
静止誘導器及びその製造方法

【課題】コイル板表面の絶縁層とスペーサの接合部に電界が集中して放電起点となることを抑制し、静止誘導器の高耐電圧化及び小型化を図る。
【解決手段】複数のスペーサ7を挟み込んだ2枚のコイル板1a、1bを加熱し、誘電体層4a、4bを軟化させた状態で2枚のコイル板1a、1bに上下方向から圧力をかけ、2枚のコイル板1a、1bそれぞれの絶縁層3a、3bに誘電体層4a、4bを介して絶縁スペーサ7を接合する。このとき、誘電体層4a、4bには、角部を持たない曲面部5a、5bが形成され、この曲面部5a、5bと絶縁スペーサ7との間に溝6a、6bが形成される。この溝6a、6bにより、絶縁スペーサ7と絶縁層3a、3bの接合部の局所電界が緩和され、接合部が放電起点となることを抑制することができる。
【解決手段】複数のスペーサ7を挟み込んだ2枚のコイル板1a、1bを加熱し、誘電体層4a、4bを軟化させた状態で2枚のコイル板1a、1bに上下方向から圧力をかけ、2枚のコイル板1a、1bそれぞれの絶縁層3a、3bに誘電体層4a、4bを介して絶縁スペーサ7を接合する。このとき、誘電体層4a、4bには、角部を持たない曲面部5a、5bが形成され、この曲面部5a、5bと絶縁スペーサ7との間に溝6a、6bが形成される。この溝6a、6bにより、絶縁スペーサ7と絶縁層3a、3bの接合部の局所電界が緩和され、接合部が放電起点となることを抑制することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、静止誘導器及びその製造方法に関し、特に油入変圧器のコイル群の絶縁構造に関するものである。
【背景技術】
【0002】
従来、外鉄形変圧器、内鉄形変圧器、リアクトル等の静止誘導器においては、複数のコイル板と絶縁性材料からなる間隔片(スペーサ)を交互に配置し、コイル群を形成している。コイル板相互間には、冷却媒体である油の流路が形成されている。コイル板は通常、巻線層(コイル層)と、その両面に配置された絶縁層から構成されている。コイル群を製造する際には、コイル板の絶縁層上に複数のスペーサを配置し、さらにその上に別のコイル板の絶縁層を配置して絶縁構造を形成している。
【0003】
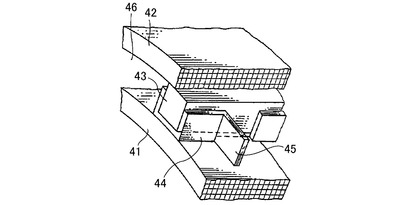
このような絶縁構造の先行例として、特許文献1では、図7に示すように、巻線層41と間隔片43との間にプレスボード、パルプモールドあるいは紙のような絶縁材料からなるU形のすね当て状の部分44が備え付けられ、このすね当て状の部分44で冷却溝46に突出した渦流発生片45を支えるようにした変圧器が提示されている。
【0004】
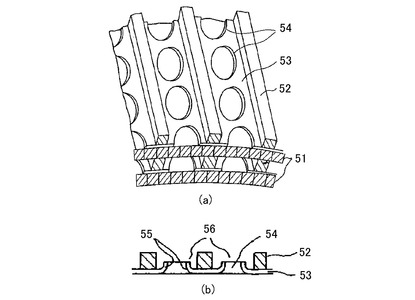
また、特許文献2では、図8(a)に示すように、巻線層51の外周に、円形の孔54を多数設けた絶縁紙53を介して絶縁スペーサ52を取り付け、軸方向の冷却ダクトを形成した円筒巻線構造が提示されている。この例では、孔54の周辺を、図8(b)に示す突出部55のように突出させることにより、油の乱流化を促進し、巻線層51から冷却ダクト56への効率的な放熱を図っている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭52−59812号公報
【特許文献2】実開昭61−75110号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
従来の静止誘導器において、その絶縁構造に用いられているスペーサは、コイル板の絶縁層上に接着剤等により貼り付けられていた。このような構造では、絶縁層とスペーサの接合部に電界が集中し(局所的高電界部を形成)、放電起点となるため、その結果、静止誘導器の高耐電圧化及び小型化を妨げる要因となっていた。
【0007】
上記特許文献1及び特許文献2においては、絶縁層とスペーサの接合部に発生する局所電界については特に記載されていないが、図7及び図8の構造から推測すると、いずれも巻線層とスペーサの接合部に角部が存在しており、これらの接合部において局所電界が発生するものと考えられる。
【0008】
本発明は、上記のような課題を解決するためになされたものであり、コイル板表面の絶縁層とスペーサの接合部に電界が集中して放電起点となることを抑制し、高耐電圧化及び小型化を図ることが可能な静止誘導器とその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明に係る静止誘導器は、コイル層の両面に絶縁層を有するコイル板と絶縁性材料からなるスペーサが交互に配置されたコイル群を備え、コイル板相互間に冷却媒体の流路を
有する静止誘導器であって、スペーサは、絶縁層上に配置された誘電体層を介して絶縁層に接合されており、誘電体層は、その層の厚さがスペーサとの接合部の周辺領域から接合部に向かって連続的に減少する曲面部を有し、この曲面部とスペーサとの間に接合部を底部とする溝が設けられているものである。
【0010】
また、本発明に係る静止誘導器の製造方法は、コイル層の両面に絶縁層を有するコイル板と絶縁性材料からなるスペーサが交互に配置されたコイル群を備え、コイル板相互間に冷却媒体の流路を有する静止誘導器の製造方法であって、コイル板の絶縁層上のスペーサが配設される複数の箇所に、熱可塑性樹脂からなる誘電体層を配置する誘電体層形成工程と、それぞれの誘電体層上にスペーサを配設し、さらにこれら複数のスペーサ上に別のコイル板の絶縁層上に配置された誘電体層を対応させて位置決めし、2枚のコイル板で複数のスペーサを挟み込む位置決め工程と、位置決め工程に続いて2枚のコイル板を加熱し、誘電体層を軟化させた状態で2枚のコイル板に上下方向から圧力をかけ、2枚のコイル板それぞれの絶縁層に誘電体層を介してスペーサを接合するスペーサ接合工程を備え、スペーサ接合工程において、誘電体層に、その層の厚さがスペーサとの接合部の周辺領域から接合部に向かって連続的に減少する曲面部を形成することにより、この曲面部とスペーサとの間に接合部を底部とする溝を形成するものである。
【発明の効果】
【0011】
本発明に係る静止誘導器によれば、コイル板の絶縁層に誘電体層を介してスペーサを接合し、誘電体層の曲面部とスペーサとの間に溝を設けることにより、スペーサと絶縁層の接合部の局所電界が緩和され、接合部が放電起点となることを抑制することができるため、高耐電圧化及び小型化を図ることが可能である。
【0012】
また、本発明に係る静止誘導器の製造方法によれば、スペーサ接合工程において、2枚のコイル板を加熱し誘電体層を軟化させた状態で、2枚のコイル板に上下方向から圧力をかけることにより、誘電体層に曲面部と溝が形成されるため、これら曲面部と溝を形成するための工程を別途行う必要がなく、高耐電圧化及び小型化を図ることが可能な静止誘導器を容易に製造することができる。
【図面の簡単な説明】
【0013】
【図1】本発明の実施の形態1に係る外鉄形変圧器を示す斜視図である。
【図2】本発明の実施の形態1に係るコイルを説明する図である。
【図3】本発明の実施の形態1に係るコイル板を説明する図である。
【図4】本発明の実施の形態1に係るコイルの部分拡大断面図である。
【図5】本発明の実施の形態1に係るコイルの誘電体層に形成された溝の形状と電界緩和率の関係を示す図である。
【図6】本発明の実施の形態2に係るコイルの部分拡大断面図である。
【図7】従来の変圧器の円筒巻線の絶縁構造を示す図である。
【図8】従来の変圧器の円筒巻線の絶縁構造を示す図である。
【発明を実施するための形態】
【0014】
実施の形態1.
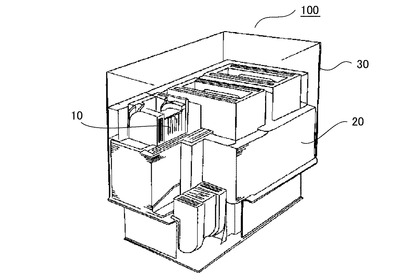
以下に、本発明の実施の形態1に係る静止誘導器とその製造方法について、図面に基づいて説明する。図1は、本実施の形態1に係る静止誘導器である外鉄形変圧器の一部断面を示す斜視図、図2は外鉄形変圧器のコイルを説明する図である。外鉄形変圧器100は、複数のコイル板が積層されたコイル10と、飽和磁束密度及び透磁率の大きい材料(例えばケイ素鋼板)からなる鉄心20がタンク壁30に囲まれた構成となっている。
【0015】
コイル10は、図2(a)に示すように、コイル層の両面に絶縁層を有するコイル板1
a、1b、1c、1d・・と、絶縁性材料からなるスペーサ(以下、絶縁スペーサと称す)が交互に配置され、図2(b)に示すコイル群を形成したものである。なお、図1に示すコイル10は、図2(b)のコイル群を図中Aで示す部分で切断した断面を示している。複数のコイル板1相互間には、絶縁物であり冷却媒体であるシリコーン油、鉱油等の油の流路を有している。
【0016】
コイル板1に対する絶縁スペーサの配置は、油によるコイル冷却の効率と、短絡電磁力に耐え得る構造であるかを考慮して決定される。本実施の形態1では、図3に示すように、コイル板1表面に配置された絶縁層3上に、複数の絶縁スペーサ7が、誘電体層(図示せず)を介して接合される。なお、図3に示す絶縁スペーサ7の形状、大きさ、個数及び配置等は、これに限定されるものではない。
【0017】
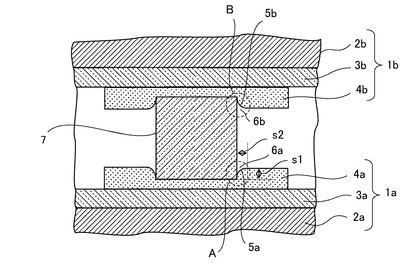
本実施の形態1に係る外鉄形変圧器100におけるコイル板1と絶縁スペーサ7の接合部付近の構造について、図4を用いて説明する。図4において、下側のコイル板1aは、コイル層2a、絶縁板からなる絶縁層3a、及び絶縁層3a上の絶縁スペーサ7が配設される箇所に配置された熱可塑性樹脂(例えばポリプロピレン)からなる誘電体層4aを含んで構成される。なお、図示していないが、コイル層2aの反対側の面(図4では下側)にも絶縁層が配置されている。
【0018】
上側のコイル板1bも同様に、コイル層2b、絶縁板からなる絶縁層3b、及び絶縁層3b上の絶縁スペーサ7が配設される箇所に配置された熱可塑性樹脂(例えばポリプロピレン)からなる誘電体層4bを含んで構成される。なお、図示していないが、コイル層2bの反対側の面(図4では上側)にも絶縁層が配置されている。コイル板1a、1bの絶縁層3a、3bには、誘電体層4a、4bを介して絶縁スペーサ7が接合される。絶縁スペーサ7は、コイル板1a、1bの間隔を一定に保持し、冷却媒体である油の流路を形成する。
【0019】
誘電体層4a、4bは、その層の厚さが絶縁スペーサ7との接合部の周辺領域から接合部に向かって連続的に減少する曲面部5a、5bを有し、この曲面部5a、5bと絶縁スペーサ7との間に、接合部を底部とする溝6a、6bが設けられている(図4中、A、Bで示す部分)。言い換えると、誘電体層4a、4bの中央部に窪みが形成されており、曲面部5a、5bは窪みの側面であり、この窪み内部に絶縁スペーサ7が接合されている。
【0020】
曲面部5a、5bは、絶縁層3a、3bの表面に垂直な方向の断面形状が角部を持たない曲線からなる。角部を持たない形状とすることにより、絶縁スペーサ7との接合部の局所電界が緩和され、接合部が放電起点となることを抑制している。このように、スペーサ7との接合部に溝6a、6bを設けた外鉄形変圧器100では、溝を設けていないものと比較して、接合部の局所電界を10〜20%低減することができる。
【0021】
また、図4に示すように、溝6aは、その深さ寸法を誘電体層4a表面から底部(接合部)までの距離s1とし、この深さ方向に垂直な溝幅の幅寸法を誘電体層4aの厚さが減少し始める位置から絶縁スペーサ7までの距離s2としたとき、これら深さ寸法と幅寸法が略等しくなるように形成される。さらに、深さ寸法と幅寸法の和が0.6mm以上、望ましくは1mm以上となるように形成される(溝6bについても同様)。
【0022】
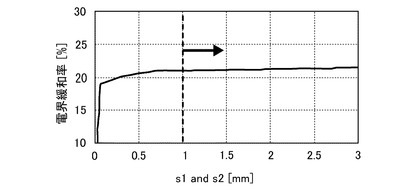
溝6a、6bの形状(大きさ)と電界緩和率の関係について、図5を用いて説明する。図5において、横軸は、溝6a、6bの深さ寸法と幅寸法の和(s1 and s2)、縦軸は電界緩和率(%)を示している。図5より、放電起点となりやすい接合部の局所電界を低減するためには、幅寸法と深さ寸法の和が0.6mm以上であることが望ましく、本実施の形態1では1mm以上を使用範囲とした。すなわち、s1、s2共に0.3mm
以上の溝を形成する必要がある。なお、誘電体層4a、4bとしてポリプロピレン(成形品)を用いる場合は、材料強度や取り扱いの容易さから通常1mm程度以上の厚さのものを用いるため、s1、s2共に0.3mm以上の溝6a、6bを形成することは容易であ
る。
【0023】
次に、本実施の形態1における外鉄形変圧器100のコイル10の製造方法について、図4を用いて説明する。まず、下側のコイル板1aの絶縁層3a上の絶縁スペーサ7が配設される複数の箇所に、熱可塑性樹脂からなる誘電体層4aを配置する(誘電体層形成工程)。なお、ここでは熱可塑性樹脂として融点が165℃であるポリプロピレンを用いた例について説明する。
【0024】
続いて、それぞれの誘電体層4a上の中央部に絶縁スペーサ7を配設し、さらにこれら複数のスペーサ7上に別のコイル板1bの絶縁層3b上に配置された誘電体層4bを対応させて位置決めし、2枚のコイル板1a、1bで複数のスペーサ7を挟み込む(位置決め工程)。
【0025】
位置決め工程に続いて、2枚のコイル板1a、1bを加熱し、誘電体層4a、4bを軟化させた状態で2枚のコイル板1a、1bに上下方向から圧力をかけ、2枚のコイル板1a、1bそれぞれの絶縁層3a、3bに誘電体層4a、4bを介して絶縁スペーサ7を接合する(スペーサ接合工程)。
【0026】
また、スペーサ接合工程は、誘電体層成形工程を兼ねており、誘電体層4a、4bを軟化させた状態で2枚のコイル板1a、1bに圧力をかけることにより、誘電体層4a、4bには、その層の厚さが絶縁スペーサ7との接合部の周辺領域から接合部に向かって連続的に減少する曲面部5a、5bが形成され、この曲面部5a、5bと絶縁スペーサ7との間に接合部を底部とする溝6a、6bが形成される。なお、2枚のコイル板1a、1bにかける圧力は、溝6a、6bの深さ寸法(s1)と幅寸法(s2)が略等しく、且つ深さ寸法と幅寸法の和が0.6mm以上となるように決定される。
【0027】
スペーサ接合工程において、2枚のコイル板1a、1bを加熱する際の温度は、熱可塑性樹脂が軟化する温度以上であり、熱可塑性樹脂の融点より低い温度とする。融点が165℃であるポリプロピレンを用いた場合には、ポリプロピレンの温度を150℃程度まで上昇させるように加熱する。なお、外鉄形変圧器100の運転時の油の最高温度は110℃付近であり、通常は50℃〜70℃程度であるため、運転時にポリプロピレン(誘電体層4a、4b)の硬度に変化が生じることはなく、強度面において問題はない。
【0028】
なお、本実施の形態1では、誘電体層4a、4bとしてポリプロピレンを用いた場合を例に挙げたが、前述の運転時の油の最高温度よりも高い温度で軟化する熱可塑性樹脂であれば、誘電体層4a、4bとして使用することができる。
【0029】
以上のように、本実施の形態1によれば、コイル板1a、1bの絶縁層3a、3bに誘電体層4a、4bを介して絶縁スペーサ7を接合し、誘電体層4a、4bの曲面部5a、5bと絶縁スペーサ7との間に溝6a、6bを設けることにより、絶縁スペーサ7と絶縁層3a、3bの接合部の局所電界が緩和され、接合部が放電起点となることを抑制することができる。これにより、外鉄形変圧器100の高耐電圧化及び小型化を図ることが可能である。
【0030】
また、本実施の形態1における製造方法によれば、スペーサ接合工程において、2枚のコイル板1a、1bを加熱し、誘電体層4a、4bを軟化させた状態で2枚のコイル板1a、1bに上下方向から圧力をかけることにより、溝6a、6bが形成されるため、溝6
a、6bを形成するための工程を別途行う必要がなく、高耐電圧化及び小型化を図ることが可能な外鉄形変圧器100を容易に製造することができる。
【0031】
さらに、本実施の形態1における製造方法によって形成される曲面部5a、5b(溝6a、6b)は、角部を持たない形状となるため、意図的に掘削した溝や切り欠き部に比べて、放電の発生を抑制する効果が高いものとなる。
【0032】
実施の形態2.
本発明の実施の形態2に係る外鉄形変圧器及びコイル群の構成は、上記実施の形態1と同様であるので説明を省略する。本実施の形態2に係る外鉄形変圧器におけるコイル板と絶縁スペーサの接合部付近の構造について、図6を用いて説明する。
【0033】
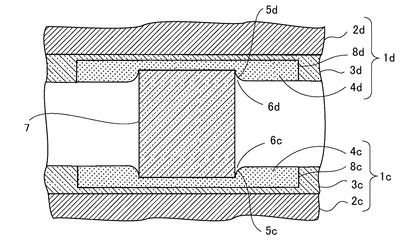
図6において、下側のコイル板1cは、コイル層2c、絶縁板からなる絶縁層3c、及び絶縁層3cに形成された嵌め込み部8cに配置された熱可塑性樹脂(例えばポリプロピレン)からなる誘電体層4cを含んで構成される。なお、図示していないが、コイル層2cの反対側の面(図6では下側)にも絶縁層が配置されている。
【0034】
上側のコイル板1dも同様に、コイル層2d、絶縁板からなる絶縁層3d、及び絶縁層3dに形成された嵌め込み部8d内に配置された熱可塑性樹脂(例えばポリプロピレン)からなる誘電体層4dを含んで構成される。なお、図示していないが、コイル層2dの反対側の面(図6では上側)にも絶縁層が配置されている。コイル板1c、1dの絶縁層3c、3dには、誘電体層4c、4dを介して絶縁スペーサ7が接合される。
【0035】
図6に示すように、絶縁層3c、3dに設けられた嵌め込み部8c、8dは、誘電体層4c、4dの周辺領域の厚さと略等しい深さを有している。本実施の形態2では、これらの嵌め込み部8c、8d内に誘電体層4c、4dを配置することにより、誘電体層4c、4dが絶縁層3c、3d表面から突出しないようにしたものである。
【0036】
本実施の形態2における外鉄形変圧器のコイルの製造方法は、誘電体層形成工程の前に、絶縁層3c、3dに誘電体層4c、4dの周辺領域の厚さと略等しい深さを有する嵌め込み部8c、8dを形成する工程を行うものである。その後、誘電体層形成工程において、コイル板1c、1dの絶縁層3c、3dに設けられた嵌め込み部8c、8d内に、熱可塑性樹脂からなる誘電体層4aを配置する。それ以降の工程については、上記実施の形態1と同様であるので説明を省略する。
【0037】
本実施の形態2によれば、上記実施の形態1と同様の効果が得られるとともに、絶縁層3c、3dに設けられた嵌め込み部8c、8d内に誘電体層4c、4dを配置し、誘電体層4c、4dが絶縁層3c、3d表面から突出しないようにしたので、誘電体層4c、4dによる油流の乱れが抑制され、絶縁層3c、3表面の帯電の影響を減じることができ、さらに信頼性の高い外鉄形変圧器が得られる。
【0038】
なお、上記実施の形態1及び実施の形態2では、外鉄形変圧器を例に挙げて説明したが、コイル板相互間に冷却媒体の流路を有する他の静止誘導器、例えば内鉄形変圧器及びリアクトル等にも本発明は適用可能である。
【産業上の利用可能性】
【0039】
本発明は、コイル板相互間に冷却媒体の流路を有する静止誘導器及びその製造方法として利用することができる。
【符号の説明】
【0040】
1、1a、1b、1c、1d コイル板、2a、2b、2c、2d コイル層、
3、3a、3b、3c、3d 絶縁層(絶縁板)、4a、4b、4c、4d 誘電体層、5a、5b、5c、5d 曲面部、6a、6b、6c、6d 溝、7 絶縁スペーサ、
8c、8d 嵌め込み部、10 コイル、20 鉄心、30 タンク壁、
41、42 巻線層、43 間隔片、44 U形すね当て状部分、45 渦流発生片、
46 冷却溝、51 巻線層、52 絶縁スペーサ、53 絶縁紙、54 孔、
55 孔周辺の突出部、56 冷却ダクト、100 外鉄形変圧器。
【技術分野】
【0001】
本発明は、静止誘導器及びその製造方法に関し、特に油入変圧器のコイル群の絶縁構造に関するものである。
【背景技術】
【0002】
従来、外鉄形変圧器、内鉄形変圧器、リアクトル等の静止誘導器においては、複数のコイル板と絶縁性材料からなる間隔片(スペーサ)を交互に配置し、コイル群を形成している。コイル板相互間には、冷却媒体である油の流路が形成されている。コイル板は通常、巻線層(コイル層)と、その両面に配置された絶縁層から構成されている。コイル群を製造する際には、コイル板の絶縁層上に複数のスペーサを配置し、さらにその上に別のコイル板の絶縁層を配置して絶縁構造を形成している。
【0003】
このような絶縁構造の先行例として、特許文献1では、図7に示すように、巻線層41と間隔片43との間にプレスボード、パルプモールドあるいは紙のような絶縁材料からなるU形のすね当て状の部分44が備え付けられ、このすね当て状の部分44で冷却溝46に突出した渦流発生片45を支えるようにした変圧器が提示されている。
【0004】
また、特許文献2では、図8(a)に示すように、巻線層51の外周に、円形の孔54を多数設けた絶縁紙53を介して絶縁スペーサ52を取り付け、軸方向の冷却ダクトを形成した円筒巻線構造が提示されている。この例では、孔54の周辺を、図8(b)に示す突出部55のように突出させることにより、油の乱流化を促進し、巻線層51から冷却ダクト56への効率的な放熱を図っている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭52−59812号公報
【特許文献2】実開昭61−75110号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
従来の静止誘導器において、その絶縁構造に用いられているスペーサは、コイル板の絶縁層上に接着剤等により貼り付けられていた。このような構造では、絶縁層とスペーサの接合部に電界が集中し(局所的高電界部を形成)、放電起点となるため、その結果、静止誘導器の高耐電圧化及び小型化を妨げる要因となっていた。
【0007】
上記特許文献1及び特許文献2においては、絶縁層とスペーサの接合部に発生する局所電界については特に記載されていないが、図7及び図8の構造から推測すると、いずれも巻線層とスペーサの接合部に角部が存在しており、これらの接合部において局所電界が発生するものと考えられる。
【0008】
本発明は、上記のような課題を解決するためになされたものであり、コイル板表面の絶縁層とスペーサの接合部に電界が集中して放電起点となることを抑制し、高耐電圧化及び小型化を図ることが可能な静止誘導器とその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明に係る静止誘導器は、コイル層の両面に絶縁層を有するコイル板と絶縁性材料からなるスペーサが交互に配置されたコイル群を備え、コイル板相互間に冷却媒体の流路を
有する静止誘導器であって、スペーサは、絶縁層上に配置された誘電体層を介して絶縁層に接合されており、誘電体層は、その層の厚さがスペーサとの接合部の周辺領域から接合部に向かって連続的に減少する曲面部を有し、この曲面部とスペーサとの間に接合部を底部とする溝が設けられているものである。
【0010】
また、本発明に係る静止誘導器の製造方法は、コイル層の両面に絶縁層を有するコイル板と絶縁性材料からなるスペーサが交互に配置されたコイル群を備え、コイル板相互間に冷却媒体の流路を有する静止誘導器の製造方法であって、コイル板の絶縁層上のスペーサが配設される複数の箇所に、熱可塑性樹脂からなる誘電体層を配置する誘電体層形成工程と、それぞれの誘電体層上にスペーサを配設し、さらにこれら複数のスペーサ上に別のコイル板の絶縁層上に配置された誘電体層を対応させて位置決めし、2枚のコイル板で複数のスペーサを挟み込む位置決め工程と、位置決め工程に続いて2枚のコイル板を加熱し、誘電体層を軟化させた状態で2枚のコイル板に上下方向から圧力をかけ、2枚のコイル板それぞれの絶縁層に誘電体層を介してスペーサを接合するスペーサ接合工程を備え、スペーサ接合工程において、誘電体層に、その層の厚さがスペーサとの接合部の周辺領域から接合部に向かって連続的に減少する曲面部を形成することにより、この曲面部とスペーサとの間に接合部を底部とする溝を形成するものである。
【発明の効果】
【0011】
本発明に係る静止誘導器によれば、コイル板の絶縁層に誘電体層を介してスペーサを接合し、誘電体層の曲面部とスペーサとの間に溝を設けることにより、スペーサと絶縁層の接合部の局所電界が緩和され、接合部が放電起点となることを抑制することができるため、高耐電圧化及び小型化を図ることが可能である。
【0012】
また、本発明に係る静止誘導器の製造方法によれば、スペーサ接合工程において、2枚のコイル板を加熱し誘電体層を軟化させた状態で、2枚のコイル板に上下方向から圧力をかけることにより、誘電体層に曲面部と溝が形成されるため、これら曲面部と溝を形成するための工程を別途行う必要がなく、高耐電圧化及び小型化を図ることが可能な静止誘導器を容易に製造することができる。
【図面の簡単な説明】
【0013】
【図1】本発明の実施の形態1に係る外鉄形変圧器を示す斜視図である。
【図2】本発明の実施の形態1に係るコイルを説明する図である。
【図3】本発明の実施の形態1に係るコイル板を説明する図である。
【図4】本発明の実施の形態1に係るコイルの部分拡大断面図である。
【図5】本発明の実施の形態1に係るコイルの誘電体層に形成された溝の形状と電界緩和率の関係を示す図である。
【図6】本発明の実施の形態2に係るコイルの部分拡大断面図である。
【図7】従来の変圧器の円筒巻線の絶縁構造を示す図である。
【図8】従来の変圧器の円筒巻線の絶縁構造を示す図である。
【発明を実施するための形態】
【0014】
実施の形態1.
以下に、本発明の実施の形態1に係る静止誘導器とその製造方法について、図面に基づいて説明する。図1は、本実施の形態1に係る静止誘導器である外鉄形変圧器の一部断面を示す斜視図、図2は外鉄形変圧器のコイルを説明する図である。外鉄形変圧器100は、複数のコイル板が積層されたコイル10と、飽和磁束密度及び透磁率の大きい材料(例えばケイ素鋼板)からなる鉄心20がタンク壁30に囲まれた構成となっている。
【0015】
コイル10は、図2(a)に示すように、コイル層の両面に絶縁層を有するコイル板1
a、1b、1c、1d・・と、絶縁性材料からなるスペーサ(以下、絶縁スペーサと称す)が交互に配置され、図2(b)に示すコイル群を形成したものである。なお、図1に示すコイル10は、図2(b)のコイル群を図中Aで示す部分で切断した断面を示している。複数のコイル板1相互間には、絶縁物であり冷却媒体であるシリコーン油、鉱油等の油の流路を有している。
【0016】
コイル板1に対する絶縁スペーサの配置は、油によるコイル冷却の効率と、短絡電磁力に耐え得る構造であるかを考慮して決定される。本実施の形態1では、図3に示すように、コイル板1表面に配置された絶縁層3上に、複数の絶縁スペーサ7が、誘電体層(図示せず)を介して接合される。なお、図3に示す絶縁スペーサ7の形状、大きさ、個数及び配置等は、これに限定されるものではない。
【0017】
本実施の形態1に係る外鉄形変圧器100におけるコイル板1と絶縁スペーサ7の接合部付近の構造について、図4を用いて説明する。図4において、下側のコイル板1aは、コイル層2a、絶縁板からなる絶縁層3a、及び絶縁層3a上の絶縁スペーサ7が配設される箇所に配置された熱可塑性樹脂(例えばポリプロピレン)からなる誘電体層4aを含んで構成される。なお、図示していないが、コイル層2aの反対側の面(図4では下側)にも絶縁層が配置されている。
【0018】
上側のコイル板1bも同様に、コイル層2b、絶縁板からなる絶縁層3b、及び絶縁層3b上の絶縁スペーサ7が配設される箇所に配置された熱可塑性樹脂(例えばポリプロピレン)からなる誘電体層4bを含んで構成される。なお、図示していないが、コイル層2bの反対側の面(図4では上側)にも絶縁層が配置されている。コイル板1a、1bの絶縁層3a、3bには、誘電体層4a、4bを介して絶縁スペーサ7が接合される。絶縁スペーサ7は、コイル板1a、1bの間隔を一定に保持し、冷却媒体である油の流路を形成する。
【0019】
誘電体層4a、4bは、その層の厚さが絶縁スペーサ7との接合部の周辺領域から接合部に向かって連続的に減少する曲面部5a、5bを有し、この曲面部5a、5bと絶縁スペーサ7との間に、接合部を底部とする溝6a、6bが設けられている(図4中、A、Bで示す部分)。言い換えると、誘電体層4a、4bの中央部に窪みが形成されており、曲面部5a、5bは窪みの側面であり、この窪み内部に絶縁スペーサ7が接合されている。
【0020】
曲面部5a、5bは、絶縁層3a、3bの表面に垂直な方向の断面形状が角部を持たない曲線からなる。角部を持たない形状とすることにより、絶縁スペーサ7との接合部の局所電界が緩和され、接合部が放電起点となることを抑制している。このように、スペーサ7との接合部に溝6a、6bを設けた外鉄形変圧器100では、溝を設けていないものと比較して、接合部の局所電界を10〜20%低減することができる。
【0021】
また、図4に示すように、溝6aは、その深さ寸法を誘電体層4a表面から底部(接合部)までの距離s1とし、この深さ方向に垂直な溝幅の幅寸法を誘電体層4aの厚さが減少し始める位置から絶縁スペーサ7までの距離s2としたとき、これら深さ寸法と幅寸法が略等しくなるように形成される。さらに、深さ寸法と幅寸法の和が0.6mm以上、望ましくは1mm以上となるように形成される(溝6bについても同様)。
【0022】
溝6a、6bの形状(大きさ)と電界緩和率の関係について、図5を用いて説明する。図5において、横軸は、溝6a、6bの深さ寸法と幅寸法の和(s1 and s2)、縦軸は電界緩和率(%)を示している。図5より、放電起点となりやすい接合部の局所電界を低減するためには、幅寸法と深さ寸法の和が0.6mm以上であることが望ましく、本実施の形態1では1mm以上を使用範囲とした。すなわち、s1、s2共に0.3mm
以上の溝を形成する必要がある。なお、誘電体層4a、4bとしてポリプロピレン(成形品)を用いる場合は、材料強度や取り扱いの容易さから通常1mm程度以上の厚さのものを用いるため、s1、s2共に0.3mm以上の溝6a、6bを形成することは容易であ
る。
【0023】
次に、本実施の形態1における外鉄形変圧器100のコイル10の製造方法について、図4を用いて説明する。まず、下側のコイル板1aの絶縁層3a上の絶縁スペーサ7が配設される複数の箇所に、熱可塑性樹脂からなる誘電体層4aを配置する(誘電体層形成工程)。なお、ここでは熱可塑性樹脂として融点が165℃であるポリプロピレンを用いた例について説明する。
【0024】
続いて、それぞれの誘電体層4a上の中央部に絶縁スペーサ7を配設し、さらにこれら複数のスペーサ7上に別のコイル板1bの絶縁層3b上に配置された誘電体層4bを対応させて位置決めし、2枚のコイル板1a、1bで複数のスペーサ7を挟み込む(位置決め工程)。
【0025】
位置決め工程に続いて、2枚のコイル板1a、1bを加熱し、誘電体層4a、4bを軟化させた状態で2枚のコイル板1a、1bに上下方向から圧力をかけ、2枚のコイル板1a、1bそれぞれの絶縁層3a、3bに誘電体層4a、4bを介して絶縁スペーサ7を接合する(スペーサ接合工程)。
【0026】
また、スペーサ接合工程は、誘電体層成形工程を兼ねており、誘電体層4a、4bを軟化させた状態で2枚のコイル板1a、1bに圧力をかけることにより、誘電体層4a、4bには、その層の厚さが絶縁スペーサ7との接合部の周辺領域から接合部に向かって連続的に減少する曲面部5a、5bが形成され、この曲面部5a、5bと絶縁スペーサ7との間に接合部を底部とする溝6a、6bが形成される。なお、2枚のコイル板1a、1bにかける圧力は、溝6a、6bの深さ寸法(s1)と幅寸法(s2)が略等しく、且つ深さ寸法と幅寸法の和が0.6mm以上となるように決定される。
【0027】
スペーサ接合工程において、2枚のコイル板1a、1bを加熱する際の温度は、熱可塑性樹脂が軟化する温度以上であり、熱可塑性樹脂の融点より低い温度とする。融点が165℃であるポリプロピレンを用いた場合には、ポリプロピレンの温度を150℃程度まで上昇させるように加熱する。なお、外鉄形変圧器100の運転時の油の最高温度は110℃付近であり、通常は50℃〜70℃程度であるため、運転時にポリプロピレン(誘電体層4a、4b)の硬度に変化が生じることはなく、強度面において問題はない。
【0028】
なお、本実施の形態1では、誘電体層4a、4bとしてポリプロピレンを用いた場合を例に挙げたが、前述の運転時の油の最高温度よりも高い温度で軟化する熱可塑性樹脂であれば、誘電体層4a、4bとして使用することができる。
【0029】
以上のように、本実施の形態1によれば、コイル板1a、1bの絶縁層3a、3bに誘電体層4a、4bを介して絶縁スペーサ7を接合し、誘電体層4a、4bの曲面部5a、5bと絶縁スペーサ7との間に溝6a、6bを設けることにより、絶縁スペーサ7と絶縁層3a、3bの接合部の局所電界が緩和され、接合部が放電起点となることを抑制することができる。これにより、外鉄形変圧器100の高耐電圧化及び小型化を図ることが可能である。
【0030】
また、本実施の形態1における製造方法によれば、スペーサ接合工程において、2枚のコイル板1a、1bを加熱し、誘電体層4a、4bを軟化させた状態で2枚のコイル板1a、1bに上下方向から圧力をかけることにより、溝6a、6bが形成されるため、溝6
a、6bを形成するための工程を別途行う必要がなく、高耐電圧化及び小型化を図ることが可能な外鉄形変圧器100を容易に製造することができる。
【0031】
さらに、本実施の形態1における製造方法によって形成される曲面部5a、5b(溝6a、6b)は、角部を持たない形状となるため、意図的に掘削した溝や切り欠き部に比べて、放電の発生を抑制する効果が高いものとなる。
【0032】
実施の形態2.
本発明の実施の形態2に係る外鉄形変圧器及びコイル群の構成は、上記実施の形態1と同様であるので説明を省略する。本実施の形態2に係る外鉄形変圧器におけるコイル板と絶縁スペーサの接合部付近の構造について、図6を用いて説明する。
【0033】
図6において、下側のコイル板1cは、コイル層2c、絶縁板からなる絶縁層3c、及び絶縁層3cに形成された嵌め込み部8cに配置された熱可塑性樹脂(例えばポリプロピレン)からなる誘電体層4cを含んで構成される。なお、図示していないが、コイル層2cの反対側の面(図6では下側)にも絶縁層が配置されている。
【0034】
上側のコイル板1dも同様に、コイル層2d、絶縁板からなる絶縁層3d、及び絶縁層3dに形成された嵌め込み部8d内に配置された熱可塑性樹脂(例えばポリプロピレン)からなる誘電体層4dを含んで構成される。なお、図示していないが、コイル層2dの反対側の面(図6では上側)にも絶縁層が配置されている。コイル板1c、1dの絶縁層3c、3dには、誘電体層4c、4dを介して絶縁スペーサ7が接合される。
【0035】
図6に示すように、絶縁層3c、3dに設けられた嵌め込み部8c、8dは、誘電体層4c、4dの周辺領域の厚さと略等しい深さを有している。本実施の形態2では、これらの嵌め込み部8c、8d内に誘電体層4c、4dを配置することにより、誘電体層4c、4dが絶縁層3c、3d表面から突出しないようにしたものである。
【0036】
本実施の形態2における外鉄形変圧器のコイルの製造方法は、誘電体層形成工程の前に、絶縁層3c、3dに誘電体層4c、4dの周辺領域の厚さと略等しい深さを有する嵌め込み部8c、8dを形成する工程を行うものである。その後、誘電体層形成工程において、コイル板1c、1dの絶縁層3c、3dに設けられた嵌め込み部8c、8d内に、熱可塑性樹脂からなる誘電体層4aを配置する。それ以降の工程については、上記実施の形態1と同様であるので説明を省略する。
【0037】
本実施の形態2によれば、上記実施の形態1と同様の効果が得られるとともに、絶縁層3c、3dに設けられた嵌め込み部8c、8d内に誘電体層4c、4dを配置し、誘電体層4c、4dが絶縁層3c、3d表面から突出しないようにしたので、誘電体層4c、4dによる油流の乱れが抑制され、絶縁層3c、3表面の帯電の影響を減じることができ、さらに信頼性の高い外鉄形変圧器が得られる。
【0038】
なお、上記実施の形態1及び実施の形態2では、外鉄形変圧器を例に挙げて説明したが、コイル板相互間に冷却媒体の流路を有する他の静止誘導器、例えば内鉄形変圧器及びリアクトル等にも本発明は適用可能である。
【産業上の利用可能性】
【0039】
本発明は、コイル板相互間に冷却媒体の流路を有する静止誘導器及びその製造方法として利用することができる。
【符号の説明】
【0040】
1、1a、1b、1c、1d コイル板、2a、2b、2c、2d コイル層、
3、3a、3b、3c、3d 絶縁層(絶縁板)、4a、4b、4c、4d 誘電体層、5a、5b、5c、5d 曲面部、6a、6b、6c、6d 溝、7 絶縁スペーサ、
8c、8d 嵌め込み部、10 コイル、20 鉄心、30 タンク壁、
41、42 巻線層、43 間隔片、44 U形すね当て状部分、45 渦流発生片、
46 冷却溝、51 巻線層、52 絶縁スペーサ、53 絶縁紙、54 孔、
55 孔周辺の突出部、56 冷却ダクト、100 外鉄形変圧器。
【特許請求の範囲】
【請求項1】
コイル層の両面に絶縁層を有するコイル板と絶縁性材料からなるスペーサが交互に配置されたコイル群を備え、前記コイル板相互間に冷却媒体の流路を有する静止誘導器であって、前記スペーサは、前記絶縁層上に配置された誘電体層を介して前記絶縁層に接合されており、前記誘電体層は、その層の厚さが前記スペーサとの接合部の周辺領域から前記接合部に向かって連続的に減少する曲面部を有し、この曲面部と前記スペーサとの間に前記接合部を底部とする溝が設けられていることを特徴とする静止誘導器。
【請求項2】
前記絶縁層は、前記誘電体層の前記周辺領域の厚さと略等しい深さを有する嵌め込み部をさらに備え、前記誘電体層を前記嵌め込み部内に配置することにより、前記誘電体層が前記絶縁層表面から突出しないようにしたことを特徴とする請求項1記載の静止誘導器。
【請求項3】
前記誘電体層の前記曲面部は、前記絶縁層表面に垂直な方向の断面形状が角部を持たない曲線からなることを特徴とする請求項1または請求項2に記載の静止誘導器。
【請求項4】
前記溝の深さ寸法を前記誘電体層表面から前記底部までの距離とし、前記深さ方向に垂直な溝幅の幅寸法を前記誘電体層の厚さが減少し始める位置から前記スペーサまでの距離としたとき、前記深さ寸法と前記幅寸法が略等しいことを特徴とする請求項1または請求項2に記載の静止誘導器。
【請求項5】
前記深さ寸法と前記幅寸法の和が、0.6mm以上であることを特徴とする請求項4記載の静止誘導器。
【請求項6】
コイル層の両面に絶縁層を有するコイル板と絶縁性材料からなるスペーサが交互に配置されたコイル群を備え、前記コイル板相互間に冷却媒体の流路を有する静止誘導器の製造方法であって、
前記コイル板の前記絶縁層上の前記スペーサが配設される複数の箇所に、熱可塑性樹脂からなる誘電体層を配置する誘電体層形成工程、
それぞれの前記誘電体層上に前記スペーサを配設し、さらにこれら複数のスペーサ上に別の前記コイル板の前記絶縁層上に配置された前記誘電体層を対応させて位置決めし、これら2枚のコイル板で前記複数のスペーサを挟み込む位置決め工程、
前記位置決め工程に続いて前記2枚のコイル板を加熱し、前記誘電体層を軟化させた状態で前記2枚のコイル板に上下方向から圧力をかけ、前記2枚のコイル板それぞれの前記絶縁層に前記誘電体層を介して前記スペーサを接合するスペーサ接合工程を備え、
前記スペーサ接合工程において、前記誘電体層に、その層の厚さが前記スペーサとの接合部の周辺領域から前記接合部に向かって連続的に減少する曲面部を形成することにより、この曲面部と前記スペーサとの間に前記接合部を底部とする溝を形成することを特徴とする静止誘導器の製造方法。
【請求項7】
前記誘電体層形成工程の前に、前記絶縁層に前記誘電体層の前記周辺領域の厚さと略等しい深さを有する嵌め込み部を形成する工程をさらに備え、前記誘電体層形成工程において、前記誘電体層を前記嵌め込み部内に配置することを特徴とする請求項6記載の静止誘導器の製造方法。
【請求項8】
前記スペーサ接合工程において、前記2枚のコイル板を加熱する際の温度は、前記熱可塑性樹脂が軟化する温度以上であり、前記熱可塑性樹脂の融点より低い温度とすることを特徴とする請求項6記載の静止誘導器の製造方法。
【請求項9】
前記スペーサ接合工程において、前記溝の深さ寸法を前記誘電体層表面から前記底部ま
での距離とし、前記深さ方向に垂直な溝幅の幅寸法を前記誘電体層の厚さが減少し始める位置から前記スペーサまでの距離としたとき、前記深さ寸法と前記幅寸法が略等しく、且つ前記深さ寸法と前記幅寸法の和が0.6mm以上となるように、前記2枚のコイル板にかける圧力を決定することを特徴とする請求項6記載の静止誘導器の製造方法。
【請求項1】
コイル層の両面に絶縁層を有するコイル板と絶縁性材料からなるスペーサが交互に配置されたコイル群を備え、前記コイル板相互間に冷却媒体の流路を有する静止誘導器であって、前記スペーサは、前記絶縁層上に配置された誘電体層を介して前記絶縁層に接合されており、前記誘電体層は、その層の厚さが前記スペーサとの接合部の周辺領域から前記接合部に向かって連続的に減少する曲面部を有し、この曲面部と前記スペーサとの間に前記接合部を底部とする溝が設けられていることを特徴とする静止誘導器。
【請求項2】
前記絶縁層は、前記誘電体層の前記周辺領域の厚さと略等しい深さを有する嵌め込み部をさらに備え、前記誘電体層を前記嵌め込み部内に配置することにより、前記誘電体層が前記絶縁層表面から突出しないようにしたことを特徴とする請求項1記載の静止誘導器。
【請求項3】
前記誘電体層の前記曲面部は、前記絶縁層表面に垂直な方向の断面形状が角部を持たない曲線からなることを特徴とする請求項1または請求項2に記載の静止誘導器。
【請求項4】
前記溝の深さ寸法を前記誘電体層表面から前記底部までの距離とし、前記深さ方向に垂直な溝幅の幅寸法を前記誘電体層の厚さが減少し始める位置から前記スペーサまでの距離としたとき、前記深さ寸法と前記幅寸法が略等しいことを特徴とする請求項1または請求項2に記載の静止誘導器。
【請求項5】
前記深さ寸法と前記幅寸法の和が、0.6mm以上であることを特徴とする請求項4記載の静止誘導器。
【請求項6】
コイル層の両面に絶縁層を有するコイル板と絶縁性材料からなるスペーサが交互に配置されたコイル群を備え、前記コイル板相互間に冷却媒体の流路を有する静止誘導器の製造方法であって、
前記コイル板の前記絶縁層上の前記スペーサが配設される複数の箇所に、熱可塑性樹脂からなる誘電体層を配置する誘電体層形成工程、
それぞれの前記誘電体層上に前記スペーサを配設し、さらにこれら複数のスペーサ上に別の前記コイル板の前記絶縁層上に配置された前記誘電体層を対応させて位置決めし、これら2枚のコイル板で前記複数のスペーサを挟み込む位置決め工程、
前記位置決め工程に続いて前記2枚のコイル板を加熱し、前記誘電体層を軟化させた状態で前記2枚のコイル板に上下方向から圧力をかけ、前記2枚のコイル板それぞれの前記絶縁層に前記誘電体層を介して前記スペーサを接合するスペーサ接合工程を備え、
前記スペーサ接合工程において、前記誘電体層に、その層の厚さが前記スペーサとの接合部の周辺領域から前記接合部に向かって連続的に減少する曲面部を形成することにより、この曲面部と前記スペーサとの間に前記接合部を底部とする溝を形成することを特徴とする静止誘導器の製造方法。
【請求項7】
前記誘電体層形成工程の前に、前記絶縁層に前記誘電体層の前記周辺領域の厚さと略等しい深さを有する嵌め込み部を形成する工程をさらに備え、前記誘電体層形成工程において、前記誘電体層を前記嵌め込み部内に配置することを特徴とする請求項6記載の静止誘導器の製造方法。
【請求項8】
前記スペーサ接合工程において、前記2枚のコイル板を加熱する際の温度は、前記熱可塑性樹脂が軟化する温度以上であり、前記熱可塑性樹脂の融点より低い温度とすることを特徴とする請求項6記載の静止誘導器の製造方法。
【請求項9】
前記スペーサ接合工程において、前記溝の深さ寸法を前記誘電体層表面から前記底部ま
での距離とし、前記深さ方向に垂直な溝幅の幅寸法を前記誘電体層の厚さが減少し始める位置から前記スペーサまでの距離としたとき、前記深さ寸法と前記幅寸法が略等しく、且つ前記深さ寸法と前記幅寸法の和が0.6mm以上となるように、前記2枚のコイル板にかける圧力を決定することを特徴とする請求項6記載の静止誘導器の製造方法。
【図1】


【図2】

【図3】

【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−4767(P2013−4767A)
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願番号】特願2011−134954(P2011−134954)
【出願日】平成23年6月17日(2011.6.17)
【出願人】(000006013)三菱電機株式会社 (33,312)
【Fターム(参考)】
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願日】平成23年6月17日(2011.6.17)
【出願人】(000006013)三菱電機株式会社 (33,312)
【Fターム(参考)】
[ Back to top ]