
電磁波遮蔽用編物シート及び電磁波遮蔽用成型体
【課題】 電磁波遮蔽性を有する3次元の立体樹脂成型体の製造において、樹脂との一体成型加工が容易で充分な電磁波遮蔽性を有する電磁波遮蔽用編物シートおよびこの電磁波遮蔽用編物シートを用いた立体樹脂成型体を提供する。
【解決手段】 金属線と合繊糸を並列に並べて緯編で編んだ電磁波遮蔽用編物シートとすることにより、合繊糸の持つ弾性により、柔軟性に富み、また編物特有の網目の変形による高い伸縮性を有し、同時に電磁波遮蔽性を有する編物シートを得る。この編物シートの柔軟性および高い伸縮性により3次元の立体樹脂成型体の成型時に一体成型加工が極めて容易になり、複雑な形状の電磁波遮蔽性を有する3次元立体成型物を得ることが可能となる。
【解決手段】 金属線と合繊糸を並列に並べて緯編で編んだ電磁波遮蔽用編物シートとすることにより、合繊糸の持つ弾性により、柔軟性に富み、また編物特有の網目の変形による高い伸縮性を有し、同時に電磁波遮蔽性を有する編物シートを得る。この編物シートの柔軟性および高い伸縮性により3次元の立体樹脂成型体の成型時に一体成型加工が極めて容易になり、複雑な形状の電磁波遮蔽性を有する3次元立体成型物を得ることが可能となる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電磁波発生体からの電磁波を遮蔽するための電磁波遮蔽部材及び電磁波遮蔽用成型体に関する。
【背景技術】
【0002】
近年、様々な電子機器が普及するに伴い、これらの機器から発生する電磁波が生体に与える悪影響や他の電子製品への誤作動等の影響が懸念されている。そして、その防止策として電磁波遮蔽材が広く用いられている。
【0003】
電磁波遮蔽材の主な製造方法としては、金属材を用いる方法や、導電性塗料を塗布する方法や、めっき又はスパッタリングにより金属の被膜を形成する方法や、樹脂に導電性材料を練り混む方法や、電磁波遮蔽用のシート又は金網を接着することで導電性皮膜を形成する方法などが用いられている。
【0004】
しかしながら、凹凸や曲面部分のある3次元の立体成型品に電磁波遮蔽の加工を行う場合は、金属材では重量が重くなるのみならず、加工工程が多くなり、生産性や製造コストが増大する等の難点がある。
【0005】
また、導電性塗料を塗布したり、めっきやスパッタリングで金属の被膜を形成する方法では、複雑な立体形状に塗膜や被膜を均一に形成するのが困難であったり、塗膜や被膜との成型品の密着強度が充分でなく、部分剥離を起こす等の、電磁波遮蔽性能や、耐久性や、量産性や、製造コストの面で種々の問題がある。
【0006】
また、導電性材料を樹脂に練り込み成型することで成型品自体に導電性を与えるという方法は、量産性に富み作業工程も短縮できるという利点があるが、電磁波遮蔽性能を充分引き出すには、導電性材料の含有率を高くする必要があり、樹脂強度や、成型性や、製造コスト等に問題がある。また、シートや金網を3次元の立体成型品にシワや折り目を生じないよう接着することは困難である。
【0007】
さらに、電磁波発生体の多くは発熱性であり、電磁波発生体を覆う電磁波遮蔽材には、放熱用の多数の孔を必要とする場合が多い。この放熱用の孔は、発生する熱を蓄積させない充分な開口率を要すると共に、この孔から埃などの塵埃が内部に入り込まぬようフィルター機能を有する必要がある。
【0008】
このようなフィルター機能の付与は、従来の技術における製造工程数や、成型性や、樹脂強度や、製造コストなどの問題をより困難なものとしている。
【0009】
このようなフィルター機能を有する電磁波遮蔽材としては、炭素繊維などの不織布が用いられている。しかしながら、放熱性能が充分でないため、電磁波発生体が、発熱性の場合には用いることが難しい。
【0010】
以上の問題点を解決する方法として、化学繊維と化学繊維に金属めっきをかけた糸を編物とすることで柔軟性のある電磁波遮蔽シートを提供する方法が提案されている(例えば特許文献1参照)。
【0011】
また、布地を編成後に、布地の表面に導電膜を被着し、電磁波シールド性シートを構成することで、電磁波シールド性シートと合成樹脂の成型体とを一体化する際にシワの発生を防止することを可能とした電磁波シールド体が提案されている(例えば特許文献2参照)。
【特許文献1】特開平11−97885号公報
【特許文献2】特開2000−49489号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
しかしながら、合成繊維と合成繊維に金属めっきをかけた糸を編物とする方法では、金属めっきをかけた合繊糸を製編するため、製編時のめっき剥がれと、成型時に張力がかかったときのめっき剥がれが問題となる。
【0013】
また、金属はめっき部だけであるため、合繊糸を増やすと柔軟性に富むが、しかしながら、柔軟性を求めるために合繊糸を増やすと電磁波遮蔽性能が乏しくなるという欠点がある。
【0014】
また、糸を編成後に、布地の表面に導電膜を被着し、電磁波シールド性シートを構成する方法でも、使用する合繊糸は、やはり表面に無電解めっきやスパッタリングなどで導電膜をつけたものであるので、導電膜の剥離の問題がある上に、金属糸を使った電磁波遮蔽シートよりは電磁波遮蔽性能が劣ることとなる。
【0015】
本発明は、このような従来の問題を解決するためになされたもので、電磁波遮蔽性を有する3次元の立体樹脂成型体の製造において、工程数が少なく、樹脂との一体成型加工が容易で充分な電磁波遮蔽性およびフィルター機能を有する電磁波遮蔽用編物シートおよび、この電磁波遮蔽用編物シートを用いた樹脂との密着性に優れた立体樹脂成型体を提供しようとするものである。
【課題を解決するための手段】
【0016】
第1の発明は、導電性の金属糸と非導電性の合繊糸とを並列に並べて編んだ編物からなることを特徴とする電磁波遮蔽用編物シートである。
【0017】
また、第2の発明は、第1の発明において、前記編物は、緯編みにより編んで形成されたことを特徴とする電磁波遮蔽用編物シートである。
【0018】
また、第3の発明は、第1または第2の発明において、前記金属糸が、銅、銀、ニッケル、錫、又はステンレスから選ばれた少なくとも1種以上をその成分に含有することを特徴とする電磁波遮蔽用編物シートである。
【0019】
また、第4の発明は、第1ないし第3の発明において、前記金属糸の糸径は、10〜100μmであることを特徴とする電磁波遮蔽用編物シートである。
【0020】
また、第5の発明は、第1ないし第4の発明において、前記合繊糸の糸径は、20〜200μmであることを特徴とする電磁波遮蔽用編物シートである。
【0021】
また、第6の発明は、第1ないし第5の発明において、前記編物は、開口率が10〜80%となるように形成されたことを特徴とする電磁波遮蔽用編物シートである。
【0022】
また、第7の発明は、第1ないし第6の発明において、金属の薄膜が、前記編物の表面の少なくとも一部に形成されたことを特徴とする電磁波遮蔽用編物シートである。
【0023】
また、第8の発明は、第1から第7のいずれかの発明の電磁波遮蔽用編物シートと、樹脂からなる立体成型体とが一体成型されてなることを特徴とする電磁波遮蔽用成型体である。
【発明の効果】
【0024】
本発明の電磁波遮蔽用編物シートは、導電性金属と合繊の糸を並列に編むことで、従来の電磁波遮蔽用シートにはなかった柔軟性をもち、その柔軟性によって、樹脂との一体成型時に3次元の立体樹脂成型体とも容易に高い密着性をもつことができる。
【発明を実施するための最良の形態】
【0025】
以下に、本発明の電磁波遮蔽用編物シートの各実施形態を、図を参照して説明する。
【0026】
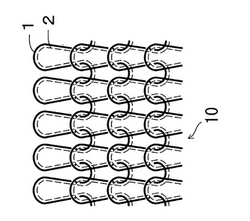
図1は、本発明の第1実施形態の電磁波遮蔽用編物シートの模式図である。本図において、黒色で表した線は導電性の金属糸1を表し、点線で表した線は非導電性の合繊糸2を表す。
【0027】
本実施形態の電磁波遮蔽用編物シート10は、これら金属糸1と合繊糸2を、それぞれ1本ずつ並行に並べ、2本を同時に、通称シングル編み又は、天竺編みと呼ばれる、平編みに編んで形成されたものである。平編みは、編物の基本的な形であり、製編が容易であるため、製編機の種類を問わず、簡単にすばやく大量生産ができる。
【0028】
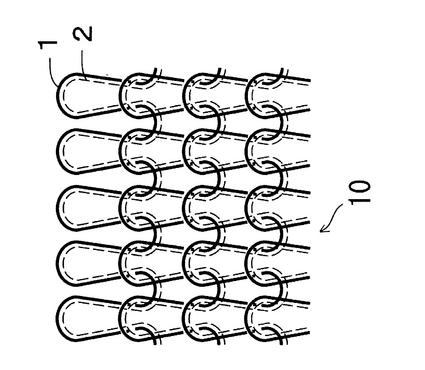
図2は、本発明の第2実施形態の電磁波遮蔽用編物シートの模式図である。本図において、黒色で表した線は導電性の金属糸1を表し、点線で表した線は非導電性の合繊糸2を表す。
【0029】
本実施形態の電磁波遮蔽用編物シート20は、金属糸1と合繊糸2をそれぞれ1本ずつ並行に並べ、2本を同時に通称スムース編み、メリジアン編み、インターロック編み、ダブルリブ編みの名称で呼ばれる両面編みで編んで形成されたものである。
【0030】
両面編みは、平編みよりも同じゲージ数(1インチ(2.54cm)間の編針の本数のことをいう。)の場合でも目が緻密で、表裏両面とも比較的平滑であるため、2次元や2次元に近い立体樹脂成型体に好適である。
【0031】
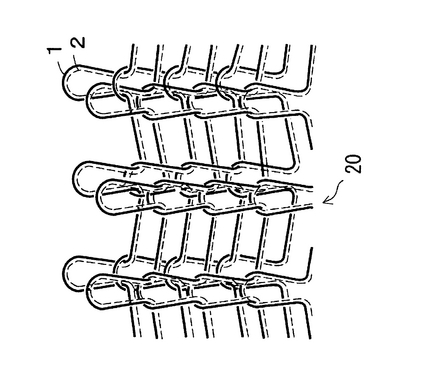
図3は、本発明の第3実施形態の電磁波遮蔽用編物シートの模式図である。本図において、黒色で表した線は導電性の金属糸1を表し、点線で表した線は非導電性の合繊糸2を表す。
【0032】
本実施形態の電磁波遮蔽用編物シート30は、金属糸1と合繊糸2をそれぞれ1本ずつ並行に並べ、2本を同時に通称フライス編み、ゴム編み、畦編みの名称で呼ばれるリブ編みで編んで形成されたものである。
【0033】
リブ編みにて編まれた編み物は、図中のヨコ方向に特によく伸びるという特徴がある。
【0034】
また、平編みと違い、耳が巻かないため、裁断しやすく、プリーツの様に一方向に3次元の立体樹脂成型をしたい場合は好適である。
【0035】
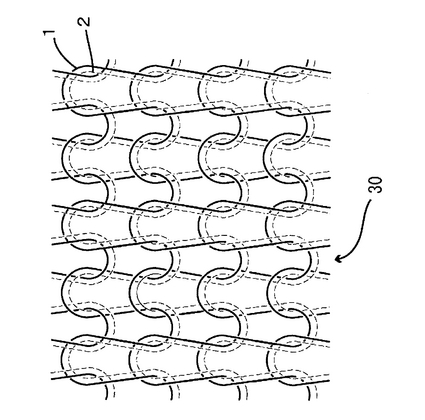
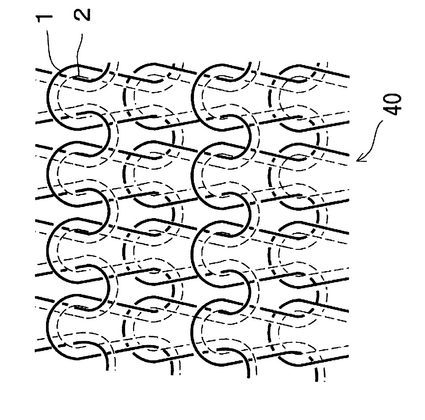
図4は、本発明の第4実施形態の電磁波遮蔽用編物シートの模式図である。本図において、黒色で表した線は導電性の金属糸1を表し、点線で表した線は非導電性の合繊糸2を表す。
【0036】
本実施形態の電磁波遮蔽用編物シート40は、金属糸1と合繊糸2をそれぞれ1本ずつ並行に並べ、2本を同時に通称リンクス編み、リンクス・リンクス編み、ガーター編み、両頭編みの名称で呼ばれるパール編みで編んで形成されたものである。
【0037】
これは、平編みの例よりも厚い生地となるため、低周波の電磁波をよく遮蔽する。
【0038】
これら平編み、両面編み、リブ編み、パール編みを総称して緯編みと呼び、他にもトリコットやラッセルなどの経編みもあるが、緯編みによる編物の特徴である高い伸縮性が、電磁波遮蔽用編物シートには特に好適である。
【0039】
通常、緯編みの編物は、丸編み機を用いることが多い。これは他の編み機と比較して機械の大きさがコンパクトであることや、生産性が高いことや、複雑な編み形状のものにも即座に対応できることなどが理由である。
【0040】
上記理由のうち、特に、丸編み機を用いることで、大型機械を必要とせず、コンパクトな編み機で容易に広幅の編物ができるのが大きな利点である。つまり、大型の立体樹脂成型物や、多数の立体樹脂成型物を同時に生産する場合に有用である。
【0041】
本発明の各実施形態では、導電性の金属糸と非導電性の合繊糸とを並列に並べて編むことを特徴とするが、並列に並べる導電性の金属糸の本数と非導電性の合繊糸の本数の組み合わせに特に制限はなく、金属糸と合繊糸それぞれ1本ずつの他、1本の金属糸に複数の合繊糸、複数の金属糸に1本の合繊糸、さらに複数の金属糸に複数の合繊糸を組み合わせて編物としても良い。
【0042】
金属糸と合繊糸を並行に編むことで、例えば金属糸と合繊糸を交互に編んだ編物に比べ、単位面積当たりの金属糸量、合繊糸量が倍になるため、柔らかさ、電磁波遮蔽性能、共に優れた物ができる。
【0043】
電磁波遮蔽性能は、金属糸の固有の物性に依存するが、同一の材質であれば複数本の金属糸を用いる方が、電磁波遮蔽性能の点からは好ましい。また、編物とした時の柔軟性、形状の復元性は、合繊糸の弾性により付与される特質であり、合繊糸を複数本を用いることにより、この特性をより強く引き出すことが可能となる。
【0044】
本実施形態の電磁波遮蔽用編物シートに用いる金属糸は、単一の金属又は合金等の金属材料が糸状に形成されたものである。また、本実施形態の電磁波遮蔽用編物シートに用いる金属糸の材料は、銅、ニッケル、錫、ステンレス、銀、チタン、グラファイト、亜鉛等を含む合金、酸化インジウム、アモルファス金属などの少なくとも1種をその成分に含有するものである。特に、銅、銀、ニッケル、錫、ステンレス等が、電磁波遮蔽性が高いので好ましい。
【0045】
そして、コスト面や化学的安定性、電磁波遮蔽性能の面から考えると、ステンレスと錫の合金が、特に好ましい。
【0046】
また、合繊糸に金属めっきなどを施したものは、めっき部が剥がれる場合があるため、本発明では用いないが、芯部が合繊、鞘部が金属であったり、芯部が金属で、芯部が合繊であるような芯鞘構造を有した複合糸の場合は、めっきした糸よりも、屈曲や摩擦に強いため用いることが可能である。
【0047】
さらに、金属糸は単線でもよいし、複数の単線を用いても良いし、複数の単線によりをかけた糸も用いることができる。
【0048】
金属糸の線径については、10〜100μmのものがよい。これは、線径が10μm未満では糸の強度が弱いため、製編時に糸切れを起こしたり、編地の強度が弱く、耐久性に乏しいものになったりしてしまうためである。
【0049】
そして、線径(線の直径)が100μmより大きいと、製編が困難になると同時に、得られた編物シートの金属糸では、電流の表皮効果により、電磁波によって発生する電流が金属表面に集まろうとするため、内部の電流は小さくなり、断面積が大きいにも関わらず、相当量の電磁波遮蔽性能を得ることは難しいためである。
【0050】
用いる合繊糸材料はポリエステル、ナイロン、ポリエチレン、ビニロン、アクリル系、ポリ塩化ビニール、ビニリデンなどの一般合繊糸の他、ケブラー(登録商標)、テクノーラ(登録商標)、PBO、ベックリー(登録商標)、テクミロン(登録商標)などの高強力繊維であれば種類は問わない。
【0051】
また、合繊糸は編物の柔軟性を持たせる目的で使用しているので、その断面は円形に限らず、中空糸や異形断面糸など形状はこだわらない。
【0052】
さらに、合繊糸は単線(通称モノフィラメント)でもよいし、複数の単糸(通称マルチフィラメント)を用いても良いし、複数の単糸によりをかけた糸も用いることができる。
【0053】
しかしながら、同材質、幾何学的に同線径の場合には、モノフィラメントの方が、マルチフィラメントよりも剛性が高いため、本発明の各実施形態の電磁波遮蔽用編物シートには、モノフィラメントが好適である。
【0054】
合繊糸の線径については、20〜200μmのものがよい。これは、線径が20μm未満では、金属糸同様に、糸の強度が弱いため、製編時に糸切れを起こしたり、編地の強度が弱く耐久性に乏しくなり、逆に、線径が200μmより大きい場合では、製編が困難であるからである。
【0055】
また、本発明の各実施形態の電磁波遮蔽用編物シートには生機を用いてもよいが、後加工により平滑性を持たせたり、伸度を安定させたりしてもよい。その時の本発明の各実施形態の電磁波遮蔽用編物シートの開口率は、ゲージ数を電磁波遮蔽用成型体のフィルター条件にあわせて適宜変更できる。
【0056】
ここで、開口率は、10〜80%の間であることが好ましい。これは、開口率は、編物で10%未満のものを作るのは困難であり、製編できたとしても、成型体が発熱体である場合には、放熱性が悪くなるからである。また、開口率が、80%より大きい場合には、フィルター効果に欠けることとなるからである。さらに、放熱性とフィルター効果の両者のバランスを考慮すると、開口率は30〜70%であることが好ましい。なお、ここでいう開口率とは、シートの上から光を投影した時の単位面積当たりの光透過面積の割合を意味する。
【0057】
編み上がった電磁波遮蔽用シートは、丸編み機で編んだ場合は専用のカット機で切り開いて1枚のシートとする。編んだままの生機を、そのまま用いてもよいが、ヒートセットを施すことで、平滑で伸度の安定した編物シートとすることが望ましい。ヒートセットとは、生機に張力をかけながら高熱をかける加工のことで、丸編みの編み癖をとったり、タテとヨコの伸度を調整したりするものである。
【0058】
さらに、電磁波遮蔽性能を上げたい場合は、電磁波遮断用シートの表面にスパッタリングをかけて、金属(導電体)の薄膜を形成してもよいが、この場合、編物の特徴である柔軟性を損なわない程度の薄膜で膜を形成することが好ましい。
【0059】
なお、この場合の薄膜形成は、あくまでも編物のみのシートに電磁波遮断効果を付与する補助としての目的であり、本来の電磁波遮蔽性能効果は、編物に用いた金属糸が主体である。つまり、スパッタリングやめっきなどで本発明の電磁波遮蔽編物シートに薄膜形成をした場合、上述したように薄膜が剥離する問題があるが、一部でも薄膜形成がなされていると、その分、電磁波遮蔽性能は向上することとなる。
【0060】
本発明の各実施形態の電磁波遮蔽用編物シートは、3次元の立体樹脂成型体に電磁波遮蔽性能を付与する場合に、好適に用いられる。この成型体は射出成型や、真空成型など、樹脂と同時に一体成型する方法の他、元々ある成型体に接着剤などで一体化してもよい。
【0061】
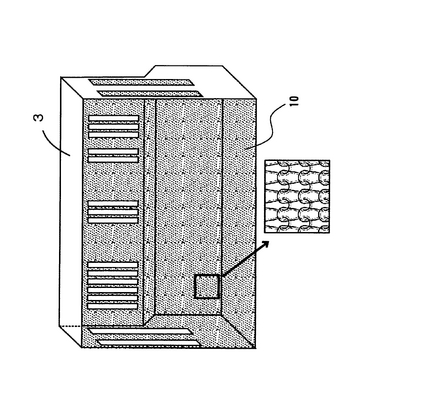
図5は、本発明の各実施形態の電磁波遮断用編物シートを用いた電磁波遮断用成型体の一例を示す図である。
【0062】
図5は、立体成型体であるプラズマディスプレイパネルの背面板の内側に、平編みに編んで形成された電磁波遮断用編物シート10を接着した成型体3を表している。
【0063】
立体成型体3に電磁波遮蔽用編物シート10を接着する場合には、成型体の形状によっては、特にコーナー部などでかなりの張力がかかると予想される。この張力により、めっき糸を用いた電磁波遮蔽用編物シートの場合には、糸表面のめっき被膜が破損し、電磁波遮断性能が低下する場合がある。本発明の各実施形態の電磁波遮蔽用編物シートによれば、めっき糸を使用せず、金属糸を使用しているため、複雑な形状の立体成型体に接着した場合でも電磁波遮断性能が、低下することはない。
【0064】
成型体の材料は、ポリエチレンや、ポリプロピレンや、ABS(アクリロニトリルブタジエンスチレン共重合体)や、ポリアセタールや、ポリアミドや、ポリカーボネートや、PPS(ポリフェニレンサルファイド)や、PBT(ポリブチレンテレフタレート)などの熱可塑性樹脂や、ポリウレタン系樹脂や、フェノール樹脂や、不飽和ポリエステルなどの熱硬化性樹脂などの、一般的に射出成型に用いられるものである。
【0065】
また、本発明の各実施形態の電磁波遮蔽用編物シート10〜40は、この成型体3の少なくとも一部、好ましくは全面に接着されたものである。接着部位については、限定されるものではなく、電磁波遮蔽性能や外観、製造方法などを考慮して決定すればよい。
【実施例】
【0066】
以下に本発明の各実施形態の実施例を示す。
【0067】
(実施例1)
本発明の第1実施形態の平編みにて形成された電磁波遮蔽用編物シートの実施例である。合繊糸として、株式会社クラレの製品のベックリー(登録商標)27μmモノフィラメント糸を、導電性金属糸として、ステンレスと錫の合金45μmモノフィラメント糸を、各1本ずつ丸編み機にて24ゲージの平編みに編み、185℃にてヒートセットを行った。この時、タテ・ヨコとも伸度が20〜30%になるように、巾を約10%縮めてセットをした。
【0068】
(実施例2)
本発明の第1実施形態の平編みにて形成された電磁波遮蔽用編物シートの実施例である。実施例1の電磁波遮蔽用編物シートの電磁波遮蔽性を更に上げるために、ステンレスと銅のモネル合金のターゲットを用いて真空スパッタリングを行った。この時の膜厚は、200Åの超薄膜であった。
【0069】
(実施例3)
本発明の第1実施形態の平編みにて形成された電磁波遮蔽用編物シートの実施例である。合繊糸として、株式会社クラレの製品のベックリー(登録商標)27μmモノフィラメント糸を2本、導電性金属として、ステンレスと錫の合金45μmモノフィラメント糸を、1本、丸編み機にて24ゲージの平編みに編んだ。その後の製造方法は実施例2に準じた。
【0070】
(実施例4)
本発明の第1実施形態の平編みにて形成された電磁波遮蔽用編物シートの実施例である。合繊糸として、株式会社クラレの製品のベックリー(登録商標)27μmモノフィラメント糸を1本、導電性金属として、ステンレスと錫の合金45μmモノフィラメント糸を、2本、丸編み機にて24ゲージの平編みに編んだ。その後の製造方法は実施例2に準じた。
【0071】
(実施例5)
本発明の第1実施形態の平編みにて形成された電磁波遮蔽用編物シートの実施例である。合繊糸として、株式会社クラレの製品のベックリー(登録商標)27μmモノフィラメント糸を、導電性金属糸として、ステンレスと錫の合金45μmモノフィラメント糸を、各1本ずつ丸編み機にて15ゲージの平編みに編んだ。その後の製造方法は実施例2に準じた。
【0072】
(実施例6)
本発明の第1実施形態の平編みにて形成された電磁波遮蔽用編物シートの実施例である。合繊糸として、株式会社クラレの製品のベックリー(登録商標)27μmモノフィラメント糸を、導電性金属糸として、ステンレスと錫の合金45μmモノフィラメント糸を、各1本ずつ丸編み機にて30ゲージの平編みに編んだ。その後の製造方法は実施例2に準じた。
【0073】
(比較例1)
合繊糸として、株式会社クラレの製品のベックリー(登録商標)27μmモノフィラメント糸のみで丸編み機にて24ゲージに平編みに編んだ。その後の製造方法は実施例1に準じた。
【0074】
(電磁波遮蔽性能)
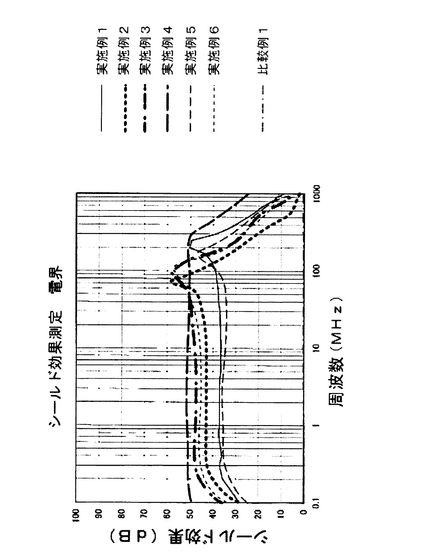
図6は、実施例1〜6、比較例1の各サンプル電磁波遮蔽性能の評価結果を示す図である。
【0075】
実施例1〜6及び比較例1の各サンプルは社団法人関西電子工業振興センターが定めたKEC法にて電磁波遮蔽性能を測定した。KEC法とは、電磁波発生体と受信体の真ん中に電磁波遮蔽材のサンプルを設置し、電磁波遮蔽材の通過前と通過後の電磁波の差を測定するものである。
【0076】
図6における縦軸は、シールド遮断効果(dB)を表し、横軸は周波数(MHz)を表している。
【0077】
これらの結果より、上記各実施例の電磁波遮蔽用編物シートが、30dB以上という十分な電磁波遮蔽性能を有することが確認された。また、ゲージ数は多くて、かつ、金属線も多い方が、電磁波遮蔽性能は高いということがわかった。
【0078】
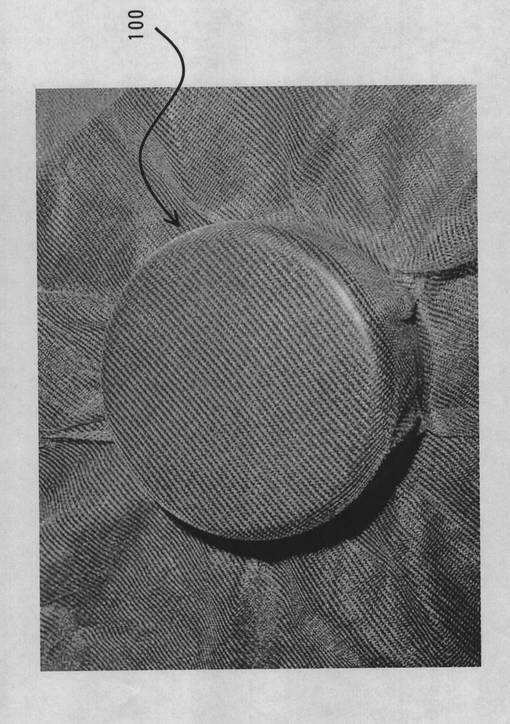
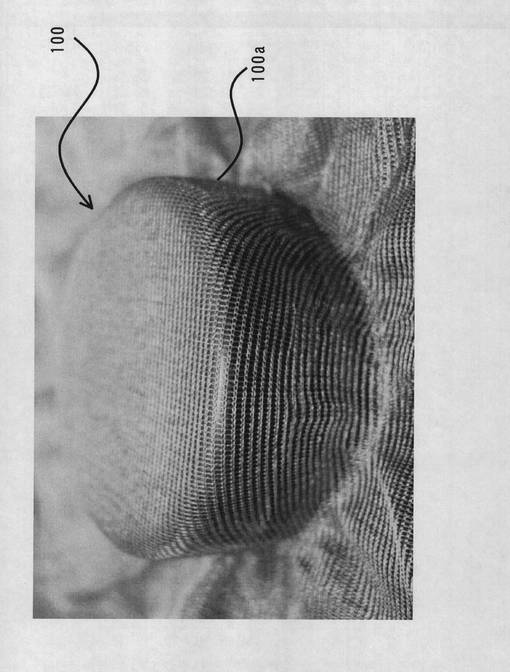
(成型性)
図7〜10は、本発明の電磁波遮蔽用編物シートの成型性の良さを示した写真である。図7は、略円筒状の樹脂成型品100に本発明の電磁波遮蔽用編物シートを接着剤にて一体成型したものを上からみた写真である。図8は、図7の樹脂成型品を側面から見た写真である。
【0079】
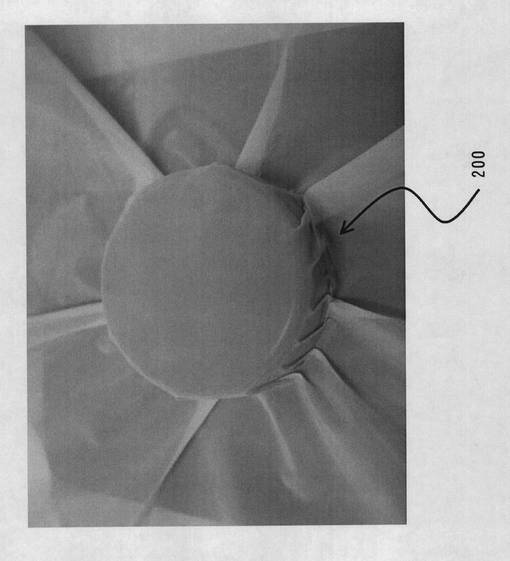
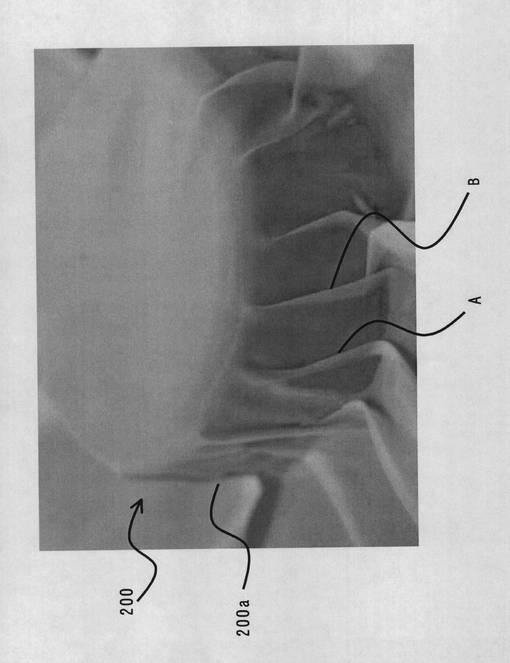
図9は、比較例として、同じく略円筒状の樹脂成型品200にポリエステルの織物を接着剤にて一体成型したものを上から見た写真である。図10は、図9の樹脂成型品を側面から見た写真である。
【0080】
図9と10から分かるように、従来の織物や不織布ではエッジの部分200aの図10中のA、Bで示す部分でシワがよってしまい、成型時にシワの部分に樹脂がうまく回り込まず、成型体とシートとの密着性に欠けたり、逆に伸度が無いため無理にシワを伸ばすために引っ張ると破断してしまう等の不具合があった。
【0081】
本発明の電磁波遮蔽用編物シートは編物であるため、曲面などでも網目が自由に動き、シワがよりにくい。また、金網の様に金属だけで編んだ編物と違い、合繊糸が編み込まれていることで復元性を持つため、少々の折り曲げなら元に戻り、作業時の負担を少なくすることができた。
【図面の簡単な説明】
【0082】
【図1】本発明の第1実施形態の平編みにて編んだ電磁波遮蔽用編物シートの模式図である。
【図2】本発明の第2実施形態の両面編みにて編んだ電磁波遮蔽用編物シートの模式図である。
【図3】本発明の第3実施形態のリブ編みにて編んだ電磁波遮蔽用編物シートの模式図である。
【図4】本発明の第4実施形態のパール編みにて編んだ電磁波遮蔽用編物シートの模式図である。
【図5】本発明の第1実施形態の電磁波遮蔽用編物シートを樹脂成型品に一体成型したものを示す図である。
【図6】本発明の第1実施形態の電磁波遮蔽用編物シートの電磁波シールド性能を測定した結果を示す図である。
【図7】樹脂成型品に本発明の電磁波遮蔽用編物シートを一体成型したものを上からみた写真である。
【図8】樹脂成型品に本発明の電磁波遮蔽用編物シートを一体成型したものを側面からみた写真である。
【図9】樹脂成型品にポリエステルの織物を一体成型したものを上から見た写真である。
【図10】樹脂成型品にポリエステルの織物を一体成型したものを側面から見た写真である。
【符号の説明】
【0083】
1:金属糸
2:合繊糸
10:平編みにて編んだ電磁波遮蔽用編物シート
20:両面編みにて編んだ電磁波遮蔽用編物シート
30:リブ編みにて編んだ電磁波遮蔽用編物シート
40:パール編みにて編んだ電磁波遮蔽用編物シート
100:金型に貼り付けた電磁波遮蔽用編物シート
200:金型に貼り付けたポリエステルメッシュ
【技術分野】
【0001】
本発明は、電磁波発生体からの電磁波を遮蔽するための電磁波遮蔽部材及び電磁波遮蔽用成型体に関する。
【背景技術】
【0002】
近年、様々な電子機器が普及するに伴い、これらの機器から発生する電磁波が生体に与える悪影響や他の電子製品への誤作動等の影響が懸念されている。そして、その防止策として電磁波遮蔽材が広く用いられている。
【0003】
電磁波遮蔽材の主な製造方法としては、金属材を用いる方法や、導電性塗料を塗布する方法や、めっき又はスパッタリングにより金属の被膜を形成する方法や、樹脂に導電性材料を練り混む方法や、電磁波遮蔽用のシート又は金網を接着することで導電性皮膜を形成する方法などが用いられている。
【0004】
しかしながら、凹凸や曲面部分のある3次元の立体成型品に電磁波遮蔽の加工を行う場合は、金属材では重量が重くなるのみならず、加工工程が多くなり、生産性や製造コストが増大する等の難点がある。
【0005】
また、導電性塗料を塗布したり、めっきやスパッタリングで金属の被膜を形成する方法では、複雑な立体形状に塗膜や被膜を均一に形成するのが困難であったり、塗膜や被膜との成型品の密着強度が充分でなく、部分剥離を起こす等の、電磁波遮蔽性能や、耐久性や、量産性や、製造コストの面で種々の問題がある。
【0006】
また、導電性材料を樹脂に練り込み成型することで成型品自体に導電性を与えるという方法は、量産性に富み作業工程も短縮できるという利点があるが、電磁波遮蔽性能を充分引き出すには、導電性材料の含有率を高くする必要があり、樹脂強度や、成型性や、製造コスト等に問題がある。また、シートや金網を3次元の立体成型品にシワや折り目を生じないよう接着することは困難である。
【0007】
さらに、電磁波発生体の多くは発熱性であり、電磁波発生体を覆う電磁波遮蔽材には、放熱用の多数の孔を必要とする場合が多い。この放熱用の孔は、発生する熱を蓄積させない充分な開口率を要すると共に、この孔から埃などの塵埃が内部に入り込まぬようフィルター機能を有する必要がある。
【0008】
このようなフィルター機能の付与は、従来の技術における製造工程数や、成型性や、樹脂強度や、製造コストなどの問題をより困難なものとしている。
【0009】
このようなフィルター機能を有する電磁波遮蔽材としては、炭素繊維などの不織布が用いられている。しかしながら、放熱性能が充分でないため、電磁波発生体が、発熱性の場合には用いることが難しい。
【0010】
以上の問題点を解決する方法として、化学繊維と化学繊維に金属めっきをかけた糸を編物とすることで柔軟性のある電磁波遮蔽シートを提供する方法が提案されている(例えば特許文献1参照)。
【0011】
また、布地を編成後に、布地の表面に導電膜を被着し、電磁波シールド性シートを構成することで、電磁波シールド性シートと合成樹脂の成型体とを一体化する際にシワの発生を防止することを可能とした電磁波シールド体が提案されている(例えば特許文献2参照)。
【特許文献1】特開平11−97885号公報
【特許文献2】特開2000−49489号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
しかしながら、合成繊維と合成繊維に金属めっきをかけた糸を編物とする方法では、金属めっきをかけた合繊糸を製編するため、製編時のめっき剥がれと、成型時に張力がかかったときのめっき剥がれが問題となる。
【0013】
また、金属はめっき部だけであるため、合繊糸を増やすと柔軟性に富むが、しかしながら、柔軟性を求めるために合繊糸を増やすと電磁波遮蔽性能が乏しくなるという欠点がある。
【0014】
また、糸を編成後に、布地の表面に導電膜を被着し、電磁波シールド性シートを構成する方法でも、使用する合繊糸は、やはり表面に無電解めっきやスパッタリングなどで導電膜をつけたものであるので、導電膜の剥離の問題がある上に、金属糸を使った電磁波遮蔽シートよりは電磁波遮蔽性能が劣ることとなる。
【0015】
本発明は、このような従来の問題を解決するためになされたもので、電磁波遮蔽性を有する3次元の立体樹脂成型体の製造において、工程数が少なく、樹脂との一体成型加工が容易で充分な電磁波遮蔽性およびフィルター機能を有する電磁波遮蔽用編物シートおよび、この電磁波遮蔽用編物シートを用いた樹脂との密着性に優れた立体樹脂成型体を提供しようとするものである。
【課題を解決するための手段】
【0016】
第1の発明は、導電性の金属糸と非導電性の合繊糸とを並列に並べて編んだ編物からなることを特徴とする電磁波遮蔽用編物シートである。
【0017】
また、第2の発明は、第1の発明において、前記編物は、緯編みにより編んで形成されたことを特徴とする電磁波遮蔽用編物シートである。
【0018】
また、第3の発明は、第1または第2の発明において、前記金属糸が、銅、銀、ニッケル、錫、又はステンレスから選ばれた少なくとも1種以上をその成分に含有することを特徴とする電磁波遮蔽用編物シートである。
【0019】
また、第4の発明は、第1ないし第3の発明において、前記金属糸の糸径は、10〜100μmであることを特徴とする電磁波遮蔽用編物シートである。
【0020】
また、第5の発明は、第1ないし第4の発明において、前記合繊糸の糸径は、20〜200μmであることを特徴とする電磁波遮蔽用編物シートである。
【0021】
また、第6の発明は、第1ないし第5の発明において、前記編物は、開口率が10〜80%となるように形成されたことを特徴とする電磁波遮蔽用編物シートである。
【0022】
また、第7の発明は、第1ないし第6の発明において、金属の薄膜が、前記編物の表面の少なくとも一部に形成されたことを特徴とする電磁波遮蔽用編物シートである。
【0023】
また、第8の発明は、第1から第7のいずれかの発明の電磁波遮蔽用編物シートと、樹脂からなる立体成型体とが一体成型されてなることを特徴とする電磁波遮蔽用成型体である。
【発明の効果】
【0024】
本発明の電磁波遮蔽用編物シートは、導電性金属と合繊の糸を並列に編むことで、従来の電磁波遮蔽用シートにはなかった柔軟性をもち、その柔軟性によって、樹脂との一体成型時に3次元の立体樹脂成型体とも容易に高い密着性をもつことができる。
【発明を実施するための最良の形態】
【0025】
以下に、本発明の電磁波遮蔽用編物シートの各実施形態を、図を参照して説明する。
【0026】
図1は、本発明の第1実施形態の電磁波遮蔽用編物シートの模式図である。本図において、黒色で表した線は導電性の金属糸1を表し、点線で表した線は非導電性の合繊糸2を表す。
【0027】
本実施形態の電磁波遮蔽用編物シート10は、これら金属糸1と合繊糸2を、それぞれ1本ずつ並行に並べ、2本を同時に、通称シングル編み又は、天竺編みと呼ばれる、平編みに編んで形成されたものである。平編みは、編物の基本的な形であり、製編が容易であるため、製編機の種類を問わず、簡単にすばやく大量生産ができる。
【0028】
図2は、本発明の第2実施形態の電磁波遮蔽用編物シートの模式図である。本図において、黒色で表した線は導電性の金属糸1を表し、点線で表した線は非導電性の合繊糸2を表す。
【0029】
本実施形態の電磁波遮蔽用編物シート20は、金属糸1と合繊糸2をそれぞれ1本ずつ並行に並べ、2本を同時に通称スムース編み、メリジアン編み、インターロック編み、ダブルリブ編みの名称で呼ばれる両面編みで編んで形成されたものである。
【0030】
両面編みは、平編みよりも同じゲージ数(1インチ(2.54cm)間の編針の本数のことをいう。)の場合でも目が緻密で、表裏両面とも比較的平滑であるため、2次元や2次元に近い立体樹脂成型体に好適である。
【0031】
図3は、本発明の第3実施形態の電磁波遮蔽用編物シートの模式図である。本図において、黒色で表した線は導電性の金属糸1を表し、点線で表した線は非導電性の合繊糸2を表す。
【0032】
本実施形態の電磁波遮蔽用編物シート30は、金属糸1と合繊糸2をそれぞれ1本ずつ並行に並べ、2本を同時に通称フライス編み、ゴム編み、畦編みの名称で呼ばれるリブ編みで編んで形成されたものである。
【0033】
リブ編みにて編まれた編み物は、図中のヨコ方向に特によく伸びるという特徴がある。
【0034】
また、平編みと違い、耳が巻かないため、裁断しやすく、プリーツの様に一方向に3次元の立体樹脂成型をしたい場合は好適である。
【0035】
図4は、本発明の第4実施形態の電磁波遮蔽用編物シートの模式図である。本図において、黒色で表した線は導電性の金属糸1を表し、点線で表した線は非導電性の合繊糸2を表す。
【0036】
本実施形態の電磁波遮蔽用編物シート40は、金属糸1と合繊糸2をそれぞれ1本ずつ並行に並べ、2本を同時に通称リンクス編み、リンクス・リンクス編み、ガーター編み、両頭編みの名称で呼ばれるパール編みで編んで形成されたものである。
【0037】
これは、平編みの例よりも厚い生地となるため、低周波の電磁波をよく遮蔽する。
【0038】
これら平編み、両面編み、リブ編み、パール編みを総称して緯編みと呼び、他にもトリコットやラッセルなどの経編みもあるが、緯編みによる編物の特徴である高い伸縮性が、電磁波遮蔽用編物シートには特に好適である。
【0039】
通常、緯編みの編物は、丸編み機を用いることが多い。これは他の編み機と比較して機械の大きさがコンパクトであることや、生産性が高いことや、複雑な編み形状のものにも即座に対応できることなどが理由である。
【0040】
上記理由のうち、特に、丸編み機を用いることで、大型機械を必要とせず、コンパクトな編み機で容易に広幅の編物ができるのが大きな利点である。つまり、大型の立体樹脂成型物や、多数の立体樹脂成型物を同時に生産する場合に有用である。
【0041】
本発明の各実施形態では、導電性の金属糸と非導電性の合繊糸とを並列に並べて編むことを特徴とするが、並列に並べる導電性の金属糸の本数と非導電性の合繊糸の本数の組み合わせに特に制限はなく、金属糸と合繊糸それぞれ1本ずつの他、1本の金属糸に複数の合繊糸、複数の金属糸に1本の合繊糸、さらに複数の金属糸に複数の合繊糸を組み合わせて編物としても良い。
【0042】
金属糸と合繊糸を並行に編むことで、例えば金属糸と合繊糸を交互に編んだ編物に比べ、単位面積当たりの金属糸量、合繊糸量が倍になるため、柔らかさ、電磁波遮蔽性能、共に優れた物ができる。
【0043】
電磁波遮蔽性能は、金属糸の固有の物性に依存するが、同一の材質であれば複数本の金属糸を用いる方が、電磁波遮蔽性能の点からは好ましい。また、編物とした時の柔軟性、形状の復元性は、合繊糸の弾性により付与される特質であり、合繊糸を複数本を用いることにより、この特性をより強く引き出すことが可能となる。
【0044】
本実施形態の電磁波遮蔽用編物シートに用いる金属糸は、単一の金属又は合金等の金属材料が糸状に形成されたものである。また、本実施形態の電磁波遮蔽用編物シートに用いる金属糸の材料は、銅、ニッケル、錫、ステンレス、銀、チタン、グラファイト、亜鉛等を含む合金、酸化インジウム、アモルファス金属などの少なくとも1種をその成分に含有するものである。特に、銅、銀、ニッケル、錫、ステンレス等が、電磁波遮蔽性が高いので好ましい。
【0045】
そして、コスト面や化学的安定性、電磁波遮蔽性能の面から考えると、ステンレスと錫の合金が、特に好ましい。
【0046】
また、合繊糸に金属めっきなどを施したものは、めっき部が剥がれる場合があるため、本発明では用いないが、芯部が合繊、鞘部が金属であったり、芯部が金属で、芯部が合繊であるような芯鞘構造を有した複合糸の場合は、めっきした糸よりも、屈曲や摩擦に強いため用いることが可能である。
【0047】
さらに、金属糸は単線でもよいし、複数の単線を用いても良いし、複数の単線によりをかけた糸も用いることができる。
【0048】
金属糸の線径については、10〜100μmのものがよい。これは、線径が10μm未満では糸の強度が弱いため、製編時に糸切れを起こしたり、編地の強度が弱く、耐久性に乏しいものになったりしてしまうためである。
【0049】
そして、線径(線の直径)が100μmより大きいと、製編が困難になると同時に、得られた編物シートの金属糸では、電流の表皮効果により、電磁波によって発生する電流が金属表面に集まろうとするため、内部の電流は小さくなり、断面積が大きいにも関わらず、相当量の電磁波遮蔽性能を得ることは難しいためである。
【0050】
用いる合繊糸材料はポリエステル、ナイロン、ポリエチレン、ビニロン、アクリル系、ポリ塩化ビニール、ビニリデンなどの一般合繊糸の他、ケブラー(登録商標)、テクノーラ(登録商標)、PBO、ベックリー(登録商標)、テクミロン(登録商標)などの高強力繊維であれば種類は問わない。
【0051】
また、合繊糸は編物の柔軟性を持たせる目的で使用しているので、その断面は円形に限らず、中空糸や異形断面糸など形状はこだわらない。
【0052】
さらに、合繊糸は単線(通称モノフィラメント)でもよいし、複数の単糸(通称マルチフィラメント)を用いても良いし、複数の単糸によりをかけた糸も用いることができる。
【0053】
しかしながら、同材質、幾何学的に同線径の場合には、モノフィラメントの方が、マルチフィラメントよりも剛性が高いため、本発明の各実施形態の電磁波遮蔽用編物シートには、モノフィラメントが好適である。
【0054】
合繊糸の線径については、20〜200μmのものがよい。これは、線径が20μm未満では、金属糸同様に、糸の強度が弱いため、製編時に糸切れを起こしたり、編地の強度が弱く耐久性に乏しくなり、逆に、線径が200μmより大きい場合では、製編が困難であるからである。
【0055】
また、本発明の各実施形態の電磁波遮蔽用編物シートには生機を用いてもよいが、後加工により平滑性を持たせたり、伸度を安定させたりしてもよい。その時の本発明の各実施形態の電磁波遮蔽用編物シートの開口率は、ゲージ数を電磁波遮蔽用成型体のフィルター条件にあわせて適宜変更できる。
【0056】
ここで、開口率は、10〜80%の間であることが好ましい。これは、開口率は、編物で10%未満のものを作るのは困難であり、製編できたとしても、成型体が発熱体である場合には、放熱性が悪くなるからである。また、開口率が、80%より大きい場合には、フィルター効果に欠けることとなるからである。さらに、放熱性とフィルター効果の両者のバランスを考慮すると、開口率は30〜70%であることが好ましい。なお、ここでいう開口率とは、シートの上から光を投影した時の単位面積当たりの光透過面積の割合を意味する。
【0057】
編み上がった電磁波遮蔽用シートは、丸編み機で編んだ場合は専用のカット機で切り開いて1枚のシートとする。編んだままの生機を、そのまま用いてもよいが、ヒートセットを施すことで、平滑で伸度の安定した編物シートとすることが望ましい。ヒートセットとは、生機に張力をかけながら高熱をかける加工のことで、丸編みの編み癖をとったり、タテとヨコの伸度を調整したりするものである。
【0058】
さらに、電磁波遮蔽性能を上げたい場合は、電磁波遮断用シートの表面にスパッタリングをかけて、金属(導電体)の薄膜を形成してもよいが、この場合、編物の特徴である柔軟性を損なわない程度の薄膜で膜を形成することが好ましい。
【0059】
なお、この場合の薄膜形成は、あくまでも編物のみのシートに電磁波遮断効果を付与する補助としての目的であり、本来の電磁波遮蔽性能効果は、編物に用いた金属糸が主体である。つまり、スパッタリングやめっきなどで本発明の電磁波遮蔽編物シートに薄膜形成をした場合、上述したように薄膜が剥離する問題があるが、一部でも薄膜形成がなされていると、その分、電磁波遮蔽性能は向上することとなる。
【0060】
本発明の各実施形態の電磁波遮蔽用編物シートは、3次元の立体樹脂成型体に電磁波遮蔽性能を付与する場合に、好適に用いられる。この成型体は射出成型や、真空成型など、樹脂と同時に一体成型する方法の他、元々ある成型体に接着剤などで一体化してもよい。
【0061】
図5は、本発明の各実施形態の電磁波遮断用編物シートを用いた電磁波遮断用成型体の一例を示す図である。
【0062】
図5は、立体成型体であるプラズマディスプレイパネルの背面板の内側に、平編みに編んで形成された電磁波遮断用編物シート10を接着した成型体3を表している。
【0063】
立体成型体3に電磁波遮蔽用編物シート10を接着する場合には、成型体の形状によっては、特にコーナー部などでかなりの張力がかかると予想される。この張力により、めっき糸を用いた電磁波遮蔽用編物シートの場合には、糸表面のめっき被膜が破損し、電磁波遮断性能が低下する場合がある。本発明の各実施形態の電磁波遮蔽用編物シートによれば、めっき糸を使用せず、金属糸を使用しているため、複雑な形状の立体成型体に接着した場合でも電磁波遮断性能が、低下することはない。
【0064】
成型体の材料は、ポリエチレンや、ポリプロピレンや、ABS(アクリロニトリルブタジエンスチレン共重合体)や、ポリアセタールや、ポリアミドや、ポリカーボネートや、PPS(ポリフェニレンサルファイド)や、PBT(ポリブチレンテレフタレート)などの熱可塑性樹脂や、ポリウレタン系樹脂や、フェノール樹脂や、不飽和ポリエステルなどの熱硬化性樹脂などの、一般的に射出成型に用いられるものである。
【0065】
また、本発明の各実施形態の電磁波遮蔽用編物シート10〜40は、この成型体3の少なくとも一部、好ましくは全面に接着されたものである。接着部位については、限定されるものではなく、電磁波遮蔽性能や外観、製造方法などを考慮して決定すればよい。
【実施例】
【0066】
以下に本発明の各実施形態の実施例を示す。
【0067】
(実施例1)
本発明の第1実施形態の平編みにて形成された電磁波遮蔽用編物シートの実施例である。合繊糸として、株式会社クラレの製品のベックリー(登録商標)27μmモノフィラメント糸を、導電性金属糸として、ステンレスと錫の合金45μmモノフィラメント糸を、各1本ずつ丸編み機にて24ゲージの平編みに編み、185℃にてヒートセットを行った。この時、タテ・ヨコとも伸度が20〜30%になるように、巾を約10%縮めてセットをした。
【0068】
(実施例2)
本発明の第1実施形態の平編みにて形成された電磁波遮蔽用編物シートの実施例である。実施例1の電磁波遮蔽用編物シートの電磁波遮蔽性を更に上げるために、ステンレスと銅のモネル合金のターゲットを用いて真空スパッタリングを行った。この時の膜厚は、200Åの超薄膜であった。
【0069】
(実施例3)
本発明の第1実施形態の平編みにて形成された電磁波遮蔽用編物シートの実施例である。合繊糸として、株式会社クラレの製品のベックリー(登録商標)27μmモノフィラメント糸を2本、導電性金属として、ステンレスと錫の合金45μmモノフィラメント糸を、1本、丸編み機にて24ゲージの平編みに編んだ。その後の製造方法は実施例2に準じた。
【0070】
(実施例4)
本発明の第1実施形態の平編みにて形成された電磁波遮蔽用編物シートの実施例である。合繊糸として、株式会社クラレの製品のベックリー(登録商標)27μmモノフィラメント糸を1本、導電性金属として、ステンレスと錫の合金45μmモノフィラメント糸を、2本、丸編み機にて24ゲージの平編みに編んだ。その後の製造方法は実施例2に準じた。
【0071】
(実施例5)
本発明の第1実施形態の平編みにて形成された電磁波遮蔽用編物シートの実施例である。合繊糸として、株式会社クラレの製品のベックリー(登録商標)27μmモノフィラメント糸を、導電性金属糸として、ステンレスと錫の合金45μmモノフィラメント糸を、各1本ずつ丸編み機にて15ゲージの平編みに編んだ。その後の製造方法は実施例2に準じた。
【0072】
(実施例6)
本発明の第1実施形態の平編みにて形成された電磁波遮蔽用編物シートの実施例である。合繊糸として、株式会社クラレの製品のベックリー(登録商標)27μmモノフィラメント糸を、導電性金属糸として、ステンレスと錫の合金45μmモノフィラメント糸を、各1本ずつ丸編み機にて30ゲージの平編みに編んだ。その後の製造方法は実施例2に準じた。
【0073】
(比較例1)
合繊糸として、株式会社クラレの製品のベックリー(登録商標)27μmモノフィラメント糸のみで丸編み機にて24ゲージに平編みに編んだ。その後の製造方法は実施例1に準じた。
【0074】
(電磁波遮蔽性能)
図6は、実施例1〜6、比較例1の各サンプル電磁波遮蔽性能の評価結果を示す図である。
【0075】
実施例1〜6及び比較例1の各サンプルは社団法人関西電子工業振興センターが定めたKEC法にて電磁波遮蔽性能を測定した。KEC法とは、電磁波発生体と受信体の真ん中に電磁波遮蔽材のサンプルを設置し、電磁波遮蔽材の通過前と通過後の電磁波の差を測定するものである。
【0076】
図6における縦軸は、シールド遮断効果(dB)を表し、横軸は周波数(MHz)を表している。
【0077】
これらの結果より、上記各実施例の電磁波遮蔽用編物シートが、30dB以上という十分な電磁波遮蔽性能を有することが確認された。また、ゲージ数は多くて、かつ、金属線も多い方が、電磁波遮蔽性能は高いということがわかった。
【0078】
(成型性)
図7〜10は、本発明の電磁波遮蔽用編物シートの成型性の良さを示した写真である。図7は、略円筒状の樹脂成型品100に本発明の電磁波遮蔽用編物シートを接着剤にて一体成型したものを上からみた写真である。図8は、図7の樹脂成型品を側面から見た写真である。
【0079】
図9は、比較例として、同じく略円筒状の樹脂成型品200にポリエステルの織物を接着剤にて一体成型したものを上から見た写真である。図10は、図9の樹脂成型品を側面から見た写真である。
【0080】
図9と10から分かるように、従来の織物や不織布ではエッジの部分200aの図10中のA、Bで示す部分でシワがよってしまい、成型時にシワの部分に樹脂がうまく回り込まず、成型体とシートとの密着性に欠けたり、逆に伸度が無いため無理にシワを伸ばすために引っ張ると破断してしまう等の不具合があった。
【0081】
本発明の電磁波遮蔽用編物シートは編物であるため、曲面などでも網目が自由に動き、シワがよりにくい。また、金網の様に金属だけで編んだ編物と違い、合繊糸が編み込まれていることで復元性を持つため、少々の折り曲げなら元に戻り、作業時の負担を少なくすることができた。
【図面の簡単な説明】
【0082】
【図1】本発明の第1実施形態の平編みにて編んだ電磁波遮蔽用編物シートの模式図である。
【図2】本発明の第2実施形態の両面編みにて編んだ電磁波遮蔽用編物シートの模式図である。
【図3】本発明の第3実施形態のリブ編みにて編んだ電磁波遮蔽用編物シートの模式図である。
【図4】本発明の第4実施形態のパール編みにて編んだ電磁波遮蔽用編物シートの模式図である。
【図5】本発明の第1実施形態の電磁波遮蔽用編物シートを樹脂成型品に一体成型したものを示す図である。
【図6】本発明の第1実施形態の電磁波遮蔽用編物シートの電磁波シールド性能を測定した結果を示す図である。
【図7】樹脂成型品に本発明の電磁波遮蔽用編物シートを一体成型したものを上からみた写真である。
【図8】樹脂成型品に本発明の電磁波遮蔽用編物シートを一体成型したものを側面からみた写真である。
【図9】樹脂成型品にポリエステルの織物を一体成型したものを上から見た写真である。
【図10】樹脂成型品にポリエステルの織物を一体成型したものを側面から見た写真である。
【符号の説明】
【0083】
1:金属糸
2:合繊糸
10:平編みにて編んだ電磁波遮蔽用編物シート
20:両面編みにて編んだ電磁波遮蔽用編物シート
30:リブ編みにて編んだ電磁波遮蔽用編物シート
40:パール編みにて編んだ電磁波遮蔽用編物シート
100:金型に貼り付けた電磁波遮蔽用編物シート
200:金型に貼り付けたポリエステルメッシュ
【特許請求の範囲】
【請求項1】
導電性の金属糸と非導電性の合繊糸とを並列に並べて編んだ編物からなる
ことを特徴とする電磁波遮蔽用編物シート。
【請求項2】
前記編物は、緯編みにより編んで形成された
ことを特徴とする請求項1に記載の電磁波遮蔽用編物シート。
【請求項3】
前記金属糸は、銅、銀、ニッケル、錫、又はステンレスから選ばれた少なくとも1種以上をその成分に含有する
ことを特徴とする請求項1または2に記載の電磁波遮蔽用編物シート。
【請求項4】
前記金属糸の糸径は、10〜100μmである
ことを特徴とする請求項1から3のいずれかに記載の電磁波遮蔽用編物シート。
【請求項5】
前記合繊糸の糸径は、20〜200μmである
ことを特徴とする請求項1から4のいずれかに記載の電磁波遮蔽用編物シート。
【請求項6】
前記編物は、開口率が10〜80%となるように形成された
ことを特徴とする請求項1から5のいずれかに記載の電磁波遮蔽用編物シート。
【請求項7】
金属の薄膜が、前記編物の表面の少なくとも一部に形成された
ことを特徴とする請求項1から6のいずれかに記載の電磁波遮蔽用編物シート。
【請求項8】
前記請求項1から7のいずれかに記載の電磁波遮蔽用編物シートと、
樹脂からなる立体成型体と
が一体成型されてなる
ことを特徴とする電磁波遮蔽用成型体。
【請求項1】
導電性の金属糸と非導電性の合繊糸とを並列に並べて編んだ編物からなる
ことを特徴とする電磁波遮蔽用編物シート。
【請求項2】
前記編物は、緯編みにより編んで形成された
ことを特徴とする請求項1に記載の電磁波遮蔽用編物シート。
【請求項3】
前記金属糸は、銅、銀、ニッケル、錫、又はステンレスから選ばれた少なくとも1種以上をその成分に含有する
ことを特徴とする請求項1または2に記載の電磁波遮蔽用編物シート。
【請求項4】
前記金属糸の糸径は、10〜100μmである
ことを特徴とする請求項1から3のいずれかに記載の電磁波遮蔽用編物シート。
【請求項5】
前記合繊糸の糸径は、20〜200μmである
ことを特徴とする請求項1から4のいずれかに記載の電磁波遮蔽用編物シート。
【請求項6】
前記編物は、開口率が10〜80%となるように形成された
ことを特徴とする請求項1から5のいずれかに記載の電磁波遮蔽用編物シート。
【請求項7】
金属の薄膜が、前記編物の表面の少なくとも一部に形成された
ことを特徴とする請求項1から6のいずれかに記載の電磁波遮蔽用編物シート。
【請求項8】
前記請求項1から7のいずれかに記載の電磁波遮蔽用編物シートと、
樹脂からなる立体成型体と
が一体成型されてなる
ことを特徴とする電磁波遮蔽用成型体。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2006−73789(P2006−73789A)
【公開日】平成18年3月16日(2006.3.16)
【国際特許分類】
【出願番号】特願2004−255316(P2004−255316)
【出願日】平成16年9月2日(2004.9.2)
【出願人】(391018341)NBC株式会社 (59)
【Fターム(参考)】
【公開日】平成18年3月16日(2006.3.16)
【国際特許分類】
【出願日】平成16年9月2日(2004.9.2)
【出願人】(391018341)NBC株式会社 (59)
【Fターム(参考)】
[ Back to top ]