
静圧空気軸受スピンドル装置およびこれを用いた工作機械
【課題】高精度な加工を安定して実現できる静圧空気軸受スピンドル装置およびこれを用いた工作機械を提供する
【解決手段】スピンドル10と、このスピンドル10を空気層を介して回転可能に支持したエアーベアリング機構と、増圧装置(51,52)および圧力レギュレータ54を含み、圧力レギュレータ54からの空気をエアーベアリング機構に供給するエアー供給手段50と、スピンドルを回転させる回転駆動機構とを備えた静圧空気軸受スピンドル装置。増圧装置と圧力レギュレータとの間に、増圧装置からの空気の温度を制御して圧力レギュレータに供給する温度調整装置53が設けられている。
【解決手段】スピンドル10と、このスピンドル10を空気層を介して回転可能に支持したエアーベアリング機構と、増圧装置(51,52)および圧力レギュレータ54を含み、圧力レギュレータ54からの空気をエアーベアリング機構に供給するエアー供給手段50と、スピンドルを回転させる回転駆動機構とを備えた静圧空気軸受スピンドル装置。増圧装置と圧力レギュレータとの間に、増圧装置からの空気の温度を制御して圧力レギュレータに供給する温度調整装置53が設けられている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、静圧空気軸受スピンドル装置およびこれを用いた工作機械に関する。詳しくは、スピンドルを静圧空気軸受で回転可能に支持した静圧空気軸受スピンドル装置およびこれを用いた工作機械に関する。
【背景技術】
【0002】
超精密非球面加工機などの超精密加工機械において、高精度、高速対応、更には、低摩擦、低振動などの優れた特性を有する静圧空気軸受が広く利用されている。とくに、高速回転で、しかも、軽負荷の小径工具の駆動には、スピンドルの外周にエアータービンを設け、これに静圧空気軸受に供給される圧縮空気を供給することによって、スピンドルを高速回転させるエアータービンスピンドル装置が用いられている(例えば、特許文献1参照)。
【0003】
エアータービンスピンドル装置は、先端に加工工具を着脱可能に取り付けたスピンドルと、このスピンドルを軸受部材との間に空気層を介して回転可能に支持したエアーベアリング機構と、圧縮空気をエアーベアリング機構に供給するエアー供給手段と、スピンドルを回転させるエアータービン機構とを備える。エアータービン機構は、スピンドルに一体的に設けられたエアータービンと、このエアータービンに空気を供給するノズルとから構成されている。
【0004】
従って、圧縮空気をエアーベアリング機構およびエアータービン機構に供給すると、スピンドルが回転される。このとき、スピンドルは軸受部材に対して空気層を介して回転可能に支持されているから、スピンドルが回転する際の摩擦抵抗を低減でき、かつ、低振動に抑えることができるとともに、高速対応できる。
しかも、エアーベアリング機構に供給する空気の量や圧力を制御することによって、軸受部材に対するスピンドルの位置、具体的には、スピンドルの芯出し位置を精密に決定することができるから、高精度な工作機械を提供できる。つまり、高精度、高速対応、更には、低摩擦、低振動などの優れた特性を有する工作機械を提供できる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−349527号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
静圧空気軸受やエアータービンスピンドル装置においては、供給空気の高圧化、圧力の安定化が要求される。
つまり、供給空気を高圧にすれば、静圧空気軸受の剛性を向上させることができ、また、供給空気の圧力を安定化することによって、加工精度に与える影響を少なくして、高精度な加工を実現できる。これには、例えば、静圧空気軸受直前で、供給空気ライン圧を増圧機で増圧したのち、増圧機による供給空気圧の変動を抑制するために、増圧機と静圧空気軸受との間に圧力レギュレータを組み込む方法が考えられる。
【0007】
しかし、このように構成しても、供給空気の温度が変動すると、静圧空気軸受を構成する部材に熱変形が生じやすい。例えば、静圧空気軸受を構成する部材については、異なる線膨張係数の材料で構成される場合があるため、供給空気の温度が変動すると、線膨張係数の違いによって、熱膨張あるいは熱収縮の度合いが異なり、結果的には、静圧空気軸受部材がスピンドルの軸に対して湾曲するなど変形するため、高精度な加工が実現できない事態を招く。
【0008】
本発明の目的は、このような従来の課題に対して、高精度な加工を安定して実現できる静圧空気軸受スピンドル装置およびこれを用いた工作機械を提供することにある。
【課題を解決するための手段】
【0009】
本発明の静圧空気軸受スピンドル装置は、スピンドルと、このスピンドルを空気層を介して回転可能に支持したエアーベアリング機構と、増圧装置および圧力レギュレータを含み、前記圧力レギュレータからの空気を前記エアーベアリング機構に供給するエアー供給手段と、前記スピンドルを回転させる回転駆動機構とを備えた静圧空気軸受スピンドル装置において、前記増圧装置と前記圧力レギュレータとの間に、前記増圧装置からの空気の温度を制御して前記圧力レギュレータに供給する温度調整装置が設けられている、ことを特徴とする。
【0010】
このような構成によれば、空気を増圧装置で増圧したのち、圧力レギュレータを介してスピンドルを回転可能に支持したエアーベアリング機構へ供給するようにしたので、つまり、空気を増圧装置で増圧してエアーベアリング機構に供給するようにしたので、エアーベアリング機構の剛性を向上させることができる。このとき、増圧装置によって供給空気圧の変動が生じても、圧力レギュレータによって、供給空気圧の変動を抑制できるので、加工精度に与える影響を少なくして、高精度な加工を実現できる。
また、増圧装置と圧力レギュレータとの間に、増圧装置からの空気の温度を制御して圧力レギュレータに供給する温度調整装置が設けられているから、供給空気の温度が変動しても、エアーベアリング機構を構成する部材に対して熱変形を生じさせる虞を少なくできる。従って、高精度な加工を安定して実現することができる。
【0011】
本発明の静圧空気軸受スピンドル装置において、前記温度調整装置は、前記増圧装置からの空気を加熱するヒータと、前記増圧装置からの空気を冷却するクーラと、前記ヒータで加熱された加熱空気と前記クーラで冷却された冷却空気を所定の割合で混合させる混合手段とを有する、ことが好ましい。
このような構成によれば、増圧装置からの空気を分岐して、一方をヒータにより加熱するとともに、他方をクーラにより冷却し、これらの加熱空気と冷却空気とを所定の割合で混合させて圧力レギュレータに供給するようにしたので、供給空気を即座に温度制御することができる。
【0012】
本発明の静圧空気軸受スピンドル装置において、前記温度調整装置は、前記増圧装置の下流側に直列に接続され前記増圧装置からの空気を加熱するヒータおよび前記増圧装置からの空気を冷却するクーラと、これらヒータおよびクーラの駆動を制御する駆動制御手段とを有する、ことが好ましい。
このような構成によれば、増圧装置からの空気を加熱するヒータと冷却するクーラとを直列に接続し、これらの駆動を駆動制御手段によって制御するようにしたので、簡単に構成することができるとともに、設置スペースも省スペース化できる。
【0013】
本発明の静圧空気軸受スピンドル装置において、前記混合手段または駆動制御手段は、前記エアーベアリング機構からの排気温度と設定温度とを基に、前記加熱空気と冷却空気との混合割合または前記クーラとヒータの駆動を制御する、ことが好ましい。
このような構成によれば、混合手段は、エアーベアリング機構からの排気温度と設定温度とを基に加熱空気と冷却空気との混合割合を制御し、または、駆動制御手段は、エアーベアリング機構からの排気温度と設定温度とを基にクーラとヒータの駆動を制御するようにしたので、エアーベアリング機構に供給される供給空気の温度を常に設定温度に迅速かつ高精度に制御することができる。
【0014】
本発明の静圧空気軸受スピンドル装置において、前記回転駆動機構は、前記スピンドルに固定されたエアータービンと、前記エアー供給手段からのエアーを前記エアータービンに供給するエアー供給路とを含んで構成され、前記エアー供給手段は、前記温度調整装置からの空気を前記エアータービンに向けて供給するエアータービン用圧力レギュレータを含んで構成され、前記エアータービンの回転数を検出する回転数検出手段からの信号と目標回転数との差に相当する信号をエアータービン用圧力レギュレータに与える回転数コントローラを備える、ことが好ましい。
【0015】
このような構成によれば、スピンドルを回転可能に支持するエアーベアリング機構への供給空気を利用してエアータービンを回転させ、これにより、スピンドルを回転させるようにしたので、スピンドルを回転させるための電動モータなどを付加しなくてもよい。従って、軽量かつ経済的に構成できる。
また、回転数検出手段によってエアータービンの回転数を検出し、回転数コントローラにおいて、回転数検出手段によって検出された信号と目標回転数との差に相当する信号をエアータービン用圧力レギュレータに与えるようにしたので、スピンドルの回転数を高速で目標回転数に制御することができる。従って、加工効率のよい制御を実現できる。
【0016】
本発明の工作機械は、上述した静圧空気軸受スピンドル装置を備えたことを特徴とする。
このような構成によれば、上述した静圧空気軸受スピンドル装置を備えているから、上述した静圧空気軸受スピンドル装置の特徴を持った工作機械が提供できる。
【図面の簡単な説明】
【0017】
【図1】本発明の実施形態に係る工作機械を示す図。
【図2】前記実施形態において、静圧空気軸受スピンドル装置を示す断面図。
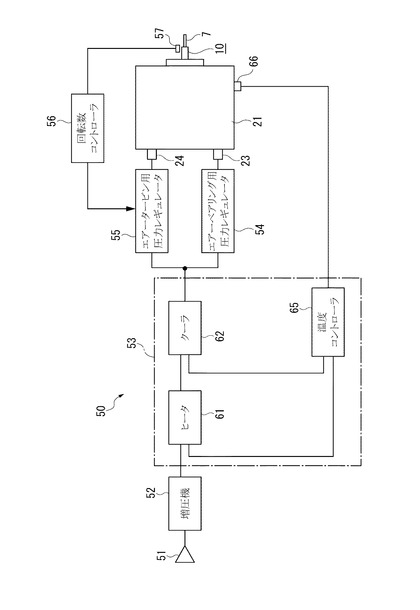
【図3】前記実施形態において、静圧空気軸受スピンドル装置を示すブロック図。
【図4】前記実施形態において、ヒータの構造を示す図。
【図5】前記実施形態において、クーラの構造を示す図。
【図6】前記実施形態において、圧力レギュレータの一例を示すブロック図。
【図7】前記実施形態において、回転数フィードバック制御有無による回転数とエアータービン駆動圧の変化を示す図。
【図8】前記実施形態において、静圧空気軸受スピンドル装置の他の例を示す図。
【発明を実施するための形態】
【0018】
以下、本発明の実施形態を図面に基づいて説明する。本実施形態は、静圧空気軸受スピンドル装置を有する工作機械に適用した例である。
(工作機械の説明)
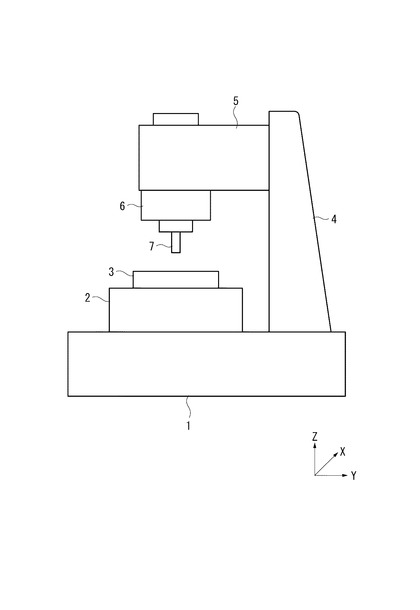
本工作機械は、図1に示すように、ベース1と、このベース1に三次元駆動機構2を介して三次元方向(X,Y,Z軸方向)へ移動可能に設けられ上面にワークを載置するテーブル3と、ベース1に立設されたコラム4と、このコラム4に支持アーム5を介してテーブル3の真上に設置された静圧空気軸受スピンドル装置6とから構成されている。
【0019】
(静圧空気軸受スピンドル装置の説明)
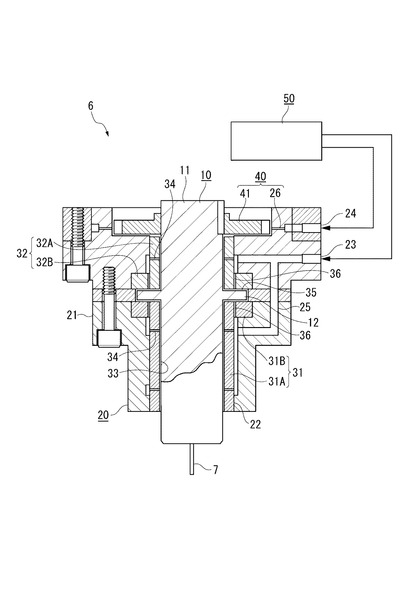
静圧空気軸受スピンドル装置6は、図2に示すように、先端にエンドミルなどの回転工具7を取り付けたスピンドル10と、このスピンドル10を空気層(空気隙間)を介して回転可能に支持したエアーベアリング機構20と、スピンドル10を回転させる回転駆動機構40と、後述する増圧装置および圧力レギュレータ54,55を含み、これら圧力レギュレータ54,55からの空気をエアーベアリング機構20に供給するエアー供給手段50とを備える。
【0020】
(スピンドルの説明)
スピンドル10は、図2に示すように、所定長さの軸部11と、この軸部11の途中に設けられ軸部11の径よりも径大なフランジ部12とを有する。
【0021】
(エアーベアリング機構の説明)
エアーベアリング機構20は、図2に示すように、スピンドル10を収納する収納孔22を有する軸受本体21と、この軸受本体21の収納孔22内に固定されスピンドル10を空気隙間を介して回転可能に支持する軸受部材31,32とを有する。
軸受部材31,32は、軸部11の外周面との間に所定のラジアル隙間33を有する内径およびラジアル隙間33に空気を噴出するエアー噴出孔34を有するラジアル軸受部材31A,32Aと、これらラジアル軸受部材31A,32Aと一体的に形成されフランジ部12の端面との間に所定のスラスト隙間35およびスラスト隙間35に空気を噴出するエアー噴出孔36を有するスラスト軸受部材31B,32Bとから構成されている。
軸受本体21には、中心軸方向にスピンドル10を収納する収納孔22が形成されているとともに、外部にエアーベアリング用エアー供給口23およびエアータービン用エアー供給口24が形成されている。また、内部には、エアーベアリング用エアー供給口23から各軸受部材31,32のエアー噴出孔34,36に連通するエアー供給路25と、エアータービン用エアー供給口24からエアータービン41の外周に臨むエアー供給路26が形成されている。
【0022】
(回転駆動機構の説明)
回転駆動機構40は、図2に示すように、スピンドル10の基端側(回転工具7を取り付けた端部とは反対側)に固定されたエアータービン41と、軸受本体21に形成されエアータービン41に向けて圧縮空気を噴射する空気噴射ノズルとしてのエアー供給路26とによって構成されている。これにより、エアー供給手段50からの空気がエアー供給路26を通じてエアータービン41に供給されると、エアータービン41が回転され、これと一緒にスピンドル10が回転される。
【0023】
(エアー供給手段の説明)
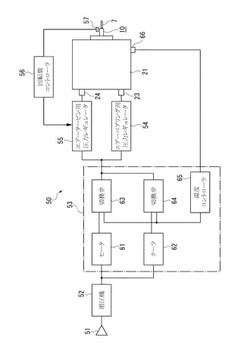
エアー供給手段50は、図3に示すように、空気供給源としてのコンプレッサ51と、このコンプレッサ51からの圧縮空気を増圧する増圧機52と、この増圧機52の下流に設けられた温度調整装置53と、この温度調整装置53の出口とエアーベアリング用エアー供給口23との間に設けられ空気を所定圧に制御するエアーベアリング用圧力レギュレータ54と、温度調整装置53の出口とエアータービン用エアー供給口24との間に設けられたエアータービン用圧力レギュレータ55と、スピンドル10の回転数を検出する回転数検出センサ57からの信号と設定回転数との差に相当する信号をエアータービン用圧力レギュレータ55に与える回転数コントローラ56とから構成されている。
【0024】
(コンプレッサおよび増圧機)
コンプレッサ51は、空気を圧縮するもので、遠心圧縮機、軸流圧縮機、容積圧縮機などが用いられる。増圧機52は、コンプレッサ51からの圧縮空気を増圧する増圧弁と、この増圧された空気を蓄える増圧タンクとを備えて構成される。ここでは、コンプレッサ51と増圧機52とから、本発明の増圧装置が構成されている。
【0025】
(温度調整装置の説明)
温度調整装置53は、増圧機52の出口側に並列に接続されたヒータ61およびクーラ62と、これらヒータ61およびクーラ62の出口側と圧力レギュレータ54,55の入口側との間に接続された切換弁63,64と、これら切換弁63,64を開閉制御する温度コントローラ65とから構成されている。温度コントローラ65は、エアーベアリング機構20の排気温度を検出する排気温度検出センサ66からの信号を基に切換弁63,64を制御し、ヒータ61を通って加熱された空気とクーラ62を通って冷却された空気を混合させて所定温度の空気を圧力レギュレータ54,55へ送るように制御を行う。ここでは、切換弁63,64と温度コントローラ65とから、本発明の混合手段が構成されている。
【0026】
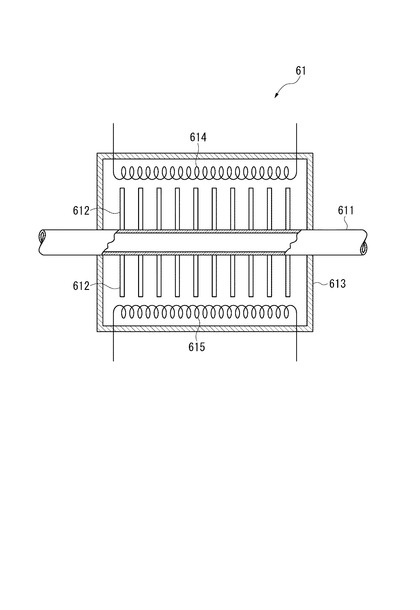
(ヒータおよびクーラの説明)
ヒータ61は、図4に示すように、増圧機52から切換弁63へ向かう配管611の外周に取り付けられたフィン612と、このフィン612を囲むように配管611の外周の設けられた保護ケース613と、この保護ケース613内に配置された加熱コイル614,615とから構成されている。従って、加熱コイル614,615を加熱すると、加熱コイル614,615からの熱がフィン612を介して配管611内を流れる空気に伝わり、空気が加熱される。
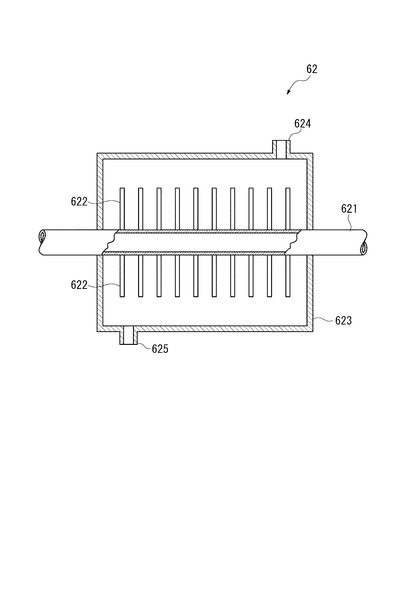
クーラ62は、図5に示すように、増圧機52から切換弁64へ向かう配管621の外周に取り付けられたフィン622と、このフィン622を囲むように配管621の外周の設けられた保護ケース623と、この保護ケース623に形成され保護ケース623内に温度調節された冷却流体を流通させる流体供給口624および流体排出口625とから構成されている。従って、冷却流体を流体供給口624から保護ケース623を通して流体排出口625から排出させると、冷却流体によってフィン622が冷却されるため、配管621内を流れる空気が冷却される。
【0027】
(圧力レギュレータの説明)
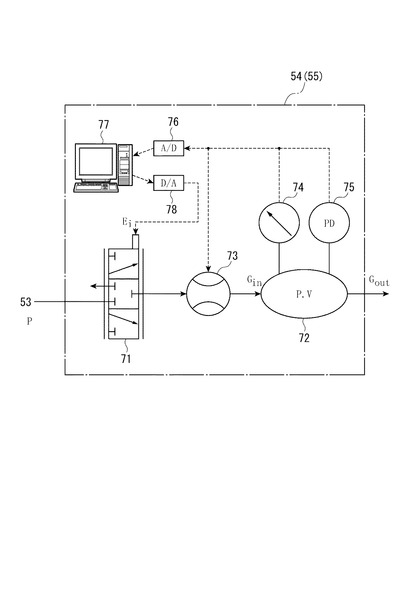
圧力レギュレータ54,55は、圧力を高速かつ精密に目標圧力に保持するもので、例えば、特開2009−110033号に開示された圧力レギュレータを用いることができる。
これは、図6に示すように、温度調整装置53から供給される空気の流入流量を規制するサーボ弁71と、このサーボ弁71を通った空気を流入し等温状態に保持する等温化圧力容器72と、この等温化圧力容器72内へ流入する空気の流入流量を計測する流量計73と、等温化圧力容器72内の空気の圧力を検出する圧力計74と、等温化圧力容器72内の空気の圧力微分値を検出する圧力微分計75と、流量計73、圧力計74および圧力微分計75で検出された信号をA/D変換するA/D変換器76と、このA/D変換器76を通じて与えられる信号を基に制御電圧を算出し、その制御電圧をD/A変換器78を介してサーボ弁71へ与える圧力制御手段77とを備える。
【0028】
いま、圧力レギュレータ54,55が起動され、等温化圧力容器72内の空気の圧力Pが所定の目標値に整定された状態にあるとする。このとき、サーボ弁71は、等温化圧力容器72の流出口から流出する流出流量と、流入口から流入する流入流量とがバランスする開度に調整されている。
ここで、温度調整装置53からの空気の圧力Ps、または、等温化圧力容器72から流出する空気の流出流量Goutに変動が生じ、等温化圧力容器72内の圧力Pが目標値Prefから変化すると、圧力レギュレータ54,55は空気の圧力の変動を補償するために、圧力制御手段77によって、流量計73で計測された流入流量Gin、圧力計74で計測された圧力Pおよび圧力微分計75で計測された圧力微分値dP/dtをA/D変換器76を介して受信し、これらの受信した計測データに基づいてサーボ弁71に対する制御電圧Eiを算出し、この算出した制御電圧EiをD/A変換器78を介してサーボ弁71に与える。
すると、サーボ弁71は、圧力制御手段77によって算出された制御電圧Eiに応じた開度にサーボ弁71を制御し、その開度に応じた流入流量Ginで等温化圧力容器72に空気を流入する。これによって、等温化圧力容器72内の空気の圧力Pが目標値Prefに整定されるように制御される。
【0029】
<実施形態の作用、効果>
このような構成の工作機械において、ワークを加工するには、ワークをテーブル3上にセットしたのち、三次元駆動機構2を三次元方向へ移動させながら、回転工具7によってワークを加工する。
本実施形態の静圧空気軸受スピンドル装置6においては、空気をコンプレッサ51で圧縮し、続いて、増圧機52で増圧したのち、圧力レギュレータ54を介してスピンドル10を回転可能に支持したエアーベアリング機構20へ供給するようにしたので、エアーベアリング機構20の剛性を向上させることができる。このとき、増圧機52によって供給空気圧の変動が生じても、圧力レギュレータ54によって、供給空気圧の変動を抑制できるので、加工精度に与える影響を少なくして、高精度な加工を実現できる。
【0030】
また、増圧機52と圧力レギュレータ54との間に、増圧機52からの空気の温度を制御して圧力レギュレータ54に供給する温度調整装置53が設けられているから、供給空気の温度が変動しても、エアーベアリング機構20を構成する部材に対して熱変形を生じさせる虞を少なくできる。従って、高精度な加工を安定して実現することができる。
【0031】
また、温度調整装置53は、増圧機52からの空気を加熱するヒータ61と、増圧機52からの空気を冷却するクーラ62と、ヒータ61で加熱された空気とクーラ62で冷却された空気を所定の割合で混合させて、圧力レギュレータ54,55に供給するようにしたので、供給空気を即座に温度制御することができる。
【0032】
また、スピンドル10を回転可能に支持するエアーベアリング機構20への供給空気を利用してエアータービン41を回転させ、これにより、スピンドル10を回転させるようにしたので、スピンドル10を回転させるための電動モータなどを付加しなくてもよい。従って、軽量かつ経済的に構成できる。
【0033】
また、回転数検出センサ57によってエアータービン41の回転数、つまり、スピンドル10の回転数を検出し、回転数コントローラ56において、回転数検出センサ57によって検出された信号と目標回転数との差に相当する信号をエアータービン用圧力レギュレータ55に与えるようにしたので、スピンドル10の回転数を高速で目標回転数に制御することができる。従って、加工効率のよい制御を実現できる。
【0034】
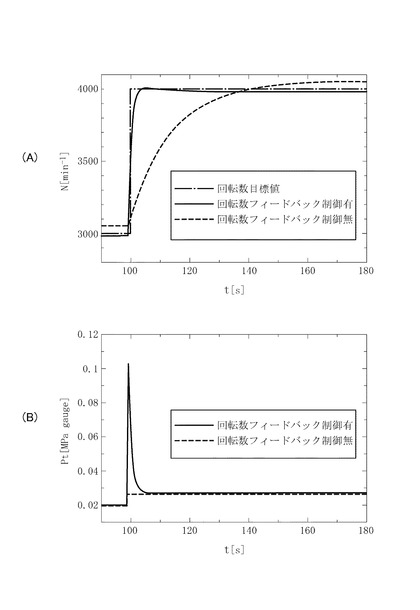
例えば、図7(A)は、スピンドル10の回転数目標値(一点鎖線)を3000[rpm]〜4000[rpm]に変化させたとき、本実施形態方法(本実施形態の圧力レギュレータを使用、回転数フィードバック制御有)の回転数(実線)と、従来方法(本実施形態の圧力レギュレータを使用、回転数フィードバック制御無)の回転数(破線)の変化を示している。図7(B)は、同上実験時におけるタービン駆動圧Pt(エアータービン41に向けて噴射するエアー圧)の変化を示している。
これらの図に示すように、スピンドル10の回転数Nの整定に要する時定数が、本実施形態方法の方が従来方法に比べ大幅に短縮できることが確認できる。この傾向は、サイズの大きい(慣性モーメントの大きい)エアータービンスピンドルほど顕著であると考えられる。
従って、本実施形態では、スピンドル10の回転数のフィードバック制御を行っているので、回転数制御の時定数を大幅(約1/10程度)に減少させることができ、その結果、生産性の向上が期待できる。
【0035】
<変形例>
なお、本発明は、前述の実施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形、改良等は本発明に含まれる。
前記実施形態の温度調整装置53では、増圧機52からの空気を分岐して、一方をヒータ61により加熱するとともに、他方をクーラ62により冷却し、これらの加熱空気と冷却空気とを所定の割合で混合させて圧力レギュレータ54,55に供給するようにしたが、これに限られない。
【0036】
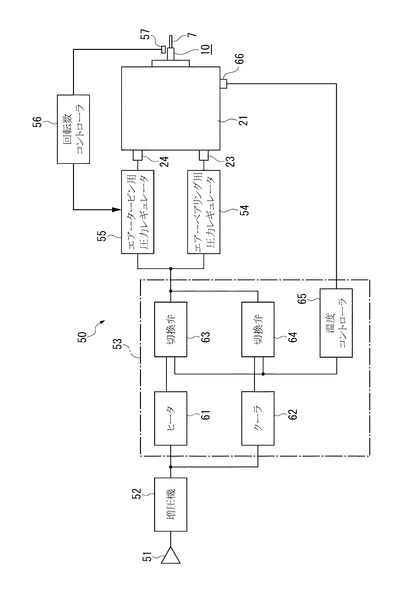
例えば、図8に示すように、増圧機52の下流側に直列に接続され増圧機52からの空気を加熱するヒータ61および増圧機52からの空気を冷却するクーラ62と、これらヒータ61およびクーラ62の駆動を制御する駆動制御手段としての温度コントローラ65とを有する構成、つまり、増圧機52からの空気を加熱するヒータ61と冷却するクーラ62とを直列に接続し、これらの駆動を駆動制御手段としての温度コントローラ65によって制御するようにしてもよい。このようにすれば、簡単に構成することができるとともに、設置スペースも省スペース化できる。
【0037】
また、ヒータ61やクーラ62についても、必ずしも、両方を必要としない。例えば、ヒータ61のみであってもよい。また、ヒータ61やクーラ62の構成についても、前記実施形態の構成に限らず、他の構成であってもよい。要するに、増圧機52からの空気を所定温度に制御できる構造であれば、他の構造であってもよい。
【0038】
また、圧力レギュレータ54,55の構造についても、図6に示す構造に限らず、エアーベアリング機構20や回転駆動機構40に供給する供給空気の圧力を高速にかつ高精度に制御できる構造であれば、他の構成であってもよい。
【0039】
前記実施形態では、スピンドル10の回転駆動機構40として、エアータービン41を用いたが、これに限らず、例えば、電動モータなどであってもよい。
【0040】
前記実施形態では、工作機械として、テーブルが三次元方向へ移動可能で、静圧空気軸受スピンドルが回転可能な構造であったが、これに限られない。要は、テーブルとスピンドルが二次元(2軸方向)あるいは三次元(3軸方向)へ相対移動可能な構造であれば、いずれが移動する構造であってもよい。
【0041】
前記実施形態では、静圧空気軸受スピンドル装置を有する工作機械について説明したが、静圧空気軸受スピンドル装置を備えるものであれば、工作機械に限られない。例えば、静圧空気軸受スピンドル装置を回転霧化装置として用いた塗装装置などでもよい。
【産業上の利用可能性】
【0042】
本発明は、静圧空気軸受スピンドル装置やエアータービンスピンドル装置を用いた塗装装置や、超精密非球面加工機などの超精密工作機械などに利用できる。
【符号の説明】
【0043】
6…静圧空気軸受スピンドル装置、
10…スピンドル、
20…エアーベアリング機構、
26…エアー供給路、
40…回転駆動機構、
41…エアータービン、
50…エアー供給手段、
51…コンプレッサ(増圧装置の構成要素)、
52…増圧機(増圧装置の構成要素)、
53…温度調整装置、
54…エアーベアリング用圧力レギュレータ、
55…エアータービン用圧力レギュレータ、
56…回転数コントローラ、
57…回転数検出センサ(回転数検出手段)、
61…ヒータ、
62…クーラ、
63,64…切換弁(混合手段の構成要素)、
65…温度コントローラ(混合手段の構成要素)、
66…排気温度検出センサ。
【技術分野】
【0001】
本発明は、静圧空気軸受スピンドル装置およびこれを用いた工作機械に関する。詳しくは、スピンドルを静圧空気軸受で回転可能に支持した静圧空気軸受スピンドル装置およびこれを用いた工作機械に関する。
【背景技術】
【0002】
超精密非球面加工機などの超精密加工機械において、高精度、高速対応、更には、低摩擦、低振動などの優れた特性を有する静圧空気軸受が広く利用されている。とくに、高速回転で、しかも、軽負荷の小径工具の駆動には、スピンドルの外周にエアータービンを設け、これに静圧空気軸受に供給される圧縮空気を供給することによって、スピンドルを高速回転させるエアータービンスピンドル装置が用いられている(例えば、特許文献1参照)。
【0003】
エアータービンスピンドル装置は、先端に加工工具を着脱可能に取り付けたスピンドルと、このスピンドルを軸受部材との間に空気層を介して回転可能に支持したエアーベアリング機構と、圧縮空気をエアーベアリング機構に供給するエアー供給手段と、スピンドルを回転させるエアータービン機構とを備える。エアータービン機構は、スピンドルに一体的に設けられたエアータービンと、このエアータービンに空気を供給するノズルとから構成されている。
【0004】
従って、圧縮空気をエアーベアリング機構およびエアータービン機構に供給すると、スピンドルが回転される。このとき、スピンドルは軸受部材に対して空気層を介して回転可能に支持されているから、スピンドルが回転する際の摩擦抵抗を低減でき、かつ、低振動に抑えることができるとともに、高速対応できる。
しかも、エアーベアリング機構に供給する空気の量や圧力を制御することによって、軸受部材に対するスピンドルの位置、具体的には、スピンドルの芯出し位置を精密に決定することができるから、高精度な工作機械を提供できる。つまり、高精度、高速対応、更には、低摩擦、低振動などの優れた特性を有する工作機械を提供できる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−349527号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
静圧空気軸受やエアータービンスピンドル装置においては、供給空気の高圧化、圧力の安定化が要求される。
つまり、供給空気を高圧にすれば、静圧空気軸受の剛性を向上させることができ、また、供給空気の圧力を安定化することによって、加工精度に与える影響を少なくして、高精度な加工を実現できる。これには、例えば、静圧空気軸受直前で、供給空気ライン圧を増圧機で増圧したのち、増圧機による供給空気圧の変動を抑制するために、増圧機と静圧空気軸受との間に圧力レギュレータを組み込む方法が考えられる。
【0007】
しかし、このように構成しても、供給空気の温度が変動すると、静圧空気軸受を構成する部材に熱変形が生じやすい。例えば、静圧空気軸受を構成する部材については、異なる線膨張係数の材料で構成される場合があるため、供給空気の温度が変動すると、線膨張係数の違いによって、熱膨張あるいは熱収縮の度合いが異なり、結果的には、静圧空気軸受部材がスピンドルの軸に対して湾曲するなど変形するため、高精度な加工が実現できない事態を招く。
【0008】
本発明の目的は、このような従来の課題に対して、高精度な加工を安定して実現できる静圧空気軸受スピンドル装置およびこれを用いた工作機械を提供することにある。
【課題を解決するための手段】
【0009】
本発明の静圧空気軸受スピンドル装置は、スピンドルと、このスピンドルを空気層を介して回転可能に支持したエアーベアリング機構と、増圧装置および圧力レギュレータを含み、前記圧力レギュレータからの空気を前記エアーベアリング機構に供給するエアー供給手段と、前記スピンドルを回転させる回転駆動機構とを備えた静圧空気軸受スピンドル装置において、前記増圧装置と前記圧力レギュレータとの間に、前記増圧装置からの空気の温度を制御して前記圧力レギュレータに供給する温度調整装置が設けられている、ことを特徴とする。
【0010】
このような構成によれば、空気を増圧装置で増圧したのち、圧力レギュレータを介してスピンドルを回転可能に支持したエアーベアリング機構へ供給するようにしたので、つまり、空気を増圧装置で増圧してエアーベアリング機構に供給するようにしたので、エアーベアリング機構の剛性を向上させることができる。このとき、増圧装置によって供給空気圧の変動が生じても、圧力レギュレータによって、供給空気圧の変動を抑制できるので、加工精度に与える影響を少なくして、高精度な加工を実現できる。
また、増圧装置と圧力レギュレータとの間に、増圧装置からの空気の温度を制御して圧力レギュレータに供給する温度調整装置が設けられているから、供給空気の温度が変動しても、エアーベアリング機構を構成する部材に対して熱変形を生じさせる虞を少なくできる。従って、高精度な加工を安定して実現することができる。
【0011】
本発明の静圧空気軸受スピンドル装置において、前記温度調整装置は、前記増圧装置からの空気を加熱するヒータと、前記増圧装置からの空気を冷却するクーラと、前記ヒータで加熱された加熱空気と前記クーラで冷却された冷却空気を所定の割合で混合させる混合手段とを有する、ことが好ましい。
このような構成によれば、増圧装置からの空気を分岐して、一方をヒータにより加熱するとともに、他方をクーラにより冷却し、これらの加熱空気と冷却空気とを所定の割合で混合させて圧力レギュレータに供給するようにしたので、供給空気を即座に温度制御することができる。
【0012】
本発明の静圧空気軸受スピンドル装置において、前記温度調整装置は、前記増圧装置の下流側に直列に接続され前記増圧装置からの空気を加熱するヒータおよび前記増圧装置からの空気を冷却するクーラと、これらヒータおよびクーラの駆動を制御する駆動制御手段とを有する、ことが好ましい。
このような構成によれば、増圧装置からの空気を加熱するヒータと冷却するクーラとを直列に接続し、これらの駆動を駆動制御手段によって制御するようにしたので、簡単に構成することができるとともに、設置スペースも省スペース化できる。
【0013】
本発明の静圧空気軸受スピンドル装置において、前記混合手段または駆動制御手段は、前記エアーベアリング機構からの排気温度と設定温度とを基に、前記加熱空気と冷却空気との混合割合または前記クーラとヒータの駆動を制御する、ことが好ましい。
このような構成によれば、混合手段は、エアーベアリング機構からの排気温度と設定温度とを基に加熱空気と冷却空気との混合割合を制御し、または、駆動制御手段は、エアーベアリング機構からの排気温度と設定温度とを基にクーラとヒータの駆動を制御するようにしたので、エアーベアリング機構に供給される供給空気の温度を常に設定温度に迅速かつ高精度に制御することができる。
【0014】
本発明の静圧空気軸受スピンドル装置において、前記回転駆動機構は、前記スピンドルに固定されたエアータービンと、前記エアー供給手段からのエアーを前記エアータービンに供給するエアー供給路とを含んで構成され、前記エアー供給手段は、前記温度調整装置からの空気を前記エアータービンに向けて供給するエアータービン用圧力レギュレータを含んで構成され、前記エアータービンの回転数を検出する回転数検出手段からの信号と目標回転数との差に相当する信号をエアータービン用圧力レギュレータに与える回転数コントローラを備える、ことが好ましい。
【0015】
このような構成によれば、スピンドルを回転可能に支持するエアーベアリング機構への供給空気を利用してエアータービンを回転させ、これにより、スピンドルを回転させるようにしたので、スピンドルを回転させるための電動モータなどを付加しなくてもよい。従って、軽量かつ経済的に構成できる。
また、回転数検出手段によってエアータービンの回転数を検出し、回転数コントローラにおいて、回転数検出手段によって検出された信号と目標回転数との差に相当する信号をエアータービン用圧力レギュレータに与えるようにしたので、スピンドルの回転数を高速で目標回転数に制御することができる。従って、加工効率のよい制御を実現できる。
【0016】
本発明の工作機械は、上述した静圧空気軸受スピンドル装置を備えたことを特徴とする。
このような構成によれば、上述した静圧空気軸受スピンドル装置を備えているから、上述した静圧空気軸受スピンドル装置の特徴を持った工作機械が提供できる。
【図面の簡単な説明】
【0017】
【図1】本発明の実施形態に係る工作機械を示す図。
【図2】前記実施形態において、静圧空気軸受スピンドル装置を示す断面図。
【図3】前記実施形態において、静圧空気軸受スピンドル装置を示すブロック図。
【図4】前記実施形態において、ヒータの構造を示す図。
【図5】前記実施形態において、クーラの構造を示す図。
【図6】前記実施形態において、圧力レギュレータの一例を示すブロック図。
【図7】前記実施形態において、回転数フィードバック制御有無による回転数とエアータービン駆動圧の変化を示す図。
【図8】前記実施形態において、静圧空気軸受スピンドル装置の他の例を示す図。
【発明を実施するための形態】
【0018】
以下、本発明の実施形態を図面に基づいて説明する。本実施形態は、静圧空気軸受スピンドル装置を有する工作機械に適用した例である。
(工作機械の説明)
本工作機械は、図1に示すように、ベース1と、このベース1に三次元駆動機構2を介して三次元方向(X,Y,Z軸方向)へ移動可能に設けられ上面にワークを載置するテーブル3と、ベース1に立設されたコラム4と、このコラム4に支持アーム5を介してテーブル3の真上に設置された静圧空気軸受スピンドル装置6とから構成されている。
【0019】
(静圧空気軸受スピンドル装置の説明)
静圧空気軸受スピンドル装置6は、図2に示すように、先端にエンドミルなどの回転工具7を取り付けたスピンドル10と、このスピンドル10を空気層(空気隙間)を介して回転可能に支持したエアーベアリング機構20と、スピンドル10を回転させる回転駆動機構40と、後述する増圧装置および圧力レギュレータ54,55を含み、これら圧力レギュレータ54,55からの空気をエアーベアリング機構20に供給するエアー供給手段50とを備える。
【0020】
(スピンドルの説明)
スピンドル10は、図2に示すように、所定長さの軸部11と、この軸部11の途中に設けられ軸部11の径よりも径大なフランジ部12とを有する。
【0021】
(エアーベアリング機構の説明)
エアーベアリング機構20は、図2に示すように、スピンドル10を収納する収納孔22を有する軸受本体21と、この軸受本体21の収納孔22内に固定されスピンドル10を空気隙間を介して回転可能に支持する軸受部材31,32とを有する。
軸受部材31,32は、軸部11の外周面との間に所定のラジアル隙間33を有する内径およびラジアル隙間33に空気を噴出するエアー噴出孔34を有するラジアル軸受部材31A,32Aと、これらラジアル軸受部材31A,32Aと一体的に形成されフランジ部12の端面との間に所定のスラスト隙間35およびスラスト隙間35に空気を噴出するエアー噴出孔36を有するスラスト軸受部材31B,32Bとから構成されている。
軸受本体21には、中心軸方向にスピンドル10を収納する収納孔22が形成されているとともに、外部にエアーベアリング用エアー供給口23およびエアータービン用エアー供給口24が形成されている。また、内部には、エアーベアリング用エアー供給口23から各軸受部材31,32のエアー噴出孔34,36に連通するエアー供給路25と、エアータービン用エアー供給口24からエアータービン41の外周に臨むエアー供給路26が形成されている。
【0022】
(回転駆動機構の説明)
回転駆動機構40は、図2に示すように、スピンドル10の基端側(回転工具7を取り付けた端部とは反対側)に固定されたエアータービン41と、軸受本体21に形成されエアータービン41に向けて圧縮空気を噴射する空気噴射ノズルとしてのエアー供給路26とによって構成されている。これにより、エアー供給手段50からの空気がエアー供給路26を通じてエアータービン41に供給されると、エアータービン41が回転され、これと一緒にスピンドル10が回転される。
【0023】
(エアー供給手段の説明)
エアー供給手段50は、図3に示すように、空気供給源としてのコンプレッサ51と、このコンプレッサ51からの圧縮空気を増圧する増圧機52と、この増圧機52の下流に設けられた温度調整装置53と、この温度調整装置53の出口とエアーベアリング用エアー供給口23との間に設けられ空気を所定圧に制御するエアーベアリング用圧力レギュレータ54と、温度調整装置53の出口とエアータービン用エアー供給口24との間に設けられたエアータービン用圧力レギュレータ55と、スピンドル10の回転数を検出する回転数検出センサ57からの信号と設定回転数との差に相当する信号をエアータービン用圧力レギュレータ55に与える回転数コントローラ56とから構成されている。
【0024】
(コンプレッサおよび増圧機)
コンプレッサ51は、空気を圧縮するもので、遠心圧縮機、軸流圧縮機、容積圧縮機などが用いられる。増圧機52は、コンプレッサ51からの圧縮空気を増圧する増圧弁と、この増圧された空気を蓄える増圧タンクとを備えて構成される。ここでは、コンプレッサ51と増圧機52とから、本発明の増圧装置が構成されている。
【0025】
(温度調整装置の説明)
温度調整装置53は、増圧機52の出口側に並列に接続されたヒータ61およびクーラ62と、これらヒータ61およびクーラ62の出口側と圧力レギュレータ54,55の入口側との間に接続された切換弁63,64と、これら切換弁63,64を開閉制御する温度コントローラ65とから構成されている。温度コントローラ65は、エアーベアリング機構20の排気温度を検出する排気温度検出センサ66からの信号を基に切換弁63,64を制御し、ヒータ61を通って加熱された空気とクーラ62を通って冷却された空気を混合させて所定温度の空気を圧力レギュレータ54,55へ送るように制御を行う。ここでは、切換弁63,64と温度コントローラ65とから、本発明の混合手段が構成されている。
【0026】
(ヒータおよびクーラの説明)
ヒータ61は、図4に示すように、増圧機52から切換弁63へ向かう配管611の外周に取り付けられたフィン612と、このフィン612を囲むように配管611の外周の設けられた保護ケース613と、この保護ケース613内に配置された加熱コイル614,615とから構成されている。従って、加熱コイル614,615を加熱すると、加熱コイル614,615からの熱がフィン612を介して配管611内を流れる空気に伝わり、空気が加熱される。
クーラ62は、図5に示すように、増圧機52から切換弁64へ向かう配管621の外周に取り付けられたフィン622と、このフィン622を囲むように配管621の外周の設けられた保護ケース623と、この保護ケース623に形成され保護ケース623内に温度調節された冷却流体を流通させる流体供給口624および流体排出口625とから構成されている。従って、冷却流体を流体供給口624から保護ケース623を通して流体排出口625から排出させると、冷却流体によってフィン622が冷却されるため、配管621内を流れる空気が冷却される。
【0027】
(圧力レギュレータの説明)
圧力レギュレータ54,55は、圧力を高速かつ精密に目標圧力に保持するもので、例えば、特開2009−110033号に開示された圧力レギュレータを用いることができる。
これは、図6に示すように、温度調整装置53から供給される空気の流入流量を規制するサーボ弁71と、このサーボ弁71を通った空気を流入し等温状態に保持する等温化圧力容器72と、この等温化圧力容器72内へ流入する空気の流入流量を計測する流量計73と、等温化圧力容器72内の空気の圧力を検出する圧力計74と、等温化圧力容器72内の空気の圧力微分値を検出する圧力微分計75と、流量計73、圧力計74および圧力微分計75で検出された信号をA/D変換するA/D変換器76と、このA/D変換器76を通じて与えられる信号を基に制御電圧を算出し、その制御電圧をD/A変換器78を介してサーボ弁71へ与える圧力制御手段77とを備える。
【0028】
いま、圧力レギュレータ54,55が起動され、等温化圧力容器72内の空気の圧力Pが所定の目標値に整定された状態にあるとする。このとき、サーボ弁71は、等温化圧力容器72の流出口から流出する流出流量と、流入口から流入する流入流量とがバランスする開度に調整されている。
ここで、温度調整装置53からの空気の圧力Ps、または、等温化圧力容器72から流出する空気の流出流量Goutに変動が生じ、等温化圧力容器72内の圧力Pが目標値Prefから変化すると、圧力レギュレータ54,55は空気の圧力の変動を補償するために、圧力制御手段77によって、流量計73で計測された流入流量Gin、圧力計74で計測された圧力Pおよび圧力微分計75で計測された圧力微分値dP/dtをA/D変換器76を介して受信し、これらの受信した計測データに基づいてサーボ弁71に対する制御電圧Eiを算出し、この算出した制御電圧EiをD/A変換器78を介してサーボ弁71に与える。
すると、サーボ弁71は、圧力制御手段77によって算出された制御電圧Eiに応じた開度にサーボ弁71を制御し、その開度に応じた流入流量Ginで等温化圧力容器72に空気を流入する。これによって、等温化圧力容器72内の空気の圧力Pが目標値Prefに整定されるように制御される。
【0029】
<実施形態の作用、効果>
このような構成の工作機械において、ワークを加工するには、ワークをテーブル3上にセットしたのち、三次元駆動機構2を三次元方向へ移動させながら、回転工具7によってワークを加工する。
本実施形態の静圧空気軸受スピンドル装置6においては、空気をコンプレッサ51で圧縮し、続いて、増圧機52で増圧したのち、圧力レギュレータ54を介してスピンドル10を回転可能に支持したエアーベアリング機構20へ供給するようにしたので、エアーベアリング機構20の剛性を向上させることができる。このとき、増圧機52によって供給空気圧の変動が生じても、圧力レギュレータ54によって、供給空気圧の変動を抑制できるので、加工精度に与える影響を少なくして、高精度な加工を実現できる。
【0030】
また、増圧機52と圧力レギュレータ54との間に、増圧機52からの空気の温度を制御して圧力レギュレータ54に供給する温度調整装置53が設けられているから、供給空気の温度が変動しても、エアーベアリング機構20を構成する部材に対して熱変形を生じさせる虞を少なくできる。従って、高精度な加工を安定して実現することができる。
【0031】
また、温度調整装置53は、増圧機52からの空気を加熱するヒータ61と、増圧機52からの空気を冷却するクーラ62と、ヒータ61で加熱された空気とクーラ62で冷却された空気を所定の割合で混合させて、圧力レギュレータ54,55に供給するようにしたので、供給空気を即座に温度制御することができる。
【0032】
また、スピンドル10を回転可能に支持するエアーベアリング機構20への供給空気を利用してエアータービン41を回転させ、これにより、スピンドル10を回転させるようにしたので、スピンドル10を回転させるための電動モータなどを付加しなくてもよい。従って、軽量かつ経済的に構成できる。
【0033】
また、回転数検出センサ57によってエアータービン41の回転数、つまり、スピンドル10の回転数を検出し、回転数コントローラ56において、回転数検出センサ57によって検出された信号と目標回転数との差に相当する信号をエアータービン用圧力レギュレータ55に与えるようにしたので、スピンドル10の回転数を高速で目標回転数に制御することができる。従って、加工効率のよい制御を実現できる。
【0034】
例えば、図7(A)は、スピンドル10の回転数目標値(一点鎖線)を3000[rpm]〜4000[rpm]に変化させたとき、本実施形態方法(本実施形態の圧力レギュレータを使用、回転数フィードバック制御有)の回転数(実線)と、従来方法(本実施形態の圧力レギュレータを使用、回転数フィードバック制御無)の回転数(破線)の変化を示している。図7(B)は、同上実験時におけるタービン駆動圧Pt(エアータービン41に向けて噴射するエアー圧)の変化を示している。
これらの図に示すように、スピンドル10の回転数Nの整定に要する時定数が、本実施形態方法の方が従来方法に比べ大幅に短縮できることが確認できる。この傾向は、サイズの大きい(慣性モーメントの大きい)エアータービンスピンドルほど顕著であると考えられる。
従って、本実施形態では、スピンドル10の回転数のフィードバック制御を行っているので、回転数制御の時定数を大幅(約1/10程度)に減少させることができ、その結果、生産性の向上が期待できる。
【0035】
<変形例>
なお、本発明は、前述の実施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形、改良等は本発明に含まれる。
前記実施形態の温度調整装置53では、増圧機52からの空気を分岐して、一方をヒータ61により加熱するとともに、他方をクーラ62により冷却し、これらの加熱空気と冷却空気とを所定の割合で混合させて圧力レギュレータ54,55に供給するようにしたが、これに限られない。
【0036】
例えば、図8に示すように、増圧機52の下流側に直列に接続され増圧機52からの空気を加熱するヒータ61および増圧機52からの空気を冷却するクーラ62と、これらヒータ61およびクーラ62の駆動を制御する駆動制御手段としての温度コントローラ65とを有する構成、つまり、増圧機52からの空気を加熱するヒータ61と冷却するクーラ62とを直列に接続し、これらの駆動を駆動制御手段としての温度コントローラ65によって制御するようにしてもよい。このようにすれば、簡単に構成することができるとともに、設置スペースも省スペース化できる。
【0037】
また、ヒータ61やクーラ62についても、必ずしも、両方を必要としない。例えば、ヒータ61のみであってもよい。また、ヒータ61やクーラ62の構成についても、前記実施形態の構成に限らず、他の構成であってもよい。要するに、増圧機52からの空気を所定温度に制御できる構造であれば、他の構造であってもよい。
【0038】
また、圧力レギュレータ54,55の構造についても、図6に示す構造に限らず、エアーベアリング機構20や回転駆動機構40に供給する供給空気の圧力を高速にかつ高精度に制御できる構造であれば、他の構成であってもよい。
【0039】
前記実施形態では、スピンドル10の回転駆動機構40として、エアータービン41を用いたが、これに限らず、例えば、電動モータなどであってもよい。
【0040】
前記実施形態では、工作機械として、テーブルが三次元方向へ移動可能で、静圧空気軸受スピンドルが回転可能な構造であったが、これに限られない。要は、テーブルとスピンドルが二次元(2軸方向)あるいは三次元(3軸方向)へ相対移動可能な構造であれば、いずれが移動する構造であってもよい。
【0041】
前記実施形態では、静圧空気軸受スピンドル装置を有する工作機械について説明したが、静圧空気軸受スピンドル装置を備えるものであれば、工作機械に限られない。例えば、静圧空気軸受スピンドル装置を回転霧化装置として用いた塗装装置などでもよい。
【産業上の利用可能性】
【0042】
本発明は、静圧空気軸受スピンドル装置やエアータービンスピンドル装置を用いた塗装装置や、超精密非球面加工機などの超精密工作機械などに利用できる。
【符号の説明】
【0043】
6…静圧空気軸受スピンドル装置、
10…スピンドル、
20…エアーベアリング機構、
26…エアー供給路、
40…回転駆動機構、
41…エアータービン、
50…エアー供給手段、
51…コンプレッサ(増圧装置の構成要素)、
52…増圧機(増圧装置の構成要素)、
53…温度調整装置、
54…エアーベアリング用圧力レギュレータ、
55…エアータービン用圧力レギュレータ、
56…回転数コントローラ、
57…回転数検出センサ(回転数検出手段)、
61…ヒータ、
62…クーラ、
63,64…切換弁(混合手段の構成要素)、
65…温度コントローラ(混合手段の構成要素)、
66…排気温度検出センサ。
【特許請求の範囲】
【請求項1】
スピンドルと、このスピンドルを空気層を介して回転可能に支持したエアーベアリング機構と、増圧装置および圧力レギュレータを含み、前記圧力レギュレータからの空気を前記エアーベアリング機構に供給するエアー供給手段と、前記スピンドルを回転させる回転駆動機構とを備えた静圧空気軸受スピンドル装置において、
前記増圧装置と前記圧力レギュレータとの間に、前記増圧装置からの空気の温度を制御して前記圧力レギュレータに供給する温度調整装置が設けられている、
ことを特徴とする静圧空気軸受スピンドル装置。
【請求項2】
請求項1に記載の静圧空気軸受スピンドル装置において、
前記温度調整装置は、前記増圧装置からの空気を加熱するヒータと、前記増圧装置からの空気を冷却するクーラと、前記ヒータで加熱された加熱空気と前記クーラで冷却された冷却空気を所定の割合で混合させる混合手段とを有する、
ことを特徴とする静圧空気軸受スピンドル装置。
【請求項3】
請求項1に記載の静圧空気軸受スピンドル装置において、
前記温度調整装置は、前記増圧装置の下流側に直列に接続され前記増圧装置からの空気を加熱するヒータおよび前記増圧装置からの空気を冷却するクーラと、これらヒータおよびクーラの駆動を制御する駆動制御手段とを有する、
ことを特徴とする静圧空気軸受スピンドル装置。
【請求項4】
請求項2または請求項3に記載の静圧空気軸受スピンドル装置において、
前記混合手段または駆動制御手段は、前記エアーベアリング機構からの排気温度と設定温度とを基に、前記加熱空気と冷却空気との混合割合または前記クーラとヒータの駆動を制御する、
ことを特徴とする静圧空気軸受スピンドル装置。
【請求項5】
請求項1〜請求項4のいずれかに記載の静圧空気軸受スピンドル装置において、
前記回転駆動機構は、前記スピンドルに固定されたエアータービンと、前記エアー供給手段からのエアーを前記エアータービンに向けて供給するエアー供給路とを含んで構成され、
前記エアー供給手段は、前記温度調整装置からの空気を前記エアータービンに供給するエアータービン用圧力レギュレータを含んで構成され、
前記エアータービンの回転数を検出する回転数検出手段からの信号と目標回転数との差に相当する信号をエアータービン用圧力レギュレータに与える回転数コントローラを備える、
ことを特徴とする静圧空気軸受スピンドル装置。
【請求項6】
請求項1〜請求項5のいずれかに記載の静圧空気軸受スピンドル装置を備えた工作機械。
【請求項1】
スピンドルと、このスピンドルを空気層を介して回転可能に支持したエアーベアリング機構と、増圧装置および圧力レギュレータを含み、前記圧力レギュレータからの空気を前記エアーベアリング機構に供給するエアー供給手段と、前記スピンドルを回転させる回転駆動機構とを備えた静圧空気軸受スピンドル装置において、
前記増圧装置と前記圧力レギュレータとの間に、前記増圧装置からの空気の温度を制御して前記圧力レギュレータに供給する温度調整装置が設けられている、
ことを特徴とする静圧空気軸受スピンドル装置。
【請求項2】
請求項1に記載の静圧空気軸受スピンドル装置において、
前記温度調整装置は、前記増圧装置からの空気を加熱するヒータと、前記増圧装置からの空気を冷却するクーラと、前記ヒータで加熱された加熱空気と前記クーラで冷却された冷却空気を所定の割合で混合させる混合手段とを有する、
ことを特徴とする静圧空気軸受スピンドル装置。
【請求項3】
請求項1に記載の静圧空気軸受スピンドル装置において、
前記温度調整装置は、前記増圧装置の下流側に直列に接続され前記増圧装置からの空気を加熱するヒータおよび前記増圧装置からの空気を冷却するクーラと、これらヒータおよびクーラの駆動を制御する駆動制御手段とを有する、
ことを特徴とする静圧空気軸受スピンドル装置。
【請求項4】
請求項2または請求項3に記載の静圧空気軸受スピンドル装置において、
前記混合手段または駆動制御手段は、前記エアーベアリング機構からの排気温度と設定温度とを基に、前記加熱空気と冷却空気との混合割合または前記クーラとヒータの駆動を制御する、
ことを特徴とする静圧空気軸受スピンドル装置。
【請求項5】
請求項1〜請求項4のいずれかに記載の静圧空気軸受スピンドル装置において、
前記回転駆動機構は、前記スピンドルに固定されたエアータービンと、前記エアー供給手段からのエアーを前記エアータービンに向けて供給するエアー供給路とを含んで構成され、
前記エアー供給手段は、前記温度調整装置からの空気を前記エアータービンに供給するエアータービン用圧力レギュレータを含んで構成され、
前記エアータービンの回転数を検出する回転数検出手段からの信号と目標回転数との差に相当する信号をエアータービン用圧力レギュレータに与える回転数コントローラを備える、
ことを特徴とする静圧空気軸受スピンドル装置。
【請求項6】
請求項1〜請求項5のいずれかに記載の静圧空気軸受スピンドル装置を備えた工作機械。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−104449(P2013−104449A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−246734(P2011−246734)
【出願日】平成23年11月10日(2011.11.10)
【出願人】(000003458)東芝機械株式会社 (843)
【出願人】(500372717)学校法人福岡工業大学 (32)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月10日(2011.11.10)
【出願人】(000003458)東芝機械株式会社 (843)
【出願人】(500372717)学校法人福岡工業大学 (32)
【Fターム(参考)】
[ Back to top ]