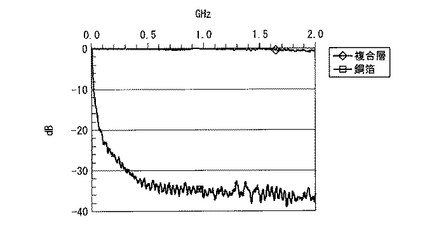
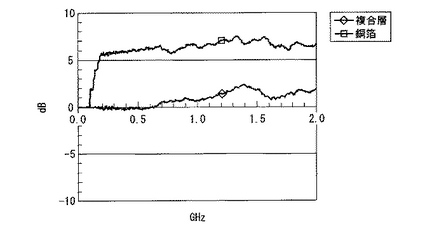
また、0.05〜3.0GHzのS11(反射減衰量)およびS21(透過減衰量)の測定結果を図9に、0.05〜3.0GHzのロス電力比を図10に、100kHz〜2.0GHzの相互減結合率の測定結果を図11に、100kHz〜2.0GHzの内部減結合率の測定結果を図12に示す。
【0073】
図9において、○は入射電磁波量を基準(0)としたときの基体側から測定したS11(反射減衰量)を、●は基体側から測定したS21(透過減衰量)を示す。◇は入射電磁波量を基準(0)としたときの複合層側から測定したS11(反射減衰量)を、◆は複合層側から測定したS21(透過減衰量)を示す。
図10において、○は基体側から評価したロス電力比を、◇は複合層側から評価したロス電力比を示す。
図11において、○は基体側に電磁波発信用マイクロループアンテナ41を配置して測定した相互減結合率を、◇は複合層側に電磁波発信用マイクロループアンテナ41を配置して測定した相互減結合率を、□は銅箔を挟むようにして、電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を配置して測定した相互減結合率を示す。
図12において、○は基体側に電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を配置して測定した内部減結合率を、◇は複合層側に電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を配置して測定した内部減結合率を、□は電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を銅箔の表面の同じ側に配置して測定した内部減結合率を示す。
【0074】
[実施例2]
(電磁波吸収性組成物の製造)
シリコーンゴム(ビニル基含有ジメチルポリシロキサン)およびFe−Al−Si系軟磁性金属(形状:扁平状、アスペクト比:2.7、平均粒子径:33.5μm)を表1に示す割合で混合し、加圧ニーダーで10分間室温中で分散混合し、続いてミキシングロールを使用してシリコーンゴム100質量部に対してオルガノハイドロジェンポリシロキサン1.2質量部、アセチレンアルコール系反応制御剤0.1質量部を添加し、さらに白金族系触媒を2質量%アルコール溶液として0.2質量部を添加し、電磁波吸収性組成物を得た。
【0075】
(基体の製造)
得られた電磁波吸収性組成物を、L/D=12、圧縮比3のフルフライスクリューを取り付けたφ50mm単軸押出機で混練し、幅210mmのスリットダイス吐出し、このシート状成形物を温度350℃の加熱された長さ2mの縦型加熱炉を5m/分の速度で通過させ加硫し、幅200mm、厚さ100μm、長さ100m、スキン層の平均厚さ0.71μmの電磁波ノイズ抑制シートの基体を製造した。3インチ紙巻に巻き取った基体には、クラックまたは割れの発生は認められなかった。
【0076】
(蒸着)
基体(スキン層の25℃における剪断弾性率:2.3×104 Pa)のスキン層に膜厚換算値で30nmのFe−Ni系軟磁性体金属を対向ターゲット型マグネトロンスパッタリング法により窒素ガス(流量:50sccm)を流通させながら物理的蒸着させ、複合層を形成し、電磁波ノイズ抑制シートを作製した。この際、基体の温度を25℃に保ち、蒸発粒子が8eVの粒子エネルギーを持つようにわずかに負の電圧を印加し、スパッタリングを行った。
得られた電磁波ノイズ抑制シートの複合層の一部をミクロトーム薄片にし、断面にイオンビームポリッシャーを施し、高分解能透過型電子顕微鏡により複合層の断面を観察した。複合層の膜厚は70nm(0.070μm)であった。
【0077】
得られた電磁波ノイズ抑制シートについて、伝導ノイズ抑制効果および放射ノイズ抑制効果の評価を行った。各測定は、実施例1と同様の方法により行った。1GHzにおける伝導ノイズ抑制効果および放射ノイズ抑制効果の評価結果を表1に示す。
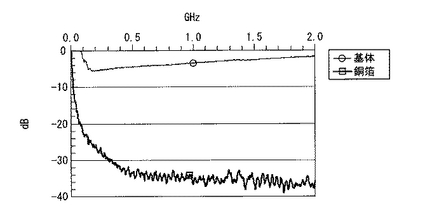
また、0.05〜3.0GHzのS11(反射減衰量)およびS21(透過減衰量)の測定結果を図13に、0.05〜3.0GHzのロス電力比を図14に、100kHz〜2.0GHzの相互減結合率の測定結果を図15に、100kHz〜2.0GHzの内部減結合率の測定結果を図16に示す。
【0078】
図13において、○は入射電磁波量を基準(0)としたときの基体側から測定したS11(反射減衰量)を、●は基体側から測定したS21(透過減衰量)を示す。◇は入射電磁波量を基準(0)としたときの複合層側から測定したS11(反射減衰量)を、◆は複合層側から測定したS21(透過減衰量)を示す。
図14において、○は基体側から評価したロス電力比を、◇は複合層側から評価したロス電力比を示す。
図15において、○は基体側に電磁波発信用マイクロループアンテナ41を配置して測定した相互減結合率を、◇は複合層側に電磁波発信用マイクロループアンテナ41を配置して測定した相互減結合率を、□は銅箔を挟むようにして、電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を配置して測定した相互減結合率を示す。
図16において、○は基体側に電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を配置して測定した内部減結合率を、◇は複合層側に電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を配置して測定した内部減結合率を、□は電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を銅箔の表面の同じ側に配置して測定した内部減結合率を示す。
【0079】
[実施例3]
(電磁波吸収性組成物の製造)
シリコーンゴム(ビニル基含有ジメチルポリシロキサン)およびカルボニル鉄(形状:球状、アスペクト比:1、平均粒子径:4.1μm)を表1に示す割合で混合し、加圧ニーダーで10分間室温中で分散混合し、続いてミキシングロールを使用してシリコーンゴム100質量部に対してオルガノハイドロジェンポリシロキサン1.2質量部、アセチレンアルコール系反応制御剤0.1質量部を添加し、さらに白金族系触媒を2質量%アルコール溶液として0.2質量部を添加し、電磁波吸収性組成物を得た。
【0080】
(基体の製造)
電磁波吸収性組成物を、逆L型4本ロールのカレンダー成形機を用いて、カレンダーロール温度20℃でシート状に圧延加工し、ポリエチレンテレフタレートフィルム(フィルム厚:50μm)上にシート状に製膜し、温度150℃に加熱された長さ10mの横型加熱炉中を2m/分の速度で通過させ、加硫し、幅200mmの基体を長さ100m、3インチ紙巻に巻き取った。得られた基体の厚さは200μm、スキン層の平均厚さは0.97μmであった。3インチ紙巻に巻き取った基体には、クラックまたは割れの発生は認められなかった。
【0081】
(蒸着)
基体(スキン層の25℃における剪断弾性率:2.3×104 Pa)のスキン層に膜厚換算値で50nmのFe系軟磁性体金属を対向ターゲット型マグネトロンスパッタリング法により物理的蒸着させ、複合層を形成し、電磁波ノイズ抑制シートを作製した。この際、基体の温度を25℃に保ち、蒸発粒子が8eVの粒子エネルギーを持つようにわずかに負の電圧を印加し、スパッタリングを行った。
得られた電磁波ノイズ抑制シートの複合層の一部をミクロトーム薄片にし、断面にイオンビームポリッシャーを施し、高分解能透過型電子顕微鏡により複合層の断面を観察した。複合層の膜厚は90nm(0.090μm)であった。
【0082】
得られた電磁波ノイズ抑制シートについて、ポリエチレンテレフタレートフィルムを取り除き、伝導ノイズ抑制効果および放射ノイズ抑制効果の評価を行った。各測定は、実施例1と同様の方法により行った。1GHzにおける伝導ノイズ抑制効果および放射ノイズ抑制効果の評価結果を表1に示す。
また、0.05〜3.0GHzのS11(反射減衰量)およびS21(透過減衰量)の測定結果を図17に、0.05〜3.0GHzのロス電力比を図18に、100kHz〜2.0GHzの相互減結合率の測定結果を図19に、100kHz〜2.0GHzの内部減結合率の測定結果を図20に示す。
【0083】
図17において、○は入射電磁波量を基準(0)としたときの基体側から測定したS11(反射減衰量)を、●は基体側から測定したS21(透過減衰量)を示す。◇は入射電磁波量を基準(0)としたときの複合層側から測定したS11(反射減衰量)を、◆は複合層側から測定したS21(透過減衰量)を示す。
図18において、○は基体側から評価したロス電力比を、◇は複合層側から評価したロス電力比を示す。
図19において、○は基体側に電磁波発信用マイクロループアンテナ41を配置して測定した相互減結合率を、◇は複合層側に電磁波発信用マイクロループアンテナ41を配置して測定した相互減結合率を、□は銅箔を挟むようにして、電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を配置して測定した相互減結合率を示す。
図20において、○は基体側に電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を配置して測定した内部減結合率を、◇は複合層側に電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を配置して測定した内部減結合率を、□は電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を銅箔の表面の同じ側に配置して測定した内部減結合率を示す。
【0084】
[実施例4]
(電磁波吸収性組成物の製造)
シリコーンゴム(2液型)およびシランカップリング剤で表面処理を施したFe−Al−Si系軟磁性金属(形状:扁平状、アスペクト比:4.1、平均粒子径:15.3μm)を表2に示す割合で混合し、加圧ニーダーで10分間室温中で分散混合し、電磁波吸収性組成物を得た。
【0085】
(基体の製造)
電磁波吸収性組成物を、逆L型4本ロールのカレンダー成形機を用いて、カレンダーロール温度20℃でシート状に圧延加工し、ポリエチレンテレフタレートフィルム(フィルム厚:50μm)上にシート状に製膜し、温度150℃に加熱された長さ10mの横型加熱炉中を2.5m/分の速度で通過させ、加硫し、幅200mmの基体を長さ100m、3インチ紙巻に巻き取った。得られた基体は、表面に平均厚さ0.87μmのスキン層を有する厚さ200μmのものであった。3インチ紙巻に巻き取った基体には、クラックまたは割れの発生は認められなかった。
【0086】
(蒸着)
基体(スキン層の25℃における剪断弾性率:1.10×104 Pa)のスキン層に膜厚換算値で50nmのNi系軟磁性体金属を対向ターゲット型マグネトロンスパッタリング法により物理的蒸着させ、複合層を形成し、電磁波ノイズ抑制シートを作製した。この際、基体の温度を25℃に保ち、蒸発粒子が8eVの粒子エネルギーを持つようにわずかに負の電圧を印加し、スパッタリングを行った。
得られた電磁波ノイズ抑制シートの複合層の一部をミクロトーム薄片にし、断面にイオンビームポリッシャーを施し、高分解能透過型伝顕微鏡により複合層の断面を観察した。
複合層の膜厚は110nm(0.11μm)であった。
【0087】
得られた電磁波ノイズ抑制シートについて、ポリエチレンテレフタレートフィルムを取り除き、伝導ノイズ抑制効果および放射ノイズ抑制効果の評価を行った。各測定は、実施例1と同様の方法により行った。1GHzにおける伝導ノイズ抑制効果および放射ノイズ抑制効果の評価結果を表2に示す。
また、0.05〜3.0GHzのS11(反射減衰量)およびS21(透過減衰量)の測定結果を図21に、0.05〜3.0GHzのロス電力比を図22に、100kHz〜2.0GHzの相互減結合率の測定結果を図23に、100kHz〜2.0GHzの内部減結合率の測定結果を図24に示す。
【0088】
図21において、○は入射電磁波量を基準(0)としたときの基体側から測定したS11(反射減衰量)を、●は基体側から測定したS21(透過減衰量)を示す。◇は入射電磁波量を基準(0)としたときの複合層側から測定したS11(反射減衰量)を、◆は複合層側から測定したS21(透過減衰量)を示す。
図22において、○は基体側から評価したロス電力比を、◇は複合層側から評価したロス電力比を示す。
図23において、○は基体側に電磁波発信用マイクロループアンテナ41を配置して測定した相互減結合率を、◇は複合層側に電磁波発信用マイクロループアンテナ41を配置して測定した相互減結合率を、□は銅箔を挟むようにして、電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を配置して測定した相互減結合率を示す。
図24において、○は基体側に電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を配置して測定した内部減結合率を、◇は複合層側に電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を配置して測定した内部減結合率を、□は電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を銅箔の表面の同じ側に配置して測定した内部減結合率を示す。
【0089】
[比較例1〜4]
実施例1〜4における、複合層を形成する前の基体について、伝導ノイズ抑制効果および放射ノイズ抑制効果を測定した。なお、比較例3、4は、ポリエチレンテレフタレートフィルムを取り除き測定した。各測定は、実施例1と同様の方法により行った。1GHzにおける伝導ノイズ抑制効果および放射ノイズ抑制効果の評価結果を表3に示す。
【0090】
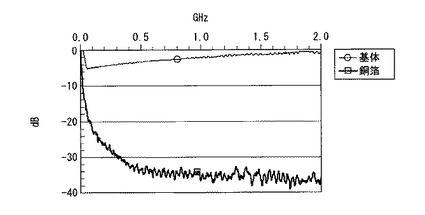
比較例1の0.05〜3.0GHzのS11(反射減衰量)およびS21(透過減衰量)の測定結果を図25に、0.05〜3.0GHzのロス電力比を図26に、100kHz〜2.0GHzの相互減結合率を測定結果を図27に、100kHz〜2.0GHzの内部減結合率の測定結果を図28に示す。
図25において、○は入射電磁波量を基準(0)としたときの反射減衰量を、●は透過減衰量を示す。
図27において、○は比較例1の相互減結合率を、□は銅箔の相互減結合率を示す。
図28において、○は比較例1の内部減結合率を、□は銅箔の内部減結合率を示す。
【0091】
比較例2の0.05〜3.0GHzのS11(反射減衰量)およびS21(透過減衰量)の測定結果を図29に、0.05〜3.0GHzのロス電力比を図30に、100kHz〜2.0GHzの相互減結合率を測定結果を図31に、100kHz〜2.0GHzの内部減結合率の測定結果を図32に示す。
図29において、○は入射電磁波量を基準(0)としたときの反射減衰量を、●は透過減衰量を示す。
図31において、○は比較例2の相互減結合率を、□は銅箔の相互減結合率を示す。
図32において、○は比較例2の内部減結合率を、□は銅箔の内部減結合率を示す。
【0092】
比較例3の0.05〜3.0GHzのS11(反射減衰量)およびS21(透過減衰量)の測定結果を図33に、0.05〜3.0GHzのロス電力比を図34に、100kHz〜2.0GHzの相互減結合率を測定結果を図35に、100kHz〜2.0GHzの内部減結合率の測定結果を図36に示す。
図33において、○は入射電磁波量を基準(0)としたときの反射減衰量を、●は透過減衰量を示す。
図35において、○は比較例3の相互減結合率を、□は銅箔の相互減結合率を示す。
図36において、○は比較例3の内部減結合率を、□は銅箔の内部減結合率を示す。
【0093】
比較例4の0.05〜3.0GHzのS11(反射減衰量)およびS21(透過減衰量)の測定結果を図37に、0.05〜3.0GHzのロス電力比を図38に、100kHz〜2.0GHzの相互減結合率を測定結果を図39に、100kHz〜2.0GHzの内部減結合率の測定結果を図40に示す。
図37において、○は入射電磁波量を基準(0)としたときの反射減衰量を、●は透過減衰量を示す。
図39において、○は比較例3の相互減結合率を、□は銅箔の相互減結合率を示す。
図40において、○は比較例3の内部減結合率を、□は銅箔の内部減結合率を示す。
【0094】
[比較例5]
シリコーンゴム(ビニル基含有ジメチルポリシロキサン)100質量部に、オルガノハイドロジェンポリシロキサン1.2質量部、白金族系触媒の2質量%アルコール溶液0.2質量部、アセチレンアルコール系反応制御剤0.1質量部を添加し、ミキシングロールで分散、混合し、シリコーン組成物を得た。このシリコーン組成物をトルエン溶液(濃度:20質量%)とし、ポリエチレンテレフタレートフィルム(厚さ:50μm)上に加熱乾燥後のシリコーンゴムの厚さが20μmとなるように塗布した。120℃で、1時間加熱し、シリコーンゴム−ポリエチレンテレフタレート複層フィルム(シリコーンゴムのスキン層の平均厚さ0.63μm、シリコーンゴムの25℃における剪断弾性率:2.3×104 Pa)を得た。得られた複層フィルムのシリコーンゴム上に、膜厚換算値で20nmのNi系軟磁性体金属を、対向ターゲット型マグネトロンスパッタリング法により物理的蒸着させ複合層を形成し、電磁波ノイズ抑制シートを得た。この際、シリコーンゴムの温度を25℃に保ち、8eVのエネルギーを持つようわずかに負の電圧を印加し、スパッタリングを行った。
【0095】
得られた電磁波ノイズ抑制シートの複合層の一部をミクロトームで薄片にし、断面にイオンビームポリッシャーを施し、高分解能透過型電子顕微鏡により複合層の断面を観察した。複合層の厚さは50nm(0.050μm)であった。
【0096】
得られた電磁波ノイズ抑制シートについて、伝導ノイズ抑制効果および放射ノイズ抑制効果の評価を行った。各測定は、実施例1と同様の方法により行った。1GHzにおける伝導ノイズ抑制効果および放射ノイズ抑制効果の評価結果を表4に示す。
また、0.05〜3.0GHzのS11(反射減衰量)およびS21(透過減衰量)の測定結果を図41に、0.05〜3.0GHzの複合層側のロス電力比を図42に、100kHz〜2.0GHzの相互減結合率の測定結果を図43に、100kHz〜2.0GHz内部減結合率の測定結果を図44に示す。
【0097】
図41において、◇は入射電磁波量を基準(0)としたときの複合層側から測定したS11(反射減衰量)を、◆は複合層側から測定したS21(透過減衰量)を示す。
図43において、◇は比較例4の複合層側に電磁波発信用マイクロループアンテナ41を配置して測定した相互減結合率を、□は銅箔を挟むようにして、電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を配置して測定した相互減結合率を示す。
図44において、◇は比較例4の複合層側に電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を配置して測定した内部減結合率を示し、□は電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を銅箔の表面の同じ側に配置して測定した内部減結合率を示す。
【0098】
[比較例6]
(電磁波吸収性組成物の製造)
熱可塑性ポリウレタン樹脂およびFe−Al−Si系軟磁性金属(形状:扁平状、アスペクト比:7.5、平均粒子径:33.5μm)を表4に示す割合で混合し、温度200℃に加熱した加圧ニーダーで10分間溶融混練した。この混練物を室温まで冷却後、φ5mmのパンチングメタルを取り付けた粉砕機で粉砕し、電磁波吸収性組成物のペレット状成形物を製造した。
【0099】
(基体の製造)
得られた電磁波吸収性組成物のペレット状成形物を、L/D=32、圧縮比3のフルフライトスクリューを取り付けたφ40mm汎用一軸押出機に供給し、シリンダー温度185℃〜205℃で溶融混練した。そして、温度210℃に加熱した幅500mmのダイスより吐出した。電磁波吸収性組成物は、張力が乏しいため、吐出直後に切れてしまい、基体を製造することができなかった。
【0100】
[比較例7]
(電磁波吸収性組成物の製造)
シリコーンゴム(ビニル基含有ジメチルポリシロキサン)およびFe―Cr系軟磁性体金属(形状:扁平状、アスペクト比:9.2、平均粒子径:16.5μm)を表4に示す割合で混合し、加圧ニーダーで10分間室温中で分散混合し、続いてミキシングロールを使用してシリコーンゴム100質量部に対してオルガノハイドロジェンポリシロキサン1.2質量部、アセチレンアルコール系反応制御剤0.1質量部添加し、さらに白金族系触媒を2質量%アルコール溶液として0.2質量部を添加し、電磁波吸収性組成物を得た。
【0101】
(基体の製造)
電磁波吸収性組成物を、逆L型4本ロールのカレンダー成形機を用いて、カレンダーロール温度20℃でシート状に圧延加工し、ポリエチレンテレフタレートフィルム(フィルム厚:50μm)上にシート状に製膜し、温度150℃に加熱された長さ10mの横型加熱炉中を2m/分の速度で通過させ、加硫し、3インチ紙巻に巻き取ろうとしたが、基体は可撓性乏しいためクラックの発生し、割れてしまい巻き取ることができなかった。
【0102】
[比較例8]
銅箔(厚さ:15μm)について、放射ノイズ抑制効果の評価を行った。各測定は、実施例1と同様の方法により行った。1GHzにおける放射ノイズ抑制効果の評価結果を表4に示す。
【0103】
【表1】

【0104】
【表2】
【0105】
【表3】
【0106】
【表4】
【0107】
表1および図9〜24に示すように、実施例1〜4で得られた電磁波ノイズ抑制シートはいずれも周波数1GHzのときロス電力比が0.3以上、相互減結合率が−1dB以上、内部減結合率が−1dB以上であり、伝導ノイズ抑制効果および放射ノイズ抑制効果に優れていることが確認された。また、基体側から内部減結合率を測定した場合、複合層側から内部減結合率を測定した場合と比較して、内部減結合率は、複合層の磁性体と電磁波吸収性粒子の相乗効果により、基体側の方が複合層側より10%以上優れていた。
【0108】
比較例1〜4は、電磁波吸収性粒子を結合剤中に単に分散、混合しているだけであるため、1GHzにおける放射ノイズ抑制特性は、相互減結合率および内部減結合率とも−1dB以上であったが、パワーロス値は0.11以下であり、伝導ノイズ抑制効果は低かった。
また、比較例5は結合剤上に対向ターゲット型マグネトロンスパッタリング法でNi系軟磁性体金属を蒸着したものであり、1GHzにおけるロス電力比は0.3以上であり、良好な伝導ノイズ抑制効果を有していたが、相互減結合率が−1dB以下、内部減結合率は、銅箔と同様にプラス側であり二次放射ノイズが発生した。
【0109】
また、実施例1〜4のアスペクト比5以下の電磁波吸収性粒子を使用した電磁波吸収性組成物より得られた基体は、電磁波吸収性組成物の張力および可撓性が失われていないため、押出成形法およびカレンダー成形法による連続成形が可能であった。一方、比較例6および比較例7は、アスペクト比が5を超える電磁波吸収性粒子を使用したため、電磁波吸収性組成物の張力または可撓性に乏しく、押出成形法またはカレンダー成形法により基体を連続的に製造することができなかった。
【産業上の利用可能性】
【0110】
本発明の電磁波ノイズ抑制シートは、伝導ノイズ抑制機能および放射ノイズ抑制機能の二つの優れた電磁波ノイズ抑制機能を有する薄型で軽量な電磁波ノイズ抑制シートであるので、近年の電子部品、電気機器の小型化、軽量化、多機能化に対応することが可能となる。
【図面の簡単な説明】
【0111】
【図1】本発明の電磁波ノイズ抑制シートの一例を示す概略断面図である。
【図2】本発明の電磁波ノイズ抑制シートの他の例を示す概略断面図である。
【図3】本発明の電磁波ノイズ抑制シートの他の例を示す概略断面図である。
【図4】本発明の電磁波ノイズ抑制シートにおける複合層の高分解能透過型電子顕微鏡像である。
【図5】複合層の近傍の一例を示す模式図である。
【図6】本発明の電磁波ノイズ抑制シートと電子部品を搭載したプリント基板の一例を示す断面図である。
【図7】相互減結合率の測定装置を示す概略図である。
【図8】内部減結合率の測定装置を示す概略図である。
【図9】実施例1の電磁波ノイズ抑制シートのS11(反射減衰量)およびS21(透過減衰量)を示すグラフである。
【図10】実施例1の電磁波ノイズ抑制シートのロス電力比を示すグラフである。
【図11】実施例1の電磁波ノイズ抑制シートおよび銅箔の相互減結合率を示すグラフである。
【図12】実施例1の電磁波ノイズ抑制シートおよび銅箔の内部減結合率を示すグラフである。
【図13】実施例2の電磁波ノイズ抑制シートのS11(反射減衰量)およびS21(透過減衰量)を示すグラフである。
【図14】実施例2の電磁波ノイズ抑制シートのロス電力比を示すグラフである。
【図15】実施例2の電磁波ノイズ抑制シートおよび銅箔の相互減結合率を示すグラフである。
【図16】実施例2の電磁波ノイズ抑制シートおよび銅箔の内部減結合率を示すグラフである。
【図17】実施例3の電磁波ノイズ抑制シートのS11(反射減衰量)およびS21(透過減衰量)を示すグラフである。
【図18】実施例3の電磁波ノイズ抑制シートのロス電力比を示すグラフである。
【図19】実施例3の電磁波ノイズ抑制シートおよび銅箔の相互減結合率を示すグラフである。
【図20】実施例3の電磁波ノイズ抑制シートおよび銅箔の内部減結合率を示すグラフである。
【図21】実施例4の電磁波ノイズ抑制シートのS11(反射減衰量)およびS21(透過減衰量)を示すグラフである。
【図22】実施例4の電磁波ノイズ抑制シートのロス電力比を示すグラフである。
【図23】実施例4の電磁波ノイズ抑制シートおよび銅箔の相互減結合率を示すグラフである。
【図24】実施例4の電磁波ノイズ抑制シートおよび銅箔の内部減結合率を示すグラフである。
【図25】比較例1の基体のS11(反射減衰量)およびS21(透過減衰量)を示すグラフである。
【図26】比較例1の基体のロス電力比を示すグラフである。
【図27】比較例1の基体および銅箔の相互減結合率を示すグラフである。
【図28】比較例1の基体および銅箔の内部減結合率を示すグラフである。
【図29】比較例2の基体のS11(反射減衰量)およびS21(透過減衰量)を示すグラフである。
【図30】比較例2の基体のロス電力比を示すグラフである。
【図31】比較例2の基体および銅箔の相互減結合率を示すグラフである。
【図32】比較例2の基体および銅箔の内部減結合率を示すグラフである。
【図33】比較例3の基体のS11(反射減衰量)およびS21(透過減衰量)を示すグラフである。
【図34】比較例3の基体のロス電力比を示すグラフである。
【図35】比較例3の基体および銅箔の相互減結合率を示すグラフである。
【図36】比較例3の基体および銅箔の内部減結合率を示すグラフである。
【図37】比較例4の基体のS11(反射減衰量)およびS21(透過減衰量)を示すグラフである。
【図38】比較例4の基体のロス電力比を示すグラフである。
【図39】比較例4の基体および銅箔の相互減結合率を示すグラフである。
【図40】比較例4の基体および銅箔の内部減結合率を示すグラフである。
【図41】比較例5の電磁波ノイズ抑制シートのS11(反射減衰量)およびS21(透過減衰量)を示すグラフである。
【図42】比較例5の電磁波ノイズ抑制シートのロス電力比を示すグラフである。
【図43】比較例5の電磁波ノイズ抑制シートおよび銅箔の相互減結合率を示すグラフである。
【図44】比較例5の電磁波ノイズ抑制シートおよび銅箔の内部減結合率を示すグラフである。
【符号の説明】
【0112】
1 電磁波ノイズ抑制シート
2 結合剤
3 電磁波吸収性粒子
4 スキン層
5 基体
6 複合層
10 電磁波ノイズ抑制シート
20 電磁波ノイズ抑制シート
【技術分野】
【0001】
本発明は、電磁波ノイズ抑制シート、その製造方法および使用方法に関する。
【背景技術】
【0002】
近年、携帯電話、パーソナルコンピューター、デジタルカメラ等の電子機器の小型軽量化に伴い、これら電子機器の内部に搭載されているCPU、LSI、周辺半導体等の電子部品の高密度化、高集積化、およびプリント配線基板への電子部品等の高密度実装化が進んでいる。また、電子機器の高性能化のため、取り扱われる周波数が高くなってきている。これに伴い、電子部品より放射される放射ノイズあるいはプリント配線基板の線路を伝わる伝導ノイズによる電子機器の故障、誤作動、機能不全等が問題となっている。
【0003】
電子部品より放射される放射ノイズを防ぐ方法としは、(1)金属板を電磁波シールド材として設置する方法、(2)有機結合剤と、アスペクト比が5より大きく、表面に酸化皮膜を有する軟磁性体粉末とを混練して得られたシート状の複合磁性体からなる電磁波干渉抑制体を電子部品に貼付する方法(特許文献1)が知られている。
(1)の方法は、電子機器外部への放射ノイズの漏洩には効果があるものの、電子機器内部には、このシールド材により反射、散乱した放射ノイズが充満して電磁波干渉を助長してしまう問題、電子機器内部に設置された複数のプリント配線基板間で電磁干渉が起こってしまう問題がある。
【0004】
(2)の方法で用いられる電磁波干渉抑制体は、アスペクト比が5よりも大きい軟磁性体粉末を使用しているため、有機結合剤への軟磁性体の高充填化が困難となり、さらに有機結合剤へ軟磁性体を高充填した組成物は張力が著しく劣るため押出成形法またはカレンダー成形法による薄肉のシートの連続加工が行えないという問題を有している。そして、この組成物から得られるシート状の複合磁性体は柔軟性に乏しく、さらに、電子部品から発生する放射ノイズを抑制する効果は十分に備わっているが、伝導ノイズを十分に抑制できないという問題がある。
【0005】
押出成形法またはカレンダー成形法による電磁波吸収シートの連続成形方法としては、未架橋アクリル樹脂、軟磁性金属または合金からなるアトマイズ粉末を扁平にした平均粒子径が10〜30μmのフレーク状粉末、難燃剤、および加工助剤からなる組成物を用いる方法が提案されている(特許文献2)。この組成物を用いることにより、カレンダー成形法により250μm以下の極薄いシートの加工が可能であり、さらに、この組成物より得られる電磁波吸収シートは柔軟性に富んでいるためシート加工後の巻き取りも可能である。この電磁波吸収シートは、周波数1〜10GHzの電磁波を平面波で照射した場合、反射減衰量は最大で約−10dBであり、平面波は十分な吸収能力を有するが、周波数1GHzにおける伝導ノイズを十分に抑制する効果は認められない。
【特許文献1】特許第3528427号公報
【特許文献2】特開2004−172226号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
よって本発明の目的は、伝導ノイズ抑制機能および放射ノイズ抑制機能の二つの電磁波ノイズ抑制機能を兼ね備え、薄肉化でき、機械的強度が高く、柔軟性に優れた電磁波ノイズ抑制シート、このような電磁波ノイズ抑制シートを容易に製造できる製造方法、およびその使用方法を提供することにある。
【課題を解決するための手段】
【0007】
すなわち、本発明の電磁波ノイズ抑制シートは、結合剤およびアスペクト比が5以下の電磁波吸収性粒子を含有する基体と;基体の結合剤の一部と磁性体とが一体化してなる複合層とを有することを特徴とするものである。
ここで、基体が、その表面に電磁波吸収性粒子が存在しないスキン層を有し;複合層が、物理的蒸着法により、スキン層に磁性体を分散させてなる層であることが望ましい。
複合層の厚さは、0.005〜0.3μmであることが望ましい。
結合剤は、樹脂またはゴムであることが望ましい。
【0008】
本発明の電磁波ノイズ抑制シートは、1GHzにおけるロス電力比が、0.3〜0.95であることが望ましい。
また、1GHzにおける相互減結合率が−1dB以上であり、かつ1GHzにおける内部減結合率が−1dB以上であることが望ましい。
【0009】
本発明の電磁波ノイズ抑制シートの製造方法は、結合剤およびアスペクト比が5以下の電磁波吸収性粒子を含有する電磁波吸収性組成物を成形して、電磁波吸収性粒子が存在していないスキン層を表面に有する基体を製造する基体製造工程と;物理的蒸着法により基体のスキン層に磁性体を分散させて、基体表面に複合層を形成する蒸着工程とを有することを特徴とする。
ここで、電磁波吸収性組成物を押出成形法またはカレンダー成形法にて成形することが望ましい。
【0010】
本発明の電磁波ノイズ抑制シートの使用方法は、本発明の電磁波ノイズ抑制シートを電磁波ノイズの発生源上に配設することを特徴とする。
ここで、基体側を電磁波ノイズの発生源に向けて電磁波ノイズ抑制シートを配設することが望ましい。
【発明の効果】
【0011】
本発明の電磁波ノイズ抑制シートは、結合剤およびアスペクト比が5以下の電磁波吸収性粒子を含有する基体と;基体の結合剤の一部と磁性体とが一体化してなる複合層とを有するものであるので、伝導ノイズ抑制機能と放射ノイズ抑制機能の二つの電磁波ノイズ抑制機能を兼ね備え、薄肉化でき、機械的強度が高く、柔軟性に優れたものとなる。
ここで、基体が、その表面に電磁波吸収性粒子を含有しないスキン層を有し、複合層が物理的蒸着法により、スキン層に磁性体を分散させてなる層であれば、電磁波干渉を抑え、伝導ノイズ抑制効率がさらに向上し、さらに薄型化、軽量化を図ることができる。
また、複合層の厚さが0.005〜0.3μmであれば、伝導ノイズ抑制効率がさらに向上し、薄型化、軽量化を図ることができる。
さらに、結合剤が、樹脂またはゴムであれば、可撓性があり、強度の高い電磁波ノイズ抑制シートとすることができ、また、電子部品等への密着性、追従性に優れる。
【0012】
本発明の電磁波ノイズ抑制シートの製造方法は、結合剤およびアスペクト比が5以下の電磁波吸収性粒子を含有する電磁波吸収組成物を成形して、電磁波吸収性粒子が存在しないスキン層を表面に有する基体を製造する工程と;物理的蒸着法により基体のスキン層に磁性体を分散させて、基体表面に複合層を形成する蒸着工程とを有する方法であるので、本発明の電磁波ノイズ抑制シートを容易に製造することができる。
また、電磁波吸収性組成物を押出成形法またはカレンダー成形法にて成形すれば、電磁波ノイズ抑制シートの連続成形、薄肉化が容易となる。
【0013】
そして、本発明の電磁波ノイズ抑制シートの使用方法によれば、電磁波ノイズの発生源からの伝導ノイズおよび放射ノイズの二つの電磁波ノイズを同時に抑制することができる。
さらに、基体側を電磁波ノイズ発生源上に向けることにより、磁性体と電磁波吸収性粒子との相乗効果により内部減結合率が増大するため、放射ノイズ抑制機能に対しては効果的である。
【発明を実施するための最良の形態】
【0014】
以下、本発明を詳しく説明する。
<電磁波ノイズ抑制シート>
本発明の電磁波ノイズ抑制シートは、結合剤およびアスペクト比が5以下の電磁波吸収性粒子を含有する基体と;基体の結合剤の一部と磁性体とが一体化してなる複合層とを有するものである。
【0015】
このような電磁波ノイズ抑制シートとしては、例えば、図1に示すように、結合剤2および電磁波吸収性粒子3を含有し、かつ電磁波吸収性粒子3が存在しないスキン層4が形成された基体5と;基体5のスキン層4の結合剤2の一部と磁性体とが一体化してなる複合層6とを有する電磁波ノイズ抑制シート1が挙げられる。この他、図2に示すように、複合層6の表面にさらに、結合剤2および電磁波吸収性粒子3を含有する基体7を積層した電磁波ノイズ抑制シート10;図3に示すように、2つの電磁波ノイズ抑制シート1を積層した電磁波ノイズ抑制シート20であっても構わない。
【0016】
本発明の電磁波ノイズ抑制シートは、伝導ノイズ抑制効果の指標である、1GHzにおけるロス電力比(パワーロス値ともいう)が0.3〜0.95であることが好ましく、0.4〜0.95であることがより好ましい。
ロス電力比は、伝導ノイズ抑制機能の反射・透過特性の総合的な指標であって、次式で求められ、0〜1の値をとる。ロス電力比は、伝送特性のS11(反射減衰量)とS21(透過減衰量)の変化から次式で求められる。
ロス電力比(Ploss/Pin)=1−(|Γ|2+|T|2)
ここで、S11=20log|Γ|であり、S21=20log|T|であり、Γは反射係数であり、Tは透過係数である。
【0017】
伝導ノイズ抑制効果を十分に発揮するためには、ロス電力比が0.3以上であることが好ましい。ロス電力比が0.3より小さいと十分な伝導ノイズ抑制効果を有しているということはできない。さらには、ロス電力比が0.4以上であることが好ましい。ロス電力比が0.4以上あれば十分な伝導ノイズ抑制効果がある。現状の技術では1GHzにおいて0.95を超えるロス電力比のものを得ることは達成できていない。
この電磁波ノイズ抑制シートのロス電力比を0.3〜0.95にするためには、例えば、電磁波ノイズ抑制シートの作製にあたって、高エネルギーでの物理蒸着を行うことにより、ナノメーターレベルで結合剤と磁性体原子とを一体化させることを基本とし、物理的蒸着条件、磁性体蒸着量を適宜選択することにより達成できる。
【0018】
また、本発明の電磁波ノイズ抑制シートは、放射ノイズ抑制効果の指標である、1GHzのおける相互減結合率が−1dB以上であることが好ましく、−2dB以上であることがより好ましい。1GHzにおける内部減結合率は、−1dB以上であることが好ましく、−2dB以上であることがより好ましい。
相互減結合率とは、二つのプリント基板間もしくはデバイス間での結合が電磁波ノイズ抑制シートを装着することによりどれくらい減衰するかという量であり、内部減結合率とは伝送ライン間や同じプリント回路基板内での結合が電磁波ノイズ抑制シートを装着することによりどれくらい減衰するかという量である(武田茂、「ノイズ抑制シートのIEC規格化の現状」、第131回研究会資料、社団法人日本応用磁気学会、2003年7月4日、p.33−36)。
【0019】
(複合層)
複合層6は、例えば、図4の高分解能透過型電子顕微鏡像、および電子顕微鏡像の模式図である図5に示すように、基体5表面のスキン層4に磁性体を物理的蒸着させてなる層であり、物理的に蒸着された磁性体が均質膜を形成することなく、原子状態で結合剤2中に分散一体化してなるものである。
【0020】
複合層6は、非常に小さい結晶として数オングストローム間隔の磁性体原子が配列された結晶格子11が観察される部分と、非常に小さい範囲で磁性体が存在しない結合剤2のみが観察される部分と、磁性体原子13が結晶化せず結合剤2中に分散して観察される部分とからなっている。すなわち、磁性体が明瞭な結晶構造を有する微粒子として存在を示す粒界は観察されず、ナノメーターレベルで磁性体と結合剤が一体化した複雑なヘテロ構造(不均質・不斉構造)を有している。
【0021】
複合層6の厚さは、基体5の表面に磁性体原子が侵入した深さであり、磁性体の蒸着質量、結合剤材質、物理的蒸着の条件などに依存し、およそ磁性体の蒸着厚さの1.5〜3.0倍ほどとなる。ここで、磁性体の蒸着厚さとは、磁性体原子が侵入することのない硬い基材上に磁性体を物理的蒸着させた際の膜厚を意味する。
【0022】
複合層6の厚さを0.005μm以上とすることにより、磁性体原子の結合剤2との分散一体化ができ、形状異方性に由来する高周波領域での大きな磁気損失特性を有するものと思われ、十分な伝導ノイズ抑制効果を発揮させることができる。一方、複合層6の厚さが0.3μmを超えると、明瞭な結晶構造を経て均質な磁性体膜が形成され、バルクの磁性体に戻ってしまい、形状異方性が減少し、伝導ノイズ抑制効果も小さくなり、実効的でない。それゆえ、複合層の厚さは、より好ましくは0.3μm以下である。
【0023】
(スキン層)
本発明におけるスキン層4とは、電磁波吸収性粒子3を含有した基体5において、基体5の表面に形成される、電磁波吸収性粒子3が存在しない、結合剤2のみからなる層である。
【0024】
スキン層4の平均厚さは、前述の複合層6の厚さ0.005〜0.3μmを形成するのに十分な膜厚があればよく、具体的には0.1〜300μmであることが好ましい。スキン層4の平均厚さが0.1μm未満であると、電磁波吸収性粒子3の一部がスキン層4の表面に露出してしまうおそれがあり、電磁波吸収性粒子3が露出した箇所は複合層6が均一に形成されないため、伝導ノイズ抑制効果が低下してしまう。スキン層4が300μmより厚い場合は、電磁波吸収性粒子3が基体5中に分散されていない状態のため、放射ノイズ抑制効果が低下してしまうおそれがある。
【0025】
(結合剤)
結合剤2は、特に限定されないが、ポリオレフィン、ポリアミド、ポリエステル、ポリエーテル、ポリケトン、ポリイミド、ポリウレタン、ポリシロキサン、フェノール系樹脂、エポキシ系樹脂、アクリル系樹脂、ポリアクリレート、塩化ビニル系樹脂、塩素化ポリエチレンなどの樹脂や、天然ゴム、イソプレンゴム、ブタジエンゴム、スチレンブタジエンゴムなどのジエン系ゴム、ブチル系ゴム、エチレンプロピレンゴム、ウレタンゴム、シリコーンゴムなどの非ジエン系ゴム等の有機物が挙げられる。これらは熱可塑性であっても、熱硬化性であってもよく、その未硬化物であってもよい。また、上記の樹脂、ゴムなどの変性物、混合物、共重合体であってもよい。
【0026】
中でも、結合剤2としては、結合剤2への磁性体原子の入り込みやすさの点で、後述する磁性体の物理的蒸着に際して、その剪断弾性率が低いものが好ましく、具体的には、剪断弾性率が1×103 〜1×107 Paのものが好ましい。所望の剪断弾性率にするために必要に応じて、例えば100〜300℃に結合剤を加熱することもできるが、分解や蒸発が起きない温度に加熱することが必要である。
【0027】
剪断弾性率の測定方法としては、以下のような方法が知られている。
(1)JIS K7113に規定されている引張応力と歪との関係から引張り弾性率を求め、これをもとに下記式から剪断弾性率を求める。
剪断弾性率=引張り弾性率/(2×(1+ポアソン比))
ここで2×(1+ポアソン比)の値は、剛直な高分子からゴム状の弾性体まで、おおよそ2.6〜3.0である。
(2)温度特性を把握できる粘弾性率測定装置を用い、試験モードを剪断モードにして剪断弾性率を測定する。
(3)粘弾性率測定装置を用い、試験モード引張りモードにして貯蔵弾性率G’および損失弾性率G”を測定し、下記式から複素弾性率G* を求め、複素弾性率を引張り弾性率として、上記式から剪断弾性率を求める。
G* =√((G’)2 +(G”)2)
本発明における剪断弾性率は、粘弾性率測定装置として、レオメトリック・サイエンティフィック社製ソリッドアナライザーRSA−IIを用い、剪断モードにて、測定周波数1Hzの条件で測定した値とする。
【0028】
ここで、結合剤2の剪断弾性率を下げるために、ゲル状、ペースト状、オイル状の成分を添加することもできる。例えば、シリコーンオイル、パラフィンワックス、ポリエチレンワックス、高級アルコール、高級脂肪酸エステルが挙げられる。このような結合剤2を用いた場合、基体5自身が粘着性を示すため、電磁波ノイズ抑制シートをLSI、周辺半導体、フレキシブル配線基板上へ配設する際に、粘着層、接着層を設けなくても配設させることができる。ただし、ゲル状、ペースト状、オイル状の成分を添加すると、これら成分が基体5よりブリードするおそれもある。これにより、LSI、周辺半導体を汚染し、絶縁性皮膜を形成し、電子部品の接触不良を引き起こす原因となるため、配合には注意が必要である。
【0029】
また、結合剤2として、前記したヘテロ構造を維持し、伝導ノイズ抑制効果を維持する観点から、磁性体の物理的蒸着の後に、剪断弾性率が高いものが好ましい。磁性体の物理的蒸着の後に結合剤2の剪断弾性率を高くすることにより、ナノメーターレベルの磁性体原子あるいはクラスターが凝集して結晶化し、微粒子に成長することを確実に防止できる。具体的には、電磁波ノイズ抑制シートが使用される温度範囲で1×107 Pa以上のものが好ましい。所望の剪断弾性率にするためには、磁性体の物理的蒸着の後に結合剤を架橋することが好ましい。この点においては、結合剤として、蒸着時に低弾性率であり、蒸着後に架橋して弾性率を上げることができることから、熱硬化性樹脂、エネルギー線(紫外線、電子線)硬化性樹脂が好適である。
【0030】
プラズマ化またはイオン化された磁性体原子、あるいは電磁波吸収性粒子3が、結合剤2と一部反応し、安定化するように、結合剤2中にシランカップリング剤、シラン、チタネート系カップリング剤、アルミネート系カップリング剤、ノニオン系界面活性剤、極性樹脂オリゴマーなどを配合してもよい。このような添加剤を配合することにより、磁性体の酸化防止のほか、蒸着した磁性体原子の凝集によるところの均質膜の形成を防止して、均質膜による伝導ノイズの反射を防止し、吸収特性を改善することができる。
結合剤2に、補強フィラー、難燃剤、難燃助剤、老化防止剤、酸化防止剤、着色剤、可塑剤、滑剤、耐熱向上剤などを適宜添加しても構わない。このほか、磁性体を蒸着後、さらに酸化ケイ素や窒化ケイ素の蒸着を施して、対環境特性を改善することも可能である。
【0031】
(電磁波吸収性粒子)
電磁波吸収性粒子3は、そのアスペクト比が5以下である必要がある。アスペクト比が5より大きい電磁波吸収性粒子を使用した場合は、結合剤2へ電磁波吸収性粒子を高充填した電磁波吸収性組成物の張力あるいは可撓性が失われるため、基体の薄肉成形の際、または成形後の基体を巻き取る際に、基体にクラックまたは割れが発生し、巻き取りが行えないという問題が発生する。また、得られる電磁波抑制シートが肉厚となるばかりか、このような電磁波抑制シートは、機械的強度が低く、柔軟性がない。
アスペクト比は、電磁波吸収性粒子の走査型電子顕微鏡写真をもとに、各粒子の長径および短径を測定して(長径)/(短径)を求め、これらを平均した値である。
【0032】
電磁波吸収性粒子3としては、カーボン、黒鉛等の導電性材料;金属系軟磁性体、酸化物系磁性体、窒化物系磁性体等の磁性体粒子が挙げられる。これらは、1種類を単独で用いてもよいし、2種類以上を混合して用いてもよい。電磁波吸収性粒子3としては、数百MHzから数GHzの高周波域で電気抵抗が高いため、渦電流による電磁波ノイズの反射が抑えられ、大きな磁気損失、すなわち虚数部透磁率μ”を有している点で、金属系軟磁性体、酸化物系磁性体、窒化物系磁性体などの磁性体粒子が好ましい。
【0033】
電磁波吸収性粒子3の形状としては、アスペクト比が5以下であればよく、扁平状、鱗片状、球状、楕円状、棒状等が挙げられる。これらは、1種類を単独で用いてもよいし、2種類以上を混合して用いてもよい。
【0034】
電磁波吸収性粒子3の平均粒子径は、0.1〜100μmが好ましく、1〜50μmがより好ましい。平均粒子径が0.1μm未満の場合は、粒子の比表面積が大きくなりすぎて高充填化が困難となる場合があり、また、粉塵爆発または自然発火するおそれがあり、取り扱いが困難である。平均粒子径が100μmを超えると、電磁波ノイズ抑制シート1の表面から磁性体粒子の一部が露出してしまい、この結果、伝導ノイズ抑制効果が損なわれるおそれがあり、また、電磁波ノイズ抑制シート1の破断強度または破壊伸び等の機械的強度が低下してしまうおそれがある。
【0035】
金属系軟磁性体としては、鉄、カルボニル鉄、およびFe−Ni、Fe−Co、Fe−Cr、Fe−Si、Fe−Al、Fe−Cr−Si、Fe−Cr−Al、Fe−Al−Si、Fe−Pt等の鉄合金が具体的に挙げられる。これら金属系軟磁性体は、1種類を単独で用いてもよく、2種類以上を組み合わせて用いてもよい。鉄および鉄合金のほかに、コバルトやニッケル等の金属あるいはそれらの合金を用いてもよい。
【0036】
酸化物系磁性体としては、フェライト等が挙げられる。その具体例としては、MnFe2O4、CoFe2O4、NiFe2O4、CuFe2O4、ZnFe2O4、MgFe2O4、Fe3O4、Cu−Zn−フェライト、Ni−Zn−フェライト、Mn−Zn−フェライト、Ba2Co2Fe12O22、Ba2Ni2Fe12O22、Ba2Zn2Fe12O22、Ba2Mn2Fe12O22、Ba2Zn2Fe12O22、Ba2Mn2Fe12O22、Ba2Mg2Fe12O22、Ba2Cu2Fe12O22、Ba2Co2Fe24O41等が挙げられる。これらフェライトは、1種類を単独で用いてもよいし、2種類以上を組み合わせて用いてもよい。
【0037】
窒化物系磁性体としては、Fe2N、Fe3N、Fe4N、Fe16N2等が具体的に挙げられる。これら窒化物系軟磁性体は透磁率が高く、耐食性に優れるため、好適である。
【0038】
電磁波吸収性粒子3の含有量は、結合剤2や電磁波吸収性粒子3の種類により異なるが、基体5(100vol%)中、40〜90vol%、好ましくは50〜80vol%である。電磁波吸収性粒子3の含有量が40vol%未満の場合は、電磁波ノイズ抑制シート1の放射ノイズ抑制効果が十分でなくなるおそれがある。電磁波吸収性粒子3の含有量が90vol%を超えると基体5の張力が失われ押出成形法またはカレンダー成形法による薄肉品の連続成形が困難となると共に、得られた基体5の可撓性が失われ、非常に硬く脆いものとなってしまうため、基体5の巻き取りを行うことができなくなってしまう。
電磁波吸収性粒子3には、電磁波吸収性粒子3同士の凝集の防止、結合剤2中への電磁波吸収性粒子3の分散性の向上、または結合剤2との親和性の向上をさせるために、必要に応じて本発明の目的を損なわない程度にシランカップリング剤、チタネート系カップリング剤、アルミネート系カップリング剤、ノニオン系界面活性剤、極性樹脂オリゴマーなどで処理を行っても構わない。
【0039】
<電磁波ノイズ抑制シートの製造方法>
以下、電磁波ノイズ抑制シート1の製造方法について説明する。
電磁波ノイズ抑制シート1の製造方法は、結合剤2および電磁波吸収性粒子3を含有する電磁波吸収性組成物を成形して、電磁波吸収性粒子3が存在しないスキン層4を表面に有する基体5を製造する基体製造工程と;物理的蒸着法により基体のスキン層に磁性体を分散させて、基体5の表面に複合層6を形成する蒸着工程とを有する方法である。
【0040】
(基体製造工程)
電磁波吸収性組成物の調製には、一般的な混練方法を用いることができる。例えば、結合剤2に電磁波吸収性粒子3を添加してミキシングロール、ニーダー、バンバリーミキサー、プラネタリーミキサー等で混合、分散させることにより電磁波吸収性組成物が得られる。電磁波吸収性組成物の調製は、加熱しながら行ってもよい。
【0041】
スキン層4を有する基体5を製造する方法としては、押出成形法またはカレンダー成形法が好ましい。
押出成形法による基体5の製造は、単軸押出機または二軸押出機にTダイスまたは丸ダイスを取り付けた成形設備で電磁波吸収組成物を押出し、次いで引き取りロールにより基体5をシート化することにより行うことができる。
カレンダー成形法による基体5の製造は、逆L型、L型、直立3本型、直立2本型、傾斜2本型、Z型、傾斜Z型等のカレンダー装置を使用し、電磁波吸収性組成物をカレンダーロールにより圧延し、シート化することにより行うことができる。
基体5の製造は、場合によっては加熱して行っても構わない。
【0042】
スキン層4は、例えば、次のようにして形成される。
押出成形法の場合、電磁波吸収性組成物を単軸押出機または二軸押出機で混練し、結合剤2の粘度を低下させ、結合剤2に流動性を持たせ、離型性の良いダイスより吐出し、シート化する。結合剤2の流動により電磁波吸収性粒子3も移動するが、ダイスの面には結合剤2が接することにより基体5にスキン層4が形成される。
カレンダー成形法の場合、電磁波吸収性組成物を離型性の良いカレンダーロールにより混練・圧延し、結合剤2の粘度を低下させ、結合剤2に流動性を持たせ、シート化する。場合によっては加熱して電磁波吸収性組成物をシート化しても構わない。ここで、電磁波吸収性粒子3が基体5の表面から露出しないように成形することが肝要である。
【0043】
(蒸着工程)
まず、物理的蒸着法(PVD)の一般的な説明を行う。
物理的蒸着法は、一般に、真空にした容器の中で蒸発材料を何らかの方法で気化させ、気化した蒸発材料を近傍に置いた基板上に堆積させて薄膜を形成する方法であり、蒸発物質の気化方法の違いで、蒸発系とスパッタリング系に分けられる。蒸発系としては、EB蒸着、イオンプレーティングなどが挙げられ、スパッタリング系としては、高周波スパッタリング、マグネトロンスパッタリング、対向ターゲット型マグネトロンスパッタリングなどが挙げられる。
【0044】
EB蒸着は蒸発粒子のエネルギーが1eVと小さいので、基板のダメージが少なく、膜がポーラスになりやすく膜強度が不足する傾向があるが、膜の固有抵抗は高くなるという特徴がある。
【0045】
イオンプレーティングによれば、アルゴンガスや蒸発粒子のイオンは加速されて基板に衝突するため、EBよりエネルギーが大きく、粒子エネルギーは1KeVほどになり、付着力の強い膜を得ることはできるものの、ドロッププレットと呼んでいるミクロサイズの粒子の付着を避けることができず、放電が停止してしまうおそれがある。
【0046】
マグネトロンスパッタリングは、ターゲット(蒸発材料)の利用効率が低いものの、磁界の影響で強いプラズマが発生するため成長速度が速く、粒子エネルギーは数十eVと高い。高周波スパッタリングでは絶縁性ターゲットを使用することもできる。
【0047】
マグネトロンスパッタリングのうち、対向ターゲット型マグネトロンスパッタリングは、対向するターゲット間でプラズマを発生させ、磁界によりプラズマを封じ込め、対向するターゲット間の外に基板を置き、プラズマダメージを受けることなく所望の薄膜を生成する方法である。そのため、基板上の薄膜を再スパッタリングすることなく、成長速度がさらに速く、スパッタリングされた原子が衝突緩和することなく、緻密なターゲット組成物と同じ組成のものを生成することができる。
【0048】
本発明においては、これら物理蒸着法を利用し、基体5上に磁性体の薄膜を形成させることなく、磁性体を原子状態で基体5に分散させる。よって、以上の物理的蒸着法の中でも、本発明の電磁波ノイズ抑制シートの製造方法においては、次の理由から、イオンプレーティング、マグネトロンスパッタリング、対向ターゲット型マグネトロンスパッタリングが好ましく、特に対向ターゲット型マグネトロンスパッタリングが好適である。
【0049】
結合剤2が樹脂またはゴムからなる場合は、樹脂の共有結合エネルギーは約4eVであり、具体的にいえば、C−C、C−H、Si−O、Si−Cの結合エネルギーはそれぞれ3.6eV、4.3eV、4.6eV、3.3eVである。これに対して、イオンプレーティング、マグネトロンスパッタリング、対向ターゲット型マグネトロンスパッタリングでは、蒸発粒子は高いエネルギーを持っているので、樹脂の一部の化学結合を切断し、衝突することが考えられる。
【0050】
したがって、本発明においては、樹脂またはゴムからなる結合剤2の弾性率が十分小さいと、磁性体を蒸着させた際、樹脂の分子が振動、運動し、ある場合は切断され、磁性体原子と樹脂との局部的なミキシング作用が生じて、磁性体原子は樹脂表面から最大3μm程度まで進入し、樹脂などとインターラクションを生じ、均質的な磁性体膜ではなく、ナノメーターレベルのヘテロ構造を有した複合層6が形成されると考えられる。
【0051】
粒子エネルギーが5eV以上である磁性体原子を結合剤2上に物理的に蒸着させると、一度に大量の磁性体を結合剤2中に分散させることができるので好ましい。すなわち、一度の蒸着で磁性体の質量を稼ぐことができることから、伝導ノイズ抑制効率の大きな電磁波ノイズ抑制シートを容易に得ることができる。蒸着速度は結合剤2の振動や運動の速度が粒子速度と比較して遅いことから、結合剤の緩和のタイミングにあわせるように小さいほうが好ましく、磁性体により異なるがおよそ60nm/分に抑えることが好ましい。
【0052】
蒸着工程において蒸発材料(ターゲット)として用いられる磁性体としては、金属系軟磁性体、酸化物系磁性体、窒化物系磁性体が主に用いられる。これらは、1種類を単独で用いてもよいし、2種類以上を組み合わせて用いてもよい。
【0053】
金属系軟磁性体としては、鉄、およびFe−Ni、Fe−Co、Fe−Cr、Fe−Si、Fe−Al、Fe−Cr−Si、Fe−Cr−Al、Fe−Al−Si、Fe−Pt等の鉄合金が具体的に挙げられる。これら金属系軟磁性体は、1種類を単独で用いてもよし、2種類以上を組み合わせて用いてもよい。鉄および鉄合金のほかに、コバルトやニッケル等の金属あるいはそれらの合金を用いてもよい。ニッケルは単独で用いた方が酸化に対して抵抗力があるので好ましい。
【0054】
酸化物系磁性体としては、フェライト等が挙げられる。その具体例としては、MnFe2O4、CoFe2O4、NiFe2O4、CuFe2O4、ZnFe2O4、MgFe2O4、Fe3O4、Cu−Zn−フェライト、Ni−Zn−フェライト、Mn−Zn−フェライト、Ba2Co2Fe12O22、Ba2Ni2Fe12O22、Ba2Zn2Fe12O22、Ba2Mn2Fe12O22、Ba2Zn2Fe12O22、Ba2Mn2Fe12O22、Ba2Mg2Fe12O22、Ba2Cu2Fe12O22、Ba2Co2Fe24O41等が挙げられる。これらフェライトは、1種類を単独で用いてもよし、2種類以上を組み合わせて用いてもよい。
【0055】
窒化物系磁性体としては、Fe2N、Fe3N、Fe4N、Fe16N2等が具体的に挙げられる。これら窒化物系軟磁性体は透磁率が高く、耐食性に優れるため、好適である。
なお、結合剤2に磁性体を蒸着させる際には、磁性体はプラズマあるいはイオン化された磁性体原子として結合剤2中に入り込むので、結合剤2中に微分散された磁性体の組成は、蒸着材料として用いた磁性体の組成比と必ずしも同一であるとは限らない。また、結合剤2の一部と反応し、強磁性体が常磁性体や反強磁性体になるなどの変化が生じる場合もある。
【0056】
一回の物理的蒸着操作による磁性体の蒸着質量は、磁性体単品の膜厚換算値で200nm以下が好ましい。これより厚いと、結合剤2が磁性体を包括する能力に達し、磁性体が結合剤2に分散できずに表面に堆積し、均質な導通性を有する連続したバルクの膜が生成してしまう。それゆえ、磁性体の蒸着質量は、100nm以下が好ましく、50nm以下がさらに好ましい。一方、伝導ノイズ抑制効果の点からは、磁性体の蒸着膜厚は0.5nm以上であることが好ましい。
ここで、蒸着質量は、ガラス、シリコン等の硬質基板上に同条件で磁性体を蒸着し、堆積した厚さを測定することによって求められる。
蒸着工程において用いられる基体5の厚さは、特に限定しないが、コンパクトな電磁波ノイズ抑制シートとするには薄いことが好ましい。
【0057】
(使用例)
図6は、半導体パッケージ32、チップ部品33および配線回路34を搭載したプリント基板31に、電磁波ノイズ抑制シート1を配設した一例を示す図である。電磁波ノイズ抑制シート1を半導体パッケージ32、チップ部品33および配線回路34に密着させることにより、半導体パッケージ32、チップ部品33および配線回路34から発生する伝導ノイズおよび放射ノイズを抑制する。
【0058】
電磁波ノイズ抑制シート1を電磁波ノイズ発生源上に配設する場合、基体側あるいは複合層側のどちらを電磁波ノイズ発生源に向けても構わない。好ましくは、基体側を電磁波ノイズ発生源上に向けた方が、複合層6の磁性体と電磁波吸収性粒子3との相乗効果により、内部減結合率が増大し、放射ノイズ抑制機能に優れるため好ましい。
【0059】
(作用)
以上説明した電磁波ノイズ抑制シート1にあっては、理論的には完全に明らかになっていないが、結合剤2と磁性体とが一体化された複合層6が形成されているので、少ない磁性体であっても、そのナノメーターレベルのヘテロ構造に由来する量子効果や、材料固有の磁気異方性、形状異方性、あるいは外部磁界による異方性などの影響で、高い共鳴周波数を持つ。これにより、優れた磁気特性を発揮し、少ない磁性体であっても、高い周波数帯域において、伝導ノイズ抑制効果を発揮することができる。
【0060】
また、基体5の結合剤2に電磁波吸収性粒子3を充填することにより、渦電流による電磁波の反射が抑えられ優れた放射ノイズ抑制効果を発揮することができる。
また、複合層6の磁性体と電磁波吸収性粒子3との相乗効果により、内部減結合率が増大し、放射ノイズ抑制効果が向上する。
【0061】
また、アスペクト比5以下の電磁波吸収性粒子3を使用することにより、結合剤2への電磁波吸収性粒子3の高充填化が可能となり、放射ノイズ抑制効果の向上を図ることができる。さらに、アスペクト比5以下の電磁波吸収性粒子3を使用することにより、基体5の張力および可撓性が低下が抑えられるので、得られる電磁波ノイズ抑制シート1は、薄肉化でき、機械的強度が高く、柔軟性に優れている。
【0062】
さらに、電磁波ノイズ抑制シート1の製造方法は、結合剤2およびアスペクト比5以下の電磁波吸収性粒子3を含有する電磁波吸収性組成物を成形して、電磁波吸収性粒子3が存在しないスキン層4を表面に有する基体5を製造する基体製造工程と;物理的蒸着法により基体のスキン層に磁性体を分散させて、基体5表面に複合層6を形成する蒸着工程とを有する方法であるので、電磁波ノイズ抑制シート1を容易に製造することができる。
【0063】
また、アスペクト比5以下の電磁波吸収性粒子3を使用することにより、基体5の張力および可撓性の低下が抑えられ、電磁波吸収性粒子3を高充填した電磁波吸収性組成物の押出成形法またはカレンダー成形法による基体5の連続成形、基体5の薄肉化、および成形後の基体5の巻き取りが可能となる。そして、スキン層4表面上への磁性体の連続蒸着を行うことができ、電磁波ノイズ抑制シート1の生産性の向上を図ることができる。
【実施例】
【0064】
以下、実施例を示す。
(評価)
断面観察:
(株)日立製作所製、透過型電子顕微鏡H9000NARを用いた。
剪断弾性率:
剪断弾性率は、粘弾性率測定装置として、レオメトリック・サイエンティフィック社製ソリッドアナライザーRSA−IIを用い、剪断モードにて、測定周波数1Hzの条件で測定した。
【0065】
基体の加工性:
製膜性を目視により評価した。
○:製膜が可能であり、基体の製造が可能であった場合。
×:製膜が不可能であり、基体の製造が不可能であった場合。
基体の巻き取り加工性:
基体を3インチ紙巻に巻き取り、基体中のクラックの発生または割れの発生を目視により確認した。
○:クラックまたは割れの発生が認められなかった場合。
×:クラックあるいは割れの発生が認められた場合。
【0066】
伝導ノイズ抑制効果:
キーコム(株)製、近傍界用電磁波吸収材料測定装置を用いて、Sパラメーター法によるS11(反射減衰量)およびS21(透過減衰量)を測定した。また、ロス電力比を評価した。ネットワークアナライザーとしては、アンリツ(株)製、ベクトルネットワークアナライザー37247Cを用い、50Ωのインピーダンスを持つマイクロストリップラインのテストフィクチャーとしては、キーコム(株)製、TF−3Aを用いた。
【0067】
放射ノイズ抑制効果:
図7に示すように、電磁波発信用マイクロループアンテナ41(キーコム(株)製、直径5mmのマイクロループアンテナ)および電磁波受信用マイクロループアンテナ42(日本電気真空硝子社製、磁界プローブCP−2S)を、スペクトラムアナライザ43((株)アドバンテスト製、商品名:R3132)に接続し、電磁波ノイズ抑制シートのテストシート44を挟むようにして、電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42をアンテナ間の最小間隔が2mmとなるように配置し、電磁波ノイズ抑制シートの相互減結合率を測定した。
【0068】
また、図8に示すように、電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42をアンテナ間の間隔が1mmとなるようにテストシート43の表面の同じ側に、テストシート44から100μmの間隔をあけて対向配置し、電磁波ノイズ抑制シートの内部減結合率を測定した。
【0069】
[実施例1]
(電磁波吸収性組成物の製造)
熱可塑性ポリウレタン樹脂およびFe−Al−Si系軟磁性金属(形状:球状、アスペクト比:1、平均粒子径:14.1μm)を表1に示す割合で混合し、温度200℃に加熱した加圧ニーダーで10分間溶融混練した。この混練物を室温まで冷却後、φ5mmのパンチングメタルを取り付けた粉砕機で粉砕し、電磁波吸収性組成物のペレット状成形物を得た。
【0070】
(基体の製造)
得られたペレット状成形物を、L/D=32、圧縮比3のフルフライトスクリューを取り付けたφ40mm汎用一軸押出機に供給し、シリンダー温度185℃〜205℃で溶融混練した。そして、温度210℃に加熱した幅500mmのTダイスより吐出し、20℃に温度調節した引き取りロールでシート化し、シート端部をスリットし、シート幅450mm、長さ100m、シート厚80μm、スキン層の平均厚さ0.57μmの電磁波ノイズ抑制シートの基体を製造した。3インチ紙巻に巻き取った基体には、クラックまたは割れの発生は認められなかった。
【0071】
(蒸着)
基体(スキン層の25℃における剪断弾性率:5.3×106 Pa)のスキン層に膜厚換算値で20nmのNi系軟磁性体金属を対向ターゲット型マグネトロンスパッタリング法により窒素ガス(流量:25sccm)を流通させながら物理的蒸着させ、複合層を形成し、電磁波ノイズ抑制シートを作製した。この際、基体の温度を25℃に保ち、蒸発粒子が8eVの粒子エネルギーを持つようにわずかに負の電圧を印加し、スパッタリングを行った。
得られた電磁波ノイズ抑制シートの複合層の一部をミクロトーム薄片にし、断面にイオンビームポリッシャーを施し、高分解能透過型電子顕微鏡により複合層の断面を観察した。複合層の膜厚は35nm(0.035μm)であった。
【0072】
得られた電磁波ノイズ抑制シートについて、伝導ノイズ抑制効果および放射ノイズ抑制効果の評価を行った。各測定は、電磁波ノイズ抑制シートから切り出した10cm×10cmのテストシートについて、基体側および複合層側からの両方について行った。1GHzにおける伝導ノイズ抑制効果および放射ノイズ抑制効果の評価結果を表1に示す。
また、0.05〜3.0GHzのS11(反射減衰量)およびS21(透過減衰量)の測定結果を図9に、0.05〜3.0GHzのロス電力比を図10に、100kHz〜2.0GHzの相互減結合率の測定結果を図11に、100kHz〜2.0GHzの内部減結合率の測定結果を図12に示す。
【0073】
図9において、○は入射電磁波量を基準(0)としたときの基体側から測定したS11(反射減衰量)を、●は基体側から測定したS21(透過減衰量)を示す。◇は入射電磁波量を基準(0)としたときの複合層側から測定したS11(反射減衰量)を、◆は複合層側から測定したS21(透過減衰量)を示す。
図10において、○は基体側から評価したロス電力比を、◇は複合層側から評価したロス電力比を示す。
図11において、○は基体側に電磁波発信用マイクロループアンテナ41を配置して測定した相互減結合率を、◇は複合層側に電磁波発信用マイクロループアンテナ41を配置して測定した相互減結合率を、□は銅箔を挟むようにして、電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を配置して測定した相互減結合率を示す。
図12において、○は基体側に電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を配置して測定した内部減結合率を、◇は複合層側に電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を配置して測定した内部減結合率を、□は電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を銅箔の表面の同じ側に配置して測定した内部減結合率を示す。
【0074】
[実施例2]
(電磁波吸収性組成物の製造)
シリコーンゴム(ビニル基含有ジメチルポリシロキサン)およびFe−Al−Si系軟磁性金属(形状:扁平状、アスペクト比:2.7、平均粒子径:33.5μm)を表1に示す割合で混合し、加圧ニーダーで10分間室温中で分散混合し、続いてミキシングロールを使用してシリコーンゴム100質量部に対してオルガノハイドロジェンポリシロキサン1.2質量部、アセチレンアルコール系反応制御剤0.1質量部を添加し、さらに白金族系触媒を2質量%アルコール溶液として0.2質量部を添加し、電磁波吸収性組成物を得た。
【0075】
(基体の製造)
得られた電磁波吸収性組成物を、L/D=12、圧縮比3のフルフライスクリューを取り付けたφ50mm単軸押出機で混練し、幅210mmのスリットダイス吐出し、このシート状成形物を温度350℃の加熱された長さ2mの縦型加熱炉を5m/分の速度で通過させ加硫し、幅200mm、厚さ100μm、長さ100m、スキン層の平均厚さ0.71μmの電磁波ノイズ抑制シートの基体を製造した。3インチ紙巻に巻き取った基体には、クラックまたは割れの発生は認められなかった。
【0076】
(蒸着)
基体(スキン層の25℃における剪断弾性率:2.3×104 Pa)のスキン層に膜厚換算値で30nmのFe−Ni系軟磁性体金属を対向ターゲット型マグネトロンスパッタリング法により窒素ガス(流量:50sccm)を流通させながら物理的蒸着させ、複合層を形成し、電磁波ノイズ抑制シートを作製した。この際、基体の温度を25℃に保ち、蒸発粒子が8eVの粒子エネルギーを持つようにわずかに負の電圧を印加し、スパッタリングを行った。
得られた電磁波ノイズ抑制シートの複合層の一部をミクロトーム薄片にし、断面にイオンビームポリッシャーを施し、高分解能透過型電子顕微鏡により複合層の断面を観察した。複合層の膜厚は70nm(0.070μm)であった。
【0077】
得られた電磁波ノイズ抑制シートについて、伝導ノイズ抑制効果および放射ノイズ抑制効果の評価を行った。各測定は、実施例1と同様の方法により行った。1GHzにおける伝導ノイズ抑制効果および放射ノイズ抑制効果の評価結果を表1に示す。
また、0.05〜3.0GHzのS11(反射減衰量)およびS21(透過減衰量)の測定結果を図13に、0.05〜3.0GHzのロス電力比を図14に、100kHz〜2.0GHzの相互減結合率の測定結果を図15に、100kHz〜2.0GHzの内部減結合率の測定結果を図16に示す。
【0078】
図13において、○は入射電磁波量を基準(0)としたときの基体側から測定したS11(反射減衰量)を、●は基体側から測定したS21(透過減衰量)を示す。◇は入射電磁波量を基準(0)としたときの複合層側から測定したS11(反射減衰量)を、◆は複合層側から測定したS21(透過減衰量)を示す。
図14において、○は基体側から評価したロス電力比を、◇は複合層側から評価したロス電力比を示す。
図15において、○は基体側に電磁波発信用マイクロループアンテナ41を配置して測定した相互減結合率を、◇は複合層側に電磁波発信用マイクロループアンテナ41を配置して測定した相互減結合率を、□は銅箔を挟むようにして、電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を配置して測定した相互減結合率を示す。
図16において、○は基体側に電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を配置して測定した内部減結合率を、◇は複合層側に電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を配置して測定した内部減結合率を、□は電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を銅箔の表面の同じ側に配置して測定した内部減結合率を示す。
【0079】
[実施例3]
(電磁波吸収性組成物の製造)
シリコーンゴム(ビニル基含有ジメチルポリシロキサン)およびカルボニル鉄(形状:球状、アスペクト比:1、平均粒子径:4.1μm)を表1に示す割合で混合し、加圧ニーダーで10分間室温中で分散混合し、続いてミキシングロールを使用してシリコーンゴム100質量部に対してオルガノハイドロジェンポリシロキサン1.2質量部、アセチレンアルコール系反応制御剤0.1質量部を添加し、さらに白金族系触媒を2質量%アルコール溶液として0.2質量部を添加し、電磁波吸収性組成物を得た。
【0080】
(基体の製造)
電磁波吸収性組成物を、逆L型4本ロールのカレンダー成形機を用いて、カレンダーロール温度20℃でシート状に圧延加工し、ポリエチレンテレフタレートフィルム(フィルム厚:50μm)上にシート状に製膜し、温度150℃に加熱された長さ10mの横型加熱炉中を2m/分の速度で通過させ、加硫し、幅200mmの基体を長さ100m、3インチ紙巻に巻き取った。得られた基体の厚さは200μm、スキン層の平均厚さは0.97μmであった。3インチ紙巻に巻き取った基体には、クラックまたは割れの発生は認められなかった。
【0081】
(蒸着)
基体(スキン層の25℃における剪断弾性率:2.3×104 Pa)のスキン層に膜厚換算値で50nmのFe系軟磁性体金属を対向ターゲット型マグネトロンスパッタリング法により物理的蒸着させ、複合層を形成し、電磁波ノイズ抑制シートを作製した。この際、基体の温度を25℃に保ち、蒸発粒子が8eVの粒子エネルギーを持つようにわずかに負の電圧を印加し、スパッタリングを行った。
得られた電磁波ノイズ抑制シートの複合層の一部をミクロトーム薄片にし、断面にイオンビームポリッシャーを施し、高分解能透過型電子顕微鏡により複合層の断面を観察した。複合層の膜厚は90nm(0.090μm)であった。
【0082】
得られた電磁波ノイズ抑制シートについて、ポリエチレンテレフタレートフィルムを取り除き、伝導ノイズ抑制効果および放射ノイズ抑制効果の評価を行った。各測定は、実施例1と同様の方法により行った。1GHzにおける伝導ノイズ抑制効果および放射ノイズ抑制効果の評価結果を表1に示す。
また、0.05〜3.0GHzのS11(反射減衰量)およびS21(透過減衰量)の測定結果を図17に、0.05〜3.0GHzのロス電力比を図18に、100kHz〜2.0GHzの相互減結合率の測定結果を図19に、100kHz〜2.0GHzの内部減結合率の測定結果を図20に示す。
【0083】
図17において、○は入射電磁波量を基準(0)としたときの基体側から測定したS11(反射減衰量)を、●は基体側から測定したS21(透過減衰量)を示す。◇は入射電磁波量を基準(0)としたときの複合層側から測定したS11(反射減衰量)を、◆は複合層側から測定したS21(透過減衰量)を示す。
図18において、○は基体側から評価したロス電力比を、◇は複合層側から評価したロス電力比を示す。
図19において、○は基体側に電磁波発信用マイクロループアンテナ41を配置して測定した相互減結合率を、◇は複合層側に電磁波発信用マイクロループアンテナ41を配置して測定した相互減結合率を、□は銅箔を挟むようにして、電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を配置して測定した相互減結合率を示す。
図20において、○は基体側に電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を配置して測定した内部減結合率を、◇は複合層側に電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を配置して測定した内部減結合率を、□は電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を銅箔の表面の同じ側に配置して測定した内部減結合率を示す。
【0084】
[実施例4]
(電磁波吸収性組成物の製造)
シリコーンゴム(2液型)およびシランカップリング剤で表面処理を施したFe−Al−Si系軟磁性金属(形状:扁平状、アスペクト比:4.1、平均粒子径:15.3μm)を表2に示す割合で混合し、加圧ニーダーで10分間室温中で分散混合し、電磁波吸収性組成物を得た。
【0085】
(基体の製造)
電磁波吸収性組成物を、逆L型4本ロールのカレンダー成形機を用いて、カレンダーロール温度20℃でシート状に圧延加工し、ポリエチレンテレフタレートフィルム(フィルム厚:50μm)上にシート状に製膜し、温度150℃に加熱された長さ10mの横型加熱炉中を2.5m/分の速度で通過させ、加硫し、幅200mmの基体を長さ100m、3インチ紙巻に巻き取った。得られた基体は、表面に平均厚さ0.87μmのスキン層を有する厚さ200μmのものであった。3インチ紙巻に巻き取った基体には、クラックまたは割れの発生は認められなかった。
【0086】
(蒸着)
基体(スキン層の25℃における剪断弾性率:1.10×104 Pa)のスキン層に膜厚換算値で50nmのNi系軟磁性体金属を対向ターゲット型マグネトロンスパッタリング法により物理的蒸着させ、複合層を形成し、電磁波ノイズ抑制シートを作製した。この際、基体の温度を25℃に保ち、蒸発粒子が8eVの粒子エネルギーを持つようにわずかに負の電圧を印加し、スパッタリングを行った。
得られた電磁波ノイズ抑制シートの複合層の一部をミクロトーム薄片にし、断面にイオンビームポリッシャーを施し、高分解能透過型伝顕微鏡により複合層の断面を観察した。
複合層の膜厚は110nm(0.11μm)であった。
【0087】
得られた電磁波ノイズ抑制シートについて、ポリエチレンテレフタレートフィルムを取り除き、伝導ノイズ抑制効果および放射ノイズ抑制効果の評価を行った。各測定は、実施例1と同様の方法により行った。1GHzにおける伝導ノイズ抑制効果および放射ノイズ抑制効果の評価結果を表2に示す。
また、0.05〜3.0GHzのS11(反射減衰量)およびS21(透過減衰量)の測定結果を図21に、0.05〜3.0GHzのロス電力比を図22に、100kHz〜2.0GHzの相互減結合率の測定結果を図23に、100kHz〜2.0GHzの内部減結合率の測定結果を図24に示す。
【0088】
図21において、○は入射電磁波量を基準(0)としたときの基体側から測定したS11(反射減衰量)を、●は基体側から測定したS21(透過減衰量)を示す。◇は入射電磁波量を基準(0)としたときの複合層側から測定したS11(反射減衰量)を、◆は複合層側から測定したS21(透過減衰量)を示す。
図22において、○は基体側から評価したロス電力比を、◇は複合層側から評価したロス電力比を示す。
図23において、○は基体側に電磁波発信用マイクロループアンテナ41を配置して測定した相互減結合率を、◇は複合層側に電磁波発信用マイクロループアンテナ41を配置して測定した相互減結合率を、□は銅箔を挟むようにして、電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を配置して測定した相互減結合率を示す。
図24において、○は基体側に電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を配置して測定した内部減結合率を、◇は複合層側に電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を配置して測定した内部減結合率を、□は電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を銅箔の表面の同じ側に配置して測定した内部減結合率を示す。
【0089】
[比較例1〜4]
実施例1〜4における、複合層を形成する前の基体について、伝導ノイズ抑制効果および放射ノイズ抑制効果を測定した。なお、比較例3、4は、ポリエチレンテレフタレートフィルムを取り除き測定した。各測定は、実施例1と同様の方法により行った。1GHzにおける伝導ノイズ抑制効果および放射ノイズ抑制効果の評価結果を表3に示す。
【0090】
比較例1の0.05〜3.0GHzのS11(反射減衰量)およびS21(透過減衰量)の測定結果を図25に、0.05〜3.0GHzのロス電力比を図26に、100kHz〜2.0GHzの相互減結合率を測定結果を図27に、100kHz〜2.0GHzの内部減結合率の測定結果を図28に示す。
図25において、○は入射電磁波量を基準(0)としたときの反射減衰量を、●は透過減衰量を示す。
図27において、○は比較例1の相互減結合率を、□は銅箔の相互減結合率を示す。
図28において、○は比較例1の内部減結合率を、□は銅箔の内部減結合率を示す。
【0091】
比較例2の0.05〜3.0GHzのS11(反射減衰量)およびS21(透過減衰量)の測定結果を図29に、0.05〜3.0GHzのロス電力比を図30に、100kHz〜2.0GHzの相互減結合率を測定結果を図31に、100kHz〜2.0GHzの内部減結合率の測定結果を図32に示す。
図29において、○は入射電磁波量を基準(0)としたときの反射減衰量を、●は透過減衰量を示す。
図31において、○は比較例2の相互減結合率を、□は銅箔の相互減結合率を示す。
図32において、○は比較例2の内部減結合率を、□は銅箔の内部減結合率を示す。
【0092】
比較例3の0.05〜3.0GHzのS11(反射減衰量)およびS21(透過減衰量)の測定結果を図33に、0.05〜3.0GHzのロス電力比を図34に、100kHz〜2.0GHzの相互減結合率を測定結果を図35に、100kHz〜2.0GHzの内部減結合率の測定結果を図36に示す。
図33において、○は入射電磁波量を基準(0)としたときの反射減衰量を、●は透過減衰量を示す。
図35において、○は比較例3の相互減結合率を、□は銅箔の相互減結合率を示す。
図36において、○は比較例3の内部減結合率を、□は銅箔の内部減結合率を示す。
【0093】
比較例4の0.05〜3.0GHzのS11(反射減衰量)およびS21(透過減衰量)の測定結果を図37に、0.05〜3.0GHzのロス電力比を図38に、100kHz〜2.0GHzの相互減結合率を測定結果を図39に、100kHz〜2.0GHzの内部減結合率の測定結果を図40に示す。
図37において、○は入射電磁波量を基準(0)としたときの反射減衰量を、●は透過減衰量を示す。
図39において、○は比較例3の相互減結合率を、□は銅箔の相互減結合率を示す。
図40において、○は比較例3の内部減結合率を、□は銅箔の内部減結合率を示す。
【0094】
[比較例5]
シリコーンゴム(ビニル基含有ジメチルポリシロキサン)100質量部に、オルガノハイドロジェンポリシロキサン1.2質量部、白金族系触媒の2質量%アルコール溶液0.2質量部、アセチレンアルコール系反応制御剤0.1質量部を添加し、ミキシングロールで分散、混合し、シリコーン組成物を得た。このシリコーン組成物をトルエン溶液(濃度:20質量%)とし、ポリエチレンテレフタレートフィルム(厚さ:50μm)上に加熱乾燥後のシリコーンゴムの厚さが20μmとなるように塗布した。120℃で、1時間加熱し、シリコーンゴム−ポリエチレンテレフタレート複層フィルム(シリコーンゴムのスキン層の平均厚さ0.63μm、シリコーンゴムの25℃における剪断弾性率:2.3×104 Pa)を得た。得られた複層フィルムのシリコーンゴム上に、膜厚換算値で20nmのNi系軟磁性体金属を、対向ターゲット型マグネトロンスパッタリング法により物理的蒸着させ複合層を形成し、電磁波ノイズ抑制シートを得た。この際、シリコーンゴムの温度を25℃に保ち、8eVのエネルギーを持つようわずかに負の電圧を印加し、スパッタリングを行った。
【0095】
得られた電磁波ノイズ抑制シートの複合層の一部をミクロトームで薄片にし、断面にイオンビームポリッシャーを施し、高分解能透過型電子顕微鏡により複合層の断面を観察した。複合層の厚さは50nm(0.050μm)であった。
【0096】
得られた電磁波ノイズ抑制シートについて、伝導ノイズ抑制効果および放射ノイズ抑制効果の評価を行った。各測定は、実施例1と同様の方法により行った。1GHzにおける伝導ノイズ抑制効果および放射ノイズ抑制効果の評価結果を表4に示す。
また、0.05〜3.0GHzのS11(反射減衰量)およびS21(透過減衰量)の測定結果を図41に、0.05〜3.0GHzの複合層側のロス電力比を図42に、100kHz〜2.0GHzの相互減結合率の測定結果を図43に、100kHz〜2.0GHz内部減結合率の測定結果を図44に示す。
【0097】
図41において、◇は入射電磁波量を基準(0)としたときの複合層側から測定したS11(反射減衰量)を、◆は複合層側から測定したS21(透過減衰量)を示す。
図43において、◇は比較例4の複合層側に電磁波発信用マイクロループアンテナ41を配置して測定した相互減結合率を、□は銅箔を挟むようにして、電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を配置して測定した相互減結合率を示す。
図44において、◇は比較例4の複合層側に電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を配置して測定した内部減結合率を示し、□は電磁波発信用マイクロループアンテナ41および電磁波受信用マイクロループアンテナ42を銅箔の表面の同じ側に配置して測定した内部減結合率を示す。
【0098】
[比較例6]
(電磁波吸収性組成物の製造)
熱可塑性ポリウレタン樹脂およびFe−Al−Si系軟磁性金属(形状:扁平状、アスペクト比:7.5、平均粒子径:33.5μm)を表4に示す割合で混合し、温度200℃に加熱した加圧ニーダーで10分間溶融混練した。この混練物を室温まで冷却後、φ5mmのパンチングメタルを取り付けた粉砕機で粉砕し、電磁波吸収性組成物のペレット状成形物を製造した。
【0099】
(基体の製造)
得られた電磁波吸収性組成物のペレット状成形物を、L/D=32、圧縮比3のフルフライトスクリューを取り付けたφ40mm汎用一軸押出機に供給し、シリンダー温度185℃〜205℃で溶融混練した。そして、温度210℃に加熱した幅500mmのダイスより吐出した。電磁波吸収性組成物は、張力が乏しいため、吐出直後に切れてしまい、基体を製造することができなかった。
【0100】
[比較例7]
(電磁波吸収性組成物の製造)
シリコーンゴム(ビニル基含有ジメチルポリシロキサン)およびFe―Cr系軟磁性体金属(形状:扁平状、アスペクト比:9.2、平均粒子径:16.5μm)を表4に示す割合で混合し、加圧ニーダーで10分間室温中で分散混合し、続いてミキシングロールを使用してシリコーンゴム100質量部に対してオルガノハイドロジェンポリシロキサン1.2質量部、アセチレンアルコール系反応制御剤0.1質量部添加し、さらに白金族系触媒を2質量%アルコール溶液として0.2質量部を添加し、電磁波吸収性組成物を得た。
【0101】
(基体の製造)
電磁波吸収性組成物を、逆L型4本ロールのカレンダー成形機を用いて、カレンダーロール温度20℃でシート状に圧延加工し、ポリエチレンテレフタレートフィルム(フィルム厚:50μm)上にシート状に製膜し、温度150℃に加熱された長さ10mの横型加熱炉中を2m/分の速度で通過させ、加硫し、3インチ紙巻に巻き取ろうとしたが、基体は可撓性乏しいためクラックの発生し、割れてしまい巻き取ることができなかった。
【0102】
[比較例8]
銅箔(厚さ:15μm)について、放射ノイズ抑制効果の評価を行った。各測定は、実施例1と同様の方法により行った。1GHzにおける放射ノイズ抑制効果の評価結果を表4に示す。
【0103】
【表1】
【0104】
【表2】
【0105】
【表3】
【0106】
【表4】
【0107】
表1および図9〜24に示すように、実施例1〜4で得られた電磁波ノイズ抑制シートはいずれも周波数1GHzのときロス電力比が0.3以上、相互減結合率が−1dB以上、内部減結合率が−1dB以上であり、伝導ノイズ抑制効果および放射ノイズ抑制効果に優れていることが確認された。また、基体側から内部減結合率を測定した場合、複合層側から内部減結合率を測定した場合と比較して、内部減結合率は、複合層の磁性体と電磁波吸収性粒子の相乗効果により、基体側の方が複合層側より10%以上優れていた。
【0108】
比較例1〜4は、電磁波吸収性粒子を結合剤中に単に分散、混合しているだけであるため、1GHzにおける放射ノイズ抑制特性は、相互減結合率および内部減結合率とも−1dB以上であったが、パワーロス値は0.11以下であり、伝導ノイズ抑制効果は低かった。
また、比較例5は結合剤上に対向ターゲット型マグネトロンスパッタリング法でNi系軟磁性体金属を蒸着したものであり、1GHzにおけるロス電力比は0.3以上であり、良好な伝導ノイズ抑制効果を有していたが、相互減結合率が−1dB以下、内部減結合率は、銅箔と同様にプラス側であり二次放射ノイズが発生した。
【0109】
また、実施例1〜4のアスペクト比5以下の電磁波吸収性粒子を使用した電磁波吸収性組成物より得られた基体は、電磁波吸収性組成物の張力および可撓性が失われていないため、押出成形法およびカレンダー成形法による連続成形が可能であった。一方、比較例6および比較例7は、アスペクト比が5を超える電磁波吸収性粒子を使用したため、電磁波吸収性組成物の張力または可撓性に乏しく、押出成形法またはカレンダー成形法により基体を連続的に製造することができなかった。
【産業上の利用可能性】
【0110】
本発明の電磁波ノイズ抑制シートは、伝導ノイズ抑制機能および放射ノイズ抑制機能の二つの優れた電磁波ノイズ抑制機能を有する薄型で軽量な電磁波ノイズ抑制シートであるので、近年の電子部品、電気機器の小型化、軽量化、多機能化に対応することが可能となる。
【図面の簡単な説明】
【0111】
【図1】本発明の電磁波ノイズ抑制シートの一例を示す概略断面図である。
【図2】本発明の電磁波ノイズ抑制シートの他の例を示す概略断面図である。
【図3】本発明の電磁波ノイズ抑制シートの他の例を示す概略断面図である。
【図4】本発明の電磁波ノイズ抑制シートにおける複合層の高分解能透過型電子顕微鏡像である。
【図5】複合層の近傍の一例を示す模式図である。
【図6】本発明の電磁波ノイズ抑制シートと電子部品を搭載したプリント基板の一例を示す断面図である。
【図7】相互減結合率の測定装置を示す概略図である。
【図8】内部減結合率の測定装置を示す概略図である。
【図9】実施例1の電磁波ノイズ抑制シートのS11(反射減衰量)およびS21(透過減衰量)を示すグラフである。
【図10】実施例1の電磁波ノイズ抑制シートのロス電力比を示すグラフである。
【図11】実施例1の電磁波ノイズ抑制シートおよび銅箔の相互減結合率を示すグラフである。
【図12】実施例1の電磁波ノイズ抑制シートおよび銅箔の内部減結合率を示すグラフである。
【図13】実施例2の電磁波ノイズ抑制シートのS11(反射減衰量)およびS21(透過減衰量)を示すグラフである。
【図14】実施例2の電磁波ノイズ抑制シートのロス電力比を示すグラフである。
【図15】実施例2の電磁波ノイズ抑制シートおよび銅箔の相互減結合率を示すグラフである。
【図16】実施例2の電磁波ノイズ抑制シートおよび銅箔の内部減結合率を示すグラフである。
【図17】実施例3の電磁波ノイズ抑制シートのS11(反射減衰量)およびS21(透過減衰量)を示すグラフである。
【図18】実施例3の電磁波ノイズ抑制シートのロス電力比を示すグラフである。
【図19】実施例3の電磁波ノイズ抑制シートおよび銅箔の相互減結合率を示すグラフである。
【図20】実施例3の電磁波ノイズ抑制シートおよび銅箔の内部減結合率を示すグラフである。
【図21】実施例4の電磁波ノイズ抑制シートのS11(反射減衰量)およびS21(透過減衰量)を示すグラフである。
【図22】実施例4の電磁波ノイズ抑制シートのロス電力比を示すグラフである。
【図23】実施例4の電磁波ノイズ抑制シートおよび銅箔の相互減結合率を示すグラフである。
【図24】実施例4の電磁波ノイズ抑制シートおよび銅箔の内部減結合率を示すグラフである。
【図25】比較例1の基体のS11(反射減衰量)およびS21(透過減衰量)を示すグラフである。
【図26】比較例1の基体のロス電力比を示すグラフである。
【図27】比較例1の基体および銅箔の相互減結合率を示すグラフである。
【図28】比較例1の基体および銅箔の内部減結合率を示すグラフである。
【図29】比較例2の基体のS11(反射減衰量)およびS21(透過減衰量)を示すグラフである。
【図30】比較例2の基体のロス電力比を示すグラフである。
【図31】比較例2の基体および銅箔の相互減結合率を示すグラフである。
【図32】比較例2の基体および銅箔の内部減結合率を示すグラフである。
【図33】比較例3の基体のS11(反射減衰量)およびS21(透過減衰量)を示すグラフである。
【図34】比較例3の基体のロス電力比を示すグラフである。
【図35】比較例3の基体および銅箔の相互減結合率を示すグラフである。
【図36】比較例3の基体および銅箔の内部減結合率を示すグラフである。
【図37】比較例4の基体のS11(反射減衰量)およびS21(透過減衰量)を示すグラフである。
【図38】比較例4の基体のロス電力比を示すグラフである。
【図39】比較例4の基体および銅箔の相互減結合率を示すグラフである。
【図40】比較例4の基体および銅箔の内部減結合率を示すグラフである。
【図41】比較例5の電磁波ノイズ抑制シートのS11(反射減衰量)およびS21(透過減衰量)を示すグラフである。
【図42】比較例5の電磁波ノイズ抑制シートのロス電力比を示すグラフである。
【図43】比較例5の電磁波ノイズ抑制シートおよび銅箔の相互減結合率を示すグラフである。
【図44】比較例5の電磁波ノイズ抑制シートおよび銅箔の内部減結合率を示すグラフである。
【符号の説明】
【0112】
1 電磁波ノイズ抑制シート
2 結合剤
3 電磁波吸収性粒子
4 スキン層
5 基体
6 複合層
10 電磁波ノイズ抑制シート
20 電磁波ノイズ抑制シート
【特許請求の範囲】
【請求項1】
結合剤およびアスペクト比が5以下の電磁波吸収性粒子を含有する基体と、
基体の結合剤の一部と磁性体とが一体化してなる複合層と
を有することを特徴とする電磁波ノイズ抑制シート。
【請求項2】
基体が、その表面に電磁波吸収性粒子が存在しないスキン層を有し、
複合層が、物理的蒸着法により、スキン層に磁性体を分散させてなる層であることを特徴とする請求項1記載の電磁波ノイズ抑制シート。
【請求項3】
複合層の厚さが、0.005〜0.3μmであることを特徴とする請求項1または請求項2記載の電磁波ノイズ抑制シート。
【請求項4】
結合剤が、樹脂またはゴムであることを特徴とする請求項1ないし3いずれか一項に記載の電磁波ノイズ抑制シート。
【請求項5】
1GHzにおけるロス電力比が、0.3〜0.95であることを特徴とする請求項1ないし4いずれか一項に記載の電磁波ノイズ抑制シート。
【請求項6】
1GHzにおける相互減結合率が−1dB以上であり、かつ1GHzにおける内部減結合率が−1dB以上であることを特徴とする請求項1ないし5いずれか一項に記載の電磁波ノイズ抑制シート。
【請求項7】
結合剤およびアスペクト比が5以下の電磁波吸収性粒子を含有する電磁波吸収性組成物を成形して、電磁波吸収性粒子が存在していないスキン層を表面に有する基体を製造する基体製造工程と、
物理的蒸着法により基体のスキン層に磁性体を分散させて、基体表面に複合層を形成する蒸着工程と
を有することを特徴とする電磁波ノイズ抑制シートの製造方法。
【請求項8】
電磁波吸収性組成物を押出成形法またはカレンダー成形法にて成形することを特徴とする請求項7記載の電磁波ノイズ抑制シートの製造方法。
【請求項9】
請求項1ないし6いずれか一項に記載の電磁波ノイズ抑制シートを電磁波ノイズの発生源上に配設することを特徴とする電磁波ノイズ抑制シートの使用方法。
【請求項10】
基体側を電磁波ノイズの発生源に向けて電磁波ノイズ抑制シートを配設することを特徴とする請求項11記載の電磁波ノイズ抑制シートの使用方法。
【請求項1】
結合剤およびアスペクト比が5以下の電磁波吸収性粒子を含有する基体と、
基体の結合剤の一部と磁性体とが一体化してなる複合層と
を有することを特徴とする電磁波ノイズ抑制シート。
【請求項2】
基体が、その表面に電磁波吸収性粒子が存在しないスキン層を有し、
複合層が、物理的蒸着法により、スキン層に磁性体を分散させてなる層であることを特徴とする請求項1記載の電磁波ノイズ抑制シート。
【請求項3】
複合層の厚さが、0.005〜0.3μmであることを特徴とする請求項1または請求項2記載の電磁波ノイズ抑制シート。
【請求項4】
結合剤が、樹脂またはゴムであることを特徴とする請求項1ないし3いずれか一項に記載の電磁波ノイズ抑制シート。
【請求項5】
1GHzにおけるロス電力比が、0.3〜0.95であることを特徴とする請求項1ないし4いずれか一項に記載の電磁波ノイズ抑制シート。
【請求項6】
1GHzにおける相互減結合率が−1dB以上であり、かつ1GHzにおける内部減結合率が−1dB以上であることを特徴とする請求項1ないし5いずれか一項に記載の電磁波ノイズ抑制シート。
【請求項7】
結合剤およびアスペクト比が5以下の電磁波吸収性粒子を含有する電磁波吸収性組成物を成形して、電磁波吸収性粒子が存在していないスキン層を表面に有する基体を製造する基体製造工程と、
物理的蒸着法により基体のスキン層に磁性体を分散させて、基体表面に複合層を形成する蒸着工程と
を有することを特徴とする電磁波ノイズ抑制シートの製造方法。
【請求項8】
電磁波吸収性組成物を押出成形法またはカレンダー成形法にて成形することを特徴とする請求項7記載の電磁波ノイズ抑制シートの製造方法。
【請求項9】
請求項1ないし6いずれか一項に記載の電磁波ノイズ抑制シートを電磁波ノイズの発生源上に配設することを特徴とする電磁波ノイズ抑制シートの使用方法。
【請求項10】
基体側を電磁波ノイズの発生源に向けて電磁波ノイズ抑制シートを配設することを特徴とする請求項11記載の電磁波ノイズ抑制シートの使用方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【図34】
【図35】
【図36】
【図37】
【図38】
【図39】
【図40】

【図41】
【図42】
【図43】
【図44】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【図34】
【図35】
【図36】
【図37】
【図38】
【図39】
【図40】
【図41】
【図42】
【図43】
【図44】
【公開番号】特開2006−93416(P2006−93416A)
【公開日】平成18年4月6日(2006.4.6)
【国際特許分類】
【出願番号】特願2004−277171(P2004−277171)
【出願日】平成16年9月24日(2004.9.24)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成18年4月6日(2006.4.6)
【国際特許分類】
【出願日】平成16年9月24日(2004.9.24)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]