
静電潜像現像用キャリア、静電潜像現像用現像剤、現像剤カートリッジ、画像形成装置、およびプロセスカートリッジ
【課題】形成された画像における粒状性のムラが抑制される。
【解決手段】結着樹脂中に磁性体が含有され、且つ表面粗さRaが0.3μm以上0.5μm以下である芯材と、該芯材の表面を被覆し且つ樹脂を含有する樹脂層と、を有する静電潜像現像用キャリア。
【解決手段】結着樹脂中に磁性体が含有され、且つ表面粗さRaが0.3μm以上0.5μm以下である芯材と、該芯材の表面を被覆し且つ樹脂を含有する樹脂層と、を有する静電潜像現像用キャリア。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、静電潜像現像用キャリア、静電潜像現像用現像剤、現像剤カートリッジ、画像形成装置、およびプロセスカートリッジに関する。
【背景技術】
【0002】
電子写真方式の画像形成において現像剤の現像方式としては数多く知られているが、その中でも静電荷像現像用キャリアとトナーとを混合してなる、所謂二成分現像剤の代表的な方法として、磁気ブラシ法が挙げられる。
この方法は、キャリアに磁性を有する粒子を用い、トナーと磁性キャリアとからなる現像剤を磁石で保持させ、その磁石の磁界により現像剤をブラシ状に形成させ、次いで該磁気ブラシが感光体上の静電潜像に接触することによって、ブラシ中のトナーがその潜像の電荷量の大きさに応じて引き付けられ、現像されるものである。
【0003】
この磁気ブラシ法に用いるキャリアとして、表面に微細な凹凸を有する粒子が提案されており、凹凸の大きさは1μm以上20μm以下が好ましいと記載されている(例えば特許文献1参照)。
また、磁性を有する真球状の粒子上に、それを被覆する形態に設けられた外殻層が層内に内包される微粒子に基く凹凸を有し、かつ、最表面がシリコーン樹脂で被覆されており、前記凹凸の平均高低差が0.1μm以上2.0μm以下であるキャリアが開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平5−197212号公報
【特許文献2】特開2002−287431号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、芯材の表面粗さRaが0.3μm以上0.5μm以下でない場合に比べ、28℃/85%RHの環境下にて画像面積率100%で形成された画像における粒状性のムラが抑制される。
【課題を解決するための手段】
【0006】
上記課題は、以下の本発明によって達成される。
即ち、請求項1に係る発明は、
結着樹脂中に磁性体が含有され、且つ表面粗さRaが0.3μm以上0.5μm以下である芯材と、
該芯材の表面を被覆し且つ樹脂を含有する樹脂層と、
を有する静電潜像現像用キャリアである。
【0007】
請求項2に係る発明は、
前記芯材の個数平均粒子径をD(μm)とした時、前記芯材の表面から1/8D(μm)までの領域に、粒径が0.8μm以上5μm以下の粒子を含有する請求項1に記載の静電潜像現像用キャリアである。
【0008】
請求項3に係る発明は、
前記芯材の表面積に対する、該芯材の表面から突出している部分の前記粒子の面積の比率が15%以上40%以下である請求項2に記載の静電潜像現像用キャリアである。
【0009】
請求項4に係る発明は、
静電潜像現像用トナーと、
結着樹脂中に磁性体が含有され、且つ表面粗さRaが0.3μm以上0.5μm以下である芯材、および、該芯材の表面を被覆し且つ樹脂を含有する樹脂層を有する静電潜像現像用キャリアと、
を含有する静電潜像現像用現像剤である。
【0010】
請求項5に係る発明は、
静電潜像現像用トナーと、
結着樹脂中に磁性体が含有され、且つ表面粗さRaが0.3μm以上0.5μm以下である芯材、および、該芯材の表面を被覆し且つ樹脂を含有する樹脂層を有する静電潜像現像用キャリアと、
を含有する静電潜像現像用現像剤を収容してなる現像剤カートリッジである。
【0011】
請求項6に係る発明は、
像保持体と、
前記像保持体表面を帯電する帯電装置と、
帯電された前記像保持体表面に静電潜像を形成する潜像形成装置と、
静電潜像現像用トナー、並びに、結着樹脂中に磁性体が含有され、且つ表面粗さRaが0.3μm以上0.5μm以下である芯材、および、該芯材の表面を被覆し且つ樹脂を含有する樹脂層を有する静電潜像現像用キャリアを含有する静電潜像現像用現像剤、を収容してなり、該静電潜像現像用現像剤における前記静電潜像現像用トナーによって前記静電潜像をトナー像として現像する現像装置と、
前記像保持体表面に形成された前記トナー像を被転写体表面に転写する転写装置と、
を有する画像形成装置である。
【0012】
請求項7に係る発明は、
静電潜像現像用トナーと、結着樹脂中に磁性体が含有され、且つ表面粗さRaが0.3μm以上0.5μm以下である芯材、および、該芯材の表面を被覆し且つ樹脂を含有する樹脂層を有する静電潜像現像用キャリアと、を含有する静電潜像現像用現像剤を収容してなり、
前記静電潜像現像用現像剤を保持して搬送する現像剤保持体を備えるプロセスカートリッジである。
【発明の効果】
【0013】
請求項1に係る発明によれば、芯材の表面粗さRaが0.3μm以上0.5μm以下でない場合に比べ、28℃/85%RHの環境下にて画像面積率100%で形成された画像における粒状性のムラが抑制される。
【0014】
請求項2に係る発明によれば、芯材の個数平均粒子径をD(μm)とした時、芯材の表面から1/8D(μm)までの領域に、粒径が0.8μm以上5μm以下の粒子を含有しない場合に比べ、28℃/85%RHの環境下にて画像面積率100%で形成された画像における初期の粒状性のムラがより抑制される。
【0015】
請求項3に係る発明によれば、芯材の表面積に対する、該芯材の表面から突出している部分の粒子の面積の比率が15%以上40%以下でない場合に比べ、28℃/85%RHの環境下にて画像面積率100%で形成された画像における経時での粒状性のムラが抑制される。
【0016】
請求項4に係る発明によれば、静電潜像現像用キャリアにおける芯材の表面粗さRaが0.3μm以上0.5μm以下でない場合に比べ、28℃/85%RHの環境下にて画像面積率100%で形成された画像における粒状性のムラが抑制される。
【0017】
請求項5に係る発明によれば、静電潜像現像用キャリアにおける芯材の表面粗さRaが0.3μm以上0.5μm以下でない場合に比べ、28℃/85%RHの環境下にて画像面積率100%で形成された画像における粒状性のムラが抑制される。
【0018】
請求項6に係る発明によれば、静電潜像現像用現像剤の静電潜像現像用キャリアにおける芯材の表面粗さRaが0.3μm以上0.5μm以下でない場合に比べ、粒状性のムラが抑制された画像が得られる。
【0019】
請求項7に係る発明によれば、静電潜像現像用現像剤の静電潜像現像用キャリアにおける芯材の表面粗さRaが0.3μm以上0.5μm以下でない場合に比べ、粒状性のムラが抑制された画像が得られる。
【図面の簡単な説明】
【0020】
【図1】本実施形態の画像形成装置の一例を示す概略構成図である。
【図2】本実施形態のプロセスカートリッジの一例を示す概略構成図である。
【発明を実施するための形態】
【0021】
以下、本発明の実施形態について詳細に説明する。
【0022】
<静電潜像現像用キャリア>
本実施形態に係る静電潜像現像用キャリアは、結着樹脂中に磁性体が含有され、且つ表面粗さRaが0.3μm以上0.5μm以下である芯材と、該芯材の表面を被覆し且つ樹脂を含有する樹脂層と、を有する。
【0023】
結着樹脂中に磁性体が含有されてなるキャリアは、前述の磁気ブラシを形成する構造として、ブラシの長さが短く且つブラシの本数が多く形成されやすい。中でも特に、キャリアの表面に凹凸がないキャリアは密なブラシ構造となり、また特に高温高湿(以下、「28℃/85%RH」であることを意味する。)下の高トナー濃度条件でベタ画像を出力する場合、磁気ブラシ中でトナーが偏在しやすくなり、トナーが塊のまま画像部に飛び易くなると考えられ、その結果形成された画像において粒状性にムラが発生することがあった。
【0024】
尚、芯材の表面粗さRaが0.3μmより小さいと、像保持体にトナーを転写する現像剤保持部材の表面に形成される磁気ブラシが密になりやすく、キャリア表面でトナーが滑り易くなり、このキャリア表面でトナーの偏在が発生するため、特にベタ画像を形成した場合等にトナーが塊で転写され、画像の粒状性にムラが生じるものと考えられる。この現象は、特に高温高湿環境など帯電量が小さくなる環境下において顕著に生じる。一方、Raが0.5μmより大きいと、磁気ブラシにおいて短く且つムラがあるブラシが形成され、その結果、形成される画像において粒状性にムラが生じるものと考えられる。
これに対し、芯材の表面粗さRaが上記範囲に制御されると、キャリア表面の粗さが長期にわたって好適な範囲に保たれ、キャリア表面に適度な空隙が形成されるため、トナーの偏在が発生せず、且つ、適切な磁気ブラシが長期にわたって形成されるため、磁気ブラシの長さ方向およびプロセス方向の全体からトナーがムラなく転写され、高温高湿環境などにおいても粒状性のムラが抑制された画像が得られるものと推察される。
尚、芯材と樹脂層とを有するキャリアにおけるキャリア表面(即ち樹脂層の表面)の粗さでなく、上記の通り芯材の表面粗さRaを規定したのには、以下の理由がある。即ち、樹脂層の表面が粗面化されているだけでは長期にわたって好適な範囲の粗さが維持されないためであり、芯材の表面が上記範囲に粗面化されていることで粒状性のムラ抑制の効果が長期にわたって維持し得ることを見出したためである。
【0025】
(キャリアの組成)
本実施形態に係るキャリアは、芯材と、前記芯材を被覆する樹脂層と、を有する。
−芯材−
・芯材の表面粗さRa
芯材は、結着樹脂中に磁性体が含有され、且つ表面粗さRaが0.3μm以上0.5μm以下である。
尚、芯材の表面粗さRaは、更に0.35μm以上0.5μm以下がより好ましく、0.4μm以上0.5μm以下が特に好ましい。
【0026】
尚、芯材の表面粗さRaは、JIS−B0601(1994年)に準拠して超深度カラー3D形状測定顕微鏡(VK−9500、キーエンス)により測定される。
【0027】
芯材の表面粗さRaを上記範囲に制御する方法としては、特に限定されるものではないが、芯材の個数平均粒子径をD(μm)とした時、芯材の表面から1/8D(μm)までの領域(以下単に「最表層部」と称す)に特定の粒径の粒子を含有させることが好ましい。最表層部に上記の粒子を含有することで該粒子が芯材の表面から突出して凹凸が形成され、前記表面粗さRaが達成される。
【0028】
なお、芯材の個数平均粒子径の測定は、以下の方法により行なわれる。
2液式接着剤クイック30(コニシ株式会社製)の混合液70質量部に、キャリア30質量部を加えてさらに混合し、25℃環境下で48時間静置して硬化させる。硬化後の包埋物を剃刀で形を整えた後、ダイヤモンドナイフSK2035(住友電気工業株式会社製)を取り付けたウルトラミクロトーム装置(LEICA社製、URUTRACUT UCT)により切削する(面出し)。更に光学顕微鏡で切断面の平滑性を確認しながら、平滑な切断面が形成されるまで切削を実施して試験片を作製する。得られた試験片を走査型電子顕微鏡にて観察することで、試験片の断面画像を得る。得られた画像を画像解析ソフトWinROOF(三谷商事(株)製)に取り込み、モノクロ画像化した後、解析することで、個数平均粒子径を測定する。測定は、キャリア1個に対して4箇所で測定し、且つ無作為に選択したキャリア50個の算術平均とする。
【0029】
・芯材の最表層部に含有される粒子
具体的には、芯材の最表層部に、粒径が0.8μm以上5μm以下の粒子を含有させることが好ましく、1.5μm以上5μm以下の粒子がより好ましく、1.5μm以上4μm以下の粒子が特に好ましい。
尚、最表層部に含有される上記粒子の粒径は、走査型顕微鏡により観察した芯材表面を画像解析ソフト(WinROOF)に取り込み、モノクロ画像化した後、最大部分の粒径を測定することにより行なわれる。
【0030】
芯材の最表層部に粒径が上記範囲である粒子を含有することで、たとえ高温高湿下においても現像器内でトナーとキャリアとの混合攪拌が良好に行なわれ、キャリアの表面にトナーがムラなく存在し、粒状性に優れた画像が得られるものと考えられる。
【0031】
芯材の最表層部に含有される上記粒子は芯材の表面から突出(芯材表面から露出したものや芯材を形成する樹脂に覆われているが芯材表面よりも出っ張っているものを含む)している。芯材の表面から突出している部分の前記粒子の面積の、芯材の表面積に対する比率(粒子突出部の存在割合)は15%以上40%以下が好ましい。更には15%以上35%以下の粒子がより好ましく、20%以上35%以下の粒子が特に好ましい。
【0032】
上記粒子突出部の存在割合が上記範囲であると、下限値以上であることにより、高速で画像を形成した場合であっても流動性が確保され、帯電量の低下が抑制されて、粒状性の悪化が抑制される。一方、上記上限値以下であることにより、経時で最表層部に前記粒子の露出が生じることによる帯電量の分布のバラツキが抑制され、粒状性の悪化が抑制される。
【0033】
尚、上記粒子突出部の存在割合の測定は、走査型顕微鏡により観察した芯材表面を画像解析ソフト(WinROOF)に取り込み、モノクロ画像化した後、最大部分の粒径が上記粒径範囲である粒子を一つずつ選択して、面積比率を計測することにより行なわれ、無作為に選択した芯材表面50視野の平均値とする。
【0034】
芯材最表層部に含有される粒子は、磁性体の粒子であっても非磁性体の粒子であっても構わない。但し、非磁性体の粒子を含有する場合、磁力が低下して特に高速で画像形成する領域でのキャリア飛散を抑制する観点から、該非磁性体の粒子による粒子突出部の存在割合が大きくなり過ぎないよう制御することが好ましい。具体的には、芯材の最表層部に含有される磁性体の粒子と非磁性体の粒子の内、非磁性体の粒子の割合は5質量%以上40質量%以下であることが好ましく、7質量%以上30質量%以下であることがより好ましい。
【0035】
また、芯材中における磁性体および非磁性体の総量の含有量としては、50質量%以上99質量%以下であることが望ましく、60質量%以上99質量%以下であることがより望ましく、70質量%以上95質量%以下であることが更に望ましい。
【0036】
・磁性体の粒子
芯材に含有される磁性体の粒子の材質としては、例えば、鉄、鋼、ニッケル、コバルト等の磁性金属、これらとマンガン、クロム、希土類元素等との合金(例えば、ニッケル−鉄合金、コバルト−鉄合金、アルミニウム−鉄合金等)、フェライト、マグネタイト等の磁性酸化物等が適用され、これらの中でも特性が安定している点から、フェライトおよびマグネタイトが好ましい。
【0037】
磁性体の粒子の粒径は、0.01μm以上5μm以下であることが望ましく、0.1μm以上2m以下であることがより望ましく、0.1μm以上1μm以下であることが更に望ましい。
【0038】
・非磁性体の粒子
芯材に含有される非磁性体の粒子の材質としては、例えば、酸化チタン、シリカ、アルミナ、酸化亜鉛、酸化マグネシウム、ヘマタイト等が適用される。
【0039】
非磁性体の粒子の粒径は、0.8μm以上5μm以下であることが望ましく、1.5μm以上5μm以下の粒子がより望ましく、1.5μm以上4μm以下の粒子が特に望ましい。
【0040】
・粒子が含有される領域
芯材に含有される、粒径が前述の範囲の粒子(磁性体粒子および/または非磁性体粒子)は、極力芯材の最表層部に含有することが好ましい。
芯材の最表層部における上記粒子の濃度は、60%以上であることが好ましく、70%以上であることがより好ましく、80%以上であることが特に好ましい。
【0041】
尚、上記濃度は、以下の方法により測定される。
2液式接着剤クイック30(コニシ株式会社製)の混合液70質量部に、キャリア30質量部を加えてさらに混合し、25℃環境下で48時間静置して硬化させる。硬化後の包埋物を剃刀で形を整えた後、ダイヤモンドナイフSK2035(住友電気工業株式会社製)を取り付けたウルトラミクロトーム装置(LEICA社製、URUTRACUT UCT)により切削する(面出し)。更に光学顕微鏡で切断面の平滑性を確認しながら、平滑な切断面が形成されるまで切削を実施して試験片を作製する。得られた試験片を走査型電子顕微鏡にて観察することで、試験片の断面画像を得る。得られた画像を画像解析ソフトWinROOF(三谷商事(株)製)に取り込み、「(芯材の表面から1/8Dの領域において粒子が占める総面積)/(芯材の表面から1/8Dの領域の総面積)×100」を計算することで、キャリア1個あたりの濃度を算出する。上記粒子の濃度は、無作為に選択したキャリア50個の算術平均とする。
なお、キャリア1個を1視野で正確に計算することが困難な場合には倍率を上げた上で、視野内について上記の計算を行い、これをキャリア1個あたり4か所(90度間隔)について行った結果の平均をキャリア1個あたりの濃度とする。そして、無作為に選択したキャリア50個について同様に測定した結果の算術平均を最終的に上記キャリアの濃度とする。
【0042】
・結着樹脂
芯材を構成する結着樹脂としては、スチレン系樹脂、アクリル系樹脂、スチレン−アクリル系共重合樹脂、ポリオレフィン系樹脂、フェノール系樹脂等が挙げられる。
【0043】
また、芯材には更にその他の成分を含有してよく、該その他の成分としては例えば、帯電制御剤、フッ素含有粒子などが挙げられる。
【0044】
・芯材の製造方法
芯材の製造方法は、例えば
(1)磁性体と結着樹脂とを、バンバリーミキサー、ニーダーなどを用いて溶融混練し、冷却した後に粉砕し、分級する「溶融混練法」(例えば特公昭59−24416号公報、特公平8−3679号公報等に記載)
(2)結着樹脂のモノマー単位と磁性体とを溶媒中に分散して懸濁液を調製し、この懸濁液を重合させる「懸濁重合法」(例えば特開平5−100493号公報等に記載)
(3)樹脂溶液中に磁性体を混合分散した後、噴霧乾燥する「スプレードライ法」
(4)結着樹脂の重合性モノマーと磁性体を混合した後、この組成物を造粒し重合する「重合法」(特許第349981号等に記載)
等のいずれの方法であっても構わない。上記いずれの製法において、磁性体を何らかの手段により調製しておき、この磁性体の粒子と結着樹脂とを混合し、前記磁性体を結着樹脂中に含有させる工程を含む。
【0045】
尚、粒径が前述の範囲である粒子(磁性体粒子および/または非磁性体粒子)を芯材の最表層部に含有させる方法としては、例えば、芯材の最表層部に含有される磁性体の粒子または非磁性体の粒子を芯材内部に含有される磁性体とは異なる処方で処理することに加えて、上記(1)「溶融混練法」であれば、前記溶融混練の際に温度を低くしておいて溶融混練の後半に粒子を添加して付着させる手段が、上記(2)「懸濁重合法」および(4)「重合法」であれば重合が進行している途中であって重合が完了する前の状態において粒子を添加して付着させる手段が、上記(3)「スプレードライ法」であれば、前記噴霧の後半に粒子を添加して付着させる手段が、挙げられる。
尚、これらの方法によれば、最表層部に上記粒子が存在し且つ粒子が含有される部分と含有されていない部分とが一体的に成形された(界面が確認されない)芯材が得られる。
【0046】
−樹脂層−
本実施形態に係るキャリアは、芯材の表面を被覆し樹脂を含有する樹脂層を有する。
該樹脂層を構成する樹脂としては、特に制限はなく、目的に応じて選択される。例えば、ポリエチレン、ポリプロピレン等のポリオレフィン系樹脂;ポリスチレン、アクリル樹脂、ポリアクリロニトリル、ポリビニルアセテート、ポリビニルアルコール、ポリビニルブチラール、ポリ塩化ビニル、ポリビニルカルバゾール、ポリビニルエーテルおよびポリビニルケトン等のポリビニル系樹脂およびポリビニリデン系樹脂;塩化ビニル−酢酸ビニル共重合体;スチレン−アクリル酸共重合体;オルガノシロキサン結合からなるストレートシリコーン樹脂またはその変性品;ポリテトラフルオロエチレン、ポリフッ化ビニル、ポリフッ化ビニリデン、ポリクロロトリフルオロエチレン等のフッ素系樹脂;シリコーン樹脂;ポリエステル;ポリウレタン;ポリカーボネート;フェノール樹脂;尿素−ホルムアルデヒド樹脂、メラミン樹脂、ベンゾグアナミン樹脂、ユリア樹脂、ポリアミド樹脂等のアミノ樹脂;エポキシ樹脂、等の樹脂が挙げられる。また、シクロアルキル基を含むモノマーの単独重合体、シクロアルキル基を含むモノマーを2種類以上重合した共重合体、シクロアルキル基を含むモノマーとシクロアルキル基を含まないモノマーとの共重合体も挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
【0047】
樹脂層は、前記樹脂中に導電性粒子を含有していてもよい。ここで、導電性とは、体積抵抗率が107Ω・cm未満であることを意味する。
前記導電性粒子としては、金、銀、銅等の金属粒子、カーボンブラック粒子、酸化チタン、酸化亜鉛等の半導電性酸化物粒子、酸化チタン、酸化亜鉛、硫酸バリウム、ホウ酸アルミニウム、チタン酸カリウム粉末等の表面を酸化スズ、カーボンブラック、金属等で覆った粒子等が挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。これらの中でも、カーボンブラック粒子が望ましい。
前記カーボンブラックの種類としては、特に制限はないが、DBP吸油量が50ml/100g以上250ml/100g以下であるカーボンブラックが望ましい。
【0048】
樹脂層は、ワックスを含有してもよい。該ワックスとしては、特に制限はなく、例えば、低分子量ポリオレフィンワックス、カルナバワックス、ライスワックス、キャンデリラワックス、パラフィンワックス、マイクロクリスタルワックス、フィッシャー・トロプシュワックス、固体酸エステルワックス等が挙げられ、これらの中でも特に、パラフィンワックス、フィッシャー・トロプシュワックスが望ましい。
これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
【0049】
・樹脂層の形成
本実施形態に係るキャリアにおける樹脂層の形成は、上記構成のキャリアを形成し得る方法であれば特に限定されるものではない。例えば、被覆用の樹脂を溶解させた溶液を、攪拌装置(例えばサンドミル等)を用いて攪拌・分散した樹脂層形成用溶液を、芯材の表面に噴霧するスプレー法、上記樹脂層形成用溶液と芯材とをニーダーコータ中で混合し、次いで溶剤を除去するニーダーコータ法などにより製造される。
【0050】
・樹脂層の厚さ
樹脂層の厚さは、特に限定されるものではないが、0.1μm以上3.0μm以下であることが好ましく、更に0.2μm以上2.0μm以下がより好ましく、0.2μm以上1.0μm以下が特に好ましい。
尚、樹脂層の厚さは、以下の方法により測定される。
2液式接着剤クイック30(コニシ株式会社製)の混合液70質量部に、キャリア30質量部を加えてさらに混合し、25℃環境下で48時間静置して硬化させる。硬化後の包埋物を剃刀で形を整えた後、ダイヤモンドナイフSK2035(住友電気工業株式会社製)を取り付けたウルトラミクロトーム装置(LEICA社製、URUTRACUT UCT)により切削する(面出し)。更に光学顕微鏡で切断面の平滑性を確認しながら、平滑な切断面が形成されるまで切削を実施して試験片を作製する。得られた試験片を走査型電子顕微鏡にて観察することで、試験片の断面画像を得る。得られた画像を画像解析ソフトWinROOF(三谷商事(株)製)に取り込み、モノクロ画像化した後、無作為に選択した1つの芯材について90度間隔に4か所の樹脂層の厚さを測定し、これを50個について繰り返し行い、その平均値を算出して求める。
【0051】
・キャリアの表面粗さRa
キャリアの表面粗さRa、即ち表面を構成する樹脂層の表面粗さRaは、0.25μm以上0.4μm以下であることが好ましく、更に0.3μm以上0.4μm以下がより好ましい。
尚、樹脂層の表面粗さRaは、前述の芯材の表面粗さRaについての測定方法によって測定される。
【0052】
<静電潜像現像用現像剤>
本実施形態に係る静電潜像現像用現像剤は、本実施形態に係るキャリアとトナーとを含む二成分現像剤として構成される。
以下、本実施形態に係る静電潜像現像用現像剤に用いられるトナーについて説明する。
【0053】
(トナーの組成)
本実施形態に用いられるトナーには、公知の結着樹脂や各種の着色剤等を使用してもよい。本実施形態に用いられるトナーにおける結着樹脂としては、例えば、ポリエステル樹脂、ポリオレフィン樹脂、スチレンとアクリル酸またはメタクリル酸との共重合体、ポリ塩化ビニル、フェノール樹脂、アクリル樹脂、メタクリル樹脂、ポリ酢酸ビニル、シリコーン樹脂、変性ポリエステル樹脂、ポリウレタン、ポリアミド樹脂、フラン樹脂、エポキシ樹脂、キシレン樹脂、ポリビニルブチラール、テルペン樹脂、クマロンインデン樹脂、石油系樹脂、ポリエーテルポリオール樹脂等などを単独で用いてもよいしまたは併用してもよい。
【0054】
更に、本実施形態に用いられるトナーは、帯電制御剤、離型剤を含有してもよく、ニグロシン、4級アンモニウム塩、有機金属錯体、キレート錯体等を用いてもよい。
【0055】
トナーの製造方法としては特に限定されず、粉砕法、重合法等、公知のいかなるトナー製造方法を用いてもかまわない。
【0056】
(トナーの外添剤)
また、トナーに外添する外添剤としては、シリカ、酸化チタン、酸化セリウム、チタン酸バリウム、フッ素粒子、アクリル粒子等が用いられる。これらは1種を単独で用いても、併用して用いてもよい。該シリカとしては、TG820(キャボット社製)、HVK2150(クラリアント社製)等の市販品を使用してもよい。
尚、上記外添剤としては、その体積平均粒子径が20nm以上1μm以下のものが好適に用いられる。
【0057】
本実施形態に係るキャリアとトナーとの混合比(質量比)は、トナー:キャリア=1:100乃至30:100の範囲が望ましく、3:100乃至15:100の範囲がより望ましい。
【0058】
<画像形成装置>
次に、本実施形態に係る静電潜像現像用現像剤を用いた本実施形態に係る画像形成装置について説明する。
本実施形態に係る画像形成装置は、像保持体と、前記像保持体表面を帯電する帯電装置と、帯電された前記像保持体表面に静電潜像を形成する潜像形成装置と、前記静電潜像を前述の本実施形態に係る静電潜像現像用現像剤におけるトナーによって、トナー像として現像する現像装置と、前記像保持体表面に形成された前記トナー像を被転写体表面に転写する転写装置と、を有することを特徴とする。本実施形態に係る画像形成装置は、必要に応じて前記潜像保持体をクリーニング部材で摺擦し転写残留成分をクリーニングするクリーニング装置等のその他の装置を備えていてもよい。
以下、本実施形態に係る画像形成装置の一例を示すが、これに限定されるわけではない。なお、図に示す主用部を説明し、その他はその説明を省略する。
【0059】
なお、この画像形成装置において、例えば前記現像装置を含む部分が、画像形成装置本体に対して脱着自在なカートリッジ構造(プロセスカートリッジ)であってもよく、該プロセスカートリッジとしては、現像剤保持体を少なくとも備え、本実施形態に係る静電潜像現像用現像剤を収容する本実施形態に係るプロセスカートリッジが好適に用いられる。
【0060】
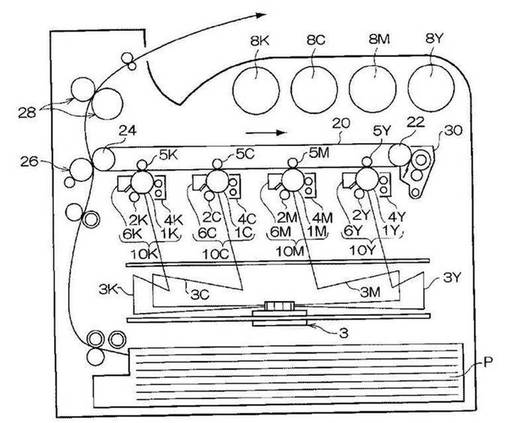
図1は、本実施形態に係る画像形成装置の一例である4連タンデム方式のカラー画像形成装置を示す概略構成図である。図1に示す画像形成装置は、色分解された画像データに基づくイエロー(Y)、マゼンタ(M)、シアン(C)、ブラック(K)の各色の画像を出力する電子写真方式の第1乃至第4の画像形成ユニット10Y、10M、10C、10K(画像形成装置)を備えている。これらの画像形成ユニット(以下、単に「ユニット」と称する)10Y、10M、10C、10Kは、互いに予め定めた距離離間して並設されている。なお、これらユニット10Y、10M、10C、10Kは、画像形成装置本体に対して脱着自在なプロセスカートリッジであってもよい。
【0061】
各ユニット10Y、10M、10C、10Kの図面における上方には、各ユニットを通して中間転写体としての中間転写ベルト20が延設されている。中間転写ベルト20は、図における左から右方向に互いに離間して配置された駆動ローラ22および中間転写ベルト20内面に接する支持ローラ24に巻回されて設けられ、第1ユニット10Yから第4ユニット10Kに向う方向に走行されるようになっている。また、中間転写ベルト20の像保持体側面には、駆動ローラ22と対向して中間転写体クリーニング装置30が備えられている。
また、各ユニット10Y、10M、10C、10Kの現像装置(現像装置)4Y、4M、4C、4Kのそれぞれには、トナーカートリッジ8Y、8M、8C、8Kに収容されたイエロー、マゼンタ、シアン、ブラックの4色のトナーが供給される。
【0062】
上述した第1乃至第4ユニット10Y、10M、10C、10Kは、同等の構成を有しているため、ここでは中間転写ベルト走行方向の上流側に配設されたイエロー画像を形成する第1ユニット10Yについて代表して説明する。尚、第1ユニット10Yと同等の部分に、イエロー(Y)の代わりに、マゼンタ(M)、シアン(C)、ブラック(K)を付した参照符号を付すことにより、第2乃至第4ユニット10M、10C、10Kの説明を省略する。
【0063】
第1ユニット10Yは、潜像保持体として機能する感光体1Yを有している。感光体1Yの周囲には、感光体1Yの表面を予め定めた電位に帯電させる帯電ローラ2Y、帯電された表面を色分解された画像信号に基づくレーザ光線3Yよって露光して静電潜像を形成する露光装置3、静電潜像に帯電したトナーを供給して静電潜像を現像する現像装置(現像装置)4Y、現像したトナー像を中間転写ベルト20上に転写する1次転写ローラ5Y(1次転写装置)、および1次転写後に感光体1Yの表面に残存するトナーを除去する感光体クリーニング装置(クリーニング装置)6Yが順に配設されている。
尚、1次転写ローラ5Yは、中間転写ベルト20の内側に配置され、感光体1Yに対向した位置に設けられている。更に、各1次転写ローラ5Y、5M、5C、5Kには、1次転写バイアスを印加するバイアス電源(図示せず)がそれぞれ接続されている。各バイアス電源は、図示しない制御部による制御によって、各1次転写ローラに印加する転写バイアスを可変する。
【0064】
以下、第1ユニット10Yにおいてイエロー画像を形成する動作について説明する。まず、動作に先立って、帯電ローラ2Yによって感光体1Yの表面が−600V乃至−800Vの電位に帯電される。
感光体1Yは、導電性(20℃における体積抵抗率:1×10−6Ωcm以下)の基体上に感光層を積層して形成されている。この感光層は、通常は高抵抗(一般の樹脂程度の抵抗)であるが、レーザ光線3Yが照射されると、レーザ光線が照射された部分の比抵抗が変化する性質を持っている。そこで、帯電した感光体1Yの表面に、図示しない制御部から送られてくるイエロー用の画像データに従って、露光装置3を介してレーザ光線3Yを出力する。レーザ光線3Yは、感光体1Yの表面の感光層に照射され、それにより、イエロー印字パターンの静電潜像が感光体1Yの表面に形成される。
【0065】
静電潜像とは、帯電によって感光体1Yの表面に形成される像であり、レーザ光線3Yによって、感光層の被照射部分の比抵抗が低下し、感光体1Yの表面の帯電した電荷が流れ、一方、レーザ光線3Yが照射されなかった部分の電荷が残留することによって形成される、いわゆるネガ潜像である。
このようにして感光体1Y上に形成された静電潜像は、感光体1Yの走行に従って予め定めた現像位置まで回転される。そして、この現像位置で、感光体1Y上の静電潜像が、現像装置4Yによって可視像(トナー像)化される。
【0066】
現像装置4Y内には、イエロートナーが収容されている。イエロートナーは、現像装置4Yの内部で攪拌されることで摩擦帯電し、感光体1Y上に帯電した帯電荷と同極性(負極性)の電荷を有して現像剤ロール(現像剤保持体)上に保持されている。そして感光体1Yの表面が現像装置4Yを通過していくことにより、感光体1Y表面上の除電された潜像部にイエロートナーが静電的に付着し、潜像がイエロートナーによって現像される。イエローのトナー像が形成された感光体1Yは、引続き予め定めた速度で走行され、感光体1Y上に現像されたトナー像が予め定めた1次転写位置へ搬送される。
【0067】
感光体1Y上のイエロートナー像が1次転写へ搬送されると、1次転写ローラ5Yに予め定めた1次転写バイアスが印加され、感光体1Yから1次転写ローラ5Yに向う静電気力がトナー像に作用され、感光体1Y上のトナー像が中間転写ベルト20上に転写される。このとき印加される転写バイアスは、トナーの極性(−)と逆極性の(+)極性であり、例えば第1ユニット10Yでは制御部(図示せず)によって+10μA程度に制御されている。
一方、感光体1Y上に残留したトナーはクリーニング装置6Yで除去されて回収される。
【0068】
また、第2ユニット10M以降の1次転写ローラ5M、5C、5Kに印加される1次転写バイアスも、第1ユニットに準じて制御されている。
こうして、第1ユニット10Yにてイエロートナー像の転写された中間転写ベルト20は、第2乃至第4ユニット10M、10C、10Kを通して順次搬送され、各色のトナー像が重ねられて多重転写される。
【0069】
第1乃至第4ユニットを通して4色のトナー像が多重転写された中間転写ベルト20は、中間転写ベルト20と中間転写ベルト20内面に接する支持ローラ24と中間転写ベルト20の像保持面側に配置された2次転写ローラ(2次転写装置)26とから構成された2次転写部へと至る。一方、記録紙(被転写体)Pが供給機構を介して2次転写ローラ26と中間転写ベルト20とが圧接されている隙間に予め定めたタイミングで給紙され、予め定めた2次転写バイアスが支持ローラ24に印加される。このとき印加される転写バイアスは、トナーの極性(−)と同極性の(−)極性であり、中間転写ベルト20から記録紙Pに向う静電気力がトナー像に作用され、中間転写ベルト20上のトナー像が記録紙P上に転写される。尚、この際の2次転写バイアスは2次転写部の抵抗を検出する抵抗検出装置(図示せず)により検出された抵抗に応じて決定されるものであり、電圧制御されている。
【0070】
この後、記録紙Pは定着装置28へと送り込まれトナー像が加熱され、色重ねしたトナー像が溶融されて、記録紙P上へ定着される。カラー画像の定着が完了した記録紙Pは、排出部へ向けて搬出され、一連のカラー画像形成動作が終了される。
なお、上記例示した画像形成装置は、中間転写ベルト20を介してトナー像を記録紙Pに転写する構成となっているが、この構成に限定されるものではなく、感光体から直接トナー像が記録紙に転写される構造であってもよい。
【0071】
<プロセスカートリッジ>
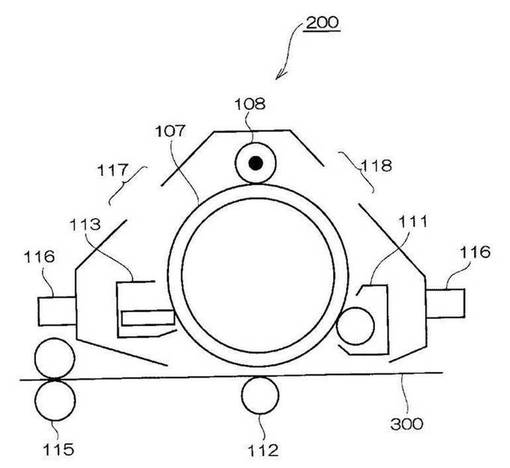
図2は、本実施形態に係る静電潜像現像用現像剤を収容するプロセスカートリッジの好適な一例を示す概略構成図である。プロセスカートリッジ200は、感光体107とともに、帯電ローラ108、現像装置111、感光体クリーニング装置(クリーニング装置)113、露光のための開口部118、および、除電露光のための開口部117を取り付けレール116を用いて組み合わせ、そして一体化したものである。なお、図2において符号300は被転写体を表す。
そして、このプロセスカートリッジ200は、転写装置112と、定着装置115と、図示しない他の構成部分とから構成される画像形成装置本体に対して着脱自在としたものであり、画像形成装置本体とともに画像形成装置を構成するものである。
【0072】
図2で示すプロセスカートリッジでは、感光体107、帯電ローラ108、現像装置111、クリーニング装置113、露光のための開口部118、および、除電露光のための開口部117を備えているが、これら装置は選択的に組み合わせてよい。本実施形態に係るプロセスカートリッジでは、現像装置111のほかには、感光体107、帯電ローラ108、感光体クリーニング装置(クリーニング装置)113、露光のための開口部118、および、除電露光のための開口部117から構成される群から選択される少なくとも1種を備えるものであってもよい。
【実施例】
【0073】
以下、本発明を実施例に基づきさらに詳細に説明するが、本発明は下記実施例により限定されるものではない。尚、以下において「部」および「%」は、特に示さない限り「質量基準」である。
【0074】
[実施例1]
<キャリアの作製>
(1)芯材の形成
以下の方法により、芯材を形成した。
[磁性体粒子Aの作製]
ヘンシェルミキサーに平均粒子径0.27μmのマグネタイト粒子500部を投入し、十分に攪拌した後、シランカップリング剤5.0部を添加し、100℃まで昇温し30分間よく攪拌混合することによりシランカップリング剤により被覆されたマグネタイトの磁性体粒子Aを得た。
【0075】
[磁性体粒子Bの作製]
ヘンシェルミキサーに平均粒子径0.7μmのマグネタイト粒子100部を投入し、十分に攪拌した後、シランカップリング剤0.03部を添加し、100℃まで昇温し30分間よく攪拌混合することによりシランカップリング剤により被覆されたマグネタイトの磁性体粒子Bを得た。
【0076】
[芯材粒子(1)の作製]
次に、1Lの四つ口フラスコにフェノール60部、37%ホルマリン90部、親油化処理された上記磁性体粒子A420部、28%アンモニア水16部、および水40部を攪拌混合した。次いで、攪拌しながら30分間で45℃に上昇させた後、フラスコ内の様子を見ながら攪拌翼の回転数を落とし、上記磁性体粒子B7部、水10部を添加し、添加が終了した後に再び初期の回転数まで上げ、30分間で85℃まで上昇させ、同温度で180分間反応させた。その後、25℃まで冷却し、500mlの水を添加した後、上澄み液を除去、沈殿物を水洗した。これを減圧下で風乾し、芯材粒子(1)を得た。
【0077】
芯材の表面粗さRa、最表層部に含有されている粒子の粒径の範囲(最表層部粒径範囲)、最表層部における上記粒子の濃度(最表層部粒子濃度)、および粒子突出部の存在割合を測定した結果を表1に示す。
【0078】
(2)樹脂層の形成
以下の方法により、芯材の表面に樹脂層を形成した。
[被覆層形成用原料溶液(a)の調製]
下記組成の成分を60分間スターラーにて攪拌/分散し、被覆層形成用原料溶液(a)を調製した。
・トルエン :85部
・スチレン−メタクリレート共重合体(質量比90:10) :12部
・カーボンブラック(R330、キャボット製) :4部
【0079】
[キャリア1の作製]
芯材粒子(1)100部と被覆層形成用原料溶液(a)12部とを真空脱気型ニーダに入れ、攪拌しながら、60℃にて−200mmHgまで減圧し15分混合した後、昇温/減圧させ94℃/−720mmHgで30分間攪拌乾燥させ、樹脂被覆粒子を得た。次に75μmメッシュの篩分網で篩分を行い、キャリア1を得た。
樹脂層の表面粗さRaを測定した結果を表1に示す。
【0080】
<トナーの作製>
スチレン−ブチルアクリレート共重合体(重量平均分子量Mw=150,000、共重合比80:20)100部、カーボンブラック(モーガルL:キャボット社製)5部、およびカルナウバワックス6部の混合物をエクストルーダで混練し、ジェットミルで粉砕後、温風による球形化処理をクリプトロン(川崎重工製)にて実施し、風力式分級機で分級して粒子径6.2μmのトナー粒子を得た。このトナー粒子100部に対してコロイダルシリカ(日本アエロジル社製R972)1.2部および粒径0.6μmのコロイダルリシカ0.3部を添加し、ヘンシェルミキサーで混合して外添トナー粒子を得た。
【0081】
<現像剤の作製>
前記キャリア85部と上記トナー15部とをV型ブレンダーで20分間攪拌し現像剤を作製した。
【0082】
[実施例2]
実施例1において、キャリア1を以下のものに変更した以外は実施例1に記載の方法により現像剤を作製した。
(キャリア2の作製)
実施例1の芯材粒子(1)の作製において、磁性体粒子Bの添加量を10部に変更した以外は、実施例1に記載の方法により芯材粒子(2)を作製した。
また、実施例1のキャリア1の作製において、芯材粒子として上記芯材粒子(2)を用い、且つ被覆層形成用原料溶液(a)の添加量を14部に変更した以外は実施例1に記載の方法によりキャリア2を得た。
【0083】
[実施例3]
実施例1において、キャリア1を以下のものに変更した以外は実施例1に記載の方法により現像剤を作製した。
(キャリア3の作製)
実施例1の磁性体粒子Bの作製において、平均粒子径0.7μmのマグネタイト粒子を平均粒子径0.8μmに変更し、且つ芯材粒子(1)の作製において、磁性体粒子Bの添加量を13部に変更した以外は、実施例1に記載の方法により芯材粒子(3)を作製した。
また、芯材粒子として上記芯材粒子(3)を用い、且つキャリアの作製を前記キャリア2の作製に記載の方法により行い、キャリア3を得た。
【0084】
[実施例4]
実施例1において、キャリア1を以下のものに変更した以外は実施例1に記載の方法により現像剤を作製した。
(キャリア4の作製)
実施例1の磁性体粒子Bの作製において、平均粒子径0.7μmのマグネタイト粒子を平均粒子径0.8μmに変更し、且つ芯材粒子(1)の作製において、磁性体粒子Bの添加量を12部に変更した以外は、実施例1に記載の方法により芯材粒子(4)を作製した。
また、芯材粒子として上記芯材粒子(4)を用い、且つキャリアの作製を前記キャリア2の作製に記載の方法により行い、キャリア4を得た。
【0085】
[実施例5]
実施例1において、キャリア1を以下のものに変更した以外は実施例1に記載の方法により現像剤を作製した。
(キャリア5の作製)
実施例1の磁性体粒子Bの作製において、平均粒子径0.7μmのマグネタイト粒子を平均粒子径1.5μmに変更し、且つ芯材粒子(1)の作製において、磁性体粒子Bの添加量を15部に変更した以外は、実施例1に記載の方法により芯材粒子(5)を作製した。
また、芯材粒子として上記芯材粒子(5)を用い、且つキャリアの作製を前記キャリア2の作製に記載の方法により行い、キャリア5を得た。
【0086】
[実施例6]
実施例1において、キャリア1を以下のものに変更した以外は実施例1に記載の方法により現像剤を作製した。
(キャリア6の作製)
実施例1の磁性体粒子Bの作製において、平均粒子径0.7μmのマグネタイト粒子を平均粒子径4μmに変更し、且つ芯材粒子(1)の作製において、磁性体粒子Bの添加量を15部に変更した以外は、実施例1に記載の方法により芯材粒子(6)を作製した。
また、芯材粒子として上記芯材粒子(6)を用い、且つキャリアの作製を前記キャリア2の作製に記載の方法により行い、キャリア6を得た。
【0087】
[実施例7]
実施例1において、キャリア1を以下のものに変更した以外は実施例1に記載の方法により現像剤を作製した。
(キャリア7の作製)
実施例1の磁性体粒子Bの作製において、平均粒子径0.7μmのマグネタイト粒子を平均粒子径2.0μmに変更し、且つ芯材粒子(1)の作製において、磁性体粒子Bの添加量を15部に変更した以外は、実施例1に記載の方法により芯材粒子(7)を作製した。
また、芯材粒子として上記芯材粒子(7)を用い、且つキャリアの作製を前記キャリア2の作製に記載の方法により行い、キャリア7を得た。
【0088】
[実施例8]
実施例1において、キャリア1を以下のものに変更した以外は実施例1に記載の方法により現像剤を作製した。
(キャリア8の作製)
実施例1の磁性体粒子Bの作製において、平均粒子径0.7μmのマグネタイト粒子を平均粒子径1.7μmに変更し、且つ芯材粒子(1)の作製において、磁性体粒子Bの添加量を15部に変更した以外は、実施例1に記載の方法により芯材粒子(8)を作製した。
また、芯材粒子として上記芯材粒子(8)を用い、且つキャリアの作製を前記キャリア2の作製に記載の方法により行い、キャリア8を得た。
【0089】
[実施例9]
実施例1において、キャリア1を以下のものに変更した以外は実施例1に記載の方法により現像剤を作製した。
(キャリア9の作製)
実施例1の磁性体粒子Bの作製において、平均粒子径0.7μmのマグネタイト粒子を平均粒子径1.3μmに変更し、且つ芯材粒子(1)の作製において、磁性体粒子Bの添加量を17部に変更した以外は、実施例1に記載の方法により芯材粒子(9)を作製した。
また、芯材粒子として上記芯材粒子(9)を用い、且つキャリアの作製を前記キャリア2の作製に記載の方法により行い、キャリア9を得た。
【0090】
[実施例10]
実施例1において、キャリア1を以下のものに変更した以外は実施例1に記載の方法により現像剤を作製した。
(キャリア10の作製)
実施例1の磁性体粒子Bの作製において、平均粒子径0.7μmのマグネタイト粒子を平均粒子径5.5μmに変更し、且つ芯材粒子(1)の作製において、磁性体粒子Bの添加量を15部に変更した以外は、実施例1に記載の方法により芯材粒子(10)を作製した。
また、芯材粒子として上記芯材粒子(10)を用い、且つキャリアの作製を前記キャリア2の作製に記載の方法により行い、キャリア10を得た。
【0091】
[比較例1]
実施例1において、キャリア1を以下のものに変更した以外は実施例1に記載の方法により現像剤を作製した。
(キャリア11の作製)
実施例1の磁性体粒子Bの作製において、平均粒子径0.7μmのマグネタイト粒子を平均粒子径0.3μmに変更し、且つ芯材粒子(1)の作製において、磁性体粒子Bの添加量を10部に変更した以外は、実施例1に記載の方法により芯材粒子(11)を作製した。
また、芯材粒子として上記芯材粒子(11)を用い、且つキャリアの作製を前記キャリア1の作製に記載の方法により行い、キャリア11を得た。
【0092】
[比較例2]
実施例1において、キャリア1を以下のものに変更した以外は実施例1に記載の方法により現像剤を作製した。
(キャリア12の作製)
実施例1の磁性体粒子Bの作製において、平均粒子径0.7μmのマグネタイト粒子を平均粒子径0.6μmに変更し、且つ芯材粒子(1)の作製において、磁性体粒子Bの添加量を10部に変更した以外は、実施例1に記載の方法により芯材粒子(12)を作製した。
また、芯材粒子として上記芯材粒子(12)を用い、且つキャリアの作製を前記キャリア2の作製に記載の方法により行い、キャリア12を得た。
【0093】
[比較例3]
実施例1において、キャリア1を以下のものに変更した以外は実施例1に記載の方法により現像剤を作製した。
(キャリア13の作製)
Fe2O3:500部、Mn(OH)2:222部、Mg(OH)2:36部を混合し、分散剤、水とメディア径1mmのジルコニアビーズで粉砕、ろ過後、乾燥し、更に温度を900℃まで上げ、酸化物とした。次いで、分散剤、水を加え、湿式ボールミルで10時間混合/粉砕した。次に、スプレードライヤーにより造粒、乾燥した後、電気炉で温度1150℃とし、4.5時間の焼成を行った。解砕工程、分級工程を経て芯材粒子(13)を得た。
また、芯材粒子として上記芯材粒子(13)を用い、且つキャリアの作製を前記キャリア2の作製に記載の方法により行い、キャリア13を得た。
【0094】
<評価試験>
−初期及び経時での粒状性評価−
各現像剤を用いて、富士ゼロックス(株)製のDocu Centre Color400を用い、高温高湿(28℃/85%RH)環境にて、画像面積率100%の画像を10000枚連続出力した。出力された画像の10枚目、10000枚目における画像を目視にて観察し、粒状性を評価した。具体的な評価基準は以下の通りである。尚、4、3、2を許容範囲とした。
4:目視レベルで粒状性にムラが全く確認できず非常に良好である
3:目視レベルで粒状性にムラがほとんど確認できず良好である
2:目視レベルで粒状性にムラが一部確認できるものの良好である
1:目視レベルで粒状性にムラがあり悪い
【0095】
【表1】

【符号の説明】
【0096】
1Y、1M、1C、1K、107 感光体(潜像保持体)
2Y、2M、2C、2K、108 帯電ローラ
3Y、3M、3C、3K レーザ光線
3 露光装置
4Y、4M、4C、4K、111 現像装置
5Y、5M、5C、5K 1次転写ローラ
6Y、6M、6C、6K、113 感光体クリーニング装置
8Y、8M、8C、8K トナーカートリッジ
10Y、10M、10C、10K 画像形成ユニット
20 中間転写ベルト
22 駆動ローラ
24 支持ローラ
26 2次転写ローラ
28、115 定着装置
30 中間転写体クリーニング装置
112 転写装置
116 取り付けレール
117 除電露光のための開口部
118 露光のための開口部
200 プロセスカートリッジ
P、300 記録紙(被転写体)
【技術分野】
【0001】
本発明は、静電潜像現像用キャリア、静電潜像現像用現像剤、現像剤カートリッジ、画像形成装置、およびプロセスカートリッジに関する。
【背景技術】
【0002】
電子写真方式の画像形成において現像剤の現像方式としては数多く知られているが、その中でも静電荷像現像用キャリアとトナーとを混合してなる、所謂二成分現像剤の代表的な方法として、磁気ブラシ法が挙げられる。
この方法は、キャリアに磁性を有する粒子を用い、トナーと磁性キャリアとからなる現像剤を磁石で保持させ、その磁石の磁界により現像剤をブラシ状に形成させ、次いで該磁気ブラシが感光体上の静電潜像に接触することによって、ブラシ中のトナーがその潜像の電荷量の大きさに応じて引き付けられ、現像されるものである。
【0003】
この磁気ブラシ法に用いるキャリアとして、表面に微細な凹凸を有する粒子が提案されており、凹凸の大きさは1μm以上20μm以下が好ましいと記載されている(例えば特許文献1参照)。
また、磁性を有する真球状の粒子上に、それを被覆する形態に設けられた外殻層が層内に内包される微粒子に基く凹凸を有し、かつ、最表面がシリコーン樹脂で被覆されており、前記凹凸の平均高低差が0.1μm以上2.0μm以下であるキャリアが開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平5−197212号公報
【特許文献2】特開2002−287431号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、芯材の表面粗さRaが0.3μm以上0.5μm以下でない場合に比べ、28℃/85%RHの環境下にて画像面積率100%で形成された画像における粒状性のムラが抑制される。
【課題を解決するための手段】
【0006】
上記課題は、以下の本発明によって達成される。
即ち、請求項1に係る発明は、
結着樹脂中に磁性体が含有され、且つ表面粗さRaが0.3μm以上0.5μm以下である芯材と、
該芯材の表面を被覆し且つ樹脂を含有する樹脂層と、
を有する静電潜像現像用キャリアである。
【0007】
請求項2に係る発明は、
前記芯材の個数平均粒子径をD(μm)とした時、前記芯材の表面から1/8D(μm)までの領域に、粒径が0.8μm以上5μm以下の粒子を含有する請求項1に記載の静電潜像現像用キャリアである。
【0008】
請求項3に係る発明は、
前記芯材の表面積に対する、該芯材の表面から突出している部分の前記粒子の面積の比率が15%以上40%以下である請求項2に記載の静電潜像現像用キャリアである。
【0009】
請求項4に係る発明は、
静電潜像現像用トナーと、
結着樹脂中に磁性体が含有され、且つ表面粗さRaが0.3μm以上0.5μm以下である芯材、および、該芯材の表面を被覆し且つ樹脂を含有する樹脂層を有する静電潜像現像用キャリアと、
を含有する静電潜像現像用現像剤である。
【0010】
請求項5に係る発明は、
静電潜像現像用トナーと、
結着樹脂中に磁性体が含有され、且つ表面粗さRaが0.3μm以上0.5μm以下である芯材、および、該芯材の表面を被覆し且つ樹脂を含有する樹脂層を有する静電潜像現像用キャリアと、
を含有する静電潜像現像用現像剤を収容してなる現像剤カートリッジである。
【0011】
請求項6に係る発明は、
像保持体と、
前記像保持体表面を帯電する帯電装置と、
帯電された前記像保持体表面に静電潜像を形成する潜像形成装置と、
静電潜像現像用トナー、並びに、結着樹脂中に磁性体が含有され、且つ表面粗さRaが0.3μm以上0.5μm以下である芯材、および、該芯材の表面を被覆し且つ樹脂を含有する樹脂層を有する静電潜像現像用キャリアを含有する静電潜像現像用現像剤、を収容してなり、該静電潜像現像用現像剤における前記静電潜像現像用トナーによって前記静電潜像をトナー像として現像する現像装置と、
前記像保持体表面に形成された前記トナー像を被転写体表面に転写する転写装置と、
を有する画像形成装置である。
【0012】
請求項7に係る発明は、
静電潜像現像用トナーと、結着樹脂中に磁性体が含有され、且つ表面粗さRaが0.3μm以上0.5μm以下である芯材、および、該芯材の表面を被覆し且つ樹脂を含有する樹脂層を有する静電潜像現像用キャリアと、を含有する静電潜像現像用現像剤を収容してなり、
前記静電潜像現像用現像剤を保持して搬送する現像剤保持体を備えるプロセスカートリッジである。
【発明の効果】
【0013】
請求項1に係る発明によれば、芯材の表面粗さRaが0.3μm以上0.5μm以下でない場合に比べ、28℃/85%RHの環境下にて画像面積率100%で形成された画像における粒状性のムラが抑制される。
【0014】
請求項2に係る発明によれば、芯材の個数平均粒子径をD(μm)とした時、芯材の表面から1/8D(μm)までの領域に、粒径が0.8μm以上5μm以下の粒子を含有しない場合に比べ、28℃/85%RHの環境下にて画像面積率100%で形成された画像における初期の粒状性のムラがより抑制される。
【0015】
請求項3に係る発明によれば、芯材の表面積に対する、該芯材の表面から突出している部分の粒子の面積の比率が15%以上40%以下でない場合に比べ、28℃/85%RHの環境下にて画像面積率100%で形成された画像における経時での粒状性のムラが抑制される。
【0016】
請求項4に係る発明によれば、静電潜像現像用キャリアにおける芯材の表面粗さRaが0.3μm以上0.5μm以下でない場合に比べ、28℃/85%RHの環境下にて画像面積率100%で形成された画像における粒状性のムラが抑制される。
【0017】
請求項5に係る発明によれば、静電潜像現像用キャリアにおける芯材の表面粗さRaが0.3μm以上0.5μm以下でない場合に比べ、28℃/85%RHの環境下にて画像面積率100%で形成された画像における粒状性のムラが抑制される。
【0018】
請求項6に係る発明によれば、静電潜像現像用現像剤の静電潜像現像用キャリアにおける芯材の表面粗さRaが0.3μm以上0.5μm以下でない場合に比べ、粒状性のムラが抑制された画像が得られる。
【0019】
請求項7に係る発明によれば、静電潜像現像用現像剤の静電潜像現像用キャリアにおける芯材の表面粗さRaが0.3μm以上0.5μm以下でない場合に比べ、粒状性のムラが抑制された画像が得られる。
【図面の簡単な説明】
【0020】
【図1】本実施形態の画像形成装置の一例を示す概略構成図である。
【図2】本実施形態のプロセスカートリッジの一例を示す概略構成図である。
【発明を実施するための形態】
【0021】
以下、本発明の実施形態について詳細に説明する。
【0022】
<静電潜像現像用キャリア>
本実施形態に係る静電潜像現像用キャリアは、結着樹脂中に磁性体が含有され、且つ表面粗さRaが0.3μm以上0.5μm以下である芯材と、該芯材の表面を被覆し且つ樹脂を含有する樹脂層と、を有する。
【0023】
結着樹脂中に磁性体が含有されてなるキャリアは、前述の磁気ブラシを形成する構造として、ブラシの長さが短く且つブラシの本数が多く形成されやすい。中でも特に、キャリアの表面に凹凸がないキャリアは密なブラシ構造となり、また特に高温高湿(以下、「28℃/85%RH」であることを意味する。)下の高トナー濃度条件でベタ画像を出力する場合、磁気ブラシ中でトナーが偏在しやすくなり、トナーが塊のまま画像部に飛び易くなると考えられ、その結果形成された画像において粒状性にムラが発生することがあった。
【0024】
尚、芯材の表面粗さRaが0.3μmより小さいと、像保持体にトナーを転写する現像剤保持部材の表面に形成される磁気ブラシが密になりやすく、キャリア表面でトナーが滑り易くなり、このキャリア表面でトナーの偏在が発生するため、特にベタ画像を形成した場合等にトナーが塊で転写され、画像の粒状性にムラが生じるものと考えられる。この現象は、特に高温高湿環境など帯電量が小さくなる環境下において顕著に生じる。一方、Raが0.5μmより大きいと、磁気ブラシにおいて短く且つムラがあるブラシが形成され、その結果、形成される画像において粒状性にムラが生じるものと考えられる。
これに対し、芯材の表面粗さRaが上記範囲に制御されると、キャリア表面の粗さが長期にわたって好適な範囲に保たれ、キャリア表面に適度な空隙が形成されるため、トナーの偏在が発生せず、且つ、適切な磁気ブラシが長期にわたって形成されるため、磁気ブラシの長さ方向およびプロセス方向の全体からトナーがムラなく転写され、高温高湿環境などにおいても粒状性のムラが抑制された画像が得られるものと推察される。
尚、芯材と樹脂層とを有するキャリアにおけるキャリア表面(即ち樹脂層の表面)の粗さでなく、上記の通り芯材の表面粗さRaを規定したのには、以下の理由がある。即ち、樹脂層の表面が粗面化されているだけでは長期にわたって好適な範囲の粗さが維持されないためであり、芯材の表面が上記範囲に粗面化されていることで粒状性のムラ抑制の効果が長期にわたって維持し得ることを見出したためである。
【0025】
(キャリアの組成)
本実施形態に係るキャリアは、芯材と、前記芯材を被覆する樹脂層と、を有する。
−芯材−
・芯材の表面粗さRa
芯材は、結着樹脂中に磁性体が含有され、且つ表面粗さRaが0.3μm以上0.5μm以下である。
尚、芯材の表面粗さRaは、更に0.35μm以上0.5μm以下がより好ましく、0.4μm以上0.5μm以下が特に好ましい。
【0026】
尚、芯材の表面粗さRaは、JIS−B0601(1994年)に準拠して超深度カラー3D形状測定顕微鏡(VK−9500、キーエンス)により測定される。
【0027】
芯材の表面粗さRaを上記範囲に制御する方法としては、特に限定されるものではないが、芯材の個数平均粒子径をD(μm)とした時、芯材の表面から1/8D(μm)までの領域(以下単に「最表層部」と称す)に特定の粒径の粒子を含有させることが好ましい。最表層部に上記の粒子を含有することで該粒子が芯材の表面から突出して凹凸が形成され、前記表面粗さRaが達成される。
【0028】
なお、芯材の個数平均粒子径の測定は、以下の方法により行なわれる。
2液式接着剤クイック30(コニシ株式会社製)の混合液70質量部に、キャリア30質量部を加えてさらに混合し、25℃環境下で48時間静置して硬化させる。硬化後の包埋物を剃刀で形を整えた後、ダイヤモンドナイフSK2035(住友電気工業株式会社製)を取り付けたウルトラミクロトーム装置(LEICA社製、URUTRACUT UCT)により切削する(面出し)。更に光学顕微鏡で切断面の平滑性を確認しながら、平滑な切断面が形成されるまで切削を実施して試験片を作製する。得られた試験片を走査型電子顕微鏡にて観察することで、試験片の断面画像を得る。得られた画像を画像解析ソフトWinROOF(三谷商事(株)製)に取り込み、モノクロ画像化した後、解析することで、個数平均粒子径を測定する。測定は、キャリア1個に対して4箇所で測定し、且つ無作為に選択したキャリア50個の算術平均とする。
【0029】
・芯材の最表層部に含有される粒子
具体的には、芯材の最表層部に、粒径が0.8μm以上5μm以下の粒子を含有させることが好ましく、1.5μm以上5μm以下の粒子がより好ましく、1.5μm以上4μm以下の粒子が特に好ましい。
尚、最表層部に含有される上記粒子の粒径は、走査型顕微鏡により観察した芯材表面を画像解析ソフト(WinROOF)に取り込み、モノクロ画像化した後、最大部分の粒径を測定することにより行なわれる。
【0030】
芯材の最表層部に粒径が上記範囲である粒子を含有することで、たとえ高温高湿下においても現像器内でトナーとキャリアとの混合攪拌が良好に行なわれ、キャリアの表面にトナーがムラなく存在し、粒状性に優れた画像が得られるものと考えられる。
【0031】
芯材の最表層部に含有される上記粒子は芯材の表面から突出(芯材表面から露出したものや芯材を形成する樹脂に覆われているが芯材表面よりも出っ張っているものを含む)している。芯材の表面から突出している部分の前記粒子の面積の、芯材の表面積に対する比率(粒子突出部の存在割合)は15%以上40%以下が好ましい。更には15%以上35%以下の粒子がより好ましく、20%以上35%以下の粒子が特に好ましい。
【0032】
上記粒子突出部の存在割合が上記範囲であると、下限値以上であることにより、高速で画像を形成した場合であっても流動性が確保され、帯電量の低下が抑制されて、粒状性の悪化が抑制される。一方、上記上限値以下であることにより、経時で最表層部に前記粒子の露出が生じることによる帯電量の分布のバラツキが抑制され、粒状性の悪化が抑制される。
【0033】
尚、上記粒子突出部の存在割合の測定は、走査型顕微鏡により観察した芯材表面を画像解析ソフト(WinROOF)に取り込み、モノクロ画像化した後、最大部分の粒径が上記粒径範囲である粒子を一つずつ選択して、面積比率を計測することにより行なわれ、無作為に選択した芯材表面50視野の平均値とする。
【0034】
芯材最表層部に含有される粒子は、磁性体の粒子であっても非磁性体の粒子であっても構わない。但し、非磁性体の粒子を含有する場合、磁力が低下して特に高速で画像形成する領域でのキャリア飛散を抑制する観点から、該非磁性体の粒子による粒子突出部の存在割合が大きくなり過ぎないよう制御することが好ましい。具体的には、芯材の最表層部に含有される磁性体の粒子と非磁性体の粒子の内、非磁性体の粒子の割合は5質量%以上40質量%以下であることが好ましく、7質量%以上30質量%以下であることがより好ましい。
【0035】
また、芯材中における磁性体および非磁性体の総量の含有量としては、50質量%以上99質量%以下であることが望ましく、60質量%以上99質量%以下であることがより望ましく、70質量%以上95質量%以下であることが更に望ましい。
【0036】
・磁性体の粒子
芯材に含有される磁性体の粒子の材質としては、例えば、鉄、鋼、ニッケル、コバルト等の磁性金属、これらとマンガン、クロム、希土類元素等との合金(例えば、ニッケル−鉄合金、コバルト−鉄合金、アルミニウム−鉄合金等)、フェライト、マグネタイト等の磁性酸化物等が適用され、これらの中でも特性が安定している点から、フェライトおよびマグネタイトが好ましい。
【0037】
磁性体の粒子の粒径は、0.01μm以上5μm以下であることが望ましく、0.1μm以上2m以下であることがより望ましく、0.1μm以上1μm以下であることが更に望ましい。
【0038】
・非磁性体の粒子
芯材に含有される非磁性体の粒子の材質としては、例えば、酸化チタン、シリカ、アルミナ、酸化亜鉛、酸化マグネシウム、ヘマタイト等が適用される。
【0039】
非磁性体の粒子の粒径は、0.8μm以上5μm以下であることが望ましく、1.5μm以上5μm以下の粒子がより望ましく、1.5μm以上4μm以下の粒子が特に望ましい。
【0040】
・粒子が含有される領域
芯材に含有される、粒径が前述の範囲の粒子(磁性体粒子および/または非磁性体粒子)は、極力芯材の最表層部に含有することが好ましい。
芯材の最表層部における上記粒子の濃度は、60%以上であることが好ましく、70%以上であることがより好ましく、80%以上であることが特に好ましい。
【0041】
尚、上記濃度は、以下の方法により測定される。
2液式接着剤クイック30(コニシ株式会社製)の混合液70質量部に、キャリア30質量部を加えてさらに混合し、25℃環境下で48時間静置して硬化させる。硬化後の包埋物を剃刀で形を整えた後、ダイヤモンドナイフSK2035(住友電気工業株式会社製)を取り付けたウルトラミクロトーム装置(LEICA社製、URUTRACUT UCT)により切削する(面出し)。更に光学顕微鏡で切断面の平滑性を確認しながら、平滑な切断面が形成されるまで切削を実施して試験片を作製する。得られた試験片を走査型電子顕微鏡にて観察することで、試験片の断面画像を得る。得られた画像を画像解析ソフトWinROOF(三谷商事(株)製)に取り込み、「(芯材の表面から1/8Dの領域において粒子が占める総面積)/(芯材の表面から1/8Dの領域の総面積)×100」を計算することで、キャリア1個あたりの濃度を算出する。上記粒子の濃度は、無作為に選択したキャリア50個の算術平均とする。
なお、キャリア1個を1視野で正確に計算することが困難な場合には倍率を上げた上で、視野内について上記の計算を行い、これをキャリア1個あたり4か所(90度間隔)について行った結果の平均をキャリア1個あたりの濃度とする。そして、無作為に選択したキャリア50個について同様に測定した結果の算術平均を最終的に上記キャリアの濃度とする。
【0042】
・結着樹脂
芯材を構成する結着樹脂としては、スチレン系樹脂、アクリル系樹脂、スチレン−アクリル系共重合樹脂、ポリオレフィン系樹脂、フェノール系樹脂等が挙げられる。
【0043】
また、芯材には更にその他の成分を含有してよく、該その他の成分としては例えば、帯電制御剤、フッ素含有粒子などが挙げられる。
【0044】
・芯材の製造方法
芯材の製造方法は、例えば
(1)磁性体と結着樹脂とを、バンバリーミキサー、ニーダーなどを用いて溶融混練し、冷却した後に粉砕し、分級する「溶融混練法」(例えば特公昭59−24416号公報、特公平8−3679号公報等に記載)
(2)結着樹脂のモノマー単位と磁性体とを溶媒中に分散して懸濁液を調製し、この懸濁液を重合させる「懸濁重合法」(例えば特開平5−100493号公報等に記載)
(3)樹脂溶液中に磁性体を混合分散した後、噴霧乾燥する「スプレードライ法」
(4)結着樹脂の重合性モノマーと磁性体を混合した後、この組成物を造粒し重合する「重合法」(特許第349981号等に記載)
等のいずれの方法であっても構わない。上記いずれの製法において、磁性体を何らかの手段により調製しておき、この磁性体の粒子と結着樹脂とを混合し、前記磁性体を結着樹脂中に含有させる工程を含む。
【0045】
尚、粒径が前述の範囲である粒子(磁性体粒子および/または非磁性体粒子)を芯材の最表層部に含有させる方法としては、例えば、芯材の最表層部に含有される磁性体の粒子または非磁性体の粒子を芯材内部に含有される磁性体とは異なる処方で処理することに加えて、上記(1)「溶融混練法」であれば、前記溶融混練の際に温度を低くしておいて溶融混練の後半に粒子を添加して付着させる手段が、上記(2)「懸濁重合法」および(4)「重合法」であれば重合が進行している途中であって重合が完了する前の状態において粒子を添加して付着させる手段が、上記(3)「スプレードライ法」であれば、前記噴霧の後半に粒子を添加して付着させる手段が、挙げられる。
尚、これらの方法によれば、最表層部に上記粒子が存在し且つ粒子が含有される部分と含有されていない部分とが一体的に成形された(界面が確認されない)芯材が得られる。
【0046】
−樹脂層−
本実施形態に係るキャリアは、芯材の表面を被覆し樹脂を含有する樹脂層を有する。
該樹脂層を構成する樹脂としては、特に制限はなく、目的に応じて選択される。例えば、ポリエチレン、ポリプロピレン等のポリオレフィン系樹脂;ポリスチレン、アクリル樹脂、ポリアクリロニトリル、ポリビニルアセテート、ポリビニルアルコール、ポリビニルブチラール、ポリ塩化ビニル、ポリビニルカルバゾール、ポリビニルエーテルおよびポリビニルケトン等のポリビニル系樹脂およびポリビニリデン系樹脂;塩化ビニル−酢酸ビニル共重合体;スチレン−アクリル酸共重合体;オルガノシロキサン結合からなるストレートシリコーン樹脂またはその変性品;ポリテトラフルオロエチレン、ポリフッ化ビニル、ポリフッ化ビニリデン、ポリクロロトリフルオロエチレン等のフッ素系樹脂;シリコーン樹脂;ポリエステル;ポリウレタン;ポリカーボネート;フェノール樹脂;尿素−ホルムアルデヒド樹脂、メラミン樹脂、ベンゾグアナミン樹脂、ユリア樹脂、ポリアミド樹脂等のアミノ樹脂;エポキシ樹脂、等の樹脂が挙げられる。また、シクロアルキル基を含むモノマーの単独重合体、シクロアルキル基を含むモノマーを2種類以上重合した共重合体、シクロアルキル基を含むモノマーとシクロアルキル基を含まないモノマーとの共重合体も挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
【0047】
樹脂層は、前記樹脂中に導電性粒子を含有していてもよい。ここで、導電性とは、体積抵抗率が107Ω・cm未満であることを意味する。
前記導電性粒子としては、金、銀、銅等の金属粒子、カーボンブラック粒子、酸化チタン、酸化亜鉛等の半導電性酸化物粒子、酸化チタン、酸化亜鉛、硫酸バリウム、ホウ酸アルミニウム、チタン酸カリウム粉末等の表面を酸化スズ、カーボンブラック、金属等で覆った粒子等が挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。これらの中でも、カーボンブラック粒子が望ましい。
前記カーボンブラックの種類としては、特に制限はないが、DBP吸油量が50ml/100g以上250ml/100g以下であるカーボンブラックが望ましい。
【0048】
樹脂層は、ワックスを含有してもよい。該ワックスとしては、特に制限はなく、例えば、低分子量ポリオレフィンワックス、カルナバワックス、ライスワックス、キャンデリラワックス、パラフィンワックス、マイクロクリスタルワックス、フィッシャー・トロプシュワックス、固体酸エステルワックス等が挙げられ、これらの中でも特に、パラフィンワックス、フィッシャー・トロプシュワックスが望ましい。
これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
【0049】
・樹脂層の形成
本実施形態に係るキャリアにおける樹脂層の形成は、上記構成のキャリアを形成し得る方法であれば特に限定されるものではない。例えば、被覆用の樹脂を溶解させた溶液を、攪拌装置(例えばサンドミル等)を用いて攪拌・分散した樹脂層形成用溶液を、芯材の表面に噴霧するスプレー法、上記樹脂層形成用溶液と芯材とをニーダーコータ中で混合し、次いで溶剤を除去するニーダーコータ法などにより製造される。
【0050】
・樹脂層の厚さ
樹脂層の厚さは、特に限定されるものではないが、0.1μm以上3.0μm以下であることが好ましく、更に0.2μm以上2.0μm以下がより好ましく、0.2μm以上1.0μm以下が特に好ましい。
尚、樹脂層の厚さは、以下の方法により測定される。
2液式接着剤クイック30(コニシ株式会社製)の混合液70質量部に、キャリア30質量部を加えてさらに混合し、25℃環境下で48時間静置して硬化させる。硬化後の包埋物を剃刀で形を整えた後、ダイヤモンドナイフSK2035(住友電気工業株式会社製)を取り付けたウルトラミクロトーム装置(LEICA社製、URUTRACUT UCT)により切削する(面出し)。更に光学顕微鏡で切断面の平滑性を確認しながら、平滑な切断面が形成されるまで切削を実施して試験片を作製する。得られた試験片を走査型電子顕微鏡にて観察することで、試験片の断面画像を得る。得られた画像を画像解析ソフトWinROOF(三谷商事(株)製)に取り込み、モノクロ画像化した後、無作為に選択した1つの芯材について90度間隔に4か所の樹脂層の厚さを測定し、これを50個について繰り返し行い、その平均値を算出して求める。
【0051】
・キャリアの表面粗さRa
キャリアの表面粗さRa、即ち表面を構成する樹脂層の表面粗さRaは、0.25μm以上0.4μm以下であることが好ましく、更に0.3μm以上0.4μm以下がより好ましい。
尚、樹脂層の表面粗さRaは、前述の芯材の表面粗さRaについての測定方法によって測定される。
【0052】
<静電潜像現像用現像剤>
本実施形態に係る静電潜像現像用現像剤は、本実施形態に係るキャリアとトナーとを含む二成分現像剤として構成される。
以下、本実施形態に係る静電潜像現像用現像剤に用いられるトナーについて説明する。
【0053】
(トナーの組成)
本実施形態に用いられるトナーには、公知の結着樹脂や各種の着色剤等を使用してもよい。本実施形態に用いられるトナーにおける結着樹脂としては、例えば、ポリエステル樹脂、ポリオレフィン樹脂、スチレンとアクリル酸またはメタクリル酸との共重合体、ポリ塩化ビニル、フェノール樹脂、アクリル樹脂、メタクリル樹脂、ポリ酢酸ビニル、シリコーン樹脂、変性ポリエステル樹脂、ポリウレタン、ポリアミド樹脂、フラン樹脂、エポキシ樹脂、キシレン樹脂、ポリビニルブチラール、テルペン樹脂、クマロンインデン樹脂、石油系樹脂、ポリエーテルポリオール樹脂等などを単独で用いてもよいしまたは併用してもよい。
【0054】
更に、本実施形態に用いられるトナーは、帯電制御剤、離型剤を含有してもよく、ニグロシン、4級アンモニウム塩、有機金属錯体、キレート錯体等を用いてもよい。
【0055】
トナーの製造方法としては特に限定されず、粉砕法、重合法等、公知のいかなるトナー製造方法を用いてもかまわない。
【0056】
(トナーの外添剤)
また、トナーに外添する外添剤としては、シリカ、酸化チタン、酸化セリウム、チタン酸バリウム、フッ素粒子、アクリル粒子等が用いられる。これらは1種を単独で用いても、併用して用いてもよい。該シリカとしては、TG820(キャボット社製)、HVK2150(クラリアント社製)等の市販品を使用してもよい。
尚、上記外添剤としては、その体積平均粒子径が20nm以上1μm以下のものが好適に用いられる。
【0057】
本実施形態に係るキャリアとトナーとの混合比(質量比)は、トナー:キャリア=1:100乃至30:100の範囲が望ましく、3:100乃至15:100の範囲がより望ましい。
【0058】
<画像形成装置>
次に、本実施形態に係る静電潜像現像用現像剤を用いた本実施形態に係る画像形成装置について説明する。
本実施形態に係る画像形成装置は、像保持体と、前記像保持体表面を帯電する帯電装置と、帯電された前記像保持体表面に静電潜像を形成する潜像形成装置と、前記静電潜像を前述の本実施形態に係る静電潜像現像用現像剤におけるトナーによって、トナー像として現像する現像装置と、前記像保持体表面に形成された前記トナー像を被転写体表面に転写する転写装置と、を有することを特徴とする。本実施形態に係る画像形成装置は、必要に応じて前記潜像保持体をクリーニング部材で摺擦し転写残留成分をクリーニングするクリーニング装置等のその他の装置を備えていてもよい。
以下、本実施形態に係る画像形成装置の一例を示すが、これに限定されるわけではない。なお、図に示す主用部を説明し、その他はその説明を省略する。
【0059】
なお、この画像形成装置において、例えば前記現像装置を含む部分が、画像形成装置本体に対して脱着自在なカートリッジ構造(プロセスカートリッジ)であってもよく、該プロセスカートリッジとしては、現像剤保持体を少なくとも備え、本実施形態に係る静電潜像現像用現像剤を収容する本実施形態に係るプロセスカートリッジが好適に用いられる。
【0060】
図1は、本実施形態に係る画像形成装置の一例である4連タンデム方式のカラー画像形成装置を示す概略構成図である。図1に示す画像形成装置は、色分解された画像データに基づくイエロー(Y)、マゼンタ(M)、シアン(C)、ブラック(K)の各色の画像を出力する電子写真方式の第1乃至第4の画像形成ユニット10Y、10M、10C、10K(画像形成装置)を備えている。これらの画像形成ユニット(以下、単に「ユニット」と称する)10Y、10M、10C、10Kは、互いに予め定めた距離離間して並設されている。なお、これらユニット10Y、10M、10C、10Kは、画像形成装置本体に対して脱着自在なプロセスカートリッジであってもよい。
【0061】
各ユニット10Y、10M、10C、10Kの図面における上方には、各ユニットを通して中間転写体としての中間転写ベルト20が延設されている。中間転写ベルト20は、図における左から右方向に互いに離間して配置された駆動ローラ22および中間転写ベルト20内面に接する支持ローラ24に巻回されて設けられ、第1ユニット10Yから第4ユニット10Kに向う方向に走行されるようになっている。また、中間転写ベルト20の像保持体側面には、駆動ローラ22と対向して中間転写体クリーニング装置30が備えられている。
また、各ユニット10Y、10M、10C、10Kの現像装置(現像装置)4Y、4M、4C、4Kのそれぞれには、トナーカートリッジ8Y、8M、8C、8Kに収容されたイエロー、マゼンタ、シアン、ブラックの4色のトナーが供給される。
【0062】
上述した第1乃至第4ユニット10Y、10M、10C、10Kは、同等の構成を有しているため、ここでは中間転写ベルト走行方向の上流側に配設されたイエロー画像を形成する第1ユニット10Yについて代表して説明する。尚、第1ユニット10Yと同等の部分に、イエロー(Y)の代わりに、マゼンタ(M)、シアン(C)、ブラック(K)を付した参照符号を付すことにより、第2乃至第4ユニット10M、10C、10Kの説明を省略する。
【0063】
第1ユニット10Yは、潜像保持体として機能する感光体1Yを有している。感光体1Yの周囲には、感光体1Yの表面を予め定めた電位に帯電させる帯電ローラ2Y、帯電された表面を色分解された画像信号に基づくレーザ光線3Yよって露光して静電潜像を形成する露光装置3、静電潜像に帯電したトナーを供給して静電潜像を現像する現像装置(現像装置)4Y、現像したトナー像を中間転写ベルト20上に転写する1次転写ローラ5Y(1次転写装置)、および1次転写後に感光体1Yの表面に残存するトナーを除去する感光体クリーニング装置(クリーニング装置)6Yが順に配設されている。
尚、1次転写ローラ5Yは、中間転写ベルト20の内側に配置され、感光体1Yに対向した位置に設けられている。更に、各1次転写ローラ5Y、5M、5C、5Kには、1次転写バイアスを印加するバイアス電源(図示せず)がそれぞれ接続されている。各バイアス電源は、図示しない制御部による制御によって、各1次転写ローラに印加する転写バイアスを可変する。
【0064】
以下、第1ユニット10Yにおいてイエロー画像を形成する動作について説明する。まず、動作に先立って、帯電ローラ2Yによって感光体1Yの表面が−600V乃至−800Vの電位に帯電される。
感光体1Yは、導電性(20℃における体積抵抗率:1×10−6Ωcm以下)の基体上に感光層を積層して形成されている。この感光層は、通常は高抵抗(一般の樹脂程度の抵抗)であるが、レーザ光線3Yが照射されると、レーザ光線が照射された部分の比抵抗が変化する性質を持っている。そこで、帯電した感光体1Yの表面に、図示しない制御部から送られてくるイエロー用の画像データに従って、露光装置3を介してレーザ光線3Yを出力する。レーザ光線3Yは、感光体1Yの表面の感光層に照射され、それにより、イエロー印字パターンの静電潜像が感光体1Yの表面に形成される。
【0065】
静電潜像とは、帯電によって感光体1Yの表面に形成される像であり、レーザ光線3Yによって、感光層の被照射部分の比抵抗が低下し、感光体1Yの表面の帯電した電荷が流れ、一方、レーザ光線3Yが照射されなかった部分の電荷が残留することによって形成される、いわゆるネガ潜像である。
このようにして感光体1Y上に形成された静電潜像は、感光体1Yの走行に従って予め定めた現像位置まで回転される。そして、この現像位置で、感光体1Y上の静電潜像が、現像装置4Yによって可視像(トナー像)化される。
【0066】
現像装置4Y内には、イエロートナーが収容されている。イエロートナーは、現像装置4Yの内部で攪拌されることで摩擦帯電し、感光体1Y上に帯電した帯電荷と同極性(負極性)の電荷を有して現像剤ロール(現像剤保持体)上に保持されている。そして感光体1Yの表面が現像装置4Yを通過していくことにより、感光体1Y表面上の除電された潜像部にイエロートナーが静電的に付着し、潜像がイエロートナーによって現像される。イエローのトナー像が形成された感光体1Yは、引続き予め定めた速度で走行され、感光体1Y上に現像されたトナー像が予め定めた1次転写位置へ搬送される。
【0067】
感光体1Y上のイエロートナー像が1次転写へ搬送されると、1次転写ローラ5Yに予め定めた1次転写バイアスが印加され、感光体1Yから1次転写ローラ5Yに向う静電気力がトナー像に作用され、感光体1Y上のトナー像が中間転写ベルト20上に転写される。このとき印加される転写バイアスは、トナーの極性(−)と逆極性の(+)極性であり、例えば第1ユニット10Yでは制御部(図示せず)によって+10μA程度に制御されている。
一方、感光体1Y上に残留したトナーはクリーニング装置6Yで除去されて回収される。
【0068】
また、第2ユニット10M以降の1次転写ローラ5M、5C、5Kに印加される1次転写バイアスも、第1ユニットに準じて制御されている。
こうして、第1ユニット10Yにてイエロートナー像の転写された中間転写ベルト20は、第2乃至第4ユニット10M、10C、10Kを通して順次搬送され、各色のトナー像が重ねられて多重転写される。
【0069】
第1乃至第4ユニットを通して4色のトナー像が多重転写された中間転写ベルト20は、中間転写ベルト20と中間転写ベルト20内面に接する支持ローラ24と中間転写ベルト20の像保持面側に配置された2次転写ローラ(2次転写装置)26とから構成された2次転写部へと至る。一方、記録紙(被転写体)Pが供給機構を介して2次転写ローラ26と中間転写ベルト20とが圧接されている隙間に予め定めたタイミングで給紙され、予め定めた2次転写バイアスが支持ローラ24に印加される。このとき印加される転写バイアスは、トナーの極性(−)と同極性の(−)極性であり、中間転写ベルト20から記録紙Pに向う静電気力がトナー像に作用され、中間転写ベルト20上のトナー像が記録紙P上に転写される。尚、この際の2次転写バイアスは2次転写部の抵抗を検出する抵抗検出装置(図示せず)により検出された抵抗に応じて決定されるものであり、電圧制御されている。
【0070】
この後、記録紙Pは定着装置28へと送り込まれトナー像が加熱され、色重ねしたトナー像が溶融されて、記録紙P上へ定着される。カラー画像の定着が完了した記録紙Pは、排出部へ向けて搬出され、一連のカラー画像形成動作が終了される。
なお、上記例示した画像形成装置は、中間転写ベルト20を介してトナー像を記録紙Pに転写する構成となっているが、この構成に限定されるものではなく、感光体から直接トナー像が記録紙に転写される構造であってもよい。
【0071】
<プロセスカートリッジ>
図2は、本実施形態に係る静電潜像現像用現像剤を収容するプロセスカートリッジの好適な一例を示す概略構成図である。プロセスカートリッジ200は、感光体107とともに、帯電ローラ108、現像装置111、感光体クリーニング装置(クリーニング装置)113、露光のための開口部118、および、除電露光のための開口部117を取り付けレール116を用いて組み合わせ、そして一体化したものである。なお、図2において符号300は被転写体を表す。
そして、このプロセスカートリッジ200は、転写装置112と、定着装置115と、図示しない他の構成部分とから構成される画像形成装置本体に対して着脱自在としたものであり、画像形成装置本体とともに画像形成装置を構成するものである。
【0072】
図2で示すプロセスカートリッジでは、感光体107、帯電ローラ108、現像装置111、クリーニング装置113、露光のための開口部118、および、除電露光のための開口部117を備えているが、これら装置は選択的に組み合わせてよい。本実施形態に係るプロセスカートリッジでは、現像装置111のほかには、感光体107、帯電ローラ108、感光体クリーニング装置(クリーニング装置)113、露光のための開口部118、および、除電露光のための開口部117から構成される群から選択される少なくとも1種を備えるものであってもよい。
【実施例】
【0073】
以下、本発明を実施例に基づきさらに詳細に説明するが、本発明は下記実施例により限定されるものではない。尚、以下において「部」および「%」は、特に示さない限り「質量基準」である。
【0074】
[実施例1]
<キャリアの作製>
(1)芯材の形成
以下の方法により、芯材を形成した。
[磁性体粒子Aの作製]
ヘンシェルミキサーに平均粒子径0.27μmのマグネタイト粒子500部を投入し、十分に攪拌した後、シランカップリング剤5.0部を添加し、100℃まで昇温し30分間よく攪拌混合することによりシランカップリング剤により被覆されたマグネタイトの磁性体粒子Aを得た。
【0075】
[磁性体粒子Bの作製]
ヘンシェルミキサーに平均粒子径0.7μmのマグネタイト粒子100部を投入し、十分に攪拌した後、シランカップリング剤0.03部を添加し、100℃まで昇温し30分間よく攪拌混合することによりシランカップリング剤により被覆されたマグネタイトの磁性体粒子Bを得た。
【0076】
[芯材粒子(1)の作製]
次に、1Lの四つ口フラスコにフェノール60部、37%ホルマリン90部、親油化処理された上記磁性体粒子A420部、28%アンモニア水16部、および水40部を攪拌混合した。次いで、攪拌しながら30分間で45℃に上昇させた後、フラスコ内の様子を見ながら攪拌翼の回転数を落とし、上記磁性体粒子B7部、水10部を添加し、添加が終了した後に再び初期の回転数まで上げ、30分間で85℃まで上昇させ、同温度で180分間反応させた。その後、25℃まで冷却し、500mlの水を添加した後、上澄み液を除去、沈殿物を水洗した。これを減圧下で風乾し、芯材粒子(1)を得た。
【0077】
芯材の表面粗さRa、最表層部に含有されている粒子の粒径の範囲(最表層部粒径範囲)、最表層部における上記粒子の濃度(最表層部粒子濃度)、および粒子突出部の存在割合を測定した結果を表1に示す。
【0078】
(2)樹脂層の形成
以下の方法により、芯材の表面に樹脂層を形成した。
[被覆層形成用原料溶液(a)の調製]
下記組成の成分を60分間スターラーにて攪拌/分散し、被覆層形成用原料溶液(a)を調製した。
・トルエン :85部
・スチレン−メタクリレート共重合体(質量比90:10) :12部
・カーボンブラック(R330、キャボット製) :4部
【0079】
[キャリア1の作製]
芯材粒子(1)100部と被覆層形成用原料溶液(a)12部とを真空脱気型ニーダに入れ、攪拌しながら、60℃にて−200mmHgまで減圧し15分混合した後、昇温/減圧させ94℃/−720mmHgで30分間攪拌乾燥させ、樹脂被覆粒子を得た。次に75μmメッシュの篩分網で篩分を行い、キャリア1を得た。
樹脂層の表面粗さRaを測定した結果を表1に示す。
【0080】
<トナーの作製>
スチレン−ブチルアクリレート共重合体(重量平均分子量Mw=150,000、共重合比80:20)100部、カーボンブラック(モーガルL:キャボット社製)5部、およびカルナウバワックス6部の混合物をエクストルーダで混練し、ジェットミルで粉砕後、温風による球形化処理をクリプトロン(川崎重工製)にて実施し、風力式分級機で分級して粒子径6.2μmのトナー粒子を得た。このトナー粒子100部に対してコロイダルシリカ(日本アエロジル社製R972)1.2部および粒径0.6μmのコロイダルリシカ0.3部を添加し、ヘンシェルミキサーで混合して外添トナー粒子を得た。
【0081】
<現像剤の作製>
前記キャリア85部と上記トナー15部とをV型ブレンダーで20分間攪拌し現像剤を作製した。
【0082】
[実施例2]
実施例1において、キャリア1を以下のものに変更した以外は実施例1に記載の方法により現像剤を作製した。
(キャリア2の作製)
実施例1の芯材粒子(1)の作製において、磁性体粒子Bの添加量を10部に変更した以外は、実施例1に記載の方法により芯材粒子(2)を作製した。
また、実施例1のキャリア1の作製において、芯材粒子として上記芯材粒子(2)を用い、且つ被覆層形成用原料溶液(a)の添加量を14部に変更した以外は実施例1に記載の方法によりキャリア2を得た。
【0083】
[実施例3]
実施例1において、キャリア1を以下のものに変更した以外は実施例1に記載の方法により現像剤を作製した。
(キャリア3の作製)
実施例1の磁性体粒子Bの作製において、平均粒子径0.7μmのマグネタイト粒子を平均粒子径0.8μmに変更し、且つ芯材粒子(1)の作製において、磁性体粒子Bの添加量を13部に変更した以外は、実施例1に記載の方法により芯材粒子(3)を作製した。
また、芯材粒子として上記芯材粒子(3)を用い、且つキャリアの作製を前記キャリア2の作製に記載の方法により行い、キャリア3を得た。
【0084】
[実施例4]
実施例1において、キャリア1を以下のものに変更した以外は実施例1に記載の方法により現像剤を作製した。
(キャリア4の作製)
実施例1の磁性体粒子Bの作製において、平均粒子径0.7μmのマグネタイト粒子を平均粒子径0.8μmに変更し、且つ芯材粒子(1)の作製において、磁性体粒子Bの添加量を12部に変更した以外は、実施例1に記載の方法により芯材粒子(4)を作製した。
また、芯材粒子として上記芯材粒子(4)を用い、且つキャリアの作製を前記キャリア2の作製に記載の方法により行い、キャリア4を得た。
【0085】
[実施例5]
実施例1において、キャリア1を以下のものに変更した以外は実施例1に記載の方法により現像剤を作製した。
(キャリア5の作製)
実施例1の磁性体粒子Bの作製において、平均粒子径0.7μmのマグネタイト粒子を平均粒子径1.5μmに変更し、且つ芯材粒子(1)の作製において、磁性体粒子Bの添加量を15部に変更した以外は、実施例1に記載の方法により芯材粒子(5)を作製した。
また、芯材粒子として上記芯材粒子(5)を用い、且つキャリアの作製を前記キャリア2の作製に記載の方法により行い、キャリア5を得た。
【0086】
[実施例6]
実施例1において、キャリア1を以下のものに変更した以外は実施例1に記載の方法により現像剤を作製した。
(キャリア6の作製)
実施例1の磁性体粒子Bの作製において、平均粒子径0.7μmのマグネタイト粒子を平均粒子径4μmに変更し、且つ芯材粒子(1)の作製において、磁性体粒子Bの添加量を15部に変更した以外は、実施例1に記載の方法により芯材粒子(6)を作製した。
また、芯材粒子として上記芯材粒子(6)を用い、且つキャリアの作製を前記キャリア2の作製に記載の方法により行い、キャリア6を得た。
【0087】
[実施例7]
実施例1において、キャリア1を以下のものに変更した以外は実施例1に記載の方法により現像剤を作製した。
(キャリア7の作製)
実施例1の磁性体粒子Bの作製において、平均粒子径0.7μmのマグネタイト粒子を平均粒子径2.0μmに変更し、且つ芯材粒子(1)の作製において、磁性体粒子Bの添加量を15部に変更した以外は、実施例1に記載の方法により芯材粒子(7)を作製した。
また、芯材粒子として上記芯材粒子(7)を用い、且つキャリアの作製を前記キャリア2の作製に記載の方法により行い、キャリア7を得た。
【0088】
[実施例8]
実施例1において、キャリア1を以下のものに変更した以外は実施例1に記載の方法により現像剤を作製した。
(キャリア8の作製)
実施例1の磁性体粒子Bの作製において、平均粒子径0.7μmのマグネタイト粒子を平均粒子径1.7μmに変更し、且つ芯材粒子(1)の作製において、磁性体粒子Bの添加量を15部に変更した以外は、実施例1に記載の方法により芯材粒子(8)を作製した。
また、芯材粒子として上記芯材粒子(8)を用い、且つキャリアの作製を前記キャリア2の作製に記載の方法により行い、キャリア8を得た。
【0089】
[実施例9]
実施例1において、キャリア1を以下のものに変更した以外は実施例1に記載の方法により現像剤を作製した。
(キャリア9の作製)
実施例1の磁性体粒子Bの作製において、平均粒子径0.7μmのマグネタイト粒子を平均粒子径1.3μmに変更し、且つ芯材粒子(1)の作製において、磁性体粒子Bの添加量を17部に変更した以外は、実施例1に記載の方法により芯材粒子(9)を作製した。
また、芯材粒子として上記芯材粒子(9)を用い、且つキャリアの作製を前記キャリア2の作製に記載の方法により行い、キャリア9を得た。
【0090】
[実施例10]
実施例1において、キャリア1を以下のものに変更した以外は実施例1に記載の方法により現像剤を作製した。
(キャリア10の作製)
実施例1の磁性体粒子Bの作製において、平均粒子径0.7μmのマグネタイト粒子を平均粒子径5.5μmに変更し、且つ芯材粒子(1)の作製において、磁性体粒子Bの添加量を15部に変更した以外は、実施例1に記載の方法により芯材粒子(10)を作製した。
また、芯材粒子として上記芯材粒子(10)を用い、且つキャリアの作製を前記キャリア2の作製に記載の方法により行い、キャリア10を得た。
【0091】
[比較例1]
実施例1において、キャリア1を以下のものに変更した以外は実施例1に記載の方法により現像剤を作製した。
(キャリア11の作製)
実施例1の磁性体粒子Bの作製において、平均粒子径0.7μmのマグネタイト粒子を平均粒子径0.3μmに変更し、且つ芯材粒子(1)の作製において、磁性体粒子Bの添加量を10部に変更した以外は、実施例1に記載の方法により芯材粒子(11)を作製した。
また、芯材粒子として上記芯材粒子(11)を用い、且つキャリアの作製を前記キャリア1の作製に記載の方法により行い、キャリア11を得た。
【0092】
[比較例2]
実施例1において、キャリア1を以下のものに変更した以外は実施例1に記載の方法により現像剤を作製した。
(キャリア12の作製)
実施例1の磁性体粒子Bの作製において、平均粒子径0.7μmのマグネタイト粒子を平均粒子径0.6μmに変更し、且つ芯材粒子(1)の作製において、磁性体粒子Bの添加量を10部に変更した以外は、実施例1に記載の方法により芯材粒子(12)を作製した。
また、芯材粒子として上記芯材粒子(12)を用い、且つキャリアの作製を前記キャリア2の作製に記載の方法により行い、キャリア12を得た。
【0093】
[比較例3]
実施例1において、キャリア1を以下のものに変更した以外は実施例1に記載の方法により現像剤を作製した。
(キャリア13の作製)
Fe2O3:500部、Mn(OH)2:222部、Mg(OH)2:36部を混合し、分散剤、水とメディア径1mmのジルコニアビーズで粉砕、ろ過後、乾燥し、更に温度を900℃まで上げ、酸化物とした。次いで、分散剤、水を加え、湿式ボールミルで10時間混合/粉砕した。次に、スプレードライヤーにより造粒、乾燥した後、電気炉で温度1150℃とし、4.5時間の焼成を行った。解砕工程、分級工程を経て芯材粒子(13)を得た。
また、芯材粒子として上記芯材粒子(13)を用い、且つキャリアの作製を前記キャリア2の作製に記載の方法により行い、キャリア13を得た。
【0094】
<評価試験>
−初期及び経時での粒状性評価−
各現像剤を用いて、富士ゼロックス(株)製のDocu Centre Color400を用い、高温高湿(28℃/85%RH)環境にて、画像面積率100%の画像を10000枚連続出力した。出力された画像の10枚目、10000枚目における画像を目視にて観察し、粒状性を評価した。具体的な評価基準は以下の通りである。尚、4、3、2を許容範囲とした。
4:目視レベルで粒状性にムラが全く確認できず非常に良好である
3:目視レベルで粒状性にムラがほとんど確認できず良好である
2:目視レベルで粒状性にムラが一部確認できるものの良好である
1:目視レベルで粒状性にムラがあり悪い
【0095】
【表1】
【符号の説明】
【0096】
1Y、1M、1C、1K、107 感光体(潜像保持体)
2Y、2M、2C、2K、108 帯電ローラ
3Y、3M、3C、3K レーザ光線
3 露光装置
4Y、4M、4C、4K、111 現像装置
5Y、5M、5C、5K 1次転写ローラ
6Y、6M、6C、6K、113 感光体クリーニング装置
8Y、8M、8C、8K トナーカートリッジ
10Y、10M、10C、10K 画像形成ユニット
20 中間転写ベルト
22 駆動ローラ
24 支持ローラ
26 2次転写ローラ
28、115 定着装置
30 中間転写体クリーニング装置
112 転写装置
116 取り付けレール
117 除電露光のための開口部
118 露光のための開口部
200 プロセスカートリッジ
P、300 記録紙(被転写体)
【特許請求の範囲】
【請求項1】
結着樹脂中に磁性体が含有され、且つ表面粗さRaが0.3μm以上0.5μm以下である芯材と、
該芯材の表面を被覆し且つ樹脂を含有する樹脂層と、
を有する静電潜像現像用キャリア。
【請求項2】
前記芯材の個数平均粒子径をD(μm)とした時、前記芯材の表面から1/8D(μm)までの領域に、粒径が0.8μm以上5μm以下の粒子を含有する請求項1に記載の静電潜像現像用キャリア。
【請求項3】
前記芯材の表面積に対する、該芯材の表面から突出している部分の前記粒子の面積の比率が15%以上40%以下である請求項2に記載の静電潜像現像用キャリア。
【請求項4】
静電潜像現像用トナーと、
結着樹脂中に磁性体が含有され、且つ表面粗さRaが0.3μm以上0.5μm以下である芯材、および、該芯材の表面を被覆し且つ樹脂を含有する樹脂層を有する静電潜像現像用キャリアと、
を含有する静電潜像現像用現像剤。
【請求項5】
静電潜像現像用トナーと、
結着樹脂中に磁性体が含有され、且つ表面粗さRaが0.3μm以上0.5μm以下である芯材、および、該芯材の表面を被覆し且つ樹脂を含有する樹脂層を有する静電潜像現像用キャリアと、
を含有する静電潜像現像用現像剤を収容してなる現像剤カートリッジ。
【請求項6】
像保持体と、
前記像保持体表面を帯電する帯電装置と、
帯電された前記像保持体表面に静電潜像を形成する潜像形成装置と、
静電潜像現像用トナー、並びに、結着樹脂中に磁性体が含有され、且つ表面粗さRaが0.3μm以上0.5μm以下である芯材、および、該芯材の表面を被覆し且つ樹脂を含有する樹脂層を有する静電潜像現像用キャリアを含有する静電潜像現像用現像剤、を収容してなり、該静電潜像現像用現像剤における前記静電潜像現像用トナーによって前記静電潜像をトナー像として現像する現像装置と、
前記像保持体表面に形成された前記トナー像を被転写体表面に転写する転写装置と、
を有する画像形成装置。
【請求項7】
静電潜像現像用トナーと、結着樹脂中に磁性体が含有され、且つ表面粗さRaが0.3μm以上0.5μm以下である芯材、および、該芯材の表面を被覆し且つ樹脂を含有する樹脂層を有する静電潜像現像用キャリアと、を含有する静電潜像現像用現像剤を収容してなり、
前記静電潜像現像用現像剤を保持して搬送する現像剤保持体を備えるプロセスカートリッジ。
【請求項1】
結着樹脂中に磁性体が含有され、且つ表面粗さRaが0.3μm以上0.5μm以下である芯材と、
該芯材の表面を被覆し且つ樹脂を含有する樹脂層と、
を有する静電潜像現像用キャリア。
【請求項2】
前記芯材の個数平均粒子径をD(μm)とした時、前記芯材の表面から1/8D(μm)までの領域に、粒径が0.8μm以上5μm以下の粒子を含有する請求項1に記載の静電潜像現像用キャリア。
【請求項3】
前記芯材の表面積に対する、該芯材の表面から突出している部分の前記粒子の面積の比率が15%以上40%以下である請求項2に記載の静電潜像現像用キャリア。
【請求項4】
静電潜像現像用トナーと、
結着樹脂中に磁性体が含有され、且つ表面粗さRaが0.3μm以上0.5μm以下である芯材、および、該芯材の表面を被覆し且つ樹脂を含有する樹脂層を有する静電潜像現像用キャリアと、
を含有する静電潜像現像用現像剤。
【請求項5】
静電潜像現像用トナーと、
結着樹脂中に磁性体が含有され、且つ表面粗さRaが0.3μm以上0.5μm以下である芯材、および、該芯材の表面を被覆し且つ樹脂を含有する樹脂層を有する静電潜像現像用キャリアと、
を含有する静電潜像現像用現像剤を収容してなる現像剤カートリッジ。
【請求項6】
像保持体と、
前記像保持体表面を帯電する帯電装置と、
帯電された前記像保持体表面に静電潜像を形成する潜像形成装置と、
静電潜像現像用トナー、並びに、結着樹脂中に磁性体が含有され、且つ表面粗さRaが0.3μm以上0.5μm以下である芯材、および、該芯材の表面を被覆し且つ樹脂を含有する樹脂層を有する静電潜像現像用キャリアを含有する静電潜像現像用現像剤、を収容してなり、該静電潜像現像用現像剤における前記静電潜像現像用トナーによって前記静電潜像をトナー像として現像する現像装置と、
前記像保持体表面に形成された前記トナー像を被転写体表面に転写する転写装置と、
を有する画像形成装置。
【請求項7】
静電潜像現像用トナーと、結着樹脂中に磁性体が含有され、且つ表面粗さRaが0.3μm以上0.5μm以下である芯材、および、該芯材の表面を被覆し且つ樹脂を含有する樹脂層を有する静電潜像現像用キャリアと、を含有する静電潜像現像用現像剤を収容してなり、
前記静電潜像現像用現像剤を保持して搬送する現像剤保持体を備えるプロセスカートリッジ。
【図1】

【図2】
【図2】
【公開番号】特開2012−198422(P2012−198422A)
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願番号】特願2011−62992(P2011−62992)
【出願日】平成23年3月22日(2011.3.22)
【出願人】(000005496)富士ゼロックス株式会社 (21,908)
【Fターム(参考)】
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願日】平成23年3月22日(2011.3.22)
【出願人】(000005496)富士ゼロックス株式会社 (21,908)
【Fターム(参考)】
[ Back to top ]