
静穏区画を備える粉末ホッパ、粉末ホッパと粉末スプレー・ガンとの組合せ、および粉末ホッパを作動させるための方法
このホッパの1つの好適な用途は、細かい粉末コーティング材料を小径の缶の内側をコーティングする使用法に関連する。粉末ホッパが、粉末をスプレー・ガンに供給するための低乱流ゾーンを備える。低乱流ゾーンはホッパの内側にあるバッフルによって画定され、この低乱流ゾーンはバッフルの容積内にあり、粉末をホッパにバルク給送するのに、バッフルとホッパとの間の環状ゾーンが使用される。別の方法として、低乱流ゾーンは環状ゾーン内にあってもよく、粉末はバッフルの容積に加えられる。

【発明の詳細な説明】
【技術分野】
【0001】
本開示は、一以上のコーティング塗布デバイスに粉末を供給または給送するためのホッパを使用する粉末コーティング・システムに関する。より具体的には、本開示は、粉末の流動化された供給物を生成する粉末コーティング・ホッパに関し、さらには、別個に、このようなホッパと共に使用され得る粉末コーティング装置に関する。
【背景技術】
【0002】
粉末コーティング・システムでは、粉末コーティング材料が、一般に、バルク供給物または供給ホッパから給送ホッパへと移送され、次いで、給送ホッパから例えばスプレー・ガンなどの一以上のコーティング・デバイスへと粉末を運ぶのにポンプが使用される。給送ホッパは、一般に、スプレー・ガンまたは塗布デバイスへとポンプで押し出される前に粉末コーティング材料を流動化する流動化ホッパである。
【発明の概要】
【発明が解決しようとする課題】
【0003】
一部の粉末コーティングの用途では、所望の表面仕上げまたは別のコーティング特性を達成するために、非常に細かい粉末コーティング材料が使用されなければならない。細かい粉末に適した粉末コーティング装置が有用であるような種々の用途が存在する一方で、一例として、小径の管形状の容器を内部コーティングするための粉末コーティング・システムがある。
【課題を解決するための手段】
【0004】
本開示に示される1つの発明の一実施形態によると、粉末コーティング材料のためのホッパが、ホッパ本体と、流動化ベッドと、カバーと、ホッパ本体の内部に配置されるバッフルとを有する。粉末入口がバッフルとホッパ本体との間に配置され、バッフルが流動化粉末のための低乱流ゾーンを形成するように機能する。より具体的な実施形態では、ホッパ本体およびバッフルは円筒形であり、その結果それらの間に環状領域が形成され、粉末入口がその環状領域内に配置される。別の方法として、環状領域が低乱流ゾーンであってもよく、粉末がバッフルの内側に加えられる。別の実施形態では、バッフルの軸方向長さは、バッフルと流動化ベッドとの間に下側の間隙が形成されかつバッフルとカバーとの間に上側の間隙が形成されるように、なされる。追加の代替の実施形態では、任意選択の撹拌機が下側の間隙の領域において流動化ベッドの近傍に設けられてよく、一以上の任意選択のベントポンプがホッパを負圧に維持するのに使用されてよく、任意選択のスイッチが、カバーがホッパ本体から分離されているときに任意選択の空気圧モータを停止するのに使用されてよく、一以上のポンプが、低乱流ゾーンから一以上のコーティング材料塗布デバイスまで流動化粉末を押し出すのに使用されてよい。
【0005】
本開示はまた、粉末コーティング材料塗布デバイスおよびそのためのノズルに関する一以上の発明を提示する。一実施形態では、ノズルは、ノズルの長手方向軸を中心に配置される複数の分離した流れ通路を有することができる。
【0006】
本開示はまた、上述したホッパと、上述したコーティング材料塗布デバイスと、その組合せとを利用する粉末コーティング材料塗布システムに関する一以上の発明を提示する。
【0007】
本開示はまた、粉末供給ホッパを作動させる方法に関する一以上の発明を提示し、この方法は、粉末が内部容積に加えられるときに内部容積から空気を高速で排出し、その容積から流動化空気を通気させるために低速で排出するステップを含む。
【0008】
当業者であれば、添付図面を考慮した例示の実施形態の以下の詳細な説明より、本明細書に開示する本発明のこれらの態様および別の態様ならびに利点を理解するであろう。
【図面の簡単な説明】
【0009】
【図1】本明細書の一以上の本発明による流動化用ホッパの一実施形態を示す斜視図である。
【図2A】図1の実施形態で使用され得るホッパ本体および流動化構成の一実施形態を示す2つの回転した斜視図である。
【図2B】図1の実施形態で使用され得るホッパ本体および流動化構成の一実施形態を示す2つの回転した斜視図である。
【図3】図2Aの実施形態を示す分解図の斜視図である。
【図4】ホッパ本体が透けて示されている、図1の実施形態を示す別の斜視図である。
【図5】ホッパ本体およびバッフルが透けて示されており、完全なコーティング材料塗布システムの一実施形態が示されている、図1の実施形態を示す別の斜視図である。
【図5A】ホッパ本体およびバッフルが透けて示されている、図1の実施形態を示す立面図である。
【図6】図1の実施形態で使用されるカバーとバッフルとのサブアセンブリを示す上側から見た図である。
【図7】図6のサブアセンブリを示す下側から見た図である。
【図8】図1の実施形態で使用されるカバーと撹拌機と吸引管とのサブアセンブリを示す上側から見た図である。
【図9】図8のサブアセンブリを示す下側から見た図である。
【図10】静電スプレー・ガンを示す斜視図である。
【図11A】容器が仮想線で示される、図10のスプレー・ガンを示す上面図である。
【図11B】管をコーティングするための粉末コーティング塗布システムを示す概略図である。
【図12】線12−12に沿った、図11Aのスプレー・ガンを示す長手方向断面図である。
【図13】図10のスプレー・ガンと共に使用され得る、電極とノズルとのサブアセンブリを示す立面図である。
【図14】図13のサブアセンブリを示す端面図である。
【図15】線15−15に沿った、図14のサブアセンブリを示す長手方向断面図である。
【図16A】ノズルの種々の代替実施形態を示す図である。
【図16B】ノズルの種々の代替実施形態を示す図である。
【図16C】ノズルの種々の代替実施形態を示す図である。
【図16D】ノズルの種々の代替実施形態を示す図である。
【図16E】ノズルの種々の代替実施形態を示す図である。
【図16F】ノズルの種々の代替実施形態を示す図である。
【図16G】ノズルの種々の代替実施形態を示す図である。
【図16H】ノズルの種々の代替実施形態を示す図である。
【図16I】ノズルの種々の代替実施形態を示す図である。
【図16J】ノズルの種々の代替実施形態を示す図である。
【図16K】ノズルの種々の代替実施形態を示す図である。
【図16L】ノズルの種々の代替実施形態を示す図である。
【図16M】ノズルの種々の代替実施形態を示す図である。
【図16N】ノズルの種々の代替実施形態を示す図である。
【図16O】ノズルの種々の代替実施形態を示す図である。
【図16P】ノズルの種々の代替実施形態を示す図である。
【図16Q】ノズルの種々の代替実施形態を示す図である。
【図16R】ノズルの種々の代替実施形態を示す図である。
【図16S】ノズルの種々の代替実施形態を示す図である。
【図16T】ノズルの種々の代替実施形態を示す図である。
【図16U】ノズルの種々の代替実施形態を示す図である。
【発明を実施するための形態】
【0010】
本発明は、本明細書では例示の図および実施形態を具体的に参照して説明されるが、これらの例示の実施形態に限定されない。例えば、ホッパの概念は、多くの異なる構成のホッパおよび関連する任意選択の構成要素と共に使用され得、システムの点から見ると、多くの異なるタイプのコーティング材料塗布デバイス、ポンプ、バルク給送装置、および制御システムと共に使用され、これらはすべてよく知られているものであるか今後開発されるものであってよい。塗布デバイスおよびノズルの概念は、本明細書に示される実施形態を含めた、多くの異なるホッパ構成およびポンプなどと共に使用され得る。例示の実施形態は、小径の管形状の容器のためのコーティング塗布システムを用いて図示および考察されるが、別の容器形状および種類が別の方法としてコーティングされてもよい。
【0011】
本発明の発明性のある種々の態様、概念および特徴は、本明細書では、例示の実施形態との組合せで具体化されて説明および図示され得るが、これらの種々の態様、概念および特徴は、多くの代替の実施形態において、個別に、またはその種々の組合せおよび下位の組合せで使用され得る。これらのすべての組合せおよび下位の組合せは、本明細書で明確に除外されない限り、本発明の範囲内に含まれることを意図される。さらにまた、代替の材料、構造、構成、方法、回路、デバイスおよび構成要素、ソフトウェア、ハードウェア、制御論理、ならびに、形態や嵌合いや機能に関する代替物などの、本発明の種々の態様、概念および特徴に関する種々の代替の実施形態が本明細書では説明され得るが、これらの説明は、現在知られているまたは今後開発される使用可能な代替の実施形態の完全なまたは網羅的なリストであることを意図しない。当業者は、追加の実施形態が本明細書で明確に開示されていなくても、本発明の範囲内で、発明性のある態様、概念または特徴のうちの1つまたは複数を追加の実施形態に容易に取り入れて使用することができる。加えて、本発明の一部の特徴、概念または態様が好適な構成または方法として本明細書で説明され得る場合でも、その説明は、明確に述べられない限り、これらの特徴が必要であることまたは必須であることを示唆することを意図しない。さらにまた、本開示の理解を補助するために例示のまたは代表的な値および範囲が含まれ得るが、これらの値および範囲は限定的な意味で解釈されるべきではなく、明確に述べられる場合にのみ限界値または限界範囲であることを意図する。また、種々の態様、特徴および概念は、本明細書では、本発明の発明性のある部分または形を成す部分として明確に特定され得るが、このような特定は排他的であることを意図しておらず、そういうものとしてすなわち特定の発明の一部として明確に特定されずに本明細書で完全に説明される発明性のある態様、概念および特徴が存在していてよく、本発明は代わりに添付の特許請求の範囲に記載される。例示の方法またはプロセスの説明は、すべての事例で必要とされるようなすべてのステップを包含することに限定されず、また、これらのステップが示される順は、明確に述べられない限り、必要なものであるまたは必須であると解釈されるものでもない。
【0012】
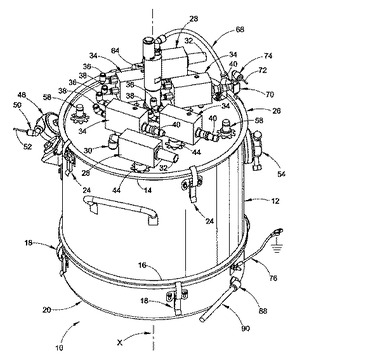
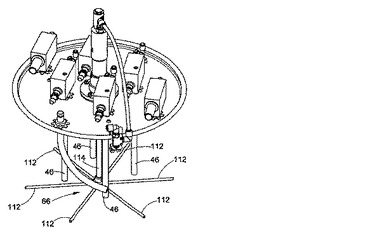
図1を参照すると、本明細書の本発明のうちの1つまたは複数によるホッパ10の実施形態が図示されている。このホッパ10は、流動化粉末コーティング材料を一以上の塗布デバイス(例えば、図5を参照)に供給するのに使用され得、したがって、本明細書では供給ホッパとして称されてもよい。しかし、供給ホッパという用語を限定的に解釈するべきではなく、ホッパ10は、流動化粉末コーティング材料を一例として別のホッパに対するものを含めた下流の用途および使用法に提供することが望まれるような任意の使用法または用途で使用され得る。ホッパ本体、カバーおよびバッブルなど(本明細書において後で説明される)のホッパの種々の部分は、例えばステンレス鋼などの任意適当な材料で作られ得る。
【0013】
ホッパ10は、上側端部14および下側端部16を有する直円柱の形態であってよいホッパ本体12を含む。クランプまたはストラップ18あるいは別の適当な取付手段が、流動化ドラム20をホッパ本体12の下側端部16に接合するのに使用され得る。ホッパ本体12および流動化ドラム20を含んでいてよい流動化サブアセンブリ22が、後で説明する図2A、2Bおよび3でより詳細に示されている。
【0014】
クランプ18と同じであってよいが同じである必要はない、クランプまたはストラップ24あるいは別の適当な取付手段が、カバー26をホッパ本体12の上側端部14に接合するのに使用され得る。カバー26は、動作のために完全に設置されている場合、ホッパ10を密封しており、さらに、種々のポンプと、空気圧モータと、ホッパ10の組立体と共に使用される関連する装置とを支持している。例えば、一以上の任意選択のベントポンプ28がカバー26上に配置されてよい。これらのベントポンプ28は、ホッパ10内に蓄積される圧力を低下させるのに使用され得、詳細には、ホッパ10の内部を、例えば約3インチ水銀柱(7.62センチメートル水銀柱)未満程度といったようなある程度の負圧に維持するために任意選択で使用され得る。2つのベントポンプ28が図1に示されているが、より多くのベントポンプが使用されてもよくまたは単一のベントポンプ28が使用されてもよく、あるいは、一部の事例では、特にホッパ10が過圧になるのを防止ための別の手段が存在する場合、ベントポンプは省略されてもよい。図1では、ベントポンプ28は、ホッパ10内の圧力バランスを良好に維持するために径方向において互いにほぼ反対側に配置されて示されている。各ベントポンプ28は、例えば、加圧空気入口付属物30および出口32を有する従来のベンチュリ・ポンプの形態で実現されてよい。ベントポンプ28は流動化移動空気に加えてある程度の力を引き出す傾向があり、それにより、ホース(図示せず)が、粉末を捕捉してそれらの粉末をバルク供給物に戻すように廃棄するように給送するために出口32に接続される。本明細書でさらに説明するように、ホッパ10から通気される空気の量を制御するために、ベントポンプ入口30に到達する空気流れは制御され得る。ベンチュリ・タイプのベントポンプ28の場合、入口30に到達する空気流れが多くなると、ホッパ10から空気を通気させるためにより強い吸引力が発生する。
【0015】
カバー26上にはさらに一以上の給送ポンプ34が配置され、この実施例では4つの給送ポンプが示されている。給送ポンプ34は、ホッパ10から流動化粉末を吸引してそれらの粉末を例えば自動または手動の粉末スプレー・ガンといったような一以上の塗布デバイス(図5を参照)まで押し出すのに使用される。図示される給送ポンプ34は従来のベンチュリ・タイプのポンプであるが、別のポンプ・デザインが使用されてもよく、これにはデンス・フェイズ・ポンプが含まれるがそれだけに限定されない。各ポンプ34は、空気流入口付属物36および任意選択の流動化空気入口付属物38、さらには出口ホース・コネクタ40を含む。出口ホース・コネクタ40は、流動化粉末コーティング材料を塗布デバイス(図5に示されるような)まで押し出すための給送ホース42(図5)を受けるが、流動化粉末コーティング材料を例えば別のホッパを含む下流の別の使用法まで搬送するのに給送ポンプ34が任意選択で使用されてもよい。
【0016】
各給送ポンプ34は、吸引管46(図5および9)を接続するための吸引管接続部44をさらに含む。各給送ポンプ34は、流動化粉末をホッパ10からポンプ内へと吸い上げるために、付随する吸引管に流体連通されたポンプ本体内に低圧ゾーンを生成するように動作する。この吸引力を生成するために、および、各ポンプから出る流動化粉末を給送ホース42を介して付随する塗布デバイス202(図5)まで押し出すために、空気流210(図5)が使用される。
【0017】
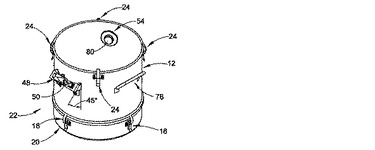
さらに図1を参照すると、任意選択の空気圧モータ駆動式バブレータ48が設けられており、これは、加圧空気ホース52を接続するための空気用付属物50を含む。図2Bに最もよく示されるように、このバイブレータは、必須ではないが好適には、ホッパ本体12の外側で45度の角度で設置される。
【0018】
レベル・センサ構成54がホッパ本体12の外側に設けられてよく、これは必要に応じて従来のデザインであってよい。適切なレベル・センサは、オハイオ州ウェストレイクのノードソン株式会社から入手可能な部品番号237199であるが、必要に応じて別のレベル・センサが使用されてもよい。レベル・センサは、ホッパ10内の流動化粉末の高さを検出して粉末コーティング材料がホッパ10に追加される必要がある場合に信号を生成するのに使用される。多くのシステム応用例では、粉末は連続的な形またはほぼ連続的な形でホッパ10から消費されることから、レベル・センサ54は、粉末を追加することがいつ要求されるかに関する必要なフィードバックを提供する。
【0019】
この実施例ではカバー26内に、少なくとも1つの粉末入口接続部56が存在し、本明細書の例示の実施形態では2つの粉末入口接続部56が存在する。各粉末入口接続部56は、バルク給送用供給物60または粉末コーティング材料の別の供給源から粉末コーティング材料を提供する供給ホース58(図5)に接続可能である。通常、レベル・センサ54によって要求信号(が発せられたときに粉末コーティング材料をホッパ10に供給するのに、一以上の大型の粉末供給ポンプ62が使用される。各供給ポンプ62は例えばベンチュリ・ポンプであってよい。必要に応じて3つ以上の粉末入口接続部56が使用されてよい。ベンチュリ・ポンプ28と同様に、2つの粉末入口が使用される場合、これらの粉末入口は、必須ではないが好適には、より良好な流動化のためにおよび給送ポンプ34からの粉末流れを安定させるためにバランスおよび均等な粉末分布を維持するのを補助することを目的としてホッパの径方向反対側において粉末をホッパ10内に追加する。3つ以上の粉末入口が使用される場合、これらの粉末入口は、必須ではないが好適には、ホッパ10を中心に放射状に均等に離間して配置される。
【0020】
図1に示される構成要素の最後として、撹拌機用空気圧モータ64が、カバー26上において、必須ではないが好適にはカバー26の中央に配置されてよい。撹拌機用空気圧モータ64は、粉末コーティング材料を流動化するのを補助するために撹拌機66(例えば、図4、5および9)を回転させるのに使用される。撹拌機用空気圧モータ64は、空気配管68によって提供される加圧空気によって作動される。操作者または別の作業員がカバー26を動かしたり、緩めたり、分離したり、あるいはその他には取り外したりする場合、供給源(例えば、計装空気など)から空気ホース72を介して空気入口付属物74へと供給される加圧空気を遮断するのに例えばリミット・スイッチなどのスイッチ機能70が使用されてよい。これにより、カバー26がホッパ本体12から分離されている場合に撹拌機用モータ64が動作することが防止される。ホッパ10を電気的に接地するために、従来の手法で接地ストラップ76が使用されてよい。
【0021】
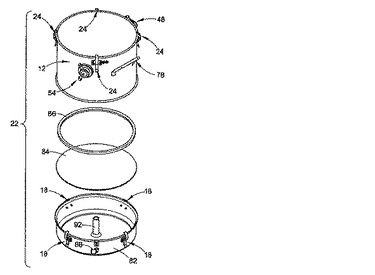
図2A、2Bおよび3はホッパ本体12および流動化サブアセンブリ22を単純な図で示している。ホッパ本体12は、ホッパ10の移送および位置決めを容易にするためのハンドル78(これらの図では1つのみが視認可能)を備えることができる。レベル・センサ構成54は、ホッパ10の内部に達する感知ポート80を形成する。流動化ドラム20は、流動化プレート84を支持するハウジング82を含んでいてよい。流動化ベッド20とホッパ本体12の下側端部との間に液密シールを形成するのに、適当なガスケットまたはシール86が使用されてよい。流動化プレート84は、プレート84の上方でホッパ10内に加えられる粉末コーティング材料を流動化する空気がそこを通って流れるのを可能にする任意の多孔性材料を含んでいてよい。流動化プレート84に適する材料はよく知られているようにポリエチレンである。ハウジング82は、流動化空気ホース90(図1)に接続可能である流動化空気用付属物88を含む。流動化空気は、付属部88を通ってハウジング82内に入ることによりドラム20内に入り、加圧された流動化空気が流動化プレート84を通って上方に均等に流れる。流動化プレート84の上にある粉末の重量により撓んだりガスケット86を通って落下したりしないように流動化プレート84を支持するのに、ポストまたはスタンドオフ92が使用されてよい。
【0022】
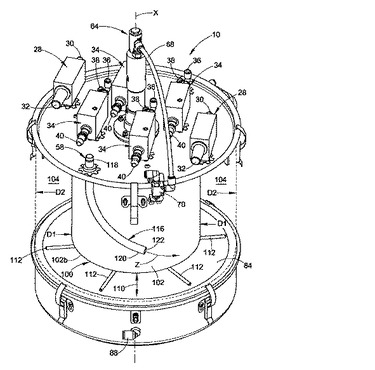
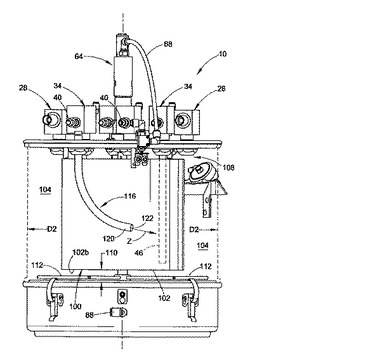
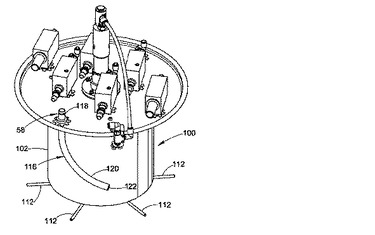
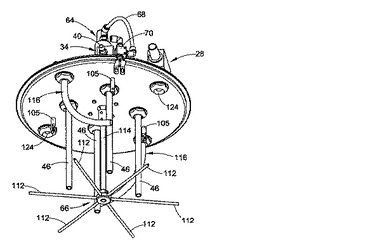
図4、6および7を参照すると、ホッパ10はバッフル100をさらに含んでいる。この実施例のバッフル100は、カバー26の下側に取り付けられたスタッド105(図7)などによりホッパ本体12内で支持され得る、端部が開いた直円柱のバッフル本体102を有する。バッフル本体102は、ホッパ本体12の内径D2より小さい外径D1を有する。D1<D2であること、および、バッフル本体102が好適にはホッパ本体12内において概して中心に配置されることにより、バッフル100とホッパ本体12との間に、粉末コーティング材料を加えるための環状領域104が形成される。環状領域104は粉末コーティング材料をホッパ10に加えるすなわち供給するのに使用され、それにより、バッフル100が、乱流および加えられる高い流量の粉末コーティング材料から概して分離される円筒形バッフル本体102の容積内に内部静穏区画すなわち低乱流ゾーン106(図5および7を参照)を画定する。給送ポンプ34用の吸引管46が下方に延在してこの穏やかな低乱流ゾーン106内に入り込んでおり(言い換えると、吸引管46はバッフル100内を下方に延在している(図7を参照))、流動化粉末の均等に分布された低乱流の供給物が給送ポンプ34によって塗布デバイスまで吸い上げられる。
【0023】
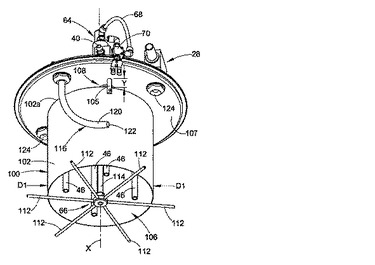
図4に示されるように、ホッパ10は長手方向の中心軸Xを有しており、例えば撹拌機66はこの中心軸Xに沿って下方に延在してホッパ10内に入り込んでいる。スタッド105がバッフル本体102の上側端部102aとカバー26の下側表面107との間に軸方向オフセットY(図7)を形成している。この軸方向オフセットYにより上側の間隙108(図5A)が形成され、ホッパ10内の圧力を均等化することが可能となる。ホッパ10の内径が約16インチ(40.6センチメートル)である場合、この上側の間隙108は例えば約8インチ(20.3センチメートル)程度であってよいが、これらの数字は単に例示的なものであり、特定の用途において必要に応じて変更され得る。
【0024】
バッフル本体102の軸方向長さも、その下側端部102bと流動化プレート84との間に下側の間隙110が形成され得るように選択される。この下側の間隙110は、粉末コーティング材料がバッフル本体100の内部領域すなわち低乱流ゾーン106内へと流れるのを可能にし、さらに、撹拌機66の一部である撹拌機アーム112を収容する。この実施例の撹拌機アーム112は、撹拌機66が回転するときに粉末コーティング材料を流動化して一様に分布させるのを補助するために、ホイール上のスポークのように主体の撹拌機シャフト114から外側へ延在していてよい。撹拌機アーム112は、必須ではないが好適には、バッフル100の外周を越えて径方向に延在しており、低乱流ゾーン106および環状ゾーン104の中を含めた流動化プレート84の表面のほとんどまたはすべてにわたって流動化粉末を撹拌する。撹拌機アーム112は流動化プレート84の表面にかなり接近して配置されてよく、下側の間隙110を通って延在していてよい。吸引管46は、必須ではない好適には、軸周りにおいて、バッフル本体102の下側端部102bの近傍ではあるが上方まで下向きに延在しており、環状領域104(図5Aでは仮想線で示される)内に存在する高乱流の流れに露出しないようになっている。
【0025】
粉末コーティング材料を環状領域104内に加えるのに入口管116が使用され得る。本明細書の例示の実施形態では、2つの入口管116が設けられる。各入口管116は、上方に延在して付随の粉末入口接続部58内に入り込んでいる第1の端部118と、環状領域104内に位置される第2の端部120とを有する。したがって、第2の端部120は出口開口部122を形成しており、粉末コーティング材料がそこを通って環状領域104内のホッパ10に供給される。これらの開口部122は、必須ではないが好適には、軸周りにおいて、バッフル本体102の下側端部102bの上方に位置され、静穏区画106内の乱流を軽減する。これらの出口開口部122は、必須ではないが好適には、径方向において互いに反対側に配置され、3つ以上の入口管が使用される場合には好適には環状領域の円周を中心に均等に分布される。しかし、一部の設計では、単一の入口管が使用されてもよい。2つ以上の入口管116を使用することにより、過圧を軽減するために供給空気の体積を減らすことが可能となり、さらに、流入空気を減らして粉末速度を低下させることも可能となる。
【0026】
図4および6に最もよく示されるように、入口管116は、管の内側表面に対する粉末コーティング材料の衝撃融合を軽減するために、それ自体がゆるやかな曲半径を有していてよい。また、管116は、出口開口部122を介して外に出る粉末コーティング材料が下向きの方向成分を有するように配置され、一方で同時に、概して接線方向に沿って環状領域104に入り込んでおり、したがって、加えられる粉末コーティング材料は、矢印Z(図4)で示される下向きの螺旋方向に沿って下側の間隙110に向かって流れる。これらの流れの向きは任意に選択されるが、粉末の分布をより一様にする傾向があり、さらには、粉末粒子が流動化プレート84および下側の間隙110に向かって移動するときに減速するのを補助する。
【0027】
入口管116は各々が、好適には同じ回転方向Zに沿って粉末コーティング材料を環状領域104内に導入する。任意選択ではあるが好適には、撹拌機66がこれと同じ方向Zに沿って回転される。方向Zは必要に応じて時計回りでも反時計回りであってもよい。例示のホッパ10内の流動化空気流れは毎分約3から4立方フィート(cfs)(毎分約0.08から0.11立方メートル)であってよいが、粉末コーティング材料を環状領域104内に加えるためのバルク空気流れは約5から6立方フィート(cfs)(毎分約0.14から0.17立方メートル)であってよい。撹拌機は任意の速度で回転してよく、90から100rpmで良好に作用することが分かっている。
【0028】
上述したように、多くの用途では、封じ込めのためにホッパ10の内部を負圧に維持することおよびホッパ10が過圧になるのを防止することが好ましい。ホッパ内部に過剰の圧力が存在すると、粉末の流動化、スプレー・ガンに達する粉末の流量、粉末の密度、および、均質性に悪影響を及ぼす場合があり、さらには、吸引力を用いてホッパから粉末を引き出すことからホッパの内部圧力の影響を受ける可能性があるベンチュリ・ポンプ34の動作に悪影響を与える場合もある。粉末コーティング材料が加えられないときでも、ベントポンプ28はホッパ10内の圧力を低下させるために作動されてよく、そうでない場合、ホッパ10内の圧力は流動化プレート84からの流動化空気によって蓄積されてしまう可能性がある。粉末コーティング材料がホッパ10に加えられるとき、ベントポンプ28は、通常、バルク供給ポンプ62からホッパ10に入る空気流れが増加することにより、より多くの空気を通気させる必要がある。
【0029】
図9で最もよく見ることができるように、各ベントポンプ28は、ホッパの内部容積に開いているポート124に流体連通された吸引入口を有しており、必須ではないが好適にはホッパ10内をわずかに負圧に維持するために必要に応じてホッパ10の上側領域から空気を吸引する。
【0030】
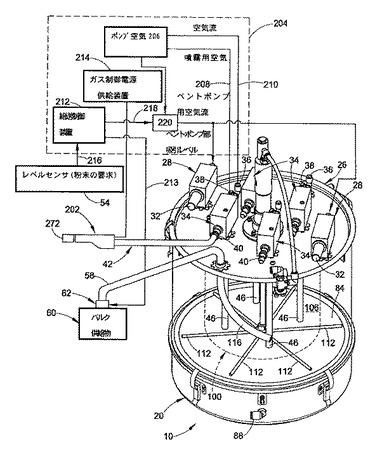
図5を参照すると、全体の粉末コーティング塗布システム200は、バルク供給物60、一以上の材料塗布デバイス202、例えば本明細書で説明する例示のホッパ10などの供給ホッパ、および、制御回路またはシステム204を含むことができる。材料塗布デバイス202は、例えば当技術分野でよく知られている任意適当なスプレー・ガンであってよい。別の適当な塗布デバイスは本明細書において後で説明する。制御回路またはシステム204は、必要に応じてソフトウェアおよびハードウェアを使用して実現されてよく、粉末コーティング材料塗布システムのための制御システムは当技術分野でよく知られている。これらの制御システムは、通常、例えば、噴霧用空気208および空気流210を給送ポンプ34に供給するための空気制御機能206や、特に粉末コーティング材料がホッパ10に必要とされるときなどの適切な時間にバルク給送ポンプ62を作動させるためのバルク給送制御機能212などの、一以上の機能を含む。静電コーティング・システムの場合、制御システム204は、通常、電力・ガン制御機能214をさらに含む。これらのすべてのシステム制御機能は当技術分野ではよく知られている。
【0031】
さらに、本明細書の本発明のうちの1つによると、制御回路204は、レベル・センサ54からのバルク給送制御入力信号216を含んでいてよい。この信号は、ホッパ10に入れる粉末の要求を指示するのに使用され得る。粉末を加える必要がある場合、給送制御装置212が、移送空気を使用して入口管116を介してバルク供給物60からホッパ10内へと粉末を移動させることができるバルク供給ポンプ62を制御ライン213を介して起動させる。給送制御装置212(あるいは、必要に応じて別の制御回路または機能)がベントポンプ28の動作を制御するのに使用されてもよい。上述したように、ベンチュリ・タイプのベントポンプの場合、ベントポンプ28によって引き出される空気流れまたは吸引力は、ポンプ入口30に到達する空気流によって制御され得る。給送制御装置212は制御弁220を作動させるのにベントポンプ制御信号218を使用することができる。制御弁220は、2つの異なる圧力または空気流量222をベントポンプ入口30まで送るのに使用され得る。粉末がホッパ10に加えられない場合、ベントポンプ28は例えば3から4cfm(毎分0.08から0.11立方メートル)といったような低いすなわち低速の吸引率で作動されてよい。この低い吸引力は、ホッパ10内を負圧に維持するために流動化空気を除去するのに使用される。しかし、粉末が加えられる場合、流動化空気に加えて、給送ポンプ62からの粉末給送物に移送空気が加えられる。したがって、給送制御装置212は、吸引力を例えば7から8cfm(毎分0.20から0.23立方メートル)まで増加させるためにベントポンプ入口30に到達する空気流222を増加させるように制御弁220を切り換えるのに使用されてよい。任意の所与のシステムのための通気用吸引力の量は、流動化空気の流量および粉末をポンプ62からホッパ10まで移送するための空気の流量に部分的に依存する。ベントポンプ28に到達する空気流が増加すると、粉末を加えるときにホッパ10からより多くの空気を引き出すためのベントポンプ28の吸引力が増大される。粉末の給送が停止されると、ベントポンプ28は低速の吸引率に戻されてよい。
【0032】
粉末をホッパ10に加えるときに必要とされる増加される通気用吸引力の大きさ、さらには、粉末が加えられないときに必要となる低速の吸引力は、限定しないが、流動化空気の量、ホッパのサイズ、密度および粒度などの粉末材料の特性、移送空気の量、ならびにホッパ入る給送率などを含めた多くの要因の関数となる。したがって、各々のセットアップにおいて、必要とされる低速の吸引力および増加される吸引力は、経験的に決定され得、セットアップ手順の一部として通気制御システム204に予め設定され得る。
【0033】
別の方法として、例えばカバー26の付近などのホッパ10の内部圧力を監視する圧力センサ(図示せず)が、粉末を加えるときおよび粉末を加えないときのホッパの内部圧力を所望される通りに維持することを目的として閉ループの圧力フィードバック制御装置を形成するのに使用されてよい。圧力センサのフィードバック信号は、流動化空気の流れまたはベントポンプ28の吸引力のいずれかあるいはそれらの両方を制御するのに使用されてよい。さらに別の代替形態として、圧力データを確認できるようにして、流動化空気の流れまたはベントポンプの吸引力あるいはその両方を制御するために手動の調整が行われてもよい。
【0034】
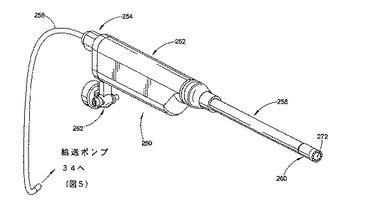
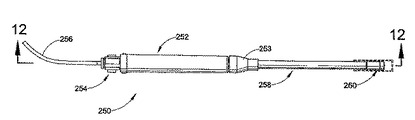
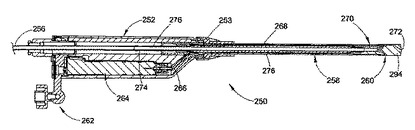
図10および11Aを参照すると、その使用が必須ではないが、本明細書で上述したホッパの概念と共に使用され得る静電スプレー・ガン250の例示の実施形態が示されている。非静電的なスプレー・ガンが使用されてもよい。したがって、ここでは、スプレー・ガン250は図5のコーティング材料塗布装置202に一致していてよい。スプレー・ガン250は、粉末給送ホース256を受ける粉末入口端部254を有するメイン・ガン・ハウジング252を含んでいてよい。給送ホース256は、反対側の端部において、例えば図1の給送ポンプ34といったような給送ポンプの出口に接続される。給送ホース256は、ここでは、例えば図5の実施形態の給送ホース42に一致していてよい。ガン・ハウジング252はランス組立体258に接続されるように適合される。ランク組立体258をメイン・ハウジング252に固定するのにナット253が使用されてよい。スプレー・ガン250は長い管状容器の内部を噴射するのによく適しているが、必要に応じて別の容器に使用されてもよい。ランス258はその遠位端にノズル260を含む。図10に示されるスプレー・ガンはバー・マウント・スタイルのガンであり、当技術分野でよく知られているガン用の支持構造体(図示せず)に付随するバーにスプレー・ガン250を取り付けるためのバー・マウント組立体262を含む。別の方法として、スプレー・ガンはチューブ・マウント・スタイルのガンであってもよく、その場合、メイン・ガン・ハウジング252は、スプレー・ガンの支持構造体に付随する管状部材によって支持されてよい。手動のスプレー・ガンが使用されてもよい。
【0035】
図12を参照すると、メイン・ハウジング252が、内側の高電圧乗算器組立体264を囲んでいる。乗算器組立体264は、抵抗・導体組立体268によって電極組立体270(図15)に電気的に接続される出口266を含む。乗算器264は、ノズル260を通って外に出る粉末コーティング粒子を静電的に帯電させるために帯電用電極チップ272(図5にも示される)に印加される高電圧出力を生成する。
【0036】
給送ホース256はメイン・ハウジング内へと延在しており、ランス組立体258の一部分として設けられてよい粉末管276のかかりつき端部274上に嵌合される。必須ではないが好適には、粉末管276の内径は、遡って給送ポンプ出口まで延在する給送ホース256の内径とほぼ同じである。粉末管276は、ランス組立体258を通って電極組立体ホルダ278(図15)まで延在する。
【0037】
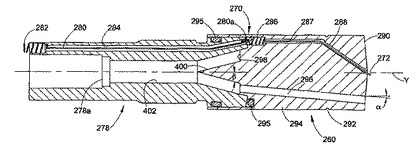
図13から15を参照すると、電極組立体270は、第1の接触ばね282を有する第1の電極線280を含むことができ、この第1の電極ワイヤは電極ホルダ278内の孔284を通過しており、導電性シール部材295と電気的接触をなす遠位端280aを有する。シール部材295は、第1の電極線280と、電極チップ272で終端する第2の電極線287に電気的に接触している第2の電極接触ばね286との間で軸方向に圧縮される。電極272はノズル260内の孔288を通過しており、したがって、この電極チップは、好適には、ノズル・フェース290のすぐ前方のノズルの中央に位置されてよい。電極ホルダ278は、粉末管276(図15)の前方側の端部を受ける孔278aを含んでいてよい。
【0038】
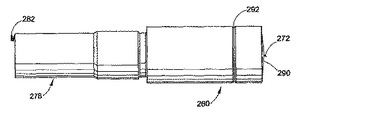
ノズル260は、例えば一以上の任意選択の溝292といったような、ノズル情報に関連する記号すなわち印を含むことができる。これらの溝292(図13から15では1つの溝が示されている)は、粉末流れ通路の数、通路の角度、直径、および関連する別の情報などのノズルの種類を示すことができる。溝は、その数に加えて、追加の情報を提供するために着色されてもよい。形状、サイズ、および色の組合せと併せて、例えば隆起したリングなどを含めた、溝以外の多くの異なる形状が別の方法として使用されてもよい。
【0039】
帯電用電極の第1の接触ばね282は、抵抗・導体組立体268(図12)と電気的接触をなす接触端部を有する。別の方法として、塗布装置250は非静電的なデバイスとして構成されてもよい。
【0040】
好適には、電極チップ272は、粉末コーティング材料噴射パターンのほぼ中心にくるようにノズル260から出る。帯電用電極287はノズル260の外側部分を通過して粉末流れ通路(296)の中央領域で終端してよく、あるいは別の方法として、例えばノズルの中心を通って真っ直ぐに延在してもよい。またさらに、帯電用電極はノズル260の外側周囲部に沿ったリブ(図示せず)を通って延在してもよい。
【0041】
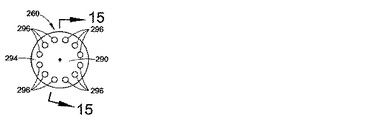
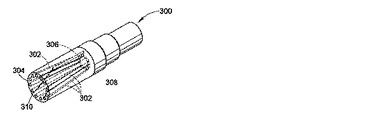
ノズル260は、その中に複数の粉末コーティング材料流れ通路296が形成されたメイン・ノズル本体294を含むことができる。ノズル本体294は、図15に示されるプレス嵌めなどの任意適当な構成によって電極ホルダ278に取り付けられてよい。大気中に逃げないようにさらには電極孔288を下って流れないように粉末コーティング材料を収容するのに、oリング295などの適当なシールが使用されてよい。流れ通路296は必須ではないが好適には互いに分離している。図15の断面の向きのために流れ通路296は1つのみ示されているが、一部の用途ではわずかに2個の流れ通路296が使用される場合もある。任意の数の複数の流れ通路296が使用されてよく、特に長く狭い容器の内部をコーティングするためには、一例として、3個から最大で12個のこのような通路が良好に機能することが分かっている。図13から15の実施形態は12個の流れ通路296の使用法を示している。図15の例示の実施形態では、流れ通路296は、ノズル260の長手方向の中心軸Yを基準とした半角である角度αで分岐しているが、本明細書で後で説明されるように、流れ通路296は図16Aから16Uで示されるようなより複雑な構成をとることもできる。一部の用途では、角度αはゼロ度であってもよく、すなわち、流れ通路296は軸Yに平行に延在してもよい。
【0042】
流れ通路296は、円錐形チップ400の底面の周りの内側表面298から延在している。円錐形チップ400は、ノズル260内へと流れ込んで複数の流れ通路296を通過する粉末コーティング材料を均等に分布させるのを補助するために軸方向において後方へと延在する。軸Yを基準とした半角である円錐の角度βは角度αと等しくても異なっていてもよい。角度αの必須ではないが適切な範囲は約0°から約20°であり、これは、コーティング処理のために2つ以上のノズルが使用されるか否かに加えて、部分的に、コーティングされる容器の内径によって決定される。角度βの必須ではないが適切な範囲は約10°から約15°であり、これらの図面では15°で示されている。
【0043】
ノズル260および流れ通路296を使用することにより、粉末噴射パターンが従来のノズル・デザインで達成されるよりも均等に分散される。したがって、複数の分離した粉末流れ通路296を備えるノズル260により、端部が開いているまたは閉じている容器をコーティングするのに塗布装置250を使用することが容易になり、容器はコーティング処理中に回転方向において静止していてよい。「回転方向において静止している」というのは、コーティング処理中に、粉末コーティング材料塗布装置250の例えばノズル296とコーティングされる容器との間に相対的な回転がないことを意味する。より特定の実施例では、容器自体を回転させる必要がなくコーティングさえ得る。また、分離した複数の流れ通路を使用することによりフィルムの厚さがより均等になる。別の方法として、必要に応じて缶またはノズルを回転させることが採用されてもよい。
【0044】
静電式の実施形態の場合、帯電用電極チップ272を噴射パターンのほぼ中心に配置することにより粉末粒子の帯電が改善され、特に、複数の分離した流れ通路296を備えるノズル260を使用することにより噴射パターン内での粉末の分布がより均等になる。
【0045】
例示の実施形態の各流れ通路296は円形断面を有し、その直径は各流れ通路の全長にわたって一定である。しかし、このような幾何形状は必須ではなく、特定の噴射パターンおよび流れ速度などを達成するために必要に応じて変更されてもよい。例えば、流れ通路は別の方法として変化する直径を有してもよく、または、円形以外の断面形状を有してもよい。分離した流れ通路296はノズル260の端面で開いており(以下の実施例を参照)、開口部は好適にはノズルの長手方向軸を中心に均等に離間される。やはり必須ではないがさらに好適には、流れ通路の全断面積が、ノズル260のすぐ上流側のノズルの入口の流れ通路402の断面積と少なくとも等しいかそれより大きい。ノズルの入口の流れ通路402の断面積は、必須ではないが好適には、粉末管276の内径の断面積とほぼ等しく、その結果、給送ポンプ34の出口から延在する粉末流れ経路の断面積がノズル260全体を通して概して一定となる。
【0046】
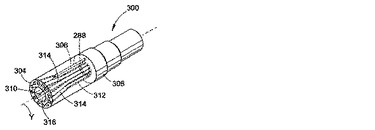
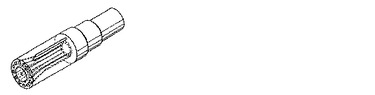
図16Aから16Uは、特に複数の分離した粉末流れ通路302の構成における、多種多様なノズル300のデザインを示している。これらの変形形態は、種々の角度および方向の粉末流れを含み、端部パターンの構成が異なっており、ここでは、流れ通路はノズルの端面304で開いている。例えば、図16Aから16Jは分岐した角度を示しており、ここでは、分離した通路のうちの種々の通路が、ノズルの長手方向の中心軸Yを基準にして等しい角度または異なる角度を有していてよい。例示の角度は、主要な粉末通路のY軸を基準にして約3度から約18度の範囲内であってよい。通路は、例えば2ミリメートルといった均一の直径を有していてよい。また、図16Aから16Uのすべての実施形態では、帯電用電極306はノズル本体308の径方向外側部分から延在しているが、停電用電極チップ310は必須ではないが好適には噴射パターンのほぼ中央領域に配置されることに留意されたい。
【0047】
図16Kから16O、16T、および16Uは、314(例えば図16Lを参照されたい(見やすいように図16Lにのみ記載))に沿うように分岐する前の流れ通路が直線部分312を含んでいてよいような、すなわち、流れ通路が中心軸Yと概して平行であるすなわちゼロ度であるような、複合流れ通路の実施例を示している。やはり、特定の端面パターンを選択することができるように、ノズル内の種々の分岐した流れ通路に対して異なる分岐角度が使用されてよい。また、これらの例示のデザインの一部は、ノズル端面内に中央円錐または別の隆起部分316を含むことに留意されたい。別の実施形態では、端面318(例えば、図16Oを参照)は隆起したドーム形状を有しいてよく、または、必要に応じて別の外形を有してもよい。図16Aから16Jの実施形態および別の実施形態では、例えば、端面304は平坦である。すべての実施形態では、流れ通路302の端面幾何形状および端面パターンを含めたこれらの特徴は、ノズル300からの特定の噴射パターン効果に影響を与えるのに使用され得る。
【0048】
図16Pから16Rは、流れ通路320が軸方向のみでなく径方向にも分岐した実施形態を示しており、互いに交差した外観すなわちねじれ構成(例えば図16Qを参照)を有する。このような構成は、例えば、噴射パターンに渦効果をもたらすのに使用され得る。図16Sに示されるさらに別の代替形態として、流れ通路は、中心軸Yから離れるように分岐する第1の部分322とおよび軸Yに向かって戻るように集束する第2の部分324とを含むことができる。
【0049】
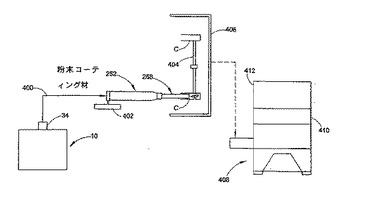
本明細書で開示される器具を用いてコーティングされ得る典型的な管形状の容器Cの実施例が図11Aに仮想線で示されており、容器をコーティングするためのシステムが図11Bに示されている。図11Aを参照すると、典型的な管形状の容器Cは、例えば、ヘアスプレー用のエアロゾル缶または金属の水筒であってよい。適切な容器は、軸方向長さが容器の直径の約3倍であってよく、一般的な直径の範囲は約0.5インチ(1.27センチメートル)以上であり、長さは約1.5インチ(3.81センチメートル)以上であり、2つの例を挙げると、エアロゾル缶の場合、一般的な直径の範囲は約1インチ(2.54センチメートル)であり、長さは約3インチ(7.6センチメートル)から約6インチ(15.2センチメートル)以上であり、金属の水筒の場合、直径は約2インチ(5.08センチメートル)で長さは約6インチ(15.2センチメートル)から12インチ(30.5センチメートル)である。しかし、これらの寸法は単に例示的な数字であること意図しており、本発明の使用を限定することを意図しない。ノズル260が容器の内部にしっかり位置されるように、ランス258が十分に細長い形状であってよいことに留意されたい。ランス258の長さは、異なる長さおよび内径の容器に対応するために必要に応じて変更される。静穏区画から粉末がホッパの外へ吸引されるような静穏区画を有するホッパ10の組合では、粉末が、スプレー・ガン252に運ばれて、ノズルの長手方向軸を中心に均等に配置されてノズルの端面304上で開いている複数の分離した粉末コーティング材料流れ通路296を有するノズル260の外へ出ることにより、コーティング処理中にノズル260に対して容器を回転させる必要が一切なく、容器Cの内側表面を非常に効率的にコーティングすることが可能となる。したがって、この器具は本開示の別の方法を実施するのに使用され得、ここでは、流動化粉末コーティング材料は、粉末コーティング材料ホッパの静穏区画から引き出され、スプレー・ガンへと運ばれ、複数の流れ通路を有するノズルの外へ出され、細長い管状の容器の内側表面をコーティングする。この方法の代替の実施形態では、コーティング処理は、スプレー・ガンのノズルと容器の表面との間での相対的な回転を用いて実施されてよい。別の実施形態では、粉末は、ホッパの、静穏区画の外側の環状領域に供給され、粉末コーティング材料はポンプ作用によりこの環状領域から外へ吸引される。別の代替の実施形態では、粉末は、ホッパの、バッフルによりバッフルの外側の環状の静穏区画から分離された中央領域に供給され、粉末コーティング材料はポンプ作用により静穏区画の外へ吸引される。
【0050】
図11Bを参照すると、この実施形態のホッパ10は、ホース400を介したポンプ34を通してスプレー・ガン252に粉末を供給する。スプレー・ガン252は、ガン252のランス258を容器Cに出し入れするように往復運動させるためのレシプロケータ402上に設置されてよい。容器Cは、容器をスプレー・ガン252の前方の位置まで割り出しするスター・ホイール404に取り付けられる。通常、容器Cは真空チャックによってスター・ホイール404に接するように保持され、コーティングの前に容器Cをスター・ホイールに装着してさらにコーティングの後に容器Cをスター・ホイールから取り外すのに従来の装置が使用される。スプレーしぶき収集フード406が、容器Cに付着しなかったいかなる粉末コーティング材料も回収するための粉末スプレーしぶき収集システム408に接続される。スプレーしぶき収集システム408は従来のタイプのシステムであってよく、移送空気に含まれる粉末をフード406から引き出してそれらの粉末をフィルター・カートリッジ(図示せず)の外側まで運ぶためのファンなどの真空源410を例えば含む。フィルター・カートリッジでは、粉末が移送空気と一般に周期的にカートリッジから分離されるようなパルスが与えられた逆流空気とから分離されて、収集システム408の底部においてホッパ(図示せず)に収集される。移送空気がスプレーしぶき収集システム408から排出される前に、最後のフィルターすなわち後続のフィルター412がフィルター・カートリッジを通過するいかなる残留粉末も捕集する。
【0051】
発明性のある態様を例示の実施形態を参照して説明してきた。本明細書を読んで理解することにより他者にも修正形態および変更形態が想起されるであろう。添付の特許請求の範囲内またはその均等物内にある限りにおいて、このような修正形態および変更形態のすべてを包含することを意図する。
【技術分野】
【0001】
本開示は、一以上のコーティング塗布デバイスに粉末を供給または給送するためのホッパを使用する粉末コーティング・システムに関する。より具体的には、本開示は、粉末の流動化された供給物を生成する粉末コーティング・ホッパに関し、さらには、別個に、このようなホッパと共に使用され得る粉末コーティング装置に関する。
【背景技術】
【0002】
粉末コーティング・システムでは、粉末コーティング材料が、一般に、バルク供給物または供給ホッパから給送ホッパへと移送され、次いで、給送ホッパから例えばスプレー・ガンなどの一以上のコーティング・デバイスへと粉末を運ぶのにポンプが使用される。給送ホッパは、一般に、スプレー・ガンまたは塗布デバイスへとポンプで押し出される前に粉末コーティング材料を流動化する流動化ホッパである。
【発明の概要】
【発明が解決しようとする課題】
【0003】
一部の粉末コーティングの用途では、所望の表面仕上げまたは別のコーティング特性を達成するために、非常に細かい粉末コーティング材料が使用されなければならない。細かい粉末に適した粉末コーティング装置が有用であるような種々の用途が存在する一方で、一例として、小径の管形状の容器を内部コーティングするための粉末コーティング・システムがある。
【課題を解決するための手段】
【0004】
本開示に示される1つの発明の一実施形態によると、粉末コーティング材料のためのホッパが、ホッパ本体と、流動化ベッドと、カバーと、ホッパ本体の内部に配置されるバッフルとを有する。粉末入口がバッフルとホッパ本体との間に配置され、バッフルが流動化粉末のための低乱流ゾーンを形成するように機能する。より具体的な実施形態では、ホッパ本体およびバッフルは円筒形であり、その結果それらの間に環状領域が形成され、粉末入口がその環状領域内に配置される。別の方法として、環状領域が低乱流ゾーンであってもよく、粉末がバッフルの内側に加えられる。別の実施形態では、バッフルの軸方向長さは、バッフルと流動化ベッドとの間に下側の間隙が形成されかつバッフルとカバーとの間に上側の間隙が形成されるように、なされる。追加の代替の実施形態では、任意選択の撹拌機が下側の間隙の領域において流動化ベッドの近傍に設けられてよく、一以上の任意選択のベントポンプがホッパを負圧に維持するのに使用されてよく、任意選択のスイッチが、カバーがホッパ本体から分離されているときに任意選択の空気圧モータを停止するのに使用されてよく、一以上のポンプが、低乱流ゾーンから一以上のコーティング材料塗布デバイスまで流動化粉末を押し出すのに使用されてよい。
【0005】
本開示はまた、粉末コーティング材料塗布デバイスおよびそのためのノズルに関する一以上の発明を提示する。一実施形態では、ノズルは、ノズルの長手方向軸を中心に配置される複数の分離した流れ通路を有することができる。
【0006】
本開示はまた、上述したホッパと、上述したコーティング材料塗布デバイスと、その組合せとを利用する粉末コーティング材料塗布システムに関する一以上の発明を提示する。
【0007】
本開示はまた、粉末供給ホッパを作動させる方法に関する一以上の発明を提示し、この方法は、粉末が内部容積に加えられるときに内部容積から空気を高速で排出し、その容積から流動化空気を通気させるために低速で排出するステップを含む。
【0008】
当業者であれば、添付図面を考慮した例示の実施形態の以下の詳細な説明より、本明細書に開示する本発明のこれらの態様および別の態様ならびに利点を理解するであろう。
【図面の簡単な説明】
【0009】
【図1】本明細書の一以上の本発明による流動化用ホッパの一実施形態を示す斜視図である。
【図2A】図1の実施形態で使用され得るホッパ本体および流動化構成の一実施形態を示す2つの回転した斜視図である。
【図2B】図1の実施形態で使用され得るホッパ本体および流動化構成の一実施形態を示す2つの回転した斜視図である。
【図3】図2Aの実施形態を示す分解図の斜視図である。
【図4】ホッパ本体が透けて示されている、図1の実施形態を示す別の斜視図である。
【図5】ホッパ本体およびバッフルが透けて示されており、完全なコーティング材料塗布システムの一実施形態が示されている、図1の実施形態を示す別の斜視図である。
【図5A】ホッパ本体およびバッフルが透けて示されている、図1の実施形態を示す立面図である。
【図6】図1の実施形態で使用されるカバーとバッフルとのサブアセンブリを示す上側から見た図である。
【図7】図6のサブアセンブリを示す下側から見た図である。
【図8】図1の実施形態で使用されるカバーと撹拌機と吸引管とのサブアセンブリを示す上側から見た図である。
【図9】図8のサブアセンブリを示す下側から見た図である。
【図10】静電スプレー・ガンを示す斜視図である。
【図11A】容器が仮想線で示される、図10のスプレー・ガンを示す上面図である。
【図11B】管をコーティングするための粉末コーティング塗布システムを示す概略図である。
【図12】線12−12に沿った、図11Aのスプレー・ガンを示す長手方向断面図である。
【図13】図10のスプレー・ガンと共に使用され得る、電極とノズルとのサブアセンブリを示す立面図である。
【図14】図13のサブアセンブリを示す端面図である。
【図15】線15−15に沿った、図14のサブアセンブリを示す長手方向断面図である。
【図16A】ノズルの種々の代替実施形態を示す図である。
【図16B】ノズルの種々の代替実施形態を示す図である。
【図16C】ノズルの種々の代替実施形態を示す図である。
【図16D】ノズルの種々の代替実施形態を示す図である。
【図16E】ノズルの種々の代替実施形態を示す図である。
【図16F】ノズルの種々の代替実施形態を示す図である。
【図16G】ノズルの種々の代替実施形態を示す図である。
【図16H】ノズルの種々の代替実施形態を示す図である。
【図16I】ノズルの種々の代替実施形態を示す図である。
【図16J】ノズルの種々の代替実施形態を示す図である。
【図16K】ノズルの種々の代替実施形態を示す図である。
【図16L】ノズルの種々の代替実施形態を示す図である。
【図16M】ノズルの種々の代替実施形態を示す図である。
【図16N】ノズルの種々の代替実施形態を示す図である。
【図16O】ノズルの種々の代替実施形態を示す図である。
【図16P】ノズルの種々の代替実施形態を示す図である。
【図16Q】ノズルの種々の代替実施形態を示す図である。
【図16R】ノズルの種々の代替実施形態を示す図である。
【図16S】ノズルの種々の代替実施形態を示す図である。
【図16T】ノズルの種々の代替実施形態を示す図である。
【図16U】ノズルの種々の代替実施形態を示す図である。
【発明を実施するための形態】
【0010】
本発明は、本明細書では例示の図および実施形態を具体的に参照して説明されるが、これらの例示の実施形態に限定されない。例えば、ホッパの概念は、多くの異なる構成のホッパおよび関連する任意選択の構成要素と共に使用され得、システムの点から見ると、多くの異なるタイプのコーティング材料塗布デバイス、ポンプ、バルク給送装置、および制御システムと共に使用され、これらはすべてよく知られているものであるか今後開発されるものであってよい。塗布デバイスおよびノズルの概念は、本明細書に示される実施形態を含めた、多くの異なるホッパ構成およびポンプなどと共に使用され得る。例示の実施形態は、小径の管形状の容器のためのコーティング塗布システムを用いて図示および考察されるが、別の容器形状および種類が別の方法としてコーティングされてもよい。
【0011】
本発明の発明性のある種々の態様、概念および特徴は、本明細書では、例示の実施形態との組合せで具体化されて説明および図示され得るが、これらの種々の態様、概念および特徴は、多くの代替の実施形態において、個別に、またはその種々の組合せおよび下位の組合せで使用され得る。これらのすべての組合せおよび下位の組合せは、本明細書で明確に除外されない限り、本発明の範囲内に含まれることを意図される。さらにまた、代替の材料、構造、構成、方法、回路、デバイスおよび構成要素、ソフトウェア、ハードウェア、制御論理、ならびに、形態や嵌合いや機能に関する代替物などの、本発明の種々の態様、概念および特徴に関する種々の代替の実施形態が本明細書では説明され得るが、これらの説明は、現在知られているまたは今後開発される使用可能な代替の実施形態の完全なまたは網羅的なリストであることを意図しない。当業者は、追加の実施形態が本明細書で明確に開示されていなくても、本発明の範囲内で、発明性のある態様、概念または特徴のうちの1つまたは複数を追加の実施形態に容易に取り入れて使用することができる。加えて、本発明の一部の特徴、概念または態様が好適な構成または方法として本明細書で説明され得る場合でも、その説明は、明確に述べられない限り、これらの特徴が必要であることまたは必須であることを示唆することを意図しない。さらにまた、本開示の理解を補助するために例示のまたは代表的な値および範囲が含まれ得るが、これらの値および範囲は限定的な意味で解釈されるべきではなく、明確に述べられる場合にのみ限界値または限界範囲であることを意図する。また、種々の態様、特徴および概念は、本明細書では、本発明の発明性のある部分または形を成す部分として明確に特定され得るが、このような特定は排他的であることを意図しておらず、そういうものとしてすなわち特定の発明の一部として明確に特定されずに本明細書で完全に説明される発明性のある態様、概念および特徴が存在していてよく、本発明は代わりに添付の特許請求の範囲に記載される。例示の方法またはプロセスの説明は、すべての事例で必要とされるようなすべてのステップを包含することに限定されず、また、これらのステップが示される順は、明確に述べられない限り、必要なものであるまたは必須であると解釈されるものでもない。
【0012】
図1を参照すると、本明細書の本発明のうちの1つまたは複数によるホッパ10の実施形態が図示されている。このホッパ10は、流動化粉末コーティング材料を一以上の塗布デバイス(例えば、図5を参照)に供給するのに使用され得、したがって、本明細書では供給ホッパとして称されてもよい。しかし、供給ホッパという用語を限定的に解釈するべきではなく、ホッパ10は、流動化粉末コーティング材料を一例として別のホッパに対するものを含めた下流の用途および使用法に提供することが望まれるような任意の使用法または用途で使用され得る。ホッパ本体、カバーおよびバッブルなど(本明細書において後で説明される)のホッパの種々の部分は、例えばステンレス鋼などの任意適当な材料で作られ得る。
【0013】
ホッパ10は、上側端部14および下側端部16を有する直円柱の形態であってよいホッパ本体12を含む。クランプまたはストラップ18あるいは別の適当な取付手段が、流動化ドラム20をホッパ本体12の下側端部16に接合するのに使用され得る。ホッパ本体12および流動化ドラム20を含んでいてよい流動化サブアセンブリ22が、後で説明する図2A、2Bおよび3でより詳細に示されている。
【0014】
クランプ18と同じであってよいが同じである必要はない、クランプまたはストラップ24あるいは別の適当な取付手段が、カバー26をホッパ本体12の上側端部14に接合するのに使用され得る。カバー26は、動作のために完全に設置されている場合、ホッパ10を密封しており、さらに、種々のポンプと、空気圧モータと、ホッパ10の組立体と共に使用される関連する装置とを支持している。例えば、一以上の任意選択のベントポンプ28がカバー26上に配置されてよい。これらのベントポンプ28は、ホッパ10内に蓄積される圧力を低下させるのに使用され得、詳細には、ホッパ10の内部を、例えば約3インチ水銀柱(7.62センチメートル水銀柱)未満程度といったようなある程度の負圧に維持するために任意選択で使用され得る。2つのベントポンプ28が図1に示されているが、より多くのベントポンプが使用されてもよくまたは単一のベントポンプ28が使用されてもよく、あるいは、一部の事例では、特にホッパ10が過圧になるのを防止ための別の手段が存在する場合、ベントポンプは省略されてもよい。図1では、ベントポンプ28は、ホッパ10内の圧力バランスを良好に維持するために径方向において互いにほぼ反対側に配置されて示されている。各ベントポンプ28は、例えば、加圧空気入口付属物30および出口32を有する従来のベンチュリ・ポンプの形態で実現されてよい。ベントポンプ28は流動化移動空気に加えてある程度の力を引き出す傾向があり、それにより、ホース(図示せず)が、粉末を捕捉してそれらの粉末をバルク供給物に戻すように廃棄するように給送するために出口32に接続される。本明細書でさらに説明するように、ホッパ10から通気される空気の量を制御するために、ベントポンプ入口30に到達する空気流れは制御され得る。ベンチュリ・タイプのベントポンプ28の場合、入口30に到達する空気流れが多くなると、ホッパ10から空気を通気させるためにより強い吸引力が発生する。
【0015】
カバー26上にはさらに一以上の給送ポンプ34が配置され、この実施例では4つの給送ポンプが示されている。給送ポンプ34は、ホッパ10から流動化粉末を吸引してそれらの粉末を例えば自動または手動の粉末スプレー・ガンといったような一以上の塗布デバイス(図5を参照)まで押し出すのに使用される。図示される給送ポンプ34は従来のベンチュリ・タイプのポンプであるが、別のポンプ・デザインが使用されてもよく、これにはデンス・フェイズ・ポンプが含まれるがそれだけに限定されない。各ポンプ34は、空気流入口付属物36および任意選択の流動化空気入口付属物38、さらには出口ホース・コネクタ40を含む。出口ホース・コネクタ40は、流動化粉末コーティング材料を塗布デバイス(図5に示されるような)まで押し出すための給送ホース42(図5)を受けるが、流動化粉末コーティング材料を例えば別のホッパを含む下流の別の使用法まで搬送するのに給送ポンプ34が任意選択で使用されてもよい。
【0016】
各給送ポンプ34は、吸引管46(図5および9)を接続するための吸引管接続部44をさらに含む。各給送ポンプ34は、流動化粉末をホッパ10からポンプ内へと吸い上げるために、付随する吸引管に流体連通されたポンプ本体内に低圧ゾーンを生成するように動作する。この吸引力を生成するために、および、各ポンプから出る流動化粉末を給送ホース42を介して付随する塗布デバイス202(図5)まで押し出すために、空気流210(図5)が使用される。
【0017】
さらに図1を参照すると、任意選択の空気圧モータ駆動式バブレータ48が設けられており、これは、加圧空気ホース52を接続するための空気用付属物50を含む。図2Bに最もよく示されるように、このバイブレータは、必須ではないが好適には、ホッパ本体12の外側で45度の角度で設置される。
【0018】
レベル・センサ構成54がホッパ本体12の外側に設けられてよく、これは必要に応じて従来のデザインであってよい。適切なレベル・センサは、オハイオ州ウェストレイクのノードソン株式会社から入手可能な部品番号237199であるが、必要に応じて別のレベル・センサが使用されてもよい。レベル・センサは、ホッパ10内の流動化粉末の高さを検出して粉末コーティング材料がホッパ10に追加される必要がある場合に信号を生成するのに使用される。多くのシステム応用例では、粉末は連続的な形またはほぼ連続的な形でホッパ10から消費されることから、レベル・センサ54は、粉末を追加することがいつ要求されるかに関する必要なフィードバックを提供する。
【0019】
この実施例ではカバー26内に、少なくとも1つの粉末入口接続部56が存在し、本明細書の例示の実施形態では2つの粉末入口接続部56が存在する。各粉末入口接続部56は、バルク給送用供給物60または粉末コーティング材料の別の供給源から粉末コーティング材料を提供する供給ホース58(図5)に接続可能である。通常、レベル・センサ54によって要求信号(が発せられたときに粉末コーティング材料をホッパ10に供給するのに、一以上の大型の粉末供給ポンプ62が使用される。各供給ポンプ62は例えばベンチュリ・ポンプであってよい。必要に応じて3つ以上の粉末入口接続部56が使用されてよい。ベンチュリ・ポンプ28と同様に、2つの粉末入口が使用される場合、これらの粉末入口は、必須ではないが好適には、より良好な流動化のためにおよび給送ポンプ34からの粉末流れを安定させるためにバランスおよび均等な粉末分布を維持するのを補助することを目的としてホッパの径方向反対側において粉末をホッパ10内に追加する。3つ以上の粉末入口が使用される場合、これらの粉末入口は、必須ではないが好適には、ホッパ10を中心に放射状に均等に離間して配置される。
【0020】
図1に示される構成要素の最後として、撹拌機用空気圧モータ64が、カバー26上において、必須ではないが好適にはカバー26の中央に配置されてよい。撹拌機用空気圧モータ64は、粉末コーティング材料を流動化するのを補助するために撹拌機66(例えば、図4、5および9)を回転させるのに使用される。撹拌機用空気圧モータ64は、空気配管68によって提供される加圧空気によって作動される。操作者または別の作業員がカバー26を動かしたり、緩めたり、分離したり、あるいはその他には取り外したりする場合、供給源(例えば、計装空気など)から空気ホース72を介して空気入口付属物74へと供給される加圧空気を遮断するのに例えばリミット・スイッチなどのスイッチ機能70が使用されてよい。これにより、カバー26がホッパ本体12から分離されている場合に撹拌機用モータ64が動作することが防止される。ホッパ10を電気的に接地するために、従来の手法で接地ストラップ76が使用されてよい。
【0021】
図2A、2Bおよび3はホッパ本体12および流動化サブアセンブリ22を単純な図で示している。ホッパ本体12は、ホッパ10の移送および位置決めを容易にするためのハンドル78(これらの図では1つのみが視認可能)を備えることができる。レベル・センサ構成54は、ホッパ10の内部に達する感知ポート80を形成する。流動化ドラム20は、流動化プレート84を支持するハウジング82を含んでいてよい。流動化ベッド20とホッパ本体12の下側端部との間に液密シールを形成するのに、適当なガスケットまたはシール86が使用されてよい。流動化プレート84は、プレート84の上方でホッパ10内に加えられる粉末コーティング材料を流動化する空気がそこを通って流れるのを可能にする任意の多孔性材料を含んでいてよい。流動化プレート84に適する材料はよく知られているようにポリエチレンである。ハウジング82は、流動化空気ホース90(図1)に接続可能である流動化空気用付属物88を含む。流動化空気は、付属部88を通ってハウジング82内に入ることによりドラム20内に入り、加圧された流動化空気が流動化プレート84を通って上方に均等に流れる。流動化プレート84の上にある粉末の重量により撓んだりガスケット86を通って落下したりしないように流動化プレート84を支持するのに、ポストまたはスタンドオフ92が使用されてよい。
【0022】
図4、6および7を参照すると、ホッパ10はバッフル100をさらに含んでいる。この実施例のバッフル100は、カバー26の下側に取り付けられたスタッド105(図7)などによりホッパ本体12内で支持され得る、端部が開いた直円柱のバッフル本体102を有する。バッフル本体102は、ホッパ本体12の内径D2より小さい外径D1を有する。D1<D2であること、および、バッフル本体102が好適にはホッパ本体12内において概して中心に配置されることにより、バッフル100とホッパ本体12との間に、粉末コーティング材料を加えるための環状領域104が形成される。環状領域104は粉末コーティング材料をホッパ10に加えるすなわち供給するのに使用され、それにより、バッフル100が、乱流および加えられる高い流量の粉末コーティング材料から概して分離される円筒形バッフル本体102の容積内に内部静穏区画すなわち低乱流ゾーン106(図5および7を参照)を画定する。給送ポンプ34用の吸引管46が下方に延在してこの穏やかな低乱流ゾーン106内に入り込んでおり(言い換えると、吸引管46はバッフル100内を下方に延在している(図7を参照))、流動化粉末の均等に分布された低乱流の供給物が給送ポンプ34によって塗布デバイスまで吸い上げられる。
【0023】
図4に示されるように、ホッパ10は長手方向の中心軸Xを有しており、例えば撹拌機66はこの中心軸Xに沿って下方に延在してホッパ10内に入り込んでいる。スタッド105がバッフル本体102の上側端部102aとカバー26の下側表面107との間に軸方向オフセットY(図7)を形成している。この軸方向オフセットYにより上側の間隙108(図5A)が形成され、ホッパ10内の圧力を均等化することが可能となる。ホッパ10の内径が約16インチ(40.6センチメートル)である場合、この上側の間隙108は例えば約8インチ(20.3センチメートル)程度であってよいが、これらの数字は単に例示的なものであり、特定の用途において必要に応じて変更され得る。
【0024】
バッフル本体102の軸方向長さも、その下側端部102bと流動化プレート84との間に下側の間隙110が形成され得るように選択される。この下側の間隙110は、粉末コーティング材料がバッフル本体100の内部領域すなわち低乱流ゾーン106内へと流れるのを可能にし、さらに、撹拌機66の一部である撹拌機アーム112を収容する。この実施例の撹拌機アーム112は、撹拌機66が回転するときに粉末コーティング材料を流動化して一様に分布させるのを補助するために、ホイール上のスポークのように主体の撹拌機シャフト114から外側へ延在していてよい。撹拌機アーム112は、必須ではないが好適には、バッフル100の外周を越えて径方向に延在しており、低乱流ゾーン106および環状ゾーン104の中を含めた流動化プレート84の表面のほとんどまたはすべてにわたって流動化粉末を撹拌する。撹拌機アーム112は流動化プレート84の表面にかなり接近して配置されてよく、下側の間隙110を通って延在していてよい。吸引管46は、必須ではない好適には、軸周りにおいて、バッフル本体102の下側端部102bの近傍ではあるが上方まで下向きに延在しており、環状領域104(図5Aでは仮想線で示される)内に存在する高乱流の流れに露出しないようになっている。
【0025】
粉末コーティング材料を環状領域104内に加えるのに入口管116が使用され得る。本明細書の例示の実施形態では、2つの入口管116が設けられる。各入口管116は、上方に延在して付随の粉末入口接続部58内に入り込んでいる第1の端部118と、環状領域104内に位置される第2の端部120とを有する。したがって、第2の端部120は出口開口部122を形成しており、粉末コーティング材料がそこを通って環状領域104内のホッパ10に供給される。これらの開口部122は、必須ではないが好適には、軸周りにおいて、バッフル本体102の下側端部102bの上方に位置され、静穏区画106内の乱流を軽減する。これらの出口開口部122は、必須ではないが好適には、径方向において互いに反対側に配置され、3つ以上の入口管が使用される場合には好適には環状領域の円周を中心に均等に分布される。しかし、一部の設計では、単一の入口管が使用されてもよい。2つ以上の入口管116を使用することにより、過圧を軽減するために供給空気の体積を減らすことが可能となり、さらに、流入空気を減らして粉末速度を低下させることも可能となる。
【0026】
図4および6に最もよく示されるように、入口管116は、管の内側表面に対する粉末コーティング材料の衝撃融合を軽減するために、それ自体がゆるやかな曲半径を有していてよい。また、管116は、出口開口部122を介して外に出る粉末コーティング材料が下向きの方向成分を有するように配置され、一方で同時に、概して接線方向に沿って環状領域104に入り込んでおり、したがって、加えられる粉末コーティング材料は、矢印Z(図4)で示される下向きの螺旋方向に沿って下側の間隙110に向かって流れる。これらの流れの向きは任意に選択されるが、粉末の分布をより一様にする傾向があり、さらには、粉末粒子が流動化プレート84および下側の間隙110に向かって移動するときに減速するのを補助する。
【0027】
入口管116は各々が、好適には同じ回転方向Zに沿って粉末コーティング材料を環状領域104内に導入する。任意選択ではあるが好適には、撹拌機66がこれと同じ方向Zに沿って回転される。方向Zは必要に応じて時計回りでも反時計回りであってもよい。例示のホッパ10内の流動化空気流れは毎分約3から4立方フィート(cfs)(毎分約0.08から0.11立方メートル)であってよいが、粉末コーティング材料を環状領域104内に加えるためのバルク空気流れは約5から6立方フィート(cfs)(毎分約0.14から0.17立方メートル)であってよい。撹拌機は任意の速度で回転してよく、90から100rpmで良好に作用することが分かっている。
【0028】
上述したように、多くの用途では、封じ込めのためにホッパ10の内部を負圧に維持することおよびホッパ10が過圧になるのを防止することが好ましい。ホッパ内部に過剰の圧力が存在すると、粉末の流動化、スプレー・ガンに達する粉末の流量、粉末の密度、および、均質性に悪影響を及ぼす場合があり、さらには、吸引力を用いてホッパから粉末を引き出すことからホッパの内部圧力の影響を受ける可能性があるベンチュリ・ポンプ34の動作に悪影響を与える場合もある。粉末コーティング材料が加えられないときでも、ベントポンプ28はホッパ10内の圧力を低下させるために作動されてよく、そうでない場合、ホッパ10内の圧力は流動化プレート84からの流動化空気によって蓄積されてしまう可能性がある。粉末コーティング材料がホッパ10に加えられるとき、ベントポンプ28は、通常、バルク供給ポンプ62からホッパ10に入る空気流れが増加することにより、より多くの空気を通気させる必要がある。
【0029】
図9で最もよく見ることができるように、各ベントポンプ28は、ホッパの内部容積に開いているポート124に流体連通された吸引入口を有しており、必須ではないが好適にはホッパ10内をわずかに負圧に維持するために必要に応じてホッパ10の上側領域から空気を吸引する。
【0030】
図5を参照すると、全体の粉末コーティング塗布システム200は、バルク供給物60、一以上の材料塗布デバイス202、例えば本明細書で説明する例示のホッパ10などの供給ホッパ、および、制御回路またはシステム204を含むことができる。材料塗布デバイス202は、例えば当技術分野でよく知られている任意適当なスプレー・ガンであってよい。別の適当な塗布デバイスは本明細書において後で説明する。制御回路またはシステム204は、必要に応じてソフトウェアおよびハードウェアを使用して実現されてよく、粉末コーティング材料塗布システムのための制御システムは当技術分野でよく知られている。これらの制御システムは、通常、例えば、噴霧用空気208および空気流210を給送ポンプ34に供給するための空気制御機能206や、特に粉末コーティング材料がホッパ10に必要とされるときなどの適切な時間にバルク給送ポンプ62を作動させるためのバルク給送制御機能212などの、一以上の機能を含む。静電コーティング・システムの場合、制御システム204は、通常、電力・ガン制御機能214をさらに含む。これらのすべてのシステム制御機能は当技術分野ではよく知られている。
【0031】
さらに、本明細書の本発明のうちの1つによると、制御回路204は、レベル・センサ54からのバルク給送制御入力信号216を含んでいてよい。この信号は、ホッパ10に入れる粉末の要求を指示するのに使用され得る。粉末を加える必要がある場合、給送制御装置212が、移送空気を使用して入口管116を介してバルク供給物60からホッパ10内へと粉末を移動させることができるバルク供給ポンプ62を制御ライン213を介して起動させる。給送制御装置212(あるいは、必要に応じて別の制御回路または機能)がベントポンプ28の動作を制御するのに使用されてもよい。上述したように、ベンチュリ・タイプのベントポンプの場合、ベントポンプ28によって引き出される空気流れまたは吸引力は、ポンプ入口30に到達する空気流によって制御され得る。給送制御装置212は制御弁220を作動させるのにベントポンプ制御信号218を使用することができる。制御弁220は、2つの異なる圧力または空気流量222をベントポンプ入口30まで送るのに使用され得る。粉末がホッパ10に加えられない場合、ベントポンプ28は例えば3から4cfm(毎分0.08から0.11立方メートル)といったような低いすなわち低速の吸引率で作動されてよい。この低い吸引力は、ホッパ10内を負圧に維持するために流動化空気を除去するのに使用される。しかし、粉末が加えられる場合、流動化空気に加えて、給送ポンプ62からの粉末給送物に移送空気が加えられる。したがって、給送制御装置212は、吸引力を例えば7から8cfm(毎分0.20から0.23立方メートル)まで増加させるためにベントポンプ入口30に到達する空気流222を増加させるように制御弁220を切り換えるのに使用されてよい。任意の所与のシステムのための通気用吸引力の量は、流動化空気の流量および粉末をポンプ62からホッパ10まで移送するための空気の流量に部分的に依存する。ベントポンプ28に到達する空気流が増加すると、粉末を加えるときにホッパ10からより多くの空気を引き出すためのベントポンプ28の吸引力が増大される。粉末の給送が停止されると、ベントポンプ28は低速の吸引率に戻されてよい。
【0032】
粉末をホッパ10に加えるときに必要とされる増加される通気用吸引力の大きさ、さらには、粉末が加えられないときに必要となる低速の吸引力は、限定しないが、流動化空気の量、ホッパのサイズ、密度および粒度などの粉末材料の特性、移送空気の量、ならびにホッパ入る給送率などを含めた多くの要因の関数となる。したがって、各々のセットアップにおいて、必要とされる低速の吸引力および増加される吸引力は、経験的に決定され得、セットアップ手順の一部として通気制御システム204に予め設定され得る。
【0033】
別の方法として、例えばカバー26の付近などのホッパ10の内部圧力を監視する圧力センサ(図示せず)が、粉末を加えるときおよび粉末を加えないときのホッパの内部圧力を所望される通りに維持することを目的として閉ループの圧力フィードバック制御装置を形成するのに使用されてよい。圧力センサのフィードバック信号は、流動化空気の流れまたはベントポンプ28の吸引力のいずれかあるいはそれらの両方を制御するのに使用されてよい。さらに別の代替形態として、圧力データを確認できるようにして、流動化空気の流れまたはベントポンプの吸引力あるいはその両方を制御するために手動の調整が行われてもよい。
【0034】
図10および11Aを参照すると、その使用が必須ではないが、本明細書で上述したホッパの概念と共に使用され得る静電スプレー・ガン250の例示の実施形態が示されている。非静電的なスプレー・ガンが使用されてもよい。したがって、ここでは、スプレー・ガン250は図5のコーティング材料塗布装置202に一致していてよい。スプレー・ガン250は、粉末給送ホース256を受ける粉末入口端部254を有するメイン・ガン・ハウジング252を含んでいてよい。給送ホース256は、反対側の端部において、例えば図1の給送ポンプ34といったような給送ポンプの出口に接続される。給送ホース256は、ここでは、例えば図5の実施形態の給送ホース42に一致していてよい。ガン・ハウジング252はランス組立体258に接続されるように適合される。ランク組立体258をメイン・ハウジング252に固定するのにナット253が使用されてよい。スプレー・ガン250は長い管状容器の内部を噴射するのによく適しているが、必要に応じて別の容器に使用されてもよい。ランス258はその遠位端にノズル260を含む。図10に示されるスプレー・ガンはバー・マウント・スタイルのガンであり、当技術分野でよく知られているガン用の支持構造体(図示せず)に付随するバーにスプレー・ガン250を取り付けるためのバー・マウント組立体262を含む。別の方法として、スプレー・ガンはチューブ・マウント・スタイルのガンであってもよく、その場合、メイン・ガン・ハウジング252は、スプレー・ガンの支持構造体に付随する管状部材によって支持されてよい。手動のスプレー・ガンが使用されてもよい。
【0035】
図12を参照すると、メイン・ハウジング252が、内側の高電圧乗算器組立体264を囲んでいる。乗算器組立体264は、抵抗・導体組立体268によって電極組立体270(図15)に電気的に接続される出口266を含む。乗算器264は、ノズル260を通って外に出る粉末コーティング粒子を静電的に帯電させるために帯電用電極チップ272(図5にも示される)に印加される高電圧出力を生成する。
【0036】
給送ホース256はメイン・ハウジング内へと延在しており、ランス組立体258の一部分として設けられてよい粉末管276のかかりつき端部274上に嵌合される。必須ではないが好適には、粉末管276の内径は、遡って給送ポンプ出口まで延在する給送ホース256の内径とほぼ同じである。粉末管276は、ランス組立体258を通って電極組立体ホルダ278(図15)まで延在する。
【0037】
図13から15を参照すると、電極組立体270は、第1の接触ばね282を有する第1の電極線280を含むことができ、この第1の電極ワイヤは電極ホルダ278内の孔284を通過しており、導電性シール部材295と電気的接触をなす遠位端280aを有する。シール部材295は、第1の電極線280と、電極チップ272で終端する第2の電極線287に電気的に接触している第2の電極接触ばね286との間で軸方向に圧縮される。電極272はノズル260内の孔288を通過しており、したがって、この電極チップは、好適には、ノズル・フェース290のすぐ前方のノズルの中央に位置されてよい。電極ホルダ278は、粉末管276(図15)の前方側の端部を受ける孔278aを含んでいてよい。
【0038】
ノズル260は、例えば一以上の任意選択の溝292といったような、ノズル情報に関連する記号すなわち印を含むことができる。これらの溝292(図13から15では1つの溝が示されている)は、粉末流れ通路の数、通路の角度、直径、および関連する別の情報などのノズルの種類を示すことができる。溝は、その数に加えて、追加の情報を提供するために着色されてもよい。形状、サイズ、および色の組合せと併せて、例えば隆起したリングなどを含めた、溝以外の多くの異なる形状が別の方法として使用されてもよい。
【0039】
帯電用電極の第1の接触ばね282は、抵抗・導体組立体268(図12)と電気的接触をなす接触端部を有する。別の方法として、塗布装置250は非静電的なデバイスとして構成されてもよい。
【0040】
好適には、電極チップ272は、粉末コーティング材料噴射パターンのほぼ中心にくるようにノズル260から出る。帯電用電極287はノズル260の外側部分を通過して粉末流れ通路(296)の中央領域で終端してよく、あるいは別の方法として、例えばノズルの中心を通って真っ直ぐに延在してもよい。またさらに、帯電用電極はノズル260の外側周囲部に沿ったリブ(図示せず)を通って延在してもよい。
【0041】
ノズル260は、その中に複数の粉末コーティング材料流れ通路296が形成されたメイン・ノズル本体294を含むことができる。ノズル本体294は、図15に示されるプレス嵌めなどの任意適当な構成によって電極ホルダ278に取り付けられてよい。大気中に逃げないようにさらには電極孔288を下って流れないように粉末コーティング材料を収容するのに、oリング295などの適当なシールが使用されてよい。流れ通路296は必須ではないが好適には互いに分離している。図15の断面の向きのために流れ通路296は1つのみ示されているが、一部の用途ではわずかに2個の流れ通路296が使用される場合もある。任意の数の複数の流れ通路296が使用されてよく、特に長く狭い容器の内部をコーティングするためには、一例として、3個から最大で12個のこのような通路が良好に機能することが分かっている。図13から15の実施形態は12個の流れ通路296の使用法を示している。図15の例示の実施形態では、流れ通路296は、ノズル260の長手方向の中心軸Yを基準とした半角である角度αで分岐しているが、本明細書で後で説明されるように、流れ通路296は図16Aから16Uで示されるようなより複雑な構成をとることもできる。一部の用途では、角度αはゼロ度であってもよく、すなわち、流れ通路296は軸Yに平行に延在してもよい。
【0042】
流れ通路296は、円錐形チップ400の底面の周りの内側表面298から延在している。円錐形チップ400は、ノズル260内へと流れ込んで複数の流れ通路296を通過する粉末コーティング材料を均等に分布させるのを補助するために軸方向において後方へと延在する。軸Yを基準とした半角である円錐の角度βは角度αと等しくても異なっていてもよい。角度αの必須ではないが適切な範囲は約0°から約20°であり、これは、コーティング処理のために2つ以上のノズルが使用されるか否かに加えて、部分的に、コーティングされる容器の内径によって決定される。角度βの必須ではないが適切な範囲は約10°から約15°であり、これらの図面では15°で示されている。
【0043】
ノズル260および流れ通路296を使用することにより、粉末噴射パターンが従来のノズル・デザインで達成されるよりも均等に分散される。したがって、複数の分離した粉末流れ通路296を備えるノズル260により、端部が開いているまたは閉じている容器をコーティングするのに塗布装置250を使用することが容易になり、容器はコーティング処理中に回転方向において静止していてよい。「回転方向において静止している」というのは、コーティング処理中に、粉末コーティング材料塗布装置250の例えばノズル296とコーティングされる容器との間に相対的な回転がないことを意味する。より特定の実施例では、容器自体を回転させる必要がなくコーティングさえ得る。また、分離した複数の流れ通路を使用することによりフィルムの厚さがより均等になる。別の方法として、必要に応じて缶またはノズルを回転させることが採用されてもよい。
【0044】
静電式の実施形態の場合、帯電用電極チップ272を噴射パターンのほぼ中心に配置することにより粉末粒子の帯電が改善され、特に、複数の分離した流れ通路296を備えるノズル260を使用することにより噴射パターン内での粉末の分布がより均等になる。
【0045】
例示の実施形態の各流れ通路296は円形断面を有し、その直径は各流れ通路の全長にわたって一定である。しかし、このような幾何形状は必須ではなく、特定の噴射パターンおよび流れ速度などを達成するために必要に応じて変更されてもよい。例えば、流れ通路は別の方法として変化する直径を有してもよく、または、円形以外の断面形状を有してもよい。分離した流れ通路296はノズル260の端面で開いており(以下の実施例を参照)、開口部は好適にはノズルの長手方向軸を中心に均等に離間される。やはり必須ではないがさらに好適には、流れ通路の全断面積が、ノズル260のすぐ上流側のノズルの入口の流れ通路402の断面積と少なくとも等しいかそれより大きい。ノズルの入口の流れ通路402の断面積は、必須ではないが好適には、粉末管276の内径の断面積とほぼ等しく、その結果、給送ポンプ34の出口から延在する粉末流れ経路の断面積がノズル260全体を通して概して一定となる。
【0046】
図16Aから16Uは、特に複数の分離した粉末流れ通路302の構成における、多種多様なノズル300のデザインを示している。これらの変形形態は、種々の角度および方向の粉末流れを含み、端部パターンの構成が異なっており、ここでは、流れ通路はノズルの端面304で開いている。例えば、図16Aから16Jは分岐した角度を示しており、ここでは、分離した通路のうちの種々の通路が、ノズルの長手方向の中心軸Yを基準にして等しい角度または異なる角度を有していてよい。例示の角度は、主要な粉末通路のY軸を基準にして約3度から約18度の範囲内であってよい。通路は、例えば2ミリメートルといった均一の直径を有していてよい。また、図16Aから16Uのすべての実施形態では、帯電用電極306はノズル本体308の径方向外側部分から延在しているが、停電用電極チップ310は必須ではないが好適には噴射パターンのほぼ中央領域に配置されることに留意されたい。
【0047】
図16Kから16O、16T、および16Uは、314(例えば図16Lを参照されたい(見やすいように図16Lにのみ記載))に沿うように分岐する前の流れ通路が直線部分312を含んでいてよいような、すなわち、流れ通路が中心軸Yと概して平行であるすなわちゼロ度であるような、複合流れ通路の実施例を示している。やはり、特定の端面パターンを選択することができるように、ノズル内の種々の分岐した流れ通路に対して異なる分岐角度が使用されてよい。また、これらの例示のデザインの一部は、ノズル端面内に中央円錐または別の隆起部分316を含むことに留意されたい。別の実施形態では、端面318(例えば、図16Oを参照)は隆起したドーム形状を有しいてよく、または、必要に応じて別の外形を有してもよい。図16Aから16Jの実施形態および別の実施形態では、例えば、端面304は平坦である。すべての実施形態では、流れ通路302の端面幾何形状および端面パターンを含めたこれらの特徴は、ノズル300からの特定の噴射パターン効果に影響を与えるのに使用され得る。
【0048】
図16Pから16Rは、流れ通路320が軸方向のみでなく径方向にも分岐した実施形態を示しており、互いに交差した外観すなわちねじれ構成(例えば図16Qを参照)を有する。このような構成は、例えば、噴射パターンに渦効果をもたらすのに使用され得る。図16Sに示されるさらに別の代替形態として、流れ通路は、中心軸Yから離れるように分岐する第1の部分322とおよび軸Yに向かって戻るように集束する第2の部分324とを含むことができる。
【0049】
本明細書で開示される器具を用いてコーティングされ得る典型的な管形状の容器Cの実施例が図11Aに仮想線で示されており、容器をコーティングするためのシステムが図11Bに示されている。図11Aを参照すると、典型的な管形状の容器Cは、例えば、ヘアスプレー用のエアロゾル缶または金属の水筒であってよい。適切な容器は、軸方向長さが容器の直径の約3倍であってよく、一般的な直径の範囲は約0.5インチ(1.27センチメートル)以上であり、長さは約1.5インチ(3.81センチメートル)以上であり、2つの例を挙げると、エアロゾル缶の場合、一般的な直径の範囲は約1インチ(2.54センチメートル)であり、長さは約3インチ(7.6センチメートル)から約6インチ(15.2センチメートル)以上であり、金属の水筒の場合、直径は約2インチ(5.08センチメートル)で長さは約6インチ(15.2センチメートル)から12インチ(30.5センチメートル)である。しかし、これらの寸法は単に例示的な数字であること意図しており、本発明の使用を限定することを意図しない。ノズル260が容器の内部にしっかり位置されるように、ランス258が十分に細長い形状であってよいことに留意されたい。ランス258の長さは、異なる長さおよび内径の容器に対応するために必要に応じて変更される。静穏区画から粉末がホッパの外へ吸引されるような静穏区画を有するホッパ10の組合では、粉末が、スプレー・ガン252に運ばれて、ノズルの長手方向軸を中心に均等に配置されてノズルの端面304上で開いている複数の分離した粉末コーティング材料流れ通路296を有するノズル260の外へ出ることにより、コーティング処理中にノズル260に対して容器を回転させる必要が一切なく、容器Cの内側表面を非常に効率的にコーティングすることが可能となる。したがって、この器具は本開示の別の方法を実施するのに使用され得、ここでは、流動化粉末コーティング材料は、粉末コーティング材料ホッパの静穏区画から引き出され、スプレー・ガンへと運ばれ、複数の流れ通路を有するノズルの外へ出され、細長い管状の容器の内側表面をコーティングする。この方法の代替の実施形態では、コーティング処理は、スプレー・ガンのノズルと容器の表面との間での相対的な回転を用いて実施されてよい。別の実施形態では、粉末は、ホッパの、静穏区画の外側の環状領域に供給され、粉末コーティング材料はポンプ作用によりこの環状領域から外へ吸引される。別の代替の実施形態では、粉末は、ホッパの、バッフルによりバッフルの外側の環状の静穏区画から分離された中央領域に供給され、粉末コーティング材料はポンプ作用により静穏区画の外へ吸引される。
【0050】
図11Bを参照すると、この実施形態のホッパ10は、ホース400を介したポンプ34を通してスプレー・ガン252に粉末を供給する。スプレー・ガン252は、ガン252のランス258を容器Cに出し入れするように往復運動させるためのレシプロケータ402上に設置されてよい。容器Cは、容器をスプレー・ガン252の前方の位置まで割り出しするスター・ホイール404に取り付けられる。通常、容器Cは真空チャックによってスター・ホイール404に接するように保持され、コーティングの前に容器Cをスター・ホイールに装着してさらにコーティングの後に容器Cをスター・ホイールから取り外すのに従来の装置が使用される。スプレーしぶき収集フード406が、容器Cに付着しなかったいかなる粉末コーティング材料も回収するための粉末スプレーしぶき収集システム408に接続される。スプレーしぶき収集システム408は従来のタイプのシステムであってよく、移送空気に含まれる粉末をフード406から引き出してそれらの粉末をフィルター・カートリッジ(図示せず)の外側まで運ぶためのファンなどの真空源410を例えば含む。フィルター・カートリッジでは、粉末が移送空気と一般に周期的にカートリッジから分離されるようなパルスが与えられた逆流空気とから分離されて、収集システム408の底部においてホッパ(図示せず)に収集される。移送空気がスプレーしぶき収集システム408から排出される前に、最後のフィルターすなわち後続のフィルター412がフィルター・カートリッジを通過するいかなる残留粉末も捕集する。
【0051】
発明性のある態様を例示の実施形態を参照して説明してきた。本明細書を読んで理解することにより他者にも修正形態および変更形態が想起されるであろう。添付の特許請求の範囲内またはその均等物内にある限りにおいて、このような修正形態および変更形態のすべてを包含することを意図する。
【特許請求の範囲】
【請求項1】
粉末コーティング材料のためのホッパであって、
ホッパ本体と、
前記ホッパ本体の上側端部のところにあるカバーと、
前記ホッパ本体の下側端部のところにある流動化ベッドと、
前記ホッパ本体の内部にあり前記流動化ベッドに向かって延在するバッフルと、
前記ホッパ本体内に粉末を給送するために配置される少なくとも1つの粉末入口であって、前記バッフルは、粉末が前記ホッパに加えられるときに流動化粉末のための低乱流ゾーンを形成するような少なくとも1つの粉末入口と、
前記低乱流ゾーンから粉末を除去するための粉末出口と
を有することを特徴とするホッパ。
【請求項2】
請求項1に記載のホッパであって、
前記ホッパ本体の外側表面に配置されるバイブレータを有することを特徴とするホッパ。
【請求項3】
請求項1に記載のホッパであって、
前記ホッパ本体が円筒を有し、前記バッフルが、前記ホッパ本体と前記バッフルとの間に環状領域を形成するために前記ホッパ本体の直径より小さい直径の円筒を有し、前記粉末入口が前記環状領域内に配置されることを特徴とするホッパ。
【請求項4】
請求項3に記載のホッパであって、
下側の間隙が前記バッフルの底部と前記流動化ベッドとの間に設けられ、上側の間隙が前記バッフルと前記カバーとの間に設けられることを特徴とするホッパ。
【請求項5】
請求項4に記載のホッパであって、
前記粉末入口が前記下側の間隙の上方に配置されることを特徴とするホッパ。
【請求項6】
請求項1に記載のホッパであって、
前記流動化ベッドの上方に密接して配置される撹拌機を有し、前記撹拌機が前記低乱流ゾーン内で流動化粉末を撹拌するように動作可能であることを特徴とするホッパ。
【請求項7】
請求項3に記載のホッパであって、
前記ホッパ内に配置される撹拌機を有し、前記撹拌機が前記低乱流ゾーンおよび前記環状領域で流動化粉末を撹拌するように動作可能であることを特徴とするホッパ。
【請求項8】
請求項1に記載のホッパであって、
粉末スプレー・ガンと、前記低乱流ゾーンから前記スプレー・ガンまで粉末を引き出すポンプと組み合わされたことを特徴とするホッパ。
【請求項9】
請求項8に記載の組合せであって、
前記スプレー・ガンがノズルを有し、前記ノズルが、前記ノズルの長手方向軸の周りに配置される複数の分離した流れ通路を有することを特徴とする組合せ。
【請求項10】
請求項9に記載の組合せであって、
前記スプレー・ガンが電極を有し、前記電極が前記ノズルの長手方向軸に沿って前記ノズルを通って延在することを特徴とする組合せ。
【請求項11】
請求項10に記載の組合せであって、
前記分離した流れ通路が、前記ノズルの出口端部から延在する前記電極の先端の周りに均等に配置されることを特徴とする組合せ。
【請求項12】
請求項11に記載の組合せであって、
前記分離した流れ通路が円形断面を有することを特徴とする組合せ。
【請求項13】
請求項1に記載のホッパであって、
前記カバー上に配置され、前記バッフル内の前記低乱流領域内へと延在する吸引管に結合される少なくとも1つのポンプを有することを特徴とするホッパ。
【請求項14】
請求項1に記載のホッパであって、
前記カバー上に配置されて前記ホッパ本体の内部容積に流体連通される少なくとも1つのベントポンプを有し、前記ベントポンプが前記ホッパ内に蓄積された圧力を低下させるように動作可能であることを特徴とするホッパ。
【請求項15】
請求項14に記載のホッパであって、
前記ベントポンプが前記ホッパ内を負圧に維持することを特徴とするホッパ。
【請求項16】
請求項7に記載のホッパであって、
前記撹拌機を回転させる空気圧モータを有することを特徴とするホッパ。
【請求項17】
請求項16に記載のホッパであって、
前記カバーが前記ホッパ本体から分離されているときに前記空気圧モータを停止させるスイッチを有することを特徴とするホッパ。
【請求項18】
請求項15に記載のホッパであって、
前記ベントポンプが、前記ホッパから流動化空気を引き出すことによって前記負圧を維持するように第1の吸引力で動作しさらに粉末が前記ホッパに加えられる時間の間、前記負圧を維持するように第2の吸引力で動作することを特徴とするホッパ。
【請求項19】
請求項1に記載のホッパであって、
前記カバーから前記バッフルと前記ホッパ本体との間のゾーン内へと下方に延在する少なくとも1つの粉末入口管を有し、前記粉末入口管が、前記粉末を下方向への円運動により前記容積内に入れる湾曲部分を有することを特徴とするホッパ。
【請求項20】
請求項19に記載のホッパであって、
前記撹拌機が、粉末材料が前記バッフルと前記ホッパ本体との間の容積内に供給されるときの方向と同じ方向に回転することを特徴とするホッパ。
【請求項21】
請求項1に記載のホッパであって、
前記低乱流ゾーンが前記バッフルと前記ホッパ本体との間にあることを特徴とするホッパ。
【請求項22】
請求項15に記載のホッパであって、
粉末が前記ホッパに加えられる必要がある時間を検出するレベル・センサと、前記レベル・センサから信号を受け取って前記ホッパに粉末を加えるために粉末供給ポンプを起動させる制御回路とを有し、前記制御回路がさらに、粉末が前記ホッパに加えられるときに前記ベントポンプをさらに高い吸引力で動作させるように制御することを特徴とするホッパ。
【請求項23】
請求項15に記載のホッパであって、
前記負圧が約3インチ水銀柱未満の範囲であることを特徴とするホッパ。
【請求項24】
内部容積を有する粉末供給ホッパを作動させるための方法であって、
前記容積内にある粉末の供給物に流動化空気を加えるステップと、
前記容積内を負圧に維持するために前記容積から流動化空気を通気させるステップと、
前記容積に粉末を加えるステップと、
粉末が前記容積に加えられている間に前記負圧を維持するために、前記容積から通気される空気の量を増加させるステップと
を含むことを特徴とする方法。
【請求項25】
請求項24に記載の方法であって、前記負圧が約3水銀インチ未満の範囲であることを特徴とする方法。
【請求項26】
請求項24に記載の方法であって、
前記容積から空気を通気させるのに吸引力が使用され、前記容積内の流動化粉末に高さに基づいて前記容積に粉末が加えられる必要がある時間を検出するステップをさらに含むことを特徴とする方法。
【請求項27】
請求項24に記載の方法であって、加えられる粉末が移送空気を含むことを特徴とする方法。
【請求項28】
管状の容器の内側表面に粉末コーティング材料を塗布するための方法であって、
粉末コーティング材料ホッパ内の粉末コーティング材料を流動化するステップと、
前記粉末コーティング材料ホッパ内の静穏区画領域から流動化粉末コーティング材料を吸引するステップと、
細長い管状の容器の内側表面をコーティングするために、前記流動化粉末を前記ホッパからスプレー・ガンまで、および前記スプレー・ガンのノズルの外まで運ぶステップと
を含むことを特徴とする方法。
【請求項29】
請求項28に記載の方法であって、コーティング処理が静電的に実施されることを特徴とする方法。
【請求項30】
請求項28に記載の方法であって、
前記静穏区画領域の周りの前記ホッパ内の環状領域に粉末コーティング材料を加えるステップを含むことを特徴とする方法。
【請求項31】
請求項28に記載の方法であって、
コーティング処理が前記容器と前記ノズルとの間での相対的な回転なしに実施されることを特徴とする方法。
【請求項32】
請求項28に記載の方法であって、
コーティング処理が、端部が開いているまたは閉じている容器内に部分的に挿入されるのに適合されたノズルを使用して実施され、前記ノズルが、前記ノズルの長手方向軸を中心に配置される複数の分離した流れ通路を有し、コーティング処理中に、粉末が前記流れ通路を通って流れて前記容器の内部をコーティングすることを特徴とする方法。
【請求項33】
請求項28に記載の方法であって、
前記ホッパが底面を有し、前記静穏区画領域が内側環状壁内に収容され、前記内側環状壁が前記ホッパ内に収容され、前記ホッパの前記底面の上方に位置される底縁部を有することを特徴とする方法。
【請求項34】
請求項28に記載の方法であって、
前記ホッパが、外壁と、前記外壁と前記内側環状壁との間に位置される環状領域とを有し、前記環状領域に粉末コーティング材料を加えるステップを含むことを特徴とする方法。
【請求項1】
粉末コーティング材料のためのホッパであって、
ホッパ本体と、
前記ホッパ本体の上側端部のところにあるカバーと、
前記ホッパ本体の下側端部のところにある流動化ベッドと、
前記ホッパ本体の内部にあり前記流動化ベッドに向かって延在するバッフルと、
前記ホッパ本体内に粉末を給送するために配置される少なくとも1つの粉末入口であって、前記バッフルは、粉末が前記ホッパに加えられるときに流動化粉末のための低乱流ゾーンを形成するような少なくとも1つの粉末入口と、
前記低乱流ゾーンから粉末を除去するための粉末出口と
を有することを特徴とするホッパ。
【請求項2】
請求項1に記載のホッパであって、
前記ホッパ本体の外側表面に配置されるバイブレータを有することを特徴とするホッパ。
【請求項3】
請求項1に記載のホッパであって、
前記ホッパ本体が円筒を有し、前記バッフルが、前記ホッパ本体と前記バッフルとの間に環状領域を形成するために前記ホッパ本体の直径より小さい直径の円筒を有し、前記粉末入口が前記環状領域内に配置されることを特徴とするホッパ。
【請求項4】
請求項3に記載のホッパであって、
下側の間隙が前記バッフルの底部と前記流動化ベッドとの間に設けられ、上側の間隙が前記バッフルと前記カバーとの間に設けられることを特徴とするホッパ。
【請求項5】
請求項4に記載のホッパであって、
前記粉末入口が前記下側の間隙の上方に配置されることを特徴とするホッパ。
【請求項6】
請求項1に記載のホッパであって、
前記流動化ベッドの上方に密接して配置される撹拌機を有し、前記撹拌機が前記低乱流ゾーン内で流動化粉末を撹拌するように動作可能であることを特徴とするホッパ。
【請求項7】
請求項3に記載のホッパであって、
前記ホッパ内に配置される撹拌機を有し、前記撹拌機が前記低乱流ゾーンおよび前記環状領域で流動化粉末を撹拌するように動作可能であることを特徴とするホッパ。
【請求項8】
請求項1に記載のホッパであって、
粉末スプレー・ガンと、前記低乱流ゾーンから前記スプレー・ガンまで粉末を引き出すポンプと組み合わされたことを特徴とするホッパ。
【請求項9】
請求項8に記載の組合せであって、
前記スプレー・ガンがノズルを有し、前記ノズルが、前記ノズルの長手方向軸の周りに配置される複数の分離した流れ通路を有することを特徴とする組合せ。
【請求項10】
請求項9に記載の組合せであって、
前記スプレー・ガンが電極を有し、前記電極が前記ノズルの長手方向軸に沿って前記ノズルを通って延在することを特徴とする組合せ。
【請求項11】
請求項10に記載の組合せであって、
前記分離した流れ通路が、前記ノズルの出口端部から延在する前記電極の先端の周りに均等に配置されることを特徴とする組合せ。
【請求項12】
請求項11に記載の組合せであって、
前記分離した流れ通路が円形断面を有することを特徴とする組合せ。
【請求項13】
請求項1に記載のホッパであって、
前記カバー上に配置され、前記バッフル内の前記低乱流領域内へと延在する吸引管に結合される少なくとも1つのポンプを有することを特徴とするホッパ。
【請求項14】
請求項1に記載のホッパであって、
前記カバー上に配置されて前記ホッパ本体の内部容積に流体連通される少なくとも1つのベントポンプを有し、前記ベントポンプが前記ホッパ内に蓄積された圧力を低下させるように動作可能であることを特徴とするホッパ。
【請求項15】
請求項14に記載のホッパであって、
前記ベントポンプが前記ホッパ内を負圧に維持することを特徴とするホッパ。
【請求項16】
請求項7に記載のホッパであって、
前記撹拌機を回転させる空気圧モータを有することを特徴とするホッパ。
【請求項17】
請求項16に記載のホッパであって、
前記カバーが前記ホッパ本体から分離されているときに前記空気圧モータを停止させるスイッチを有することを特徴とするホッパ。
【請求項18】
請求項15に記載のホッパであって、
前記ベントポンプが、前記ホッパから流動化空気を引き出すことによって前記負圧を維持するように第1の吸引力で動作しさらに粉末が前記ホッパに加えられる時間の間、前記負圧を維持するように第2の吸引力で動作することを特徴とするホッパ。
【請求項19】
請求項1に記載のホッパであって、
前記カバーから前記バッフルと前記ホッパ本体との間のゾーン内へと下方に延在する少なくとも1つの粉末入口管を有し、前記粉末入口管が、前記粉末を下方向への円運動により前記容積内に入れる湾曲部分を有することを特徴とするホッパ。
【請求項20】
請求項19に記載のホッパであって、
前記撹拌機が、粉末材料が前記バッフルと前記ホッパ本体との間の容積内に供給されるときの方向と同じ方向に回転することを特徴とするホッパ。
【請求項21】
請求項1に記載のホッパであって、
前記低乱流ゾーンが前記バッフルと前記ホッパ本体との間にあることを特徴とするホッパ。
【請求項22】
請求項15に記載のホッパであって、
粉末が前記ホッパに加えられる必要がある時間を検出するレベル・センサと、前記レベル・センサから信号を受け取って前記ホッパに粉末を加えるために粉末供給ポンプを起動させる制御回路とを有し、前記制御回路がさらに、粉末が前記ホッパに加えられるときに前記ベントポンプをさらに高い吸引力で動作させるように制御することを特徴とするホッパ。
【請求項23】
請求項15に記載のホッパであって、
前記負圧が約3インチ水銀柱未満の範囲であることを特徴とするホッパ。
【請求項24】
内部容積を有する粉末供給ホッパを作動させるための方法であって、
前記容積内にある粉末の供給物に流動化空気を加えるステップと、
前記容積内を負圧に維持するために前記容積から流動化空気を通気させるステップと、
前記容積に粉末を加えるステップと、
粉末が前記容積に加えられている間に前記負圧を維持するために、前記容積から通気される空気の量を増加させるステップと
を含むことを特徴とする方法。
【請求項25】
請求項24に記載の方法であって、前記負圧が約3水銀インチ未満の範囲であることを特徴とする方法。
【請求項26】
請求項24に記載の方法であって、
前記容積から空気を通気させるのに吸引力が使用され、前記容積内の流動化粉末に高さに基づいて前記容積に粉末が加えられる必要がある時間を検出するステップをさらに含むことを特徴とする方法。
【請求項27】
請求項24に記載の方法であって、加えられる粉末が移送空気を含むことを特徴とする方法。
【請求項28】
管状の容器の内側表面に粉末コーティング材料を塗布するための方法であって、
粉末コーティング材料ホッパ内の粉末コーティング材料を流動化するステップと、
前記粉末コーティング材料ホッパ内の静穏区画領域から流動化粉末コーティング材料を吸引するステップと、
細長い管状の容器の内側表面をコーティングするために、前記流動化粉末を前記ホッパからスプレー・ガンまで、および前記スプレー・ガンのノズルの外まで運ぶステップと
を含むことを特徴とする方法。
【請求項29】
請求項28に記載の方法であって、コーティング処理が静電的に実施されることを特徴とする方法。
【請求項30】
請求項28に記載の方法であって、
前記静穏区画領域の周りの前記ホッパ内の環状領域に粉末コーティング材料を加えるステップを含むことを特徴とする方法。
【請求項31】
請求項28に記載の方法であって、
コーティング処理が前記容器と前記ノズルとの間での相対的な回転なしに実施されることを特徴とする方法。
【請求項32】
請求項28に記載の方法であって、
コーティング処理が、端部が開いているまたは閉じている容器内に部分的に挿入されるのに適合されたノズルを使用して実施され、前記ノズルが、前記ノズルの長手方向軸を中心に配置される複数の分離した流れ通路を有し、コーティング処理中に、粉末が前記流れ通路を通って流れて前記容器の内部をコーティングすることを特徴とする方法。
【請求項33】
請求項28に記載の方法であって、
前記ホッパが底面を有し、前記静穏区画領域が内側環状壁内に収容され、前記内側環状壁が前記ホッパ内に収容され、前記ホッパの前記底面の上方に位置される底縁部を有することを特徴とする方法。
【請求項34】
請求項28に記載の方法であって、
前記ホッパが、外壁と、前記外壁と前記内側環状壁との間に位置される環状領域とを有し、前記環状領域に粉末コーティング材料を加えるステップを含むことを特徴とする方法。
【図1】

【図2A】

【図2B】
【図3】
【図4】
【図5】
【図5A】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11A】
【図11B】
【図12】
【図13】
【図14】
【図15】
【図16A】
【図16B】

【図16C】

【図16D】

【図16E】

【図16F】

【図16G】

【図16H】

【図16I】

【図16J】

【図16K】

【図16L】
【図16M】

【図16N】

【図16O】

【図16P】

【図16Q】

【図16R】

【図16S】

【図16T】
【図16U】

【図2A】
【図2B】
【図3】
【図4】
【図5】
【図5A】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11A】
【図11B】
【図12】
【図13】
【図14】
【図15】
【図16A】
【図16B】
【図16C】
【図16D】
【図16E】
【図16F】
【図16G】
【図16H】
【図16I】
【図16J】
【図16K】
【図16L】
【図16M】
【図16N】
【図16O】
【図16P】
【図16Q】
【図16R】
【図16S】
【図16T】
【図16U】
【公表番号】特表2012−512026(P2012−512026A)
【公表日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願番号】特願2011−542375(P2011−542375)
【出願日】平成21年12月16日(2009.12.16)
【国際出願番号】PCT/US2009/068238
【国際公開番号】WO2010/077936
【国際公開日】平成22年7月8日(2010.7.8)
【出願人】(391019120)ノードソン コーポレーション (150)
【氏名又は名称原語表記】NORDSON CORPORATION
【Fターム(参考)】
【公表日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願日】平成21年12月16日(2009.12.16)
【国際出願番号】PCT/US2009/068238
【国際公開番号】WO2010/077936
【国際公開日】平成22年7月8日(2010.7.8)
【出願人】(391019120)ノードソン コーポレーション (150)
【氏名又は名称原語表記】NORDSON CORPORATION
【Fターム(参考)】
[ Back to top ]