
電鋳キャリアおよびその製造方法
【課題】極薄状のワークを研磨加工するのに好適に用いられ得る、高剛性かつ高靭性の電鋳キャリアおよびその製造方法を提供する。
【解決手段】両面研磨装置による研磨加工においてワークを保持するために用いられる電鋳キャリア1であって、直径に対する長さの比が10以上100未満である非導電性の繊維状フィラーが金属と共に共析せしめられてなることを特徴とする電鋳キャリア1とした。
【解決手段】両面研磨装置による研磨加工においてワークを保持するために用いられる電鋳キャリア1であって、直径に対する長さの比が10以上100未満である非導電性の繊維状フィラーが金属と共に共析せしめられてなることを特徴とする電鋳キャリア1とした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、両面研磨装置による研磨加工においてワークを保持するために用いられる電鋳キャリアおよびその製造方法に関する。
【背景技術】
【0002】
薄肉のワークと呼ばれる被研磨物を研磨する研磨装置としては、互いに異なる方向に回転する上定盤と下定盤との間でワークの上下面を研磨する両面研磨装置が知られている。
【0003】
両面研磨装置は、研磨能率や加工後のワーク表面の平行度、平面度を緻密に仕上げることができると共に、薄膜や脆性材料の高精度加工が可能であることから、水晶、セラミックス、フェライト、シリコン、カーボン、化合物半導体・酸化物ウェーハ等の精密研磨加工に広く用いられている。
【0004】
両面研磨装置による研磨加工においては、ワークを保持するためのキャリアが使用される。キャリアは、ワーク保持孔と外周部に設けられた歯とを有した円板状に形成されている。キャリアは、両面研磨装置の上定盤と下定盤との間に配置された際、中央に配置されたサンギヤとその外側に配置されたインターナルギヤに、外周部の歯が噛合される。キャリアは、サンギヤおよびインターナルギヤが異なる速度で回転することにより、ワークを保持しつつ、両定盤間で自転しながら公転する。それにより、キャリアに保持されたワークの上下面が両定盤間で研磨される。
【0005】
ところで、近年、動作周波数の高速化に伴って水晶振動子の薄型化が進んでおり、30μmtより薄い水晶振動子が望まれている。水晶振動子は、水晶インゴットから切り出した水晶片を前述の両面研磨装置によって研磨し、所定の厚みに形成されている。したがって、水晶振動子を薄型化するには、両面研磨装置に用いられるキャリアを薄型化する必要がある。
【0006】
両面研磨装置に用いられるキャリアは一般に、鋼板製(例えばSK4)または樹脂製(例えばガラスエポキシ)であるが、樹脂製キャリアは鋼板製キャリアに比べて剛性が低く、非常に壊れ易い。それゆえ、樹脂製キャリアは、薄型化には不向きであり、薄型のものでも300〜500μmt程度の厚さとなっている。
【0007】
これに対し、鋼板製キャリアは、樹脂製キャリアに比べて剛性が高く比較的壊れにくいため、樹脂製キャリアよりは薄型化に適している。しかしながら、鋼板製キャリアは、圧延後の鋼板を型で打ち抜いて形成されるため、打ち抜き加工による残留応力やバリの影響を考慮して、30μmt以上にする必要があった。
ここで、打ち抜き加工後の30μmt以上の鋼板製キャリアを両面研磨することによって30μmt以下に薄型化することは可能であるが、ひずみや損傷防止のためには1時間に3μmt程度の加工速度で研磨する必要があり、生産性が極めて低かった。
【0008】
さらに、30μmt未満の鋼板製キャリアを作製しても、実際に使用された際、何らかの外乱によって簡単に壊れてしまうことが多く、実用的ではなかった。
【0009】
そこで、粒状の骨材を混合・攪拌した無電解鍍金液を用いてキャリアを電鋳する技術が提案されている(特許文献1参照)。当該キャリアによれば、無電解鍍金により電鋳された金属組織と骨材とが相互に結合して形成されているため、剛性を向上させることができる。
【特許文献1】特開2004−195571号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
しかしながら、特許文献1記載のキャリアでは、硬度は高いものの靭性が低かった。それゆえ、30μmt未満の薄型キャリアを作製しても、実際に使用すると破損してしまうことが多く、依然として実用的ではなかった。
【0011】
本発明は上記事情に鑑みてなされたものであり、その目的とするところは、極薄状のワークを研磨加工するのに好適に用いられ得る、高硬度かつ高靭性の電鋳キャリアおよびその製造方法を提供することにある。
【課題を解決するための手段】
【0012】
上記課題を解決するために本発明は、(1)両面研磨装置による研磨加工においてワークを保持するために用いられる電鋳キャリアであって、直径に対する長さの比が10以上100未満である非導電性の繊維状フィラーが金属と共に共析せしめられてなることを特徴とする電鋳キャリアを提供するものである。
【0013】
また本発明は、上記構成(1)において、(2)前記繊維状フィラーはガラス繊維であることを特徴とする電鋳キャリアを提供するものである。
【0014】
また本発明は、上記構成(1)または(2)において、(3)前記金属は、ニッケルと、リン、タングステン、コバルト、鉄もしくはクロムとからなる合金、あるいは、コバルトと、リン、タングステン、ニッケル、鉄もしくはクロムとからなる合金であることを特徴とする電鋳キャリアを提供するものである。
【0015】
また本発明は、上記構成(1)〜(3)のいずれかにおいて、(4)厚さが10μmt以上50μmt未満であることを特徴とする電鋳キャリアを提供するものである。
【0016】
また本発明は、上記構成(1)〜(4)のいずれかにおいて、(5)前記金属および前記繊維状フィラーが、前記ワークを内包しつつ、共析せしめられていることを特徴とする電鋳キャリアを提供するものである。
【0017】
また、上記課題を解決するために本発明は、(6)両面研磨装置による研磨加工においてワークを保持するために用いられる電鋳キャリアの製造方法であって、直径に対する長さの比が10以上100未満である非導電性の繊維状フィラーを懸濁させた浴中に陰極および陽極を浸漬し、当該陰極の表面上に前記繊維状フィラーと前記浴中のイオン化された金属とを共析させる電鋳工程を含むことを特徴とする電鋳キャリアの製造方法を提供するものである。
【0018】
また本発明は、上記構成(6)において、(7)前記繊維状フィラーはガラス繊維であることを特徴とする電鋳キャリアの製造方法を提供するものである。
【0019】
また本発明は、上記構成(6)または(7)において、(8)前記浴は、リン、タングステン、コバルト、鉄もしくはクロムが添加されたニッケル塩浴、あるいは、リン、タングステン、ニッケル、鉄もしくはクロムが添加されたコバルト塩浴であることを特徴とする電鋳キャリアの製造方法を提供するものである。
【0020】
また本発明は、上記構成(6)〜(8)のいずれかにおいて、(9)前記電鋳工程において、前記ワークを前記浴中に浸漬された前記陰極の表面上の所定位置に配置した後、前記非導電性の繊維状フィラーと前記浴中のイオン化された金属とを共析させて、前記ワークを前記電鋳キャリア内に埋め込むように包囲させることを特徴とする電鋳キャリアの製造方法を提供するものである。
【発明の効果】
【0021】
上記のように構成された本発明の電鋳キャリアによれば、非導電性の繊維状フィラーが電鋳の際の電流分布の影響を受けず、キャリアの径方向に向いた状態で析出されるため、引張強度が増し、靭性が向上する。
【発明を実施するための最良の形態】
【0022】
以下、図面を参照しつつ、本発明の実施例について説明し、当該実施例にかかる電鋳キャリアの特性について検討する。
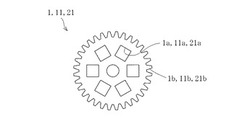
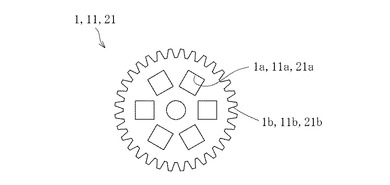
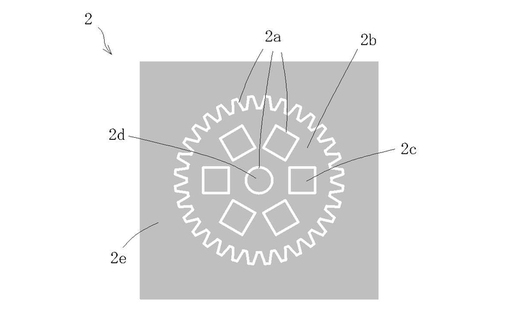
図1は実施例および比較例にかかる電鋳キャリアを示す平面図、図2は図1の電鋳キャリアを製造するための陰極板を示す平面図である。
【0023】
[実施例1]
実施例1として、アスペクト比が10以上であり、かつ非導電性であるガラス繊維GF1をフィラーとして含み、図1に示す如くワーク保持孔1aおよび外周歯1bを有する電鋳キャリア1の一例を示す。
【0024】
まず、本実施例においては、ニッケル電鋳を選定した。これは、ニッケル電鋳によれば、浴の組成や電解条件によって比較的広範囲の物理的特性をもつ皮膜を得ることができ、硬度と引っ張り強度が大きく、また柔軟性があって電着応力が小さい皮膜を得ることができるためである。
【0025】
次に、電鋳に使用する陰極板2を準備した。陰極板2はステンレス製であり、図2に示す如く、その一方側の面に耐酸性のある常温硬化改良ポリエステル樹脂によるレジストパターン2aが形成されている。このレジストパターン2aによって区切られてなる面2b,2c,2d,2eが電鋳面となり、当該電鋳面上に電鋳膜が形成される。なお、電鋳面2b上に形成された電鋳膜のみが電鋳キャリア1となり、電鋳面2c,2d,2e上に形成された電鋳膜は不要となるが、電鋳面2b上に形成される電鋳膜の厚みムラを防止するために、電鋳面2c,2d,2eが設けられている。
【0026】
次に、電鋳浴として、スルファミン酸ニッケル浴を準備した。スルファミン酸ニッケル浴は、スルファミン酸ニッケル・四水和物(Ni(SO3NH2)2・4H2O)に対し、塩化ニッケル・六水和物(NiCl2・6H2O)と、ほう酸(H3BO3)とを加えたものとした。ここで、塩化ニッケル・六水和物は、浴の導電度を増し、陰極電着性を良好にする働きがある。また、ほう酸は、良好な緩衝作用を発揮し、浴のpHを必要な範囲内に収める働きがある。本実施例では、スルファミン酸ニッケル浴の組成を、スルファミン酸ニッケル・四水和物450g/L、塩化・六水和物30g/L、ほう酸30g/Lとした。
【0027】
次に、上記浴に、電着応力を緩和し、電鋳膜の硬度を向上させる亜リン酸を添加剤として加えた後、φ1×50μm、アスペクト比(直径に対する長さの比)50のガラス繊維フィラーGF1を懸濁させた。
【0028】
次に、上記浴中に、陰極板2を電鋳面2b〜2eが上向きになるように略水平に配置して浸漬させた。そして、チタン製の陽極を浸漬させ、電流密度:10A/dm2、電解時間:10minとして電鋳を行い、陰極板2の電鋳面2b〜2e上に、ニッケル−リン合金とガラス繊維GF1とを共析させて、電鋳膜を形成した。その後、電鋳面2b上に形成された電鋳膜を陰極板2から剥離し、電鋳キャリア1を得た。
【0029】
[比較例1]
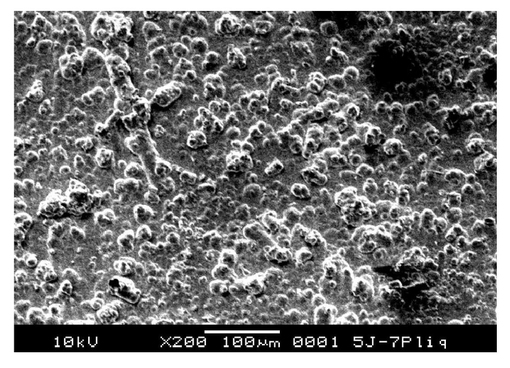
次に、φ10×60μm、アスペクト比6のガラス繊維GF2をフィラーとして用いた以外は実施例1と同じ方法で電鋳キャリア11を作製した。電鋳キャリア11の表面の写真を図3に示す。
【0030】
[比較例2]
次に、φ7×60μm、アスペクト比約8.6の導電性処理を行った炭素繊維(導電性炭素繊維)CF1をフィラーとして用いた以外は、実施例1と同じ方法で電鋳キャリア21を作製した。電鋳キャリア21の表面の写真を図4に示す。
【0031】
[各電鋳キャリアの特性]
比較例1にかかる電鋳キャリア11の場合、図3に示す如く、ガラス繊維GF2の共析がほとんど生じなかった。これは、ガラス繊維GF2のアスペクト比が小さいため、共析中にガラス繊維GF2を起立させようとする力が働いたためと考えられる。つまり、アスペクト比が小さいガラス繊維GF2をフィラーとして用いた場合、共析がほとんど生じず、高硬度かつ高靭性の電鋳キャリアを得ることはできない。
【0032】
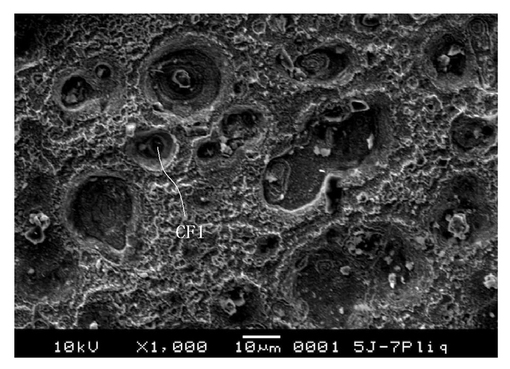
比較例2にかかる電鋳キャリア21の場合、図4に示す如く、炭素繊維CF1がほとんど観察できず、表面に凸凹が観察された。この凹凸は、突出した炭素繊維CF1の表面にニッケル合金の皮膜が形成されてできたものと思われる。ここで、炭素繊維CF1の電着状況を詳しく観察するために、ニッケル溶解液で表面をエッチングした後、その表面を撮影した。その写真を図5に示す。図5を観察すると、表面に多数の穴が開いており、その中に炭素繊維CF1が存在していることがわかる。これは、炭素繊維CF1が電鋳の際の電流分布の影響を受けて鉛直方向(電鋳キャリアの厚み方向)に向き、その炭素繊維CF1の表面にニッケル合金が成膜されたためと考えられる。つまり、導電性の炭素繊維CF1をフィラーとして用いた場合、炭素繊維CF1が鉛直方向に向いて水平方向(電鋳キャリアの径方向)にほとんど向かないため、硬度は向上するものの、引張強度が向上せず、高靭性の電鋳キャリアを得ることはできない。
【0033】
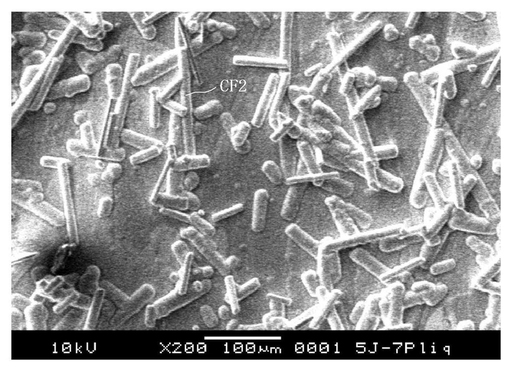
実施例1にかかる電鋳キャリア1の場合、ガラス繊維GF1の共析が十分に生じていた。ここで、ガラス繊維GF1ではないが、同じ非導電性の炭素繊維CF2を同様に共析させてなる電鋳キャリアの表面をニッケル溶解液でエッチングした後、その表面を撮影した。その写真を参考として図6に示す。図6より、非導電性の繊維状フィラーCF2は、電鋳の際の電流分布に影響されず、そのほとんどが水平方向(電鋳キャリアの径方向)を向いていることがわかる。つまり、非導電性のガラス繊維GF1をフィラーとして用いた場合、ほとんどのガラス繊維GF1が水平方向に向き、その結果、硬度のみならず引張強度が向上し、高硬度および高靭性の電鋳キャリアを得ることができる。
【0034】
[実施例1の電鋳キャリアと従来のキャリアとの比較試験]
次に、実施例1にかかる電鋳キャリア1を、一般的な両面研磨装置3において使用した試験につき、説明する。
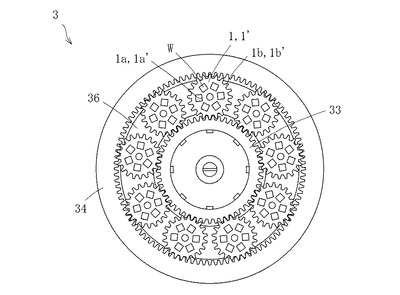
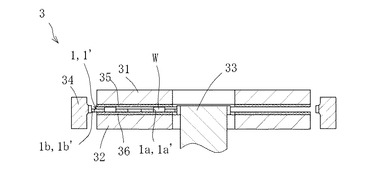
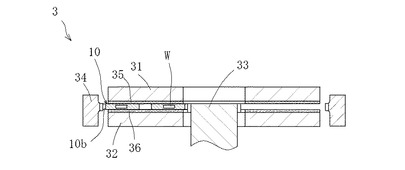
図7は本試験にかかる両面研磨装置に電鋳キャリアを配置した状態を示す図であって、上定盤を省略した状態を示す概略平面図、図8は本試験にかかる両面研磨装置に電鋳キャリアを配置した状態を示す概略側断面図である。
【0035】
まず、厚みが32μmの実施例1にかかる電鋳キャリア1を準備した。次いで、図7または図8に示す如く、電鋳キャリア1を上定盤31と下定盤32との間に9枚配置した。このとき、電鋳キャリア1の外周歯1bは、サンギヤ33およびインターナルギヤ34の歯にそれぞれ噛合される。
【0036】
次に、上定盤31の下面に設けられた研磨パッド35と、下定盤32の上面に設けられた研磨パッド36とに対して研磨スラリを付与し、十分に湿らせた厚み45μmの水晶ワークWを電鋳キャリア1におけるワーク保持孔1a内にそれぞれ配置した。そして、上定盤31を降下させ、研磨スラリを1分間供給した後、サンギヤ33およびインターナルギヤ34をそれぞれ所定速度で回転させ、両面研磨を実行した。
【0037】
その結果、電鋳キャリア1は、両面研磨開始後直ぐに9枚のうち5枚が損壊したものの、残りの4枚については、問題なく両面研磨を完了することができた。
【0038】
次に、これと同じ条件で、厚み31μmの従来のSK4製キャリア1’の両面研磨を行なった。その結果、両面研磨開始後直ぐに、9枚全てにおける外周歯1b’部分に大きな歪みが生じ、両面研磨を完了することができなかった。また、SK4製キャリア1’の表面には、研磨スラリに触れた後、程なくして錆が生じた。
【0039】
上記のように、従来のSK4製キャリア1’が両面研磨を完了することができなかったのに対し、電鋳キャリア1は、全てではないものの、その約半分が両面研磨を完了することができた。これは、電鋳キャリア1が、ニッケル−リン合金のアモルファス構造による高いたわみ性と、複合材として用いたガラス繊維フィラーGF1の有する引張り強度や弾性とを備え、高靭性かつ高硬度になっているためと考えられる。
【0040】
また、電鋳キャリア1’が損壊した原因は、研磨開始直後に生じた、電鋳キャリア1と研磨パッド35,36との間の摩擦力が過大であったためと考えられる。そして、当該摩擦力が過大となったのは、静止摩擦力が動摩擦力よりも大きいことに加え、電鋳キャリア1と研磨パッド35,36との間の水分による表面張力によって両者が過度に密着していたためと考えられる。したがって、両面研磨開始時の諸条件を調製することで研磨開始直後の摩擦力を低減すれば、研磨開始直後の電鋳キャリア1の損壊を防止することもできる。
【0041】
以上の比較試験により、電鋳キャリア1は、10μmt以上50μmt未満、特に30μmtレベルの極薄状ワークの両面研磨に好適に使用され得ることが実証された。表1に電鋳キャリア1の長所をまとめて示す。
【表1】

【0042】
[変形例1]
以上、本発明の実施例について具体的に説明したが、本発明は次のように変形して実施することができる。
【0043】
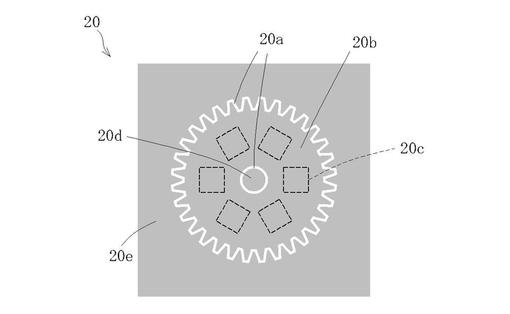
例えば、図10に示す如く、その一方側の面に耐酸性のある常温硬化改良ポリエステル樹脂によるレジストパターン20aと、レジストパターン20aによって区切られてなる電鋳面20b,20d,20eとを備えた陰極板20を準備し、ワークWを陰極板20のワーク配置部20cに設置した状態で、実施例1と同じ方法によって電鋳を行うことにより、ワークWが電鋳膜によって埋め込まれた(包囲された)電鋳キャリア10(図9参照)としてもよい。
【0044】
この電鋳キャリアの場合、厚みがワークの厚みよりも厚くなっていてワークが露出していないため、研磨開始後しばらくの間ワークは研磨されない(図11参照)。しかし、当該電鋳キャリアによれば、摩擦力が大きい研磨開始直後における電鋳キャリアの厚みが通常のキャリアと比べて厚くなっていることになり、研磨開始直後に生じるキャリアの損壊を回避することができる。また、当該電鋳キャリアによれば、研磨開始時の摩擦抵抗によりワークがキャリアの保持部から飛び出し割れてしまうという現象が抑えられる。
【0045】
また、通常のキャリアであれば、ワークとキャリアとの間に若干の隙間があり、これが研磨加工中のワークの暴れの原因となって、脆性材料のワークではカケが生じる原因になる。しかし、当該電鋳キャリアによれば、ワークがキャリアに隙間なく固定されているため、上記ワークの暴れが防止され、ワークの破損を防止することができる。
【0046】
なお、当該電鋳キャリアによれば、キャリアが研磨されてワーク表面が露出した後は、通常のキャリアを用いた場合と同様に、ワークが良好に研磨されていく。そして、研磨後、酸洗いを行うことで、当該電鋳キャリアからワークを取り出すことができる。
【0047】
[変形例2]
また、非導電性の繊維状フィラーとして、例えば、炭素繊維(導電性処理なし、非導電性)、炭化ケイ素ウィスカー・窒化ケイ素ウィスカー・チタン酸カリウムウィスカー等のセラミックウィスカー、チタン酸カリウム繊維・チタン酸カリウムマグネシウム繊維・ムライト繊維等のセラミック繊維、またはアラミド繊維等のプラスチック繊維等を使用することもできる。ただし、上記実施例で用いたガラス繊維は、水晶ワーク等に対して用いられる研磨剤中のセリウムによって溶けるため、研磨中に電鋳キャリアから脱落してもワークを傷つけにくく、水晶ワーク用の電鋳キャリアに用いるフィラーとして好ましい。
【0048】
[変形例3]
また、上記実施例では、電鋳キャリアを構成する金属をニッケル−リン合金としたが、例えば、ニッケル−タングステン合金、ニッケル−コバルト合金、ニッケル−鉄合金、ニッケル−クロム合金、コバルト−リン合金、コバルト−タングステン合金、コバルト−ニッケル合金、コバルト−鉄合金またはコバルト−クロム合金とすることができる。
【0049】
[変形例4]
また、ニッケル電鋳に限定されるものではなく、銅、クロム、鉄、コバルト、金、銀、または亜鉛による電鋳であってもよい。
【0050】
[変形例5]
また、上記実施例では、非導電性の繊維状フィラーのアスペクト比を50としたが、10以上であればよく、実用的には、10以上100未満であるのが好ましい。
【図面の簡単な説明】
【0051】
【図1】実施例および比較例にかかる電鋳キャリアを示す平面図である。
【図2】図1の電鋳キャリアを製造するための陰極板を示す平面図である。
【図3】比較例1にかかる電鋳キャリアの表面を示す図である。
【図4】比較例2にかかる電鋳キャリアの表面を示す図である。
【図5】比較例2にかかる電鋳キャリアの表面であって、ニッケル溶解液でエッチングした後のものを示す図である。
【図6】非導電性の炭素繊維を共析してなる電鋳キャリアの表面であって、ニッケル溶解液でエッチングした後のものを示す参考図である。
【図7】両面研磨装置にキャリアを配置した状態を示す図であって、上定盤を省略した状態を示す概略平面図である。
【図8】両面研磨装置にキャリアを配置した状態を示す概略側断面図である。
【図9】変形例にかかる電鋳キャリアを示す概略側断面図である。
【図10】変形例にかかる電鋳キャリアを製造するための陰極板を示す平面図である。
【図11】両面研磨装置に変形例にかかる電鋳キャリアを配置した状態を示す概略側断面図である。
【符号の説明】
【0052】
CF1 導電性炭素繊維
CF2 非導電性炭素繊維
GF1、GF2 ガラス繊維
W ワーク
1 本発明にかかる電鋳キャリア
1’ SK4製キャリア
1a、11a、21a ワーク保持孔
1b、10b、11b、21b 歯
2、20 陰極板
2a、20a レジストパターン
2b、2c、2d、2e、20b、20d、20e 電鋳面
10 変形例にかかる電鋳キャリア
11、21 比較例にかかる電鋳キャリア
20c ワーク保持部
3 両面研磨装置
31 上定盤
32 下定盤
33 サンギヤ
34 インターナルギヤ
35、36 研磨パッド
【技術分野】
【0001】
本発明は、両面研磨装置による研磨加工においてワークを保持するために用いられる電鋳キャリアおよびその製造方法に関する。
【背景技術】
【0002】
薄肉のワークと呼ばれる被研磨物を研磨する研磨装置としては、互いに異なる方向に回転する上定盤と下定盤との間でワークの上下面を研磨する両面研磨装置が知られている。
【0003】
両面研磨装置は、研磨能率や加工後のワーク表面の平行度、平面度を緻密に仕上げることができると共に、薄膜や脆性材料の高精度加工が可能であることから、水晶、セラミックス、フェライト、シリコン、カーボン、化合物半導体・酸化物ウェーハ等の精密研磨加工に広く用いられている。
【0004】
両面研磨装置による研磨加工においては、ワークを保持するためのキャリアが使用される。キャリアは、ワーク保持孔と外周部に設けられた歯とを有した円板状に形成されている。キャリアは、両面研磨装置の上定盤と下定盤との間に配置された際、中央に配置されたサンギヤとその外側に配置されたインターナルギヤに、外周部の歯が噛合される。キャリアは、サンギヤおよびインターナルギヤが異なる速度で回転することにより、ワークを保持しつつ、両定盤間で自転しながら公転する。それにより、キャリアに保持されたワークの上下面が両定盤間で研磨される。
【0005】
ところで、近年、動作周波数の高速化に伴って水晶振動子の薄型化が進んでおり、30μmtより薄い水晶振動子が望まれている。水晶振動子は、水晶インゴットから切り出した水晶片を前述の両面研磨装置によって研磨し、所定の厚みに形成されている。したがって、水晶振動子を薄型化するには、両面研磨装置に用いられるキャリアを薄型化する必要がある。
【0006】
両面研磨装置に用いられるキャリアは一般に、鋼板製(例えばSK4)または樹脂製(例えばガラスエポキシ)であるが、樹脂製キャリアは鋼板製キャリアに比べて剛性が低く、非常に壊れ易い。それゆえ、樹脂製キャリアは、薄型化には不向きであり、薄型のものでも300〜500μmt程度の厚さとなっている。
【0007】
これに対し、鋼板製キャリアは、樹脂製キャリアに比べて剛性が高く比較的壊れにくいため、樹脂製キャリアよりは薄型化に適している。しかしながら、鋼板製キャリアは、圧延後の鋼板を型で打ち抜いて形成されるため、打ち抜き加工による残留応力やバリの影響を考慮して、30μmt以上にする必要があった。
ここで、打ち抜き加工後の30μmt以上の鋼板製キャリアを両面研磨することによって30μmt以下に薄型化することは可能であるが、ひずみや損傷防止のためには1時間に3μmt程度の加工速度で研磨する必要があり、生産性が極めて低かった。
【0008】
さらに、30μmt未満の鋼板製キャリアを作製しても、実際に使用された際、何らかの外乱によって簡単に壊れてしまうことが多く、実用的ではなかった。
【0009】
そこで、粒状の骨材を混合・攪拌した無電解鍍金液を用いてキャリアを電鋳する技術が提案されている(特許文献1参照)。当該キャリアによれば、無電解鍍金により電鋳された金属組織と骨材とが相互に結合して形成されているため、剛性を向上させることができる。
【特許文献1】特開2004−195571号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
しかしながら、特許文献1記載のキャリアでは、硬度は高いものの靭性が低かった。それゆえ、30μmt未満の薄型キャリアを作製しても、実際に使用すると破損してしまうことが多く、依然として実用的ではなかった。
【0011】
本発明は上記事情に鑑みてなされたものであり、その目的とするところは、極薄状のワークを研磨加工するのに好適に用いられ得る、高硬度かつ高靭性の電鋳キャリアおよびその製造方法を提供することにある。
【課題を解決するための手段】
【0012】
上記課題を解決するために本発明は、(1)両面研磨装置による研磨加工においてワークを保持するために用いられる電鋳キャリアであって、直径に対する長さの比が10以上100未満である非導電性の繊維状フィラーが金属と共に共析せしめられてなることを特徴とする電鋳キャリアを提供するものである。
【0013】
また本発明は、上記構成(1)において、(2)前記繊維状フィラーはガラス繊維であることを特徴とする電鋳キャリアを提供するものである。
【0014】
また本発明は、上記構成(1)または(2)において、(3)前記金属は、ニッケルと、リン、タングステン、コバルト、鉄もしくはクロムとからなる合金、あるいは、コバルトと、リン、タングステン、ニッケル、鉄もしくはクロムとからなる合金であることを特徴とする電鋳キャリアを提供するものである。
【0015】
また本発明は、上記構成(1)〜(3)のいずれかにおいて、(4)厚さが10μmt以上50μmt未満であることを特徴とする電鋳キャリアを提供するものである。
【0016】
また本発明は、上記構成(1)〜(4)のいずれかにおいて、(5)前記金属および前記繊維状フィラーが、前記ワークを内包しつつ、共析せしめられていることを特徴とする電鋳キャリアを提供するものである。
【0017】
また、上記課題を解決するために本発明は、(6)両面研磨装置による研磨加工においてワークを保持するために用いられる電鋳キャリアの製造方法であって、直径に対する長さの比が10以上100未満である非導電性の繊維状フィラーを懸濁させた浴中に陰極および陽極を浸漬し、当該陰極の表面上に前記繊維状フィラーと前記浴中のイオン化された金属とを共析させる電鋳工程を含むことを特徴とする電鋳キャリアの製造方法を提供するものである。
【0018】
また本発明は、上記構成(6)において、(7)前記繊維状フィラーはガラス繊維であることを特徴とする電鋳キャリアの製造方法を提供するものである。
【0019】
また本発明は、上記構成(6)または(7)において、(8)前記浴は、リン、タングステン、コバルト、鉄もしくはクロムが添加されたニッケル塩浴、あるいは、リン、タングステン、ニッケル、鉄もしくはクロムが添加されたコバルト塩浴であることを特徴とする電鋳キャリアの製造方法を提供するものである。
【0020】
また本発明は、上記構成(6)〜(8)のいずれかにおいて、(9)前記電鋳工程において、前記ワークを前記浴中に浸漬された前記陰極の表面上の所定位置に配置した後、前記非導電性の繊維状フィラーと前記浴中のイオン化された金属とを共析させて、前記ワークを前記電鋳キャリア内に埋め込むように包囲させることを特徴とする電鋳キャリアの製造方法を提供するものである。
【発明の効果】
【0021】
上記のように構成された本発明の電鋳キャリアによれば、非導電性の繊維状フィラーが電鋳の際の電流分布の影響を受けず、キャリアの径方向に向いた状態で析出されるため、引張強度が増し、靭性が向上する。
【発明を実施するための最良の形態】
【0022】
以下、図面を参照しつつ、本発明の実施例について説明し、当該実施例にかかる電鋳キャリアの特性について検討する。
図1は実施例および比較例にかかる電鋳キャリアを示す平面図、図2は図1の電鋳キャリアを製造するための陰極板を示す平面図である。
【0023】
[実施例1]
実施例1として、アスペクト比が10以上であり、かつ非導電性であるガラス繊維GF1をフィラーとして含み、図1に示す如くワーク保持孔1aおよび外周歯1bを有する電鋳キャリア1の一例を示す。
【0024】
まず、本実施例においては、ニッケル電鋳を選定した。これは、ニッケル電鋳によれば、浴の組成や電解条件によって比較的広範囲の物理的特性をもつ皮膜を得ることができ、硬度と引っ張り強度が大きく、また柔軟性があって電着応力が小さい皮膜を得ることができるためである。
【0025】
次に、電鋳に使用する陰極板2を準備した。陰極板2はステンレス製であり、図2に示す如く、その一方側の面に耐酸性のある常温硬化改良ポリエステル樹脂によるレジストパターン2aが形成されている。このレジストパターン2aによって区切られてなる面2b,2c,2d,2eが電鋳面となり、当該電鋳面上に電鋳膜が形成される。なお、電鋳面2b上に形成された電鋳膜のみが電鋳キャリア1となり、電鋳面2c,2d,2e上に形成された電鋳膜は不要となるが、電鋳面2b上に形成される電鋳膜の厚みムラを防止するために、電鋳面2c,2d,2eが設けられている。
【0026】
次に、電鋳浴として、スルファミン酸ニッケル浴を準備した。スルファミン酸ニッケル浴は、スルファミン酸ニッケル・四水和物(Ni(SO3NH2)2・4H2O)に対し、塩化ニッケル・六水和物(NiCl2・6H2O)と、ほう酸(H3BO3)とを加えたものとした。ここで、塩化ニッケル・六水和物は、浴の導電度を増し、陰極電着性を良好にする働きがある。また、ほう酸は、良好な緩衝作用を発揮し、浴のpHを必要な範囲内に収める働きがある。本実施例では、スルファミン酸ニッケル浴の組成を、スルファミン酸ニッケル・四水和物450g/L、塩化・六水和物30g/L、ほう酸30g/Lとした。
【0027】
次に、上記浴に、電着応力を緩和し、電鋳膜の硬度を向上させる亜リン酸を添加剤として加えた後、φ1×50μm、アスペクト比(直径に対する長さの比)50のガラス繊維フィラーGF1を懸濁させた。
【0028】
次に、上記浴中に、陰極板2を電鋳面2b〜2eが上向きになるように略水平に配置して浸漬させた。そして、チタン製の陽極を浸漬させ、電流密度:10A/dm2、電解時間:10minとして電鋳を行い、陰極板2の電鋳面2b〜2e上に、ニッケル−リン合金とガラス繊維GF1とを共析させて、電鋳膜を形成した。その後、電鋳面2b上に形成された電鋳膜を陰極板2から剥離し、電鋳キャリア1を得た。
【0029】
[比較例1]
次に、φ10×60μm、アスペクト比6のガラス繊維GF2をフィラーとして用いた以外は実施例1と同じ方法で電鋳キャリア11を作製した。電鋳キャリア11の表面の写真を図3に示す。
【0030】
[比較例2]
次に、φ7×60μm、アスペクト比約8.6の導電性処理を行った炭素繊維(導電性炭素繊維)CF1をフィラーとして用いた以外は、実施例1と同じ方法で電鋳キャリア21を作製した。電鋳キャリア21の表面の写真を図4に示す。
【0031】
[各電鋳キャリアの特性]
比較例1にかかる電鋳キャリア11の場合、図3に示す如く、ガラス繊維GF2の共析がほとんど生じなかった。これは、ガラス繊維GF2のアスペクト比が小さいため、共析中にガラス繊維GF2を起立させようとする力が働いたためと考えられる。つまり、アスペクト比が小さいガラス繊維GF2をフィラーとして用いた場合、共析がほとんど生じず、高硬度かつ高靭性の電鋳キャリアを得ることはできない。
【0032】
比較例2にかかる電鋳キャリア21の場合、図4に示す如く、炭素繊維CF1がほとんど観察できず、表面に凸凹が観察された。この凹凸は、突出した炭素繊維CF1の表面にニッケル合金の皮膜が形成されてできたものと思われる。ここで、炭素繊維CF1の電着状況を詳しく観察するために、ニッケル溶解液で表面をエッチングした後、その表面を撮影した。その写真を図5に示す。図5を観察すると、表面に多数の穴が開いており、その中に炭素繊維CF1が存在していることがわかる。これは、炭素繊維CF1が電鋳の際の電流分布の影響を受けて鉛直方向(電鋳キャリアの厚み方向)に向き、その炭素繊維CF1の表面にニッケル合金が成膜されたためと考えられる。つまり、導電性の炭素繊維CF1をフィラーとして用いた場合、炭素繊維CF1が鉛直方向に向いて水平方向(電鋳キャリアの径方向)にほとんど向かないため、硬度は向上するものの、引張強度が向上せず、高靭性の電鋳キャリアを得ることはできない。
【0033】
実施例1にかかる電鋳キャリア1の場合、ガラス繊維GF1の共析が十分に生じていた。ここで、ガラス繊維GF1ではないが、同じ非導電性の炭素繊維CF2を同様に共析させてなる電鋳キャリアの表面をニッケル溶解液でエッチングした後、その表面を撮影した。その写真を参考として図6に示す。図6より、非導電性の繊維状フィラーCF2は、電鋳の際の電流分布に影響されず、そのほとんどが水平方向(電鋳キャリアの径方向)を向いていることがわかる。つまり、非導電性のガラス繊維GF1をフィラーとして用いた場合、ほとんどのガラス繊維GF1が水平方向に向き、その結果、硬度のみならず引張強度が向上し、高硬度および高靭性の電鋳キャリアを得ることができる。
【0034】
[実施例1の電鋳キャリアと従来のキャリアとの比較試験]
次に、実施例1にかかる電鋳キャリア1を、一般的な両面研磨装置3において使用した試験につき、説明する。
図7は本試験にかかる両面研磨装置に電鋳キャリアを配置した状態を示す図であって、上定盤を省略した状態を示す概略平面図、図8は本試験にかかる両面研磨装置に電鋳キャリアを配置した状態を示す概略側断面図である。
【0035】
まず、厚みが32μmの実施例1にかかる電鋳キャリア1を準備した。次いで、図7または図8に示す如く、電鋳キャリア1を上定盤31と下定盤32との間に9枚配置した。このとき、電鋳キャリア1の外周歯1bは、サンギヤ33およびインターナルギヤ34の歯にそれぞれ噛合される。
【0036】
次に、上定盤31の下面に設けられた研磨パッド35と、下定盤32の上面に設けられた研磨パッド36とに対して研磨スラリを付与し、十分に湿らせた厚み45μmの水晶ワークWを電鋳キャリア1におけるワーク保持孔1a内にそれぞれ配置した。そして、上定盤31を降下させ、研磨スラリを1分間供給した後、サンギヤ33およびインターナルギヤ34をそれぞれ所定速度で回転させ、両面研磨を実行した。
【0037】
その結果、電鋳キャリア1は、両面研磨開始後直ぐに9枚のうち5枚が損壊したものの、残りの4枚については、問題なく両面研磨を完了することができた。
【0038】
次に、これと同じ条件で、厚み31μmの従来のSK4製キャリア1’の両面研磨を行なった。その結果、両面研磨開始後直ぐに、9枚全てにおける外周歯1b’部分に大きな歪みが生じ、両面研磨を完了することができなかった。また、SK4製キャリア1’の表面には、研磨スラリに触れた後、程なくして錆が生じた。
【0039】
上記のように、従来のSK4製キャリア1’が両面研磨を完了することができなかったのに対し、電鋳キャリア1は、全てではないものの、その約半分が両面研磨を完了することができた。これは、電鋳キャリア1が、ニッケル−リン合金のアモルファス構造による高いたわみ性と、複合材として用いたガラス繊維フィラーGF1の有する引張り強度や弾性とを備え、高靭性かつ高硬度になっているためと考えられる。
【0040】
また、電鋳キャリア1’が損壊した原因は、研磨開始直後に生じた、電鋳キャリア1と研磨パッド35,36との間の摩擦力が過大であったためと考えられる。そして、当該摩擦力が過大となったのは、静止摩擦力が動摩擦力よりも大きいことに加え、電鋳キャリア1と研磨パッド35,36との間の水分による表面張力によって両者が過度に密着していたためと考えられる。したがって、両面研磨開始時の諸条件を調製することで研磨開始直後の摩擦力を低減すれば、研磨開始直後の電鋳キャリア1の損壊を防止することもできる。
【0041】
以上の比較試験により、電鋳キャリア1は、10μmt以上50μmt未満、特に30μmtレベルの極薄状ワークの両面研磨に好適に使用され得ることが実証された。表1に電鋳キャリア1の長所をまとめて示す。
【表1】
【0042】
[変形例1]
以上、本発明の実施例について具体的に説明したが、本発明は次のように変形して実施することができる。
【0043】
例えば、図10に示す如く、その一方側の面に耐酸性のある常温硬化改良ポリエステル樹脂によるレジストパターン20aと、レジストパターン20aによって区切られてなる電鋳面20b,20d,20eとを備えた陰極板20を準備し、ワークWを陰極板20のワーク配置部20cに設置した状態で、実施例1と同じ方法によって電鋳を行うことにより、ワークWが電鋳膜によって埋め込まれた(包囲された)電鋳キャリア10(図9参照)としてもよい。
【0044】
この電鋳キャリアの場合、厚みがワークの厚みよりも厚くなっていてワークが露出していないため、研磨開始後しばらくの間ワークは研磨されない(図11参照)。しかし、当該電鋳キャリアによれば、摩擦力が大きい研磨開始直後における電鋳キャリアの厚みが通常のキャリアと比べて厚くなっていることになり、研磨開始直後に生じるキャリアの損壊を回避することができる。また、当該電鋳キャリアによれば、研磨開始時の摩擦抵抗によりワークがキャリアの保持部から飛び出し割れてしまうという現象が抑えられる。
【0045】
また、通常のキャリアであれば、ワークとキャリアとの間に若干の隙間があり、これが研磨加工中のワークの暴れの原因となって、脆性材料のワークではカケが生じる原因になる。しかし、当該電鋳キャリアによれば、ワークがキャリアに隙間なく固定されているため、上記ワークの暴れが防止され、ワークの破損を防止することができる。
【0046】
なお、当該電鋳キャリアによれば、キャリアが研磨されてワーク表面が露出した後は、通常のキャリアを用いた場合と同様に、ワークが良好に研磨されていく。そして、研磨後、酸洗いを行うことで、当該電鋳キャリアからワークを取り出すことができる。
【0047】
[変形例2]
また、非導電性の繊維状フィラーとして、例えば、炭素繊維(導電性処理なし、非導電性)、炭化ケイ素ウィスカー・窒化ケイ素ウィスカー・チタン酸カリウムウィスカー等のセラミックウィスカー、チタン酸カリウム繊維・チタン酸カリウムマグネシウム繊維・ムライト繊維等のセラミック繊維、またはアラミド繊維等のプラスチック繊維等を使用することもできる。ただし、上記実施例で用いたガラス繊維は、水晶ワーク等に対して用いられる研磨剤中のセリウムによって溶けるため、研磨中に電鋳キャリアから脱落してもワークを傷つけにくく、水晶ワーク用の電鋳キャリアに用いるフィラーとして好ましい。
【0048】
[変形例3]
また、上記実施例では、電鋳キャリアを構成する金属をニッケル−リン合金としたが、例えば、ニッケル−タングステン合金、ニッケル−コバルト合金、ニッケル−鉄合金、ニッケル−クロム合金、コバルト−リン合金、コバルト−タングステン合金、コバルト−ニッケル合金、コバルト−鉄合金またはコバルト−クロム合金とすることができる。
【0049】
[変形例4]
また、ニッケル電鋳に限定されるものではなく、銅、クロム、鉄、コバルト、金、銀、または亜鉛による電鋳であってもよい。
【0050】
[変形例5]
また、上記実施例では、非導電性の繊維状フィラーのアスペクト比を50としたが、10以上であればよく、実用的には、10以上100未満であるのが好ましい。
【図面の簡単な説明】
【0051】
【図1】実施例および比較例にかかる電鋳キャリアを示す平面図である。
【図2】図1の電鋳キャリアを製造するための陰極板を示す平面図である。
【図3】比較例1にかかる電鋳キャリアの表面を示す図である。
【図4】比較例2にかかる電鋳キャリアの表面を示す図である。
【図5】比較例2にかかる電鋳キャリアの表面であって、ニッケル溶解液でエッチングした後のものを示す図である。
【図6】非導電性の炭素繊維を共析してなる電鋳キャリアの表面であって、ニッケル溶解液でエッチングした後のものを示す参考図である。
【図7】両面研磨装置にキャリアを配置した状態を示す図であって、上定盤を省略した状態を示す概略平面図である。
【図8】両面研磨装置にキャリアを配置した状態を示す概略側断面図である。
【図9】変形例にかかる電鋳キャリアを示す概略側断面図である。
【図10】変形例にかかる電鋳キャリアを製造するための陰極板を示す平面図である。
【図11】両面研磨装置に変形例にかかる電鋳キャリアを配置した状態を示す概略側断面図である。
【符号の説明】
【0052】
CF1 導電性炭素繊維
CF2 非導電性炭素繊維
GF1、GF2 ガラス繊維
W ワーク
1 本発明にかかる電鋳キャリア
1’ SK4製キャリア
1a、11a、21a ワーク保持孔
1b、10b、11b、21b 歯
2、20 陰極板
2a、20a レジストパターン
2b、2c、2d、2e、20b、20d、20e 電鋳面
10 変形例にかかる電鋳キャリア
11、21 比較例にかかる電鋳キャリア
20c ワーク保持部
3 両面研磨装置
31 上定盤
32 下定盤
33 サンギヤ
34 インターナルギヤ
35、36 研磨パッド
【特許請求の範囲】
【請求項1】
両面研磨装置による研磨加工においてワークを保持するために用いられる電鋳キャリアであって、直径に対する長さの比が10以上100未満である非導電性の繊維状フィラーが金属と共に共析せしめられてなることを特徴とする電鋳キャリア。
【請求項2】
前記繊維状フィラーはガラス繊維であることを特徴とする請求項1に記載の電鋳キャリア。
【請求項3】
前記金属は、ニッケルと、リン、タングステン、コバルト、鉄もしくはクロムとからなる合金、あるいは、コバルトと、リン、タングステン、ニッケル、鉄もしくはクロムとからなる合金であることを特徴とする請求項1または2に記載の電鋳キャリア。
【請求項4】
厚さが10μmt以上50μmt未満であることを特徴とする請求項1〜3のいずれか1項に記載の電鋳キャリア。
【請求項5】
前記金属および前記繊維状フィラーが、前記ワークを内包しつつ、共析せしめられていることを特徴とする請求項1〜4のいずれか1項に記載の電鋳キャリア。
【請求項6】
両面研磨装置による研磨加工においてワークを保持するために用いられる電鋳キャリアの製造方法であって、直径に対する長さの比が10以上100未満である非導電性の繊維状フィラーを懸濁させた浴中に陰極および陽極を浸漬し、当該陰極の表面上に前記繊維状フィラーと前記浴中のイオン化された金属とを共析させる電鋳工程を含むことを特徴とする電鋳キャリアの製造方法。
【請求項7】
前記繊維状フィラーはガラス繊維であることを特徴とする請求項6に記載の電鋳キャリアの製造方法。
【請求項8】
前記浴は、リン、タングステン、コバルト、鉄もしくはクロムが添加されたニッケル塩浴、あるいは、リン、タングステン、ニッケル、鉄もしくはクロムが添加されたコバルト塩浴であることを特徴とする請求項6または7に記載の電鋳キャリアの製造方法。
【請求項9】
前記電鋳工程において、前記ワークを前記浴中に浸漬された前記陰極の表面上の所定位置に配置した後、前記非導電性の繊維状フィラーと前記浴中のイオン化された金属とを共析させて、前記ワークを前記電鋳キャリア内に埋め込むように包囲させることを特徴とする請求項6〜8のいずれか1項に記載の電鋳キャリアの製造方法。
【請求項1】
両面研磨装置による研磨加工においてワークを保持するために用いられる電鋳キャリアであって、直径に対する長さの比が10以上100未満である非導電性の繊維状フィラーが金属と共に共析せしめられてなることを特徴とする電鋳キャリア。
【請求項2】
前記繊維状フィラーはガラス繊維であることを特徴とする請求項1に記載の電鋳キャリア。
【請求項3】
前記金属は、ニッケルと、リン、タングステン、コバルト、鉄もしくはクロムとからなる合金、あるいは、コバルトと、リン、タングステン、ニッケル、鉄もしくはクロムとからなる合金であることを特徴とする請求項1または2に記載の電鋳キャリア。
【請求項4】
厚さが10μmt以上50μmt未満であることを特徴とする請求項1〜3のいずれか1項に記載の電鋳キャリア。
【請求項5】
前記金属および前記繊維状フィラーが、前記ワークを内包しつつ、共析せしめられていることを特徴とする請求項1〜4のいずれか1項に記載の電鋳キャリア。
【請求項6】
両面研磨装置による研磨加工においてワークを保持するために用いられる電鋳キャリアの製造方法であって、直径に対する長さの比が10以上100未満である非導電性の繊維状フィラーを懸濁させた浴中に陰極および陽極を浸漬し、当該陰極の表面上に前記繊維状フィラーと前記浴中のイオン化された金属とを共析させる電鋳工程を含むことを特徴とする電鋳キャリアの製造方法。
【請求項7】
前記繊維状フィラーはガラス繊維であることを特徴とする請求項6に記載の電鋳キャリアの製造方法。
【請求項8】
前記浴は、リン、タングステン、コバルト、鉄もしくはクロムが添加されたニッケル塩浴、あるいは、リン、タングステン、ニッケル、鉄もしくはクロムが添加されたコバルト塩浴であることを特徴とする請求項6または7に記載の電鋳キャリアの製造方法。
【請求項9】
前記電鋳工程において、前記ワークを前記浴中に浸漬された前記陰極の表面上の所定位置に配置した後、前記非導電性の繊維状フィラーと前記浴中のイオン化された金属とを共析させて、前記ワークを前記電鋳キャリア内に埋め込むように包囲させることを特徴とする請求項6〜8のいずれか1項に記載の電鋳キャリアの製造方法。
【図1】

【図7】
【図8】
【図9】
【図11】
【図2】
【図3】

【図4】
【図5】
【図6】
【図10】
【図7】
【図8】
【図9】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図10】
【公開番号】特開2009−101441(P2009−101441A)
【公開日】平成21年5月14日(2009.5.14)
【国際特許分類】
【出願番号】特願2007−273706(P2007−273706)
【出願日】平成19年10月22日(2007.10.22)
【出願人】(598031268)株式会社クリスタル光学 (11)
【出願人】(593006630)学校法人立命館 (359)
【Fターム(参考)】
【公開日】平成21年5月14日(2009.5.14)
【国際特許分類】
【出願日】平成19年10月22日(2007.10.22)
【出願人】(598031268)株式会社クリスタル光学 (11)
【出願人】(593006630)学校法人立命館 (359)
【Fターム(参考)】
[ Back to top ]