
電解銅箔、該電解銅箔を使用した配線板及び電池

【課題】配線板や電池の製造工程における熱履歴において再結晶(結晶成長)が抑制され、抗張力や耐力が過度に低下することなく、配線板や電池用製造工程で必要とする剛性・耐折性を保つ電解銅箔を提供すること。
【解決手段】300μm四方の範囲で、粒径2μm以下の結晶粒個数が20000個以上であり、且つ粒径10μm以上の結晶粒個数が10個未満であり、且つ常態での抗張力が300MPa以上400MPa未満である電解銅箔とする。
この電解銅箔は配線板用、電池用に最適な電解銅箔である。
【解決手段】300μm四方の範囲で、粒径2μm以下の結晶粒個数が20000個以上であり、且つ粒径10μm以上の結晶粒個数が10個未満であり、且つ常態での抗張力が300MPa以上400MPa未満である電解銅箔とする。
この電解銅箔は配線板用、電池用に最適な電解銅箔である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、特に剛性及び耐折性に優れた電解銅箔に関するもので、配線板や電池の製造ラインに通すのに適度な柔軟性を持ちつつ、配線板や電池用途に好適な剛性及び耐折性を持った電解銅箔に関するものである。
【背景技術】
【0002】
各種電子機器類において基板や接続材料として配線板が用いられており、配線板の導電層には銅箔が一般的に使用されている。また、リチウムイオン電池を始めとする電池においても負極材として銅箔が広く使用されている。
【0003】
上記配線板や電池に採用される銅箔は一般的に圧延銅箔や電解銅箔の形で供給される。
配線板用銅箔や電池用銅箔として使用する圧延銅箔は、その製造工程で負荷される熱履歴における結晶成長を抑制するために金属等の添加物を必須成分として添加する。このため銅箔本来の導電性を低下させる原因となり、また、製造コストも電解銅箔より劣る不具合がある。そのため、配線板用銅箔や電池用銅箔としては生産性が高く薄層化が容易な電解銅箔が広く用いられる傾向にある。
【0004】
配線板や電池に採用される電解銅箔は、両面光沢性を持たせる為に、有機添加剤を添加した電解液により製箔されることが多い。有機化合物を添加した電解液で製箔することで、析出面(M面)に容易に光沢を持たせることができ、光沢面(S面)、析出面(M面)ともに光沢性を有する電解銅箔が製造できる。
なお、両面光沢性電解銅箔は、有機添加剤を含まない電解液を用いても製箔可能であるが、光沢性を維持するためには塩素等の微量な不純物の除去が求められるので、電解液の維持管理が非常に困難である。
両面光沢性電解銅箔は、配線板用途においては耐折性や、ファインピッチ性、及びフィルムの透過性の目的で必要であり、電池用途においては耐折性や、活物質の両面への均一塗布の目的で必要である。
【0005】
有機添加剤を添加した電解液で両面光沢性電解銅箔を製箔すると、電解析出時に非常に微細な結晶組織の銅箔となる。そのため、電解析出完了直後の銅箔は600〜800MPaにもなる非常に高い抗張力を有する。しかしその後銅箔は、常温環境下における時間経過と共に再結晶(結晶成長)がおこり、抗張力は300〜350MPa程度まで低下し、また、再結晶と共に伸びの向上も起こる。この再結晶は、概ね24〜48時間程度で完了するので、製箔完了時から表面処理・裁断・梱包・輸送等の過程を経て配線板や電池の製造工程に入るまでには再結晶は完了している。
【0006】
銅箔の再結晶による抗張力の低下は、両面光沢性電解銅箔を配線板製造工程や電池の電極製造工程を通すのには適度な柔軟性となる。即ち、電解析出完了直後の600〜800MPaと高い抗張力のままでは、柔軟性や伸び性が不足して、製造工程で破断等の弊害が発生し易くなる。また、300MPa未満の抗張力ではシワ・たわみが発生し易くなり、同じく製造工程を通すのに熟練を要することとなる。
【0007】
両面光沢性電解銅箔は再結晶が完了している状態で配線板や電池の製造工程に通され、樹脂フィルムの貼付や各種活物質の塗布・乾燥が行われる。この製造工程で電解銅箔にはは150〜300℃程度の熱履歴が負荷される。この熱履歴で銅箔の再結晶が過度に進行し抗張力・耐力が低下し、配線板用銅箔や電池用銅箔として使用するために必要とする剛性・耐折性が不足することがある。
【0008】
銅箔の熱履歴による再結晶(結晶成長)を抑制し、熱履歴での抗張力・耐力の低下を抑止する対策として、電解析出工程で銅箔中に不純物として取り込まれやすい有機添加剤を使用し、あるいは使用する有機添加剤の濃度を増加させて銅箔中の不純物を増やし、取り込まれた不純物により熱履歴による抗張力・耐力の低下を防いでいる。しかし、かかる製造方法で製箔される電解銅箔は常温環境下でも再結晶が起こり難く、結果として製箔完了時の高い抗張力・耐力をそのまま維持することになり(例えば400MPa以上の高抗張力を維持)柔軟性や伸び性が不足し、配線板や電池の製造工程を通すのが困難になり、破断等の不具合が発生し易いものとなっている。
また、上記銅箔は銅箔中の不純物を多く含むため、導電性の低下もおこり、配線板用銅箔や電池用銅箔としては不適当なものとなる不具合もある。
【0009】
特許文献1(特許4273309号公報)は、電着完了時点から20分以内に測定した25℃における抗張力が820MPa以上であり、当該電着完了時点から20分以内に測定した25℃における抗張力に対し、電着完了時点から300分経過時に測定した25℃における抗張力の低下率が10%以下である電解銅箔が開示している。しかし、この発明の電解銅箔は、常温における再結晶が起こり難い高強度の電解銅箔の提供を目的とした発明であり、配線板や電池用途を考慮していない。
【0010】
特許文献2(特開2005−194619号公報)は、マット面上に熱安定処理層を設けた耐折性銅箔の発明であり、前記熱安定処理層が、2μm以下の結晶粒を有し、熱処理から生じる引張強度の下降量が前記銅箔基材より低い銅めっき層であり、前記熱安定処理層の厚さが1〜3μmである電解銅箔を開示し、該電解銅箔は、表面処理層を追加することにより、熱履歴時の耐力の低下を抑制している。しかし、このような構成では、必然的に銅箔が厚くなる(実施例では18μm以上を示している)。
【0011】
一般に、材料の厚みが厚ければ厚いほど、材料を曲げるときに発生する曲げモーメントは厚み方向の最上層と最下層に集中し、曲げモーメントが集中した点を起点に亀裂が発生すると考えられる。そのため特許文献2では熱安定処理層を設けて亀裂の発生を遅延させるように構成したものと推測できるが、熱安定処理層に亀裂が発生すると直ちに耐折性の低下を招くことになり、銅箔の耐折性が万全であるとは考えられない。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特許4273309号公報
【特許文献2】特開2005−194619号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
本発明が解決しようとする課題は、適度な柔軟性を持たせつつ、配線板や電池の製造工程にてかかる熱履歴における抗張力や耐力の低下が抑制され、配線板や電池用の銅箔として使用するのに必要な剛性・耐折性を維持可能な電解銅箔を提供することにある。
【課題を解決するための手段】
【0014】
本発明の電解銅箔は、300μm四方の範囲で、粒径2μm以下の結晶粒個数が20000個以上であり、かつ粒径10μm以上の結晶粒個数が10個未満であり、かつ常態での抗張力が300MPa以上400MPa未満である電解銅箔である。
【0015】
本発明の前記電解銅箔は、配線板や電池用として好適に使用できる。
【0016】
本発明の前記電解銅箔は、必要に応じて防錆を目的とした表面処理や、密着性の改善を目的とした粗化処理を施すことも可能である。
【発明の効果】
【0017】
本発明により、配線板や電池の製造工程における熱履歴において再結晶(結晶成長)が抑制され、抗張力や耐力が過度に低下することなく、配線板や電池用製造工程で必要とする剛性・耐折性を保った電解銅箔を提供することができる。
【図面の簡単な説明】
【0018】
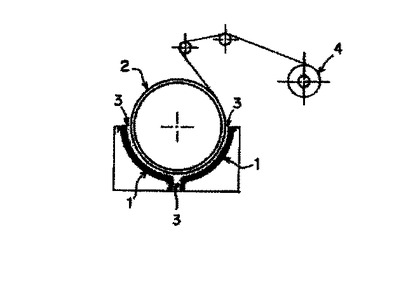
【図1】ドラム式製箔装置を示す説明図である。
【発明を実施するための形態】
【0019】
通常電解銅箔は、例えば図1に示すような電解製箔装置により製箔される。電解製箔装置は、回転するドラム状のカソード2(表面はSUS又はチタン製)、該カソード2に対して同心円状に配置されたアノード1(鉛又は貴金属酸化物被覆チタン電極)からなり、該製箔装置に電解液3を供給しつつ両極間に電流を流してカソード2表面に所定の厚さに銅を電析させ、その後カソード2表面から銅を箔状に剥ぎ取る。この段階の銅箔4を未処理電解銅箔、また、未処理電解銅箔4の電解液3と接していた面を析出面(M面)、ドラム状のカソード2と接していた面を光沢面(S面)ということがある。
なお、上記はドラム状のカソード2を採用した製箔装置につき説明したがカソードを板状とする製箔装置で銅箔を製造することもある。
【0020】
図1に示す装置で電解銅箔を製箔するには、電解液3として硫酸銅めっき液を使用する。
硫酸銅めっき液の硫酸濃度は20〜150g/L、特に30〜120g/Lが好ましい。
硫酸濃度が20g/L未満となると電流が流れにくくなるので現実的な操業が困難となり、さらにめっきの均一性、電着性も悪くなる。硫酸濃度が150g/Lを超えると銅の溶解度が下がるので十分な銅濃度が得られなくなり現実的な操業が困難となる。また、設備の腐食も促進される。
【0021】
銅濃度は40〜150g/L、特に60〜120g/Lが好ましい。銅濃度が40g/L未満となると電解銅箔の製造において現実的な操業が可能な電流密度を確保することが難しくなる。銅濃度を150g/Lより上げるのは相当な高温が必要となり現実的ではない。
【0022】
通常の製箔を行うとM面は無光沢の表面形状となるが、本発明の電解銅箔の用途に必要な両面平滑性と常温環境下における再結晶性能を持たせる為に、硫酸銅めっき液には有機添加物と塩素を添加してもよい。
硫酸銅めっき浴に添加する有機添加物は、一般的にブライトナー又は促進剤と定義されるメルカプト基を持つ有機化合物と、同じくレベラー又は平滑剤と定義されるカソード表面への吸着力の強化を目的とした窒素官能基を持つ有機化合物、同じくポリマー又は抑制剤と定義される高分子界面活性剤から構成される。ブライトナーと、レベラー及びポリマーの両方の3種構成、もしくはレベラー又はポリマーどちらか片方のみの2種構成で使用される。
【0023】
ブライトナーには銅の電析を促進する効果が有り、レベラー及びポリマーには銅の電析を抑制する効果が有る。両者の促進・抑制効果が適度に発揮されることにより、製箔中に発生する凹部に対して銅の電析が促進され、且つ凸部に対して銅の電析が抑制されて、結果として析出表面の平滑効果が得られる。また、上記添加剤は製箔直後の銅の結晶粒径を非常に微細にする効果が有り、常温環境下における再結晶を起こさせる要因ともなる。なお、塩素は上記の有機添加物の効果を有効に発揮させる触媒のような作用をする。
有機添加物と塩素はM面の平滑性やカール防止、銅の異常析出の有無等を考慮して、バランスの取れた濃度条件に便宜調整して使用する。
【0024】
製箔する電流密度は20〜200A/dm2、特に30〜120A/dm2が好ましい。電流密度が20A/dm2未満となると電解銅箔の製造において生産効率が非常に低く現実的ではない。電流密度を200A/dm2より上げるには相当な高銅濃度、高温、高流速が必要であり、電解銅箔製造設備に大きな負担がかかり現実的ではないためである。
【0025】
電解浴温度は25〜80℃、特に30〜70℃が好ましい。浴温が25℃未満となると電解銅箔の製造において十分な銅濃度、電流密度を確保することが困難となり現実的ではない。また、80℃より上げるのは操業上および設備上非常に困難で現実的ではない。上記の電解条件は、それぞれの範囲から、銅の析出、めっきのヤケ等の不具合が起きないような条件に適宜調整して行う。
【0026】
電解銅箔の製造直後のS面の表面粗さはカソード2の表面粗さを転写するため、その表面粗さRzが0.1〜3.0μmであるカソードを使用するのが好ましい。このようなカソードを用いることで電解銅箔の製造直後のS面の表面粗さはカソード表面の転写であるので、その表面粗さRzを0.1〜3.0μmとすることができる。
電解銅箔のS面の表面粗さRzを0.1μm未満とすることは、カソード表面粗さRzを0.1μm未満とすることであり、現在の研磨技術などを考えるとそこまで平滑に仕上げることは難しく、また量産製造するには不向きであると考えられる。
また、S面の粗さRzを3.0μm以上とすると、ファインパターン性、フィルム透過性が落ちることとなり、折り曲げ時や熱膨張・収縮時の破断点も入り易くなるので、本発明が求める特性が得られなくなる。
【0027】
電解銅箔のM面の粗さRzは0.05〜3.0μmであることが望ましい。Rzが0.05μm未満の粗さは光沢めっきを行ったとしても非常に難しく現実的に製造は不可能に近い。
また、M面の粗さRzを3.0μm以上とすると、上記のS面と同様の理由にて本発明が求める特性が得られなくなる。
S面及びM面の粗さRzを2.5μm未満とすることがより好適である。
【0028】
また、上記電解銅箔の厚みは3μm〜210μmであることが望ましい。厚さが3μm未満の銅箔はハンドリング技術などの関係上製造条件が厳しく、現実的ではないからである。厚さの上限は現在の使用状況から210μm程度である。厚さが210μm以上の電解銅箔が配線板用銅箔や電池用銅箔として使用されることは考え難く、また電解銅箔を使用するコストメリットもなくなるからである。
【0029】
上記電解銅箔は製箔直後、加熱処理を行う。詳細な機構はまだ不明であるが、この「製箔直後の加熱処理」により、銅箔の結晶組織等が変化し、「製箔直後の加熱処理」を行っていないものと比較して、その後の製造工程によって負荷される150〜300℃程度の熱履歴時の抗張力や耐力の低下が抑制される。
なお、「製箔直後」とは、製箔(めっき)が完了してから60分以内、特に15分以内が好ましい。60分を超えると、加熱処理を行っても本発明の効果が得られ難くなる。加熱処理は75℃以上150℃以下且つ5分以上15分以下であることが好ましい。75℃未満であると本発明の効果が得にくくなり、150℃を超える処理は不必要でありコスト面からみて現実的ではない。同じく、5分未満であると本発明の効果が得にくくなり、15分を超える処理は不必要でありコスト面からみて現実的ではない。
製箔直後の加熱処理は、製箔工程から製箔された銅箔を巻き取る工程までの製箔ラインで施してもよく、製箔後一旦巻取り、その後巻き取った銅箔を熱処理工程に移し、加熱処理を施してもよい。
【0030】
有機添加剤を使用しており常温環境下にて再結晶を起こして抗張力が300MPa以上400MPa未満となるような電解銅箔に上記の「製箔直後の加熱処理」を行うと、処理を行わなかった場合よりも結晶粒径分布が細かくなる。具体的には、上記処理を行わなかったものが、300μm四方の範囲で、粒径2μm以下の結晶粒個数が20000個未満、且つ粒径10μm以上の結晶粒個数が10個以上となるのに対して、上記処理を行ったものは同範囲で、粒径2μm以下の結晶粒個数が20000個以上、且つ粒径10μm以上の結晶粒個数が10個未満となる。尚、上記処理を行っても抗張力は300MPa以上400MPa未満の範囲に維持され、製造工程における取り扱いには問題は生じない。
【0031】
有機添加剤を使用していない電解銅箔においても上記の「製箔直後の加熱処理」は有効である。有機添加剤を使用していない電解銅箔は常温環境下で再結晶を起こさず、400MPa以上の抗張力を維持し、且つ伸びも低くい。従って、配線板製造や電池の製造工程等の後処理工程における取り扱いに問題がある。この電解銅箔に「製箔直後の加熱処理」を行うと、抗張力は300MPa以上400MPa未満となり製造工程における取り扱いに適したものとなる。
【0032】
以下に本発明を実施例に基づいて説明するが、本発明はこれらに限定されるものではない。
【0033】
(1)製箔
実施例1〜8、比較例1〜8
電解液組成等の製造条件を表1に示す。表1に示す組成の硫酸銅めっき液を活性炭フィルターに通して清浄処理し、同じく表1に示す添加剤を添加し所定の濃度とした後、表1に示す電流密度で図1に示す回転ドラム式製箔装置により電解製箔し、厚さ12μmの電解銅箔を製造した。
なお、実施例1、7、8と比較例1〜3が同一製箔条件であり、同じように実施例2と比較例4、実施例3と比較例5、実施例4と比較例6、実施例5と比較例7、実施例6と比較例8が同一製箔条件である。
【0034】
【表1】

【0035】
作成した各実施例及び比較例2、3の電解銅箔については、製箔直後に表2に示す加熱処理を施し、加熱処理を施した後48時間放置して結晶状態を安定させ、各サンプルに付きEBSDによる結晶粒径分布測定、引張試験(常温、190℃×1時間加熱処理後、300℃×1時間加熱処理後)、耐折性試験(190℃×1時間加熱処理後、300℃×1時間加熱処理後)を行った。
比較例1、4〜8の電解銅箔は製箔直後の加熱処理は施さずに、上記と同じく結晶状態を安定させるために製箔後48時間放置し、EBSDによる結晶粒径分布測定、引張試験(常温、190℃×1時間加熱処理後、300℃×1時間加熱処理後)、耐折性試験(190℃×1時間加熱処理後、300℃×1時間加熱処理後)を行った。
【0036】
【表2】
【0037】
(1)EBSDによる結晶粒径分布測定
各実施例、各比較例の電解銅箔についてEBSD測定を行った。サンプルのM面表面を薬品にてエッチング処理し、300μm四方の視野にて結晶粒内の最大対角線長さをその結晶粒径として結晶粒径分布測定を行った。結果を表3に記載した。
【0038】
【表3】
【0039】
(2)引張試験
各実施例、各比較例の電解銅箔の引張試験を行った。各実施例、各比較例共に、常温と190℃×1時間加熱処理後、及び300℃×1時間加熱処理後に引張試験を行った。サンプルを長さ6インチ×幅0.5インチの試験片に裁断し引張試験機を用いて抗張力、伸び、0.2%耐力を測定した。なお、引張速度は50mm/minとした。0.2%耐力とは、歪と応力の関係曲線において、歪が0%の点において曲線に接線を引き、その接線と平行に歪が0.2%の点に直線を引いたその直線と曲線が交った点の応力を断面積で割ったものである。各実施例及び各比較例の結果を表4に記載する。
【0040】
【表4】
【0041】
(3)耐折性試験
各実施例、各比較例の電解銅箔を190℃×1時間加熱処理、及び300℃×1時間加熱処理後にMIT耐折性試験を行った。加熱処理後に、長さ130mm×15mmの試験片に裁断し、下記の条件にて銅箔が破断するまで繰り返し屈曲を行った。試験条件は、
屈曲半径R:0.8mm
屈曲角度:±135°
屈曲速度:175回/分
荷重 :500g
で行った。同一製箔条件の製箔直後の加熱処理を行わなかった箔を基準として20%以上屈曲回数が増加している場合は○(合格)、そうでなかった場合は×(不合格)としてその結果を表5に記載した。
【0042】
【表5】
【0043】
表3から明らかなように、実施例1〜8と比較例8は粒径2μm以下の結晶粒個数が20000個以上であり、且つ粒径10μm以上の結晶粒個数が10個未満となっている。また、比較例1〜7は粒径2μm以下の結晶粒個数が20000個未満であり、且つ粒径10μm以上の結晶粒個数が10個以上となっている。以上のことから、同一製箔条件でありながら製箔直後の熱処理の有無又は熱処理条件の違いにより、実施例1、7、8と比較例1〜3、実施例2と比較例4、実施例3と比較例5、実施例4と比較例6、実施例5と比較例7、実施例6と比較例8の間には明確な結晶粒径分布の差異が現れており、結晶組織に変化が生じていることが分かる。
なお、有機添加剤を使用していない比較例8においては、熱処理を行わない時点で、粒径2μm以下の結晶粒個数は20000個以上、且つ粒径10μm以上の結晶粒個数は10個未満となっている。しかし、後述するように、比較例8は表4に示すように抗張力が400MPaより高く、後工程での取り扱いが難しい箔となっている。
【0044】
表4において、常温の引張試験結果はユーザーにおける銅箔単体で製造ラインに通す際の機械的特性を示しており、190℃×1時間加熱処理後は特に電池用銅箔の製造工程において銅箔に各種活物質等を塗布した後の乾燥工程にて掛かる熱履歴を受けた際の機械的特性を示しており、300℃×1時間加熱処理後は特に配線板用銅箔の製造工程において銅箔にフィルムを貼り付ける(またはフィルムとなる素材を塗布し、樹脂化)を行う際にかかる熱履歴を受けた際の機械的特性を示している。なお、上記の後者2つの銅箔は、既に活物質層やフィルム層に支持されており、抗張力が300MPa未満であっても製造ライン上では問題は無いが、過度な抗張力・耐力の低下は配線板用や電池用に必要な剛性及び耐折性の低下を招く。
【0045】
表4から明らかなように、常温において実施例1〜8は比較例1〜7と同様にユーザーにおける銅箔単体で製造ラインに通す際に適した300MPa以上400MPa未満の抗張力となっている。また、190℃×1時間加熱処理後において、実施例1〜8は比較例1〜8の同一製箔条件のものと比較して、10%以上高い耐力を示しており、電池用銅箔として必要な剛性・耐折性が維持されやすくなっている。さらに、300℃×1時間加熱処理後において、実施例1〜8は比較例1〜8の同一製箔条件のものと比較して、20%以上高い耐力を示しており、配線板用銅箔に必要な剛性・耐折性が維持されやすくなっている。
【0046】
従って実施例1〜8の銅箔は、配線板や電池の製造工程で150〜300℃程度の熱履歴が負荷されても抗張力、耐力の低下が抑制され、それぞれの用途に必要な剛性・耐折性が維持される。
なお、比較例8は常温環境下での再結晶が進行せず、抗張力が400MPa以上となっており、且つ伸びも低く、ユーザーにおける銅箔単体で製造ラインに通す際の取り扱いが難しい箔となっている。
【0047】
表5から明らかなように、実施例1〜8は同一製箔条件の製箔直後の加熱処理を行わなかった箔を基準として20%以上屈曲回数が増加しており、配線板や電池の製造工程にてかかる熱履歴における抗張力や耐力の低下が抑制され、耐折性が高めに維持されている。
【0048】
実施例の結果より、本発明によって、適度な柔軟性を持たせつつ、配線板や電池の製造工程にてかかる熱履歴における抗張力や耐力の低下が抑制され、配線板や電池用の銅箔として使用するのに必要な剛性・耐折性を維持可能な電解銅箔を提供することが可能となる。
上述したように本発明の電解銅箔は、配線板や電池の製造工程における熱履歴において再結晶(結晶成長)が抑制され、抗張力や耐力が過度に低下することなく、配線板や電池用製造工程で必要とする剛性・耐折性を保つ優れた効果を有するものである。
【符号の説明】
【0049】
1:アノード
2:カソード
3:電解液
4:未処理電解銅箔
【技術分野】
【0001】
本発明は、特に剛性及び耐折性に優れた電解銅箔に関するもので、配線板や電池の製造ラインに通すのに適度な柔軟性を持ちつつ、配線板や電池用途に好適な剛性及び耐折性を持った電解銅箔に関するものである。
【背景技術】
【0002】
各種電子機器類において基板や接続材料として配線板が用いられており、配線板の導電層には銅箔が一般的に使用されている。また、リチウムイオン電池を始めとする電池においても負極材として銅箔が広く使用されている。
【0003】
上記配線板や電池に採用される銅箔は一般的に圧延銅箔や電解銅箔の形で供給される。
配線板用銅箔や電池用銅箔として使用する圧延銅箔は、その製造工程で負荷される熱履歴における結晶成長を抑制するために金属等の添加物を必須成分として添加する。このため銅箔本来の導電性を低下させる原因となり、また、製造コストも電解銅箔より劣る不具合がある。そのため、配線板用銅箔や電池用銅箔としては生産性が高く薄層化が容易な電解銅箔が広く用いられる傾向にある。
【0004】
配線板や電池に採用される電解銅箔は、両面光沢性を持たせる為に、有機添加剤を添加した電解液により製箔されることが多い。有機化合物を添加した電解液で製箔することで、析出面(M面)に容易に光沢を持たせることができ、光沢面(S面)、析出面(M面)ともに光沢性を有する電解銅箔が製造できる。
なお、両面光沢性電解銅箔は、有機添加剤を含まない電解液を用いても製箔可能であるが、光沢性を維持するためには塩素等の微量な不純物の除去が求められるので、電解液の維持管理が非常に困難である。
両面光沢性電解銅箔は、配線板用途においては耐折性や、ファインピッチ性、及びフィルムの透過性の目的で必要であり、電池用途においては耐折性や、活物質の両面への均一塗布の目的で必要である。
【0005】
有機添加剤を添加した電解液で両面光沢性電解銅箔を製箔すると、電解析出時に非常に微細な結晶組織の銅箔となる。そのため、電解析出完了直後の銅箔は600〜800MPaにもなる非常に高い抗張力を有する。しかしその後銅箔は、常温環境下における時間経過と共に再結晶(結晶成長)がおこり、抗張力は300〜350MPa程度まで低下し、また、再結晶と共に伸びの向上も起こる。この再結晶は、概ね24〜48時間程度で完了するので、製箔完了時から表面処理・裁断・梱包・輸送等の過程を経て配線板や電池の製造工程に入るまでには再結晶は完了している。
【0006】
銅箔の再結晶による抗張力の低下は、両面光沢性電解銅箔を配線板製造工程や電池の電極製造工程を通すのには適度な柔軟性となる。即ち、電解析出完了直後の600〜800MPaと高い抗張力のままでは、柔軟性や伸び性が不足して、製造工程で破断等の弊害が発生し易くなる。また、300MPa未満の抗張力ではシワ・たわみが発生し易くなり、同じく製造工程を通すのに熟練を要することとなる。
【0007】
両面光沢性電解銅箔は再結晶が完了している状態で配線板や電池の製造工程に通され、樹脂フィルムの貼付や各種活物質の塗布・乾燥が行われる。この製造工程で電解銅箔にはは150〜300℃程度の熱履歴が負荷される。この熱履歴で銅箔の再結晶が過度に進行し抗張力・耐力が低下し、配線板用銅箔や電池用銅箔として使用するために必要とする剛性・耐折性が不足することがある。
【0008】
銅箔の熱履歴による再結晶(結晶成長)を抑制し、熱履歴での抗張力・耐力の低下を抑止する対策として、電解析出工程で銅箔中に不純物として取り込まれやすい有機添加剤を使用し、あるいは使用する有機添加剤の濃度を増加させて銅箔中の不純物を増やし、取り込まれた不純物により熱履歴による抗張力・耐力の低下を防いでいる。しかし、かかる製造方法で製箔される電解銅箔は常温環境下でも再結晶が起こり難く、結果として製箔完了時の高い抗張力・耐力をそのまま維持することになり(例えば400MPa以上の高抗張力を維持)柔軟性や伸び性が不足し、配線板や電池の製造工程を通すのが困難になり、破断等の不具合が発生し易いものとなっている。
また、上記銅箔は銅箔中の不純物を多く含むため、導電性の低下もおこり、配線板用銅箔や電池用銅箔としては不適当なものとなる不具合もある。
【0009】
特許文献1(特許4273309号公報)は、電着完了時点から20分以内に測定した25℃における抗張力が820MPa以上であり、当該電着完了時点から20分以内に測定した25℃における抗張力に対し、電着完了時点から300分経過時に測定した25℃における抗張力の低下率が10%以下である電解銅箔が開示している。しかし、この発明の電解銅箔は、常温における再結晶が起こり難い高強度の電解銅箔の提供を目的とした発明であり、配線板や電池用途を考慮していない。
【0010】
特許文献2(特開2005−194619号公報)は、マット面上に熱安定処理層を設けた耐折性銅箔の発明であり、前記熱安定処理層が、2μm以下の結晶粒を有し、熱処理から生じる引張強度の下降量が前記銅箔基材より低い銅めっき層であり、前記熱安定処理層の厚さが1〜3μmである電解銅箔を開示し、該電解銅箔は、表面処理層を追加することにより、熱履歴時の耐力の低下を抑制している。しかし、このような構成では、必然的に銅箔が厚くなる(実施例では18μm以上を示している)。
【0011】
一般に、材料の厚みが厚ければ厚いほど、材料を曲げるときに発生する曲げモーメントは厚み方向の最上層と最下層に集中し、曲げモーメントが集中した点を起点に亀裂が発生すると考えられる。そのため特許文献2では熱安定処理層を設けて亀裂の発生を遅延させるように構成したものと推測できるが、熱安定処理層に亀裂が発生すると直ちに耐折性の低下を招くことになり、銅箔の耐折性が万全であるとは考えられない。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特許4273309号公報
【特許文献2】特開2005−194619号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
本発明が解決しようとする課題は、適度な柔軟性を持たせつつ、配線板や電池の製造工程にてかかる熱履歴における抗張力や耐力の低下が抑制され、配線板や電池用の銅箔として使用するのに必要な剛性・耐折性を維持可能な電解銅箔を提供することにある。
【課題を解決するための手段】
【0014】
本発明の電解銅箔は、300μm四方の範囲で、粒径2μm以下の結晶粒個数が20000個以上であり、かつ粒径10μm以上の結晶粒個数が10個未満であり、かつ常態での抗張力が300MPa以上400MPa未満である電解銅箔である。
【0015】
本発明の前記電解銅箔は、配線板や電池用として好適に使用できる。
【0016】
本発明の前記電解銅箔は、必要に応じて防錆を目的とした表面処理や、密着性の改善を目的とした粗化処理を施すことも可能である。
【発明の効果】
【0017】
本発明により、配線板や電池の製造工程における熱履歴において再結晶(結晶成長)が抑制され、抗張力や耐力が過度に低下することなく、配線板や電池用製造工程で必要とする剛性・耐折性を保った電解銅箔を提供することができる。
【図面の簡単な説明】
【0018】
【図1】ドラム式製箔装置を示す説明図である。
【発明を実施するための形態】
【0019】
通常電解銅箔は、例えば図1に示すような電解製箔装置により製箔される。電解製箔装置は、回転するドラム状のカソード2(表面はSUS又はチタン製)、該カソード2に対して同心円状に配置されたアノード1(鉛又は貴金属酸化物被覆チタン電極)からなり、該製箔装置に電解液3を供給しつつ両極間に電流を流してカソード2表面に所定の厚さに銅を電析させ、その後カソード2表面から銅を箔状に剥ぎ取る。この段階の銅箔4を未処理電解銅箔、また、未処理電解銅箔4の電解液3と接していた面を析出面(M面)、ドラム状のカソード2と接していた面を光沢面(S面)ということがある。
なお、上記はドラム状のカソード2を採用した製箔装置につき説明したがカソードを板状とする製箔装置で銅箔を製造することもある。
【0020】
図1に示す装置で電解銅箔を製箔するには、電解液3として硫酸銅めっき液を使用する。
硫酸銅めっき液の硫酸濃度は20〜150g/L、特に30〜120g/Lが好ましい。
硫酸濃度が20g/L未満となると電流が流れにくくなるので現実的な操業が困難となり、さらにめっきの均一性、電着性も悪くなる。硫酸濃度が150g/Lを超えると銅の溶解度が下がるので十分な銅濃度が得られなくなり現実的な操業が困難となる。また、設備の腐食も促進される。
【0021】
銅濃度は40〜150g/L、特に60〜120g/Lが好ましい。銅濃度が40g/L未満となると電解銅箔の製造において現実的な操業が可能な電流密度を確保することが難しくなる。銅濃度を150g/Lより上げるのは相当な高温が必要となり現実的ではない。
【0022】
通常の製箔を行うとM面は無光沢の表面形状となるが、本発明の電解銅箔の用途に必要な両面平滑性と常温環境下における再結晶性能を持たせる為に、硫酸銅めっき液には有機添加物と塩素を添加してもよい。
硫酸銅めっき浴に添加する有機添加物は、一般的にブライトナー又は促進剤と定義されるメルカプト基を持つ有機化合物と、同じくレベラー又は平滑剤と定義されるカソード表面への吸着力の強化を目的とした窒素官能基を持つ有機化合物、同じくポリマー又は抑制剤と定義される高分子界面活性剤から構成される。ブライトナーと、レベラー及びポリマーの両方の3種構成、もしくはレベラー又はポリマーどちらか片方のみの2種構成で使用される。
【0023】
ブライトナーには銅の電析を促進する効果が有り、レベラー及びポリマーには銅の電析を抑制する効果が有る。両者の促進・抑制効果が適度に発揮されることにより、製箔中に発生する凹部に対して銅の電析が促進され、且つ凸部に対して銅の電析が抑制されて、結果として析出表面の平滑効果が得られる。また、上記添加剤は製箔直後の銅の結晶粒径を非常に微細にする効果が有り、常温環境下における再結晶を起こさせる要因ともなる。なお、塩素は上記の有機添加物の効果を有効に発揮させる触媒のような作用をする。
有機添加物と塩素はM面の平滑性やカール防止、銅の異常析出の有無等を考慮して、バランスの取れた濃度条件に便宜調整して使用する。
【0024】
製箔する電流密度は20〜200A/dm2、特に30〜120A/dm2が好ましい。電流密度が20A/dm2未満となると電解銅箔の製造において生産効率が非常に低く現実的ではない。電流密度を200A/dm2より上げるには相当な高銅濃度、高温、高流速が必要であり、電解銅箔製造設備に大きな負担がかかり現実的ではないためである。
【0025】
電解浴温度は25〜80℃、特に30〜70℃が好ましい。浴温が25℃未満となると電解銅箔の製造において十分な銅濃度、電流密度を確保することが困難となり現実的ではない。また、80℃より上げるのは操業上および設備上非常に困難で現実的ではない。上記の電解条件は、それぞれの範囲から、銅の析出、めっきのヤケ等の不具合が起きないような条件に適宜調整して行う。
【0026】
電解銅箔の製造直後のS面の表面粗さはカソード2の表面粗さを転写するため、その表面粗さRzが0.1〜3.0μmであるカソードを使用するのが好ましい。このようなカソードを用いることで電解銅箔の製造直後のS面の表面粗さはカソード表面の転写であるので、その表面粗さRzを0.1〜3.0μmとすることができる。
電解銅箔のS面の表面粗さRzを0.1μm未満とすることは、カソード表面粗さRzを0.1μm未満とすることであり、現在の研磨技術などを考えるとそこまで平滑に仕上げることは難しく、また量産製造するには不向きであると考えられる。
また、S面の粗さRzを3.0μm以上とすると、ファインパターン性、フィルム透過性が落ちることとなり、折り曲げ時や熱膨張・収縮時の破断点も入り易くなるので、本発明が求める特性が得られなくなる。
【0027】
電解銅箔のM面の粗さRzは0.05〜3.0μmであることが望ましい。Rzが0.05μm未満の粗さは光沢めっきを行ったとしても非常に難しく現実的に製造は不可能に近い。
また、M面の粗さRzを3.0μm以上とすると、上記のS面と同様の理由にて本発明が求める特性が得られなくなる。
S面及びM面の粗さRzを2.5μm未満とすることがより好適である。
【0028】
また、上記電解銅箔の厚みは3μm〜210μmであることが望ましい。厚さが3μm未満の銅箔はハンドリング技術などの関係上製造条件が厳しく、現実的ではないからである。厚さの上限は現在の使用状況から210μm程度である。厚さが210μm以上の電解銅箔が配線板用銅箔や電池用銅箔として使用されることは考え難く、また電解銅箔を使用するコストメリットもなくなるからである。
【0029】
上記電解銅箔は製箔直後、加熱処理を行う。詳細な機構はまだ不明であるが、この「製箔直後の加熱処理」により、銅箔の結晶組織等が変化し、「製箔直後の加熱処理」を行っていないものと比較して、その後の製造工程によって負荷される150〜300℃程度の熱履歴時の抗張力や耐力の低下が抑制される。
なお、「製箔直後」とは、製箔(めっき)が完了してから60分以内、特に15分以内が好ましい。60分を超えると、加熱処理を行っても本発明の効果が得られ難くなる。加熱処理は75℃以上150℃以下且つ5分以上15分以下であることが好ましい。75℃未満であると本発明の効果が得にくくなり、150℃を超える処理は不必要でありコスト面からみて現実的ではない。同じく、5分未満であると本発明の効果が得にくくなり、15分を超える処理は不必要でありコスト面からみて現実的ではない。
製箔直後の加熱処理は、製箔工程から製箔された銅箔を巻き取る工程までの製箔ラインで施してもよく、製箔後一旦巻取り、その後巻き取った銅箔を熱処理工程に移し、加熱処理を施してもよい。
【0030】
有機添加剤を使用しており常温環境下にて再結晶を起こして抗張力が300MPa以上400MPa未満となるような電解銅箔に上記の「製箔直後の加熱処理」を行うと、処理を行わなかった場合よりも結晶粒径分布が細かくなる。具体的には、上記処理を行わなかったものが、300μm四方の範囲で、粒径2μm以下の結晶粒個数が20000個未満、且つ粒径10μm以上の結晶粒個数が10個以上となるのに対して、上記処理を行ったものは同範囲で、粒径2μm以下の結晶粒個数が20000個以上、且つ粒径10μm以上の結晶粒個数が10個未満となる。尚、上記処理を行っても抗張力は300MPa以上400MPa未満の範囲に維持され、製造工程における取り扱いには問題は生じない。
【0031】
有機添加剤を使用していない電解銅箔においても上記の「製箔直後の加熱処理」は有効である。有機添加剤を使用していない電解銅箔は常温環境下で再結晶を起こさず、400MPa以上の抗張力を維持し、且つ伸びも低くい。従って、配線板製造や電池の製造工程等の後処理工程における取り扱いに問題がある。この電解銅箔に「製箔直後の加熱処理」を行うと、抗張力は300MPa以上400MPa未満となり製造工程における取り扱いに適したものとなる。
【0032】
以下に本発明を実施例に基づいて説明するが、本発明はこれらに限定されるものではない。
【0033】
(1)製箔
実施例1〜8、比較例1〜8
電解液組成等の製造条件を表1に示す。表1に示す組成の硫酸銅めっき液を活性炭フィルターに通して清浄処理し、同じく表1に示す添加剤を添加し所定の濃度とした後、表1に示す電流密度で図1に示す回転ドラム式製箔装置により電解製箔し、厚さ12μmの電解銅箔を製造した。
なお、実施例1、7、8と比較例1〜3が同一製箔条件であり、同じように実施例2と比較例4、実施例3と比較例5、実施例4と比較例6、実施例5と比較例7、実施例6と比較例8が同一製箔条件である。
【0034】
【表1】
【0035】
作成した各実施例及び比較例2、3の電解銅箔については、製箔直後に表2に示す加熱処理を施し、加熱処理を施した後48時間放置して結晶状態を安定させ、各サンプルに付きEBSDによる結晶粒径分布測定、引張試験(常温、190℃×1時間加熱処理後、300℃×1時間加熱処理後)、耐折性試験(190℃×1時間加熱処理後、300℃×1時間加熱処理後)を行った。
比較例1、4〜8の電解銅箔は製箔直後の加熱処理は施さずに、上記と同じく結晶状態を安定させるために製箔後48時間放置し、EBSDによる結晶粒径分布測定、引張試験(常温、190℃×1時間加熱処理後、300℃×1時間加熱処理後)、耐折性試験(190℃×1時間加熱処理後、300℃×1時間加熱処理後)を行った。
【0036】
【表2】
【0037】
(1)EBSDによる結晶粒径分布測定
各実施例、各比較例の電解銅箔についてEBSD測定を行った。サンプルのM面表面を薬品にてエッチング処理し、300μm四方の視野にて結晶粒内の最大対角線長さをその結晶粒径として結晶粒径分布測定を行った。結果を表3に記載した。
【0038】
【表3】
【0039】
(2)引張試験
各実施例、各比較例の電解銅箔の引張試験を行った。各実施例、各比較例共に、常温と190℃×1時間加熱処理後、及び300℃×1時間加熱処理後に引張試験を行った。サンプルを長さ6インチ×幅0.5インチの試験片に裁断し引張試験機を用いて抗張力、伸び、0.2%耐力を測定した。なお、引張速度は50mm/minとした。0.2%耐力とは、歪と応力の関係曲線において、歪が0%の点において曲線に接線を引き、その接線と平行に歪が0.2%の点に直線を引いたその直線と曲線が交った点の応力を断面積で割ったものである。各実施例及び各比較例の結果を表4に記載する。
【0040】
【表4】
【0041】
(3)耐折性試験
各実施例、各比較例の電解銅箔を190℃×1時間加熱処理、及び300℃×1時間加熱処理後にMIT耐折性試験を行った。加熱処理後に、長さ130mm×15mmの試験片に裁断し、下記の条件にて銅箔が破断するまで繰り返し屈曲を行った。試験条件は、
屈曲半径R:0.8mm
屈曲角度:±135°
屈曲速度:175回/分
荷重 :500g
で行った。同一製箔条件の製箔直後の加熱処理を行わなかった箔を基準として20%以上屈曲回数が増加している場合は○(合格)、そうでなかった場合は×(不合格)としてその結果を表5に記載した。
【0042】
【表5】
【0043】
表3から明らかなように、実施例1〜8と比較例8は粒径2μm以下の結晶粒個数が20000個以上であり、且つ粒径10μm以上の結晶粒個数が10個未満となっている。また、比較例1〜7は粒径2μm以下の結晶粒個数が20000個未満であり、且つ粒径10μm以上の結晶粒個数が10個以上となっている。以上のことから、同一製箔条件でありながら製箔直後の熱処理の有無又は熱処理条件の違いにより、実施例1、7、8と比較例1〜3、実施例2と比較例4、実施例3と比較例5、実施例4と比較例6、実施例5と比較例7、実施例6と比較例8の間には明確な結晶粒径分布の差異が現れており、結晶組織に変化が生じていることが分かる。
なお、有機添加剤を使用していない比較例8においては、熱処理を行わない時点で、粒径2μm以下の結晶粒個数は20000個以上、且つ粒径10μm以上の結晶粒個数は10個未満となっている。しかし、後述するように、比較例8は表4に示すように抗張力が400MPaより高く、後工程での取り扱いが難しい箔となっている。
【0044】
表4において、常温の引張試験結果はユーザーにおける銅箔単体で製造ラインに通す際の機械的特性を示しており、190℃×1時間加熱処理後は特に電池用銅箔の製造工程において銅箔に各種活物質等を塗布した後の乾燥工程にて掛かる熱履歴を受けた際の機械的特性を示しており、300℃×1時間加熱処理後は特に配線板用銅箔の製造工程において銅箔にフィルムを貼り付ける(またはフィルムとなる素材を塗布し、樹脂化)を行う際にかかる熱履歴を受けた際の機械的特性を示している。なお、上記の後者2つの銅箔は、既に活物質層やフィルム層に支持されており、抗張力が300MPa未満であっても製造ライン上では問題は無いが、過度な抗張力・耐力の低下は配線板用や電池用に必要な剛性及び耐折性の低下を招く。
【0045】
表4から明らかなように、常温において実施例1〜8は比較例1〜7と同様にユーザーにおける銅箔単体で製造ラインに通す際に適した300MPa以上400MPa未満の抗張力となっている。また、190℃×1時間加熱処理後において、実施例1〜8は比較例1〜8の同一製箔条件のものと比較して、10%以上高い耐力を示しており、電池用銅箔として必要な剛性・耐折性が維持されやすくなっている。さらに、300℃×1時間加熱処理後において、実施例1〜8は比較例1〜8の同一製箔条件のものと比較して、20%以上高い耐力を示しており、配線板用銅箔に必要な剛性・耐折性が維持されやすくなっている。
【0046】
従って実施例1〜8の銅箔は、配線板や電池の製造工程で150〜300℃程度の熱履歴が負荷されても抗張力、耐力の低下が抑制され、それぞれの用途に必要な剛性・耐折性が維持される。
なお、比較例8は常温環境下での再結晶が進行せず、抗張力が400MPa以上となっており、且つ伸びも低く、ユーザーにおける銅箔単体で製造ラインに通す際の取り扱いが難しい箔となっている。
【0047】
表5から明らかなように、実施例1〜8は同一製箔条件の製箔直後の加熱処理を行わなかった箔を基準として20%以上屈曲回数が増加しており、配線板や電池の製造工程にてかかる熱履歴における抗張力や耐力の低下が抑制され、耐折性が高めに維持されている。
【0048】
実施例の結果より、本発明によって、適度な柔軟性を持たせつつ、配線板や電池の製造工程にてかかる熱履歴における抗張力や耐力の低下が抑制され、配線板や電池用の銅箔として使用するのに必要な剛性・耐折性を維持可能な電解銅箔を提供することが可能となる。
上述したように本発明の電解銅箔は、配線板や電池の製造工程における熱履歴において再結晶(結晶成長)が抑制され、抗張力や耐力が過度に低下することなく、配線板や電池用製造工程で必要とする剛性・耐折性を保つ優れた効果を有するものである。
【符号の説明】
【0049】
1:アノード
2:カソード
3:電解液
4:未処理電解銅箔
【特許請求の範囲】
【請求項1】
300μm四方の範囲で、粒径2μm以下の結晶粒個数が20000個以上であり、かつ粒径10μm以上の結晶粒個数が10個未満であり、かつ常態での抗張力が300MPa以上400MPa未満である電解銅箔。
【請求項2】
請求項1に記載の電解銅箔を用いて製造される配線板。
【請求項3】
請求項1に記載の電解銅箔を用いて製造される電池。
【請求項1】
300μm四方の範囲で、粒径2μm以下の結晶粒個数が20000個以上であり、かつ粒径10μm以上の結晶粒個数が10個未満であり、かつ常態での抗張力が300MPa以上400MPa未満である電解銅箔。
【請求項2】
請求項1に記載の電解銅箔を用いて製造される配線板。
【請求項3】
請求項1に記載の電解銅箔を用いて製造される電池。
【図1】

【公開番号】特開2013−95972(P2013−95972A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−240788(P2011−240788)
【出願日】平成23年11月2日(2011.11.2)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年11月2日(2011.11.2)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【Fターム(参考)】
[ Back to top ]