
静圧造型機用造型監視モニタシステム
【課題】 静圧造型機の造型を遠隔的にモニタするシステムを提供する。
【解決手段】 静圧造型機用造型監視モニタシステムはロ−カルユニットを含んでおり、そのロ−カルユニットはそれに接続された通信ネットワークにアクセスし、センサが、ロ−カルユニットに接続されたロ−カルユニットの所望の属性を計測するために用いられ、ロ−カルユニットは計測される属性に対応して通信ネットワークに信号を送信する。通信ネットワークに接続された遠隔ユニットは、ロ−カルユニットから信号を受取るようにされており、それによって静圧造型機を生産造型の際に遠隔的にモニタする。
【解決手段】 静圧造型機用造型監視モニタシステムはロ−カルユニットを含んでおり、そのロ−カルユニットはそれに接続された通信ネットワークにアクセスし、センサが、ロ−カルユニットに接続されたロ−カルユニットの所望の属性を計測するために用いられ、ロ−カルユニットは計測される属性に対応して通信ネットワークに信号を送信する。通信ネットワークに接続された遠隔ユニットは、ロ−カルユニットから信号を受取るようにされており、それによって静圧造型機を生産造型の際に遠隔的にモニタする。
【発明の詳細な説明】
【0001】
【発明の属する技術分野】本発明は、現場から離れた遠隔地の通信ネットワークとの間で造型情報を送受信できる静圧造型機用造型監視モニタシステムに関する。
【0002】
【従来の技術】現在、鋳物工場において鋳物砂を鋳枠に重力充填した後、空気圧により加圧し更に機械的に圧縮する静圧造型機は公知である。この静圧造型機の管理には、静圧造型機とは別個に管理される生産管理システムにより行われていた。
【0003】
【発明が解決しようとする課題】しかし、静圧造型機が日常ベースでどのように造型されているかに関する情報を得て、品質管理、メンテナンス、トラブルシュ−ティングに対応することが望まれている。
【0004】本発明は、上記の問題に鑑みなされたものであり、その目的は少なくとも生産の際にその静圧造型機をモニタし、その造型情報を遠隔地に送信する静圧造型機用造型監視モニタシステムを提供することを目的とする。
【0005】
【課題を解決するための手段】上記の目的を達成するため本発明にかかる静圧造型機用造型監視モニタシステムは、静圧造型機のの属性を計測するためのセンサと、このセンサで計測された所望の属性に対応する信号をネットワーク上に送信するロ−カルユニットと、前記通信ネットワークに接続され、ロ−カルユニットから送信される信号を受けて静圧造型機に関する所望の属性を表示し、少なくとも静圧造型機の造型の際に当該静圧造型機をモニタする遠隔ユニットと、を有することを特徴とする。
【0006】本発明によれば、生産時に静圧造型機から集められたデータを、分析するために遠隔地に送ることができる。このデ−タとしては、まず、静圧造型機の静圧に関する属性、例えば、造型するパターンの形状、空気圧力、静圧時間、静圧タンク内の空気圧力、静圧ヘッド内の空気圧を計測して、分析結果に基づき、静圧タンクの異常を表示することができる。次ぎに、静圧造型機のスクイズに関する属性、例えば、スクイーズ圧、鋳型高さ、鋳物砂性状、パターンの変更、を計測して、分析結果に基づき、適正なスクイズ条件の指令ができる。さらに、静圧造型機の離型剤噴霧方法、静圧バルブの音測定データ、砂温度データ等を選択により表示することができる。
【0007】ここで、本発明において静圧造型機には、パターンプレート側より鋳枠内を真空状態にして造型する造型機も含む。
【0008】本発明に用いる計測用センサとしては以下のものがある。静圧造型機の静圧に関する属性を計測するには、空気圧力、静圧タンク内の空気圧力、静圧ヘッド内の空気圧は圧力センサを用いる。静圧時間はタイマを用いる。造型するパターンの形状を計測するには高さ計測センサ若しくは赤外線距離計を用いる。
【0009】静圧造型機のスクイズに関する属性を計測するには、スクイーズ圧は圧力計、鋳型高さはエンコ−ダ、鋳物砂性状はエンコ−ダ、水分計、温度計等、パターンの変更は例えば画像センサを用いる。そして、これらの計測用センサは、静圧造型機に設けられたリミットスイッチ、近接スイッチ、電流計、ストロークカウンタ、造型カウンタ、騒音計若しくは音測定センサ、ロードセルと共に、造型についての属性を計測する。
【0010】本発明におけるロ−カルユニットとは、静圧造型機の制御装置に組み込んだり静圧造型機に隣接して配置されるものであり、このロ−カルユニットのソフトウェアを通信ネットワークを介して遠隔地からのユ−ザコマンドにより設定し直しできる機能を組み込んだものである。つまり、遠隔地において、測定基準を変更し、また、特定の制限やプログラムされた変数を変更するためにロ−カルユニットの設定し直すこともできる。たとえば、測定基準が正しいかどうかを判断するために、プロセッサに接続されたコンパレ−タやソフトウエアで構成した判断手段を用いて判断し、範囲外にあれば変数等を変更することができる。そして、本発明によれば、複数のモニタ基準が組み込まれており、ユーザは異なる入出力カードによってそれらを選択することができる。入出力カ−ドはセンサボックスに接続され、センサボックスは静圧造型機の特定の部分に取り付けられている。これらの入出力カ−ドは、センサからの信号を処理して、ロ−カルユニットに対する入力として受け入れられる信号を生成する。
【0011】本発明における通信ネットワークは、ローカルユニットと遠隔ユニットとの間で利用される。そのような通信システムは、電話線や、移動電話、インターネットなど遠隔地との間でデータを送信するための他のプロトコルを含むことができる。あるいは、ローカルエリアネットワークや広域ネットワーク等、この技術分野で既知の別のプロトコルを利用することもできる。通信ネットワ−クにアクセスするための手段は、ロ−カルユニットに機能的に接続されたモデムを使用することができる。
【0012】本発明において、少なくとも静圧造型機の造型の際とは、造型中のみならず、ユーザコマンドに応じた利用が可能であることを意味する。たとえば、所望の特定の期間、警告があった場合にだけログをモニタすること、あるいはパラメータに応じてデータのログを作り直す。
【0013】当該静圧造型機をモニタするとは、たとえば、ファクシミリや携帯電話など、または他のモバイル通信手段を介して、現場の静圧造型機のメンテナンス担当者に対して、静圧造型機用造型監視モニタシテムが信号を出すことをも意味する。これにより、メンテナンスの必要性をいち早く担当者に知らせることができる。
【0014】遠隔ユニットは、ロ−カルユニットと通信ネットワークにより接続されており、その遠隔ユニットは、ロ−カルユニットから信号を受取るようにされており、また、静圧造型機についての測定された属性を表示するようにされており、それによって、静圧造型機による造型の際に、静圧造型機を遠隔地でモニタすることができる。また、ロ−カルユニットと同様に、測定基準が正しいかどうかを判断するために、計測信号の分析をする機能を有する。
【0015】
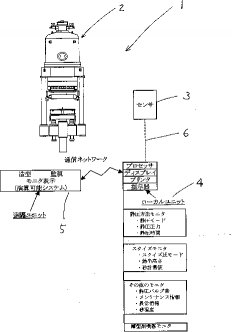
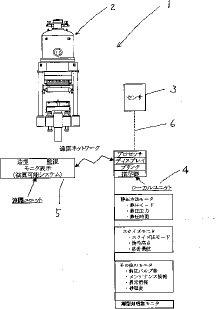
【発明の実施の形態1】以下、本発明の実施の形態を図面に基づき説明する。図1は、本発明のハードウェア装置の概要構成を開示したものである。図1に示された本発明の静圧造型機用造型監視モニタシステム1は、ロ−カルユニット4と遠隔ユニット5とを有している。そして、ロ−カルユニット4には、静圧造型機2についての静圧に関する属性をモニタするセンサ3として、圧力センサ、タイマ、高さ計測センサ若しくは赤外線距離計が設けられている。
【0016】ロ−カルユニット4は、プロセッサ・ディスプレイ・プリンタ・指示器を含むハードウェア化された静圧造型機用造型監視モニタシステムからなっている。本発明において、ロ−カルユニット4は、パーソナルコンピュータを用いることができる。
【0017】センサ3は信号線6を介してロ−カルユニット4に接続されており、信号線6はセンサ3によって生成された信号を入出力ボ−ド(図示せず)へと引き渡す。入出力ボ−ドは、信号線6で受信したセンサ出力を利用してその信号をロ−カルユニット4による処理に便利な信号に変換するための信号処理システムとすることができる。また、ロ−カルユニット4は図示していない記憶装置に接続されていて、圧力センサ3の数値デ−タは記憶装置に記憶される。
【0018】また、通信ネットワ−クにアクセスするための手段は、ロ−カルユニット4に機能的に接続されたモデムである。また、サイレン、ベル、あるいは信号がロ−カルユニット4から受信されたことを示す任意の他のタイプの指示器とすることができる。本発明においては、遠隔ユニット5は、パーソナルコンピュータである。
【0019】以上のように構成された本発明の作動について説明する。
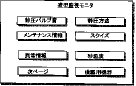
【0020】図2には鋳型造型方法モニタ機能の画面を示す。静圧造型機用造型監視モニタシステムでは、多くのモニタ機能から、静圧方法モニタ機能を選択することができる。静圧造型機が稼動すると、圧力センサ3により、空気圧力、静圧タンク内の空気圧力と、静圧ヘッド内の空気圧力との差圧値から許容範囲内あるかを演算システムで判断し、許容範囲外にある場合にその異常を警告すると共に自動的に補正の指令を出す。また、ローカルユニットのデイスプレイ画面に静圧圧力曲線を表示する。
【0021】また、図1に示されているように、通信ネットワ−クは遠隔ユニット5に接続されていため、遠隔ユニット5は、ロ−カルユニット4から通信ネットワ−クを介して伝えられる信号を受信し、センサ3によって計測された静圧造型機2の計測された属性を表示するようにされており、それによって、静圧造型機2の生産造型の際に静圧の状態等をモニタすることができる。
【0022】尚、遠隔ユニット5は携帯電話とすることができ、その場合、ロ−カルユニット4によって生成された信号は、携帯電話上に表示し、それによって、生成された特定のセンサの読み取りをサービス担当者に示すことができる。
【0023】本発明によれば、さらに、静圧造型機の定期的若しくは予防的メンテナンスに関する情報についても、記憶装置に日常のデ−タの蓄積をすることにより、たとえば、行きすぎた修理を防止したり、生産ラインを故障により止めるまで生産して結局効率が悪くなることを防止できるなど、メンテナンスをより良くすることができる。
【0024】
【発明の実施の形態2】以下、本発明の別の実施の形態を図面に基づき説明する。図1において、ロ−カルユニット4には、静圧造型機2についてのスクイズに関する属性をモニタするセンサ3として、スクイーズ圧は圧力計、鋳型高さはエンコ−ダ、鋳物砂性状はエンコ−ダ、水分計、温度計等、パターンの変更は例えば画像センサを用いる。他の構成は、発明の実施の形態1と同様である。
【0025】以上のように構成された本発明の作動について説明する。
【0026】図2には鋳型造型方法モニタ機能の画面を示す。静圧造型機用造型監視モニタシステムでは、多くのモニタ機能から、スクイズモニタ機能を選択することができる。静圧造型機が稼動すると、スクイズモニタ機能は、鋳型の高さを計測するエンコ−ダ、スクイズ圧を計測する圧力計などから測定された数値が鋳物砂のコンパクタビリテイ値から割出した係数及び鋳型高さが許容範囲内にあるかどうかを演算システムに送信され信号を予め記憶されている鋳型高さとの差値とを比較演算して処理して判断し、その差が許容範囲内の場合には正常稼動し、許容範囲外の場合にはその異常を警告すると共に造型条件の指令を出す。また、ローカルユニットのデイスプレイ画面に計測値を表示する。
【0027】そして、通信ネットワ−クは遠隔ユニット5に接続されていため、遠隔ユニット5は、ロ−カルユニット4から通信ネットワ−クを介して伝えられる信号を受信し、センサ3によって計測された静圧造型機2の計測された属性を表示するようにされており、それによって、静圧造型機2の生産造型の際にスクイズ状態をモニタすることができる。
【0028】
【発明の実施の形態3】以下、本発明の別の実施の形態を図面に基づき説明する。図1において、ロ−カルユニット4には、静圧造型機2についての砂温度をモニタするセンサ3として、温度センサが設けられている。温度センサが砂温度を静圧造型機の直上で計測する温度センサであるとすれば、微弱なアナログ信号を増幅し、さらに増幅されたアナログ信号をデジタル信号に変換するシステムになる。入出力ボ−ドは、例えば、マルチプレクサとすることができ、それは、受信したそのDCレベルの電圧信号をロ−カルユニット4で使用するための数値信号へと処理する。ロ−カルユニット4は、図示していない記憶装置に接続されている。他の構成は、発明の実施の形態1と同様である。
【0029】以上のように構成された本発明の作動について説明する。
【0030】図2には鋳型造型方法モニタ機能の画面を示す。静圧造型機用造型監視モニタシステムでは、多くのモニタ機能から、砂温度モニタ機能を選択することができる。静圧造型機が稼動すると、砂温度モニタ機能は、静圧造型機の直上の鋳物砂の温度を計測する温度計により、砂温度を計測し、ローカルユニットのデイスプレイ画面に表示する。そして、通信ネットワ−クは遠隔ユニット5に接続されていため、遠隔ユニット5は、ロ−カルユニット4から通信ネットワ−クを介して伝えられる信号を受信し、センサ3によって計測された砂温度を表示するようにされており、それによって、静圧造型機2の生産造型の際に砂状態をモニタすることができる。
【発明の実施の形態4】
【0031】以下、本発明の別の実施の形態を図面に基づき説明する。図1において、ロ−カルユニット4には、静圧造型機2の密閉枠内に2個以上取り付けた噴霧用機器をモニタするセンサ3として複数の電圧計が接続されている。他の構成は、発明の実施の形態1と同様である。
【0032】以上のように構成された本発明の作動について説明する。
【0033】図2には鋳型造型方法モニタ機能の画面を示す。静圧造型機用造型監視モニタシステムでは、多くのモニタ機能から、噴霧用機器モニタ機能を選択することができる。噴霧用機器モニタでは、静圧造型機が稼動すると、電圧計により噴霧作動状況が分かり、噴霧用機器の作動を各々に変化させることができる。この噴霧用機器の作動制御方法、噴霧回数をパターン毎に予め記憶されている演算システムで判断し、適正な指令を出すと共にローカルユニットのデイスプレイ画面に離型剤噴霧状態を表示する。また、上述の実施の形態と同様に遠隔地からのモニタ−も可能である。この実施形態によれば、離型剤の噴霧状態が監視できることから、離型剤不足に伴う鋳型の抜型不良との相関分析を通じて、鋳物製品の品質確保に必要な対策を採ることができる。
【0034】
【発明の実施の形態5】以下、本発明の別の実施の形態を図面に基づき説明する。図1において、ロ−カルユニット4には、静圧タンク周辺に取り付けた音測定センサに接続されている。他の構成は、発明の実施の形態1と同様である。このように構成された静圧造型機用造型監視モニタシステムは、静圧バルブo音モニタ機能を選択することができ、騒音値及び周波分析値から許容範囲内あるかを演算システムで判断し、許容範囲外にある場合にその異常を警告すると共に異常処理の指令を出す。また、ローカルユニットのデイスプレイ画面に騒音値及び周波分析値が表示可能である。この実施形態によれば、静圧のバルブが実際に故障する前に、例えば周波数分析による高周波の増加から異常を感知し警告されることから、予備的メンテナンスが可能になる。また、メンテナンス時期を適正に決定することも可能である。
【0035】
【発明の実施の形態6】以下、本発明の別の実施の形態を図面に基づき説明する。図1において、ロ−カルユニット4には、上述のセンサを選択的に選んで接続が可能になっている。したがって、静圧造型機用造型監視モニタシステムは、静圧モニタ、スクイズモニタ、砂温度モニタ、静圧バルブ音の異常を判断する静圧バルブモニタ、離型剤噴霧モニタ、これらの情報を総合して得られるメンテナンス情報、異常情報をモニタすることができる。しかも、遠隔地において、通信ネットワ−クを介して送信された計測信号を分析することができ、静圧造型機2の造型状態及び静圧造型機の運転状態に関して判断を下すことができる。
【0036】
【発明の効果】上記の説明から明らかなように、本発明にかかる静圧造型機用造型監視モニタシステムは、静圧造型機の静圧に関する属性を計測するためのセンサと、このセンサで計測された所望の属性に対応する信号をネットワーク上に送信するロ−カルユニットと、前記通信ネットワークに接続され、ロ−カルユニットから送信される信号を受けて静圧造型機に関する所望の属性を表示し、少なくとも静圧造型機の造型の際に当該静圧造型機をモニタする遠隔ユニットと、を有することから、生産の際にその静圧造型機をモニタし、その造型情報を遠隔地に送信するなど、鋳造業界に与える貢献は著大である。
【図面の簡単な説明】
【図1】本発明の実施の形態を示す概念図である。
【図2】本発明の実施の形態に用いる鋳型造型方法モニタ機能の例である。
【符号の説明】
1 静圧造型機用造型監視モニタシステム
2 静圧造型機
3 センサ
4 ロ−カルユニット
5 遠隔ユニット
6 信号線
【0001】
【発明の属する技術分野】本発明は、現場から離れた遠隔地の通信ネットワークとの間で造型情報を送受信できる静圧造型機用造型監視モニタシステムに関する。
【0002】
【従来の技術】現在、鋳物工場において鋳物砂を鋳枠に重力充填した後、空気圧により加圧し更に機械的に圧縮する静圧造型機は公知である。この静圧造型機の管理には、静圧造型機とは別個に管理される生産管理システムにより行われていた。
【0003】
【発明が解決しようとする課題】しかし、静圧造型機が日常ベースでどのように造型されているかに関する情報を得て、品質管理、メンテナンス、トラブルシュ−ティングに対応することが望まれている。
【0004】本発明は、上記の問題に鑑みなされたものであり、その目的は少なくとも生産の際にその静圧造型機をモニタし、その造型情報を遠隔地に送信する静圧造型機用造型監視モニタシステムを提供することを目的とする。
【0005】
【課題を解決するための手段】上記の目的を達成するため本発明にかかる静圧造型機用造型監視モニタシステムは、静圧造型機のの属性を計測するためのセンサと、このセンサで計測された所望の属性に対応する信号をネットワーク上に送信するロ−カルユニットと、前記通信ネットワークに接続され、ロ−カルユニットから送信される信号を受けて静圧造型機に関する所望の属性を表示し、少なくとも静圧造型機の造型の際に当該静圧造型機をモニタする遠隔ユニットと、を有することを特徴とする。
【0006】本発明によれば、生産時に静圧造型機から集められたデータを、分析するために遠隔地に送ることができる。このデ−タとしては、まず、静圧造型機の静圧に関する属性、例えば、造型するパターンの形状、空気圧力、静圧時間、静圧タンク内の空気圧力、静圧ヘッド内の空気圧を計測して、分析結果に基づき、静圧タンクの異常を表示することができる。次ぎに、静圧造型機のスクイズに関する属性、例えば、スクイーズ圧、鋳型高さ、鋳物砂性状、パターンの変更、を計測して、分析結果に基づき、適正なスクイズ条件の指令ができる。さらに、静圧造型機の離型剤噴霧方法、静圧バルブの音測定データ、砂温度データ等を選択により表示することができる。
【0007】ここで、本発明において静圧造型機には、パターンプレート側より鋳枠内を真空状態にして造型する造型機も含む。
【0008】本発明に用いる計測用センサとしては以下のものがある。静圧造型機の静圧に関する属性を計測するには、空気圧力、静圧タンク内の空気圧力、静圧ヘッド内の空気圧は圧力センサを用いる。静圧時間はタイマを用いる。造型するパターンの形状を計測するには高さ計測センサ若しくは赤外線距離計を用いる。
【0009】静圧造型機のスクイズに関する属性を計測するには、スクイーズ圧は圧力計、鋳型高さはエンコ−ダ、鋳物砂性状はエンコ−ダ、水分計、温度計等、パターンの変更は例えば画像センサを用いる。そして、これらの計測用センサは、静圧造型機に設けられたリミットスイッチ、近接スイッチ、電流計、ストロークカウンタ、造型カウンタ、騒音計若しくは音測定センサ、ロードセルと共に、造型についての属性を計測する。
【0010】本発明におけるロ−カルユニットとは、静圧造型機の制御装置に組み込んだり静圧造型機に隣接して配置されるものであり、このロ−カルユニットのソフトウェアを通信ネットワークを介して遠隔地からのユ−ザコマンドにより設定し直しできる機能を組み込んだものである。つまり、遠隔地において、測定基準を変更し、また、特定の制限やプログラムされた変数を変更するためにロ−カルユニットの設定し直すこともできる。たとえば、測定基準が正しいかどうかを判断するために、プロセッサに接続されたコンパレ−タやソフトウエアで構成した判断手段を用いて判断し、範囲外にあれば変数等を変更することができる。そして、本発明によれば、複数のモニタ基準が組み込まれており、ユーザは異なる入出力カードによってそれらを選択することができる。入出力カ−ドはセンサボックスに接続され、センサボックスは静圧造型機の特定の部分に取り付けられている。これらの入出力カ−ドは、センサからの信号を処理して、ロ−カルユニットに対する入力として受け入れられる信号を生成する。
【0011】本発明における通信ネットワークは、ローカルユニットと遠隔ユニットとの間で利用される。そのような通信システムは、電話線や、移動電話、インターネットなど遠隔地との間でデータを送信するための他のプロトコルを含むことができる。あるいは、ローカルエリアネットワークや広域ネットワーク等、この技術分野で既知の別のプロトコルを利用することもできる。通信ネットワ−クにアクセスするための手段は、ロ−カルユニットに機能的に接続されたモデムを使用することができる。
【0012】本発明において、少なくとも静圧造型機の造型の際とは、造型中のみならず、ユーザコマンドに応じた利用が可能であることを意味する。たとえば、所望の特定の期間、警告があった場合にだけログをモニタすること、あるいはパラメータに応じてデータのログを作り直す。
【0013】当該静圧造型機をモニタするとは、たとえば、ファクシミリや携帯電話など、または他のモバイル通信手段を介して、現場の静圧造型機のメンテナンス担当者に対して、静圧造型機用造型監視モニタシテムが信号を出すことをも意味する。これにより、メンテナンスの必要性をいち早く担当者に知らせることができる。
【0014】遠隔ユニットは、ロ−カルユニットと通信ネットワークにより接続されており、その遠隔ユニットは、ロ−カルユニットから信号を受取るようにされており、また、静圧造型機についての測定された属性を表示するようにされており、それによって、静圧造型機による造型の際に、静圧造型機を遠隔地でモニタすることができる。また、ロ−カルユニットと同様に、測定基準が正しいかどうかを判断するために、計測信号の分析をする機能を有する。
【0015】
【発明の実施の形態1】以下、本発明の実施の形態を図面に基づき説明する。図1は、本発明のハードウェア装置の概要構成を開示したものである。図1に示された本発明の静圧造型機用造型監視モニタシステム1は、ロ−カルユニット4と遠隔ユニット5とを有している。そして、ロ−カルユニット4には、静圧造型機2についての静圧に関する属性をモニタするセンサ3として、圧力センサ、タイマ、高さ計測センサ若しくは赤外線距離計が設けられている。
【0016】ロ−カルユニット4は、プロセッサ・ディスプレイ・プリンタ・指示器を含むハードウェア化された静圧造型機用造型監視モニタシステムからなっている。本発明において、ロ−カルユニット4は、パーソナルコンピュータを用いることができる。
【0017】センサ3は信号線6を介してロ−カルユニット4に接続されており、信号線6はセンサ3によって生成された信号を入出力ボ−ド(図示せず)へと引き渡す。入出力ボ−ドは、信号線6で受信したセンサ出力を利用してその信号をロ−カルユニット4による処理に便利な信号に変換するための信号処理システムとすることができる。また、ロ−カルユニット4は図示していない記憶装置に接続されていて、圧力センサ3の数値デ−タは記憶装置に記憶される。
【0018】また、通信ネットワ−クにアクセスするための手段は、ロ−カルユニット4に機能的に接続されたモデムである。また、サイレン、ベル、あるいは信号がロ−カルユニット4から受信されたことを示す任意の他のタイプの指示器とすることができる。本発明においては、遠隔ユニット5は、パーソナルコンピュータである。
【0019】以上のように構成された本発明の作動について説明する。
【0020】図2には鋳型造型方法モニタ機能の画面を示す。静圧造型機用造型監視モニタシステムでは、多くのモニタ機能から、静圧方法モニタ機能を選択することができる。静圧造型機が稼動すると、圧力センサ3により、空気圧力、静圧タンク内の空気圧力と、静圧ヘッド内の空気圧力との差圧値から許容範囲内あるかを演算システムで判断し、許容範囲外にある場合にその異常を警告すると共に自動的に補正の指令を出す。また、ローカルユニットのデイスプレイ画面に静圧圧力曲線を表示する。
【0021】また、図1に示されているように、通信ネットワ−クは遠隔ユニット5に接続されていため、遠隔ユニット5は、ロ−カルユニット4から通信ネットワ−クを介して伝えられる信号を受信し、センサ3によって計測された静圧造型機2の計測された属性を表示するようにされており、それによって、静圧造型機2の生産造型の際に静圧の状態等をモニタすることができる。
【0022】尚、遠隔ユニット5は携帯電話とすることができ、その場合、ロ−カルユニット4によって生成された信号は、携帯電話上に表示し、それによって、生成された特定のセンサの読み取りをサービス担当者に示すことができる。
【0023】本発明によれば、さらに、静圧造型機の定期的若しくは予防的メンテナンスに関する情報についても、記憶装置に日常のデ−タの蓄積をすることにより、たとえば、行きすぎた修理を防止したり、生産ラインを故障により止めるまで生産して結局効率が悪くなることを防止できるなど、メンテナンスをより良くすることができる。
【0024】
【発明の実施の形態2】以下、本発明の別の実施の形態を図面に基づき説明する。図1において、ロ−カルユニット4には、静圧造型機2についてのスクイズに関する属性をモニタするセンサ3として、スクイーズ圧は圧力計、鋳型高さはエンコ−ダ、鋳物砂性状はエンコ−ダ、水分計、温度計等、パターンの変更は例えば画像センサを用いる。他の構成は、発明の実施の形態1と同様である。
【0025】以上のように構成された本発明の作動について説明する。
【0026】図2には鋳型造型方法モニタ機能の画面を示す。静圧造型機用造型監視モニタシステムでは、多くのモニタ機能から、スクイズモニタ機能を選択することができる。静圧造型機が稼動すると、スクイズモニタ機能は、鋳型の高さを計測するエンコ−ダ、スクイズ圧を計測する圧力計などから測定された数値が鋳物砂のコンパクタビリテイ値から割出した係数及び鋳型高さが許容範囲内にあるかどうかを演算システムに送信され信号を予め記憶されている鋳型高さとの差値とを比較演算して処理して判断し、その差が許容範囲内の場合には正常稼動し、許容範囲外の場合にはその異常を警告すると共に造型条件の指令を出す。また、ローカルユニットのデイスプレイ画面に計測値を表示する。
【0027】そして、通信ネットワ−クは遠隔ユニット5に接続されていため、遠隔ユニット5は、ロ−カルユニット4から通信ネットワ−クを介して伝えられる信号を受信し、センサ3によって計測された静圧造型機2の計測された属性を表示するようにされており、それによって、静圧造型機2の生産造型の際にスクイズ状態をモニタすることができる。
【0028】
【発明の実施の形態3】以下、本発明の別の実施の形態を図面に基づき説明する。図1において、ロ−カルユニット4には、静圧造型機2についての砂温度をモニタするセンサ3として、温度センサが設けられている。温度センサが砂温度を静圧造型機の直上で計測する温度センサであるとすれば、微弱なアナログ信号を増幅し、さらに増幅されたアナログ信号をデジタル信号に変換するシステムになる。入出力ボ−ドは、例えば、マルチプレクサとすることができ、それは、受信したそのDCレベルの電圧信号をロ−カルユニット4で使用するための数値信号へと処理する。ロ−カルユニット4は、図示していない記憶装置に接続されている。他の構成は、発明の実施の形態1と同様である。
【0029】以上のように構成された本発明の作動について説明する。
【0030】図2には鋳型造型方法モニタ機能の画面を示す。静圧造型機用造型監視モニタシステムでは、多くのモニタ機能から、砂温度モニタ機能を選択することができる。静圧造型機が稼動すると、砂温度モニタ機能は、静圧造型機の直上の鋳物砂の温度を計測する温度計により、砂温度を計測し、ローカルユニットのデイスプレイ画面に表示する。そして、通信ネットワ−クは遠隔ユニット5に接続されていため、遠隔ユニット5は、ロ−カルユニット4から通信ネットワ−クを介して伝えられる信号を受信し、センサ3によって計測された砂温度を表示するようにされており、それによって、静圧造型機2の生産造型の際に砂状態をモニタすることができる。
【発明の実施の形態4】
【0031】以下、本発明の別の実施の形態を図面に基づき説明する。図1において、ロ−カルユニット4には、静圧造型機2の密閉枠内に2個以上取り付けた噴霧用機器をモニタするセンサ3として複数の電圧計が接続されている。他の構成は、発明の実施の形態1と同様である。
【0032】以上のように構成された本発明の作動について説明する。
【0033】図2には鋳型造型方法モニタ機能の画面を示す。静圧造型機用造型監視モニタシステムでは、多くのモニタ機能から、噴霧用機器モニタ機能を選択することができる。噴霧用機器モニタでは、静圧造型機が稼動すると、電圧計により噴霧作動状況が分かり、噴霧用機器の作動を各々に変化させることができる。この噴霧用機器の作動制御方法、噴霧回数をパターン毎に予め記憶されている演算システムで判断し、適正な指令を出すと共にローカルユニットのデイスプレイ画面に離型剤噴霧状態を表示する。また、上述の実施の形態と同様に遠隔地からのモニタ−も可能である。この実施形態によれば、離型剤の噴霧状態が監視できることから、離型剤不足に伴う鋳型の抜型不良との相関分析を通じて、鋳物製品の品質確保に必要な対策を採ることができる。
【0034】
【発明の実施の形態5】以下、本発明の別の実施の形態を図面に基づき説明する。図1において、ロ−カルユニット4には、静圧タンク周辺に取り付けた音測定センサに接続されている。他の構成は、発明の実施の形態1と同様である。このように構成された静圧造型機用造型監視モニタシステムは、静圧バルブo音モニタ機能を選択することができ、騒音値及び周波分析値から許容範囲内あるかを演算システムで判断し、許容範囲外にある場合にその異常を警告すると共に異常処理の指令を出す。また、ローカルユニットのデイスプレイ画面に騒音値及び周波分析値が表示可能である。この実施形態によれば、静圧のバルブが実際に故障する前に、例えば周波数分析による高周波の増加から異常を感知し警告されることから、予備的メンテナンスが可能になる。また、メンテナンス時期を適正に決定することも可能である。
【0035】
【発明の実施の形態6】以下、本発明の別の実施の形態を図面に基づき説明する。図1において、ロ−カルユニット4には、上述のセンサを選択的に選んで接続が可能になっている。したがって、静圧造型機用造型監視モニタシステムは、静圧モニタ、スクイズモニタ、砂温度モニタ、静圧バルブ音の異常を判断する静圧バルブモニタ、離型剤噴霧モニタ、これらの情報を総合して得られるメンテナンス情報、異常情報をモニタすることができる。しかも、遠隔地において、通信ネットワ−クを介して送信された計測信号を分析することができ、静圧造型機2の造型状態及び静圧造型機の運転状態に関して判断を下すことができる。
【0036】
【発明の効果】上記の説明から明らかなように、本発明にかかる静圧造型機用造型監視モニタシステムは、静圧造型機の静圧に関する属性を計測するためのセンサと、このセンサで計測された所望の属性に対応する信号をネットワーク上に送信するロ−カルユニットと、前記通信ネットワークに接続され、ロ−カルユニットから送信される信号を受けて静圧造型機に関する所望の属性を表示し、少なくとも静圧造型機の造型の際に当該静圧造型機をモニタする遠隔ユニットと、を有することから、生産の際にその静圧造型機をモニタし、その造型情報を遠隔地に送信するなど、鋳造業界に与える貢献は著大である。
【図面の簡単な説明】
【図1】本発明の実施の形態を示す概念図である。
【図2】本発明の実施の形態に用いる鋳型造型方法モニタ機能の例である。
【符号の説明】
1 静圧造型機用造型監視モニタシステム
2 静圧造型機
3 センサ
4 ロ−カルユニット
5 遠隔ユニット
6 信号線
【特許請求の範囲】
【請求項1】 静圧造型機の静圧に関する属性を計測するためのセンサと、このセンサで計測された所望の属性に対応する信号をネットワーク上に送信するロ−カルユニットと、前記通信ネットワークに接続され、ロ−カルユニットから送信される信号を受けて静圧造型機に関する所望の属性を表示し、少なくとも静圧造型機の造型の際に当該静圧造型機をモニタする遠隔ユニットと、を有する静圧造型機用造型監視モニタシステム。
【請求項2】 静圧造型機のスクイズに関する属性を計測するためのセンサと、このセンサで計測された所望の属性に対応する信号をネットワーク上に送信するロ−カルユニットと、前記通信ネットワークに接続され、ロ−カルユニットから送信される信号を受けて静圧造型機に関する所望の属性を表示し、少なくとも静圧造型機の造型の際に当該静圧造型機をモニタする遠隔ユニットと、を有する静圧造型機用造型監視モニタシステム。
【請求項3】 前記ロ−カルユニットは、前記センサからの前記信号が予め定められた範囲内にあるかどうかを決定するための判断手段を含み、該センサからの該信号が該予め定められた範囲の外にある場合に、前記通信ネットワークにアクセスし、前記遠隔ユニットに信号を送信することを特徴とする請求項1又は請求項2に記載の静圧造型機用造型監視モニタシステム。
【請求項4】 前記遠隔ユニットが前記通信ネットワークを介して通信し、前記判断手段に関連した前記予め定められた範囲を変更するようにされていることを特徴とする請求項3に記載の静圧造型機用造型監視モニタシステム。
【請求項5】 前記静圧造型機の属性が、離型剤噴霧方法、静圧バルブの音測定データを更に少なくとも一つを含むことを特徴とする請求項1から請求項4のいずれかに記載の静圧造型機用造型監視モニタシステム。
【請求項1】 静圧造型機の静圧に関する属性を計測するためのセンサと、このセンサで計測された所望の属性に対応する信号をネットワーク上に送信するロ−カルユニットと、前記通信ネットワークに接続され、ロ−カルユニットから送信される信号を受けて静圧造型機に関する所望の属性を表示し、少なくとも静圧造型機の造型の際に当該静圧造型機をモニタする遠隔ユニットと、を有する静圧造型機用造型監視モニタシステム。
【請求項2】 静圧造型機のスクイズに関する属性を計測するためのセンサと、このセンサで計測された所望の属性に対応する信号をネットワーク上に送信するロ−カルユニットと、前記通信ネットワークに接続され、ロ−カルユニットから送信される信号を受けて静圧造型機に関する所望の属性を表示し、少なくとも静圧造型機の造型の際に当該静圧造型機をモニタする遠隔ユニットと、を有する静圧造型機用造型監視モニタシステム。
【請求項3】 前記ロ−カルユニットは、前記センサからの前記信号が予め定められた範囲内にあるかどうかを決定するための判断手段を含み、該センサからの該信号が該予め定められた範囲の外にある場合に、前記通信ネットワークにアクセスし、前記遠隔ユニットに信号を送信することを特徴とする請求項1又は請求項2に記載の静圧造型機用造型監視モニタシステム。
【請求項4】 前記遠隔ユニットが前記通信ネットワークを介して通信し、前記判断手段に関連した前記予め定められた範囲を変更するようにされていることを特徴とする請求項3に記載の静圧造型機用造型監視モニタシステム。
【請求項5】 前記静圧造型機の属性が、離型剤噴霧方法、静圧バルブの音測定データを更に少なくとも一つを含むことを特徴とする請求項1から請求項4のいずれかに記載の静圧造型機用造型監視モニタシステム。
【図1】


【図2】
【図2】
【公開番号】特開2002−263793(P2002−263793A)
【公開日】平成14年9月17日(2002.9.17)
【国際特許分類】
【出願番号】特願2001−73670(P2001−73670)
【出願日】平成13年3月15日(2001.3.15)
【出願人】(000191009)新東工業株式会社 (474)
【Fターム(参考)】
【公開日】平成14年9月17日(2002.9.17)
【国際特許分類】
【出願日】平成13年3月15日(2001.3.15)
【出願人】(000191009)新東工業株式会社 (474)
【Fターム(参考)】
[ Back to top ]