
電縫鋼管の熱処理方法
【課題】電縫鋼管溶接部の靭性向上を効率よく、かつ安定して達成できる電縫鋼管溶接部の熱処理方法を提供する。
【解決手段】管外面長手方向に誘導コイルを有する高周波誘導加熱手段を複数スタンド、直列に配置した高周波誘導加熱装置を用いて、電縫管溶接部の熱処理を行なうにあたり、管溶接部の外面温度がAc3変態点を超えるまでは、各スタンドの出側における管溶接部の外面温度を、該各スタンドの一つ前のスタンド出側における管溶接部の外面温度より高くなるように加熱し、管溶接部の外面温度がAc3 変態点を超えたのちは、その後の各スタンドの高周波誘導加熱手段では、管溶接部内面に磁束が集中するように周波数および管溶接部外面温度をキュリー点以上の適正温度に設定し、管溶接部の外面温度をキュリー点以上の適正温度に保持しながら加熱する。これにより、外面および内面を均一にAc3変態点を超える温度に加熱でき、溶接部靭性が向上する。
【解決手段】管外面長手方向に誘導コイルを有する高周波誘導加熱手段を複数スタンド、直列に配置した高周波誘導加熱装置を用いて、電縫管溶接部の熱処理を行なうにあたり、管溶接部の外面温度がAc3変態点を超えるまでは、各スタンドの出側における管溶接部の外面温度を、該各スタンドの一つ前のスタンド出側における管溶接部の外面温度より高くなるように加熱し、管溶接部の外面温度がAc3 変態点を超えたのちは、その後の各スタンドの高周波誘導加熱手段では、管溶接部内面に磁束が集中するように周波数および管溶接部外面温度をキュリー点以上の適正温度に設定し、管溶接部の外面温度をキュリー点以上の適正温度に保持しながら加熱する。これにより、外面および内面を均一にAc3変態点を超える温度に加熱でき、溶接部靭性が向上する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電縫鋼管に係り、とくに溶接部の加工性、靭性の向上を目的とした、高精度、高効率の電縫鋼管溶接部の熱処理方法に関する。
【背景技術】
【0002】
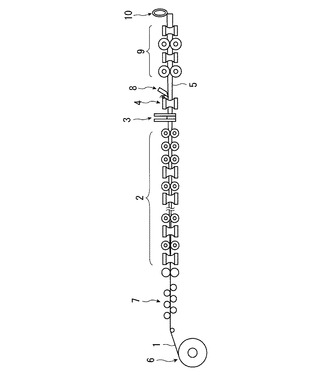
通常、電縫鋼管5は、図1に示すように、コイル状の鋼帯1を、アンコイラー6、レベラー7を介し、ロール成形機2により管状に成形したのち、板端面を突き合せて、高周波溶接機3で電縫溶接し、ビード部切削機8によりビードを切削され、さらにはサイザー9により所定の径に調整され、管切断機10により所定長さに切断された鋼管として製造されている。この電縫溶接では、突き合わせ部に高周波溶接機(誘導加熱装置)3で高周波電流を流し、ジュール熱を集中させて突き合わせ部を溶融しスクイズロール4で圧着して、溶接部を形成し、電縫鋼管5とする。形成された溶接部は、急速加熱されかつ急速冷却されるため、母材(鋼帯)と異なる組成、組織、強度を有し、加工性、靭性、さらには耐食性が他の部位(母材)に比べて低下した状態となっている。溶接部の加工性、靭性、耐食性を管の他の部位(母材)と同等以上とするために、一般的に、シームアニールと称して、電縫鋼管溶接部に熱処理を施すことが行なわれている。
【0003】
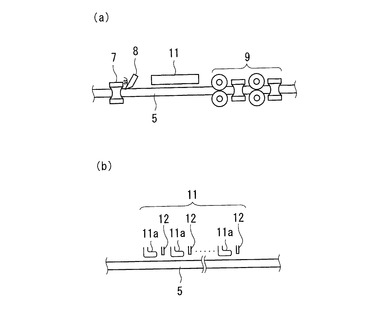
電縫鋼管溶接部に施す熱処理は、図2に示すように、電縫鋼管製造ラインのスクイズロール4の出側に、設置されたシームアニーラ11により行われているのが一般的である。このシームアニーラ11には、管外面長手方向に誘導コイルを設けた高周波誘導加熱手段を複数スタンド配置し、溶接部およびその周辺に誘導電流を発生させて加熱する誘導加熱装置が、通常、用いられている。
【0004】
しかし、この種のシームアニーラでは、溶接部の加熱が管外面のみからの加熱となるため、管肉厚方向に温度分布が生じる。とくに厚肉の電縫鋼管では、管の内外面の温度差が増大し、管溶接部の肉厚全体を所望の温度に均一に加熱することが難しいという問題がある。
このような問題に対し、管内部まで充分に加熱するために、高周波誘導加熱手段の投入電力を増加し、誘導電流を増加させると、管外面の温度が高くなりすぎて、結晶粒が粗大化し、かえって靭性が低下する場合がある。また、造管速度を極低速とし、シームアニーラによる加熱後の伝熱時間を十分に確保して、管内外面の温度差を低減する方法では、誘導加熱手段を直列に多数基配置した長尺の設備とする必要があり、設備費が増大するとともに、投入電力量が増加し、ランニングコストの増加を招くことになる。また、造管速度を極低速とすると、電縫溶接部に欠陥が増加しやすくなり、溶接部特性の低下を招くという問題もある。また、造管時のトラブルにより製造ラインが停止した場合には、設備が長尺であるために電縫溶接部の不均一が増加し、歩留りが低下するという問題もある。
【0005】
このような問題に対し、例えば、特許文献1には、厚肉電縫鋼管溶接部に高周波誘導加熱装置で、溶接部外面温度が(Ac3点+100℃)〜(Ac3点+300℃)となるように加熱する第1回目の焼ならしと、引続いて溶接部外面温度がAc1点以下に降下した時点で、Ac1点〜(Ac3点+100℃)の温度範囲となるように加熱する第2回目の焼ならし・焼なましとからなる熱処理を行なう厚肉電縫鋼管の製造方法が記載されている。この技術によれば、複雑でしかも処理時間の長い工程を付加することなく、溶接部靭性の極めて優れた厚肉電縫鋼管を製造できるとしている。
【0006】
また、特許文献2には、厚肉電縫鋼管溶接部に高周波誘導加熱装置で、溶接部内面の温度が(Ac3点+50℃)以上となるように加熱する第1回目の加熱と、第1回目の加熱後水冷または空冷によって外面温度が被加熱材のベイナイト変態終了温度以下まで冷却し、ついでAc3変態域が第1回目の加熱・冷却によるベイナイト組織の発生領域をカバーしうる温度で、かつベイナイト組織が発生する温度以下まで加熱する第2回目の加熱とからなる熱処理を施す、厚肉電縫鋼管の熱処理方法が記載されている。この技術によれば、複雑でしかも処理時間の長い工程を付加することなく、溶接部靭性に優れた厚肉電縫鋼管を製造できるとしている。
【特許文献1】特開昭59−129729号公報
【特許文献2】特開平6−220547号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
特許文献1に記載された技術では、第1回目の加熱後に所定の温度以下まで冷却するが、しかし、この温度が高く未変態のオーステナイトが残存して、第2回目の加熱後の冷却時に低温変態生成物に変態するため、所望の靭性向上が得られないという問題があった。
また、特許文献1、2に記載された技術では、第1回目の加熱後に冷却することから、熱処理設備を長くする必要があり、設備費の増大を招くとともに、非効率な製造となり、製造コスト(ランニングコスト)の増大を招くという問題がある。また、さらに冷却速度が水温、気温により微妙に変化するため、第1回加熱後の冷却時の到達温度を、精度よく一定の所望温度とすることが難しく、安定して十分な靭性の向上が得られにくいという問題があった。
【0008】
本発明は、かかる従来技術の問題を解決し、電縫鋼管溶接部の靭性向上を効率よく、かつ安定して達成できる電縫鋼管溶接部の熱処理方法を提案することを目的とする。
【課題を解決するための手段】
【0009】
本発明者らは、上記した目的を達成するため、溶接部靭性を向上できる熱処理を効率よく施せる加熱パターンについて鋭意研究した。その結果、Ac3変態点到達までの加熱パターンが重要であることに思い至った。そして更なる研究により、本発明者らは、管溶接部外面温度がAc3変態点を超えるまでは、各加熱手段の出側における管溶接部外面温度を、該各加熱手段の一つ前の加熱手段の出側における管溶接部外面温度より常に高くなる加熱パターンとすることがよいことを見出した。このような加熱パターンとすることにより、管溶接部外面温度が徐々に目標温度に近づき、それに伴い管溶接部内面側の温度も効率よく上昇させることができ、したがって、熱処理設備の長さを短くでき、投入電力が少なくてすみ、製造コスト(ランニングコスト)の低減が可能となることを知見した。
【0010】
ついで、本発明者らは、管溶接部外面温度がAc3変態点を超えたのちの、電縫鋼管溶接部の加熱方法について、電磁場解析および伝熱解析を利用し、さらには各種加熱方法について電縫鋼管温度を実測して、鋭意研究した。その結果、シームアニーラの高周波誘導加熱手段により発生した磁束は、キュリー点以上に加熱された領域を迂回する傾向があり、そのため、キュリー点以上に加熱された領域では磁束の集中が少なくなる。そのため、キュリー点以上に加熱された領域ではそれ以外の領域に比べ温度上昇が少なくなる。したがって、外面から加熱する電縫鋼管のシームアニーラの場合には、管溶接部外面側をキュリー点以上の適正温度に保持しておけば、管溶接部外面側の温度上昇が抑制され、管溶接部中央部、管溶接部内面側に磁束が集中し、効率よく加熱できることを知見した。さらに、本発明者らは、管溶接部中央部から管溶接部内面側を目標温度まで効率よく加熱するために、誘導加熱手段の周波数を100〜20000Hzの範囲とすることが好ましいことを思い至った。これらを組合せることにより初めて、誘導加熱装置(シームアニーラ)の長さを短くしても、管溶接部外面側を過加熱することなく、また管溶接部内面側の加熱不足を生じることなく、溶接部の充分な加熱が可能で、溶接部靭性に優れた電縫鋼管を、安価にしかも安定して製造できるという知見を得た。
【0011】
本発明は上記した知見に基づいて、さらに検討を加えて完成されたものである。すなわち、本発明の要旨はつぎのとおりである。
(1)管外面長手方向に誘導コイルを配置した高周波誘導加熱手段を複数スタンド、直列に配置した高周波誘導加熱装置に、電縫鋼管を送給し外面から該電縫管溶接部の熱処理を行なう電縫鋼管溶接部の熱処理方法であって、前記電縫鋼管溶接部の外面温度が該電縫鋼管溶接部のAc3変態点を超えるまでは、前記高周波誘導加熱手段の各スタンドの出側における該電縫鋼管溶接部の外面温度を、該各スタンドの一つ前のスタンド出側における該電縫鋼管溶接部の外面温度より高くなるように前記高周波誘導加熱手段で加熱し、前記電縫鋼管溶接部の外面温度がAc3変態点を超えたのちは、その後の各スタンドの高周波誘導加熱手段では、電磁場解析および伝熱解析により、磁束が電縫鋼管溶接部内面に集中するように、該高周波誘導加熱手段の周波数および該電縫鋼管溶接部の外面温度をキュリー点以上の適正温度に設定し、前記電縫鋼管溶接部の外面温度を前記電縫管溶接部のキュリー点以上の適正温度に保持しながら該電縫鋼管溶接部の内面を加熱することを特徴とする電縫鋼管溶接部の熱処理方法。
【0012】
(2)(1)において前記電縫鋼管溶接部の内面をAc3変態点以上の温度に加熱することを特徴とする電縫鋼管溶接部の熱処理方法。
【発明の効果】
【0013】
本発明によれば、電縫鋼管溶接部の靭性向上を安価で、効率よく、かつ安定して達成でき、産業上格段の効果を奏する。また、本発明によれば、誘導加熱装置(シームアニーラ)の長さが短くでき、熱処理が効率よく行え、投入電力を低減でき、製造コスト(ランニングコスト)を低減できるという効果もある。
【発明を実施するための最良の形態】
【0014】
本発明で使用する電縫鋼管は、通常、図1に示すように、鋼帯1をロール成形機2により連続的に管状に成形したのち、板端面を突き合せて、高周波溶接機3で突き合わせ部を溶融しスクイズロール4で圧着して、溶接部を形成し、電縫鋼管5とする。
本発明では、対象とする電縫鋼管を、高周波誘導加熱手段が複数スタンド、直列に配置された高周波誘導加熱装置に送給し、該電縫鋼管の溶接部の熱処理を行なう。ここで使用する高周波誘導加熱装置11は、図2(a)に示すように、スクイズロール7の出側に配設することが、生産性向上の観点から好ましい。本発明で使用する高周波誘導加熱装置11は、図2(b)に示すように、高周波誘導加熱手段11aを複数基(複数スタンド)、直列に配置した構成とする。また、高周波誘導加熱手段11aは、被加熱体である電縫鋼管の管外面長手方向に誘導コイルを有し、管外面から溶接部およびその周辺に誘導電流を発生させて、溶接部を局部加熱可能な構成とする。なお、各高周波誘導加熱手段11aの出側には、電縫鋼管溶接部の外面温度が計測可能な温度計12を配置することが好ましい。また、各高周波誘導加熱手段11aは、所望の周波数に随時適合可能なように周波数可変装置(図示せず)を備えることが好ましい。
【0015】
本発明における加熱パターンは、電縫鋼管溶接部(以下、管溶接部ともいう)の外面温度がその鋼管溶接部のAc3変態点を超えるまでは、高周波誘導加熱手段の各スタンドの出側における電縫鋼管溶接部の外面温度を、該各スタンドの一つ前のスタンド出側における該外面温度より高くなるように各スタンドで加熱するパターンとする。管溶接部の外面温度がAc3変態点を超えるまでの各スタンドでは、高周波誘導加熱手段の周波数、投入電力量はとくに限定する必要はないが、外面側が効率よく目標温度に到達できるように調整することが好ましい。なお、管溶接部の外面温度は、当該スタンド出側に設置された温度計により計測するものとする。これにより、管溶接部の外面温度を、スタンドごとに上下させることなく、徐々にその目標加熱温度に近づくように効率よく上昇でき、高周波誘導加熱手段のスタンド数を少なくすることができ、高周波誘導加熱手段への投入電力量も少なくすることができる。また、加熱と同時に熱伝導が加わるため、管溶接部の内面側の温度を効率よく上昇でき、管溶接部内面の目標加熱温度に早期に到達することができるようになる。
【0016】
管溶接部の外面温度が、Ac3変態点を超えた以降の各スタンドでは、管溶接部の外面温度がAc3変態点を超えるまでの各スタンドに比べて少ない投入電力量に調整して管溶接部の外面温度をキュリー点以上の適正温度に保持しながら、電磁場解析および伝熱解析により、磁束が管溶接部内面に集中するように、高周波誘導加熱手段の周波数を、好ましくは、100〜20000Hzの範囲内の周波数に設定して、加熱する。キュリー点未満の温度に保持された領域に比べ、キュリー点以上に保持された領域では磁束の集中が少なくなるため、本発明では、管溶接部の外面温度をキュリー点以上の適正温度に保持しながら、加熱する。これにより、管溶接部の外面側の加熱が抑制され、内面側が効率よく加熱され、管溶接部の内外温度差を低減することができる。なお、管溶接部の外面温度の適正温度とは、電磁場解析および伝熱解析により、管溶接部外面の到達温度と使用する高周波誘導加熱手段の周波数との関係で、管肉厚方向の磁束発生状態を計算し、磁束が最も集中する位置を求め、その位置が管溶接部内面近傍となるように、使用する周波数に対応して設定した温度である。
【0017】
また、高周波誘導加熱手段の周波数が100Hz未満では、効果の高い渦電流を誘起させることが難しく、一方、20000Hzを超える周波数では、内面側に充分に磁束が集中できなくなる。このため、管溶接部の外面温度が、Ac3変態点を超えた以降の各スタンドでは、高周波誘導加熱手段の周波数は100〜20000Hzの範囲内の周波数に設定することが好ましい。なお、本発明では、管溶接部の内面の温度が、目標加熱温度であるAc3変態点を超える温度となるまで、1スタンドまたは複数スタンドで上記したように高周波誘導加熱手段の周波数を、好ましくは、100〜20000Hzの範囲内に設定して加熱する。管溶接部の内面温度は、実測、および/または、例えば非特許文献(鉄と鋼、vol93、No.5(2007)、P373〜378)に記載の伝熱解析および電磁場解析によって求めるものとする。
【実施例】
【0018】
質量%で、0.05%C−0.2%Si−1.4%Mn系の熱延鋼帯(Ac3変態点:860℃)を、図1に示すような、アンコイラー6、レベラー7、ロール成形機2、高周波溶接機3、スクイズロール4、サイザー9等を有する造管機で、電縫鋼管(外径600φmm×肉厚25.4mm)とした。ついで、これら電縫鋼管を被処理材として、図2に示すような、高周波誘導加熱装置(シームアニーラ)11を用いて、管溶接部の熱処理を行なった。なお、使用した高周波誘導加熱装置(シームアニーラ)11は、7スタンドの高周波誘導加熱手段11aを配し、各スタンド出側に管溶接部外面温度測定用の温度計12を配置した。これら温度計12を用いて、各スタンド出側の管溶接部外面温度を測定した。
(従来例)
まず、被処理材の管溶接部外面の到達温度が目標の880℃となるように、各スタンドの投入電力を、従来どおり各スタンドの効率がほぼ均等になるように調整して、熱処理を行なった結果、5スタンドで管溶接部外面温度が目標温度に到達した。外面温度が目標温度に到達したのちはその温度を保持した。ついで、その後のスタンドで同様に熱処理を行った結果、さらに2スタンドの加熱で管溶接部の内面温度が目標のAc3変態点を超える880℃に到達した。すなわち、合計7スタンドの高周波誘導加熱手段の利用で、管溶接部外面および内面を目標温度に到達させることができた。
(本発明例)
高周波誘導加熱装置(シームアニーラ)11の各スタンド出側の管溶接部の外面温度が、Ac3変態点(860℃)を超えるまでは、該各スタンドの一つ前のスタンド出側の管溶接部外面温度より高くなるように、各スタンドの投入電力を調整して、被処理材に熱処理を施した結果、4スタンドで管溶接部外面温度が目標の880℃に到達した。管溶接部の外面温度がAc3変態点を超えたのちのスタンドでは、管溶接部外面温度を、伝熱解析および電磁場解析から得た、管溶接部内面側に磁束が最も集中する管溶接部外面温度(キュリー点以上)となるように、高周波誘導加熱手段11aの使用周波数および投入電力を調整して、被処理材に熱処理を施した。その結果、1スタンドの追加のみで、管溶接部内面の温度がAc3変態点を超える目標の880℃に到達した。すなわち、合計5スタンドの高周波誘導加熱手段の利用で、管溶接部外面および内面を目標温度に到達させることができた。
【0019】
ついで、上記のような熱処理を施された電縫鋼管の管溶接部からシャルピー衝撃試験片を採取して、管溶接部の靭性を調査した。試験方法はつぎのとおりとした。
(1)シャルピー衝撃試験
得られた電縫鋼管の溶接部から、JIS Z 2242の規定に準拠して、衝撃試験片(Vノッチ試験片)を採取した。試験片の採取位置は、管長手方向の異なる10箇所で、試験片長さ方向を管周方向に平行とし、試験片ノッチ位置を溶接部中心として、管溶接部外面側および内面側からそれぞれ1本ずつ採取した。これら試験片を用いて、JIS Z 2242の規定に準拠して、試験温度:−46℃でシャルピー衝撃試験を実施し、吸収エネルギーおよび脆性破面率を求めた。得られた値を算術平均し、平均値を求めた。得られた結果を表1に示す。
【0020】
【表1】

【0021】
本発明例では、従来例に比べ少ないスタンド数の高周波誘導加熱手段の利用で管溶接部の内外面をAc3変態点(860℃)を超える目標温度に到達でき、本発明によれば、高周波誘導加熱手段のスタンド数を低減することが可能となる。
また、本発明例では、吸収エネルギー値が高く、脆性破面率が低く靭性に優れた管溶接部となっており、信頼性の高い製品管となっている。一方、従来例では、吸収エネルギー値が低く、脆性破面率が高く溶接部靭性が低下して、信頼性の低い製品管となっている。
【図面の簡単な説明】
【0022】
【図1】本発明に好適な電縫鋼管製造ラインの一例を模式的に示す説明図である。
【図2】本発明に好適な(a)シームアニーラの設置位置、(b)構成の一例を模式的に示す説明図である。
【符号の説明】
【0023】
1 鋼帯
2 ロール成形機
3 高周波溶接機
4 スクイズロール
5 鋼管(電縫鋼管)
6 アンコイラ
7 レベラー
8 ビード切削機
9 サイザー
10 管切断機
11 シームアニーラ(高周波誘導加熱装置)
11a 高周波誘導加熱手段
12 温度計
【技術分野】
【0001】
本発明は、電縫鋼管に係り、とくに溶接部の加工性、靭性の向上を目的とした、高精度、高効率の電縫鋼管溶接部の熱処理方法に関する。
【背景技術】
【0002】
通常、電縫鋼管5は、図1に示すように、コイル状の鋼帯1を、アンコイラー6、レベラー7を介し、ロール成形機2により管状に成形したのち、板端面を突き合せて、高周波溶接機3で電縫溶接し、ビード部切削機8によりビードを切削され、さらにはサイザー9により所定の径に調整され、管切断機10により所定長さに切断された鋼管として製造されている。この電縫溶接では、突き合わせ部に高周波溶接機(誘導加熱装置)3で高周波電流を流し、ジュール熱を集中させて突き合わせ部を溶融しスクイズロール4で圧着して、溶接部を形成し、電縫鋼管5とする。形成された溶接部は、急速加熱されかつ急速冷却されるため、母材(鋼帯)と異なる組成、組織、強度を有し、加工性、靭性、さらには耐食性が他の部位(母材)に比べて低下した状態となっている。溶接部の加工性、靭性、耐食性を管の他の部位(母材)と同等以上とするために、一般的に、シームアニールと称して、電縫鋼管溶接部に熱処理を施すことが行なわれている。
【0003】
電縫鋼管溶接部に施す熱処理は、図2に示すように、電縫鋼管製造ラインのスクイズロール4の出側に、設置されたシームアニーラ11により行われているのが一般的である。このシームアニーラ11には、管外面長手方向に誘導コイルを設けた高周波誘導加熱手段を複数スタンド配置し、溶接部およびその周辺に誘導電流を発生させて加熱する誘導加熱装置が、通常、用いられている。
【0004】
しかし、この種のシームアニーラでは、溶接部の加熱が管外面のみからの加熱となるため、管肉厚方向に温度分布が生じる。とくに厚肉の電縫鋼管では、管の内外面の温度差が増大し、管溶接部の肉厚全体を所望の温度に均一に加熱することが難しいという問題がある。
このような問題に対し、管内部まで充分に加熱するために、高周波誘導加熱手段の投入電力を増加し、誘導電流を増加させると、管外面の温度が高くなりすぎて、結晶粒が粗大化し、かえって靭性が低下する場合がある。また、造管速度を極低速とし、シームアニーラによる加熱後の伝熱時間を十分に確保して、管内外面の温度差を低減する方法では、誘導加熱手段を直列に多数基配置した長尺の設備とする必要があり、設備費が増大するとともに、投入電力量が増加し、ランニングコストの増加を招くことになる。また、造管速度を極低速とすると、電縫溶接部に欠陥が増加しやすくなり、溶接部特性の低下を招くという問題もある。また、造管時のトラブルにより製造ラインが停止した場合には、設備が長尺であるために電縫溶接部の不均一が増加し、歩留りが低下するという問題もある。
【0005】
このような問題に対し、例えば、特許文献1には、厚肉電縫鋼管溶接部に高周波誘導加熱装置で、溶接部外面温度が(Ac3点+100℃)〜(Ac3点+300℃)となるように加熱する第1回目の焼ならしと、引続いて溶接部外面温度がAc1点以下に降下した時点で、Ac1点〜(Ac3点+100℃)の温度範囲となるように加熱する第2回目の焼ならし・焼なましとからなる熱処理を行なう厚肉電縫鋼管の製造方法が記載されている。この技術によれば、複雑でしかも処理時間の長い工程を付加することなく、溶接部靭性の極めて優れた厚肉電縫鋼管を製造できるとしている。
【0006】
また、特許文献2には、厚肉電縫鋼管溶接部に高周波誘導加熱装置で、溶接部内面の温度が(Ac3点+50℃)以上となるように加熱する第1回目の加熱と、第1回目の加熱後水冷または空冷によって外面温度が被加熱材のベイナイト変態終了温度以下まで冷却し、ついでAc3変態域が第1回目の加熱・冷却によるベイナイト組織の発生領域をカバーしうる温度で、かつベイナイト組織が発生する温度以下まで加熱する第2回目の加熱とからなる熱処理を施す、厚肉電縫鋼管の熱処理方法が記載されている。この技術によれば、複雑でしかも処理時間の長い工程を付加することなく、溶接部靭性に優れた厚肉電縫鋼管を製造できるとしている。
【特許文献1】特開昭59−129729号公報
【特許文献2】特開平6−220547号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
特許文献1に記載された技術では、第1回目の加熱後に所定の温度以下まで冷却するが、しかし、この温度が高く未変態のオーステナイトが残存して、第2回目の加熱後の冷却時に低温変態生成物に変態するため、所望の靭性向上が得られないという問題があった。
また、特許文献1、2に記載された技術では、第1回目の加熱後に冷却することから、熱処理設備を長くする必要があり、設備費の増大を招くとともに、非効率な製造となり、製造コスト(ランニングコスト)の増大を招くという問題がある。また、さらに冷却速度が水温、気温により微妙に変化するため、第1回加熱後の冷却時の到達温度を、精度よく一定の所望温度とすることが難しく、安定して十分な靭性の向上が得られにくいという問題があった。
【0008】
本発明は、かかる従来技術の問題を解決し、電縫鋼管溶接部の靭性向上を効率よく、かつ安定して達成できる電縫鋼管溶接部の熱処理方法を提案することを目的とする。
【課題を解決するための手段】
【0009】
本発明者らは、上記した目的を達成するため、溶接部靭性を向上できる熱処理を効率よく施せる加熱パターンについて鋭意研究した。その結果、Ac3変態点到達までの加熱パターンが重要であることに思い至った。そして更なる研究により、本発明者らは、管溶接部外面温度がAc3変態点を超えるまでは、各加熱手段の出側における管溶接部外面温度を、該各加熱手段の一つ前の加熱手段の出側における管溶接部外面温度より常に高くなる加熱パターンとすることがよいことを見出した。このような加熱パターンとすることにより、管溶接部外面温度が徐々に目標温度に近づき、それに伴い管溶接部内面側の温度も効率よく上昇させることができ、したがって、熱処理設備の長さを短くでき、投入電力が少なくてすみ、製造コスト(ランニングコスト)の低減が可能となることを知見した。
【0010】
ついで、本発明者らは、管溶接部外面温度がAc3変態点を超えたのちの、電縫鋼管溶接部の加熱方法について、電磁場解析および伝熱解析を利用し、さらには各種加熱方法について電縫鋼管温度を実測して、鋭意研究した。その結果、シームアニーラの高周波誘導加熱手段により発生した磁束は、キュリー点以上に加熱された領域を迂回する傾向があり、そのため、キュリー点以上に加熱された領域では磁束の集中が少なくなる。そのため、キュリー点以上に加熱された領域ではそれ以外の領域に比べ温度上昇が少なくなる。したがって、外面から加熱する電縫鋼管のシームアニーラの場合には、管溶接部外面側をキュリー点以上の適正温度に保持しておけば、管溶接部外面側の温度上昇が抑制され、管溶接部中央部、管溶接部内面側に磁束が集中し、効率よく加熱できることを知見した。さらに、本発明者らは、管溶接部中央部から管溶接部内面側を目標温度まで効率よく加熱するために、誘導加熱手段の周波数を100〜20000Hzの範囲とすることが好ましいことを思い至った。これらを組合せることにより初めて、誘導加熱装置(シームアニーラ)の長さを短くしても、管溶接部外面側を過加熱することなく、また管溶接部内面側の加熱不足を生じることなく、溶接部の充分な加熱が可能で、溶接部靭性に優れた電縫鋼管を、安価にしかも安定して製造できるという知見を得た。
【0011】
本発明は上記した知見に基づいて、さらに検討を加えて完成されたものである。すなわち、本発明の要旨はつぎのとおりである。
(1)管外面長手方向に誘導コイルを配置した高周波誘導加熱手段を複数スタンド、直列に配置した高周波誘導加熱装置に、電縫鋼管を送給し外面から該電縫管溶接部の熱処理を行なう電縫鋼管溶接部の熱処理方法であって、前記電縫鋼管溶接部の外面温度が該電縫鋼管溶接部のAc3変態点を超えるまでは、前記高周波誘導加熱手段の各スタンドの出側における該電縫鋼管溶接部の外面温度を、該各スタンドの一つ前のスタンド出側における該電縫鋼管溶接部の外面温度より高くなるように前記高周波誘導加熱手段で加熱し、前記電縫鋼管溶接部の外面温度がAc3変態点を超えたのちは、その後の各スタンドの高周波誘導加熱手段では、電磁場解析および伝熱解析により、磁束が電縫鋼管溶接部内面に集中するように、該高周波誘導加熱手段の周波数および該電縫鋼管溶接部の外面温度をキュリー点以上の適正温度に設定し、前記電縫鋼管溶接部の外面温度を前記電縫管溶接部のキュリー点以上の適正温度に保持しながら該電縫鋼管溶接部の内面を加熱することを特徴とする電縫鋼管溶接部の熱処理方法。
【0012】
(2)(1)において前記電縫鋼管溶接部の内面をAc3変態点以上の温度に加熱することを特徴とする電縫鋼管溶接部の熱処理方法。
【発明の効果】
【0013】
本発明によれば、電縫鋼管溶接部の靭性向上を安価で、効率よく、かつ安定して達成でき、産業上格段の効果を奏する。また、本発明によれば、誘導加熱装置(シームアニーラ)の長さが短くでき、熱処理が効率よく行え、投入電力を低減でき、製造コスト(ランニングコスト)を低減できるという効果もある。
【発明を実施するための最良の形態】
【0014】
本発明で使用する電縫鋼管は、通常、図1に示すように、鋼帯1をロール成形機2により連続的に管状に成形したのち、板端面を突き合せて、高周波溶接機3で突き合わせ部を溶融しスクイズロール4で圧着して、溶接部を形成し、電縫鋼管5とする。
本発明では、対象とする電縫鋼管を、高周波誘導加熱手段が複数スタンド、直列に配置された高周波誘導加熱装置に送給し、該電縫鋼管の溶接部の熱処理を行なう。ここで使用する高周波誘導加熱装置11は、図2(a)に示すように、スクイズロール7の出側に配設することが、生産性向上の観点から好ましい。本発明で使用する高周波誘導加熱装置11は、図2(b)に示すように、高周波誘導加熱手段11aを複数基(複数スタンド)、直列に配置した構成とする。また、高周波誘導加熱手段11aは、被加熱体である電縫鋼管の管外面長手方向に誘導コイルを有し、管外面から溶接部およびその周辺に誘導電流を発生させて、溶接部を局部加熱可能な構成とする。なお、各高周波誘導加熱手段11aの出側には、電縫鋼管溶接部の外面温度が計測可能な温度計12を配置することが好ましい。また、各高周波誘導加熱手段11aは、所望の周波数に随時適合可能なように周波数可変装置(図示せず)を備えることが好ましい。
【0015】
本発明における加熱パターンは、電縫鋼管溶接部(以下、管溶接部ともいう)の外面温度がその鋼管溶接部のAc3変態点を超えるまでは、高周波誘導加熱手段の各スタンドの出側における電縫鋼管溶接部の外面温度を、該各スタンドの一つ前のスタンド出側における該外面温度より高くなるように各スタンドで加熱するパターンとする。管溶接部の外面温度がAc3変態点を超えるまでの各スタンドでは、高周波誘導加熱手段の周波数、投入電力量はとくに限定する必要はないが、外面側が効率よく目標温度に到達できるように調整することが好ましい。なお、管溶接部の外面温度は、当該スタンド出側に設置された温度計により計測するものとする。これにより、管溶接部の外面温度を、スタンドごとに上下させることなく、徐々にその目標加熱温度に近づくように効率よく上昇でき、高周波誘導加熱手段のスタンド数を少なくすることができ、高周波誘導加熱手段への投入電力量も少なくすることができる。また、加熱と同時に熱伝導が加わるため、管溶接部の内面側の温度を効率よく上昇でき、管溶接部内面の目標加熱温度に早期に到達することができるようになる。
【0016】
管溶接部の外面温度が、Ac3変態点を超えた以降の各スタンドでは、管溶接部の外面温度がAc3変態点を超えるまでの各スタンドに比べて少ない投入電力量に調整して管溶接部の外面温度をキュリー点以上の適正温度に保持しながら、電磁場解析および伝熱解析により、磁束が管溶接部内面に集中するように、高周波誘導加熱手段の周波数を、好ましくは、100〜20000Hzの範囲内の周波数に設定して、加熱する。キュリー点未満の温度に保持された領域に比べ、キュリー点以上に保持された領域では磁束の集中が少なくなるため、本発明では、管溶接部の外面温度をキュリー点以上の適正温度に保持しながら、加熱する。これにより、管溶接部の外面側の加熱が抑制され、内面側が効率よく加熱され、管溶接部の内外温度差を低減することができる。なお、管溶接部の外面温度の適正温度とは、電磁場解析および伝熱解析により、管溶接部外面の到達温度と使用する高周波誘導加熱手段の周波数との関係で、管肉厚方向の磁束発生状態を計算し、磁束が最も集中する位置を求め、その位置が管溶接部内面近傍となるように、使用する周波数に対応して設定した温度である。
【0017】
また、高周波誘導加熱手段の周波数が100Hz未満では、効果の高い渦電流を誘起させることが難しく、一方、20000Hzを超える周波数では、内面側に充分に磁束が集中できなくなる。このため、管溶接部の外面温度が、Ac3変態点を超えた以降の各スタンドでは、高周波誘導加熱手段の周波数は100〜20000Hzの範囲内の周波数に設定することが好ましい。なお、本発明では、管溶接部の内面の温度が、目標加熱温度であるAc3変態点を超える温度となるまで、1スタンドまたは複数スタンドで上記したように高周波誘導加熱手段の周波数を、好ましくは、100〜20000Hzの範囲内に設定して加熱する。管溶接部の内面温度は、実測、および/または、例えば非特許文献(鉄と鋼、vol93、No.5(2007)、P373〜378)に記載の伝熱解析および電磁場解析によって求めるものとする。
【実施例】
【0018】
質量%で、0.05%C−0.2%Si−1.4%Mn系の熱延鋼帯(Ac3変態点:860℃)を、図1に示すような、アンコイラー6、レベラー7、ロール成形機2、高周波溶接機3、スクイズロール4、サイザー9等を有する造管機で、電縫鋼管(外径600φmm×肉厚25.4mm)とした。ついで、これら電縫鋼管を被処理材として、図2に示すような、高周波誘導加熱装置(シームアニーラ)11を用いて、管溶接部の熱処理を行なった。なお、使用した高周波誘導加熱装置(シームアニーラ)11は、7スタンドの高周波誘導加熱手段11aを配し、各スタンド出側に管溶接部外面温度測定用の温度計12を配置した。これら温度計12を用いて、各スタンド出側の管溶接部外面温度を測定した。
(従来例)
まず、被処理材の管溶接部外面の到達温度が目標の880℃となるように、各スタンドの投入電力を、従来どおり各スタンドの効率がほぼ均等になるように調整して、熱処理を行なった結果、5スタンドで管溶接部外面温度が目標温度に到達した。外面温度が目標温度に到達したのちはその温度を保持した。ついで、その後のスタンドで同様に熱処理を行った結果、さらに2スタンドの加熱で管溶接部の内面温度が目標のAc3変態点を超える880℃に到達した。すなわち、合計7スタンドの高周波誘導加熱手段の利用で、管溶接部外面および内面を目標温度に到達させることができた。
(本発明例)
高周波誘導加熱装置(シームアニーラ)11の各スタンド出側の管溶接部の外面温度が、Ac3変態点(860℃)を超えるまでは、該各スタンドの一つ前のスタンド出側の管溶接部外面温度より高くなるように、各スタンドの投入電力を調整して、被処理材に熱処理を施した結果、4スタンドで管溶接部外面温度が目標の880℃に到達した。管溶接部の外面温度がAc3変態点を超えたのちのスタンドでは、管溶接部外面温度を、伝熱解析および電磁場解析から得た、管溶接部内面側に磁束が最も集中する管溶接部外面温度(キュリー点以上)となるように、高周波誘導加熱手段11aの使用周波数および投入電力を調整して、被処理材に熱処理を施した。その結果、1スタンドの追加のみで、管溶接部内面の温度がAc3変態点を超える目標の880℃に到達した。すなわち、合計5スタンドの高周波誘導加熱手段の利用で、管溶接部外面および内面を目標温度に到達させることができた。
【0019】
ついで、上記のような熱処理を施された電縫鋼管の管溶接部からシャルピー衝撃試験片を採取して、管溶接部の靭性を調査した。試験方法はつぎのとおりとした。
(1)シャルピー衝撃試験
得られた電縫鋼管の溶接部から、JIS Z 2242の規定に準拠して、衝撃試験片(Vノッチ試験片)を採取した。試験片の採取位置は、管長手方向の異なる10箇所で、試験片長さ方向を管周方向に平行とし、試験片ノッチ位置を溶接部中心として、管溶接部外面側および内面側からそれぞれ1本ずつ採取した。これら試験片を用いて、JIS Z 2242の規定に準拠して、試験温度:−46℃でシャルピー衝撃試験を実施し、吸収エネルギーおよび脆性破面率を求めた。得られた値を算術平均し、平均値を求めた。得られた結果を表1に示す。
【0020】
【表1】
【0021】
本発明例では、従来例に比べ少ないスタンド数の高周波誘導加熱手段の利用で管溶接部の内外面をAc3変態点(860℃)を超える目標温度に到達でき、本発明によれば、高周波誘導加熱手段のスタンド数を低減することが可能となる。
また、本発明例では、吸収エネルギー値が高く、脆性破面率が低く靭性に優れた管溶接部となっており、信頼性の高い製品管となっている。一方、従来例では、吸収エネルギー値が低く、脆性破面率が高く溶接部靭性が低下して、信頼性の低い製品管となっている。
【図面の簡単な説明】
【0022】
【図1】本発明に好適な電縫鋼管製造ラインの一例を模式的に示す説明図である。
【図2】本発明に好適な(a)シームアニーラの設置位置、(b)構成の一例を模式的に示す説明図である。
【符号の説明】
【0023】
1 鋼帯
2 ロール成形機
3 高周波溶接機
4 スクイズロール
5 鋼管(電縫鋼管)
6 アンコイラ
7 レベラー
8 ビード切削機
9 サイザー
10 管切断機
11 シームアニーラ(高周波誘導加熱装置)
11a 高周波誘導加熱手段
12 温度計
【特許請求の範囲】
【請求項1】
管外面長手方向に誘導コイルを配置した高周波誘導加熱手段を複数スタンド、直列に配置した高周波誘導加熱装置に、電縫鋼管を送給し外面から該電縫管溶接部の熱処理を行なう電縫鋼管溶接部の熱処理方法であって、前記電縫鋼管溶接部の外面温度が該電縫鋼管溶接部のAc3変態点を超えるまでは、前記高周波誘導加熱手段の各スタンドの出側における該電縫鋼管溶接部の外面温度を、該各スタンドの一つ前のスタンド出側における該電縫鋼管溶接部の外面温度より高くなるように前記高周波誘導加熱手段で加熱し、前記電縫鋼管溶接部の外面温度がAc3変態点を超えたのちは、その後の各スタンドの高周波誘導加熱手段では、電磁場解析および伝熱解析により、磁束が電縫鋼管溶接部内面に集中するように、該高周波誘導加熱手段の周波数及び該電縫鋼管溶接部外面温度をキュリー点以上の適正温度に設定して、前記電縫鋼管溶接部の外面温度を前記電縫管溶接部のキュリー点以上の適正温度に保持しながら該電縫鋼管溶接部の内面を加熱することを特徴とする電縫鋼管溶接部の熱処理方法。
【請求項2】
前記電縫鋼管溶接部の内面をAc3変態点以上の温度に加熱することを特徴とする請求項1に記載の電縫鋼管溶接部の熱処理方法。
【請求項1】
管外面長手方向に誘導コイルを配置した高周波誘導加熱手段を複数スタンド、直列に配置した高周波誘導加熱装置に、電縫鋼管を送給し外面から該電縫管溶接部の熱処理を行なう電縫鋼管溶接部の熱処理方法であって、前記電縫鋼管溶接部の外面温度が該電縫鋼管溶接部のAc3変態点を超えるまでは、前記高周波誘導加熱手段の各スタンドの出側における該電縫鋼管溶接部の外面温度を、該各スタンドの一つ前のスタンド出側における該電縫鋼管溶接部の外面温度より高くなるように前記高周波誘導加熱手段で加熱し、前記電縫鋼管溶接部の外面温度がAc3変態点を超えたのちは、その後の各スタンドの高周波誘導加熱手段では、電磁場解析および伝熱解析により、磁束が電縫鋼管溶接部内面に集中するように、該高周波誘導加熱手段の周波数及び該電縫鋼管溶接部外面温度をキュリー点以上の適正温度に設定して、前記電縫鋼管溶接部の外面温度を前記電縫管溶接部のキュリー点以上の適正温度に保持しながら該電縫鋼管溶接部の内面を加熱することを特徴とする電縫鋼管溶接部の熱処理方法。
【請求項2】
前記電縫鋼管溶接部の内面をAc3変態点以上の温度に加熱することを特徴とする請求項1に記載の電縫鋼管溶接部の熱処理方法。
【図1】

【図2】
【図2】
【公開番号】特開2009−79248(P2009−79248A)
【公開日】平成21年4月16日(2009.4.16)
【国際特許分類】
【出願番号】特願2007−248672(P2007−248672)
【出願日】平成19年9月26日(2007.9.26)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成21年4月16日(2009.4.16)
【国際特許分類】
【出願日】平成19年9月26日(2007.9.26)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]