
電線表面の塗装方法、絶縁電線の製造方法及び絶縁電線
【課題】電線の部位により樹脂ワニスの塗装量を自在に変更できる樹脂ワニスの塗装方法、この塗装方法により形成された絶縁層を有する絶縁電線の製造方法、及び所望部位に均一な厚みの絶縁層を有する絶縁電線の製造方法、並びにこれらの製造方法により製造された絶縁電線を提供する。
【解決手段】樹脂ワニスを、高粘度材噴霧装置により電線表面に噴霧することを特徴とする電線の塗装方法、高粘度材噴霧装置により、絶縁ワニスを、電線に噴霧して塗装する塗装工程、及び前記の塗装された絶縁ワニスを硬化する硬化工程を有することを特徴とする絶縁電線の製造方法、絶縁ワニスの塗装工程、硬化工程、及び、絶縁ワニスを比較的低温で短時間加熱する膜厚平滑化工程を有することを特徴とする絶縁電線の製造方法、並びにこれらの製造方法により製造される絶縁電線。
【解決手段】樹脂ワニスを、高粘度材噴霧装置により電線表面に噴霧することを特徴とする電線の塗装方法、高粘度材噴霧装置により、絶縁ワニスを、電線に噴霧して塗装する塗装工程、及び前記の塗装された絶縁ワニスを硬化する硬化工程を有することを特徴とする絶縁電線の製造方法、絶縁ワニスの塗装工程、硬化工程、及び、絶縁ワニスを比較的低温で短時間加熱する膜厚平滑化工程を有することを特徴とする絶縁電線の製造方法、並びにこれらの製造方法により製造される絶縁電線。
【発明の詳細な説明】
【技術分野】
【0001】
本発明の技術分野は、絶縁性樹脂を塗装してなる絶縁層で被覆された絶縁電線の製造技術に関する。具体的には、本発明は、電線の表面へ高粘度の樹脂ワニスを塗装する電線表面の塗装方法、電線表面への絶縁性樹脂ワニスの塗装工程を含む絶縁電線の製造方法、及びその製造方法により製造される絶縁電線に係る。
【背景技術】
【0002】
モータや発電機を構成するコイルの導線には、銅線等の電線の表面に絶縁性樹脂を塗装してなる絶縁層で被覆された絶縁電線が用いられる。この絶縁電線は、絶縁性の樹脂を溶剤に溶解して絶縁ワニスを作製し、この絶縁ワニスを、電線の外周に塗装した後加熱して、絶縁ワニスを硬化することにより作製される。
【0003】
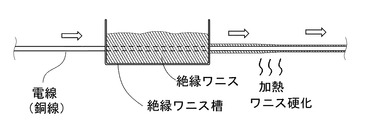
絶縁ワニスは、電線径や樹脂により異なるが、直径0.5mm以上の太い線では、通常2〜10Pa・s程度の高粘度である。そこで、従来は、絶縁ワニスを銅線等の電線表面に塗装する方法は、絶縁ワニス内に電線を浸す、刷毛等で絶縁ワニスを電線に直接塗る等に限られていた。中でも、絶縁ワニスを充填した槽内に電線を連続的に通しその後加熱して絶縁ワニスを硬化させる方法が多く採用されていた。図3は、この塗装、加熱の工程を模式的に示す図である。
【0004】
図3中、白抜き矢印は電線(銅線等)の移動の方向を表わす。図に示されるように、電線を先ず絶縁ワニスを充填した槽内に通し、電線の表面に絶縁ワニスを付着させた後、加熱して絶縁ワニスを硬化する。なお、絶縁ワニスの層が厚い場合は、加熱の際の溶剤の蒸発により発泡等の問題が生じるので、通常、1回の工程による絶縁ワニスの付着量を少なくし、この工程を複数回繰り返す方法が採用されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第2838690号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
近年、車両用発電機、モータでは、U字型導体(セグメントコイル)を使用する製造方法が採用されて来ている。この製造方法では、コイルを構成する絶縁電線を複数のセグメントコイルに分割し、これらを整列して組合せた後スロットに挿入し、セグメントコイル間を接合してコイル(特に固定子のコイル)が作製される。この方法によれば、従来の、断面円形(丸線)の連続線を巻いてコイルを形成する方法と比べて、スロットの占積率の向上が可能になり、又端末処理の手作業を省略し自動組立てを可能にする等の利点が得られる。
【0007】
このセグメントコイルを形成する絶縁電線としては、扁平な矩形断面を有する平角線が用いられるが、セグメントコイル内の部位により求められる絶縁層の厚みは異なっている。例えば、モータ相間の隣接するセグメントコイルやコアと接する部位には、厚い絶縁層が求められるが、他の部位には、絶縁層が薄くてよい箇所、不要な箇所もある。
【0008】
そこで、絶縁ワニスの使用量の削減を図るため、所定部位のみ絶縁層を有する電線や、絶縁層の厚みがその部位により異なっている電線の製造が望まれ、そのため、電線の部位により絶縁ワニスの塗装量を自在に変更できる絶縁ワニスの塗装方法が望まれていた。しかし、従来の絶縁ワニスを充填した槽内に電線を連続的に通す方法では、電線の所定部位のみの塗装や、電線の部位により塗装の厚みを自在に変えることは困難であった。
【0009】
本発明は、電線の部位により樹脂ワニスの塗装量を自在に変更できる樹脂ワニスの塗装方法、及びこの塗装方法により形成された絶縁層を有する絶縁電線を提供することを課題とする。
【0010】
又、従来は電線表面に絶縁ワニスを均一に塗装しても、ワニスは高粘度のため表面張力等により塗装後にワニスの膜厚が変動して不均一になり、均一な厚みの絶縁層を、所望部位に形成することが困難であった。本発明は、前記の課題に加えて、この従来技術の問題を解決し、所望部位に、均一な厚みの絶縁層を有する絶縁電線の製造方法を提供することも、その課題とする。
【課題を解決するための手段】
【0011】
本発明者は、鋭意検討した結果、電線表面への絶縁ワニスの塗装を、高粘度材噴霧装置を使用したスプレー塗装により行えば、絶縁ワニスの塗装量を電線の部位により自在に変更できること、並びに、電線表面への絶縁ワニスの塗装後、比較的低温でかつ短時間の加熱を絶縁ワニスに施すことにより、均一な厚みの絶縁層を形成できることを見いだし、本発明を完成した。
【0012】
請求項1に記載の発明は、樹脂ワニスを、高粘度材噴霧装置により、電線表面に噴霧することを特徴とする電線の塗装方法である。この塗装方法によれば、電線の所望部位のみ絶縁ワニスを塗装できる。又電線の部位により絶縁ワニスの塗装の厚みを自在に変えることができる。
【0013】
樹脂ワニスとは、樹脂を溶剤に溶解してなる10Pa・s以上の高粘度の液体である。特に、絶縁電線の絶縁層を形成する絶縁性樹脂を溶剤に溶解してなる絶縁ワニスをその代表例として挙げることができる。
【0014】
高粘度材噴霧装置とは、5〜10Pa・s程度の高粘度の液体を霧化して吐出することができる噴霧装置である。例えば、特許第2838690号公報に記載の高粘度材噴霧装置を本発明に用いることができる。この高粘度材噴霧装置は、高粘度材を供給する圧送ポンプ、圧縮エアーを供給するエアー制御装置を有し、高粘度材と圧縮エアーを、ノズル部をもって混合することにより高粘度材を霧化させる高粘度材噴霧装置であって、噴霧口として、ノズル管をエアー噴出用外側ノズルと高粘度材吐出用内側ノズルを同心円状に形成し、高粘度材吐出用ノズル先端開口部をエアー噴出用ノズル先端開口部に比し突出させることを特徴とする高粘度材噴霧装置である。
【0015】
樹脂ワニスの噴霧は、電線の表面に対向するように、高粘度材噴霧装置の吐出口を設け、電線を一方向に移動させながら、電線の所定の部位、すなわち樹脂ワニスの塗布を所望する部位が吐出口に対向する位置に来たとき、高粘度材噴霧装置を作動させて樹脂ワニスを噴霧して行い、塗装(スプレー塗装)する。この方法により、電線の長さ方向の所定の部位のみ高粘度の樹脂ワニスを塗装し、樹脂ワニスが塗装された部位と塗装されない部位をその長さ方向に有する電線を作製することができる。又、高粘度材噴霧装置の樹脂ワニスの噴霧量を変動させることにより、電線の長さ方向の部位により、その塗装量を変動させることが自在にでき、電線の長さ方向の所望の部位に、異なった厚みの絶縁層を有する絶縁電線を作製することができる。
【0016】
電線の断面の一方向の表面のみに樹脂ワニスを塗装する場合は、一台の高粘度材噴霧装置が、塗装を所望する方向側の表面に吐出口が対向するように設けられる。しかし、絶縁電線の製造等の通常の場合は、電線の断面の全方向への樹脂ワニスの塗装が望まれる。このような場合は、電線の断面の各方向の表面に吐出口が対向するように複数の高粘度材噴霧装置の設置が求められる。高粘度材噴霧装置を2台設ける場合は、この2台が電線を対象軸とした線対象の位置になるように設けることが好ましい。
【0017】
電線の断面の各方向の表面に吐出口が対向するように複数の高粘度材噴霧装置を設置し、それぞれの装置の噴霧量をそれぞれ調節することにより、絶縁層の厚みが、電線の断面の各方向で異なった絶縁電線を作製することができる。例えば、前記のセグメントコイルの作製において、隣接するセグメントコイルやコアと接する面側に厚い絶縁層を形成し、他の面側には薄い絶縁層を形成して、絶縁ワニスの節約を図ることができる。
【0018】
請求項2に記載の発明は、高粘度材噴霧装置により、絶縁ワニスを、電線に噴霧して塗装する塗装工程、及び前記の塗装された絶縁ワニスを硬化する硬化工程を有することを特徴とする絶縁電線の製造方法である。
【0019】
この発明は、絶縁ワニスの電線表面への塗装を、請求項1に記載の電線の塗装方法により行うことを特徴とする絶縁電線の製造方法である。絶縁ワニスは、電線表面に塗装された後硬化され、電線表面を被覆する絶縁層が形成され、所定の部位に所定の厚みの絶縁層を有する絶縁電線が製造される。
【0020】
絶縁ワニスの硬化は、電線を、絶縁ワニスを構成する溶剤の沸点以上に加熱することにより短時間で工業的に行うことができる。この加熱により、電線表面上に塗布された絶縁ワニスから溶剤が乾燥・除去され、硬化した樹脂膜からなる絶縁層が形成される。加熱は、従来の絶縁電線の製造方法にて絶縁ワニスの硬化の際に行われている方法と同様な方法により行うことができる。また、バッチ処理で恒温槽の中で加熱しても良い。
【0021】
請求項3に記載の発明は、前記電線が、セグメントコイルであることを特徴とする請求項2に記載の絶縁電線の製造方法である。
【0022】
本発明は、特に、車両用発電機、モータ等のコイルの形成に近年用いられて来ているU字型導体(セグメントコイル)の作製に好適に適用される。セグメントコイルは、平角線を所定の長さで切断し、U字型に折り曲げて作製されるが、平角線の表面(側面)の中でも、隣接するセグメントコイルと接する面やコアと接する面と、他の面とでは、絶縁層の求められる厚みが異なっている。又、平角線からセグメントコイルを作製するとき、小さな曲率で折り曲げる部位の絶縁層が厚いと絶縁層が破壊されやすいので、当該部位の絶縁層は薄い方が好ましい。本発明の製造方法によれば、所望の部位の絶縁層の厚みを自在に調整できるので、絶縁層の所望の厚みがその部位により異なるセグメントコイルを容易に製造することができる。
【0023】
請求項4に記載の発明は、絶縁ワニスを電線表面に塗装する塗装工程、塗装された絶縁ワニスを硬化する硬化工程、及び、前記塗装工程後、硬化工程前に、絶縁ワニスを、その粘度が25℃における粘度の0.1〜0.7倍となる温度に5秒以上、10分以下加熱する膜厚平滑化工程を有することを特徴とする絶縁電線の製造方法である。
【0024】
前記のように、絶縁ワニスを電線表面に均一に塗装できても、ワニスは高粘度のため表面張力等により、絶縁ワニスの塗布の厚み(膜厚)が変動する。本発明者は、前記の請求項1の発明によるワニスの塗装の実験を種々行い、塗装した後のワニス膜厚分布を調査した結果、塗装直後からワニスが動いて膜厚が変化し不均一になりやすい問題が生じることを見出した。
【0025】
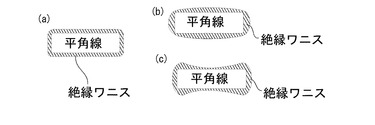
図2は、ワニスの塗布の厚みの変動を模式的に示す断面図であるが、塗装直後は、図2(a)で示すように厚みが均一な場合でも、表面張力等によりワニスが動き、図2(b)や(c)で示すように厚みが不均一となる。従って、所望の範囲全体にわたって所望の厚みとすることが困難であった。その結果、硬化後の絶縁層の厚みも不均一となり、所望の範囲に均一な膜厚の絶縁層を形成することが困難であった。
【0026】
しかし、硬化工程の前に、硬化工程における加熱条件よりは比較的低い温度に比較的短時間加熱することにより、絶縁ワニスに加わっている表面張力等の影響を緩和・分散させ、厚みの不均一状態を矯正し、所望の範囲に均一な膜厚の絶縁層を形成することができる。その結果、絶縁電線の絶縁性能や品質の向上につなげられる。すなわち、請求項4の発明は、ワニス塗装やその後に生じる塗布の厚みの不均一化を防止するために、硬化工程前に、低温×短時間での加熱による膜厚平滑化工程を設けることを特徴とする絶縁電線の製造方法である。
【0027】
厚みの不均一化を防ぐための加熱の温度は、絶縁ワニスの粘度が、25℃におけるその粘度の0.1〜0.7倍となる温度である。すなわち、絶縁ワニスの粘度は、一定の温度範囲では昇温するほど低下するが、加熱の温度は、25℃における粘度の0.7倍以下の粘度となる温度以上である。絶縁ワニスの粘度を25℃における粘度の0.7倍以下にすることにより、厚みの不均一を十分に矯正・防止することができる。一方、粘度が25℃における粘度の0.1倍以上にすることにより、絶縁ワニスの低粘度による平角線から垂れを防止して良好な塗装状態を保つことができ、厚みの不均一化を防止したり、厚みが不均一になっても矯正することができる。したがって、粘度が25℃における粘度の0.1倍よりも低くなる温度まで加熱しないことが望ましい。また、粘度が25℃における粘度の0.1倍よりも低くなる温度まで加熱しないことで、絶縁ワニスの硬化が生じにくい。
【0028】
厚みの不均一化を防ぐための加熱の時間は、5秒以上、10分以下、好ましくは10秒以上、5分以下である。加熱の時間を5秒以上、好ましくは10秒以上にすることにより、厚みの不均一性を矯正したり、不均一化を防止することができる。一方、加熱時間を10分以下、好ましくは5分以下にすることにより、絶縁ワニスの硬化による粘度上昇を抑え、厚みの不均一性を矯正したり、不均一化を防止することができる。
【0029】
請求項4における塗装工程は、電線表面に絶縁ワニスを塗装できる方法である限りは特に限定されない。例えば、請求項1の電線の塗装方法により絶縁ワニスを塗装してもよいし、従来技術の方法により絶縁ワニスを充填した槽内に電線を連続的に通して塗装してもよい。
【0030】
硬化工程は、請求項2の発明における絶縁ワニスの硬化と同様にして行うことができる。すなわち、電線を、絶縁ワニスを構成する溶剤の沸点以上に加熱することにより行うことができ、加熱は、従来の絶縁電線の製造方法にて絶縁ワニスの硬化の際に行われている方法と同様な方法により行うことができる。
【0031】
請求項5に記載の発明は、電線及びその表面の少なくとも一部を被覆する絶縁層を有し、前記絶縁層が、高粘度材噴霧装置により絶縁ワニスを前記電線に噴霧して塗装した後、硬化して形成されてなることを特徴とする絶縁電線である。請求項2に記載の絶縁電線の製造方法により製造されることを特徴とする絶縁電線であり、請求項2の発明を物の発明として捉えたものである。
【0032】
請求項6に記載の発明は、前記電線が平角線であり、その一側面に前記絶縁層を有し、前記絶縁層の形成において、絶縁ワニスの塗装後、硬化前に、前記絶縁ワニスが、その粘度が25℃における粘度の0.1〜0.7倍となる温度に5秒以上、10分以下加熱されていることを特徴とする請求項5に記載の絶縁電線である。本発明の絶縁電線の製造方法によれば、電線が平角線である場合に、その特定の側面のみに、前記の膜厚平滑化工程を行うことができるが、請求項6に記載の発明は、この方法により製造された絶縁電線である。
【0033】
請求項7に記載の発明は、電線及びその表面の少なくとも一部を被覆する絶縁層を有する絶縁電線であって、前記電線は平角線であり、前記絶縁層は絶縁ワニスが硬化されたものであり、前記絶縁層の膜厚が、前記平角線の一側面のみ平滑であることを特徴とする絶縁電線である。前記のように、絶縁電線を構成する電線が平角線の場合、その特定の側面のみ絶縁層の膜厚を平滑にすることができるが、請求項7に記載の発明は、一側面のみ絶縁層の膜厚が平滑であることを特徴とする絶縁電線である。一側面のみの膜厚を平滑にする方法としては、前記本発明の絶縁電線の製造方法における膜厚平滑化工程を当該一側面のみに適用する方法を挙げることができるが、この方法に限定されない。
【0034】
請求項8に記載の発明は、前記電線が、セグメントコイルであることを特徴とする請求項7に記載の絶縁電線である。電線が平角線であり、その一側面のみ絶縁層の膜厚が平滑である絶縁電線は、セグメントコイルとして好適に用いられる。
【発明の効果】
【0035】
本発明の電線の塗装方法によれば、電線の所望部位のみ絶縁ワニスを塗装できる。又電線の部位により絶縁ワニスの塗装の厚みを自在に変えることができる。又、この塗装方法を使用した本発明の絶縁電線の製造方法によれば、所望の部位に所望の厚みの絶縁層を有する絶縁電線を容易に製造することができる。
【0036】
膜厚平滑化工程を有する本発明の絶縁電線の製造方法によれば、絶縁ワニスの塗装後の膜厚の不均一化を防ぎ、所望の範囲に均一な膜厚の絶縁層を有する絶縁電線を容易に製造することができる。このような本発明の絶縁電線の製造方法は、セグメントコイルの製造等に好適に適用できる。
【図面の簡単な説明】
【0037】
【図1】本発明の絶縁電線の一例の製造工程を示す模式図である。
【図2】平角線に絶縁ワニスが塗装されたときの様子を示す模式断面図である。
【図3】従来の絶縁電線の製造工程を示す模式図である。
【図4】本発明の絶縁電線の一例を示す模式断面図である。
【発明を実施するための形態】
【0038】
次に、本発明を実施するための形態を図に基づき具体的に説明する。なお、本発明はこの形態に限定されるものではなく、本発明の趣旨を損なわない限り、他の形態へ変更することができる。
【0039】
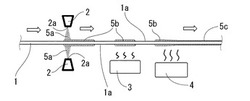
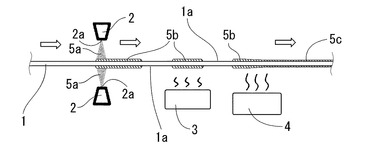
図1は、本発明の絶縁電線の製造方法により電線表面の所望の部位に絶縁層を形成する工程を表わす模式図である。この工程は、請求項4に記載の絶縁電線の製造方法であって、その塗装工程を請求項1の電線の塗装方法により行う場合に該当する。
【0040】
図中の1は電線を表わし、電線1は図中の白抜き矢印が示す方向に移動している。図中の2は高粘度の絶縁ワニスを霧化して吐出するための高粘度材噴霧装置を表わし、この例では2台の高粘度材噴霧装置2が、電線1を軸とした線対象の位置に設けられている。
【0041】
本発明が適用される電線は、通常銅線であるが、これに限定されない。アルミ線、銀線、他の金属によりメッキされた銅線等に絶縁層を形成する場合にも、本発明を適用することができる。又、電線の断面形状も特に限定されず、断面が円形の丸線にも本発明を適用することができるが、本発明は、断面が長方形の平角線に特に好適に適用される。
【0042】
高粘度材噴霧装置2のそれぞれの吐出口2aは電線1に対向している。そして、電線1の絶縁層の形成を所望する部位が高粘度材噴霧装置2間を通過する際には、それぞれの吐出口2aから絶縁ワニスのスプレー5aが電線1の表面に噴霧状態にて吐出(スプレー塗装)され、電線1の表面に、絶縁ワニスの塗装膜5bが形成される。すなわち、電線1が2台の高粘度材噴霧装置2間を通過する際に、請求項2や請求項4の発明における塗装工程が行われる。
【0043】
絶縁ワニスとしては、従来の絶縁電線の製造に用いられていた絶縁ワニスと同様なものを使用できる。例えば、ポリイミドやポリアミドイミドなどを含んだワニス、あるいはアルミナやシリカ等の無機フィラーを樹脂に含んだもの等を挙げることができる。
【0044】
電線1の絶縁層を形成しない部位が高粘度材噴霧装置2間を通過する際には、絶縁ワニスの吐出(スプレー塗装)は行わない。その結果、絶縁ワニスが塗装されていない部位が電線1の表面に生じる。図1中の1aは、絶縁ワニスが塗装されていない部位を表わす。
【0045】
又、高粘度材噴霧装置2からの絶縁ワニスの吐出量を変えることにより、絶縁ワニスの塗装膜5bの厚みを変えることができる。このようにして電線1の部位により、異なった厚みの絶縁層を形成することができ、又は、絶縁層が形成されない部位を得ることができる。さらに、2台の高粘度材噴霧装置2の吐出量を互いに異なるように調整することにより、絶縁層の厚みが電線1の断面方向で異なる絶縁電線を作製することができる。
【0046】
図1中の3は、膜厚平滑化用加熱装置を表わす。高粘度材噴霧装置2間を通過し絶縁ワニスの塗装膜5bが形成された電線1は、膜厚平滑化用加熱装置3により加熱され、膜厚平滑化工程が行われる。前記の塗装工程で不均一な厚みの塗装膜5bが形成されても、又は均一な厚みの塗装膜5bが形成された後絶縁ワニスが表面張力等により動いて不均一な厚みとなっても、この膜厚平滑化用加熱装置3により加熱された範囲は膜厚が均一化(平滑化)される。例えば、塗装膜5bが、図2の(b)や(c)で表されるような状態であっても、この膜厚平滑化工程により、図2の(a)で表される均一化(平滑化)された膜厚となる。
【0047】
この加熱は、絶縁ワニスの塗装膜5bの所定の部位のみ、又は、電線1の断面の所定の方向のみに行ってもよい。この加熱は、絶縁ワニスの粘度が25℃におけるその粘度の0.1〜0.7倍となる温度(通常の絶縁ワニスの場合、40〜150℃程度)で、5秒以上、10分以下行われる。この条件は、後述の硬化工程における加熱の条件よりはるかに低い温度でかつ短時間である。
【0048】
図1中の4は、ワニス硬化用加熱装置を表わす。膜厚平滑化工程により塗装膜5bの厚みが均一化された電線1は、ワニス硬化用加熱装置4により加熱され、硬化工程が行われる。この加熱の条件は、溶剤が乾燥・除去され、ワニスが硬化するために充分な条件であり、通常、300℃以上で、1分以上で行われる。すなわち、膜厚平滑化工程での加熱温度よりはるかに高温であり、又長時間の加熱が行われる。5cは、絶縁ワニスが硬化して形成された絶縁層を表わす。
【0049】
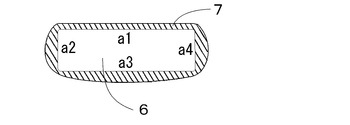
図4は、本発明の絶縁電線の一例を示す模式断面図である。この絶縁電線は請求項7に記載の発明の一例である。すなわち、図中、6は電線であり、7は電線6を被覆する絶縁層であるが、図より明らかなように、電線6は平角線であり、その側面a1、a2、a3及びa4の中で、絶縁層7の側面a1を被覆する部分のみ膜厚が平滑であり、側面a2、a3及びa4を被覆する部分の膜厚は平滑ではない。
【符号の説明】
【0050】
1 電線
1a 絶縁ワニスが塗装されていない部位
2 高粘度材噴霧装置
2a 吐出口
3 膜厚平滑化用加熱装置
4 ワニス硬化用加熱装置
5a 絶縁ワニスのスプレー
5b 絶縁ワニスの塗装膜
5c 絶縁層
6 電線
7 絶縁層
【技術分野】
【0001】
本発明の技術分野は、絶縁性樹脂を塗装してなる絶縁層で被覆された絶縁電線の製造技術に関する。具体的には、本発明は、電線の表面へ高粘度の樹脂ワニスを塗装する電線表面の塗装方法、電線表面への絶縁性樹脂ワニスの塗装工程を含む絶縁電線の製造方法、及びその製造方法により製造される絶縁電線に係る。
【背景技術】
【0002】
モータや発電機を構成するコイルの導線には、銅線等の電線の表面に絶縁性樹脂を塗装してなる絶縁層で被覆された絶縁電線が用いられる。この絶縁電線は、絶縁性の樹脂を溶剤に溶解して絶縁ワニスを作製し、この絶縁ワニスを、電線の外周に塗装した後加熱して、絶縁ワニスを硬化することにより作製される。
【0003】
絶縁ワニスは、電線径や樹脂により異なるが、直径0.5mm以上の太い線では、通常2〜10Pa・s程度の高粘度である。そこで、従来は、絶縁ワニスを銅線等の電線表面に塗装する方法は、絶縁ワニス内に電線を浸す、刷毛等で絶縁ワニスを電線に直接塗る等に限られていた。中でも、絶縁ワニスを充填した槽内に電線を連続的に通しその後加熱して絶縁ワニスを硬化させる方法が多く採用されていた。図3は、この塗装、加熱の工程を模式的に示す図である。
【0004】
図3中、白抜き矢印は電線(銅線等)の移動の方向を表わす。図に示されるように、電線を先ず絶縁ワニスを充填した槽内に通し、電線の表面に絶縁ワニスを付着させた後、加熱して絶縁ワニスを硬化する。なお、絶縁ワニスの層が厚い場合は、加熱の際の溶剤の蒸発により発泡等の問題が生じるので、通常、1回の工程による絶縁ワニスの付着量を少なくし、この工程を複数回繰り返す方法が採用されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第2838690号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
近年、車両用発電機、モータでは、U字型導体(セグメントコイル)を使用する製造方法が採用されて来ている。この製造方法では、コイルを構成する絶縁電線を複数のセグメントコイルに分割し、これらを整列して組合せた後スロットに挿入し、セグメントコイル間を接合してコイル(特に固定子のコイル)が作製される。この方法によれば、従来の、断面円形(丸線)の連続線を巻いてコイルを形成する方法と比べて、スロットの占積率の向上が可能になり、又端末処理の手作業を省略し自動組立てを可能にする等の利点が得られる。
【0007】
このセグメントコイルを形成する絶縁電線としては、扁平な矩形断面を有する平角線が用いられるが、セグメントコイル内の部位により求められる絶縁層の厚みは異なっている。例えば、モータ相間の隣接するセグメントコイルやコアと接する部位には、厚い絶縁層が求められるが、他の部位には、絶縁層が薄くてよい箇所、不要な箇所もある。
【0008】
そこで、絶縁ワニスの使用量の削減を図るため、所定部位のみ絶縁層を有する電線や、絶縁層の厚みがその部位により異なっている電線の製造が望まれ、そのため、電線の部位により絶縁ワニスの塗装量を自在に変更できる絶縁ワニスの塗装方法が望まれていた。しかし、従来の絶縁ワニスを充填した槽内に電線を連続的に通す方法では、電線の所定部位のみの塗装や、電線の部位により塗装の厚みを自在に変えることは困難であった。
【0009】
本発明は、電線の部位により樹脂ワニスの塗装量を自在に変更できる樹脂ワニスの塗装方法、及びこの塗装方法により形成された絶縁層を有する絶縁電線を提供することを課題とする。
【0010】
又、従来は電線表面に絶縁ワニスを均一に塗装しても、ワニスは高粘度のため表面張力等により塗装後にワニスの膜厚が変動して不均一になり、均一な厚みの絶縁層を、所望部位に形成することが困難であった。本発明は、前記の課題に加えて、この従来技術の問題を解決し、所望部位に、均一な厚みの絶縁層を有する絶縁電線の製造方法を提供することも、その課題とする。
【課題を解決するための手段】
【0011】
本発明者は、鋭意検討した結果、電線表面への絶縁ワニスの塗装を、高粘度材噴霧装置を使用したスプレー塗装により行えば、絶縁ワニスの塗装量を電線の部位により自在に変更できること、並びに、電線表面への絶縁ワニスの塗装後、比較的低温でかつ短時間の加熱を絶縁ワニスに施すことにより、均一な厚みの絶縁層を形成できることを見いだし、本発明を完成した。
【0012】
請求項1に記載の発明は、樹脂ワニスを、高粘度材噴霧装置により、電線表面に噴霧することを特徴とする電線の塗装方法である。この塗装方法によれば、電線の所望部位のみ絶縁ワニスを塗装できる。又電線の部位により絶縁ワニスの塗装の厚みを自在に変えることができる。
【0013】
樹脂ワニスとは、樹脂を溶剤に溶解してなる10Pa・s以上の高粘度の液体である。特に、絶縁電線の絶縁層を形成する絶縁性樹脂を溶剤に溶解してなる絶縁ワニスをその代表例として挙げることができる。
【0014】
高粘度材噴霧装置とは、5〜10Pa・s程度の高粘度の液体を霧化して吐出することができる噴霧装置である。例えば、特許第2838690号公報に記載の高粘度材噴霧装置を本発明に用いることができる。この高粘度材噴霧装置は、高粘度材を供給する圧送ポンプ、圧縮エアーを供給するエアー制御装置を有し、高粘度材と圧縮エアーを、ノズル部をもって混合することにより高粘度材を霧化させる高粘度材噴霧装置であって、噴霧口として、ノズル管をエアー噴出用外側ノズルと高粘度材吐出用内側ノズルを同心円状に形成し、高粘度材吐出用ノズル先端開口部をエアー噴出用ノズル先端開口部に比し突出させることを特徴とする高粘度材噴霧装置である。
【0015】
樹脂ワニスの噴霧は、電線の表面に対向するように、高粘度材噴霧装置の吐出口を設け、電線を一方向に移動させながら、電線の所定の部位、すなわち樹脂ワニスの塗布を所望する部位が吐出口に対向する位置に来たとき、高粘度材噴霧装置を作動させて樹脂ワニスを噴霧して行い、塗装(スプレー塗装)する。この方法により、電線の長さ方向の所定の部位のみ高粘度の樹脂ワニスを塗装し、樹脂ワニスが塗装された部位と塗装されない部位をその長さ方向に有する電線を作製することができる。又、高粘度材噴霧装置の樹脂ワニスの噴霧量を変動させることにより、電線の長さ方向の部位により、その塗装量を変動させることが自在にでき、電線の長さ方向の所望の部位に、異なった厚みの絶縁層を有する絶縁電線を作製することができる。
【0016】
電線の断面の一方向の表面のみに樹脂ワニスを塗装する場合は、一台の高粘度材噴霧装置が、塗装を所望する方向側の表面に吐出口が対向するように設けられる。しかし、絶縁電線の製造等の通常の場合は、電線の断面の全方向への樹脂ワニスの塗装が望まれる。このような場合は、電線の断面の各方向の表面に吐出口が対向するように複数の高粘度材噴霧装置の設置が求められる。高粘度材噴霧装置を2台設ける場合は、この2台が電線を対象軸とした線対象の位置になるように設けることが好ましい。
【0017】
電線の断面の各方向の表面に吐出口が対向するように複数の高粘度材噴霧装置を設置し、それぞれの装置の噴霧量をそれぞれ調節することにより、絶縁層の厚みが、電線の断面の各方向で異なった絶縁電線を作製することができる。例えば、前記のセグメントコイルの作製において、隣接するセグメントコイルやコアと接する面側に厚い絶縁層を形成し、他の面側には薄い絶縁層を形成して、絶縁ワニスの節約を図ることができる。
【0018】
請求項2に記載の発明は、高粘度材噴霧装置により、絶縁ワニスを、電線に噴霧して塗装する塗装工程、及び前記の塗装された絶縁ワニスを硬化する硬化工程を有することを特徴とする絶縁電線の製造方法である。
【0019】
この発明は、絶縁ワニスの電線表面への塗装を、請求項1に記載の電線の塗装方法により行うことを特徴とする絶縁電線の製造方法である。絶縁ワニスは、電線表面に塗装された後硬化され、電線表面を被覆する絶縁層が形成され、所定の部位に所定の厚みの絶縁層を有する絶縁電線が製造される。
【0020】
絶縁ワニスの硬化は、電線を、絶縁ワニスを構成する溶剤の沸点以上に加熱することにより短時間で工業的に行うことができる。この加熱により、電線表面上に塗布された絶縁ワニスから溶剤が乾燥・除去され、硬化した樹脂膜からなる絶縁層が形成される。加熱は、従来の絶縁電線の製造方法にて絶縁ワニスの硬化の際に行われている方法と同様な方法により行うことができる。また、バッチ処理で恒温槽の中で加熱しても良い。
【0021】
請求項3に記載の発明は、前記電線が、セグメントコイルであることを特徴とする請求項2に記載の絶縁電線の製造方法である。
【0022】
本発明は、特に、車両用発電機、モータ等のコイルの形成に近年用いられて来ているU字型導体(セグメントコイル)の作製に好適に適用される。セグメントコイルは、平角線を所定の長さで切断し、U字型に折り曲げて作製されるが、平角線の表面(側面)の中でも、隣接するセグメントコイルと接する面やコアと接する面と、他の面とでは、絶縁層の求められる厚みが異なっている。又、平角線からセグメントコイルを作製するとき、小さな曲率で折り曲げる部位の絶縁層が厚いと絶縁層が破壊されやすいので、当該部位の絶縁層は薄い方が好ましい。本発明の製造方法によれば、所望の部位の絶縁層の厚みを自在に調整できるので、絶縁層の所望の厚みがその部位により異なるセグメントコイルを容易に製造することができる。
【0023】
請求項4に記載の発明は、絶縁ワニスを電線表面に塗装する塗装工程、塗装された絶縁ワニスを硬化する硬化工程、及び、前記塗装工程後、硬化工程前に、絶縁ワニスを、その粘度が25℃における粘度の0.1〜0.7倍となる温度に5秒以上、10分以下加熱する膜厚平滑化工程を有することを特徴とする絶縁電線の製造方法である。
【0024】
前記のように、絶縁ワニスを電線表面に均一に塗装できても、ワニスは高粘度のため表面張力等により、絶縁ワニスの塗布の厚み(膜厚)が変動する。本発明者は、前記の請求項1の発明によるワニスの塗装の実験を種々行い、塗装した後のワニス膜厚分布を調査した結果、塗装直後からワニスが動いて膜厚が変化し不均一になりやすい問題が生じることを見出した。
【0025】
図2は、ワニスの塗布の厚みの変動を模式的に示す断面図であるが、塗装直後は、図2(a)で示すように厚みが均一な場合でも、表面張力等によりワニスが動き、図2(b)や(c)で示すように厚みが不均一となる。従って、所望の範囲全体にわたって所望の厚みとすることが困難であった。その結果、硬化後の絶縁層の厚みも不均一となり、所望の範囲に均一な膜厚の絶縁層を形成することが困難であった。
【0026】
しかし、硬化工程の前に、硬化工程における加熱条件よりは比較的低い温度に比較的短時間加熱することにより、絶縁ワニスに加わっている表面張力等の影響を緩和・分散させ、厚みの不均一状態を矯正し、所望の範囲に均一な膜厚の絶縁層を形成することができる。その結果、絶縁電線の絶縁性能や品質の向上につなげられる。すなわち、請求項4の発明は、ワニス塗装やその後に生じる塗布の厚みの不均一化を防止するために、硬化工程前に、低温×短時間での加熱による膜厚平滑化工程を設けることを特徴とする絶縁電線の製造方法である。
【0027】
厚みの不均一化を防ぐための加熱の温度は、絶縁ワニスの粘度が、25℃におけるその粘度の0.1〜0.7倍となる温度である。すなわち、絶縁ワニスの粘度は、一定の温度範囲では昇温するほど低下するが、加熱の温度は、25℃における粘度の0.7倍以下の粘度となる温度以上である。絶縁ワニスの粘度を25℃における粘度の0.7倍以下にすることにより、厚みの不均一を十分に矯正・防止することができる。一方、粘度が25℃における粘度の0.1倍以上にすることにより、絶縁ワニスの低粘度による平角線から垂れを防止して良好な塗装状態を保つことができ、厚みの不均一化を防止したり、厚みが不均一になっても矯正することができる。したがって、粘度が25℃における粘度の0.1倍よりも低くなる温度まで加熱しないことが望ましい。また、粘度が25℃における粘度の0.1倍よりも低くなる温度まで加熱しないことで、絶縁ワニスの硬化が生じにくい。
【0028】
厚みの不均一化を防ぐための加熱の時間は、5秒以上、10分以下、好ましくは10秒以上、5分以下である。加熱の時間を5秒以上、好ましくは10秒以上にすることにより、厚みの不均一性を矯正したり、不均一化を防止することができる。一方、加熱時間を10分以下、好ましくは5分以下にすることにより、絶縁ワニスの硬化による粘度上昇を抑え、厚みの不均一性を矯正したり、不均一化を防止することができる。
【0029】
請求項4における塗装工程は、電線表面に絶縁ワニスを塗装できる方法である限りは特に限定されない。例えば、請求項1の電線の塗装方法により絶縁ワニスを塗装してもよいし、従来技術の方法により絶縁ワニスを充填した槽内に電線を連続的に通して塗装してもよい。
【0030】
硬化工程は、請求項2の発明における絶縁ワニスの硬化と同様にして行うことができる。すなわち、電線を、絶縁ワニスを構成する溶剤の沸点以上に加熱することにより行うことができ、加熱は、従来の絶縁電線の製造方法にて絶縁ワニスの硬化の際に行われている方法と同様な方法により行うことができる。
【0031】
請求項5に記載の発明は、電線及びその表面の少なくとも一部を被覆する絶縁層を有し、前記絶縁層が、高粘度材噴霧装置により絶縁ワニスを前記電線に噴霧して塗装した後、硬化して形成されてなることを特徴とする絶縁電線である。請求項2に記載の絶縁電線の製造方法により製造されることを特徴とする絶縁電線であり、請求項2の発明を物の発明として捉えたものである。
【0032】
請求項6に記載の発明は、前記電線が平角線であり、その一側面に前記絶縁層を有し、前記絶縁層の形成において、絶縁ワニスの塗装後、硬化前に、前記絶縁ワニスが、その粘度が25℃における粘度の0.1〜0.7倍となる温度に5秒以上、10分以下加熱されていることを特徴とする請求項5に記載の絶縁電線である。本発明の絶縁電線の製造方法によれば、電線が平角線である場合に、その特定の側面のみに、前記の膜厚平滑化工程を行うことができるが、請求項6に記載の発明は、この方法により製造された絶縁電線である。
【0033】
請求項7に記載の発明は、電線及びその表面の少なくとも一部を被覆する絶縁層を有する絶縁電線であって、前記電線は平角線であり、前記絶縁層は絶縁ワニスが硬化されたものであり、前記絶縁層の膜厚が、前記平角線の一側面のみ平滑であることを特徴とする絶縁電線である。前記のように、絶縁電線を構成する電線が平角線の場合、その特定の側面のみ絶縁層の膜厚を平滑にすることができるが、請求項7に記載の発明は、一側面のみ絶縁層の膜厚が平滑であることを特徴とする絶縁電線である。一側面のみの膜厚を平滑にする方法としては、前記本発明の絶縁電線の製造方法における膜厚平滑化工程を当該一側面のみに適用する方法を挙げることができるが、この方法に限定されない。
【0034】
請求項8に記載の発明は、前記電線が、セグメントコイルであることを特徴とする請求項7に記載の絶縁電線である。電線が平角線であり、その一側面のみ絶縁層の膜厚が平滑である絶縁電線は、セグメントコイルとして好適に用いられる。
【発明の効果】
【0035】
本発明の電線の塗装方法によれば、電線の所望部位のみ絶縁ワニスを塗装できる。又電線の部位により絶縁ワニスの塗装の厚みを自在に変えることができる。又、この塗装方法を使用した本発明の絶縁電線の製造方法によれば、所望の部位に所望の厚みの絶縁層を有する絶縁電線を容易に製造することができる。
【0036】
膜厚平滑化工程を有する本発明の絶縁電線の製造方法によれば、絶縁ワニスの塗装後の膜厚の不均一化を防ぎ、所望の範囲に均一な膜厚の絶縁層を有する絶縁電線を容易に製造することができる。このような本発明の絶縁電線の製造方法は、セグメントコイルの製造等に好適に適用できる。
【図面の簡単な説明】
【0037】
【図1】本発明の絶縁電線の一例の製造工程を示す模式図である。
【図2】平角線に絶縁ワニスが塗装されたときの様子を示す模式断面図である。
【図3】従来の絶縁電線の製造工程を示す模式図である。
【図4】本発明の絶縁電線の一例を示す模式断面図である。
【発明を実施するための形態】
【0038】
次に、本発明を実施するための形態を図に基づき具体的に説明する。なお、本発明はこの形態に限定されるものではなく、本発明の趣旨を損なわない限り、他の形態へ変更することができる。
【0039】
図1は、本発明の絶縁電線の製造方法により電線表面の所望の部位に絶縁層を形成する工程を表わす模式図である。この工程は、請求項4に記載の絶縁電線の製造方法であって、その塗装工程を請求項1の電線の塗装方法により行う場合に該当する。
【0040】
図中の1は電線を表わし、電線1は図中の白抜き矢印が示す方向に移動している。図中の2は高粘度の絶縁ワニスを霧化して吐出するための高粘度材噴霧装置を表わし、この例では2台の高粘度材噴霧装置2が、電線1を軸とした線対象の位置に設けられている。
【0041】
本発明が適用される電線は、通常銅線であるが、これに限定されない。アルミ線、銀線、他の金属によりメッキされた銅線等に絶縁層を形成する場合にも、本発明を適用することができる。又、電線の断面形状も特に限定されず、断面が円形の丸線にも本発明を適用することができるが、本発明は、断面が長方形の平角線に特に好適に適用される。
【0042】
高粘度材噴霧装置2のそれぞれの吐出口2aは電線1に対向している。そして、電線1の絶縁層の形成を所望する部位が高粘度材噴霧装置2間を通過する際には、それぞれの吐出口2aから絶縁ワニスのスプレー5aが電線1の表面に噴霧状態にて吐出(スプレー塗装)され、電線1の表面に、絶縁ワニスの塗装膜5bが形成される。すなわち、電線1が2台の高粘度材噴霧装置2間を通過する際に、請求項2や請求項4の発明における塗装工程が行われる。
【0043】
絶縁ワニスとしては、従来の絶縁電線の製造に用いられていた絶縁ワニスと同様なものを使用できる。例えば、ポリイミドやポリアミドイミドなどを含んだワニス、あるいはアルミナやシリカ等の無機フィラーを樹脂に含んだもの等を挙げることができる。
【0044】
電線1の絶縁層を形成しない部位が高粘度材噴霧装置2間を通過する際には、絶縁ワニスの吐出(スプレー塗装)は行わない。その結果、絶縁ワニスが塗装されていない部位が電線1の表面に生じる。図1中の1aは、絶縁ワニスが塗装されていない部位を表わす。
【0045】
又、高粘度材噴霧装置2からの絶縁ワニスの吐出量を変えることにより、絶縁ワニスの塗装膜5bの厚みを変えることができる。このようにして電線1の部位により、異なった厚みの絶縁層を形成することができ、又は、絶縁層が形成されない部位を得ることができる。さらに、2台の高粘度材噴霧装置2の吐出量を互いに異なるように調整することにより、絶縁層の厚みが電線1の断面方向で異なる絶縁電線を作製することができる。
【0046】
図1中の3は、膜厚平滑化用加熱装置を表わす。高粘度材噴霧装置2間を通過し絶縁ワニスの塗装膜5bが形成された電線1は、膜厚平滑化用加熱装置3により加熱され、膜厚平滑化工程が行われる。前記の塗装工程で不均一な厚みの塗装膜5bが形成されても、又は均一な厚みの塗装膜5bが形成された後絶縁ワニスが表面張力等により動いて不均一な厚みとなっても、この膜厚平滑化用加熱装置3により加熱された範囲は膜厚が均一化(平滑化)される。例えば、塗装膜5bが、図2の(b)や(c)で表されるような状態であっても、この膜厚平滑化工程により、図2の(a)で表される均一化(平滑化)された膜厚となる。
【0047】
この加熱は、絶縁ワニスの塗装膜5bの所定の部位のみ、又は、電線1の断面の所定の方向のみに行ってもよい。この加熱は、絶縁ワニスの粘度が25℃におけるその粘度の0.1〜0.7倍となる温度(通常の絶縁ワニスの場合、40〜150℃程度)で、5秒以上、10分以下行われる。この条件は、後述の硬化工程における加熱の条件よりはるかに低い温度でかつ短時間である。
【0048】
図1中の4は、ワニス硬化用加熱装置を表わす。膜厚平滑化工程により塗装膜5bの厚みが均一化された電線1は、ワニス硬化用加熱装置4により加熱され、硬化工程が行われる。この加熱の条件は、溶剤が乾燥・除去され、ワニスが硬化するために充分な条件であり、通常、300℃以上で、1分以上で行われる。すなわち、膜厚平滑化工程での加熱温度よりはるかに高温であり、又長時間の加熱が行われる。5cは、絶縁ワニスが硬化して形成された絶縁層を表わす。
【0049】
図4は、本発明の絶縁電線の一例を示す模式断面図である。この絶縁電線は請求項7に記載の発明の一例である。すなわち、図中、6は電線であり、7は電線6を被覆する絶縁層であるが、図より明らかなように、電線6は平角線であり、その側面a1、a2、a3及びa4の中で、絶縁層7の側面a1を被覆する部分のみ膜厚が平滑であり、側面a2、a3及びa4を被覆する部分の膜厚は平滑ではない。
【符号の説明】
【0050】
1 電線
1a 絶縁ワニスが塗装されていない部位
2 高粘度材噴霧装置
2a 吐出口
3 膜厚平滑化用加熱装置
4 ワニス硬化用加熱装置
5a 絶縁ワニスのスプレー
5b 絶縁ワニスの塗装膜
5c 絶縁層
6 電線
7 絶縁層
【特許請求の範囲】
【請求項1】
樹脂ワニスを、高粘度材噴霧装置により、電線表面に噴霧することを特徴とする電線の塗装方法。
【請求項2】
高粘度材噴霧装置により、絶縁ワニスを、電線に噴霧して塗装する塗装工程、及び前記の塗装された絶縁ワニスを硬化する硬化工程を有することを特徴とする絶縁電線の製造方法。
【請求項3】
前記電線が、セグメントコイルであることを特徴とする請求項2に記載の絶縁電線の製造方法。
【請求項4】
絶縁ワニスを電線表面に塗装する塗装工程、塗装された絶縁ワニスを硬化する硬化工程、及び、前記塗装工程後、硬化工程前に、絶縁ワニスを、その粘度が25℃における粘度の0.1〜0.7倍となる温度に5秒以上、10分以下加熱する膜厚平滑化工程を有することを特徴とする絶縁電線の製造方法。
【請求項5】
電線及びその表面の少なくとも一部を被覆する絶縁層を有し、前記絶縁層が、高粘度材噴霧装置により絶縁ワニスを前記電線に噴霧して塗装した後、硬化して形成されてなることを特徴とする絶縁電線。
【請求項6】
前記電線が平角線であり、その一側面に前記絶縁層を有し、前記絶縁層の形成において、絶縁ワニスの塗装後、硬化前に、前記絶縁ワニスが、その粘度が25℃における粘度の0.1〜0.7倍となる温度に5秒以上、10分以下加熱されていることを特徴とする請求項5に記載の絶縁電線。
【請求項7】
電線及びその表面の少なくとも一部を被覆する絶縁層を有する絶縁電線であって、前記電線は平角線であり、前記絶縁層は絶縁ワニスが硬化されたものであり、前記絶縁層の膜厚が、前記平角線の一側面のみ平滑であることを特徴とする絶縁電線。
【請求項8】
前記電線が、セグメントコイルであることを特徴とする請求項7に記載の絶縁電線。
【請求項1】
樹脂ワニスを、高粘度材噴霧装置により、電線表面に噴霧することを特徴とする電線の塗装方法。
【請求項2】
高粘度材噴霧装置により、絶縁ワニスを、電線に噴霧して塗装する塗装工程、及び前記の塗装された絶縁ワニスを硬化する硬化工程を有することを特徴とする絶縁電線の製造方法。
【請求項3】
前記電線が、セグメントコイルであることを特徴とする請求項2に記載の絶縁電線の製造方法。
【請求項4】
絶縁ワニスを電線表面に塗装する塗装工程、塗装された絶縁ワニスを硬化する硬化工程、及び、前記塗装工程後、硬化工程前に、絶縁ワニスを、その粘度が25℃における粘度の0.1〜0.7倍となる温度に5秒以上、10分以下加熱する膜厚平滑化工程を有することを特徴とする絶縁電線の製造方法。
【請求項5】
電線及びその表面の少なくとも一部を被覆する絶縁層を有し、前記絶縁層が、高粘度材噴霧装置により絶縁ワニスを前記電線に噴霧して塗装した後、硬化して形成されてなることを特徴とする絶縁電線。
【請求項6】
前記電線が平角線であり、その一側面に前記絶縁層を有し、前記絶縁層の形成において、絶縁ワニスの塗装後、硬化前に、前記絶縁ワニスが、その粘度が25℃における粘度の0.1〜0.7倍となる温度に5秒以上、10分以下加熱されていることを特徴とする請求項5に記載の絶縁電線。
【請求項7】
電線及びその表面の少なくとも一部を被覆する絶縁層を有する絶縁電線であって、前記電線は平角線であり、前記絶縁層は絶縁ワニスが硬化されたものであり、前記絶縁層の膜厚が、前記平角線の一側面のみ平滑であることを特徴とする絶縁電線。
【請求項8】
前記電線が、セグメントコイルであることを特徴とする請求項7に記載の絶縁電線。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−45624(P2013−45624A)
【公開日】平成25年3月4日(2013.3.4)
【国際特許分類】
【出願番号】特願2011−182577(P2011−182577)
【出願日】平成23年8月24日(2011.8.24)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
【公開日】平成25年3月4日(2013.3.4)
【国際特許分類】
【出願日】平成23年8月24日(2011.8.24)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
[ Back to top ]