
電線の端末処理装置
【目的】 ワイヤハーネスに使用する電線の測長,切断,皮剥き、電気接続子の加締圧着を行う端末処理装置において、ロット替えによる段取り時間及び調整を省略出来る端末処理装置を提供することを目的とする。
【構成】 端子圧着ユニット29は、架台35に装着された圧着機33及びスタンド34からなり、架台35にはコロ36が軸着され、下面に操作腕35aが突設されている。端子圧着機33の前部中央には、加締型と端子送り機構からなるアプリケータ38が装着されると共に、端子リール41の電気接続子40が供給さる。取付台に一対のガイドレール42,42が突設され、ストッパー44aが形成され、引込みシリンダ43が設けられ、ピストンロッド43aの把持具43bが、操作腕35aの先端と係合する。
【構成】 端子圧着ユニット29は、架台35に装着された圧着機33及びスタンド34からなり、架台35にはコロ36が軸着され、下面に操作腕35aが突設されている。端子圧着機33の前部中央には、加締型と端子送り機構からなるアプリケータ38が装着されると共に、端子リール41の電気接続子40が供給さる。取付台に一対のガイドレール42,42が突設され、ストッパー44aが形成され、引込みシリンダ43が設けられ、ピストンロッド43aの把持具43bが、操作腕35aの先端と係合する。
【発明の詳細な説明】
【0001】
【産業上の利用分野】本発明は、電線供給装置から繰り出される電線の測長及び切断を行い、切断された電線をその軸線と直交する方向に搬送し、電線端末部の皮剥き、電気接続端子の加締圧着等の必要な処理を行い、配線に必要な電線を製造する電線の端末処理装置の改良に関する。
【0002】
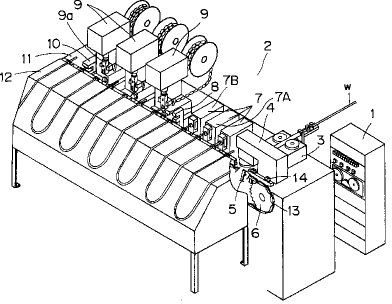
【従来の技術】図7は従来の電線の端末処理装置の概観斜視図である。端末処理装置2は、電線供給装置3,反転装置4,切断装置5,搬送装置6,皮剥き装置7,検出器8,端子圧着機9,検出器10及びこれらの装置を制御する自動制御装置1と、これらの装置を設置する取付台11及び搬送装置6によってループ状で搬送される電線を支持する支持台12から構成されている(特公昭64−5424号公報)。
【0003】自動制御装置1は、磁気テープその他の入力情報に従って計算し、その出力信号を端末処理装置2を構成する各装置に送り、これらの動作を制御するようになっている。電線供給装置3は、図示しない電線リールから電線Wを引出して測長し、反転装置4に電線Wを供給する。
【0004】反転装置4では、供給された電線Wの端末部を把持して電線の繰り出し方向に回転して電線Wをループ状にする。切断装置5は、電線供給装置3および反転装置4の動作と関連して、所定の長さに繰り出された電線Wを切断する。
【0005】搬送装置6は、切断された電線を次段の皮剥き装置7,検出器8及び端子圧着機9へ、無端チェーン13上の把持具14で把持して搬送する。皮剥き装置7では、搬送装置6により送られた電線の端末絶縁部を剥き取る。検出器8では、皮剥き装置7で皮剥きされた状態の良否を検知する。
【0006】端子圧着機9では、前記検出器8を通過した良好な状態の電線の端末導体部に所要の電気接続端子を挿通して加締圧着する。検出器10は端子圧着機9で圧着された電気接続端子の良否を検知する。
【0007】このように、端末処理装置2は電線供給装置3から繰り出された電線Wの端末部を反転装置4に備えられた図示しないクランプ爪で把持させた後、該反転装置4により電線の繰り出し方向に向けて反転させ、前記クランプ爪で把持した電線Wの反対側を電線供給装置3により所望の長さだけ繰り出した後切断し、皮剥き装置7により電線端末の被覆を剥き取り、最終段の端子圧着機9で電線の端末導体部に所要の電気接続端子を加締圧着するようにしたものである。
【0008】現在、ワイヤハーネスの生産は大量生産方式から少量多品種の生産方式に移行する傾向にあり、一台の端末処理装置により電線の規格(線径,単線,撚線,被覆の色など)、長さおよび異種の電気接続端子の加締,圧着等の必要な一連の処理を行うことができる装置の開発が要請されている。
【0009】しかし、上記の端末処理装置2の端子圧着機9において、電気接続子の品種交換を行う場合は、端末処理装置2に固定の端子圧着機9から加締型と端子送り機構からなるアプリケータ9a(電気接続子ごとに専用)を交換し、さらに電気接続子をアプリケータ9aに装着後、クリンプハイト(加締高さ)の調整を行わねばならず、長時間を必要とする。その間、端末処理装置2の運転は出来ない為、段取回数が多くなると生産効率が低下する欠点があった。
【0010】また、防水コネクタ用の電線は、端子圧着前に図8のようにゴム栓15を挿着する必要がある。その場合、図7の端末処理装置において切断装置5と皮剥き装置7との間にゴム栓挿入装置を配置すればよいが、ゴム栓も前記電線の規格や装着すべきコネクタハウジングの寸法などで異なる。従って、ゴム栓挿入装置の設置、交換には端子圧着機の場合と同様に手間がかかる。
【0011】
【発明が解決しようとする課題】本発明は上記の問題点に着目してなされたもので、第1の目的は、ワイヤハーネスに使用する電線の測長,自動切断,皮剥き、電気接続子の圧着を行う端末処理装置において、多品種少量生産に対しても、ロット替え段取り時間及び段取りによる調整をなくし、迅速に対応出来るようにすることにある。本発明の第2の目的は、端子圧着機の交換,セットの際に、端子圧着機による電気接続子に専用されるゴム栓の挿着も同時に行うことができる装置を提供するにある。
【0012】
【課題を解決するための手段】上記の目的を達成するため、本発明にあっては、電線供給装置から繰り出される電線の測長及び切断を行い、切断された電線をその軸線と直交する方向に搬送し、電線端末部の皮剥きを行ったのち、端子圧着機により電気接続子を加締圧着するようにした電線の端末処理装置において、該端末処理装置の取付台に対して前記皮剥き装置の次に、電気接続子を加締圧着するための端子圧着機とこれを支持するスタンドからなる端子圧着ユニットを、前記取付台上に選択的に配置し得る構成を採用した(以下、第1発明という)。第2の発明は、請求項2の特徴部分に記載のように、端末処理装置の取付台に対して電線の前記切断機の次に、電線に対するゴム栓挿入装置、皮剥き装置、電気接続子を加締圧着するための端子圧着機とこれを支持するスタンドからなる複合ユニットを、前記取付台上に選択的に配置し得るようにしたものである。
【0013】
【作用】第1の発明によれば、端末処理装置の取付台に対して、前記皮剥き装置の次に端子圧着機とこれを支持するスタンドからなる端子圧着ユニットを選択的に配置し得るようにしたので、予め調整した端子圧着ユニットを準備しておくことにより、該ユニットの交換だけで多品種少量生産に対してもロット替え段取り時間及び段取りによる調整を省略出来る。また、第2の発明によれば、ゴム栓挿入装置、皮剥き装置および端子圧着機を組み込んだ複合ユニットとして形成されているので、該端子圧着機で圧着される電気接続子に専用化されたゴム栓の挿着も該複合ユニットのセットと同時に行うことができ、第1の発明と同様に多品種少量生産に対して迅速な対応をすることができる。
【0014】
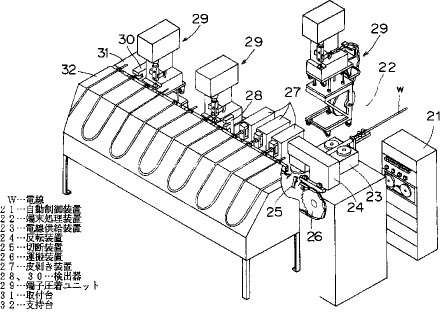
【実施例】図1は本発明の一実施例を示す電線の端末処理装置の概観斜視図である。電線の端末処理装置22は、電線供給装置23,反転装置24,切断装置25,搬送装置26,皮剥き装置27,検出器28,端子圧着ユニット29,検出器30及びこれらの装置を制御する自動制御装置21、これらの装置を設置する取付台31及び搬送装置26によってループ状で搬送される電線を支持する支持台32から構成されている。
【0015】自動制御装置21、電線供給装置23、切断装置25、搬送装置26、皮剥き装置27および皮剥き状態の良否を検出する検出器28と電気接続子の圧着状態の良否を検出する検出器30とは図5に示す従来例と同様であり、詳細な説明を省略する。
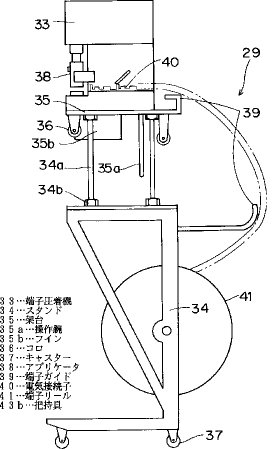
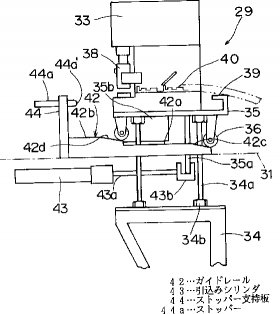
【0016】図2は端子圧着ユニット29の側面図である。この端子圧着ユニット29は、端子圧着機33及びスタンド34等から成り、前記検出器28を通過した良好な状態の電線の端末導体部に所要の電気接続子を圧着する。35は端子圧着機33の架台であり、該架台35は下側の四隅にコロ36が軸着されるとともに、その下面中央に操作腕35aが垂設され、さらに架台35の下側前方にフイン35bが突設されている。この架台35は、スタンド34の上方に4本の連結軸34aで係着され、該スタンド34は下側の四隅にキャスター37が設けられている。 なお、連結軸34aには外側にねじが形成され、ナット34bにより前記架台35とスタンド34との間隔を微調整出来るようにしてある。
【0017】端子圧着機33の前部中央には、図示しない加締型と端子送り機構からなるアプリケータ38(電気接続子の品種ごとに専用)が装着され、アプリケータ38には架台35及びスタンド34に突設した端子ガイド39に案内されて電気接続子40が供給されるよう設定されている。電気接続子40は、複数の電気接続子40が一連の帯状に連続してプレス成形され、この連鎖状の電気接続子40はスタンド34に軸着された端子リール41に捲回されている。
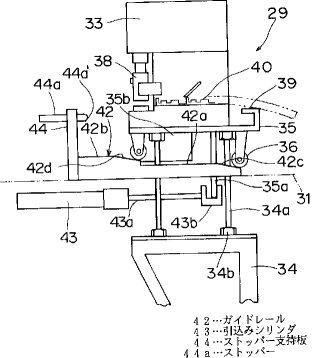
【0018】図3において、前記端末処理装置22の取付台31には、皮剥き装置27の次に一対のガイドレール42,42が水平方向に突設されている。各ガイドレール42は、中間部と基端部にそれぞれ水平部42a,42bを有し、先端部に傾斜部42cを有すると共に、水平部42a,42bの間にも傾斜部42dが形成されている。ガイドレール42,42間の巾は架台35の左右のコロ36の幅とほぼ同等に設定されている。
【0019】一対のガイドレール42,42の水平部42bの内面には、前記架台35のフイン35bと係合する図示しないガイド溝が凹設されている。また、ガイドレール42,42の基端部の中間において、前記取付台31からストッパー支持板44が立設されており、その上端部にはねじ状のストッパー44aが螺合され、架台35がセット位置にあるとき、ストッパー44aの先端44a′が架台35に当接するよう設定されている。
【0020】43は引込みシリンダであり、前記一対のガイドレール42,42のほぼ中央下方に位置して前記取付台31に固定されている。引込みシリンダ43のピストンロッド43aは先端に断面がコ字状の把持具43bを有し、該把持具43bは前記操作腕35aの先端と係合している。
【0021】また、ストッパー支持板44,一対のガイドレール42,42及び引込みシリンダ43は、前記と同様に他に2セット設けられ、端子圧着ユニット29は3セット以上用意されている。
【0022】本発明の電線の端末処理装置22は上記のように構成されており、予め電気接続子40の品種ごとに専用の加締型と端子送り機構を備えたアプリケータ38を端子圧着機33に装着すると共に、該品種の連鎖状の電気接続子40を端子リール41に捲回した端子圧着ユニット29が用意されている。
【0023】次に、端子圧着ユニット29の段取りについて説明する。図3に示すように、所要の電気接続子40を装着した端子圧着ユニット29を押して、架台35の前部左右のコロ36が各ガイドレール42の傾斜部42dの裾部に位置すると共に、後部左右のコロ36が傾斜部42cの裾部に位置するようセットする。このとき引込みシリンダ43におけるピストンロッド43aの把持具43bは操作腕35aの先端の真横にあるので、把持具43bを90度回動させて、操作腕35aの先端と係合させる。
【0024】次いで、端子圧着機33に接続された図示しないコードを自動制御装置21に接続し、端子圧着ユニット29のスイッチ(図示せず)をONとする。これにより、引込みシリンダ43が作動して、ピストンロッド43aが引っ込み、操作腕35aは端末処理装置22の取付台31側に引き寄せられる。従って、端子圧着ユニット29の架台35の前部左右のコロ36は一対のガイドレール42,42の傾斜部42dを登り、後部左右のコロ36も傾斜部42cを登る。
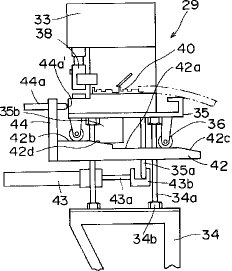
【0025】その結果、図4に示すように、架台35の前部左右のコロ36は各ガイドレール42の水平部42b上に位置し、後部左右のコロ36も水平部42a上に位置すると共に、架台35の前端はストッパー44aの先端44a′に当接して正規のセット位置に収まり、前記引込みシリンダ43のピストンロッド43aの引っ込み力により、運転中この位置が保持される。
【0026】なお、この際の架台35の左右方向の位置決めは、前記フイン35bが前記図示しないガイド溝と係合してなされる。従って、端末処理装置22の自動制御装置21の図示しないスタートスイッチをONとすると、電線Wは所定の工程を経て所要の長さに切断され、端末部が皮剥きされて所定のタクトで上記のようにセットされた端子圧着ユニット29のステージに送り込まれ、そこで自動制御装置21からの制御信号に基づき電気接続子40が加締圧着される。
【0027】端子圧着ユニット29は、通常複数台が端末処理装置22に並設され、運転されているが、ある時点でその中のあるユニットが休止している場合がある。この休止状態の端子圧着ユニット29を取外し、次に生産される品種の電気接続子を予めセットして調整した別の端子圧着ユニットを移設することにより、前記端末処理装置22全体を停止させることなく、次の品種の異なる電気接続子を備えたワイヤハーネスの生産に容易に移行出来る。従って、本発明によれば少量多品種のワイヤハーネスを製造する場合に端末処理装置の稼働率が飛躍的に向上する。
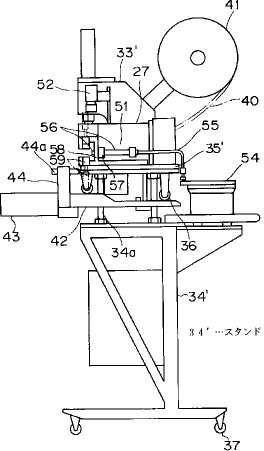
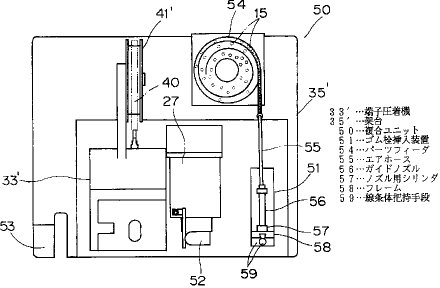
【0028】図5は第2の発明に係る複合ユニットの平面図、図6はその側面図を示す。なお、第1の発明と同様の構成部材には同一の符号またはダッシュ付の符号を用いて説明を簡略する。複合ユニット50は、第1の発明と同様にスタンド34′上に支持された架台35′の上に、図5の右側から順にゴム栓挿入装置51、皮剥き装置27および端子圧着機33′を設けてなる。52は皮剥き状態の良否を検出するセンサ(図示の例では監視カメラ)、53は端子の加締圧着状態の良否を検出する検出器である。
【0029】ゴム栓挿入装置51は、皮剥き装置27と同様に既知の構成のものを使用することができる。その一例を示すと、ゴム栓挿入装置51はパーツフィーダ54、ガイドノズル56および電線把持手段59などから成る(特開平2−75181号公報)。パーツフィーダ54はゴム栓を同じ向きで一個ずつ送り出し、ノズルガイド56はそのゴム栓を受けて軸方向に進退可能でエアーの供給を受ける。また、電線把持手段59は皮剥きされた電線の突出した先端をガイドノズル56と軸合わせすると共に該ノズルの開口に臨ませて把持するものである。55はゴム栓を加圧エアーによりガイドノズル56に搬送するためのホース、57はガイドノズル用シリンダ、58は該シリンダ57を介してノズルガイド56を支持するフレームである。なお、端子リール41′はスタンド34′に軸支する代わりに端子圧着機33′に取りつけてある。
【0030】ゴム栓の挿入は、まず電線を線条体把持手段59により先端が突出した状態で把持し、軸を一致させさてガイドノズル56に臨ませ、次いでガイドノズル56を進行させて電線の先端をガイドノズル56内に進入させ、さらにガイドノズル56にゴム栓を嵌装してエアーを加えて該ノズル内を移送し、前記電線の先端に嵌入させることにより行う。
【0031】このように、端子圧着機33′のみならずゴム栓挿入装置51および皮剥き装置27を組み合わせた複合ユニット50として構成することにより、電線に特定される電気接続子の加締圧着と該電気接続子に専用されるゴム栓の挿着に対して、第1の発明と同様に段取りおよびその調整に時間をとられず、極めて短時間で交換することができる。なお、ゴム栓挿入装置は上記実施例に限定されるものではなく、種々の装置を用いることができるのは言うまでもない。
【0032】
【発明の効果】以上説明したように、本願の第1発明はワイヤハーネスの製造に使用する電線の測長,切断,皮剥きを行って、電気接続子を加締圧着する端末処理装置において、電気接続子の品種に対応して複数の端子圧着ユニットを着脱可能に装備したので、多品種少量生産に対しても、端子圧着ユニットを端末処理装置に装着した状態でのロット替え段取り時間および調整を省略することができ、迅速な対応が可能となる。また、第2の発明によれば、ゴム栓挿入装置、皮剥き装置および端子圧着機を組み込んだ複合ユニットとして形成されているので、該端子圧着機で圧着される電気接続子に専用化されたゴム栓の挿着も該複合ユニットのセットと同時に行うことができ、第1の発明と同様に多品種少量生産に対して迅速な対応をすることができる。
【図面の簡単な説明】
【図1】本願の第1発明の実施例を示す端子圧着ユニットを装着した端末処理装置の概観斜視図である。
【図2】図1の端子圧着ユニットの側面図である。
【図3】同じく端子圧着ユニットがセットされる直前の位置の要部の側面図である。
【図4】同じく端子圧着ユニットがセットされた位置の要部の側面図である。
【図5】本願の第2発明を示す端末処理装置における複合ユニットの平面図である。
【図6】図5のゴム栓挿入装置部分の側面図である。
【図7】従来の端末処理装置の斜視図である。
【図8】防水コネクタ用のゴム栓付電線の説明図である。
【符号の説明】
W 電線
21 自動制御装置
22 端末処理装置
23 電線供給装置
24 反転装置
25 切断装置
26 搬送装置
27 皮剥き装置
28,30 検出器
29 端子圧着ユニット
31 取付台
32 支持台
32b 把持具
33,33′ 端子圧着機
34,34′ スタンド
35,35′ 架台
35a 操作腕
35b フイン
36 コロ
37 キャスター
38 アプリケータ
39 端子ガイド
40 電気接続子
41 端子リール
42 ガイドレール
43 引込みシリンダ
44 ストッパー支持板
44a ストッパー
50 複合ユニット
51 ゴム栓挿入装置
54 パーツフィーダ
55 エアホース
56 ガイドノズル
57 ノズル用シリンダ
58 フレーム
59 線条体把持手段
【0001】
【産業上の利用分野】本発明は、電線供給装置から繰り出される電線の測長及び切断を行い、切断された電線をその軸線と直交する方向に搬送し、電線端末部の皮剥き、電気接続端子の加締圧着等の必要な処理を行い、配線に必要な電線を製造する電線の端末処理装置の改良に関する。
【0002】
【従来の技術】図7は従来の電線の端末処理装置の概観斜視図である。端末処理装置2は、電線供給装置3,反転装置4,切断装置5,搬送装置6,皮剥き装置7,検出器8,端子圧着機9,検出器10及びこれらの装置を制御する自動制御装置1と、これらの装置を設置する取付台11及び搬送装置6によってループ状で搬送される電線を支持する支持台12から構成されている(特公昭64−5424号公報)。
【0003】自動制御装置1は、磁気テープその他の入力情報に従って計算し、その出力信号を端末処理装置2を構成する各装置に送り、これらの動作を制御するようになっている。電線供給装置3は、図示しない電線リールから電線Wを引出して測長し、反転装置4に電線Wを供給する。
【0004】反転装置4では、供給された電線Wの端末部を把持して電線の繰り出し方向に回転して電線Wをループ状にする。切断装置5は、電線供給装置3および反転装置4の動作と関連して、所定の長さに繰り出された電線Wを切断する。
【0005】搬送装置6は、切断された電線を次段の皮剥き装置7,検出器8及び端子圧着機9へ、無端チェーン13上の把持具14で把持して搬送する。皮剥き装置7では、搬送装置6により送られた電線の端末絶縁部を剥き取る。検出器8では、皮剥き装置7で皮剥きされた状態の良否を検知する。
【0006】端子圧着機9では、前記検出器8を通過した良好な状態の電線の端末導体部に所要の電気接続端子を挿通して加締圧着する。検出器10は端子圧着機9で圧着された電気接続端子の良否を検知する。
【0007】このように、端末処理装置2は電線供給装置3から繰り出された電線Wの端末部を反転装置4に備えられた図示しないクランプ爪で把持させた後、該反転装置4により電線の繰り出し方向に向けて反転させ、前記クランプ爪で把持した電線Wの反対側を電線供給装置3により所望の長さだけ繰り出した後切断し、皮剥き装置7により電線端末の被覆を剥き取り、最終段の端子圧着機9で電線の端末導体部に所要の電気接続端子を加締圧着するようにしたものである。
【0008】現在、ワイヤハーネスの生産は大量生産方式から少量多品種の生産方式に移行する傾向にあり、一台の端末処理装置により電線の規格(線径,単線,撚線,被覆の色など)、長さおよび異種の電気接続端子の加締,圧着等の必要な一連の処理を行うことができる装置の開発が要請されている。
【0009】しかし、上記の端末処理装置2の端子圧着機9において、電気接続子の品種交換を行う場合は、端末処理装置2に固定の端子圧着機9から加締型と端子送り機構からなるアプリケータ9a(電気接続子ごとに専用)を交換し、さらに電気接続子をアプリケータ9aに装着後、クリンプハイト(加締高さ)の調整を行わねばならず、長時間を必要とする。その間、端末処理装置2の運転は出来ない為、段取回数が多くなると生産効率が低下する欠点があった。
【0010】また、防水コネクタ用の電線は、端子圧着前に図8のようにゴム栓15を挿着する必要がある。その場合、図7の端末処理装置において切断装置5と皮剥き装置7との間にゴム栓挿入装置を配置すればよいが、ゴム栓も前記電線の規格や装着すべきコネクタハウジングの寸法などで異なる。従って、ゴム栓挿入装置の設置、交換には端子圧着機の場合と同様に手間がかかる。
【0011】
【発明が解決しようとする課題】本発明は上記の問題点に着目してなされたもので、第1の目的は、ワイヤハーネスに使用する電線の測長,自動切断,皮剥き、電気接続子の圧着を行う端末処理装置において、多品種少量生産に対しても、ロット替え段取り時間及び段取りによる調整をなくし、迅速に対応出来るようにすることにある。本発明の第2の目的は、端子圧着機の交換,セットの際に、端子圧着機による電気接続子に専用されるゴム栓の挿着も同時に行うことができる装置を提供するにある。
【0012】
【課題を解決するための手段】上記の目的を達成するため、本発明にあっては、電線供給装置から繰り出される電線の測長及び切断を行い、切断された電線をその軸線と直交する方向に搬送し、電線端末部の皮剥きを行ったのち、端子圧着機により電気接続子を加締圧着するようにした電線の端末処理装置において、該端末処理装置の取付台に対して前記皮剥き装置の次に、電気接続子を加締圧着するための端子圧着機とこれを支持するスタンドからなる端子圧着ユニットを、前記取付台上に選択的に配置し得る構成を採用した(以下、第1発明という)。第2の発明は、請求項2の特徴部分に記載のように、端末処理装置の取付台に対して電線の前記切断機の次に、電線に対するゴム栓挿入装置、皮剥き装置、電気接続子を加締圧着するための端子圧着機とこれを支持するスタンドからなる複合ユニットを、前記取付台上に選択的に配置し得るようにしたものである。
【0013】
【作用】第1の発明によれば、端末処理装置の取付台に対して、前記皮剥き装置の次に端子圧着機とこれを支持するスタンドからなる端子圧着ユニットを選択的に配置し得るようにしたので、予め調整した端子圧着ユニットを準備しておくことにより、該ユニットの交換だけで多品種少量生産に対してもロット替え段取り時間及び段取りによる調整を省略出来る。また、第2の発明によれば、ゴム栓挿入装置、皮剥き装置および端子圧着機を組み込んだ複合ユニットとして形成されているので、該端子圧着機で圧着される電気接続子に専用化されたゴム栓の挿着も該複合ユニットのセットと同時に行うことができ、第1の発明と同様に多品種少量生産に対して迅速な対応をすることができる。
【0014】
【実施例】図1は本発明の一実施例を示す電線の端末処理装置の概観斜視図である。電線の端末処理装置22は、電線供給装置23,反転装置24,切断装置25,搬送装置26,皮剥き装置27,検出器28,端子圧着ユニット29,検出器30及びこれらの装置を制御する自動制御装置21、これらの装置を設置する取付台31及び搬送装置26によってループ状で搬送される電線を支持する支持台32から構成されている。
【0015】自動制御装置21、電線供給装置23、切断装置25、搬送装置26、皮剥き装置27および皮剥き状態の良否を検出する検出器28と電気接続子の圧着状態の良否を検出する検出器30とは図5に示す従来例と同様であり、詳細な説明を省略する。
【0016】図2は端子圧着ユニット29の側面図である。この端子圧着ユニット29は、端子圧着機33及びスタンド34等から成り、前記検出器28を通過した良好な状態の電線の端末導体部に所要の電気接続子を圧着する。35は端子圧着機33の架台であり、該架台35は下側の四隅にコロ36が軸着されるとともに、その下面中央に操作腕35aが垂設され、さらに架台35の下側前方にフイン35bが突設されている。この架台35は、スタンド34の上方に4本の連結軸34aで係着され、該スタンド34は下側の四隅にキャスター37が設けられている。 なお、連結軸34aには外側にねじが形成され、ナット34bにより前記架台35とスタンド34との間隔を微調整出来るようにしてある。
【0017】端子圧着機33の前部中央には、図示しない加締型と端子送り機構からなるアプリケータ38(電気接続子の品種ごとに専用)が装着され、アプリケータ38には架台35及びスタンド34に突設した端子ガイド39に案内されて電気接続子40が供給されるよう設定されている。電気接続子40は、複数の電気接続子40が一連の帯状に連続してプレス成形され、この連鎖状の電気接続子40はスタンド34に軸着された端子リール41に捲回されている。
【0018】図3において、前記端末処理装置22の取付台31には、皮剥き装置27の次に一対のガイドレール42,42が水平方向に突設されている。各ガイドレール42は、中間部と基端部にそれぞれ水平部42a,42bを有し、先端部に傾斜部42cを有すると共に、水平部42a,42bの間にも傾斜部42dが形成されている。ガイドレール42,42間の巾は架台35の左右のコロ36の幅とほぼ同等に設定されている。
【0019】一対のガイドレール42,42の水平部42bの内面には、前記架台35のフイン35bと係合する図示しないガイド溝が凹設されている。また、ガイドレール42,42の基端部の中間において、前記取付台31からストッパー支持板44が立設されており、その上端部にはねじ状のストッパー44aが螺合され、架台35がセット位置にあるとき、ストッパー44aの先端44a′が架台35に当接するよう設定されている。
【0020】43は引込みシリンダであり、前記一対のガイドレール42,42のほぼ中央下方に位置して前記取付台31に固定されている。引込みシリンダ43のピストンロッド43aは先端に断面がコ字状の把持具43bを有し、該把持具43bは前記操作腕35aの先端と係合している。
【0021】また、ストッパー支持板44,一対のガイドレール42,42及び引込みシリンダ43は、前記と同様に他に2セット設けられ、端子圧着ユニット29は3セット以上用意されている。
【0022】本発明の電線の端末処理装置22は上記のように構成されており、予め電気接続子40の品種ごとに専用の加締型と端子送り機構を備えたアプリケータ38を端子圧着機33に装着すると共に、該品種の連鎖状の電気接続子40を端子リール41に捲回した端子圧着ユニット29が用意されている。
【0023】次に、端子圧着ユニット29の段取りについて説明する。図3に示すように、所要の電気接続子40を装着した端子圧着ユニット29を押して、架台35の前部左右のコロ36が各ガイドレール42の傾斜部42dの裾部に位置すると共に、後部左右のコロ36が傾斜部42cの裾部に位置するようセットする。このとき引込みシリンダ43におけるピストンロッド43aの把持具43bは操作腕35aの先端の真横にあるので、把持具43bを90度回動させて、操作腕35aの先端と係合させる。
【0024】次いで、端子圧着機33に接続された図示しないコードを自動制御装置21に接続し、端子圧着ユニット29のスイッチ(図示せず)をONとする。これにより、引込みシリンダ43が作動して、ピストンロッド43aが引っ込み、操作腕35aは端末処理装置22の取付台31側に引き寄せられる。従って、端子圧着ユニット29の架台35の前部左右のコロ36は一対のガイドレール42,42の傾斜部42dを登り、後部左右のコロ36も傾斜部42cを登る。
【0025】その結果、図4に示すように、架台35の前部左右のコロ36は各ガイドレール42の水平部42b上に位置し、後部左右のコロ36も水平部42a上に位置すると共に、架台35の前端はストッパー44aの先端44a′に当接して正規のセット位置に収まり、前記引込みシリンダ43のピストンロッド43aの引っ込み力により、運転中この位置が保持される。
【0026】なお、この際の架台35の左右方向の位置決めは、前記フイン35bが前記図示しないガイド溝と係合してなされる。従って、端末処理装置22の自動制御装置21の図示しないスタートスイッチをONとすると、電線Wは所定の工程を経て所要の長さに切断され、端末部が皮剥きされて所定のタクトで上記のようにセットされた端子圧着ユニット29のステージに送り込まれ、そこで自動制御装置21からの制御信号に基づき電気接続子40が加締圧着される。
【0027】端子圧着ユニット29は、通常複数台が端末処理装置22に並設され、運転されているが、ある時点でその中のあるユニットが休止している場合がある。この休止状態の端子圧着ユニット29を取外し、次に生産される品種の電気接続子を予めセットして調整した別の端子圧着ユニットを移設することにより、前記端末処理装置22全体を停止させることなく、次の品種の異なる電気接続子を備えたワイヤハーネスの生産に容易に移行出来る。従って、本発明によれば少量多品種のワイヤハーネスを製造する場合に端末処理装置の稼働率が飛躍的に向上する。
【0028】図5は第2の発明に係る複合ユニットの平面図、図6はその側面図を示す。なお、第1の発明と同様の構成部材には同一の符号またはダッシュ付の符号を用いて説明を簡略する。複合ユニット50は、第1の発明と同様にスタンド34′上に支持された架台35′の上に、図5の右側から順にゴム栓挿入装置51、皮剥き装置27および端子圧着機33′を設けてなる。52は皮剥き状態の良否を検出するセンサ(図示の例では監視カメラ)、53は端子の加締圧着状態の良否を検出する検出器である。
【0029】ゴム栓挿入装置51は、皮剥き装置27と同様に既知の構成のものを使用することができる。その一例を示すと、ゴム栓挿入装置51はパーツフィーダ54、ガイドノズル56および電線把持手段59などから成る(特開平2−75181号公報)。パーツフィーダ54はゴム栓を同じ向きで一個ずつ送り出し、ノズルガイド56はそのゴム栓を受けて軸方向に進退可能でエアーの供給を受ける。また、電線把持手段59は皮剥きされた電線の突出した先端をガイドノズル56と軸合わせすると共に該ノズルの開口に臨ませて把持するものである。55はゴム栓を加圧エアーによりガイドノズル56に搬送するためのホース、57はガイドノズル用シリンダ、58は該シリンダ57を介してノズルガイド56を支持するフレームである。なお、端子リール41′はスタンド34′に軸支する代わりに端子圧着機33′に取りつけてある。
【0030】ゴム栓の挿入は、まず電線を線条体把持手段59により先端が突出した状態で把持し、軸を一致させさてガイドノズル56に臨ませ、次いでガイドノズル56を進行させて電線の先端をガイドノズル56内に進入させ、さらにガイドノズル56にゴム栓を嵌装してエアーを加えて該ノズル内を移送し、前記電線の先端に嵌入させることにより行う。
【0031】このように、端子圧着機33′のみならずゴム栓挿入装置51および皮剥き装置27を組み合わせた複合ユニット50として構成することにより、電線に特定される電気接続子の加締圧着と該電気接続子に専用されるゴム栓の挿着に対して、第1の発明と同様に段取りおよびその調整に時間をとられず、極めて短時間で交換することができる。なお、ゴム栓挿入装置は上記実施例に限定されるものではなく、種々の装置を用いることができるのは言うまでもない。
【0032】
【発明の効果】以上説明したように、本願の第1発明はワイヤハーネスの製造に使用する電線の測長,切断,皮剥きを行って、電気接続子を加締圧着する端末処理装置において、電気接続子の品種に対応して複数の端子圧着ユニットを着脱可能に装備したので、多品種少量生産に対しても、端子圧着ユニットを端末処理装置に装着した状態でのロット替え段取り時間および調整を省略することができ、迅速な対応が可能となる。また、第2の発明によれば、ゴム栓挿入装置、皮剥き装置および端子圧着機を組み込んだ複合ユニットとして形成されているので、該端子圧着機で圧着される電気接続子に専用化されたゴム栓の挿着も該複合ユニットのセットと同時に行うことができ、第1の発明と同様に多品種少量生産に対して迅速な対応をすることができる。
【図面の簡単な説明】
【図1】本願の第1発明の実施例を示す端子圧着ユニットを装着した端末処理装置の概観斜視図である。
【図2】図1の端子圧着ユニットの側面図である。
【図3】同じく端子圧着ユニットがセットされる直前の位置の要部の側面図である。
【図4】同じく端子圧着ユニットがセットされた位置の要部の側面図である。
【図5】本願の第2発明を示す端末処理装置における複合ユニットの平面図である。
【図6】図5のゴム栓挿入装置部分の側面図である。
【図7】従来の端末処理装置の斜視図である。
【図8】防水コネクタ用のゴム栓付電線の説明図である。
【符号の説明】
W 電線
21 自動制御装置
22 端末処理装置
23 電線供給装置
24 反転装置
25 切断装置
26 搬送装置
27 皮剥き装置
28,30 検出器
29 端子圧着ユニット
31 取付台
32 支持台
32b 把持具
33,33′ 端子圧着機
34,34′ スタンド
35,35′ 架台
35a 操作腕
35b フイン
36 コロ
37 キャスター
38 アプリケータ
39 端子ガイド
40 電気接続子
41 端子リール
42 ガイドレール
43 引込みシリンダ
44 ストッパー支持板
44a ストッパー
50 複合ユニット
51 ゴム栓挿入装置
54 パーツフィーダ
55 エアホース
56 ガイドノズル
57 ノズル用シリンダ
58 フレーム
59 線条体把持手段
【特許請求の範囲】
【請求項1】 電線供給装置から繰り出される電線の測長及び切断を行い、切断された電線をその軸線と直交する方向に搬送し、電線端末部の皮剥きを行ったのち、端子圧着機により電気接続子を加締圧着するようにした電線の端末処理装置において、該端末処理装置の取付台に対して前記皮剥き装置の次に、電気接続子を加締圧着するための端子圧着機とこれを支持するスタンドからなる端子圧着ユニットを、前記取付台上に選択的に配置し得るようにしたことを特徴とする電線の端末処理装置。
【請求項2】 電線供給装置から繰り出される電線の測長及び切断を行い、切断された電線をその軸線と直交する方向に搬送し、電線端末部の皮剥きを行ったのち、端子圧着機により電気接続子を加締圧着するようにした電線の端末処理装置において、該端末処理装置の取付台に対して電線の前記切断機の次に、電線に対するゴム栓挿入装置、皮剥き装置、電気接続子を加締圧着するための端子圧着機とこれを支持するスタンドからなる複合ユニットを、前記取付台上に選択的に配置し得るようにしたことを特徴とする電線の端末処理装置。
【請求項1】 電線供給装置から繰り出される電線の測長及び切断を行い、切断された電線をその軸線と直交する方向に搬送し、電線端末部の皮剥きを行ったのち、端子圧着機により電気接続子を加締圧着するようにした電線の端末処理装置において、該端末処理装置の取付台に対して前記皮剥き装置の次に、電気接続子を加締圧着するための端子圧着機とこれを支持するスタンドからなる端子圧着ユニットを、前記取付台上に選択的に配置し得るようにしたことを特徴とする電線の端末処理装置。
【請求項2】 電線供給装置から繰り出される電線の測長及び切断を行い、切断された電線をその軸線と直交する方向に搬送し、電線端末部の皮剥きを行ったのち、端子圧着機により電気接続子を加締圧着するようにした電線の端末処理装置において、該端末処理装置の取付台に対して電線の前記切断機の次に、電線に対するゴム栓挿入装置、皮剥き装置、電気接続子を加締圧着するための端子圧着機とこれを支持するスタンドからなる複合ユニットを、前記取付台上に選択的に配置し得るようにしたことを特徴とする電線の端末処理装置。
【図1】


【図8】
【図2】
【図3】
【図4】
【図6】
【図5】
【図7】
【図8】
【図2】
【図3】
【図4】
【図6】
【図5】
【図7】
【公開番号】特開平6−36854
【公開日】平成6年(1994)2月10日
【国際特許分類】
【出願番号】特願平5−103996
【出願日】平成5年(1993)4月30日
【出願人】(000006895)矢崎総業株式会社 (7,019)
【公開日】平成6年(1994)2月10日
【国際特許分類】
【出願日】平成5年(1993)4月30日
【出願人】(000006895)矢崎総業株式会社 (7,019)
[ Back to top ]