
非多孔質熱可塑性材料の衝撃強度の変更方法
本発明は、熱可塑性材料の密度を減少させるための方法、および中実または非多孔質材料と同様のまたは向上した機械的特性を有する熱可塑性材料から作られた物品に関する。発泡方法への改善策およびそれらから作られた発泡体の多孔質構造体、および中実または非多孔質熱可塑性材料の衝撃強度を変化させるための方法ならびに該材料の有用な物品への成形のための方法も開示される。一実施形態では、熱可塑性材料の光透過率を実質的に低下させることなく、熱可塑性材料の密度を低下させるための方法が提供される。この方法は、初期密度を有する熱可塑性材料を得ること、および0.1nm乃至100nmの平均の細孔サイズを有する細孔を材料中に形成させて、初期密度より密度が小さく、少なくとも20%の光透過率を有する熱可塑性材料を作り出すことを含む。
【発明の詳細な説明】
【技術分野】
【0001】
(関連出願の相互参照)
本願は、米国仮特許出願第60/894,440号(2007年3月12日出願)の利益を主張し、この出願は、その全体が本明細書に参考として援用される。
【背景技術】
【0002】
(背景)
中実熱可塑性材料には多くの使用法および用途がある。ほとんどすべての使用法および用途において、使用法および用途の要件を満たす機械的特性に基づいて材料が選択される。しばしば、好適となる材料の選択を機械的特性の制約が拘束する。多くの場合、特定用途において用いられる材料の選択に際しては重量も考慮される。
【0003】
一般に、重量が軽く、必要とされる機械的特性を具備する材料の方が、同様の特性を有し、重量が大きい別の材料よりも好ましい。
【発明の概要】
【課題を解決するための手段】
【0004】
従って、上記の考察に照らし、熱可塑性材料の密度を減少させるための方法と、中実または非多孔質(noncellular)材料と同様のまたは向上した機械的特性を有する、それらから作られた物品とが本明細書に開示される。発泡方法への改善策およびそれらから作られた発泡体の多孔質構造体、ならびに中実または非多孔質の熱可塑性材料の衝撃強度を変更するための方法および有用な物品への該材料の成形のための方法も開示される。
【0005】
一実施形態では、熱可塑性材料の光透過率を実質的に低下させることなく、熱可塑性材料の密度を低下させるための方法が提供される。この方法は、初期密度を有する熱可塑性材料を得ること、および0.1nm乃至100nmの平均の細孔(cell)サイズを有する細孔を材料中に形成させて初期密度より密度が小さく、少なくとも20%の光透過率を有する熱可塑性材料を作り出すことを含む。
【0006】
第2の実施形態では、中実熱可塑性材料から調製された多孔質熱可塑性材料が提供される。多孔質熱可塑性材料は、0.1nm乃至100nmの平均サイズ、中実熱可塑性材料の密度より低い密度、および少なくとも20%の光透過率を有するナノサイズの細孔を含む。
【0007】
第3の実施形態では、熱可塑性材料の衝撃強度を実質的に低下させることなく熱可塑性材料の密度を減少させるための方法が提供される。この方法は、初期密度および初期衝撃強度を有する熱可塑性材料を得ること、および0.1nm乃至100nmの平均細孔サイズを有する細孔を材料中に形成させて初期密度より密度が小さく、初期衝撃強度と実質的に同じかまたは大きな衝撃強度を有する熱可塑性材料を作り出すことを含む。
【0008】
第4の実施形態では、中実熱可塑性材料から調製された多孔質熱可塑性材料が提供される。多孔質熱可塑性材料は、0.1nm乃至100nmの平均細孔サイズを有するナノサイズの細孔、中実熱可塑性材料の密度より低い密度、および中実熱可塑性材料の衝撃強度と実質的に同じかまたは大きな衝撃強度を備える。
【0009】
第5の実施形態では、熱可塑性材料の伸びを実質的に低下させることなく熱可塑性材料の密度を減少させるための方法が提供される。この方法は、初期密度および初期伸びを有する熱可塑性材料を得ること、および0.1nm乃至100nmの平均細孔サイズを有する細孔を材料中に形成させて初期密度より密度が小さく、初期伸びと実質的に同じ伸びを有する熱可塑性材料を作り出すことを含む。
【0010】
第6の実施形態では、中実熱可塑性材料から調製された多孔質熱可塑性材料が提供される。多孔質熱可塑性材料は、0.1nm乃至100nmの平均細孔サイズ、中実熱可塑性材料の密度より低い密度、および中実熱可塑性材料の伸びと実質的に同じ伸びを有するナノサイズの細孔を含む。
【0011】
第7の実施形態では、光を選別する(filtering)ための方法が提供される。この方法は、0.1nm乃至100nmの平均細孔サイズを有するナノサイズの細孔を有する熱可塑性材料に光を導くことを含み、細孔のサイズが熱可塑性材料によって選別される光の波長を決定する。
【0012】
第8の実施形態では、光フィルターが提供される。光フィルターは、0.1nm乃至100nmの平均細孔サイズを有するナノサイズの細孔を含む熱可塑性材料を含み、細孔のサイズが選別される光の波長を決定する。
【0013】
第9の実施形態では、光フィルターを作るための方法が提供される。この方法は、0.1nm乃至100nmの平均細孔サイズを有するナノサイズの細孔を熱可塑性材料中に形成させることを含み、細孔のサイズが選別される光の波長を決定する。
【0014】
第10の実施形態では、熱可塑性材料に色を提供するための方法が提供される。この方法は、0.1nm乃至100nmの平均細孔サイズを有するナノサイズの細孔を熱可塑性材料中に形成させることを含み、細孔のサイズが熱可塑性材料の色を決定する。
【0015】
第11の実施形態では、着色した熱可塑性材料が提供される。着色した熱可塑性材料は0.1nm乃至100nmの平均サイズを有するナノサイズの細孔を含み、細孔のサイズが熱可塑性材料の色を決定する。
【0016】
第1から第11のすべての実施形態では、平均細孔サイズは20nm乃至40nmであってよく、熱可塑性材料は非晶質または半結晶性重合体であってよい。第1から第11のすべての実施形態における代表的な熱可塑性材料が本明細書に開示される。
【0017】
第12の実施形態では、多孔質熱可塑性材料を作るための方法が提供される。この方法は、気体で満たされた熱可塑性材料を得ること、この材料をプレス上に配置すること、プレスによって材料に圧力を加えること、プレスを加熱して材料中に細孔を形成させること、および気体流通(channeling)手段を介して気体を材料から抜き出して実質的に内部空洞形成(internal blistering)および表面変形のない多孔質材料を提供することを含む。
【0018】
第12の実施形態の方法であって、気体流通手段は材料の表面とプレスとの間に並置された通気(breather)層である方法である。
【0019】
第12の実施形態の方法であって、気体流通手段はプレスの中に設けられた1つ以上のスルーホールである方法である。
【0020】
第12の実施形態の方法であって、プレスは第1のプラテンと第2のプラテンとを含み、気体流通手段は熱可塑性材料の表面とプラテンの表面との間に設けられている方法である。
【0021】
第12の実施形態の方法であって、1MPa乃至5MPaの圧力で気体を熱可塑性材料中に満たすことをさらに含む方法である。
【0022】
第12の実施形態の方法であって、プレスの中に2つ以上の熱可塑性材料を配置し、2つ以上の熱可塑性材料をプレスによって加熱することをさらに含む方法である。
【0023】
第12の実施形態の方法であって、2つ以上の熱可塑性材料を気体で満たすことをさらに含む方法である。
【0024】
第12の実施形態の方法であって、熱可塑性材料は上部表面および下部表面を有するシートであり、プレスによって材料の上部表面と下部表面との両方に圧力が加えられる方法。
【0025】
第13の実施形態では、多孔質熱可塑性材料を作るための方法が提供される。この方法は、気体で満たされた熱可塑性材料を得るステップであって、材料は長さ/幅の面を定める表面を含み、材料は厚さを有するステップ、材料をプレスの上に配置するステップ、プレスによって表面に垂直な力を材料に加えるステップであって、力が表面とプレスとの間に摩擦を生じさせて通常は厚さ寸法の膨張を引き起こし、長さ/幅平面の膨張を妨げるステップを含む。
【0026】
第13の実施形態の方法であって、2つ以上の熱可塑性材料がプレス上に配置される方法である。
【0027】
第13の実施形態の方法であって、2つ以上の熱可塑性材料が気体で飽和し、熱可塑性材料の間に多孔質媒体が挟み込まれる方法である。
【0028】
第13の実施形態の方法であって、発泡体熱可塑性材料は厚さが3mmより大きい方法である。
【0029】
第13の実施形態の方法であって、発泡体熱可塑性材料は厚さが6mm以上である方法である。
【0030】
第14の実施形態では、熱可塑性発泡体を含む複合構造体を作るための方法が提供される。この方法は、気体で満たされた熱可塑性材料、および表面シートを得ること、熱可塑性材料または表面シートあるいは両方の少なくとも1つの表面に接着剤を塗布すること、表面シートを熱可塑性材料の上に配置すること、接着した表面シートを有する、気体で満たされた熱可塑性材料をプレス上に配置すること、およびプレスを加熱して接着剤を硬化させ、気体で満たされた熱可塑性材料中に多孔質構造を作り出すことを含む。
【0031】
第14の実施形態の方法であって、気体で満たされた熱可塑性材料の第2の表面または第2の表面シートに接着剤を塗布し、第2の表面シートを第2の表面の上に肺位置することをさらに含む方法である。
【0032】
第14の実施形態の方法であって、プレスは接着剤を硬化させる温度に加熱される方法である。
【0033】
第14の実施形態の方法であって、飽和圧力、飽和時間、または脱着時間のうちの1つを選択して接着剤の硬化温度に関して熱可塑性材料中の多孔質構造の密度を制御することをさらに含む方法である。
【0034】
第15の実施形態では、多孔質構造を作るための方法が提供される。この方法は、第1の熱可塑性材料を第2の熱可塑性材料の上に配置するステップであって、第1の熱可塑性材料の表面が第2の熱可塑性材料の表面の上に重なるステップ、第1および第2の熱可塑性材料を気体で満たすステップであって、好ましくは気体は重なっていない表面を通って満たし、重なり合っていない表面に近いほど発泡に適する高い気体濃度の区域と、発泡に適しない低い気体濃度の区域とを実現するステップ、重なっている第1および第2の熱可塑性材料をプレスの上に配置するステップ、および第1または第2の熱可塑性材料を加熱して第1および第2の熱可塑性材料中の高くなった気体濃度の区域において発泡を引き起こし、低くなった気体濃度の区域を第1および第2の熱可塑性材料中の中実区域として残すステップを含む。
【0035】
第15の実施形態の方法であって、第1の熱可塑性材料の発泡した区域は第2の熱可塑性材料の発泡した区域に隣接し、第1および第2の熱可塑性材料の中実区域は外部層となるように第1の熱可塑性材料を第2の熱可塑性材料に貼り合わせることをさらに含む方法。
【0036】
第15の実施形態の方法であって、第1および第2の熱可塑性材料の辺を整えることをさらに含む方法である。
【0037】
第15の実施形態の方法であって、2対以上の第1および第2の重なっている熱可塑性材料を圧力容器の中に配置し、多孔質材料を対の間に挟み込むことをさらに含む方法である。
【0038】
第15の実施形態の方法であって、2対以上の熱可塑性材料をプレスの上に配置することをさらに含む方法である。
【0039】
第16の実施形態では、多孔質熱可塑性材料が提供される。多孔質熱可塑性材料は、1.0μm超乃至100μmの平均細孔サイズを有するマイクロサイズの細孔を含み、マイクロサイズの細孔は細孔壁と、マイクロサイズの細孔の細孔壁中のナノサイズの特徴とを含み、ナノサイズの特徴は0.1nm乃至500nmの平均サイズを有する。
【0040】
第16の実施形態であって、熱可塑性材料は非晶質または半結晶性重合体である実施形態である。
【0041】
第16の実施形態であって、平均は20nm乃至40nmである実施形態である。
【0042】
第16の実施形態であって、ナノサイズの特徴は隣接するマイクロサイズの細孔の間の開放通路を提供する実施形態である。
【0043】
第16の実施形態であって、内部2頂(intrabimodal)多孔質構造を含む実施形態である。
【0044】
第17の実施形態では、多孔質熱可塑性材料が提供される。多孔質熱可塑性材料は、1μmより小さな平均サイズを有するナノサイズの細孔を含む一次構造と、一次構造の間に相互分散している2μm乃至3μmの平均サイズを有する二次的なマイクロサイズの細孔とを含む。
【0045】
第17の実施形態であって、一次構造は多孔質熱可塑性材料の大部分を含む実施形態である。
【0046】
第17の実施形態であって、相互2項(interbimodal)多孔質構造を含む実施形態である。
【0047】
第18の実施形態では、多孔質熱可塑性材料が提供される。多孔質熱可塑性材料は1μm乃至2μmの平均サイズを有する一次構造と、一次構造の間に相互分散している10μm乃至15μmの平均サイズを有する二次的なマイクロサイズの細孔とを含む。
【0048】
第18の実施形態であって、一次構造は多孔質熱可塑性材料の大部分を含む実施形態である。
【0049】
第18の実施形態であって、相互2項多孔質構造を含む実施形態である。
【0050】
第19の実施形態では、多孔質熱可塑性材料が提供される。多孔質熱可塑性材料は、0.1nm乃至100nmの平均サイズを有するナノサイズの細孔を含む一次構造と、一次構造の間に相互分散している0.1μm超乃至100μmの平均サイズを有する二次的なマイクロサイズの細孔とを含む。
【0051】
第19の実施形態であって、一次構造は多孔質熱可塑性材料の大部分を含む実施形態である。
【0052】
第19の実施形態であって、相互2項多孔質構造を含む実施形態である。
【0053】
第20の実施形態では、多孔質熱可塑性材料が提供される。多孔質熱可塑性材料は、2μmより小さな平均サイズを有するナノサイズの細孔を含む一次構造と、一次構造の間に相互分散している2μm乃至100μmの平均サイズを有する二次的なマイクロサイズの細孔とを含む。
【0054】
第20の実施形態であって、一次構造は多孔質熱可塑性材料の大部分を含む実施形態である。
【0055】
第20の実施形態であって、相互2項多孔質構造を含む実施形態である。
【0056】
第21の実施形態では、中実熱可塑性材料の衝撃強度を変化させるための方法が提供される。この方法は、初期衝撃強度を有する中実熱可塑性材料を得ること、材料を圧力下で処理して材料に気体を吸収させること、および材料を低くなった圧力で処理して中実熱可塑性材料の初期衝撃強度から変化した衝撃強度を有する中実材料を作り出すように材料からの気体の脱離を可能にすることを含む。
【0057】
第22の実施形態では、中実熱可塑性材料の密度を実質的に変化させることなく中実熱可塑性材料の衝撃強度を変化させるための方法が提供される。この方法は、初期衝撃強度および初期密度を有する中実熱可塑性材料を得ること、材料を圧力下で処理して材料に気体を吸収させること、および材料を低くなった圧力で処理して中実熱可塑性材料の初期衝撃強度から変化した衝撃強度および初期密度と同じ初期密度を有する中実材料を作り出すように材料からの気体の脱着を可能にすることを含む。
【0058】
第21および第22の実施形態では、熱可塑性材料は非晶質または半結晶性重合体である方法である。
【0059】
第21および第22の実施形態では、熱可塑性材料を1MPa乃至5MPaの圧力で処理することをさらに含む方法である。
【0060】
第21および第22の実施形態では、熱可塑性材料を常圧より低い圧力で処理することをさらに含む方法である。
【0061】
第21および第22の実施形態では、熱可塑性材料はポリエーテルイミドである方法である。
【0062】
第21および第22の実施形態では、熱可塑性材料を低くなった圧力で処理する間に成形することをさらに含む方法である。
【0063】
第21および第22の実施形態では、熱可塑性材料は成形時に吸収された気体を含む方法である。
【0064】
第21および第22の実施形態では、低くなった圧力で材料を処理した後に熱可塑性材料を成形することをさらに含む方法である。
【0065】
第21および第22の実施形態では、熱可塑性材料は成形時に気体を脱着される方法。
【0066】
第21および第22の実施形態では、2つ以上の熱可塑性材料を圧力容器の中に入れ、熱可塑性材料の間に多孔質材料を挟み込むことをさらに含む方法である。
【0067】
第21および第22の実施形態では、変化した衝撃強度を有する中実熱可塑性材料を物品に組み立てることをさらに含む方法である。
【0068】
第21および第22の実施形態では、熱可塑性材料は、熱可塑性ウレタン、熱可塑性エラストマー、ポリエチレンナフタレート、ポリエーテルイミド、ポリエーテルエーテルケトン、ポリフェニレン、スルホン、ポリアミド−イミド、ポリスルホン、ポリフェニルスルホン、ポリエーテルスルホン、ポリフタルアミド、ポリアリールアミド、ポリフェニレンスルフィド、環状オレフィン共重合体、ポリフタレートカーボネート、ポリカーボネート、ポリ塩化ビニリデン、ポリウレタン、ポリフェニレンオキシド、ポリ(アクリロニトリル−ブタジエン−スチレン)、ポリメチルメタクリレート、架橋ポリエチレン、ポリスチレン、スチレンアクリロニトリル、ポリ塩化ビニル、ポリブチレンテレフタレート、ポリエチレンテレフタレート、ポリオキシメチレン、ポリアセタール、ポリアミド、ポリオレフィン、ポリエチレン、ポリプロピレンである方法である。
【0069】
第21および第22の実施形態では、衝撃強度が初期衝撃強度より大きな方法である。
【0070】
第21および第22の実施形態では、衝撃強度が初期衝撃強度より小さな方法である。
【0071】
上記のすべての実施形態において、熱可塑性材料は、熱可塑性ウレタン、熱可塑性エラストマー、ポリエチレンナフタレート、ポリエーテルイミド、ポリエーテルエーテルケトン、ポリフェニレン、スルホン、ポリアミドイミド、ポリスルホン、ポリフェニルスルホン、ポリエーテルスルホン、ポリフタルアミド、ポリフェニレンスルフィド、環状オレフィン共重合体、ポリフタレートカーボネート、ポリカーボネート、ポリ塩化ビニリデン、ポリウレタン、ポリフェニレンオキシド、ポリ(アクリロニトリル−ブタジエン−スチレン)、ポリメチルメタクリレート、架橋ポリエチレン、ポリスチレン、スチレンアクリロニトリル、ポリ塩化ビニル、ポリブチレンテレフタレート、ポリエチレンテレフタレート、ポリオキシメチレン、ポリアセタール、ポリアミド、ポリオレフィン、ポリエチレン、ポリプロピレンであってよい。
【0072】
この発明の概要は、選ばれた概念を単純化した形で紹介するために提供される。これらの概念は、下記の発明を実施するための形態中でさらに説明される。この発明の概要は、本請求の主題の重要な特徴を特定するものではなく、本請求の主題の範囲を定める際の助けとして用いられるものでもない。
【0073】
上記の態様、および本発明に伴う利点の多くは、以下の発明を実施するための形態を添付の図面とともに参照してさらに良好に理解されれば、さらに明らかとなろう。
【図面の簡単な説明】
【0074】
【図1】図1は、本発明による方法の一実施形態のフロー図である。
【図2】図2は、本発明の一実施形態による方法のフロー図である。
【図3】図3は、本発明の一実施形態による方法のフロー図である。
【図4】図4は、従来技術の発泡方法において用いられているところが示される、加熱プレスの概略図である。
【図5】図5は、本発明の一実施形態による発泡方法において用いられているところが示される、加熱プレスの概略図である。
【図6】図6は、本発明の一実施形態による発泡方法において用いられているところが示される、加熱プレスの概略図である。
【図7】図7は、本発明の一実施形態による発泡方法において用いられているところが示される、加熱プレスの概略図である。
【図8】図8は、本発明の一実施形態による発泡方法において用いられる多孔質材料とともに挟み込まれた熱可塑性材料を気体飽和させるために用いられる圧力容器の概略図である。
【図9】図9は、本発明の一実施形態による発泡方法において用いられているところが示される、加熱プレスの概略図である。
【図10】図10は、本発明の一実施形態による発泡方法において用いられているところが示される、加熱プレスの概略図である。
【図11】図11は、本発明の一実施形態による発泡方法において用いられる熱可塑性材料の概略図である。
【図12】図12は、本発明の一実施形態による発泡方法において用いられる熱可塑性材料の対を部分的に気体飽和させるために用いられる圧力容器の概略図である。
【図13】図13は、本発明の一実施形態による発泡方法において用いられている加熱プレスの概略図である。
【図14】図14は、本発明の一実施形態による方法において用いられる部分的に発泡した熱可塑性材料の概略図である。
【図15】図15は、本発明の一実施形態による複合材料を作り出すために互いに接着された、部分的に発泡した熱可塑性材料の概略図である。
【図16】図16は、マイクロ多孔質およびナノ多孔質発泡体の相対密度を発泡温度の関数としてプロットするグラフである。
【図17】図17は、本発明の一実施形態によって作られたナノサイズの細孔を含む発泡体の走査電子顕微鏡像である。
【図18】図18は、本発明の一実施形態によって作られたマイクロサイズの細孔を含む発泡体の走査電子顕微鏡像である。
【図19】図19は、本発明の一実施形態による内部2項多孔質構造内の細孔壁上のナノサイズの細孔を有するマイクロサイズの細孔を含む発泡体の走査電子顕微鏡像である。
【図20】図20は、本発明による内部2項多孔質構造内の細孔壁上のナノサイズの細孔を有するマイクロサイズの細孔を含む発泡体の走査電子顕微鏡像である。
【図21】図21は、本発明の一実施形態による相互2項多孔質構造内の相互分散した大きめの細孔を有する大多数の小さめの細孔を含む発泡体の走査電子顕微鏡像である。
【図22】図22は、本発明の一実施形態による相互2項多孔質構造内の相互分散した大きめの細孔を有する大多数の小さめの細孔を含む発泡体の走査電子顕微鏡像である。
【図23】図23は、本発明の一実施形態による光透過率を試験するためのデバイスの概略図である。
【図24】図24は、空隙率の関数としてのマイクロ多孔質およびナノ多孔質発泡体の光透過率のグラフである。
【図25】図25は、バージンポリエーテルイミド、マイクロ多孔質発泡体ポリエーテルイミド、ナノ多孔質発泡体ポリエーテルイミド、ならびに飽和および脱着ポリエーテルイミドの衝撃強度のグラフである。
【図26】図26は、バージンポリエーテルイミド、ならびに飽和および脱着ポリエーテルイミドの応力/ひずみ曲線のグラフである。
【図27】図27は、75%の相対密度におけるマイクロ多孔質およびナノ多孔質ポリエーテルイミド発泡体の応力/ひずみ曲線のグラフである。
【図28】図28は、90%の相対密度におけるマイクロ多孔質およびナノ多孔質ポリエーテルイミド発泡体の応力/ひずみ曲線のグラフである。
【図29】図29は、82.5%の相対密度におけるマイクロ多孔質およびナノ多孔質ポリエーテルイミド発泡体の応力/ひずみ曲線のグラフである。
【図30】図30は、空隙率の関数としてのバージンポリエーテルイミド、飽和および脱着ポリエーテルイミド、マイクロ多孔質ポリエーテルイミド発泡体およびナノ多孔質ポリエーテルイミド発泡体の破断時引張ひずみのグラフである。
【図31】図31は、高い圧力および低い圧力において飽和され、気体を脱着された中実ポリエーテルイミドの衝撃エネルギーの棒グラフである。
【図32】図32は、高い圧力および低い圧力において飽和され、気体を脱着された中実ポリカーボネートの衝撃エネルギーの棒グラフである。
【図33】図33は、高い圧力および低い圧力において飽和され、気体を脱着された中実高衝撃ポリスチレンの衝撃エネルギーの棒グラフである。
【発明を実施するための形態】
【0075】
マイクロ多孔質およびナノ多孔質の熱可塑性材料は、高い濃度の小さい直径の細孔を有する一群の発泡体である。通常、マイクロ多孔質の範囲は1μm超乃至100μmの間の細孔直径を指す。ナノ多孔質重合体は、サブマイクロメートル範囲、通常は0.1nm乃至100nmの細孔直径を特徴とする。一般に、発泡体は発泡していない中実材料と比べて密度の減少を提供し、従って、発泡体材料が中実材料の代わりに用いられるとき同じ部品または構成部品のための原材料が減少する結果となる。
【0076】
一態様では、本発明の実施形態は熱可塑性材料の密度すなわち重量を減少させるための方法に関するが、これらの方法は、中実形態の熱可塑性材料の望ましい機械的特性を実質的に維持するかまたは向上さえさせる。
【0077】
図1を参照すると、中実熱可塑性材料の選ばれた望ましい機械的特性を実質的に低下させることなく、中実熱可塑性材料の密度を減少させるための方法の代表的なフロー図の例が示されている。この方法は、中実熱可塑性材料中にナノサイズの細孔を形成させることによって低くなった密度と実質的に同じ機械的特性とを提供する。ナノサイズの細孔の平均サイズは0.1nm乃至100nmである。別の適当な範囲は20nm乃至40nmである。この方法はブロック100を含む。ブロック100では、望ましい特性を有する中実熱可塑性材料が得られる。中実熱可塑性材料は、初期密度と望ましい特性の初期値とを有する。望ましい特性は、光透過率、衝撃強度および引張伸び(ひずみ)であってよいがそれらに限定されない。低くなった密度の熱可塑性材料は、一般に中実熱可塑性材料が有用であるすべての用途において有用であるが、密度が低くなるので用いられる材料の重量および量はそれに応じて減少するが、中実熱可塑性材料の望ましい特性は低下しない。
【0078】
方法はブロック100からブロック102に入る。ブロック102では、中実熱可塑性材料は発泡プロセスに付される。図3と関連して下記に発泡プロセスのさまざまな適当な実施形態が記載される。発泡プロセスは、固相発泡プロセスであっても液相プロセスであってもよい。
【0079】
方法はブロック102からブロック104に入る。ブロック104では、方法は中実熱可塑性材料の初期密度と比べると密度が低く、中実熱可塑性材料と実質的に同様のまたは向上した特性を有するナノ多孔質の熱可塑性材料を作り出す。ブロック106において作り出された発泡した熱可塑性材料は、従来はブロック102の中実熱可塑性材料から作られた部品または構成部品を作るために、中実熱可塑性材料への代替物として用いられることができる。
【0080】
図2を参照すると、図1のブロック104において発泡方法として用いられるのに適している方法の代表的なフロー図の例が示されている。図2の方法は、固相発泡方法である。しかし、固相発泡方法の代わりに液相方法も用いられてよい。固相発泡は、重合体がプロセス全体にわたって固相のままでありながら発泡が起こるプロセスである。このプロセスは、重合体が溶融状態にあることを必要としないので、他の標準的な重合体発泡プロセスと異なる。
【0081】
この方法は、ブロック202を含む。ブロック202では、熱可塑性材料が得られる。熱可塑性材料は、中実材料であってよい。一般に、この方法の始めに、熱可塑性材料は周囲の室温および大気圧と平衡にあり、材料は「不飽和」と称される。気体を吸収することができるどのような熱可塑性材料も本明細書に開示される実施形態において用いられるのに適している。方法はブロック202からブロック204に入る。ブロック204では、熱可塑性材料は、熱可塑性材料に気体を吸収させるために高い圧力で処理される。この方法において用いられる適当な気体は、約1MPa乃至約5MPaの範囲内の圧力の二酸化炭素である。しかし、圧力は用いられる中実熱可塑性材料および気体に応じて変化してよい。ブロック204における熱可塑性材料の処理は、密封された圧力容器中で実行されてよく、次に、熱可塑性材料は、圧力容器内で室温において二酸化炭素(CO2)などであるがそれらに限定されない高圧不活性気体に曝露される。すると、高圧気体は、時間とともに熱可塑性材料中に拡散し始め、材料の空いている分子間体積を満たす。気体は、平衡に達するまで材料を飽和させ続ける。本明細書中で用いられる「飽和させる」またはその任意の誘導形は、特に断らない限り「完全に飽和した」を意味する。部分的に飽和したは、ある区間が発泡温度での核形成および気泡成長のために十分な気体を吸収したことを意味する。平衡状態において、試料は「完全に飽和した」と言われる。熱可塑性材料は、任意の望ましい形状であってよい。しかし、材料の厚さ全体にわたって一定の気体濃度を提供するのに必要な時間が長くなることがあるので、ほとんどの場合にシートが用いられる。2つ以上のシートを一度に飽和させるために2つ以上のシートが圧力容器の中に入れられてよい。シートが互いに積み重ねられるなら、となりのシートおよび下のシートに接している面を含む、シートのすべての面から気体を飽和させることを可能にするようにシートの間に多孔質材料が挟み込まれる。例えば、参照によって明示的に本明細書に組込まれるKumar et al.の米国特許第5,684,055号明細書を参照のこと。
【0082】
気体で飽和した熱可塑性材料から作り出される発泡体の種類を実現するために、飽和圧力、飽和時間、脱着時間および発泡温度が変化させられてよい。所定の発泡温度において、飽和圧力が低いほど高い密度の発泡体を作り出し、飽和圧力が高いほど低い密度の発泡体を作り出す。発泡温度が高いほど低い密度の発泡体を作り出す。所定の密度で、高めの飽和圧力はナノサイズの細孔を作り出し、低めの飽和圧力はマイクロサイズの細孔を作り出す。本出願全体にわたって考察される代表的な熱可塑性材料は、ポリエーテルイミドである。平衡に達する飽和時間は、圧力とともに変化することがある。1MPaの飽和圧力においてポリエーテルイミドはマイクロサイズの細孔を有する発泡体を作り出し、5MPaの飽和圧力においてポリエーテルイミドはナノサイズの細孔を有する発泡体を作り出す。4MPaの飽和圧力においてポリエーテルイミドはナノサイズの細孔とマイクロサイズの細孔との両方を有する発泡体を作り出す。異なる重合体について吸収時間が変化することがある。ポリエーテルイミド以外の熱可塑性材料の場合、完全に飽和した状態に達するのに必要な吸収時間は、実験によって容易に決定されることができる。さらに、ポリエーテルイミドのグラム当たりのミリグラム単位での二酸化炭素の平衡気体濃度も飽和圧力によって変化する。一般に、熱可塑性材料は、基本的に気体の濃度が時間とともに一定で、変化しないとき、完全に飽和していると決定されることができる。言い換えると、縦軸に気体濃度、横軸に時間のプロットの線の勾配は基本的にゼロである。
【0083】
図2を参照すると、方法はブロック204からブロック206に入る。ブロック206では、気体で完全に飽和した熱可塑性材料は、熱可塑性材料が気体の脱着を行うことを可能にするように飽和圧力より低い圧力で処理される。場合によって、例えば表面などの熱可塑性材料のある区域での多孔質構造の生成を回避するために、ある程度の気体の脱着が望ましい。高圧気体が圧力容器から排気されるか、または飽和した材料が常圧中に取り出されると、熱可塑性材料の脱着が起こり得る。ブロック206において、完全に飽和した材料は低くなった圧力の環境に飽和圧力から取り出され、その結果、材料は熱力学的に不安定となり、つまり、材料は気体で過飽和されており、もはや周囲の環境と平衡状態にない。材料は、その表面から周囲の環境中に気体を脱着し始める。脱着済みの皮膜は加熱ステップ時に発泡するのに十分な気体を有しないので、表面からの気体の脱着は、発泡体に一体的な中実皮膜を与える。表面の中実皮膜の厚さは、脱着時間を大きくすると増加し得る。
【0084】
再び図2を参照すると、方法はブロック206から、発泡体を作り出すために加熱ステップに入る。図示された実施形態では、方法は2つの固相発泡プロセスの1つに入ってよい。しかし、任意の他の適当な加熱プロセスも用いられてよい。第1の固相発泡プロセスは、熱可塑性材料を加熱された液体浴中で加熱することによるブロック208の発泡である。第2の発泡プロセスでは、熱可塑性材料は、熱可塑性材料を発泡させるためにブロック210のプレス中に加熱されてよい。後のプロセスには平坦な発泡体を作り出す利点がある。加熱プレスの発泡方法の複数の変化形があり、下記でさらに詳細に説明される。加熱された液体浴および加熱プレスの方法が図示されるが、浮遊法/衝突空気オーブンまたは赤外オーブンなどであるが、それらに限定されない固体を加熱するための他の方法が用いられてよいことは自明である。
【0085】
ブロック208でもブロック210でも、加熱は熱可塑性材料の一部を中実から多孔質構造に変換させる。気体の濃度および温度の条件が十分なところで発泡が起こる。ある量の気体を脱着させた表面におけるように、気体の濃度または温度のどちらかが不十分であると発泡は起こらず、熱可塑性材料は中実のままである。ブロック208では、飽和した材料は、熱い液体浴などの加熱用環境中に置かれる。ブロック208の加熱された液体浴は、特定の温度に加熱された油などの熱い媒体を含む貯槽を用いる。浴は、材料の温度を重合体−気体系のガラス転移点より高い温度に上げる。ガラス転移点より高い温度において材料は軟化し、重合体マトリックスに亀裂が入り始め、飽和気体が充満し始める区域を提供し、加熱が起こると気体の溶解度は減少し、重合体マトリックスに亀裂が入った区域では、核形成が起こり、気泡成長が始まる。制御される主変数は、発泡温度である。発泡温度は、発泡した材料の最終密度および多孔質構造を正確に制御する。試料が制御された時間発泡させられた後、試料は加熱浴から取り出され、室温に冷却される。熱い液体浴への代替は、材料をプレス中に加熱することである。
【0086】
図2のブロック210は、第1および第2のプラテンを有するプレスを用いてよい。一実施形態では、第1および第2のプラテンは、上部および下部プラテンであってよい。上部および下部プラテンの表面は平坦である。これは、平坦な表面を有する発泡体の生成を可能にする。しかし、熱可塑性材料を任意の望ましい形状に成形するための形状を有するプラテンが用いられてよい。好ましくは、プラテンを閉じた姿勢の状態にして、プラテンは所望の温度に加熱される。プラテンがその温度になれば、プレスの中の上部プラテンと下部プラテンとの間に飽和した熱可塑性材料が置かれる。次に、プラテンは、上部プラテンの下部表面が熱可塑性材料の上部表面に接触し、下部プラテンの上部表面が熱可塑性材料の下部表面に接触するように、熱可塑性材料の上部表面および下部表面に対して閉じるように押し付けられる。熱可塑性材料は、図4から6に図示されるプレス発泡技法のさまざまな実施形態によって発泡させられてよい。
【0087】
多孔質熱可塑性材料を作り出した後、多孔質熱可塑性材料が熱可塑性材料の中実(または発泡していない)ものと比較して、実質的に同じかまたは向上した特性を有するか否かを判定するために機械的特性を試験することが望ましいことがある。一般に、機械的試験の間に、すべてではないにせよ、ほとんどの残留気体は、多孔質熱可塑性材料から脱着させられる。機械的試験の間の脱着に必要な時間の最小の長さを決定するための適当な方法は、例えば、横軸の時間に対して縦軸に気体濃度をプロットして濃度が時間とともに実質的に低下しない時間を決定することによってよい。他の重合体に対する脱着時間は、ポリエーテルイミドのそれと比べて変化し得る。さらに、気体は、発泡プロセスの間に熱可塑性材料から放出されて多孔質構造を作り出す。さらに、発泡体を通る気体の脱着は中実材料を通るより速い。従って、両方が同じ時間、気体を脱着させられると、多孔質熱可塑性材料の方が中実熱可塑性材料より残留気体が少なくなる。あるいは、脱着プロセスを速めるために、多孔質熱可塑性材料は真空チャンバ中で脱着させられてよい。脱着時間は、厚さなどのサイズに応じて変化し得る。
【0088】
図4を参照すると、従来の加熱プレスの発泡技法の例が示されている。熱可塑性材料410の上部および下部表面のそれぞれに第1のプラテン402および第2のプラテン404が面している。上部プラテン402の下部表面と下部プラテン404の上部表面との間に第1の金属シム406が配置されている。上部プラテン402の下部表面と下部プラテン404の上部表面との間に第2の金属シム408が配置されている。このようにすると、上部および下部プラテン402および404は、シム406および408の寸法によって決定される所定の高さまたは厚さを超えた閉合が妨げられる。プラテン402および404の一方または両方が、シム406および408を押圧するために「F」で示された矢印の方向の力を受けることができる。力「F」は、発泡体410がシム406および408の厚さを超えないようにすることに十分である。プラテン402および404の一方または両方は、プラテン402および404へ熱を加えることを示す記号「h」によって示されるように加熱されてもよい。この技法では、材料410の発泡の前に、材料は最初に一方のプラテン、通常は下部プラテン404に接触するだけであり、その結果、材料410の下部表面への熱は伝導によって伝えられる。発泡の前に、材料410の上部表面は上部プラテン402の下部表面に接触せず、その結果、最初、材料410の上部表面への熱は、主に上部プラテン402からの輻射および/または対流によって伝えられる。材料410が発泡すると、材料410の厚さはシム406および408によって決定される寸法まで増加するが、材料410がプラテン402、404を押しやることはない。従って、発泡材料410の厚さは、適切なシム寸法を選ぶことによって決定されることができる。従って、発泡プロセスは、予め設定した厚さを有する平坦な幾何形状に合致するように制約を受け、従って、用語「制約付き」発泡となる。このプロセスの変化形では、平坦な幾何形状以外の所望の形状を作り出すために、プラテンが型の表面によって置き換えられてよい。制約付き発泡プロセスを用いる利点は、プロセス変数として脱着時間を用いることによって所望の厚さの一体的な皮膜を作り出すことが容易なことである。脱着時間が増加すると、多孔質構造を有しない一体的な皮膜の厚さが増加する。完全に飽和した熱可塑性材料シートから気体が脱着するのに必要な時間は、所望の皮膜厚さに応じて数時間から何日間の範囲に及び得る。図4の方法は、発泡体に厚さ方向の制約を加え、それによって多孔質熱可塑性発泡体が長さ/幅平面内で成長するように強制することによって、平坦な表面を実現する。
【0089】
図5に図示される代替実施形態では、シム406および408が省略されてよい。この代替技法では、発泡の前に上部プラテン502および下部プラテン504は材料510の上部および下部表面のそれぞれに接触させられ、その結果、プラテン502、504から材料510に伝えられる熱は、上部および下部表面の両方の伝導による。プラテン502、504によって材料510に対する力が維持され、材料510が発泡すると、材料510は膨張し、上部プラテン502および下部プラテン504を押し、上部プラテン502と下部プラテン504とを押し離す。
【0090】
図4に例が示された制約付き発泡方法は、発泡体の生成に適しており、シム406および408の使用は、内部空洞の形成を生じさせ得る。シムの使用によって引き起こされた内部空洞の形成をある程度取り除くために、図5に例が示された加熱プレスを用いる方法が用いられてよいが、図5の加熱プレスを用いる方法は、結果として大きな表面変形を生むことがある。
【0091】
内部空洞形成および表面変形は、図6に例が示される装置を用いる方法を用いて減少され得る。図6では、上部プラテン602および下部プラテン604を有するプレスの例が示される。上部プラテン602および下部プラテン604は、記号「F」を有する矢印によって示される方向の力がプラテン602および604の一方または両方に加えられることができるように構成されている。同様に、文字「h」によって示される熱がプラテン602および604の一方または両方に加えられてよい。図6に例が示される実施形態では、図4のシム406および408は用いられていない。熱可塑性材料610の上部表面と上部プラテン602の下部表面との間に通気層612が挟み込まれている。材料610の下部表面と下部プラテン604の上部表面との間に第2の通気層614が挟み込まれている。通気層612および614の目的は、材料が発泡するとき脱着した気体が熱可塑性材料610から抜け出すことができるようにすることである。特に、熱可塑性材料が気体を放ち始めると、気体は通気層612および614を通って抜け出すことを許される。
【0092】
図6に例が示された実施形態の代替は、図7に例が示される実施形態である。
【0093】
図7は、上部プラテン702、下部プラテン704の例を示している。上部および下部プラテン702および704はともに、熱可塑性材料710が発泡させられるときに力「F」が加えられてプラテンの一方または両方が熱可塑性材料に対して密着することができるように構成されている。しかし、図7の実施形態は、第1および第2の通気層712および714を用いる図6の実施形態と異なり、通気層の必要性をなくし、代わりに上部プラテン702中に貫通孔716および下部プラテン704中に貫通孔718を備えている。貫通孔716および718は、貫通孔716および718が内部空洞形成および表面圧入が減少するように熱可塑性材料710からの気体の流出を可能にする点で、図6の通気層612および614と機能的に同等である。
【0094】
方法の一実施形態では、図5に例が示されたデバイスは、多孔質熱可塑性材料510の厚さを制御するために用いられることができる。
【0095】
プラテン502および504の一方または両方によって加えられる力「F」は熱可塑性材料の表面に垂直であり、従って加熱されたプラテン502、504と熱可塑性材料510との間の界面において摩擦力「f」を作り出す。摩擦力「f」は、摩擦力「f」に対向する熱可塑性材料510の膨張に抵抗する。図示において、熱可塑性材料510は、厚さ寸法と、長さ/幅または「面内」寸法とを有する。この界面における摩擦力は、次のように定義できる。
【0096】
f=μF (1)
ここで、fは、摩擦力であり、
μは、加熱されたプラテンと発泡する熱可塑性シートとの間の摩擦係数であり、
Fは、加熱されたプラテンによって発泡するプラスチックシートに加えられる垂直力である。
【0097】
所与のμに対して、垂直力「F」が増加すると摩擦力も増加する。この増加する摩擦力が発泡する熱可塑性シート510の長さ/幅寸法内の面内膨張を制限する。面内成長に対するこの制限によって、発泡体成長の大部分が厚さ寸法内で起こる。発泡するシート510は、プラテン502および504を押し、垂直力に打ち克ち、厚さ方向に成長し続ける。飽和圧力、脱着時間および発泡温度を含むプロセス条件の所定の組について、発泡時に加えられる垂直力を変化させることによって多孔質熱可塑性シート510の最終厚さは変えられることができる。従って、一つの方法は、垂直力を増加させて長さ/幅寸法の成長を妨げるのに十分であるが、垂直力はマイクロ多孔質プラスチックシート510の厚さの増加を妨げるには不十分であるように摩擦力を制御するステップを含む。それを超えると発泡する多孔質熱可塑性シートがもはや圧縮垂直力を支えることができない垂直力の上限がある。これは、(1)発泡の背後にある推進力が摩擦力に打ち克ち、熱可塑性シートの面内膨張を引き起こすかまたは(2)細孔壁の劣化によって発泡体構造が崩壊するという2つの状態のどちらかになり得る。
【0098】
図8および9は、加熱されたプラテン902と904との間で、気体で飽和した熱可塑性シート810a、b、cおよびdの積層がすべて一度に発泡することができる方法の例を示す別の実施形態を示している。この積層式の発泡は、望ましい密度および厚さを有する厚い複合多孔質シートを作り出すことができる。以下の方法によれば、気体で飽和した2つ以上の熱可塑性シートを1段階で発泡させ、貼り合わせることによって、多層複合多孔質構造体を作り出すことが可能である。
【0099】
この方法は、図8に例が示される圧力容器802中において高圧下の2つ以上の熱可塑性シートを気体で飽和させることを含む。図8では、熱可塑性シート810a、b、cおよびdは、ペーパータオルなどの多孔質媒体811a、b、cおよびdと交互に配置されて、熱可塑性シートの間の互いに隣接するシートの表面を気体が飽和することを可能にする手段を提供する。熱可塑性シート810a、b、cおよびdの1つ以上が圧力容器802の中に配置され、二酸化炭素などの高圧気体が槽802に導入される。完全な飽和に達した後、1つ以上のシートは圧力容器802から取り出され、所望の脱着時間の間、脱着することを許容される。所定の脱着時間の経過後、気体で飽和された熱可塑性シート810a、b、cおよびdは、図9に例が示される加熱されたプラテン902および904の間でのプレスに移される。これは、一度に1つの熱可塑性シートで行われても、多孔質の挿入媒体を伴わない2つ以上の熱可塑性シートで行われてもよい。シートを貼り合わせて複合多孔質構造体とするためにシートの間に接着剤が用いられてよい。加熱されたプラテン902および904は所望の発泡温度であってよい。プラテンに垂直力を加えるために流体圧プレスが作動させられる。垂直力は、所望の最終発泡体厚さに応じて選択される。
【0100】
図5のデバイスを用いるための別の実施形態は、同じかまたは異なる材料およびコア発泡材料から作られた1つ以上の表面シートを有する多層多孔質構造体を作り出すための方法である。現在、複合サンドイッチパネルは2段階以上で構築されている。複合表面シートおよび発泡体(またはハニカム)コアが別々に製造される。次に、複合表面シートが発泡体(またはハニカム)コアの2つの表面に接着剤樹脂で接着される。次に、この集合体は、優れた硬さおよび強度特性を有する軽量複合サンドイッチ構造を実現するために高温で硬化させられる。複数の製造工程に加えて、現在用いられている発泡体(またはハニカム)コアの多孔質表面によって、表面シートを発泡体コアの表面に均一に貼り合わせるために用いられる接着剤樹脂の量に無駄が多い。接着剤樹脂は、表面シートが取り付けられる接着剤樹脂の平坦な連続層を作り出すために発泡体(またはハニカム)コア表面の細孔を満たすように用いられる。この余分の接着剤樹脂がサンドイッチパネルの重量全体を増加させもする。
【0101】
一実施形態は、図10に例が示される発泡体コアおよび少なくとも1つの表面シートを有する複合構造体を作るための方法である。従来は、発泡体コアおよび表面シートを別々に独立に形成させた後、発泡体コアおよび表面シートを有する構造体が組み立てられた。通常は、次に表面シートが接着剤で発泡体コアに接着されていた。しかし、用いられる発泡体またはハニカムコアのため、接着剤は発泡体またはハニカム構造物の細孔表面全体を覆うことに浪費される。本開示の方法は、接着剤樹脂の量の減少による軽くなった複合サンドイッチパネルを提供するために用いられることができる。従来方法におけるようにコアが発泡体に変換された後でなく、その前にコアおよび/または表面シートに接着剤が加えられるので、用いられる接着剤は少なくなる。この方法は、現在用いられている従来の発泡体またはハニカムコアの代わりに多孔質熱可塑性材料1010をコアとして用いることを含む。現在用いられている発泡体コアの密度と実質的に同じ密度を有する多孔質熱可塑性材料1010の密度が作り出されることができる。既に記載されたように、気体がシートのすべての表面から浸透することを可能にするようにシートの間に多孔質材料を挿入することによって、熱可塑性プラスチックシートの積層が高圧環境中の二酸化炭素の気体によって飽和させられることができる。熱可塑性シートの飽和後、それらは圧力容器から取り出され、シートが加熱ステップにおいて発泡するとき、薄い一体的な中実皮膜を形成することを可能にするために数分間気体を脱着させる。所定の脱着時間が経過した後、薄い接着剤樹脂層1016および1018を用いて1つ以上の表面シート1012および1014が、それぞれの気体飽和した熱可塑性シート1010の上部および下部表面に接着される。次に、組立体は流体圧プレスの加熱されたプラテン1002と1004との間に配置され、プレスは複合体を実質的に平坦に保持するのに十分なように制御される。プラテン1002および1004は接着剤樹脂の硬化温度に加熱される。従って、硬化温度は、気体で飽和した熱可塑性シートの発泡温度である。組立体は、1段階で接着剤が硬化し、気体飽和シートが発泡できるようにこの温度に保持される。脱着によって形成された平滑な一体的な皮膜は、表面シート1012および1014と多孔質発泡体コア1010との間に、より少量の接着剤樹脂を用いることを可能にする。発泡温度は接着剤樹脂の硬化温度でもあり、変更できないので、飽和圧力、飽和時間、脱着時間等などの他のプロセス変数を変更することによって多孔質発泡体コア1010の密度が制御されることができる。
【0102】
別の実施形態は、多層パネルを形成させる方法である。パネルは、中心にある発泡体コアと中実の厚い皮膜表面を有する。従来、そのようなパネルを作るために、単一のモノリシックな熱可塑性材料が用いられた。発泡体コアが望ましかったので、中心を含む材料全体にわたって均一な気体濃度を実現するために熱可塑性材料は完全に飽和された。次に、熱可塑性材料は所定の時間、上部および下部表面から気体を脱着させられ、その結果、所望の厚さの中実皮膜表面が得られた。しかし、完全飽和が平衡および脱着に達するための時間は長期間を必要とした。本開示の方法は、吸収のために必要な時間の量を少なくするために、熱可塑性材料の第1および第2のより薄いシートを用いる。
【0103】
図11を参照すると、多層パネルを製作する一実施形態では、第1および第2の熱可塑性シート1102および1104が一緒に積層され、それらの主表面は重ね合わされ、互いに接触している。飽和時には、図12に示されるように熱可塑性シート1102および1104のそれぞれの2つの主表面のうち一方だけが高圧の二酸化炭素ガス環境に曝露される。既に記載された多孔質の挿入材料はシートの対の間に用いられておらず、従って、重なっている表面は十分に気体に曝露されていないので、重なり合っている表面を経る気体の吸収を妨げている。重なっている表面は接触状態に保持されているので、気体は主として高圧環境に曝露された、重なっていない表面を経て熱可塑性シート1102および1104中に拡散する。図12に例が示されている複数の対の場合、気体が対の間の表面上で吸収することを可能にするために多孔質の挿入材料1108a、1108bおよび1108cが用いられ、シートの対の間に配置されている。圧力容器1201中での時間は、原料シート厚さ(図示中の格子によって示される)のおよそ半分の中において発泡させるために必要な最小気体濃度を実現するように必要に応じて選ばれる。図12では、それぞれのシート対の中の重なっている表面が発泡のために必要な最小気体濃度に達していないことが注目に値する。図12では、重なっている表面を除く境界区域の周りすべてに、所定の発泡温度において発泡のために利用可能な最小気体濃度を有する中実熱可塑性シートの領域を表す格子が示されている。中心区域は、発泡に必要な最小気体濃度を有しない領域である。従って、発泡ステップの間に、熱可塑性シートの境界区域は気泡核形成および成長を有するが、シートの中心区域は中実のままである。気体濃度プロフアィルが実現されると、積層されたシートの対は圧力容器1201から取り出され、図13に示される流体圧プレスに移される(選択的に、積層された対の形で)。プレスのプラテン1302および1304は、最小気体濃度を有する境界区域中での発泡を引き起こして、それらの区域中での気泡核形成および成長の原因となるが、最小値より低い気体濃度を有する中心区域は中実のままである温度に設定される。シート1102および1104の積層対は、発泡するために必要な最小気体濃度を有する表面がプラテン1302および1304と接触するように、加熱プレス中に配置される。シート1102および1104の両方の中の発泡体成長が完了した後、部分的に発泡したシート1102および1104の積層対はプレスから取り出される。シート1102および1104の両方の末端の辺は、図14に示されるように整えられ、多孔質構造を有する1つの面と中実材料の1つの面とを有する発泡材料を残してよい。次に、整えられたシート1102および1104は、図15に示されるように、それぞれのシート1102および1104の発泡体の層が互いに向き合い、多層パネルの中心にあり、中実層が多層パネルの外部表面となるように、接着剤または機械的締結具によって互いに貼り合わされる。本開示の方法では、飽和ステップ時に、所望の皮膜厚さを作り出すために完全な飽和とそれに続く長い脱着時間を許す代わりに、気体が熱可塑性シートを部分的に飽和することを許容する。従って、この方法は、中実の厚い皮膜を有する発泡体コアを有する多層パネルを作り出すために必要な時間を減少させる。
【0104】
図5〜15に関連して開示される方法は、厚い多孔質シートを作り出すために用いられることができる。実施形態によっては、シートは厚さ3mmより大きくてよく、他の実施形態では、シートは少なくとも厚さ6mmであってよい。建設業界、自動車および船舶製造、ならびに他の荷重運搬用途において潜在的な用途を有する多孔質熱可塑性シートの製造において、加熱プレスがより容易な制御およびより速い製造速度を提供する。
【0105】
本明細書の開示によれば、発泡プロセス時に温度を制御すると、発泡した熱可塑性材料の密度を制御することが可能になる。密度を減少させる利点は、重量および材料の減少である。従って、部品および構成部品は、中実の対応物より少ない材料および重量で構築される。図16を参照すると、3つの飽和圧力について、ポリエーテルイミド発泡体の相対密度を温度の関数として示すグラフが図示される。図16は、特定の温度より高い温度では相対密度が予測不能となることを示している。1MPaの飽和圧の場合、最大温度は約210℃のようである。1MPaの飽和圧力における最小相対密度は0.3より若干低い。5MPaの飽和圧力の場合、最高温度は約180℃のようである。5MPaの飽和圧力の場合の最小相対密度は約0.55である。相対密度は約0.3から1.0未満まで変化する。図16はポリエーテルイミドに関するグラフであるが、一般に、他の材料も同様の傾向に従うと考えられる。
【0106】
さらに、上記において図1と関連して開示されたように、0.1nm乃至100nm、または20nm乃至40nmの範囲の平均サイズを有するナノサイズの細孔を熱可塑性材料中に作り出すと、材料の初期密度と比べて密度が小さいが、中実熱可塑性材料の望ましい特性のいくつかを維持する発泡体を作り出す。望ましい特性の中には光透過率、衝撃強度および引張伸びがある。密度、光透過率、衝撃強度および引張伸び(ひずみ)を測定するための手順は、下記の実施例の節に記載されている。
【0107】
従って、0.1nm乃至100nmの平均サイズを有するナノサイズの細孔を熱可塑性材料中に導入し、そして、熱可塑性材料の光透過率、衝撃強度をおよび引張伸びを実質的に低下させることなくこれらの材料の密度を減少させるためのそれぞれの方法が開示される。引張伸びは下記の実施例の節において試験される特性であるが、引張伸びは破断せずに屈曲する材料の能力の代表であることは自明である。従って、本明細書中に開示される方法が、持続した材料の引張伸びを生じさせるだけでなく、材料が曲げられるときなど、材料が圧縮と引張との両方を受けるときにも生じさせる。この場合、材料は、一方の側において圧縮力を受け、反対側において引張力を受ける。従って、本開示の方法は、中実材料よりも高い、非破壊の曲げ能力をも有する材料を作り出す。従って、本明細書中で用いられる「伸び」は、引張ひずみの下で生じる伸びだけに限定されず、屈曲時などの引張および圧縮下にあるときの伸びも含んでよい。
【0108】
さらに、ナノサイズの細孔は、顕著な光透過率を提供することに加えて、さまざまな波長の光を透過するかまたは偏向させる能力を有する。例えば、ナノサイズの細孔は、20nm乃至40nmのサイズにおいて青色光を散乱させ、赤色光を通過させることができ、材料を青色に着色させる効果を有する。従って、細孔サイズを0.1nm乃至100nmのナノサイズの範囲内で調節することによって、材料中に顔料を導入することなく材料に色が加えられることができる。
【0109】
光の特定の波長を遮断するかまたは偏向させるナノサイズの細孔の能力によって、0.1nm乃至100nmの平均細孔サイズのナノサイズの細孔を形成させることによって、細孔のサイズが熱可塑性材料によって選別される光の波長を決定する光フィルターが熱可塑性材料から構築され得る。ナノサイズの細孔を有する熱可塑性光フィルターは、特定の波長の光を遮断する方法において用いられることができる。
【0110】
図3を参照すると、中実熱可塑性材料の衝撃強度を変化させるための方法の別の実施形態の例が示される。この方法は、ブロック302を含む。ブロック302では、中実熱可塑性材料が得られる。中実熱可塑性材料は、初期の衝撃強度を有する。方法はブロック302からブロック304に入る。ブロック304では、熱可塑性材料は、気体が熱可塑性材料中に吸収させられるように高くした圧力で処理される。方法はブロック304からブロック306に入る。ブロック306では、熱可塑性材料は、気体が熱可塑性材料から脱着することを可能にするようにより低い圧力で処理される。方法はブロック306からブロック308に入る。ブロック308では、ブロック304および306内の処理によって初期衝撃強度と異なる変化した衝撃強度を有する中実熱可塑性材料が作り出される。熱可塑性材料が約1MPaの低い圧力で処理されると衝撃強度は初期衝撃強度と比較して減少し、熱可塑性材料が約5MPaの高い圧力で処理されると衝撃強度は初期衝撃強度と比較して増加する。衝撃強度が増加するかまたは減少するかは飽和圧力によって変化し得る。選択的に、この方法はブロック310をさらに含む。ブロック310では、初期衝撃強度を有する通常の熱可塑性材料を置き換えることができる構成部品または部品を形成するために、初期衝撃強度と異なる変更された衝撃強度を有する中実熱可塑性材料が用いられることができる。一実施形態では、ブロック310は、ブロック306に従って脱着された熱可塑性材料に対して実行される。例えば、構成部品を形成させることは、脱着された熱可塑性材料を冷間圧延技法において、または穏やかな熱処理を加えることによって成形することを含んでよい。別の実施形態では、ブロック306と同時に、および熱可塑性材料が気体の脱着を行っている間に、構成部品または部品を形成させることが行われてよい。例えば、熱可塑性材料は、ブロック306の間に冷間圧延技法によってまたは緩やかな熱処理を加えることによって成形されてよい。図3と関連して本明細書に開示される方法によって処理される材料は、いかなる形状および/またはサイズであってもよい。例えば、航空機または任意の陸上の乗り物の構成部品が形成された後に処理されてよい。上記に開示されたように、飽和圧力は処理の結果として衝撃強度が増加するかまたは減少するかを決定する。図31を参照すると、1MPaで飽和し、脱着された中実ポリエーテルイミドの衝撃強度は、標準材料の衝撃強度より低い衝撃強度を有する。5MPaで飽和し、脱着された中実ポリエーテルイミドの衝撃強度は、標準材料の衝撃強度より大きな衝撃強度を有する。図32を参照すると、1MPaで飽和し、脱着された中実ポリカーボネートの衝撃強度は、標準材料の衝撃強度より大きな衝撃強度を有する。4MPaで飽和し、脱着された中実ポリカーボネートの衝撃強度は、標準材料の衝撃強度より大きいが1MPaで飽和した中実ポリカーボネートより小さな衝撃強度を有する。7MPaで飽和し、脱着された中実ポリカーボネートの衝撃強度は、4MPaで飽和した標準材料および中実ポリカーボネートの衝撃強度より大きいが、1MPaで飽和した中実ポリカーボネートより小さな衝撃強度を有する。ポリカーボネート(PC)は、特にサングラスレンズ、nalgeneの水筒および防弾ガラス窓などの衝撃用途に広く用いられているプラスチックである。PCは、1乃至4および7MPaの広い範囲の飽和圧力にわたって衝撃抵抗の増加を示す。図33では、1MPaで飽和し、脱着された中実高衝撃ポリスチレンの衝撃強度は、標準材料の衝撃強度より低い衝撃強度を有する。4MPaで飽和し、脱着された中実高衝撃ポリスチレンの衝撃強度は、1MPaで飽和した標準材料およびポリスチレンの衝撃強度より低い衝撃強度を有する。高衝撃ポリスチレン(HIPS)は、飽和圧力とともに減少する衝撃強度を示す。従って、材料の衝撃強度が増加するかまたは減少するかは、飽和圧力によって決まる。
【0111】
上記に開示されたように、5MPaの飽和圧力でポリエーテルイミド中にナノサイズの細孔が形成された。本明細書中で定義されるナノサイズの細孔は0.1nm乃至100nmのサイズを有する。ナノ多孔質発泡体は、0.1nm乃至100nmの平均細孔サイズを有する細孔を有する。別の実施形態では、ナノサイズの細孔は20nm乃至40nmのサイズを有することができる。1MPaの飽和圧力においてポリエーテルイミド中にマイクロサイズの細孔が形成された。本明細書中で定義されるマイクロサイズの細孔は0.1マイクロメートル(μm)超乃至100マイクロメートル(μm)のサイズを有する。マイクロ多孔質発泡体は0.1μm乃至100μmの平均細孔サイズを有する細孔を有する。4MPaの飽和圧力においてポリエーテルイミド中にナノサイズの細孔とマイクロサイズの細孔との両方が形成された。これらの多孔質構造体は下記に記載されている。
【0112】
図17を参照すると、発泡したポリエーテルイミドの断面図の走査電子顕微鏡像がサブマイクロメートル範囲の細孔直径を有するナノサイズの細孔を示している。本明細書に開示されている熱液浴または加熱プレス方法、あるいは他の加熱方法を用いてナノサイズの細孔を有する発泡体が作り出されることができる。0.1nm乃至100nmの平均細孔サイズを有するナノサイズの細孔を有する発泡体が、原料の中実熱可塑性材料のものと実質的に同じであるかまたは高くなり、マイクロ多孔質構造の場合の同じ特性より高いとも考えられる光透過率、衝撃強度および引張伸びなどの望ましい機械的特性を有すると考えられる。100nmのポリエーテルイミドに関する分子サイズ計算によるポリエーテルイミドの特定の事例では、ナノ多孔質材料中の作り出された細孔サイズは、推定された分子サイズよりはるかに小さな気泡を作り出す。20〜40nmの細孔サイズ範囲の場合に対して、気泡の半分の外周は31.4〜62.8nmの範囲内となるであろう。これは、ポリエーテルイミドの分子が細孔の片側から他方の側に伸びてもまだ38〜69nmの分子の長さを有して細孔の両側で分子同士が絡み合うことを可能にするであろう。細孔サイズの規模は、これらのナノ多孔質形態の機械特性に対して急激な効果を有するかもしれない。これに対して、3μmのマイクロ多孔質の空洞は4.7μmの半外周を作り出すであろう。この細孔サイズであると、細孔の片側から他方の側に達するには47個の100nmサイズのポリエーテルイミド分子が要るであろう。
【0113】
図18は、3マイクロメートルの範囲の細孔直径を有するマイクロ多孔質ポリエーテルイミドの断面図の走査電子顕微鏡像である。本明細書に開示される熱液浴または加熱プレス方法、あるいは他の加熱方法を用いてマイクロサイズの細孔を有する発泡体が作り出されることができる。マイクロサイズの細孔は、1μm超乃至100μmの範囲の平均細孔サイズを有すると考えられる。
【0114】
本明細書に開示される加熱された液体浴方法または加熱プレス方法の任意の変化形などの固相発泡方法を用いてマイクロ多孔質熱可塑性発泡体とナノ多孔質熱可塑性発泡体との両方が作り出されることができ、マイクロ多孔質構造物を作り出す飽和圧力は1MPaであり、ナノ多孔質構造物を作り出す飽和圧力は5MPaである。構造体がナノサイズの特徴およびマイクロサイズの特徴を含むとき、構造は二峰性(bimodal)である。本開示の発泡方法を用いるといくつかの二峰性多孔質構造体が可能である。本明細書に開示される二峰性発泡体を作り出すために、加熱プロセスの間に脱着される気体は、材料から抜け出すことを許容されてよい。
【0115】
図19および20を参照すると、加熱プレス方法を用いて作り出されたポリエーテルイミド発泡体の断面図の走査電子顕微鏡像は、約4μmの平均細孔サイズの細孔を有する発泡体を示している。これらのマイクロサイズの細孔は一次構造を形成する。しかし、内部細孔壁をさらに詳細に調べると、加熱プレス方法は、大きめのマイクロ多孔質の特徴の細孔壁上にナノサイズの特徴を作り出すことが見いだされた。ナノサイズの特徴のいくつかは、大きめのマイクロサイズの細孔の間に連絡を作り出している。表面からの気体の流通を可能にする手段を有する加熱された液浴または加熱プレスは、これらの二峰性の細孔構造体を作り出す。一実施形態では、1MPaの飽和圧力で飽和した熱可塑性材料を用いて、図19および20に表される二峰性構造体を作ることができる。本明細書では、この構造体は「内部二峰性」多孔質構造体と称されてよい。1μm超乃至100μmの平均細孔サイズを有するマイクロサイズの細孔を有し、0.1nm乃至500nmの平均サイズを有するナノサイズの特徴を有する内部二峰性多孔質構造体が作り出され得ると考えられる。
【0116】
図21および22を参照すると、4MPaの飽和圧力を用いた発泡したポリエーテルイミドの断面図の走査電子顕微鏡写真が示される。約2乃至3μmの細孔サイズを有するマイクロサイズの細孔が1μmより小さな平均細孔サイズを有する大多数のナノサイズの細孔の間に点在している。通気層を用いない加熱プレス方法は、この二峰性構造体を作ることができる。この二峰性構造体は、1乃至2μmの範囲の大多数の細孔と、10乃至15μmの範囲の細孔の均一に分布した二次構造とを有する。本明細書中では、これらの二峰性多孔質構造体は「細孔間」二峰性構造体と称されてよい。このような二峰性構造体は、2つの細孔サイズの一方しか有しない発泡体のそれより優れた機械的特性を有し得る。2μmより小さな平均細孔サイズを有する一次構造を形成する小さめの細孔と、2μm乃至100μmの平均細孔サイズを有する細孔を有する一次構造全体にわたって点在している大きめの細孔とを有するインター二峰性多孔質構造体が作り出され得ると考えられる。
【0117】
別の実施形態では、飽和圧力とは独立して、マイクロ多孔質ポリエーテルイミド発泡体が作り出され得る。5MPaの飽和圧力で、熱プラテンと熱可塑性材料との間に通気層を用いて、材料の表面から気体が流出させられ得る。結果として生じる構造体は、ナノサイズの細孔を有する多孔質構造体である。通気層を用いないで加熱プレス中に材料が発泡するとき、発泡構造体はマイクロサイズの細孔を有する。通気層は、気体が重合体の表面からプレスの外部に移動することを可能にする多孔布であってよい。従来の浴発泡プロセスに対して、(1)細孔サイズは飽和ステップと独立して決定され、および(2)より高い圧力において、飽和ステップは、マイクロサイズの細孔を作るためにより少ないプロセス時間を必要とすることを含むこのプロセスに利点がある。1MPaの代わりに5MPaで飽和させることによって、マイクロ多孔質発泡体を作る飽和プロセスの時間は約10日間短縮される。1MPaで飽和したときに作り出されるものと規模が同等の、5MPaで飽和したマイクロ多孔質発泡体が作り出されることができる。この方法を用いることによって、マイクロ多孔質ポリエーテルイミドを作り出すために必要な時間は著しく短縮される。
【0118】
ナノサイズの細孔を形成することができるものとしてポリエーテルイミドが開示されたが、他の熱可塑性重合体もナノサイズの細孔を形成することができると考えられる。本発明の実施形態によって有用であり得る代表的な熱可塑性材料は、非晶質重合体および半結晶性重合体を含む。代表的な化合物は、熱可塑性ウレタン、熱可塑性エラストマー、ポリエチレンナフタレート、ポリエーテルイミド、ポリエーテルエーテルケトン、ポリフェニレン、スルホン、ポリアミド−イミド、ポリスルホン、ポリフェニルスルホン、ポリエーテルスルホン、ポリフタルアミド、ポリアリールアミド、ポリフェニレンスルフィド、環状オレフィン共重合体、ポリフタレートカーボネート、ポリカーボネート、ポリ塩化ビニリデン、ポリウレタン、ポリフェニレンオキシド、ポリ(アクリロニトリル−ブタジエン−スチレン)、ポリメチルメタクリレート、架橋ポリエチレン、ポリスチレン、スチレンアクリロニトリル、ポリ塩化ビニル、ポリブチレンテレフタレート、ポリエチレンテレフタレート、ポリオキシメチレン、ポリアセタール、ポリアミド、ポリオレフィン、ポリエチレン、ポリプロピレンを含むがそれらに限定されない。
【0119】
広い範囲の細孔サイズを作り出すその能力によってポリエーテルイミドが代表的な熱可塑性材料として選ばれた。ポリエーテルイミドは、化学式C37H24O6N2を有する。モノマー分子量は、592g/モルである。ポリエーテルイミド重合体の分子量は平均30,000g/モルである。重合体分子量をモノマー分子量から分離すると、平均して重合体分子鎖当たり51の繰り返しモノマー単位が存在する。
【実施例】
【0120】
(試料調製)
密度、衝撃強度、光透過率、引張伸び(ひずみ)および変更されたプレス発泡方法を試験するための試料が、ポリエーテルイミドシートから切り取られた。このシートには裏張りの支持膜が取り付けられていた。すべての試料は、0.06インチすなわち1.5mmの厚さを有していた。引張ひずみ試験のために用いられた試料は、試料ブランクから犬用の骨の形に試料を切る二次動作が必要であった。所望の試料寸法を実現するために足で操作するせん断プレスが用いられた。保護重合体膜が試料に付けられたままプレスを用いて試料が切断された。試料が切断された後、表面膜層が取り除かれた。ポリエーテルイミドの若干のもろい性質によって、せん断操作後に試料の亀裂が検査された。表面の傷または内部の亀裂を有する試料はすべて廃棄された。
【0121】
衝撃試験のための試料は、ASTM D5420“Standard Test Method for Impact Resistance(Gardner Impact)”の勧告に従って作り出された。この標準は、衝撃試料が支持プレート孔の直径より少なくとも1インチ大きいことを指定している。ASTM標準によれば、試験装置のための最小試料サイズは1.64”×1.64”となるであろう。せん断切断がせん断端に沿って検出不能な欠陥を誘導する影響を少なくすることを目的として、2”×2”の寸法の試料が作り出された。密度および光透過率試験のための試料は、生ポリエーテルイミドシートから1”×1”試料に切り取られた。この小さな試料サイズは、圧力容器中での容易な飽和を可能にし、必要な正確さを提供した。
【0122】
引張試験のための試料は、必要なASTMの犬用の骨の形状を作り出すためにさらに別の切断動作が必要であった。ブランクが4.5”×1”に切られ、続いて摩砕操作が行われた。引張伸び試験のための試料は、ASTM D638 Type IVの仕様に従って製造された。試料は、0.001”内の精度のTRAK K3E 2軸CNC捏和ミルを用いて10個のバッチで機械加工された。試料を切断するために、800rpmで回転する0.5”直径のSwift−Carb(登録商標)炭化物鋼端ミルが用いられた。
【0123】
図25〜30に示される機械的試験の結果を得るために用いられた試料は、用いられた飽和圧力によって少なくとも下の表1に示される時間の間、飽和させられた。密度測定において用いられた試料は、下の表1に示される温度で発泡させられた。
【0124】
【表1−1】

【0125】
【表1−2】
(試料の飽和)
気体がすべての表面によって均一に吸収されることを確実にするために、試料はペーパータオルに包まれた。次に、包まれた試料は圧力容器の中に配置され、密封された。次に、Airgas Norpacによって供給された99.9%純度を有する二酸化炭素が高圧タンクから圧力容器に供給された。飽和圧力は、PIDマイクロコントローラによって±0.1MPaの精度で制御された。次に、試料は、所定の量の時間にわたって気体を吸収することを可能にされた。試料は、完全飽和に達した後、圧力容器から取り出され、気体を脱着することを可能にされてから発泡させられた。試料は、2分間脱着することを可能にされた後、発泡浴の中に配置された。機械的特性について報告するために用いられたすべての試料は、加熱された浴のプロセスを用いて調製された。プレス発泡において用いられた試料は、重合体からの気体の脱着を遅くするために0℃の冷凍庫に入れられ、次に加熱プレスの中に配置された。一般に、試料は、発泡の前に同じ気体濃度にされた。
【0126】
(発泡方法)
試料を発泡させるための2つの方法が用いられた。密度、衝撃強度、光透過率および引張特性評価のために用いられた試料のすべてを発泡させるために熱油浴が用いられた。発泡体特性評価のための試料を発泡させるために、変更された加熱プレス法が用いられた。加熱プレスの発泡は、平坦な試料を作り出し、加熱プレスの発泡方法によって作り出された多孔質構造を特性評価するために有利である。
【0127】
油浴発泡の場合、大気圧および室温における2分間の脱着期間に続いて、気体濃度を測定するために試料はMETTLER天秤中に置かれた。2.5分経過したら、試料は温度制御されたThermoHaake B5熱シリコンオイル浴中に置かれ、2.5分間発泡させられた。減圧から5分経過したら、試料は油浴から取り出された。試料の表面から過剰のオイルがすべて除去され、試料は室温に冷却させられた。試料を油浴中に沈んだままにするように試料を収容するためにワイヤケージが用いられた。
【0128】
加熱プレスの装置は、上部および下部の加熱されたプラテン、流体圧シリンダーおよび制御システムを含んでいた。制御システムによってさまざまなプロセスパラメータが変化させられることができる。加熱プレスの発泡では、プラテンは、プラテンを閉じた位置にして所望の温度に加熱された。プラテンが温度になったら、試料が圧力容器から取り出され、プレスへ移動する間に数分間、一般に2乃至4分間脱着させられる。しかし、一般に、脱着時間は気体の濃度を実質的に変えるには不十分であった。一般に、試料は実質的に同じ気体濃度を含んでいた。加熱されたプラテンは開かれ、試料は上部および下部プラテンの間のプラテンの中心付近に配置される。次に、プラテンは、上部プラテンの加熱された表面が試料の上部表面と接触し、下部プラテンの加熱された表面が試料の下部表面と接触するように閉じられる。例えば、図5参照のこと。上部および下部プラテンが両方とも試料と接触し、試料の上部および下部表面に圧力を加える。すると、発泡体は、発泡しようとしてプラテンによって発生した圧力に対して押す。伝導によって試料の両方の表面上で加熱が起こる。
【0129】
発泡後、試料が最小気体濃度に脱着させられた後、試料の機械的特性が試験された。
【0130】
(脱着)
機械的試験の前に最小気体濃度に達するのに必要な時間を決定するために、発泡を行っていない試料に対して脱着試験が行われた。試料は圧力容器から取り出され、室温で大気圧に静置された。試料中に溶解した気体の量を記録するために、METTLER AE240天秤を用いて定期的な重量測定が行われた。試料は、0.01gCO2/gPEIより低い濃度まで二酸化炭素を脱着した後、「完全に脱着した」とみなされた。機械的試験を行うための閾値気体濃度は、濃度がポリエーテルイミドのグラム当たり10mg二酸化炭素以下になったときである。下の表2に、さまざまな飽和圧力に関する最小脱着時間が挙げられている。
【0131】
【表2】
ポリエーテルイミドの発泡体および発泡していない(バージン)試料が気体を脱着された後、機械的特性を試験された。機械的試験のための閾値気体濃度は、ポリエーテルイミドのグラム当たり二酸化炭素10mgより低くなるように選ばれた。構造特性評価のために用いられた発泡体の脱着を可能にすることは必要なかった。発泡体のために必要な脱着時間は、多孔質構造を作り出すために発泡プロセスが気体を重合体から放出するので、また気体は多孔質構造中の方が速く脱着するので、表2の値より短くなる。そこで、表1の時間に従って脱着された発泡試料は、中実試料よりはるかに低い気体濃度を有する。それでも、表2の最小脱着時間に関らず、機械的試験において用いられた発泡試料は、少なくとも700時間脱着させられた。700時間後、気体濃度は用いられた飽和圧力に関らず基本的に一定である。
【0132】
(密度測定)
ASTM標準D792に従って密度評価が行われた。浮遊重量減少法は、蒸留水を液体として用いる。最初に、試料が「乾」秤量され、次に、試料は水面下に置かれ、再び秤量される。この「湿」重量測定時に試料の表面に付着した気泡がないことを避けるように注意した。重合体試料の密度を計算するために用いられた式は、以下の通りである。
【0133】
【数1】
ここに、
D=試料の密度
Wd=乾燥重量
WW=湿潤重量
DW=蒸留水の密度(0.9975g/cm3とした)
密度は、相対密度または空隙率として報告される。相対密度は、発泡した材料の密度を発泡していない材料の密度で除した商である。空隙率は、1マイナス相対密度として定義される。相対密度および空隙率はともに百分率として表される。例えば、60%の相対密度を有する材料とは、発泡した試料の全体積が60%重合体および40%空気であることを意味する。
【0134】
(光透過率測定)
本明細書で用いられる透過率は、指定された波長について、材料中を通過する光の比率である。透過率は、材料中を通過する光の強度を光源の強度で除した比として計算される。透過率の値は、試料の不透明度に逆比例する。不透明な試料は、光を通過させず、従って、低い透過率を有する。
【0135】
図23は、材料の光透過率を試験するために設計され、構築されたデバイスの概略回路図である。図23に示される計器は、特定の波長の光を試料に放出し、次に、試料中を通過する光の量を光抵抗性トランジスタ検出器1502によって測定する。直列抵抗器1504の電圧低が測定され、発光器1506と検出器1502との間に試料が存在しないときの電圧低下と比較される。これらの値の比が透過率である。図15に例が示される回路は、無ハンダ試験回路ボード上に構築された。測定時に周囲の赤外光が検出器1502に入らないように遮蔽するためにボール紙のカバーが構築された。発光器1506および検出器1502は、近赤外発光ダイオード(LED)の整合済みセットとして購入された。近赤外線は、可視電磁スペクトルのすぐ外側に存在する。LED発光器1506は、940nmのピーク波長を有していた。細孔試料の透過率を測定する手順は以下の通りである。発光器1506と検出器1502との上にカバーが置かれ、点1508と1510との間で測定されたVout電圧が記録される。この電圧を記録した後、カバーが取り外され、カバーと試料との間に隙間がないことを確かめて、試料がカバーの2つの面の間で長さ方向に垂直にカバーの内側に配置される。例えば、カバーの面は、試料が中央の垂線によって表されるように、文字「H」の平行線によって表されることができる。カバーは5つ面を有し、底の面がないボール箱であってよい。カバーの内部寸法は、試験される試料の寸法に合わせられる。次に、発光器1506と検出器1502との間の光路内に試料があるように、試料を有するカバーが発光器1506と検出器1502との上に置かれる。Vout電圧が記録され、この試料電圧を試料のないときの電圧によって除することによって透過率が計算される。
【0136】
(衝撃強度測定)
ASTM D5420に従って衝撃強度測定が実行された。衝撃強度は、落下する重りの衝撃によって平坦な重合体試料を破断するかまたは亀裂を生じさせるために必要なエネルギーの測定値である。
【0137】
マイクロ多孔質およびナノ多孔質ポリエーテルイミド発泡体の衝撃強度を測定する手順は、2”×2”試料を発泡させることを必要とした。ASTM標準は、平均破損高さが既知であるとして、十分な結果のために最小20個の衝撃試料を必要とする。ポリエーテルイミド試料の試験は、平均破損高さを評価する6つおよび測定を行う20を含め26の試料を必要とした。
【0138】
(引張ひずみの測定)
一般に、引張試験は、単一の亀裂の伝播が破損を引き起こすまで次第に増加する単軸応力を加えることを必要とする。ASTM D638 Type IV仕様に従って引張試験のための試料が製造された。これらの試料の試験もASTM D638に従った。引張試験はInstron 5585H上で実行された。この装置では、ギザギザのあごが引張試料を保持する。重合体試料に加えられる応力の量を制御するために一定のクロスヘッド速度が用いられた。大多数の試験は10mm/分のクロスヘッド速度で行われた。50、100および200mm/分の速度でも試験が行われた。降伏応力のおよそ半分までの初期ひずみを測定するために25mmのゲージ長を有する伸び計が使用された。伸び計を取り外した後、Instronクロスヘッド上の伸びからひずみが記録された。
【0139】
(マイクロ構造特性評価)
マイクロ多孔質およびナノ多孔質のポリエーテルイミド構造体の特性評価は、走査電子顕微鏡(SEM)で構造を画像化することによって実行された。すべての像は、ディジタルFEI Sirion走査電子顕微鏡上で撮影された。最初に試料はかみそりの刃で切れ目を付けられ、液体窒素で凍結破断された。次に、試料は金属ステージに取り付けられ、画像化される表面は20乃至60秒間Au−Pdをスパッタ被覆された。画像形成のために2乃至10kVの間で加速電圧が変えられ、マイクロ構造のサイズに応じて「高分解能」および「超高分解能」検出器が用いられた。
【0140】
マイクロ多孔質構造を有する発泡体を作り出すために1MPaの飽和圧力が用いられ、ナノ多孔質構造を有する発泡体を作り出すために5MPaの飽和圧力が用いられた。図16は、ポリエーテルイミド発泡体について1MPaおよび5MPaの飽和圧力の場合の発泡温度の関数としての相対密度を示している。多孔質構造体は、機械的試験において用いられる密度での平均細孔サイズを特定するために上記で説明されたように画像化された。
【0141】
密度発泡実験において作り出されたマイクロ多孔質試料は、96.5乃至28.7%の相対密度の範囲であった。高い密度試料が分析され、少なくとも30の細孔の細孔サイズを平均することによって平均細孔サイズが計算された。91.5%相対密度試料の平均細孔サイズは2.5μm(図18参照)であり、相対密度70.2%の試料の平均細孔サイズは3.5μmであった。
【0142】
低めの相対密度のマイクロ多孔質試料の像は、約56%の相対密度より下において興味深い構造を示す。例えば、図19を参照すること。これらの試料は、マイクロ多孔質構造を示したが、さらに詳しく調べると内部細孔壁がナノサイズの特徴を示す。ナノ特徴は、気泡成長時にポリエーテルイミド分子が絡み合って残り、細孔壁のわずかな半径に架橋する細孔壁のセグメント化区間として最もよく記述されることができる。図19および20は、この構造記述を支持し、問題の細孔に隣接する細孔が細孔壁上に平坦な区間を作り出すために押し付けると、これらのナノ特徴が減ることも示している。これら平坦さの増した細孔区間は、曲率が大きい他の区間より少ないナノ特徴を示している。これらのナノ特徴に加えて、低めの密度を有する試料は、これらのナノ特徴が1つのマイクロ細孔から別のマイクロ細孔へのナノ相互連結を作り出すことを示している。相互連結は円形細孔の形を取らず、伸びた分子のネットワークまたはウェブとして現れる。
【0143】
SEMを用いてナノ多孔質試料の像を得るために、細孔を覆わないようにAu−Pd被覆時間が短縮された。ナノ多孔質試料は、密度に応じて70〜90%相対密度の密度範囲を有し、平均すると20〜40nmの細孔を有していた。例えば、69.9%相対密度における図17を参照すること。
【0144】
(4MPaにおける発泡体構造特性評価)
さまざまな発泡温度におけるポリエーテルイミドの構造および密度を調べるために、加熱された油浴の方法を用いてさまざまな温度において4MPaの飽和圧力で処理された試料が形成された。図21および22に、これらの発泡体試料のマイクロ構造のSEM像が示される。平均細孔サイズは250nm乃至1μmの範囲であった。4MPaで実行された発泡体特性評価実験は、4〜5MPaの範囲では細孔サイズは発泡温度に応じて1μm乃至60nmに減少することを確認した。
【0145】
(内部空洞形成)
実験の間に、2、3の試料が大きな内部空洞形成を発達させることが観測された。ポリエーテルイミド中の大きな内部空洞形成の形成は、固相法の間に通常観測される表面空洞形成と混同されるべきでない。通常、正常な表面空洞形成は、重合体の一体的な皮膜がプロセス時の内部発泡圧力を支えるには弱くなってしまったときに表れる。多くの場合、表面空洞形成は、非常に低い密度の発泡体を作り出そうとして高い温度で発泡させるときに起こる。表面空洞形成とは異なり、内部空洞形成は試料の中心から直接生じる。発泡の最初の20〜30秒間に、後に内部空洞形成を発達させる試料は湾曲し始める。発泡の最初の2分の1分間に極端な湾曲を示す試料は、発泡プロセスの終わりまでに内部空洞形成を発達させる。空洞形成を発達させない多くの試料は、ときとして湾曲を発達させるが、この湾曲は最初の20〜30秒だけでなく2.5分の発泡プロセスの間全体にわたって作り出される。発泡の最後の30秒間の間に、内部空洞形成が表れ始める。多くの場合、内部空洞形成は、材料が大きな気体内部空洞を作り出すとき油浴中で表れる。気体ポケットの周りの中実皮膜および発泡区間は気体の高い圧力に負ける。油浴から取り出された後、欠陥のある試料は、発泡の間に作り出された大きな曲率および大きな内部空洞形成を保持する。内部空洞形成は、引張試験のための犬用の骨の形の試料を含むすべての寸法の試料中に表れた。
【0146】
内部空洞形成の1つの考えられる原因は、材料の表面と平行に走る材料の中央の弱い中央面である。弱くなった中央面は、原料中の欠陥が原因となって生じることができるかまたは固相発泡プロセスの関数である。表面に垂直に亀裂伝播が始まり、次に、突然、試料表面に平行な中央面へ方向を変える。
【0147】
(内部空洞形成のない平坦な発泡体の生成)
多くの場合、加熱された油浴の発泡方法は、大きめの試料サイズで若干の曲率を作り出すので、平坦なマイクロ多孔質およびナノ多孔質ポリエーテルイミドを作り出すために改変された制約付きプレス発泡方法が用いられた。
【0148】
図4を参照すると、従来技術の制約付きプレス発泡プロセスの概略図が図示される。このプロセスでは、402の上部と404の下部プラテンとの間に発泡体410の厚さを決定するシム406および408が配置され得る。402の上部および404の下部プラテンは金属シム406および408の寸法を超えて閉まらないようにされている。プラテン402および404から試料410への伝熱は、試料の1つの表面の加熱されたプラテンへの直接接触による伝導および第2のプラテンから試料の反対の表面への熱の対流による伝導を含む。
【0149】
3”×3”、3”×6”および6”×6”を含むさまざまな試料サイズに関して、図4の従来技術のプレス発泡方法を用いる実験が行われた。上記に提示された飽和時間に基づいて完全飽和に達するまで試料が1MPaで飽和させられた。完全飽和したら試料が取り出され、脱着のプロセスを遅らせるために0℃に設定された冷凍庫中に入れられた。制約付き発泡プロセスにおいては197℃および210℃を含む2つの発泡温度が探索された。試料は合計3分間発泡させられ、その後試料除去のためにプラテンを冷却するために冷却システムの電源が入れられた。最初の発泡実験は、Nadellaら(Nadella,K.,Kumar,V.,Li,W.,(Constrained Solid−State Foaming of Microcellular Panels,“Cellular Polymers,p.71,2005)によって開発された提案の制約付き発泡プロセスに従った。Nadellaらの制約付き発泡方法はシムを用いて発泡が完了した後の評価された厚さにもとづく一定の厚さを設定する。プラテンの間に試料が滑り込まされ、上部プラテンまで発泡させられる。図4参照のこと。
【0150】
Nadellaらの従来の制約付き発泡プロセスの2つの変化形が探索された。ポリエーテルイミド試料は、従来方法によって自由に発泡させられると、内部空洞形成によって大きなスクラップ発生率を示した。図5に図示された1つの変化形は、シムを取り除き、加熱されたプラテン表面が両方とも試料の表面に接触するまでプレスを閉めることを含んでいた。第1および第2のプラテン502および504が試料510の上面および下面のそれぞれに対して力を加える場合、2つの動作モードが可能である。このモードでは、試料510への伝熱は、502の上部および504の下部プラテンからの熱の直接伝導による。試料は、膨張する気体からプラテンに及ぼされる駆動力によって体積を増した。図6に図示された第2の変化形では、試料610とプラテン表面602、604との間にナイロン複合体製造用通気層612、614が加えられた。
【0151】
従来の制約付き発泡プロセスによって発泡した試料の密度は、油浴プロセスによって作り出された試料のそれと一致していた。しかし、試料の100%が大きな内部空洞形成を発達させた。内部水膨れの生成は、発泡した試料が上部プラテン表面に達する前の発泡プロセス全体の初期に起こった。1つの解決策は、シムを用いずに試料の表面に接触するようにプラテンを閉め、図5に図示されるように、プラテンの力に抗して発泡体を膨張させることであった。この変更は、結果として改善された品質を生じ、スクラップ発生率は減少した。この改善にもかかわらず、多くの部品が依然複数の不規則性を有していた。「良好な」発泡体の小さな比率だけが滑らかな表面を有していた。シムを用いずに発泡した多くの発泡体は、発泡時に不規則な体積膨張を行った。
【0152】
飽和した試料上でプラテンを完全に閉める効果は、試料の全体的な平面性を作り出し、多くの試料が滑らかな表面を有していた。このプロセスのスクラップ部品には、表面のギザギザに加えて小さな内部空洞形成があった。表面のギザギザは、発泡時に重合体の表面から抜け出す気体の集まりによって引き起こされると思われる。内部空洞形成および表面変形の形成を避けるために、図6に図示されるように、発泡時に気体が試料から脱着するときに気体を抜け出させるように試料表面とプラテン表面との間に通気層が配置された。複合体製造実験室から通気層が得られ、約0.5mmの厚さを有するナイロン織布を含んでいた。通気層を使用すると試料上に表面組織を作り出したが、内部空洞形成によるスクラップの量を25%未満に減少させた。気体を妨害されることなく重合体の表面から抜け出させると、スクラップ発生率を減少させるようである。さらに、1つの区域に大きめの圧力を加え、別の区域に低めの圧力を加えると、高めの圧力区域における発泡を妨げる圧力勾配を作り出す。発泡体の区間と発泡していない中実材料の区間とを有する試料が作り出された。
【0153】
(機械的試験)
マイクロ多孔質およびナノ多孔質試料を作り出すために1MPaおよび5MPaの飽和圧力がそれぞれ選ばれた。次に、飽和した試料が多孔質構造体への発泡のために加熱された油浴の中に配置された。こうして、20nm乃至3μmの範囲の多孔質構造体の機械的特性の比較が検討されることができた。表1に示される吸収および発泡温度でのプロセスパラメータを用いて機械的特性を評価する実験が行われた。脱着時間は、飽和圧力に関らず700時間に設定された。内部空洞形成の影響を少なくするために75〜90%の間の相対密度範囲が選ばれた。75%、82.5%および90%相対密度に密度の3つの変化量が選ばれた。
【0154】
(光透過率の結果および考察)
図24は、マイクロ多孔質およびナノ多孔質泡試料に対して、相対密度の関数としての赤外光透過率を示している。図24に示されるデータは、透過能が細孔サイズの関数であることを示している。図24に示される透過率の値は、試料の厚さの関数でもある。細孔サイズおよび試料厚さの両方は、報告された空隙率の範囲にわたって一定に保持されてはいなかった。マイクロ多孔質およびナノ多孔質の厚さはともに相対的に同じ速度で増加したが、予測されることができるように、試料の厚さは空隙率とともに増加した。透過率変化の率および範囲について報告された透過率の実際の値は、この実験の範囲外のデータと比較されることはできないが、それでも、試験された2組の試料の間の比較として用いられることができる。報告されたマイクロおよびナノ範囲内では、細孔サイズも空隙率の増加とともに増加した。これは透過率の絶対値を変化させるが、マイクロおよびナノ範囲の間の比較は依然として行われることができる。厚さと細孔サイズとの両方が増加すると、検討された範囲にわたって透過率の絶対値を早めに減少させる。
【0155】
ナノ多孔質構造体の光学挙動は、Lord Rayleighによって展開された電磁散乱を支配する一連の方程式によって部分的に説明されることができる。これらの方程式は、散乱の強度が光の波長に依存し、散乱粒子の直径によってさらにその傾向を強めることを示している。波長に対する依存性は、特定の波長がより容易に散乱されることを示している。可視スペクトルにおいて、スミレおよび青系統の色が赤系統の波長より容易に散乱される。
【0156】
ナノ多孔質プラスチックにおける色の変化は、材料の琥珀色のために識別し難いが、試料が白色光源に対して保持されるとき、材料中を通過する光は色が赤い。高密度ナノ多孔質試料中の青色の若干の色調は観測者の主観による。そこで、原料ポリエーテルイミド材料に色がなければ、ナノ多孔質の発泡したポリエーテルイミドは若干色が青くなるであろうと仮定される。これは、特に顔料または顔料剤を加えること、または特定の波長の光を選別する方法を追加すること無しに、重合体中に色を作り出す方法を提供する。
【0157】
図24のデータによれば、マイクロ多孔質ポリエーテルイミドとナノ多孔質ポリエーテルイミドとの透過率の間には差があると結論付けされ得る。細孔サイズは、材料を通る光散乱の量に対して劇的な効果を有する。空隙率の関数としての赤外光の透過率は、ナノ多孔質材料の方が試料を通して多くの光を通過させることを示している。この実験は、細孔のサイズを制御することによって発泡体の光学的透明性が調節され得るという考えを支持する。細孔が十分に小さいと、熱可塑性発泡体は基本的に100%透明であり得る。
【0158】
(衝撃強度の結果および考察)
ポリエーテルイミドの挙動の基準とするために、最初に標準的な発泡していない不飽和ポリエーテルイミド試料が試験された。ASTM D5420に従って破断に対する平均エネルギーが計算された。次に、マイクロ多孔質およびナノ多孔質の構造体を有する75、82.5および90%相対密度の密度を有する発泡体試料が作り出された。発泡した試料は、脱着させられた後、衝撃試験された。発泡体のための衝撃結果は、多くの方法で示されることができる。衝撃エネルギーを表示するための単位は、ジュール、ミリメートル当たりジュール、および密度当たりミリメートル当たりのジュールであってよい。
【0159】
衝撃強度は、試料の厚さに依存する。衝撃エネルギーの生の値は試料の平均厚さによって除されて厚さ当たりの衝撃エネルギーを得ることができる。試料の空隙率を増加させると、試料の寸法全体が大きくなる。すると、試料の厚さは、最初の試料の厚さと発泡度との関数となる。図25は、発泡時の厚さの変化を補償した衝撃エネルギーのグラフを示している。図25は、バージンのポリエーテルイミドと、試料を気体で飽和させた後に気体を脱着させて処理される、処理中実ポリエーテルイミドとの空隙率の関数として、衝撃強度を3つの発泡体密度についてジュール/分で示している。
【0160】
図25から、中実(四角のデータポイント)と発泡体(円および菱形のデータポイント)のポリエーテルイミドの間の衝撃強度の差、ならびに2つの多孔質構造体の間の差が明白である。さらに、最小二乗法直線フィットの傾向は、2つの多孔質構造体の間で衝撃強度の収束があることを示している。両方の多孔質構造体およびバージンのポリエーテルイミドはすべて、25〜30%の空隙率の間で同じ衝撃強度を有する。ナノ多孔質10%空隙率試料が試料の50%が限界値で破断するように試験装置の限界に到達した点が興味深い。ASTM標準によれば、平均破断は、全試料の50%が破断する点と定義される。
【0161】
マイクロ多孔質ポリエーテルイミドの衝撃強度は、図25において、空隙率の増加に伴う強度の増加を示す。
【0162】
別の実験では、試料を5MPaの圧力で二酸化炭素によって飽和させ、次に気体を完全に脱着させることによってポリエーテルイミド試料が調製された。次に、ASTM D5420によって衝撃試料が試験された。図25は、飽和し、次に気体を脱着されたポリエーテルイミドの中実試料の衝撃強度(三角のデータポイント)も示している。飽和し、脱着された中実ポリエーテルイミド試料は、試験された試料のすべての中で最も高い衝撃強度を有した。ナノ多孔質試料と異なり、飽和し、脱着された試料はまったく破断しなかった。これは、飽和し、脱着されたポリエーテルイミドの衝撃エネルギーの実際の値が報告されたものより著しく高いことを示している。飽和し、脱着された試料は厚さが増加しないので、図25に示される値は10%空隙率ナノ発泡体より若干高い。飽和し、脱着されたポリエーテルイミドは、観測可能な破断がなかったので、実際の衝撃強度は、最善の直線フィット線が図25の垂直軸と交差するところにもっと近いであろうと考えられる。衝撃試験は、二酸化炭素気体の飽和および脱着が重合体の衝撃強度に対して効果を有することを示した。飽和し、脱着されたポリエーテルイミド試料は、全体として最も高い衝撃抵抗性を有し、ニートのポリエーテルイミドのそれに対して衝撃抵抗の倍増を見た。
【0163】
(引張伸び(ひずみ)の結果および考察)
引張実験は、ポリエーテルイミドのバージン試料、飽和し、脱着された試料、マイクロ多孔質試料およびナノ多孔質試料を試験した。90%、82.5%および75%の相対密度を含む3つの密度の発泡した試料が試験された。特に断らない限り、分当たり10mmのひずみ速度ですべての引張特性評価試験が行われた。図26に、バージンおよび5MPaで飽和し、脱着されたポリエーテルイミド引張試料の結果が示されている。各条件について累積応力−ひずみ曲線を表す実線の曲線によって引張結果が示され、破断点は個々の試料の破断点を示している。図26を参照すると、5MPaの二酸化炭素による飽和および脱着の効果は、降伏強度の低下である。観測された破断点ひずみは、両方の試料の組について重なり、飽和および脱着が破断点ひずみに対しては効果がほぼ無いことを示している。
【0164】
次に、マイクロ多孔質およびナノ多孔質ポリエーテルイミド引張試料が試験された。図27〜29にデータプロットが示され、各試料の破断点はマイクロ多孔質構造については白い円として、ナノ多孔質構造については白い三角として示されている。
【0165】
次に、破断点ひずみの平均/標準偏差を計算するために引張試験から集められたデータが用いられた。
【0166】
(破断点ひずみの平均および標準偏差および考察)
破断点ひずみは、引張犬用骨形試料のゲージ区間が引張試験の間に受ける伸びの指標である。多くの場合、重合体の伸縮はエネルギー吸収を可能にし、より穏やかな破壊モードを可能にするので、破断点ひずみの高い値を有する材料を有することが望ましい。マイクロ多孔質構造とナノ多孔質構造との間の引張ひずみの平均および標準偏差の差は、図30に図示される応力−ひずみ曲線において見ることができる。図30は、破断点ひずみの平均値の間の差、ならびに偏差バーのサイズの差を示している。ナノ多孔質試料は、マイクロ多孔質試料より大きな引張ひずみ(伸び)を示す。さらに、ナノ多孔質試料は、密集度の高い降伏点クラスタを有する。破断点の変動が小さいほど引張負荷下の発泡体の信頼性が高い。応力−ひずみ曲線中に示される75%相対密度の3つのマイクロ多孔質試料は、降伏点を過ぎてもひずみさえしなかった。ナノ多孔質構造の信頼性が高いほど、予測可能な増加したエネルギー吸収および破断前の目に見える可塑変形を提供することによって、設計技術者にマイクロ多孔質ポリエーテルイミドと比べて大きな値を提供することができた。
【0167】
試料のひずみ挙動は、引張試験時のマイクロ分子挙動への洞察を提供する。降伏応力を超えた可塑性変形領域の間に、ポリエーテルイミドなどの非晶質重合体は、分子を伸びさせる。マイクロ多孔質試料の細孔サイズが非晶質分子の伸びを妨げるようである。ナノ多孔質の方がはるかに多くの伸びを可能にする。ナノ細孔のサイズは、単一の高分子鎖の長さの範囲内にある。ポリエーテルイミドのそれのような多くの重合体は、数10乃至数100ナノメートルの長さの分子鎖を有する。細孔のサイズと比べた分子の長さは、単一の分子がナノ細孔の片側から他の側以遠に伸びることを可能にする。このナノ多孔質構造が、観測された引張傾向の原因であり得る。
【0168】
応力−ひずみ曲線からの最後の品質指標は、靭性である。靭性は、観測された試料に関する破断時応力とひずみとの組み合わせである。ナノ多孔質構造体の方が大きな応力およびひずみを可能にするので、ナノ多孔質材料の靭性はマイクロ多孔質ポリエーテルイミドと比べると非常に向上する。マイクロ多孔質と比べたナノ多孔質ポリエーテルイミドの最大増加は75%相対密度において表れた。これは、ナノ多孔質材料は同じ密度のマイクロ多孔質材料より3.8倍強靭であったことを示している。
【0169】
ナノ多孔質ポリエーテルイミドの場合において、平均破断時ひずみは増加し、破断時ひずみの標準偏差は著しく減少した。靭性は応力およびひずみの関数であるので、これは、ナノ多孔質材料の靭性の大きな増加を可能にした。ナノ多孔質ポリエーテルイミドは、分子長さに対する細孔サイズの比によってマイクロ多孔質ポリエーテルイミドより多くの強度を有すると考えられる。1つの分子が1つの細孔の外周の周りで屈曲し、細孔の両側で他の分子と絡み合うことができる。
【0170】
例証の実施形態が示され、説明されてきたが、本発明の技術思想および範囲から逸脱することなく実施形態中においてさまざまな変化が施され得ることは自明である。
【0171】
独占的な所有権または特権が請求される本発明の実施形態は、以下のごとく定義される。
【技術分野】
【0001】
(関連出願の相互参照)
本願は、米国仮特許出願第60/894,440号(2007年3月12日出願)の利益を主張し、この出願は、その全体が本明細書に参考として援用される。
【背景技術】
【0002】
(背景)
中実熱可塑性材料には多くの使用法および用途がある。ほとんどすべての使用法および用途において、使用法および用途の要件を満たす機械的特性に基づいて材料が選択される。しばしば、好適となる材料の選択を機械的特性の制約が拘束する。多くの場合、特定用途において用いられる材料の選択に際しては重量も考慮される。
【0003】
一般に、重量が軽く、必要とされる機械的特性を具備する材料の方が、同様の特性を有し、重量が大きい別の材料よりも好ましい。
【発明の概要】
【課題を解決するための手段】
【0004】
従って、上記の考察に照らし、熱可塑性材料の密度を減少させるための方法と、中実または非多孔質(noncellular)材料と同様のまたは向上した機械的特性を有する、それらから作られた物品とが本明細書に開示される。発泡方法への改善策およびそれらから作られた発泡体の多孔質構造体、ならびに中実または非多孔質の熱可塑性材料の衝撃強度を変更するための方法および有用な物品への該材料の成形のための方法も開示される。
【0005】
一実施形態では、熱可塑性材料の光透過率を実質的に低下させることなく、熱可塑性材料の密度を低下させるための方法が提供される。この方法は、初期密度を有する熱可塑性材料を得ること、および0.1nm乃至100nmの平均の細孔(cell)サイズを有する細孔を材料中に形成させて初期密度より密度が小さく、少なくとも20%の光透過率を有する熱可塑性材料を作り出すことを含む。
【0006】
第2の実施形態では、中実熱可塑性材料から調製された多孔質熱可塑性材料が提供される。多孔質熱可塑性材料は、0.1nm乃至100nmの平均サイズ、中実熱可塑性材料の密度より低い密度、および少なくとも20%の光透過率を有するナノサイズの細孔を含む。
【0007】
第3の実施形態では、熱可塑性材料の衝撃強度を実質的に低下させることなく熱可塑性材料の密度を減少させるための方法が提供される。この方法は、初期密度および初期衝撃強度を有する熱可塑性材料を得ること、および0.1nm乃至100nmの平均細孔サイズを有する細孔を材料中に形成させて初期密度より密度が小さく、初期衝撃強度と実質的に同じかまたは大きな衝撃強度を有する熱可塑性材料を作り出すことを含む。
【0008】
第4の実施形態では、中実熱可塑性材料から調製された多孔質熱可塑性材料が提供される。多孔質熱可塑性材料は、0.1nm乃至100nmの平均細孔サイズを有するナノサイズの細孔、中実熱可塑性材料の密度より低い密度、および中実熱可塑性材料の衝撃強度と実質的に同じかまたは大きな衝撃強度を備える。
【0009】
第5の実施形態では、熱可塑性材料の伸びを実質的に低下させることなく熱可塑性材料の密度を減少させるための方法が提供される。この方法は、初期密度および初期伸びを有する熱可塑性材料を得ること、および0.1nm乃至100nmの平均細孔サイズを有する細孔を材料中に形成させて初期密度より密度が小さく、初期伸びと実質的に同じ伸びを有する熱可塑性材料を作り出すことを含む。
【0010】
第6の実施形態では、中実熱可塑性材料から調製された多孔質熱可塑性材料が提供される。多孔質熱可塑性材料は、0.1nm乃至100nmの平均細孔サイズ、中実熱可塑性材料の密度より低い密度、および中実熱可塑性材料の伸びと実質的に同じ伸びを有するナノサイズの細孔を含む。
【0011】
第7の実施形態では、光を選別する(filtering)ための方法が提供される。この方法は、0.1nm乃至100nmの平均細孔サイズを有するナノサイズの細孔を有する熱可塑性材料に光を導くことを含み、細孔のサイズが熱可塑性材料によって選別される光の波長を決定する。
【0012】
第8の実施形態では、光フィルターが提供される。光フィルターは、0.1nm乃至100nmの平均細孔サイズを有するナノサイズの細孔を含む熱可塑性材料を含み、細孔のサイズが選別される光の波長を決定する。
【0013】
第9の実施形態では、光フィルターを作るための方法が提供される。この方法は、0.1nm乃至100nmの平均細孔サイズを有するナノサイズの細孔を熱可塑性材料中に形成させることを含み、細孔のサイズが選別される光の波長を決定する。
【0014】
第10の実施形態では、熱可塑性材料に色を提供するための方法が提供される。この方法は、0.1nm乃至100nmの平均細孔サイズを有するナノサイズの細孔を熱可塑性材料中に形成させることを含み、細孔のサイズが熱可塑性材料の色を決定する。
【0015】
第11の実施形態では、着色した熱可塑性材料が提供される。着色した熱可塑性材料は0.1nm乃至100nmの平均サイズを有するナノサイズの細孔を含み、細孔のサイズが熱可塑性材料の色を決定する。
【0016】
第1から第11のすべての実施形態では、平均細孔サイズは20nm乃至40nmであってよく、熱可塑性材料は非晶質または半結晶性重合体であってよい。第1から第11のすべての実施形態における代表的な熱可塑性材料が本明細書に開示される。
【0017】
第12の実施形態では、多孔質熱可塑性材料を作るための方法が提供される。この方法は、気体で満たされた熱可塑性材料を得ること、この材料をプレス上に配置すること、プレスによって材料に圧力を加えること、プレスを加熱して材料中に細孔を形成させること、および気体流通(channeling)手段を介して気体を材料から抜き出して実質的に内部空洞形成(internal blistering)および表面変形のない多孔質材料を提供することを含む。
【0018】
第12の実施形態の方法であって、気体流通手段は材料の表面とプレスとの間に並置された通気(breather)層である方法である。
【0019】
第12の実施形態の方法であって、気体流通手段はプレスの中に設けられた1つ以上のスルーホールである方法である。
【0020】
第12の実施形態の方法であって、プレスは第1のプラテンと第2のプラテンとを含み、気体流通手段は熱可塑性材料の表面とプラテンの表面との間に設けられている方法である。
【0021】
第12の実施形態の方法であって、1MPa乃至5MPaの圧力で気体を熱可塑性材料中に満たすことをさらに含む方法である。
【0022】
第12の実施形態の方法であって、プレスの中に2つ以上の熱可塑性材料を配置し、2つ以上の熱可塑性材料をプレスによって加熱することをさらに含む方法である。
【0023】
第12の実施形態の方法であって、2つ以上の熱可塑性材料を気体で満たすことをさらに含む方法である。
【0024】
第12の実施形態の方法であって、熱可塑性材料は上部表面および下部表面を有するシートであり、プレスによって材料の上部表面と下部表面との両方に圧力が加えられる方法。
【0025】
第13の実施形態では、多孔質熱可塑性材料を作るための方法が提供される。この方法は、気体で満たされた熱可塑性材料を得るステップであって、材料は長さ/幅の面を定める表面を含み、材料は厚さを有するステップ、材料をプレスの上に配置するステップ、プレスによって表面に垂直な力を材料に加えるステップであって、力が表面とプレスとの間に摩擦を生じさせて通常は厚さ寸法の膨張を引き起こし、長さ/幅平面の膨張を妨げるステップを含む。
【0026】
第13の実施形態の方法であって、2つ以上の熱可塑性材料がプレス上に配置される方法である。
【0027】
第13の実施形態の方法であって、2つ以上の熱可塑性材料が気体で飽和し、熱可塑性材料の間に多孔質媒体が挟み込まれる方法である。
【0028】
第13の実施形態の方法であって、発泡体熱可塑性材料は厚さが3mmより大きい方法である。
【0029】
第13の実施形態の方法であって、発泡体熱可塑性材料は厚さが6mm以上である方法である。
【0030】
第14の実施形態では、熱可塑性発泡体を含む複合構造体を作るための方法が提供される。この方法は、気体で満たされた熱可塑性材料、および表面シートを得ること、熱可塑性材料または表面シートあるいは両方の少なくとも1つの表面に接着剤を塗布すること、表面シートを熱可塑性材料の上に配置すること、接着した表面シートを有する、気体で満たされた熱可塑性材料をプレス上に配置すること、およびプレスを加熱して接着剤を硬化させ、気体で満たされた熱可塑性材料中に多孔質構造を作り出すことを含む。
【0031】
第14の実施形態の方法であって、気体で満たされた熱可塑性材料の第2の表面または第2の表面シートに接着剤を塗布し、第2の表面シートを第2の表面の上に肺位置することをさらに含む方法である。
【0032】
第14の実施形態の方法であって、プレスは接着剤を硬化させる温度に加熱される方法である。
【0033】
第14の実施形態の方法であって、飽和圧力、飽和時間、または脱着時間のうちの1つを選択して接着剤の硬化温度に関して熱可塑性材料中の多孔質構造の密度を制御することをさらに含む方法である。
【0034】
第15の実施形態では、多孔質構造を作るための方法が提供される。この方法は、第1の熱可塑性材料を第2の熱可塑性材料の上に配置するステップであって、第1の熱可塑性材料の表面が第2の熱可塑性材料の表面の上に重なるステップ、第1および第2の熱可塑性材料を気体で満たすステップであって、好ましくは気体は重なっていない表面を通って満たし、重なり合っていない表面に近いほど発泡に適する高い気体濃度の区域と、発泡に適しない低い気体濃度の区域とを実現するステップ、重なっている第1および第2の熱可塑性材料をプレスの上に配置するステップ、および第1または第2の熱可塑性材料を加熱して第1および第2の熱可塑性材料中の高くなった気体濃度の区域において発泡を引き起こし、低くなった気体濃度の区域を第1および第2の熱可塑性材料中の中実区域として残すステップを含む。
【0035】
第15の実施形態の方法であって、第1の熱可塑性材料の発泡した区域は第2の熱可塑性材料の発泡した区域に隣接し、第1および第2の熱可塑性材料の中実区域は外部層となるように第1の熱可塑性材料を第2の熱可塑性材料に貼り合わせることをさらに含む方法。
【0036】
第15の実施形態の方法であって、第1および第2の熱可塑性材料の辺を整えることをさらに含む方法である。
【0037】
第15の実施形態の方法であって、2対以上の第1および第2の重なっている熱可塑性材料を圧力容器の中に配置し、多孔質材料を対の間に挟み込むことをさらに含む方法である。
【0038】
第15の実施形態の方法であって、2対以上の熱可塑性材料をプレスの上に配置することをさらに含む方法である。
【0039】
第16の実施形態では、多孔質熱可塑性材料が提供される。多孔質熱可塑性材料は、1.0μm超乃至100μmの平均細孔サイズを有するマイクロサイズの細孔を含み、マイクロサイズの細孔は細孔壁と、マイクロサイズの細孔の細孔壁中のナノサイズの特徴とを含み、ナノサイズの特徴は0.1nm乃至500nmの平均サイズを有する。
【0040】
第16の実施形態であって、熱可塑性材料は非晶質または半結晶性重合体である実施形態である。
【0041】
第16の実施形態であって、平均は20nm乃至40nmである実施形態である。
【0042】
第16の実施形態であって、ナノサイズの特徴は隣接するマイクロサイズの細孔の間の開放通路を提供する実施形態である。
【0043】
第16の実施形態であって、内部2頂(intrabimodal)多孔質構造を含む実施形態である。
【0044】
第17の実施形態では、多孔質熱可塑性材料が提供される。多孔質熱可塑性材料は、1μmより小さな平均サイズを有するナノサイズの細孔を含む一次構造と、一次構造の間に相互分散している2μm乃至3μmの平均サイズを有する二次的なマイクロサイズの細孔とを含む。
【0045】
第17の実施形態であって、一次構造は多孔質熱可塑性材料の大部分を含む実施形態である。
【0046】
第17の実施形態であって、相互2項(interbimodal)多孔質構造を含む実施形態である。
【0047】
第18の実施形態では、多孔質熱可塑性材料が提供される。多孔質熱可塑性材料は1μm乃至2μmの平均サイズを有する一次構造と、一次構造の間に相互分散している10μm乃至15μmの平均サイズを有する二次的なマイクロサイズの細孔とを含む。
【0048】
第18の実施形態であって、一次構造は多孔質熱可塑性材料の大部分を含む実施形態である。
【0049】
第18の実施形態であって、相互2項多孔質構造を含む実施形態である。
【0050】
第19の実施形態では、多孔質熱可塑性材料が提供される。多孔質熱可塑性材料は、0.1nm乃至100nmの平均サイズを有するナノサイズの細孔を含む一次構造と、一次構造の間に相互分散している0.1μm超乃至100μmの平均サイズを有する二次的なマイクロサイズの細孔とを含む。
【0051】
第19の実施形態であって、一次構造は多孔質熱可塑性材料の大部分を含む実施形態である。
【0052】
第19の実施形態であって、相互2項多孔質構造を含む実施形態である。
【0053】
第20の実施形態では、多孔質熱可塑性材料が提供される。多孔質熱可塑性材料は、2μmより小さな平均サイズを有するナノサイズの細孔を含む一次構造と、一次構造の間に相互分散している2μm乃至100μmの平均サイズを有する二次的なマイクロサイズの細孔とを含む。
【0054】
第20の実施形態であって、一次構造は多孔質熱可塑性材料の大部分を含む実施形態である。
【0055】
第20の実施形態であって、相互2項多孔質構造を含む実施形態である。
【0056】
第21の実施形態では、中実熱可塑性材料の衝撃強度を変化させるための方法が提供される。この方法は、初期衝撃強度を有する中実熱可塑性材料を得ること、材料を圧力下で処理して材料に気体を吸収させること、および材料を低くなった圧力で処理して中実熱可塑性材料の初期衝撃強度から変化した衝撃強度を有する中実材料を作り出すように材料からの気体の脱離を可能にすることを含む。
【0057】
第22の実施形態では、中実熱可塑性材料の密度を実質的に変化させることなく中実熱可塑性材料の衝撃強度を変化させるための方法が提供される。この方法は、初期衝撃強度および初期密度を有する中実熱可塑性材料を得ること、材料を圧力下で処理して材料に気体を吸収させること、および材料を低くなった圧力で処理して中実熱可塑性材料の初期衝撃強度から変化した衝撃強度および初期密度と同じ初期密度を有する中実材料を作り出すように材料からの気体の脱着を可能にすることを含む。
【0058】
第21および第22の実施形態では、熱可塑性材料は非晶質または半結晶性重合体である方法である。
【0059】
第21および第22の実施形態では、熱可塑性材料を1MPa乃至5MPaの圧力で処理することをさらに含む方法である。
【0060】
第21および第22の実施形態では、熱可塑性材料を常圧より低い圧力で処理することをさらに含む方法である。
【0061】
第21および第22の実施形態では、熱可塑性材料はポリエーテルイミドである方法である。
【0062】
第21および第22の実施形態では、熱可塑性材料を低くなった圧力で処理する間に成形することをさらに含む方法である。
【0063】
第21および第22の実施形態では、熱可塑性材料は成形時に吸収された気体を含む方法である。
【0064】
第21および第22の実施形態では、低くなった圧力で材料を処理した後に熱可塑性材料を成形することをさらに含む方法である。
【0065】
第21および第22の実施形態では、熱可塑性材料は成形時に気体を脱着される方法。
【0066】
第21および第22の実施形態では、2つ以上の熱可塑性材料を圧力容器の中に入れ、熱可塑性材料の間に多孔質材料を挟み込むことをさらに含む方法である。
【0067】
第21および第22の実施形態では、変化した衝撃強度を有する中実熱可塑性材料を物品に組み立てることをさらに含む方法である。
【0068】
第21および第22の実施形態では、熱可塑性材料は、熱可塑性ウレタン、熱可塑性エラストマー、ポリエチレンナフタレート、ポリエーテルイミド、ポリエーテルエーテルケトン、ポリフェニレン、スルホン、ポリアミド−イミド、ポリスルホン、ポリフェニルスルホン、ポリエーテルスルホン、ポリフタルアミド、ポリアリールアミド、ポリフェニレンスルフィド、環状オレフィン共重合体、ポリフタレートカーボネート、ポリカーボネート、ポリ塩化ビニリデン、ポリウレタン、ポリフェニレンオキシド、ポリ(アクリロニトリル−ブタジエン−スチレン)、ポリメチルメタクリレート、架橋ポリエチレン、ポリスチレン、スチレンアクリロニトリル、ポリ塩化ビニル、ポリブチレンテレフタレート、ポリエチレンテレフタレート、ポリオキシメチレン、ポリアセタール、ポリアミド、ポリオレフィン、ポリエチレン、ポリプロピレンである方法である。
【0069】
第21および第22の実施形態では、衝撃強度が初期衝撃強度より大きな方法である。
【0070】
第21および第22の実施形態では、衝撃強度が初期衝撃強度より小さな方法である。
【0071】
上記のすべての実施形態において、熱可塑性材料は、熱可塑性ウレタン、熱可塑性エラストマー、ポリエチレンナフタレート、ポリエーテルイミド、ポリエーテルエーテルケトン、ポリフェニレン、スルホン、ポリアミドイミド、ポリスルホン、ポリフェニルスルホン、ポリエーテルスルホン、ポリフタルアミド、ポリフェニレンスルフィド、環状オレフィン共重合体、ポリフタレートカーボネート、ポリカーボネート、ポリ塩化ビニリデン、ポリウレタン、ポリフェニレンオキシド、ポリ(アクリロニトリル−ブタジエン−スチレン)、ポリメチルメタクリレート、架橋ポリエチレン、ポリスチレン、スチレンアクリロニトリル、ポリ塩化ビニル、ポリブチレンテレフタレート、ポリエチレンテレフタレート、ポリオキシメチレン、ポリアセタール、ポリアミド、ポリオレフィン、ポリエチレン、ポリプロピレンであってよい。
【0072】
この発明の概要は、選ばれた概念を単純化した形で紹介するために提供される。これらの概念は、下記の発明を実施するための形態中でさらに説明される。この発明の概要は、本請求の主題の重要な特徴を特定するものではなく、本請求の主題の範囲を定める際の助けとして用いられるものでもない。
【0073】
上記の態様、および本発明に伴う利点の多くは、以下の発明を実施するための形態を添付の図面とともに参照してさらに良好に理解されれば、さらに明らかとなろう。
【図面の簡単な説明】
【0074】
【図1】図1は、本発明による方法の一実施形態のフロー図である。
【図2】図2は、本発明の一実施形態による方法のフロー図である。
【図3】図3は、本発明の一実施形態による方法のフロー図である。
【図4】図4は、従来技術の発泡方法において用いられているところが示される、加熱プレスの概略図である。
【図5】図5は、本発明の一実施形態による発泡方法において用いられているところが示される、加熱プレスの概略図である。
【図6】図6は、本発明の一実施形態による発泡方法において用いられているところが示される、加熱プレスの概略図である。
【図7】図7は、本発明の一実施形態による発泡方法において用いられているところが示される、加熱プレスの概略図である。
【図8】図8は、本発明の一実施形態による発泡方法において用いられる多孔質材料とともに挟み込まれた熱可塑性材料を気体飽和させるために用いられる圧力容器の概略図である。
【図9】図9は、本発明の一実施形態による発泡方法において用いられているところが示される、加熱プレスの概略図である。
【図10】図10は、本発明の一実施形態による発泡方法において用いられているところが示される、加熱プレスの概略図である。
【図11】図11は、本発明の一実施形態による発泡方法において用いられる熱可塑性材料の概略図である。
【図12】図12は、本発明の一実施形態による発泡方法において用いられる熱可塑性材料の対を部分的に気体飽和させるために用いられる圧力容器の概略図である。
【図13】図13は、本発明の一実施形態による発泡方法において用いられている加熱プレスの概略図である。
【図14】図14は、本発明の一実施形態による方法において用いられる部分的に発泡した熱可塑性材料の概略図である。
【図15】図15は、本発明の一実施形態による複合材料を作り出すために互いに接着された、部分的に発泡した熱可塑性材料の概略図である。
【図16】図16は、マイクロ多孔質およびナノ多孔質発泡体の相対密度を発泡温度の関数としてプロットするグラフである。
【図17】図17は、本発明の一実施形態によって作られたナノサイズの細孔を含む発泡体の走査電子顕微鏡像である。
【図18】図18は、本発明の一実施形態によって作られたマイクロサイズの細孔を含む発泡体の走査電子顕微鏡像である。
【図19】図19は、本発明の一実施形態による内部2項多孔質構造内の細孔壁上のナノサイズの細孔を有するマイクロサイズの細孔を含む発泡体の走査電子顕微鏡像である。
【図20】図20は、本発明による内部2項多孔質構造内の細孔壁上のナノサイズの細孔を有するマイクロサイズの細孔を含む発泡体の走査電子顕微鏡像である。
【図21】図21は、本発明の一実施形態による相互2項多孔質構造内の相互分散した大きめの細孔を有する大多数の小さめの細孔を含む発泡体の走査電子顕微鏡像である。
【図22】図22は、本発明の一実施形態による相互2項多孔質構造内の相互分散した大きめの細孔を有する大多数の小さめの細孔を含む発泡体の走査電子顕微鏡像である。
【図23】図23は、本発明の一実施形態による光透過率を試験するためのデバイスの概略図である。
【図24】図24は、空隙率の関数としてのマイクロ多孔質およびナノ多孔質発泡体の光透過率のグラフである。
【図25】図25は、バージンポリエーテルイミド、マイクロ多孔質発泡体ポリエーテルイミド、ナノ多孔質発泡体ポリエーテルイミド、ならびに飽和および脱着ポリエーテルイミドの衝撃強度のグラフである。
【図26】図26は、バージンポリエーテルイミド、ならびに飽和および脱着ポリエーテルイミドの応力/ひずみ曲線のグラフである。
【図27】図27は、75%の相対密度におけるマイクロ多孔質およびナノ多孔質ポリエーテルイミド発泡体の応力/ひずみ曲線のグラフである。
【図28】図28は、90%の相対密度におけるマイクロ多孔質およびナノ多孔質ポリエーテルイミド発泡体の応力/ひずみ曲線のグラフである。
【図29】図29は、82.5%の相対密度におけるマイクロ多孔質およびナノ多孔質ポリエーテルイミド発泡体の応力/ひずみ曲線のグラフである。
【図30】図30は、空隙率の関数としてのバージンポリエーテルイミド、飽和および脱着ポリエーテルイミド、マイクロ多孔質ポリエーテルイミド発泡体およびナノ多孔質ポリエーテルイミド発泡体の破断時引張ひずみのグラフである。
【図31】図31は、高い圧力および低い圧力において飽和され、気体を脱着された中実ポリエーテルイミドの衝撃エネルギーの棒グラフである。
【図32】図32は、高い圧力および低い圧力において飽和され、気体を脱着された中実ポリカーボネートの衝撃エネルギーの棒グラフである。
【図33】図33は、高い圧力および低い圧力において飽和され、気体を脱着された中実高衝撃ポリスチレンの衝撃エネルギーの棒グラフである。
【発明を実施するための形態】
【0075】
マイクロ多孔質およびナノ多孔質の熱可塑性材料は、高い濃度の小さい直径の細孔を有する一群の発泡体である。通常、マイクロ多孔質の範囲は1μm超乃至100μmの間の細孔直径を指す。ナノ多孔質重合体は、サブマイクロメートル範囲、通常は0.1nm乃至100nmの細孔直径を特徴とする。一般に、発泡体は発泡していない中実材料と比べて密度の減少を提供し、従って、発泡体材料が中実材料の代わりに用いられるとき同じ部品または構成部品のための原材料が減少する結果となる。
【0076】
一態様では、本発明の実施形態は熱可塑性材料の密度すなわち重量を減少させるための方法に関するが、これらの方法は、中実形態の熱可塑性材料の望ましい機械的特性を実質的に維持するかまたは向上さえさせる。
【0077】
図1を参照すると、中実熱可塑性材料の選ばれた望ましい機械的特性を実質的に低下させることなく、中実熱可塑性材料の密度を減少させるための方法の代表的なフロー図の例が示されている。この方法は、中実熱可塑性材料中にナノサイズの細孔を形成させることによって低くなった密度と実質的に同じ機械的特性とを提供する。ナノサイズの細孔の平均サイズは0.1nm乃至100nmである。別の適当な範囲は20nm乃至40nmである。この方法はブロック100を含む。ブロック100では、望ましい特性を有する中実熱可塑性材料が得られる。中実熱可塑性材料は、初期密度と望ましい特性の初期値とを有する。望ましい特性は、光透過率、衝撃強度および引張伸び(ひずみ)であってよいがそれらに限定されない。低くなった密度の熱可塑性材料は、一般に中実熱可塑性材料が有用であるすべての用途において有用であるが、密度が低くなるので用いられる材料の重量および量はそれに応じて減少するが、中実熱可塑性材料の望ましい特性は低下しない。
【0078】
方法はブロック100からブロック102に入る。ブロック102では、中実熱可塑性材料は発泡プロセスに付される。図3と関連して下記に発泡プロセスのさまざまな適当な実施形態が記載される。発泡プロセスは、固相発泡プロセスであっても液相プロセスであってもよい。
【0079】
方法はブロック102からブロック104に入る。ブロック104では、方法は中実熱可塑性材料の初期密度と比べると密度が低く、中実熱可塑性材料と実質的に同様のまたは向上した特性を有するナノ多孔質の熱可塑性材料を作り出す。ブロック106において作り出された発泡した熱可塑性材料は、従来はブロック102の中実熱可塑性材料から作られた部品または構成部品を作るために、中実熱可塑性材料への代替物として用いられることができる。
【0080】
図2を参照すると、図1のブロック104において発泡方法として用いられるのに適している方法の代表的なフロー図の例が示されている。図2の方法は、固相発泡方法である。しかし、固相発泡方法の代わりに液相方法も用いられてよい。固相発泡は、重合体がプロセス全体にわたって固相のままでありながら発泡が起こるプロセスである。このプロセスは、重合体が溶融状態にあることを必要としないので、他の標準的な重合体発泡プロセスと異なる。
【0081】
この方法は、ブロック202を含む。ブロック202では、熱可塑性材料が得られる。熱可塑性材料は、中実材料であってよい。一般に、この方法の始めに、熱可塑性材料は周囲の室温および大気圧と平衡にあり、材料は「不飽和」と称される。気体を吸収することができるどのような熱可塑性材料も本明細書に開示される実施形態において用いられるのに適している。方法はブロック202からブロック204に入る。ブロック204では、熱可塑性材料は、熱可塑性材料に気体を吸収させるために高い圧力で処理される。この方法において用いられる適当な気体は、約1MPa乃至約5MPaの範囲内の圧力の二酸化炭素である。しかし、圧力は用いられる中実熱可塑性材料および気体に応じて変化してよい。ブロック204における熱可塑性材料の処理は、密封された圧力容器中で実行されてよく、次に、熱可塑性材料は、圧力容器内で室温において二酸化炭素(CO2)などであるがそれらに限定されない高圧不活性気体に曝露される。すると、高圧気体は、時間とともに熱可塑性材料中に拡散し始め、材料の空いている分子間体積を満たす。気体は、平衡に達するまで材料を飽和させ続ける。本明細書中で用いられる「飽和させる」またはその任意の誘導形は、特に断らない限り「完全に飽和した」を意味する。部分的に飽和したは、ある区間が発泡温度での核形成および気泡成長のために十分な気体を吸収したことを意味する。平衡状態において、試料は「完全に飽和した」と言われる。熱可塑性材料は、任意の望ましい形状であってよい。しかし、材料の厚さ全体にわたって一定の気体濃度を提供するのに必要な時間が長くなることがあるので、ほとんどの場合にシートが用いられる。2つ以上のシートを一度に飽和させるために2つ以上のシートが圧力容器の中に入れられてよい。シートが互いに積み重ねられるなら、となりのシートおよび下のシートに接している面を含む、シートのすべての面から気体を飽和させることを可能にするようにシートの間に多孔質材料が挟み込まれる。例えば、参照によって明示的に本明細書に組込まれるKumar et al.の米国特許第5,684,055号明細書を参照のこと。
【0082】
気体で飽和した熱可塑性材料から作り出される発泡体の種類を実現するために、飽和圧力、飽和時間、脱着時間および発泡温度が変化させられてよい。所定の発泡温度において、飽和圧力が低いほど高い密度の発泡体を作り出し、飽和圧力が高いほど低い密度の発泡体を作り出す。発泡温度が高いほど低い密度の発泡体を作り出す。所定の密度で、高めの飽和圧力はナノサイズの細孔を作り出し、低めの飽和圧力はマイクロサイズの細孔を作り出す。本出願全体にわたって考察される代表的な熱可塑性材料は、ポリエーテルイミドである。平衡に達する飽和時間は、圧力とともに変化することがある。1MPaの飽和圧力においてポリエーテルイミドはマイクロサイズの細孔を有する発泡体を作り出し、5MPaの飽和圧力においてポリエーテルイミドはナノサイズの細孔を有する発泡体を作り出す。4MPaの飽和圧力においてポリエーテルイミドはナノサイズの細孔とマイクロサイズの細孔との両方を有する発泡体を作り出す。異なる重合体について吸収時間が変化することがある。ポリエーテルイミド以外の熱可塑性材料の場合、完全に飽和した状態に達するのに必要な吸収時間は、実験によって容易に決定されることができる。さらに、ポリエーテルイミドのグラム当たりのミリグラム単位での二酸化炭素の平衡気体濃度も飽和圧力によって変化する。一般に、熱可塑性材料は、基本的に気体の濃度が時間とともに一定で、変化しないとき、完全に飽和していると決定されることができる。言い換えると、縦軸に気体濃度、横軸に時間のプロットの線の勾配は基本的にゼロである。
【0083】
図2を参照すると、方法はブロック204からブロック206に入る。ブロック206では、気体で完全に飽和した熱可塑性材料は、熱可塑性材料が気体の脱着を行うことを可能にするように飽和圧力より低い圧力で処理される。場合によって、例えば表面などの熱可塑性材料のある区域での多孔質構造の生成を回避するために、ある程度の気体の脱着が望ましい。高圧気体が圧力容器から排気されるか、または飽和した材料が常圧中に取り出されると、熱可塑性材料の脱着が起こり得る。ブロック206において、完全に飽和した材料は低くなった圧力の環境に飽和圧力から取り出され、その結果、材料は熱力学的に不安定となり、つまり、材料は気体で過飽和されており、もはや周囲の環境と平衡状態にない。材料は、その表面から周囲の環境中に気体を脱着し始める。脱着済みの皮膜は加熱ステップ時に発泡するのに十分な気体を有しないので、表面からの気体の脱着は、発泡体に一体的な中実皮膜を与える。表面の中実皮膜の厚さは、脱着時間を大きくすると増加し得る。
【0084】
再び図2を参照すると、方法はブロック206から、発泡体を作り出すために加熱ステップに入る。図示された実施形態では、方法は2つの固相発泡プロセスの1つに入ってよい。しかし、任意の他の適当な加熱プロセスも用いられてよい。第1の固相発泡プロセスは、熱可塑性材料を加熱された液体浴中で加熱することによるブロック208の発泡である。第2の発泡プロセスでは、熱可塑性材料は、熱可塑性材料を発泡させるためにブロック210のプレス中に加熱されてよい。後のプロセスには平坦な発泡体を作り出す利点がある。加熱プレスの発泡方法の複数の変化形があり、下記でさらに詳細に説明される。加熱された液体浴および加熱プレスの方法が図示されるが、浮遊法/衝突空気オーブンまたは赤外オーブンなどであるが、それらに限定されない固体を加熱するための他の方法が用いられてよいことは自明である。
【0085】
ブロック208でもブロック210でも、加熱は熱可塑性材料の一部を中実から多孔質構造に変換させる。気体の濃度および温度の条件が十分なところで発泡が起こる。ある量の気体を脱着させた表面におけるように、気体の濃度または温度のどちらかが不十分であると発泡は起こらず、熱可塑性材料は中実のままである。ブロック208では、飽和した材料は、熱い液体浴などの加熱用環境中に置かれる。ブロック208の加熱された液体浴は、特定の温度に加熱された油などの熱い媒体を含む貯槽を用いる。浴は、材料の温度を重合体−気体系のガラス転移点より高い温度に上げる。ガラス転移点より高い温度において材料は軟化し、重合体マトリックスに亀裂が入り始め、飽和気体が充満し始める区域を提供し、加熱が起こると気体の溶解度は減少し、重合体マトリックスに亀裂が入った区域では、核形成が起こり、気泡成長が始まる。制御される主変数は、発泡温度である。発泡温度は、発泡した材料の最終密度および多孔質構造を正確に制御する。試料が制御された時間発泡させられた後、試料は加熱浴から取り出され、室温に冷却される。熱い液体浴への代替は、材料をプレス中に加熱することである。
【0086】
図2のブロック210は、第1および第2のプラテンを有するプレスを用いてよい。一実施形態では、第1および第2のプラテンは、上部および下部プラテンであってよい。上部および下部プラテンの表面は平坦である。これは、平坦な表面を有する発泡体の生成を可能にする。しかし、熱可塑性材料を任意の望ましい形状に成形するための形状を有するプラテンが用いられてよい。好ましくは、プラテンを閉じた姿勢の状態にして、プラテンは所望の温度に加熱される。プラテンがその温度になれば、プレスの中の上部プラテンと下部プラテンとの間に飽和した熱可塑性材料が置かれる。次に、プラテンは、上部プラテンの下部表面が熱可塑性材料の上部表面に接触し、下部プラテンの上部表面が熱可塑性材料の下部表面に接触するように、熱可塑性材料の上部表面および下部表面に対して閉じるように押し付けられる。熱可塑性材料は、図4から6に図示されるプレス発泡技法のさまざまな実施形態によって発泡させられてよい。
【0087】
多孔質熱可塑性材料を作り出した後、多孔質熱可塑性材料が熱可塑性材料の中実(または発泡していない)ものと比較して、実質的に同じかまたは向上した特性を有するか否かを判定するために機械的特性を試験することが望ましいことがある。一般に、機械的試験の間に、すべてではないにせよ、ほとんどの残留気体は、多孔質熱可塑性材料から脱着させられる。機械的試験の間の脱着に必要な時間の最小の長さを決定するための適当な方法は、例えば、横軸の時間に対して縦軸に気体濃度をプロットして濃度が時間とともに実質的に低下しない時間を決定することによってよい。他の重合体に対する脱着時間は、ポリエーテルイミドのそれと比べて変化し得る。さらに、気体は、発泡プロセスの間に熱可塑性材料から放出されて多孔質構造を作り出す。さらに、発泡体を通る気体の脱着は中実材料を通るより速い。従って、両方が同じ時間、気体を脱着させられると、多孔質熱可塑性材料の方が中実熱可塑性材料より残留気体が少なくなる。あるいは、脱着プロセスを速めるために、多孔質熱可塑性材料は真空チャンバ中で脱着させられてよい。脱着時間は、厚さなどのサイズに応じて変化し得る。
【0088】
図4を参照すると、従来の加熱プレスの発泡技法の例が示されている。熱可塑性材料410の上部および下部表面のそれぞれに第1のプラテン402および第2のプラテン404が面している。上部プラテン402の下部表面と下部プラテン404の上部表面との間に第1の金属シム406が配置されている。上部プラテン402の下部表面と下部プラテン404の上部表面との間に第2の金属シム408が配置されている。このようにすると、上部および下部プラテン402および404は、シム406および408の寸法によって決定される所定の高さまたは厚さを超えた閉合が妨げられる。プラテン402および404の一方または両方が、シム406および408を押圧するために「F」で示された矢印の方向の力を受けることができる。力「F」は、発泡体410がシム406および408の厚さを超えないようにすることに十分である。プラテン402および404の一方または両方は、プラテン402および404へ熱を加えることを示す記号「h」によって示されるように加熱されてもよい。この技法では、材料410の発泡の前に、材料は最初に一方のプラテン、通常は下部プラテン404に接触するだけであり、その結果、材料410の下部表面への熱は伝導によって伝えられる。発泡の前に、材料410の上部表面は上部プラテン402の下部表面に接触せず、その結果、最初、材料410の上部表面への熱は、主に上部プラテン402からの輻射および/または対流によって伝えられる。材料410が発泡すると、材料410の厚さはシム406および408によって決定される寸法まで増加するが、材料410がプラテン402、404を押しやることはない。従って、発泡材料410の厚さは、適切なシム寸法を選ぶことによって決定されることができる。従って、発泡プロセスは、予め設定した厚さを有する平坦な幾何形状に合致するように制約を受け、従って、用語「制約付き」発泡となる。このプロセスの変化形では、平坦な幾何形状以外の所望の形状を作り出すために、プラテンが型の表面によって置き換えられてよい。制約付き発泡プロセスを用いる利点は、プロセス変数として脱着時間を用いることによって所望の厚さの一体的な皮膜を作り出すことが容易なことである。脱着時間が増加すると、多孔質構造を有しない一体的な皮膜の厚さが増加する。完全に飽和した熱可塑性材料シートから気体が脱着するのに必要な時間は、所望の皮膜厚さに応じて数時間から何日間の範囲に及び得る。図4の方法は、発泡体に厚さ方向の制約を加え、それによって多孔質熱可塑性発泡体が長さ/幅平面内で成長するように強制することによって、平坦な表面を実現する。
【0089】
図5に図示される代替実施形態では、シム406および408が省略されてよい。この代替技法では、発泡の前に上部プラテン502および下部プラテン504は材料510の上部および下部表面のそれぞれに接触させられ、その結果、プラテン502、504から材料510に伝えられる熱は、上部および下部表面の両方の伝導による。プラテン502、504によって材料510に対する力が維持され、材料510が発泡すると、材料510は膨張し、上部プラテン502および下部プラテン504を押し、上部プラテン502と下部プラテン504とを押し離す。
【0090】
図4に例が示された制約付き発泡方法は、発泡体の生成に適しており、シム406および408の使用は、内部空洞の形成を生じさせ得る。シムの使用によって引き起こされた内部空洞の形成をある程度取り除くために、図5に例が示された加熱プレスを用いる方法が用いられてよいが、図5の加熱プレスを用いる方法は、結果として大きな表面変形を生むことがある。
【0091】
内部空洞形成および表面変形は、図6に例が示される装置を用いる方法を用いて減少され得る。図6では、上部プラテン602および下部プラテン604を有するプレスの例が示される。上部プラテン602および下部プラテン604は、記号「F」を有する矢印によって示される方向の力がプラテン602および604の一方または両方に加えられることができるように構成されている。同様に、文字「h」によって示される熱がプラテン602および604の一方または両方に加えられてよい。図6に例が示される実施形態では、図4のシム406および408は用いられていない。熱可塑性材料610の上部表面と上部プラテン602の下部表面との間に通気層612が挟み込まれている。材料610の下部表面と下部プラテン604の上部表面との間に第2の通気層614が挟み込まれている。通気層612および614の目的は、材料が発泡するとき脱着した気体が熱可塑性材料610から抜け出すことができるようにすることである。特に、熱可塑性材料が気体を放ち始めると、気体は通気層612および614を通って抜け出すことを許される。
【0092】
図6に例が示された実施形態の代替は、図7に例が示される実施形態である。
【0093】
図7は、上部プラテン702、下部プラテン704の例を示している。上部および下部プラテン702および704はともに、熱可塑性材料710が発泡させられるときに力「F」が加えられてプラテンの一方または両方が熱可塑性材料に対して密着することができるように構成されている。しかし、図7の実施形態は、第1および第2の通気層712および714を用いる図6の実施形態と異なり、通気層の必要性をなくし、代わりに上部プラテン702中に貫通孔716および下部プラテン704中に貫通孔718を備えている。貫通孔716および718は、貫通孔716および718が内部空洞形成および表面圧入が減少するように熱可塑性材料710からの気体の流出を可能にする点で、図6の通気層612および614と機能的に同等である。
【0094】
方法の一実施形態では、図5に例が示されたデバイスは、多孔質熱可塑性材料510の厚さを制御するために用いられることができる。
【0095】
プラテン502および504の一方または両方によって加えられる力「F」は熱可塑性材料の表面に垂直であり、従って加熱されたプラテン502、504と熱可塑性材料510との間の界面において摩擦力「f」を作り出す。摩擦力「f」は、摩擦力「f」に対向する熱可塑性材料510の膨張に抵抗する。図示において、熱可塑性材料510は、厚さ寸法と、長さ/幅または「面内」寸法とを有する。この界面における摩擦力は、次のように定義できる。
【0096】
f=μF (1)
ここで、fは、摩擦力であり、
μは、加熱されたプラテンと発泡する熱可塑性シートとの間の摩擦係数であり、
Fは、加熱されたプラテンによって発泡するプラスチックシートに加えられる垂直力である。
【0097】
所与のμに対して、垂直力「F」が増加すると摩擦力も増加する。この増加する摩擦力が発泡する熱可塑性シート510の長さ/幅寸法内の面内膨張を制限する。面内成長に対するこの制限によって、発泡体成長の大部分が厚さ寸法内で起こる。発泡するシート510は、プラテン502および504を押し、垂直力に打ち克ち、厚さ方向に成長し続ける。飽和圧力、脱着時間および発泡温度を含むプロセス条件の所定の組について、発泡時に加えられる垂直力を変化させることによって多孔質熱可塑性シート510の最終厚さは変えられることができる。従って、一つの方法は、垂直力を増加させて長さ/幅寸法の成長を妨げるのに十分であるが、垂直力はマイクロ多孔質プラスチックシート510の厚さの増加を妨げるには不十分であるように摩擦力を制御するステップを含む。それを超えると発泡する多孔質熱可塑性シートがもはや圧縮垂直力を支えることができない垂直力の上限がある。これは、(1)発泡の背後にある推進力が摩擦力に打ち克ち、熱可塑性シートの面内膨張を引き起こすかまたは(2)細孔壁の劣化によって発泡体構造が崩壊するという2つの状態のどちらかになり得る。
【0098】
図8および9は、加熱されたプラテン902と904との間で、気体で飽和した熱可塑性シート810a、b、cおよびdの積層がすべて一度に発泡することができる方法の例を示す別の実施形態を示している。この積層式の発泡は、望ましい密度および厚さを有する厚い複合多孔質シートを作り出すことができる。以下の方法によれば、気体で飽和した2つ以上の熱可塑性シートを1段階で発泡させ、貼り合わせることによって、多層複合多孔質構造体を作り出すことが可能である。
【0099】
この方法は、図8に例が示される圧力容器802中において高圧下の2つ以上の熱可塑性シートを気体で飽和させることを含む。図8では、熱可塑性シート810a、b、cおよびdは、ペーパータオルなどの多孔質媒体811a、b、cおよびdと交互に配置されて、熱可塑性シートの間の互いに隣接するシートの表面を気体が飽和することを可能にする手段を提供する。熱可塑性シート810a、b、cおよびdの1つ以上が圧力容器802の中に配置され、二酸化炭素などの高圧気体が槽802に導入される。完全な飽和に達した後、1つ以上のシートは圧力容器802から取り出され、所望の脱着時間の間、脱着することを許容される。所定の脱着時間の経過後、気体で飽和された熱可塑性シート810a、b、cおよびdは、図9に例が示される加熱されたプラテン902および904の間でのプレスに移される。これは、一度に1つの熱可塑性シートで行われても、多孔質の挿入媒体を伴わない2つ以上の熱可塑性シートで行われてもよい。シートを貼り合わせて複合多孔質構造体とするためにシートの間に接着剤が用いられてよい。加熱されたプラテン902および904は所望の発泡温度であってよい。プラテンに垂直力を加えるために流体圧プレスが作動させられる。垂直力は、所望の最終発泡体厚さに応じて選択される。
【0100】
図5のデバイスを用いるための別の実施形態は、同じかまたは異なる材料およびコア発泡材料から作られた1つ以上の表面シートを有する多層多孔質構造体を作り出すための方法である。現在、複合サンドイッチパネルは2段階以上で構築されている。複合表面シートおよび発泡体(またはハニカム)コアが別々に製造される。次に、複合表面シートが発泡体(またはハニカム)コアの2つの表面に接着剤樹脂で接着される。次に、この集合体は、優れた硬さおよび強度特性を有する軽量複合サンドイッチ構造を実現するために高温で硬化させられる。複数の製造工程に加えて、現在用いられている発泡体(またはハニカム)コアの多孔質表面によって、表面シートを発泡体コアの表面に均一に貼り合わせるために用いられる接着剤樹脂の量に無駄が多い。接着剤樹脂は、表面シートが取り付けられる接着剤樹脂の平坦な連続層を作り出すために発泡体(またはハニカム)コア表面の細孔を満たすように用いられる。この余分の接着剤樹脂がサンドイッチパネルの重量全体を増加させもする。
【0101】
一実施形態は、図10に例が示される発泡体コアおよび少なくとも1つの表面シートを有する複合構造体を作るための方法である。従来は、発泡体コアおよび表面シートを別々に独立に形成させた後、発泡体コアおよび表面シートを有する構造体が組み立てられた。通常は、次に表面シートが接着剤で発泡体コアに接着されていた。しかし、用いられる発泡体またはハニカムコアのため、接着剤は発泡体またはハニカム構造物の細孔表面全体を覆うことに浪費される。本開示の方法は、接着剤樹脂の量の減少による軽くなった複合サンドイッチパネルを提供するために用いられることができる。従来方法におけるようにコアが発泡体に変換された後でなく、その前にコアおよび/または表面シートに接着剤が加えられるので、用いられる接着剤は少なくなる。この方法は、現在用いられている従来の発泡体またはハニカムコアの代わりに多孔質熱可塑性材料1010をコアとして用いることを含む。現在用いられている発泡体コアの密度と実質的に同じ密度を有する多孔質熱可塑性材料1010の密度が作り出されることができる。既に記載されたように、気体がシートのすべての表面から浸透することを可能にするようにシートの間に多孔質材料を挿入することによって、熱可塑性プラスチックシートの積層が高圧環境中の二酸化炭素の気体によって飽和させられることができる。熱可塑性シートの飽和後、それらは圧力容器から取り出され、シートが加熱ステップにおいて発泡するとき、薄い一体的な中実皮膜を形成することを可能にするために数分間気体を脱着させる。所定の脱着時間が経過した後、薄い接着剤樹脂層1016および1018を用いて1つ以上の表面シート1012および1014が、それぞれの気体飽和した熱可塑性シート1010の上部および下部表面に接着される。次に、組立体は流体圧プレスの加熱されたプラテン1002と1004との間に配置され、プレスは複合体を実質的に平坦に保持するのに十分なように制御される。プラテン1002および1004は接着剤樹脂の硬化温度に加熱される。従って、硬化温度は、気体で飽和した熱可塑性シートの発泡温度である。組立体は、1段階で接着剤が硬化し、気体飽和シートが発泡できるようにこの温度に保持される。脱着によって形成された平滑な一体的な皮膜は、表面シート1012および1014と多孔質発泡体コア1010との間に、より少量の接着剤樹脂を用いることを可能にする。発泡温度は接着剤樹脂の硬化温度でもあり、変更できないので、飽和圧力、飽和時間、脱着時間等などの他のプロセス変数を変更することによって多孔質発泡体コア1010の密度が制御されることができる。
【0102】
別の実施形態は、多層パネルを形成させる方法である。パネルは、中心にある発泡体コアと中実の厚い皮膜表面を有する。従来、そのようなパネルを作るために、単一のモノリシックな熱可塑性材料が用いられた。発泡体コアが望ましかったので、中心を含む材料全体にわたって均一な気体濃度を実現するために熱可塑性材料は完全に飽和された。次に、熱可塑性材料は所定の時間、上部および下部表面から気体を脱着させられ、その結果、所望の厚さの中実皮膜表面が得られた。しかし、完全飽和が平衡および脱着に達するための時間は長期間を必要とした。本開示の方法は、吸収のために必要な時間の量を少なくするために、熱可塑性材料の第1および第2のより薄いシートを用いる。
【0103】
図11を参照すると、多層パネルを製作する一実施形態では、第1および第2の熱可塑性シート1102および1104が一緒に積層され、それらの主表面は重ね合わされ、互いに接触している。飽和時には、図12に示されるように熱可塑性シート1102および1104のそれぞれの2つの主表面のうち一方だけが高圧の二酸化炭素ガス環境に曝露される。既に記載された多孔質の挿入材料はシートの対の間に用いられておらず、従って、重なっている表面は十分に気体に曝露されていないので、重なり合っている表面を経る気体の吸収を妨げている。重なっている表面は接触状態に保持されているので、気体は主として高圧環境に曝露された、重なっていない表面を経て熱可塑性シート1102および1104中に拡散する。図12に例が示されている複数の対の場合、気体が対の間の表面上で吸収することを可能にするために多孔質の挿入材料1108a、1108bおよび1108cが用いられ、シートの対の間に配置されている。圧力容器1201中での時間は、原料シート厚さ(図示中の格子によって示される)のおよそ半分の中において発泡させるために必要な最小気体濃度を実現するように必要に応じて選ばれる。図12では、それぞれのシート対の中の重なっている表面が発泡のために必要な最小気体濃度に達していないことが注目に値する。図12では、重なっている表面を除く境界区域の周りすべてに、所定の発泡温度において発泡のために利用可能な最小気体濃度を有する中実熱可塑性シートの領域を表す格子が示されている。中心区域は、発泡に必要な最小気体濃度を有しない領域である。従って、発泡ステップの間に、熱可塑性シートの境界区域は気泡核形成および成長を有するが、シートの中心区域は中実のままである。気体濃度プロフアィルが実現されると、積層されたシートの対は圧力容器1201から取り出され、図13に示される流体圧プレスに移される(選択的に、積層された対の形で)。プレスのプラテン1302および1304は、最小気体濃度を有する境界区域中での発泡を引き起こして、それらの区域中での気泡核形成および成長の原因となるが、最小値より低い気体濃度を有する中心区域は中実のままである温度に設定される。シート1102および1104の積層対は、発泡するために必要な最小気体濃度を有する表面がプラテン1302および1304と接触するように、加熱プレス中に配置される。シート1102および1104の両方の中の発泡体成長が完了した後、部分的に発泡したシート1102および1104の積層対はプレスから取り出される。シート1102および1104の両方の末端の辺は、図14に示されるように整えられ、多孔質構造を有する1つの面と中実材料の1つの面とを有する発泡材料を残してよい。次に、整えられたシート1102および1104は、図15に示されるように、それぞれのシート1102および1104の発泡体の層が互いに向き合い、多層パネルの中心にあり、中実層が多層パネルの外部表面となるように、接着剤または機械的締結具によって互いに貼り合わされる。本開示の方法では、飽和ステップ時に、所望の皮膜厚さを作り出すために完全な飽和とそれに続く長い脱着時間を許す代わりに、気体が熱可塑性シートを部分的に飽和することを許容する。従って、この方法は、中実の厚い皮膜を有する発泡体コアを有する多層パネルを作り出すために必要な時間を減少させる。
【0104】
図5〜15に関連して開示される方法は、厚い多孔質シートを作り出すために用いられることができる。実施形態によっては、シートは厚さ3mmより大きくてよく、他の実施形態では、シートは少なくとも厚さ6mmであってよい。建設業界、自動車および船舶製造、ならびに他の荷重運搬用途において潜在的な用途を有する多孔質熱可塑性シートの製造において、加熱プレスがより容易な制御およびより速い製造速度を提供する。
【0105】
本明細書の開示によれば、発泡プロセス時に温度を制御すると、発泡した熱可塑性材料の密度を制御することが可能になる。密度を減少させる利点は、重量および材料の減少である。従って、部品および構成部品は、中実の対応物より少ない材料および重量で構築される。図16を参照すると、3つの飽和圧力について、ポリエーテルイミド発泡体の相対密度を温度の関数として示すグラフが図示される。図16は、特定の温度より高い温度では相対密度が予測不能となることを示している。1MPaの飽和圧の場合、最大温度は約210℃のようである。1MPaの飽和圧力における最小相対密度は0.3より若干低い。5MPaの飽和圧力の場合、最高温度は約180℃のようである。5MPaの飽和圧力の場合の最小相対密度は約0.55である。相対密度は約0.3から1.0未満まで変化する。図16はポリエーテルイミドに関するグラフであるが、一般に、他の材料も同様の傾向に従うと考えられる。
【0106】
さらに、上記において図1と関連して開示されたように、0.1nm乃至100nm、または20nm乃至40nmの範囲の平均サイズを有するナノサイズの細孔を熱可塑性材料中に作り出すと、材料の初期密度と比べて密度が小さいが、中実熱可塑性材料の望ましい特性のいくつかを維持する発泡体を作り出す。望ましい特性の中には光透過率、衝撃強度および引張伸びがある。密度、光透過率、衝撃強度および引張伸び(ひずみ)を測定するための手順は、下記の実施例の節に記載されている。
【0107】
従って、0.1nm乃至100nmの平均サイズを有するナノサイズの細孔を熱可塑性材料中に導入し、そして、熱可塑性材料の光透過率、衝撃強度をおよび引張伸びを実質的に低下させることなくこれらの材料の密度を減少させるためのそれぞれの方法が開示される。引張伸びは下記の実施例の節において試験される特性であるが、引張伸びは破断せずに屈曲する材料の能力の代表であることは自明である。従って、本明細書中に開示される方法が、持続した材料の引張伸びを生じさせるだけでなく、材料が曲げられるときなど、材料が圧縮と引張との両方を受けるときにも生じさせる。この場合、材料は、一方の側において圧縮力を受け、反対側において引張力を受ける。従って、本開示の方法は、中実材料よりも高い、非破壊の曲げ能力をも有する材料を作り出す。従って、本明細書中で用いられる「伸び」は、引張ひずみの下で生じる伸びだけに限定されず、屈曲時などの引張および圧縮下にあるときの伸びも含んでよい。
【0108】
さらに、ナノサイズの細孔は、顕著な光透過率を提供することに加えて、さまざまな波長の光を透過するかまたは偏向させる能力を有する。例えば、ナノサイズの細孔は、20nm乃至40nmのサイズにおいて青色光を散乱させ、赤色光を通過させることができ、材料を青色に着色させる効果を有する。従って、細孔サイズを0.1nm乃至100nmのナノサイズの範囲内で調節することによって、材料中に顔料を導入することなく材料に色が加えられることができる。
【0109】
光の特定の波長を遮断するかまたは偏向させるナノサイズの細孔の能力によって、0.1nm乃至100nmの平均細孔サイズのナノサイズの細孔を形成させることによって、細孔のサイズが熱可塑性材料によって選別される光の波長を決定する光フィルターが熱可塑性材料から構築され得る。ナノサイズの細孔を有する熱可塑性光フィルターは、特定の波長の光を遮断する方法において用いられることができる。
【0110】
図3を参照すると、中実熱可塑性材料の衝撃強度を変化させるための方法の別の実施形態の例が示される。この方法は、ブロック302を含む。ブロック302では、中実熱可塑性材料が得られる。中実熱可塑性材料は、初期の衝撃強度を有する。方法はブロック302からブロック304に入る。ブロック304では、熱可塑性材料は、気体が熱可塑性材料中に吸収させられるように高くした圧力で処理される。方法はブロック304からブロック306に入る。ブロック306では、熱可塑性材料は、気体が熱可塑性材料から脱着することを可能にするようにより低い圧力で処理される。方法はブロック306からブロック308に入る。ブロック308では、ブロック304および306内の処理によって初期衝撃強度と異なる変化した衝撃強度を有する中実熱可塑性材料が作り出される。熱可塑性材料が約1MPaの低い圧力で処理されると衝撃強度は初期衝撃強度と比較して減少し、熱可塑性材料が約5MPaの高い圧力で処理されると衝撃強度は初期衝撃強度と比較して増加する。衝撃強度が増加するかまたは減少するかは飽和圧力によって変化し得る。選択的に、この方法はブロック310をさらに含む。ブロック310では、初期衝撃強度を有する通常の熱可塑性材料を置き換えることができる構成部品または部品を形成するために、初期衝撃強度と異なる変更された衝撃強度を有する中実熱可塑性材料が用いられることができる。一実施形態では、ブロック310は、ブロック306に従って脱着された熱可塑性材料に対して実行される。例えば、構成部品を形成させることは、脱着された熱可塑性材料を冷間圧延技法において、または穏やかな熱処理を加えることによって成形することを含んでよい。別の実施形態では、ブロック306と同時に、および熱可塑性材料が気体の脱着を行っている間に、構成部品または部品を形成させることが行われてよい。例えば、熱可塑性材料は、ブロック306の間に冷間圧延技法によってまたは緩やかな熱処理を加えることによって成形されてよい。図3と関連して本明細書に開示される方法によって処理される材料は、いかなる形状および/またはサイズであってもよい。例えば、航空機または任意の陸上の乗り物の構成部品が形成された後に処理されてよい。上記に開示されたように、飽和圧力は処理の結果として衝撃強度が増加するかまたは減少するかを決定する。図31を参照すると、1MPaで飽和し、脱着された中実ポリエーテルイミドの衝撃強度は、標準材料の衝撃強度より低い衝撃強度を有する。5MPaで飽和し、脱着された中実ポリエーテルイミドの衝撃強度は、標準材料の衝撃強度より大きな衝撃強度を有する。図32を参照すると、1MPaで飽和し、脱着された中実ポリカーボネートの衝撃強度は、標準材料の衝撃強度より大きな衝撃強度を有する。4MPaで飽和し、脱着された中実ポリカーボネートの衝撃強度は、標準材料の衝撃強度より大きいが1MPaで飽和した中実ポリカーボネートより小さな衝撃強度を有する。7MPaで飽和し、脱着された中実ポリカーボネートの衝撃強度は、4MPaで飽和した標準材料および中実ポリカーボネートの衝撃強度より大きいが、1MPaで飽和した中実ポリカーボネートより小さな衝撃強度を有する。ポリカーボネート(PC)は、特にサングラスレンズ、nalgeneの水筒および防弾ガラス窓などの衝撃用途に広く用いられているプラスチックである。PCは、1乃至4および7MPaの広い範囲の飽和圧力にわたって衝撃抵抗の増加を示す。図33では、1MPaで飽和し、脱着された中実高衝撃ポリスチレンの衝撃強度は、標準材料の衝撃強度より低い衝撃強度を有する。4MPaで飽和し、脱着された中実高衝撃ポリスチレンの衝撃強度は、1MPaで飽和した標準材料およびポリスチレンの衝撃強度より低い衝撃強度を有する。高衝撃ポリスチレン(HIPS)は、飽和圧力とともに減少する衝撃強度を示す。従って、材料の衝撃強度が増加するかまたは減少するかは、飽和圧力によって決まる。
【0111】
上記に開示されたように、5MPaの飽和圧力でポリエーテルイミド中にナノサイズの細孔が形成された。本明細書中で定義されるナノサイズの細孔は0.1nm乃至100nmのサイズを有する。ナノ多孔質発泡体は、0.1nm乃至100nmの平均細孔サイズを有する細孔を有する。別の実施形態では、ナノサイズの細孔は20nm乃至40nmのサイズを有することができる。1MPaの飽和圧力においてポリエーテルイミド中にマイクロサイズの細孔が形成された。本明細書中で定義されるマイクロサイズの細孔は0.1マイクロメートル(μm)超乃至100マイクロメートル(μm)のサイズを有する。マイクロ多孔質発泡体は0.1μm乃至100μmの平均細孔サイズを有する細孔を有する。4MPaの飽和圧力においてポリエーテルイミド中にナノサイズの細孔とマイクロサイズの細孔との両方が形成された。これらの多孔質構造体は下記に記載されている。
【0112】
図17を参照すると、発泡したポリエーテルイミドの断面図の走査電子顕微鏡像がサブマイクロメートル範囲の細孔直径を有するナノサイズの細孔を示している。本明細書に開示されている熱液浴または加熱プレス方法、あるいは他の加熱方法を用いてナノサイズの細孔を有する発泡体が作り出されることができる。0.1nm乃至100nmの平均細孔サイズを有するナノサイズの細孔を有する発泡体が、原料の中実熱可塑性材料のものと実質的に同じであるかまたは高くなり、マイクロ多孔質構造の場合の同じ特性より高いとも考えられる光透過率、衝撃強度および引張伸びなどの望ましい機械的特性を有すると考えられる。100nmのポリエーテルイミドに関する分子サイズ計算によるポリエーテルイミドの特定の事例では、ナノ多孔質材料中の作り出された細孔サイズは、推定された分子サイズよりはるかに小さな気泡を作り出す。20〜40nmの細孔サイズ範囲の場合に対して、気泡の半分の外周は31.4〜62.8nmの範囲内となるであろう。これは、ポリエーテルイミドの分子が細孔の片側から他方の側に伸びてもまだ38〜69nmの分子の長さを有して細孔の両側で分子同士が絡み合うことを可能にするであろう。細孔サイズの規模は、これらのナノ多孔質形態の機械特性に対して急激な効果を有するかもしれない。これに対して、3μmのマイクロ多孔質の空洞は4.7μmの半外周を作り出すであろう。この細孔サイズであると、細孔の片側から他方の側に達するには47個の100nmサイズのポリエーテルイミド分子が要るであろう。
【0113】
図18は、3マイクロメートルの範囲の細孔直径を有するマイクロ多孔質ポリエーテルイミドの断面図の走査電子顕微鏡像である。本明細書に開示される熱液浴または加熱プレス方法、あるいは他の加熱方法を用いてマイクロサイズの細孔を有する発泡体が作り出されることができる。マイクロサイズの細孔は、1μm超乃至100μmの範囲の平均細孔サイズを有すると考えられる。
【0114】
本明細書に開示される加熱された液体浴方法または加熱プレス方法の任意の変化形などの固相発泡方法を用いてマイクロ多孔質熱可塑性発泡体とナノ多孔質熱可塑性発泡体との両方が作り出されることができ、マイクロ多孔質構造物を作り出す飽和圧力は1MPaであり、ナノ多孔質構造物を作り出す飽和圧力は5MPaである。構造体がナノサイズの特徴およびマイクロサイズの特徴を含むとき、構造は二峰性(bimodal)である。本開示の発泡方法を用いるといくつかの二峰性多孔質構造体が可能である。本明細書に開示される二峰性発泡体を作り出すために、加熱プロセスの間に脱着される気体は、材料から抜け出すことを許容されてよい。
【0115】
図19および20を参照すると、加熱プレス方法を用いて作り出されたポリエーテルイミド発泡体の断面図の走査電子顕微鏡像は、約4μmの平均細孔サイズの細孔を有する発泡体を示している。これらのマイクロサイズの細孔は一次構造を形成する。しかし、内部細孔壁をさらに詳細に調べると、加熱プレス方法は、大きめのマイクロ多孔質の特徴の細孔壁上にナノサイズの特徴を作り出すことが見いだされた。ナノサイズの特徴のいくつかは、大きめのマイクロサイズの細孔の間に連絡を作り出している。表面からの気体の流通を可能にする手段を有する加熱された液浴または加熱プレスは、これらの二峰性の細孔構造体を作り出す。一実施形態では、1MPaの飽和圧力で飽和した熱可塑性材料を用いて、図19および20に表される二峰性構造体を作ることができる。本明細書では、この構造体は「内部二峰性」多孔質構造体と称されてよい。1μm超乃至100μmの平均細孔サイズを有するマイクロサイズの細孔を有し、0.1nm乃至500nmの平均サイズを有するナノサイズの特徴を有する内部二峰性多孔質構造体が作り出され得ると考えられる。
【0116】
図21および22を参照すると、4MPaの飽和圧力を用いた発泡したポリエーテルイミドの断面図の走査電子顕微鏡写真が示される。約2乃至3μmの細孔サイズを有するマイクロサイズの細孔が1μmより小さな平均細孔サイズを有する大多数のナノサイズの細孔の間に点在している。通気層を用いない加熱プレス方法は、この二峰性構造体を作ることができる。この二峰性構造体は、1乃至2μmの範囲の大多数の細孔と、10乃至15μmの範囲の細孔の均一に分布した二次構造とを有する。本明細書中では、これらの二峰性多孔質構造体は「細孔間」二峰性構造体と称されてよい。このような二峰性構造体は、2つの細孔サイズの一方しか有しない発泡体のそれより優れた機械的特性を有し得る。2μmより小さな平均細孔サイズを有する一次構造を形成する小さめの細孔と、2μm乃至100μmの平均細孔サイズを有する細孔を有する一次構造全体にわたって点在している大きめの細孔とを有するインター二峰性多孔質構造体が作り出され得ると考えられる。
【0117】
別の実施形態では、飽和圧力とは独立して、マイクロ多孔質ポリエーテルイミド発泡体が作り出され得る。5MPaの飽和圧力で、熱プラテンと熱可塑性材料との間に通気層を用いて、材料の表面から気体が流出させられ得る。結果として生じる構造体は、ナノサイズの細孔を有する多孔質構造体である。通気層を用いないで加熱プレス中に材料が発泡するとき、発泡構造体はマイクロサイズの細孔を有する。通気層は、気体が重合体の表面からプレスの外部に移動することを可能にする多孔布であってよい。従来の浴発泡プロセスに対して、(1)細孔サイズは飽和ステップと独立して決定され、および(2)より高い圧力において、飽和ステップは、マイクロサイズの細孔を作るためにより少ないプロセス時間を必要とすることを含むこのプロセスに利点がある。1MPaの代わりに5MPaで飽和させることによって、マイクロ多孔質発泡体を作る飽和プロセスの時間は約10日間短縮される。1MPaで飽和したときに作り出されるものと規模が同等の、5MPaで飽和したマイクロ多孔質発泡体が作り出されることができる。この方法を用いることによって、マイクロ多孔質ポリエーテルイミドを作り出すために必要な時間は著しく短縮される。
【0118】
ナノサイズの細孔を形成することができるものとしてポリエーテルイミドが開示されたが、他の熱可塑性重合体もナノサイズの細孔を形成することができると考えられる。本発明の実施形態によって有用であり得る代表的な熱可塑性材料は、非晶質重合体および半結晶性重合体を含む。代表的な化合物は、熱可塑性ウレタン、熱可塑性エラストマー、ポリエチレンナフタレート、ポリエーテルイミド、ポリエーテルエーテルケトン、ポリフェニレン、スルホン、ポリアミド−イミド、ポリスルホン、ポリフェニルスルホン、ポリエーテルスルホン、ポリフタルアミド、ポリアリールアミド、ポリフェニレンスルフィド、環状オレフィン共重合体、ポリフタレートカーボネート、ポリカーボネート、ポリ塩化ビニリデン、ポリウレタン、ポリフェニレンオキシド、ポリ(アクリロニトリル−ブタジエン−スチレン)、ポリメチルメタクリレート、架橋ポリエチレン、ポリスチレン、スチレンアクリロニトリル、ポリ塩化ビニル、ポリブチレンテレフタレート、ポリエチレンテレフタレート、ポリオキシメチレン、ポリアセタール、ポリアミド、ポリオレフィン、ポリエチレン、ポリプロピレンを含むがそれらに限定されない。
【0119】
広い範囲の細孔サイズを作り出すその能力によってポリエーテルイミドが代表的な熱可塑性材料として選ばれた。ポリエーテルイミドは、化学式C37H24O6N2を有する。モノマー分子量は、592g/モルである。ポリエーテルイミド重合体の分子量は平均30,000g/モルである。重合体分子量をモノマー分子量から分離すると、平均して重合体分子鎖当たり51の繰り返しモノマー単位が存在する。
【実施例】
【0120】
(試料調製)
密度、衝撃強度、光透過率、引張伸び(ひずみ)および変更されたプレス発泡方法を試験するための試料が、ポリエーテルイミドシートから切り取られた。このシートには裏張りの支持膜が取り付けられていた。すべての試料は、0.06インチすなわち1.5mmの厚さを有していた。引張ひずみ試験のために用いられた試料は、試料ブランクから犬用の骨の形に試料を切る二次動作が必要であった。所望の試料寸法を実現するために足で操作するせん断プレスが用いられた。保護重合体膜が試料に付けられたままプレスを用いて試料が切断された。試料が切断された後、表面膜層が取り除かれた。ポリエーテルイミドの若干のもろい性質によって、せん断操作後に試料の亀裂が検査された。表面の傷または内部の亀裂を有する試料はすべて廃棄された。
【0121】
衝撃試験のための試料は、ASTM D5420“Standard Test Method for Impact Resistance(Gardner Impact)”の勧告に従って作り出された。この標準は、衝撃試料が支持プレート孔の直径より少なくとも1インチ大きいことを指定している。ASTM標準によれば、試験装置のための最小試料サイズは1.64”×1.64”となるであろう。せん断切断がせん断端に沿って検出不能な欠陥を誘導する影響を少なくすることを目的として、2”×2”の寸法の試料が作り出された。密度および光透過率試験のための試料は、生ポリエーテルイミドシートから1”×1”試料に切り取られた。この小さな試料サイズは、圧力容器中での容易な飽和を可能にし、必要な正確さを提供した。
【0122】
引張試験のための試料は、必要なASTMの犬用の骨の形状を作り出すためにさらに別の切断動作が必要であった。ブランクが4.5”×1”に切られ、続いて摩砕操作が行われた。引張伸び試験のための試料は、ASTM D638 Type IVの仕様に従って製造された。試料は、0.001”内の精度のTRAK K3E 2軸CNC捏和ミルを用いて10個のバッチで機械加工された。試料を切断するために、800rpmで回転する0.5”直径のSwift−Carb(登録商標)炭化物鋼端ミルが用いられた。
【0123】
図25〜30に示される機械的試験の結果を得るために用いられた試料は、用いられた飽和圧力によって少なくとも下の表1に示される時間の間、飽和させられた。密度測定において用いられた試料は、下の表1に示される温度で発泡させられた。
【0124】
【表1−1】
【0125】
【表1−2】
(試料の飽和)
気体がすべての表面によって均一に吸収されることを確実にするために、試料はペーパータオルに包まれた。次に、包まれた試料は圧力容器の中に配置され、密封された。次に、Airgas Norpacによって供給された99.9%純度を有する二酸化炭素が高圧タンクから圧力容器に供給された。飽和圧力は、PIDマイクロコントローラによって±0.1MPaの精度で制御された。次に、試料は、所定の量の時間にわたって気体を吸収することを可能にされた。試料は、完全飽和に達した後、圧力容器から取り出され、気体を脱着することを可能にされてから発泡させられた。試料は、2分間脱着することを可能にされた後、発泡浴の中に配置された。機械的特性について報告するために用いられたすべての試料は、加熱された浴のプロセスを用いて調製された。プレス発泡において用いられた試料は、重合体からの気体の脱着を遅くするために0℃の冷凍庫に入れられ、次に加熱プレスの中に配置された。一般に、試料は、発泡の前に同じ気体濃度にされた。
【0126】
(発泡方法)
試料を発泡させるための2つの方法が用いられた。密度、衝撃強度、光透過率および引張特性評価のために用いられた試料のすべてを発泡させるために熱油浴が用いられた。発泡体特性評価のための試料を発泡させるために、変更された加熱プレス法が用いられた。加熱プレスの発泡は、平坦な試料を作り出し、加熱プレスの発泡方法によって作り出された多孔質構造を特性評価するために有利である。
【0127】
油浴発泡の場合、大気圧および室温における2分間の脱着期間に続いて、気体濃度を測定するために試料はMETTLER天秤中に置かれた。2.5分経過したら、試料は温度制御されたThermoHaake B5熱シリコンオイル浴中に置かれ、2.5分間発泡させられた。減圧から5分経過したら、試料は油浴から取り出された。試料の表面から過剰のオイルがすべて除去され、試料は室温に冷却させられた。試料を油浴中に沈んだままにするように試料を収容するためにワイヤケージが用いられた。
【0128】
加熱プレスの装置は、上部および下部の加熱されたプラテン、流体圧シリンダーおよび制御システムを含んでいた。制御システムによってさまざまなプロセスパラメータが変化させられることができる。加熱プレスの発泡では、プラテンは、プラテンを閉じた位置にして所望の温度に加熱された。プラテンが温度になったら、試料が圧力容器から取り出され、プレスへ移動する間に数分間、一般に2乃至4分間脱着させられる。しかし、一般に、脱着時間は気体の濃度を実質的に変えるには不十分であった。一般に、試料は実質的に同じ気体濃度を含んでいた。加熱されたプラテンは開かれ、試料は上部および下部プラテンの間のプラテンの中心付近に配置される。次に、プラテンは、上部プラテンの加熱された表面が試料の上部表面と接触し、下部プラテンの加熱された表面が試料の下部表面と接触するように閉じられる。例えば、図5参照のこと。上部および下部プラテンが両方とも試料と接触し、試料の上部および下部表面に圧力を加える。すると、発泡体は、発泡しようとしてプラテンによって発生した圧力に対して押す。伝導によって試料の両方の表面上で加熱が起こる。
【0129】
発泡後、試料が最小気体濃度に脱着させられた後、試料の機械的特性が試験された。
【0130】
(脱着)
機械的試験の前に最小気体濃度に達するのに必要な時間を決定するために、発泡を行っていない試料に対して脱着試験が行われた。試料は圧力容器から取り出され、室温で大気圧に静置された。試料中に溶解した気体の量を記録するために、METTLER AE240天秤を用いて定期的な重量測定が行われた。試料は、0.01gCO2/gPEIより低い濃度まで二酸化炭素を脱着した後、「完全に脱着した」とみなされた。機械的試験を行うための閾値気体濃度は、濃度がポリエーテルイミドのグラム当たり10mg二酸化炭素以下になったときである。下の表2に、さまざまな飽和圧力に関する最小脱着時間が挙げられている。
【0131】
【表2】
ポリエーテルイミドの発泡体および発泡していない(バージン)試料が気体を脱着された後、機械的特性を試験された。機械的試験のための閾値気体濃度は、ポリエーテルイミドのグラム当たり二酸化炭素10mgより低くなるように選ばれた。構造特性評価のために用いられた発泡体の脱着を可能にすることは必要なかった。発泡体のために必要な脱着時間は、多孔質構造を作り出すために発泡プロセスが気体を重合体から放出するので、また気体は多孔質構造中の方が速く脱着するので、表2の値より短くなる。そこで、表1の時間に従って脱着された発泡試料は、中実試料よりはるかに低い気体濃度を有する。それでも、表2の最小脱着時間に関らず、機械的試験において用いられた発泡試料は、少なくとも700時間脱着させられた。700時間後、気体濃度は用いられた飽和圧力に関らず基本的に一定である。
【0132】
(密度測定)
ASTM標準D792に従って密度評価が行われた。浮遊重量減少法は、蒸留水を液体として用いる。最初に、試料が「乾」秤量され、次に、試料は水面下に置かれ、再び秤量される。この「湿」重量測定時に試料の表面に付着した気泡がないことを避けるように注意した。重合体試料の密度を計算するために用いられた式は、以下の通りである。
【0133】
【数1】
ここに、
D=試料の密度
Wd=乾燥重量
WW=湿潤重量
DW=蒸留水の密度(0.9975g/cm3とした)
密度は、相対密度または空隙率として報告される。相対密度は、発泡した材料の密度を発泡していない材料の密度で除した商である。空隙率は、1マイナス相対密度として定義される。相対密度および空隙率はともに百分率として表される。例えば、60%の相対密度を有する材料とは、発泡した試料の全体積が60%重合体および40%空気であることを意味する。
【0134】
(光透過率測定)
本明細書で用いられる透過率は、指定された波長について、材料中を通過する光の比率である。透過率は、材料中を通過する光の強度を光源の強度で除した比として計算される。透過率の値は、試料の不透明度に逆比例する。不透明な試料は、光を通過させず、従って、低い透過率を有する。
【0135】
図23は、材料の光透過率を試験するために設計され、構築されたデバイスの概略回路図である。図23に示される計器は、特定の波長の光を試料に放出し、次に、試料中を通過する光の量を光抵抗性トランジスタ検出器1502によって測定する。直列抵抗器1504の電圧低が測定され、発光器1506と検出器1502との間に試料が存在しないときの電圧低下と比較される。これらの値の比が透過率である。図15に例が示される回路は、無ハンダ試験回路ボード上に構築された。測定時に周囲の赤外光が検出器1502に入らないように遮蔽するためにボール紙のカバーが構築された。発光器1506および検出器1502は、近赤外発光ダイオード(LED)の整合済みセットとして購入された。近赤外線は、可視電磁スペクトルのすぐ外側に存在する。LED発光器1506は、940nmのピーク波長を有していた。細孔試料の透過率を測定する手順は以下の通りである。発光器1506と検出器1502との上にカバーが置かれ、点1508と1510との間で測定されたVout電圧が記録される。この電圧を記録した後、カバーが取り外され、カバーと試料との間に隙間がないことを確かめて、試料がカバーの2つの面の間で長さ方向に垂直にカバーの内側に配置される。例えば、カバーの面は、試料が中央の垂線によって表されるように、文字「H」の平行線によって表されることができる。カバーは5つ面を有し、底の面がないボール箱であってよい。カバーの内部寸法は、試験される試料の寸法に合わせられる。次に、発光器1506と検出器1502との間の光路内に試料があるように、試料を有するカバーが発光器1506と検出器1502との上に置かれる。Vout電圧が記録され、この試料電圧を試料のないときの電圧によって除することによって透過率が計算される。
【0136】
(衝撃強度測定)
ASTM D5420に従って衝撃強度測定が実行された。衝撃強度は、落下する重りの衝撃によって平坦な重合体試料を破断するかまたは亀裂を生じさせるために必要なエネルギーの測定値である。
【0137】
マイクロ多孔質およびナノ多孔質ポリエーテルイミド発泡体の衝撃強度を測定する手順は、2”×2”試料を発泡させることを必要とした。ASTM標準は、平均破損高さが既知であるとして、十分な結果のために最小20個の衝撃試料を必要とする。ポリエーテルイミド試料の試験は、平均破損高さを評価する6つおよび測定を行う20を含め26の試料を必要とした。
【0138】
(引張ひずみの測定)
一般に、引張試験は、単一の亀裂の伝播が破損を引き起こすまで次第に増加する単軸応力を加えることを必要とする。ASTM D638 Type IV仕様に従って引張試験のための試料が製造された。これらの試料の試験もASTM D638に従った。引張試験はInstron 5585H上で実行された。この装置では、ギザギザのあごが引張試料を保持する。重合体試料に加えられる応力の量を制御するために一定のクロスヘッド速度が用いられた。大多数の試験は10mm/分のクロスヘッド速度で行われた。50、100および200mm/分の速度でも試験が行われた。降伏応力のおよそ半分までの初期ひずみを測定するために25mmのゲージ長を有する伸び計が使用された。伸び計を取り外した後、Instronクロスヘッド上の伸びからひずみが記録された。
【0139】
(マイクロ構造特性評価)
マイクロ多孔質およびナノ多孔質のポリエーテルイミド構造体の特性評価は、走査電子顕微鏡(SEM)で構造を画像化することによって実行された。すべての像は、ディジタルFEI Sirion走査電子顕微鏡上で撮影された。最初に試料はかみそりの刃で切れ目を付けられ、液体窒素で凍結破断された。次に、試料は金属ステージに取り付けられ、画像化される表面は20乃至60秒間Au−Pdをスパッタ被覆された。画像形成のために2乃至10kVの間で加速電圧が変えられ、マイクロ構造のサイズに応じて「高分解能」および「超高分解能」検出器が用いられた。
【0140】
マイクロ多孔質構造を有する発泡体を作り出すために1MPaの飽和圧力が用いられ、ナノ多孔質構造を有する発泡体を作り出すために5MPaの飽和圧力が用いられた。図16は、ポリエーテルイミド発泡体について1MPaおよび5MPaの飽和圧力の場合の発泡温度の関数としての相対密度を示している。多孔質構造体は、機械的試験において用いられる密度での平均細孔サイズを特定するために上記で説明されたように画像化された。
【0141】
密度発泡実験において作り出されたマイクロ多孔質試料は、96.5乃至28.7%の相対密度の範囲であった。高い密度試料が分析され、少なくとも30の細孔の細孔サイズを平均することによって平均細孔サイズが計算された。91.5%相対密度試料の平均細孔サイズは2.5μm(図18参照)であり、相対密度70.2%の試料の平均細孔サイズは3.5μmであった。
【0142】
低めの相対密度のマイクロ多孔質試料の像は、約56%の相対密度より下において興味深い構造を示す。例えば、図19を参照すること。これらの試料は、マイクロ多孔質構造を示したが、さらに詳しく調べると内部細孔壁がナノサイズの特徴を示す。ナノ特徴は、気泡成長時にポリエーテルイミド分子が絡み合って残り、細孔壁のわずかな半径に架橋する細孔壁のセグメント化区間として最もよく記述されることができる。図19および20は、この構造記述を支持し、問題の細孔に隣接する細孔が細孔壁上に平坦な区間を作り出すために押し付けると、これらのナノ特徴が減ることも示している。これら平坦さの増した細孔区間は、曲率が大きい他の区間より少ないナノ特徴を示している。これらのナノ特徴に加えて、低めの密度を有する試料は、これらのナノ特徴が1つのマイクロ細孔から別のマイクロ細孔へのナノ相互連結を作り出すことを示している。相互連結は円形細孔の形を取らず、伸びた分子のネットワークまたはウェブとして現れる。
【0143】
SEMを用いてナノ多孔質試料の像を得るために、細孔を覆わないようにAu−Pd被覆時間が短縮された。ナノ多孔質試料は、密度に応じて70〜90%相対密度の密度範囲を有し、平均すると20〜40nmの細孔を有していた。例えば、69.9%相対密度における図17を参照すること。
【0144】
(4MPaにおける発泡体構造特性評価)
さまざまな発泡温度におけるポリエーテルイミドの構造および密度を調べるために、加熱された油浴の方法を用いてさまざまな温度において4MPaの飽和圧力で処理された試料が形成された。図21および22に、これらの発泡体試料のマイクロ構造のSEM像が示される。平均細孔サイズは250nm乃至1μmの範囲であった。4MPaで実行された発泡体特性評価実験は、4〜5MPaの範囲では細孔サイズは発泡温度に応じて1μm乃至60nmに減少することを確認した。
【0145】
(内部空洞形成)
実験の間に、2、3の試料が大きな内部空洞形成を発達させることが観測された。ポリエーテルイミド中の大きな内部空洞形成の形成は、固相法の間に通常観測される表面空洞形成と混同されるべきでない。通常、正常な表面空洞形成は、重合体の一体的な皮膜がプロセス時の内部発泡圧力を支えるには弱くなってしまったときに表れる。多くの場合、表面空洞形成は、非常に低い密度の発泡体を作り出そうとして高い温度で発泡させるときに起こる。表面空洞形成とは異なり、内部空洞形成は試料の中心から直接生じる。発泡の最初の20〜30秒間に、後に内部空洞形成を発達させる試料は湾曲し始める。発泡の最初の2分の1分間に極端な湾曲を示す試料は、発泡プロセスの終わりまでに内部空洞形成を発達させる。空洞形成を発達させない多くの試料は、ときとして湾曲を発達させるが、この湾曲は最初の20〜30秒だけでなく2.5分の発泡プロセスの間全体にわたって作り出される。発泡の最後の30秒間の間に、内部空洞形成が表れ始める。多くの場合、内部空洞形成は、材料が大きな気体内部空洞を作り出すとき油浴中で表れる。気体ポケットの周りの中実皮膜および発泡区間は気体の高い圧力に負ける。油浴から取り出された後、欠陥のある試料は、発泡の間に作り出された大きな曲率および大きな内部空洞形成を保持する。内部空洞形成は、引張試験のための犬用の骨の形の試料を含むすべての寸法の試料中に表れた。
【0146】
内部空洞形成の1つの考えられる原因は、材料の表面と平行に走る材料の中央の弱い中央面である。弱くなった中央面は、原料中の欠陥が原因となって生じることができるかまたは固相発泡プロセスの関数である。表面に垂直に亀裂伝播が始まり、次に、突然、試料表面に平行な中央面へ方向を変える。
【0147】
(内部空洞形成のない平坦な発泡体の生成)
多くの場合、加熱された油浴の発泡方法は、大きめの試料サイズで若干の曲率を作り出すので、平坦なマイクロ多孔質およびナノ多孔質ポリエーテルイミドを作り出すために改変された制約付きプレス発泡方法が用いられた。
【0148】
図4を参照すると、従来技術の制約付きプレス発泡プロセスの概略図が図示される。このプロセスでは、402の上部と404の下部プラテンとの間に発泡体410の厚さを決定するシム406および408が配置され得る。402の上部および404の下部プラテンは金属シム406および408の寸法を超えて閉まらないようにされている。プラテン402および404から試料410への伝熱は、試料の1つの表面の加熱されたプラテンへの直接接触による伝導および第2のプラテンから試料の反対の表面への熱の対流による伝導を含む。
【0149】
3”×3”、3”×6”および6”×6”を含むさまざまな試料サイズに関して、図4の従来技術のプレス発泡方法を用いる実験が行われた。上記に提示された飽和時間に基づいて完全飽和に達するまで試料が1MPaで飽和させられた。完全飽和したら試料が取り出され、脱着のプロセスを遅らせるために0℃に設定された冷凍庫中に入れられた。制約付き発泡プロセスにおいては197℃および210℃を含む2つの発泡温度が探索された。試料は合計3分間発泡させられ、その後試料除去のためにプラテンを冷却するために冷却システムの電源が入れられた。最初の発泡実験は、Nadellaら(Nadella,K.,Kumar,V.,Li,W.,(Constrained Solid−State Foaming of Microcellular Panels,“Cellular Polymers,p.71,2005)によって開発された提案の制約付き発泡プロセスに従った。Nadellaらの制約付き発泡方法はシムを用いて発泡が完了した後の評価された厚さにもとづく一定の厚さを設定する。プラテンの間に試料が滑り込まされ、上部プラテンまで発泡させられる。図4参照のこと。
【0150】
Nadellaらの従来の制約付き発泡プロセスの2つの変化形が探索された。ポリエーテルイミド試料は、従来方法によって自由に発泡させられると、内部空洞形成によって大きなスクラップ発生率を示した。図5に図示された1つの変化形は、シムを取り除き、加熱されたプラテン表面が両方とも試料の表面に接触するまでプレスを閉めることを含んでいた。第1および第2のプラテン502および504が試料510の上面および下面のそれぞれに対して力を加える場合、2つの動作モードが可能である。このモードでは、試料510への伝熱は、502の上部および504の下部プラテンからの熱の直接伝導による。試料は、膨張する気体からプラテンに及ぼされる駆動力によって体積を増した。図6に図示された第2の変化形では、試料610とプラテン表面602、604との間にナイロン複合体製造用通気層612、614が加えられた。
【0151】
従来の制約付き発泡プロセスによって発泡した試料の密度は、油浴プロセスによって作り出された試料のそれと一致していた。しかし、試料の100%が大きな内部空洞形成を発達させた。内部水膨れの生成は、発泡した試料が上部プラテン表面に達する前の発泡プロセス全体の初期に起こった。1つの解決策は、シムを用いずに試料の表面に接触するようにプラテンを閉め、図5に図示されるように、プラテンの力に抗して発泡体を膨張させることであった。この変更は、結果として改善された品質を生じ、スクラップ発生率は減少した。この改善にもかかわらず、多くの部品が依然複数の不規則性を有していた。「良好な」発泡体の小さな比率だけが滑らかな表面を有していた。シムを用いずに発泡した多くの発泡体は、発泡時に不規則な体積膨張を行った。
【0152】
飽和した試料上でプラテンを完全に閉める効果は、試料の全体的な平面性を作り出し、多くの試料が滑らかな表面を有していた。このプロセスのスクラップ部品には、表面のギザギザに加えて小さな内部空洞形成があった。表面のギザギザは、発泡時に重合体の表面から抜け出す気体の集まりによって引き起こされると思われる。内部空洞形成および表面変形の形成を避けるために、図6に図示されるように、発泡時に気体が試料から脱着するときに気体を抜け出させるように試料表面とプラテン表面との間に通気層が配置された。複合体製造実験室から通気層が得られ、約0.5mmの厚さを有するナイロン織布を含んでいた。通気層を使用すると試料上に表面組織を作り出したが、内部空洞形成によるスクラップの量を25%未満に減少させた。気体を妨害されることなく重合体の表面から抜け出させると、スクラップ発生率を減少させるようである。さらに、1つの区域に大きめの圧力を加え、別の区域に低めの圧力を加えると、高めの圧力区域における発泡を妨げる圧力勾配を作り出す。発泡体の区間と発泡していない中実材料の区間とを有する試料が作り出された。
【0153】
(機械的試験)
マイクロ多孔質およびナノ多孔質試料を作り出すために1MPaおよび5MPaの飽和圧力がそれぞれ選ばれた。次に、飽和した試料が多孔質構造体への発泡のために加熱された油浴の中に配置された。こうして、20nm乃至3μmの範囲の多孔質構造体の機械的特性の比較が検討されることができた。表1に示される吸収および発泡温度でのプロセスパラメータを用いて機械的特性を評価する実験が行われた。脱着時間は、飽和圧力に関らず700時間に設定された。内部空洞形成の影響を少なくするために75〜90%の間の相対密度範囲が選ばれた。75%、82.5%および90%相対密度に密度の3つの変化量が選ばれた。
【0154】
(光透過率の結果および考察)
図24は、マイクロ多孔質およびナノ多孔質泡試料に対して、相対密度の関数としての赤外光透過率を示している。図24に示されるデータは、透過能が細孔サイズの関数であることを示している。図24に示される透過率の値は、試料の厚さの関数でもある。細孔サイズおよび試料厚さの両方は、報告された空隙率の範囲にわたって一定に保持されてはいなかった。マイクロ多孔質およびナノ多孔質の厚さはともに相対的に同じ速度で増加したが、予測されることができるように、試料の厚さは空隙率とともに増加した。透過率変化の率および範囲について報告された透過率の実際の値は、この実験の範囲外のデータと比較されることはできないが、それでも、試験された2組の試料の間の比較として用いられることができる。報告されたマイクロおよびナノ範囲内では、細孔サイズも空隙率の増加とともに増加した。これは透過率の絶対値を変化させるが、マイクロおよびナノ範囲の間の比較は依然として行われることができる。厚さと細孔サイズとの両方が増加すると、検討された範囲にわたって透過率の絶対値を早めに減少させる。
【0155】
ナノ多孔質構造体の光学挙動は、Lord Rayleighによって展開された電磁散乱を支配する一連の方程式によって部分的に説明されることができる。これらの方程式は、散乱の強度が光の波長に依存し、散乱粒子の直径によってさらにその傾向を強めることを示している。波長に対する依存性は、特定の波長がより容易に散乱されることを示している。可視スペクトルにおいて、スミレおよび青系統の色が赤系統の波長より容易に散乱される。
【0156】
ナノ多孔質プラスチックにおける色の変化は、材料の琥珀色のために識別し難いが、試料が白色光源に対して保持されるとき、材料中を通過する光は色が赤い。高密度ナノ多孔質試料中の青色の若干の色調は観測者の主観による。そこで、原料ポリエーテルイミド材料に色がなければ、ナノ多孔質の発泡したポリエーテルイミドは若干色が青くなるであろうと仮定される。これは、特に顔料または顔料剤を加えること、または特定の波長の光を選別する方法を追加すること無しに、重合体中に色を作り出す方法を提供する。
【0157】
図24のデータによれば、マイクロ多孔質ポリエーテルイミドとナノ多孔質ポリエーテルイミドとの透過率の間には差があると結論付けされ得る。細孔サイズは、材料を通る光散乱の量に対して劇的な効果を有する。空隙率の関数としての赤外光の透過率は、ナノ多孔質材料の方が試料を通して多くの光を通過させることを示している。この実験は、細孔のサイズを制御することによって発泡体の光学的透明性が調節され得るという考えを支持する。細孔が十分に小さいと、熱可塑性発泡体は基本的に100%透明であり得る。
【0158】
(衝撃強度の結果および考察)
ポリエーテルイミドの挙動の基準とするために、最初に標準的な発泡していない不飽和ポリエーテルイミド試料が試験された。ASTM D5420に従って破断に対する平均エネルギーが計算された。次に、マイクロ多孔質およびナノ多孔質の構造体を有する75、82.5および90%相対密度の密度を有する発泡体試料が作り出された。発泡した試料は、脱着させられた後、衝撃試験された。発泡体のための衝撃結果は、多くの方法で示されることができる。衝撃エネルギーを表示するための単位は、ジュール、ミリメートル当たりジュール、および密度当たりミリメートル当たりのジュールであってよい。
【0159】
衝撃強度は、試料の厚さに依存する。衝撃エネルギーの生の値は試料の平均厚さによって除されて厚さ当たりの衝撃エネルギーを得ることができる。試料の空隙率を増加させると、試料の寸法全体が大きくなる。すると、試料の厚さは、最初の試料の厚さと発泡度との関数となる。図25は、発泡時の厚さの変化を補償した衝撃エネルギーのグラフを示している。図25は、バージンのポリエーテルイミドと、試料を気体で飽和させた後に気体を脱着させて処理される、処理中実ポリエーテルイミドとの空隙率の関数として、衝撃強度を3つの発泡体密度についてジュール/分で示している。
【0160】
図25から、中実(四角のデータポイント)と発泡体(円および菱形のデータポイント)のポリエーテルイミドの間の衝撃強度の差、ならびに2つの多孔質構造体の間の差が明白である。さらに、最小二乗法直線フィットの傾向は、2つの多孔質構造体の間で衝撃強度の収束があることを示している。両方の多孔質構造体およびバージンのポリエーテルイミドはすべて、25〜30%の空隙率の間で同じ衝撃強度を有する。ナノ多孔質10%空隙率試料が試料の50%が限界値で破断するように試験装置の限界に到達した点が興味深い。ASTM標準によれば、平均破断は、全試料の50%が破断する点と定義される。
【0161】
マイクロ多孔質ポリエーテルイミドの衝撃強度は、図25において、空隙率の増加に伴う強度の増加を示す。
【0162】
別の実験では、試料を5MPaの圧力で二酸化炭素によって飽和させ、次に気体を完全に脱着させることによってポリエーテルイミド試料が調製された。次に、ASTM D5420によって衝撃試料が試験された。図25は、飽和し、次に気体を脱着されたポリエーテルイミドの中実試料の衝撃強度(三角のデータポイント)も示している。飽和し、脱着された中実ポリエーテルイミド試料は、試験された試料のすべての中で最も高い衝撃強度を有した。ナノ多孔質試料と異なり、飽和し、脱着された試料はまったく破断しなかった。これは、飽和し、脱着されたポリエーテルイミドの衝撃エネルギーの実際の値が報告されたものより著しく高いことを示している。飽和し、脱着された試料は厚さが増加しないので、図25に示される値は10%空隙率ナノ発泡体より若干高い。飽和し、脱着されたポリエーテルイミドは、観測可能な破断がなかったので、実際の衝撃強度は、最善の直線フィット線が図25の垂直軸と交差するところにもっと近いであろうと考えられる。衝撃試験は、二酸化炭素気体の飽和および脱着が重合体の衝撃強度に対して効果を有することを示した。飽和し、脱着されたポリエーテルイミド試料は、全体として最も高い衝撃抵抗性を有し、ニートのポリエーテルイミドのそれに対して衝撃抵抗の倍増を見た。
【0163】
(引張伸び(ひずみ)の結果および考察)
引張実験は、ポリエーテルイミドのバージン試料、飽和し、脱着された試料、マイクロ多孔質試料およびナノ多孔質試料を試験した。90%、82.5%および75%の相対密度を含む3つの密度の発泡した試料が試験された。特に断らない限り、分当たり10mmのひずみ速度ですべての引張特性評価試験が行われた。図26に、バージンおよび5MPaで飽和し、脱着されたポリエーテルイミド引張試料の結果が示されている。各条件について累積応力−ひずみ曲線を表す実線の曲線によって引張結果が示され、破断点は個々の試料の破断点を示している。図26を参照すると、5MPaの二酸化炭素による飽和および脱着の効果は、降伏強度の低下である。観測された破断点ひずみは、両方の試料の組について重なり、飽和および脱着が破断点ひずみに対しては効果がほぼ無いことを示している。
【0164】
次に、マイクロ多孔質およびナノ多孔質ポリエーテルイミド引張試料が試験された。図27〜29にデータプロットが示され、各試料の破断点はマイクロ多孔質構造については白い円として、ナノ多孔質構造については白い三角として示されている。
【0165】
次に、破断点ひずみの平均/標準偏差を計算するために引張試験から集められたデータが用いられた。
【0166】
(破断点ひずみの平均および標準偏差および考察)
破断点ひずみは、引張犬用骨形試料のゲージ区間が引張試験の間に受ける伸びの指標である。多くの場合、重合体の伸縮はエネルギー吸収を可能にし、より穏やかな破壊モードを可能にするので、破断点ひずみの高い値を有する材料を有することが望ましい。マイクロ多孔質構造とナノ多孔質構造との間の引張ひずみの平均および標準偏差の差は、図30に図示される応力−ひずみ曲線において見ることができる。図30は、破断点ひずみの平均値の間の差、ならびに偏差バーのサイズの差を示している。ナノ多孔質試料は、マイクロ多孔質試料より大きな引張ひずみ(伸び)を示す。さらに、ナノ多孔質試料は、密集度の高い降伏点クラスタを有する。破断点の変動が小さいほど引張負荷下の発泡体の信頼性が高い。応力−ひずみ曲線中に示される75%相対密度の3つのマイクロ多孔質試料は、降伏点を過ぎてもひずみさえしなかった。ナノ多孔質構造の信頼性が高いほど、予測可能な増加したエネルギー吸収および破断前の目に見える可塑変形を提供することによって、設計技術者にマイクロ多孔質ポリエーテルイミドと比べて大きな値を提供することができた。
【0167】
試料のひずみ挙動は、引張試験時のマイクロ分子挙動への洞察を提供する。降伏応力を超えた可塑性変形領域の間に、ポリエーテルイミドなどの非晶質重合体は、分子を伸びさせる。マイクロ多孔質試料の細孔サイズが非晶質分子の伸びを妨げるようである。ナノ多孔質の方がはるかに多くの伸びを可能にする。ナノ細孔のサイズは、単一の高分子鎖の長さの範囲内にある。ポリエーテルイミドのそれのような多くの重合体は、数10乃至数100ナノメートルの長さの分子鎖を有する。細孔のサイズと比べた分子の長さは、単一の分子がナノ細孔の片側から他の側以遠に伸びることを可能にする。このナノ多孔質構造が、観測された引張傾向の原因であり得る。
【0168】
応力−ひずみ曲線からの最後の品質指標は、靭性である。靭性は、観測された試料に関する破断時応力とひずみとの組み合わせである。ナノ多孔質構造体の方が大きな応力およびひずみを可能にするので、ナノ多孔質材料の靭性はマイクロ多孔質ポリエーテルイミドと比べると非常に向上する。マイクロ多孔質と比べたナノ多孔質ポリエーテルイミドの最大増加は75%相対密度において表れた。これは、ナノ多孔質材料は同じ密度のマイクロ多孔質材料より3.8倍強靭であったことを示している。
【0169】
ナノ多孔質ポリエーテルイミドの場合において、平均破断時ひずみは増加し、破断時ひずみの標準偏差は著しく減少した。靭性は応力およびひずみの関数であるので、これは、ナノ多孔質材料の靭性の大きな増加を可能にした。ナノ多孔質ポリエーテルイミドは、分子長さに対する細孔サイズの比によってマイクロ多孔質ポリエーテルイミドより多くの強度を有すると考えられる。1つの分子が1つの細孔の外周の周りで屈曲し、細孔の両側で他の分子と絡み合うことができる。
【0170】
例証の実施形態が示され、説明されてきたが、本発明の技術思想および範囲から逸脱することなく実施形態中においてさまざまな変化が施され得ることは自明である。
【0171】
独占的な所有権または特権が請求される本発明の実施形態は、以下のごとく定義される。
【特許請求の範囲】
【請求項1】
初期衝撃強度を有する中実熱可塑性材料を得ることと、
該材料を圧力下で処理して、該材料に気体を吸収させることと、
該材料からの気体の脱着を可能にするために該材料をより低い圧力で処理して、該中実熱可塑性材料の該初期衝撃強度から変更された衝撃強度を有する中実材料を作り出すことと
を含む、中実熱可塑性材料の衝撃強度を変更するための方法。
【請求項2】
前記熱可塑性材料は、非晶質または半結晶性の重合体である、請求項1に記載の方法。
【請求項3】
前記熱可塑性材料を1MPa乃至5MPaの圧力で処理することをさらに含む、請求項1に記載の方法。
【請求項4】
前記熱可塑性材料を周囲の大気圧中において、より低い圧力で処理することをさらに含む、請求項1に記載の方法。
【請求項5】
前記熱可塑性材料は、ポリエーテルイミドである、請求項1に記載の方法。
【請求項6】
前記熱可塑性材料をより低い圧力で処理する間に、該熱可塑性材料を成形することをさらに含む、請求項1に記載の方法。
【請求項7】
前記熱可塑性材料は、成形の間に吸収された気体を含む、請求項6に記載の方法。
【請求項8】
前記熱可塑性材料をより低い圧力で処理した後に、該熱可塑性材料を成形することをさらに含む、請求項1に記載の方法。
【請求項9】
前記熱可塑性材料は、成形の間に気体を脱着される、請求項8に記載の方法。
【請求項10】
2つ以上の熱可塑性材料を圧力容器中に配置することと、熱可塑性材料の間に多孔質材料を挟み込むこととをさらに含む、請求項1に記載の方法。
【請求項11】
変更された衝撃強度を有する前記中実熱可塑性材料を物品に組み立てることをさらに含む、請求項1に記載の方法。
【請求項12】
前記熱可塑性材料は、熱可塑性ウレタン、熱可塑性エラストマー、ポリエチレンナフタレート、ポリエーテルイミド、ポリエーテルエーテルケトン、ポリフェニレン、スルホン、ポリアミドイミド、ポリスルホン、ポリフェニルスルホン、ポリエーテルスルホン、ポリフタルアミド、ポリアリールアミド、ポリフェニレンスルフィド、環状オレフィン共重合体、ポリフタレートカーボネート、ポリカーボネート、ポリ塩化ビニリデン、ポリウレタン、ポリフェニレンオキシド、ポリ(アクリロニトリル−ブタジエン−スチレン)、ポリメチルメタクリレート、架橋ポリエチレン、ポリスチレン、スチレンアクリロニトリル、ポリ塩化ビニル、ポリブチレンテレフタレート、ポリエチレンテレフタレート、ポリオキシメチレン、ポリアセタール、ポリアミド、ポリオレフィン、ポリエチレン、ポリプロピレンである、請求項1に記載の方法。
【請求項13】
前記衝撃強度は、前記初期衝撃強度より大きい、請求項1に記載の方法。
【請求項14】
前記衝撃強度は、前記初期衝撃強度より小さい、請求項1に記載の方法。
【請求項15】
中実熱可塑性材料の密度を実質的に変化させることなく、該中実熱可塑性材料の衝撃強度を変更するための方法であって、
初期衝撃強度および初期密度を有する中実熱可塑性材料を得ることと、
該材料を圧力下で処理して、該材料に気体を吸収させることと、
該材料からの気体の脱着を可能にするために該材料をより低い圧力で処理して、該中実熱可塑性材料の該初期衝撃強度から変更された衝撃強度と該初期密度と実質的に同じ密度とを有する中実材料を作り出すことと
を含む、方法。
【請求項16】
前記熱可塑性材料は、非晶質または半結晶性重合体である、請求項15に記載の方法。
【請求項17】
前記熱可塑性材料を1MPa乃至5MPaの圧力で処理することをさらに含む、請求項15に記載の方法。
【請求項18】
前記熱可塑性材料を周囲の大気圧中において、より低い圧力で処理することをさらに含む、請求項15に記載の方法。
【請求項19】
前記熱可塑性材料は、ポリエーテルイミドである、請求項15に記載の方法。
【請求項20】
前記熱可塑性材料をより低い圧力で処理する間に、該熱可塑性材料を成形することをさらに含む、請求項15に記載の方法。
【請求項21】
前記熱可塑性材料は、成形の間に吸収された気体を含む、請求項20に記載の方法。
【請求項22】
前記熱可塑性材料をより低い圧力で処理した後に、該熱可塑性材料を成形することをさらに含む、請求項15に記載の方法。
【請求項23】
前記熱可塑性材料は、成形の間に気体を脱着される、請求項22に記載の方法。
【請求項24】
2つ以上の熱可塑性材料を圧力容器中に配置することと、熱可塑性材料の間に多孔質材料を挟み込むこととをさらに含む、請求項15に記載の方法。
【請求項25】
より高い衝撃強度を有する前記中実熱可塑性材料を物品に組み立てることをさらに含む、請求項15に記載の方法。
【請求項26】
前記熱可塑性材料は、熱可塑性ウレタン、熱可塑性エラストマー、ポリエチレンナフタレート、ポリエーテルイミド、ポリエーテルエーテルケトン、ポリフェニレン、スルホン、ポリアミド−イミド、ポリスルホン、ポリフェニルスルホン、ポリエーテルスルホン、ポリフタルアミド、ポリアリールアミド、ポリフェニレンスルフィド、環状オレフィン共重合体、ポリフタレートカーボネート、ポリカーボネート、ポリ塩化ビニリデン、ポリウレタン、ポリフェニレンオキシド、ポリ(アクリロニトリル−ブタジエン−スチレン)、ポリメチルメタクリレート、架橋ポリエチレン、ポリスチレン、スチレンアクリロニトリル、ポリ塩化ビニル、ポリブチレンテレフタレート、ポリエチレンテレフタレート、ポリオキシメチレン、ポリアセタール、ポリアミド、ポリオレフィン、ポリエチレン、ポリプロピレンである、請求項15に記載の方法。
【請求項27】
前記衝撃強度は、前記初期衝撃強度より大きい、請求項15に記載の方法。
【請求項28】
前記衝撃強度は、前記初期衝撃強度より小さい、請求項15に記載の方法。
【請求項1】
初期衝撃強度を有する中実熱可塑性材料を得ることと、
該材料を圧力下で処理して、該材料に気体を吸収させることと、
該材料からの気体の脱着を可能にするために該材料をより低い圧力で処理して、該中実熱可塑性材料の該初期衝撃強度から変更された衝撃強度を有する中実材料を作り出すことと
を含む、中実熱可塑性材料の衝撃強度を変更するための方法。
【請求項2】
前記熱可塑性材料は、非晶質または半結晶性の重合体である、請求項1に記載の方法。
【請求項3】
前記熱可塑性材料を1MPa乃至5MPaの圧力で処理することをさらに含む、請求項1に記載の方法。
【請求項4】
前記熱可塑性材料を周囲の大気圧中において、より低い圧力で処理することをさらに含む、請求項1に記載の方法。
【請求項5】
前記熱可塑性材料は、ポリエーテルイミドである、請求項1に記載の方法。
【請求項6】
前記熱可塑性材料をより低い圧力で処理する間に、該熱可塑性材料を成形することをさらに含む、請求項1に記載の方法。
【請求項7】
前記熱可塑性材料は、成形の間に吸収された気体を含む、請求項6に記載の方法。
【請求項8】
前記熱可塑性材料をより低い圧力で処理した後に、該熱可塑性材料を成形することをさらに含む、請求項1に記載の方法。
【請求項9】
前記熱可塑性材料は、成形の間に気体を脱着される、請求項8に記載の方法。
【請求項10】
2つ以上の熱可塑性材料を圧力容器中に配置することと、熱可塑性材料の間に多孔質材料を挟み込むこととをさらに含む、請求項1に記載の方法。
【請求項11】
変更された衝撃強度を有する前記中実熱可塑性材料を物品に組み立てることをさらに含む、請求項1に記載の方法。
【請求項12】
前記熱可塑性材料は、熱可塑性ウレタン、熱可塑性エラストマー、ポリエチレンナフタレート、ポリエーテルイミド、ポリエーテルエーテルケトン、ポリフェニレン、スルホン、ポリアミドイミド、ポリスルホン、ポリフェニルスルホン、ポリエーテルスルホン、ポリフタルアミド、ポリアリールアミド、ポリフェニレンスルフィド、環状オレフィン共重合体、ポリフタレートカーボネート、ポリカーボネート、ポリ塩化ビニリデン、ポリウレタン、ポリフェニレンオキシド、ポリ(アクリロニトリル−ブタジエン−スチレン)、ポリメチルメタクリレート、架橋ポリエチレン、ポリスチレン、スチレンアクリロニトリル、ポリ塩化ビニル、ポリブチレンテレフタレート、ポリエチレンテレフタレート、ポリオキシメチレン、ポリアセタール、ポリアミド、ポリオレフィン、ポリエチレン、ポリプロピレンである、請求項1に記載の方法。
【請求項13】
前記衝撃強度は、前記初期衝撃強度より大きい、請求項1に記載の方法。
【請求項14】
前記衝撃強度は、前記初期衝撃強度より小さい、請求項1に記載の方法。
【請求項15】
中実熱可塑性材料の密度を実質的に変化させることなく、該中実熱可塑性材料の衝撃強度を変更するための方法であって、
初期衝撃強度および初期密度を有する中実熱可塑性材料を得ることと、
該材料を圧力下で処理して、該材料に気体を吸収させることと、
該材料からの気体の脱着を可能にするために該材料をより低い圧力で処理して、該中実熱可塑性材料の該初期衝撃強度から変更された衝撃強度と該初期密度と実質的に同じ密度とを有する中実材料を作り出すことと
を含む、方法。
【請求項16】
前記熱可塑性材料は、非晶質または半結晶性重合体である、請求項15に記載の方法。
【請求項17】
前記熱可塑性材料を1MPa乃至5MPaの圧力で処理することをさらに含む、請求項15に記載の方法。
【請求項18】
前記熱可塑性材料を周囲の大気圧中において、より低い圧力で処理することをさらに含む、請求項15に記載の方法。
【請求項19】
前記熱可塑性材料は、ポリエーテルイミドである、請求項15に記載の方法。
【請求項20】
前記熱可塑性材料をより低い圧力で処理する間に、該熱可塑性材料を成形することをさらに含む、請求項15に記載の方法。
【請求項21】
前記熱可塑性材料は、成形の間に吸収された気体を含む、請求項20に記載の方法。
【請求項22】
前記熱可塑性材料をより低い圧力で処理した後に、該熱可塑性材料を成形することをさらに含む、請求項15に記載の方法。
【請求項23】
前記熱可塑性材料は、成形の間に気体を脱着される、請求項22に記載の方法。
【請求項24】
2つ以上の熱可塑性材料を圧力容器中に配置することと、熱可塑性材料の間に多孔質材料を挟み込むこととをさらに含む、請求項15に記載の方法。
【請求項25】
より高い衝撃強度を有する前記中実熱可塑性材料を物品に組み立てることをさらに含む、請求項15に記載の方法。
【請求項26】
前記熱可塑性材料は、熱可塑性ウレタン、熱可塑性エラストマー、ポリエチレンナフタレート、ポリエーテルイミド、ポリエーテルエーテルケトン、ポリフェニレン、スルホン、ポリアミド−イミド、ポリスルホン、ポリフェニルスルホン、ポリエーテルスルホン、ポリフタルアミド、ポリアリールアミド、ポリフェニレンスルフィド、環状オレフィン共重合体、ポリフタレートカーボネート、ポリカーボネート、ポリ塩化ビニリデン、ポリウレタン、ポリフェニレンオキシド、ポリ(アクリロニトリル−ブタジエン−スチレン)、ポリメチルメタクリレート、架橋ポリエチレン、ポリスチレン、スチレンアクリロニトリル、ポリ塩化ビニル、ポリブチレンテレフタレート、ポリエチレンテレフタレート、ポリオキシメチレン、ポリアセタール、ポリアミド、ポリオレフィン、ポリエチレン、ポリプロピレンである、請求項15に記載の方法。
【請求項27】
前記衝撃強度は、前記初期衝撃強度より大きい、請求項15に記載の方法。
【請求項28】
前記衝撃強度は、前記初期衝撃強度より小さい、請求項15に記載の方法。
【図1】

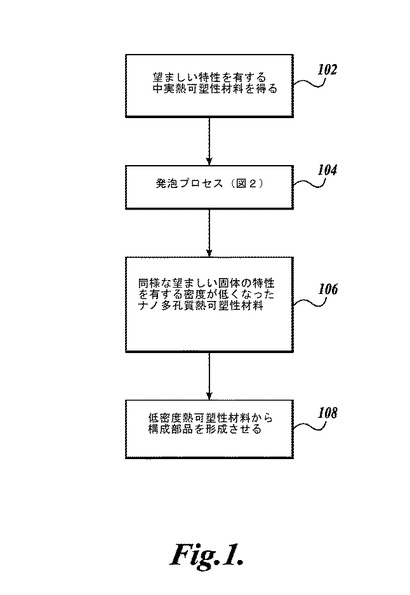
【図2】
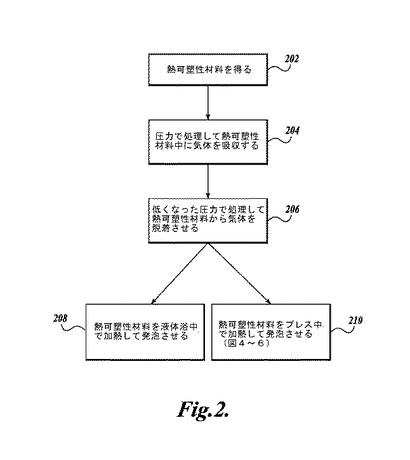
【図3】
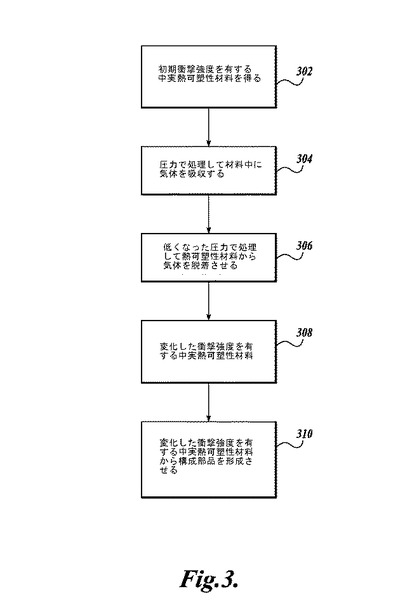
【図4】
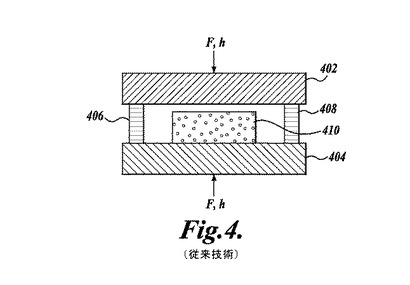
【図5】
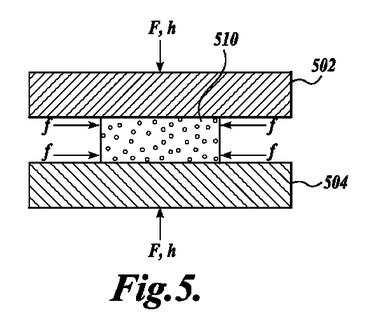
【図6】
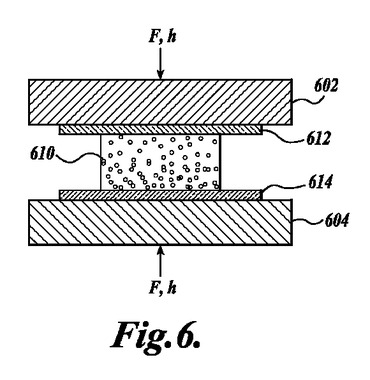
【図7】
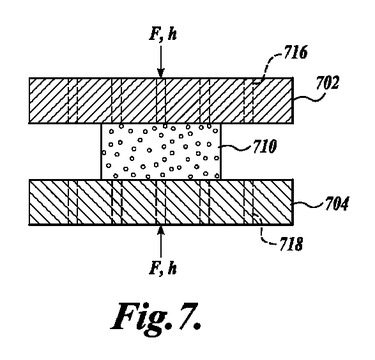
【図8】
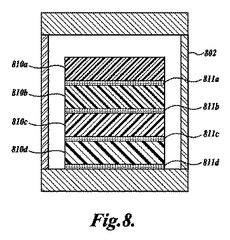
【図9】
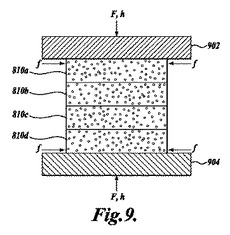
【図10】
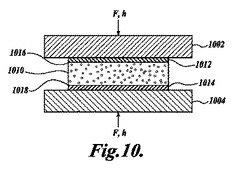
【図11】
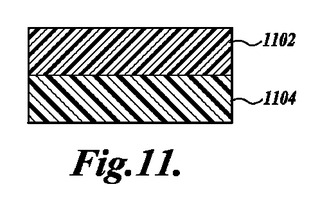
【図12】
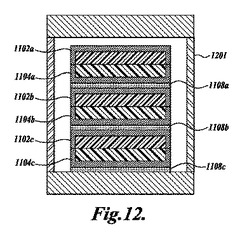
【図13】
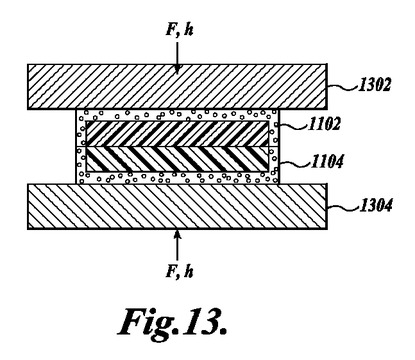
【図14】
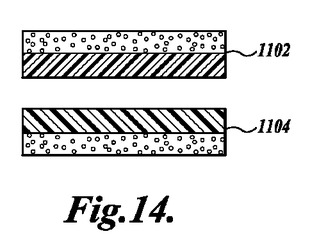
【図15】
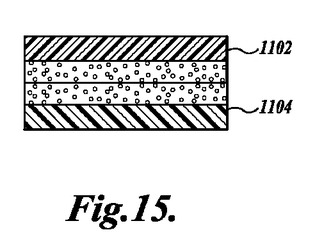
【図16】
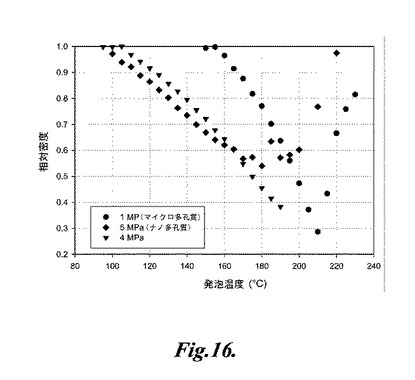
【図17】
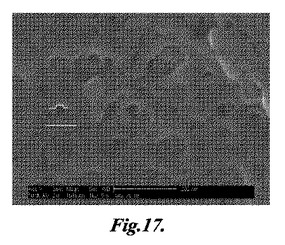
【図18】
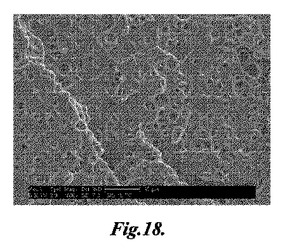
【図19】
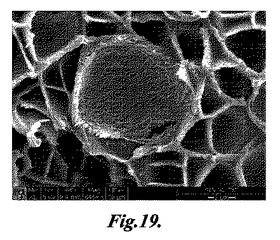
【図20】
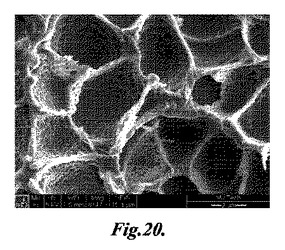
【図21】
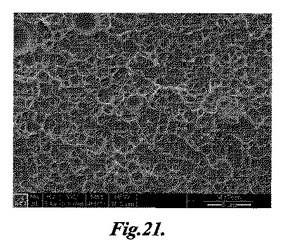
【図22】
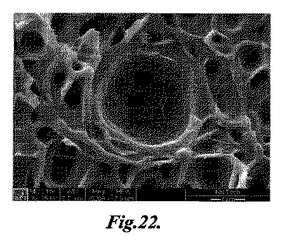
【図23】
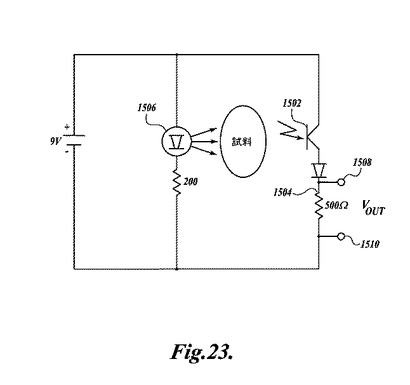
【図24】
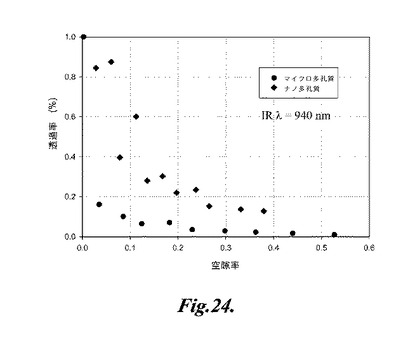
【図25】
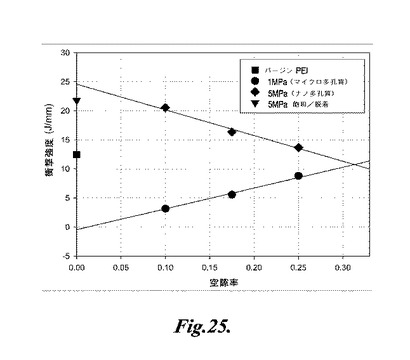
【図26】
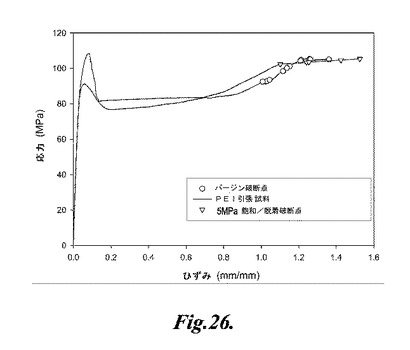
【図27】
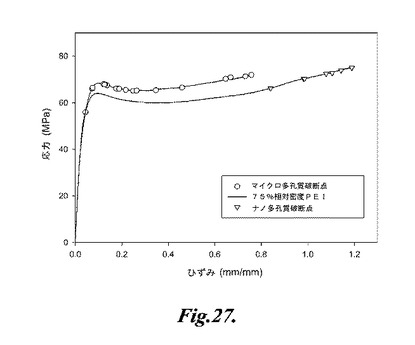
【図28】
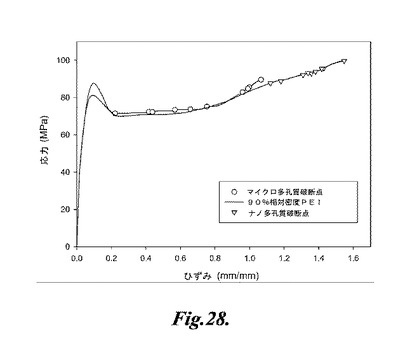
【図29】
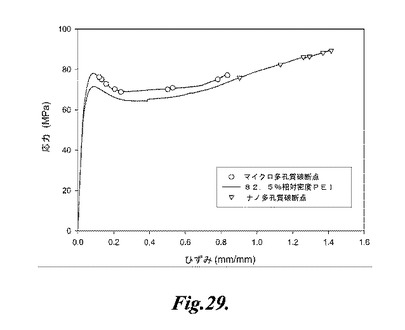
【図30】
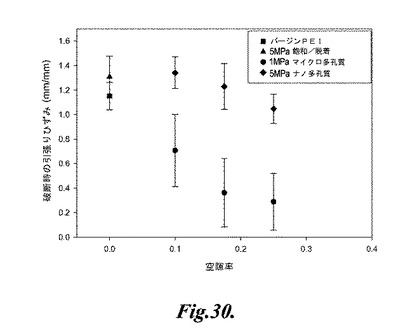
【図31】
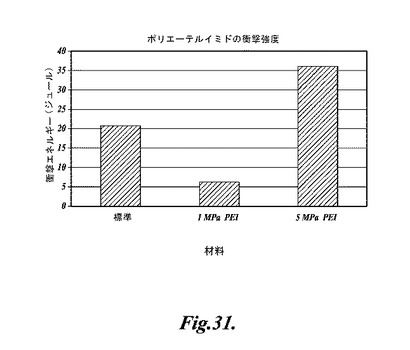
【図32】
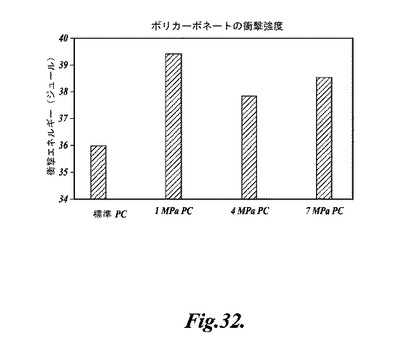
【図33】
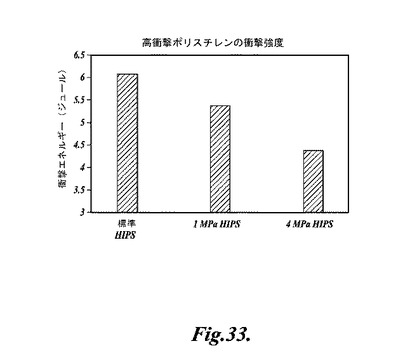
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【公表番号】特表2010−521560(P2010−521560A)
【公表日】平成22年6月24日(2010.6.24)
【国際特許分類】
【出願番号】特願2009−553755(P2009−553755)
【出願日】平成20年3月12日(2008.3.12)
【国際出願番号】PCT/US2008/056732
【国際公開番号】WO2008/112815
【国際公開日】平成20年9月18日(2008.9.18)
【出願人】(502457803)ユニヴァーシティ オブ ワシントン (93)
【Fターム(参考)】
【公表日】平成22年6月24日(2010.6.24)
【国際特許分類】
【出願日】平成20年3月12日(2008.3.12)
【国際出願番号】PCT/US2008/056732
【国際公開番号】WO2008/112815
【国際公開日】平成20年9月18日(2008.9.18)
【出願人】(502457803)ユニヴァーシティ オブ ワシントン (93)
【Fターム(参考)】
[ Back to top ]