
非接触型情報媒体付属冊子およびその製造方法
【課題】熱可塑性保護層を、作業効率が低下されることなく平滑な塗工面を得るようにして、多孔質熱可塑性基材の内側の面に水分および各種イオンの透過を抑制させるように積層すると共に、その熱可塑性保護層または熱可塑性接着層に着色層を設けることで、非破壊で真贋判定を簡便に実現可能にすることにある。
【解決手段】少なくとも非接触型情報媒体3、内貼り用紙2、表紙用部材1から成る冊子の非接触型情報媒体3に塗布された熱可塑性保護層10が、多孔質熱可塑性基材の内側の面に水分および各種イオンの透過を抑制する層として多層積層され、さらに、熱可塑性保護層10または熱可塑性接着剤11の少なくとも1層が着色されていて、側面からの真贋判定ができる非接触型情報媒体付属冊子及びその製造方法を構成した。
【解決手段】少なくとも非接触型情報媒体3、内貼り用紙2、表紙用部材1から成る冊子の非接触型情報媒体3に塗布された熱可塑性保護層10が、多孔質熱可塑性基材の内側の面に水分および各種イオンの透過を抑制する層として多層積層され、さらに、熱可塑性保護層10または熱可塑性接着剤11の少なくとも1層が着色されていて、側面からの真贋判定ができる非接触型情報媒体付属冊子及びその製造方法を構成した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、少なくとも非接触型情報媒体、内貼り用紙、表紙用部材から成る冊子の非接触型情報媒体に塗布された熱可塑性保護層が、多孔質熱可塑性基材の内側の面に水分および各種イオンの透過を抑制する層として多層積層され、さらに、前記熱可塑性保護層または熱可塑性接着剤の少なくとも1層が着色されていて、側面からの真贋判定が可能な非接触型情報媒体付属冊子およびその製造方法に関する。
【背景技術】
【0002】
近年、非接触ICカードや非接触ICタグを用いたシステムが普及する中、例えばパスポートや預貯金通帳等冊子に、非接触ICモジュールとそれに接続されたアンテナからなるICインレットを外装基材で挟み込んで非接触型情報媒体とし、この非接触型情報媒体とカバークロスなどを用いた表紙用部材とを貼り合わせた上で、内貼り用紙と本文用紙を取り付けて装丁した、電子データの記入や印字が可能な非接触型情報媒体付属冊子が開発され公知となっている。
【0003】
この非接触型情報媒体付属冊子の一事例としては、第1の基材の上面側に、所定の広さの開口部を有する第2の基材が接着されて凹部が形成され、この凹部内にIC チップとこれに接続されたコイルアンテナが備えられ、前記第1の基材シートの下面側に接着層が設けられている非接触型情報媒体と、この非接触型情報媒体が裏表紙の内面に貼付されてなる非接触型情報媒体付属冊子がある(例えば、特許文献1参照)。
【0004】
一般に流通しているクレジットカードやICカードは、熱可塑性の基材、例えばPVCやPET−Gなどの基材の間にICおよびアンテナ等を挟みこみ、強い熱圧をかけることで基材を流動させて平滑にして得られた非接触型情報媒体を上記冊子の表又は裏の表紙と内貼り用紙の間に接着することで非接触型情報媒体付属冊子を作成することができる。
【0005】
非接触型情報媒体に使用する基材は、PVCやPET−Gなどのように熱圧によって流動するような基材ではなく、樹脂を発泡させることで得られる多孔質な熱可塑性の基材を用いるため、一般の材料より剛度が低く、柔軟な基材であり、またその基材に空隙があるため、様々な接着剤とのなじみも良い。
【0006】
さらに適度な圧力をかけることで凹凸も吸収する事が可能である。ところが、このような多孔質基材を積層して接着する際、高温高圧を加えて融着させようとするとその空隙自体もつぶれてしまうため、より低温低圧でも接着できるように基材に熱可塑性の接着剤を塗布するなどの処理が行われたりもする。この接着剤の融点が低ければ加工時に加えられる熱圧も低くて済み、多孔質基材のつぶれも抑えることができる。
【0007】
しかしながら、このような多孔質基材は、通気性が高く、水分や酸素、各種イオンなどを透過させてしまう可能性がある。上記非接触型情報媒体のアンテナには、アルミや銅が用いられるが、これらの金属は、水分に溶け込んだ塩化物イオンなどによって腐食が生じ、部分的な腐食による導電性の低下や腐食により電波の授受が阻害されて非接触型情報媒体が故障するという問題が生ずることもある(例えば、特許文献2参照)。
【0008】
また、非接触型情報媒体付属冊子の1つである電子パスポートを例に取ると、多くの偽造と変造が報告されており、それらの偽変造を防止するため、冊子に偽変造防止機能を付加させることが行なわれている。冊子の偽造を防止するためには、一般的に用いられている偽造防止技術を使用することができ、例えば見る角度によって色が変化するインキ(OVI)や、用紙自体に特殊な蛍光を発する糸を漉き込んだり、セキュリティスレッドを挿入したりすることも行なわれている。また、近年では、機械検知によって偽変造を判別するため、例えば特殊な波長で蛍光を発するようインキを印刷することなども行なわれている(例えば、特許文献3)。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2002−42068号公報
【特許文献2】特開2010−186294号公報
【特許文献3】特願2007−156657
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、かかる従来技術の問題点を解決するものであり、ICチップとアンテナコイルからなるICインレットを、保護層を塗布した多孔質基材の間に挟み込んで非接触型情報媒体とし、この非接触型情報媒体を表表紙または裏表紙に接着された非接触型情報媒体付属冊子において、表紙や用紙との接着性にすぐれ、かつ耐久性、耐偽変造性、耐水性、耐イオン性などの向上を図ることにある。
【0011】
また、ICカードに代表されるような非接触型情報媒体は、5年から10年の長期間使い続けることもあり、商材の通信信頼性や様々な要因からの耐性が求められている。その指標のひとつに耐塩水性があり、食塩水中に含まれる塩化物イオンなどが表紙用部材や基材を透過してICモジュールと接触し、部分的な腐食を起こし導電性の低下や電波の授受を阻害するといった問題を基材間に設けた保護層を積層して設けることで耐腐食性に優れた非接触媒体付属冊子を製造することができる。
【0012】
さらに、偽造が容易に行われてしまったり、偽装の痕跡が残りにくかったり、真贋判定を行うことが困難であるという問題があった。このような状況に対して、上で述べたような従来の偽変造防止技術は基本的には紙幣や有価証券、パスポート冊子など、紙をベースとした印刷物の偽変造を防止するものであり、上記のように非接触型情報媒体を取り代えたりするような変造には効果が少ない。
【0013】
そのため、前述のような従来には存在しなかった偽変造を防止するとともに、このような偽造品を容易に判断できるような偽変造防止技術の開発が必要とされており、2つの問題を同時に解決するような非接触型情報媒体付属冊子およびその製造方法が強く要請されている。
【課題を解決するための手段】
【0014】
本願請求項1に係る発明は、少なくとも、熱圧により接着形成された非接触型情報媒体と、前記非接触型情報媒体の一方の面に接着層を介して接着された内貼り用紙と、前記非接触型情報媒体の他方の面と接着層を介して接着された表紙用部材とを備え、前記非接触型情報媒体は、熱可塑性保護層および熱可塑性接着層が積層され、前記保護層が、多孔質熱可塑性基材の内側の面に水分および各種イオンの透過を抑制する層として多層積層され、前記熱可塑性保護層または熱可塑性接着剤の少なくとも1層が着色されていて側面からの真贋判定ができる非接触型情報媒体付属冊子にある。
【0015】
請求項2に係る発明は、前記非接型触情報媒体が、2枚以上の多孔質熱可塑性シートからなる基材にICインレットを挟み熱圧により接着形成されているとともに、内側の面に熱可塑性保護層が積層され、その上に熱可塑性接着層を設け、前記熱可塑性保護層または熱可塑性接着層のうち少なくとも1層が着色されたことを特徴とする請求項1記載の非接触型情報媒体付属冊子。
【0016】
請求項3に係る発明は、前記熱可塑性保護層および前記熱可塑性接着層が水系のエマルジョンまたはディスパージョンからなる熱可塑性接着剤を多孔質熱可塑性基材に塗布して得られることを特徴とする請求項1および2記載の非接触型情報媒体付属冊子。
【0017】
請求項4に係る発明は、前記熱可塑性保護層および前記熱可塑性接着層を着色するインキが、可視領域で着色されているインキもしくは、可視領域では不可視だが特定の光を照射すると可視領域の光を発する不可視インキを用いて層をなしていることを特徴とする請求項1から3記載の非接触型情報媒体付属冊子。
【0018】
請求項5に係る発明は、前記不可視インキが、紫外または赤外領域の光を照射することで励起され、可視領域の発光を伴い、目視での真贋判定ができることを特徴とする請求項1から4記載の非接触型情報媒体付属冊子。
【0019】
請求項6に係る発明は、少なくとも、熱圧により接着形成された非接触型情報媒体の一方の面に接着層を介して内貼り用紙を接着し、前記非接触型情報媒体の他方の面に前記接着層を介して表紙用部材を接着してなる非接触型情報媒体冊子の製造方法において、前記非接触型情報媒体は、熱可塑性保護層および熱可塑性接着層が積層され、前記熱可塑性保護層が、多孔質熱可塑性基材の内側の面に水分および各種イオンの透過を抑制する層として多層積層され、且つ、前記熱可塑性保護層または前記熱可塑性接着層の少なくとも1層が着色された層として多層積層されることを特徴とする。
【0020】
請求項7に係る発明は、前記非接型触情報媒体が、2枚以上の多孔質熱可塑性シートからなる基材にICインレットを挟み熱圧により接着形成されているとともに、内側の面に熱可塑性保護層が積層され、その上に熱可塑性接着層を設け、前記熱可塑性保護層または熱可塑性接着層のうち少なくとも1層が着色された層を設けることを特徴とする請求項6記載の非接触型情報媒体付属冊子の製造方法。
【発明の効果】
【0021】
請求項1に係る発明によれば、熱圧により加工された非接触型情報媒体を使用した冊子に対して、非接触媒体に保護層を積層させることで水分および各種イオンの透過を抑制することができるため、内部に挿入されているICチップやアンテナコイルの腐食を防ぎ、通信の妨げを回避することができ、さらに着色した層を設けることで側面から見たときに偽造品との区別がつき、真贋判定ができる。
【0022】
請求項2に係る発明によれば、多孔質の熱可塑性基材は水分や各種イオンを透過し易いことが懸念されるため、前記基材に熱可塑性保護層を薄く積層させることで塗布面が平滑かつ水分および各種イオンの透過を抑制することのできる面を構成することが重要であり、さらに、前記保護層上に熱可塑性接着層を塗布することで非接触型情報媒体を製造するにあたり、加工適性に優れた非接触媒体を作製することができる。
【0023】
請求項3に係る発明によれば、多孔質の熱可塑性基材に塗工する熱可塑性保護層および熱可塑性接着剤を形成する際に、水系のエマルジョンまたはディスパージョンを用いることで溶剤系の材料とは異なり環境および人体への負荷が少なく、作業性も向上させることができる。
【0024】
請求項4に係る発明によれば、熱可塑性保護層または熱可塑性接着層の少なくとも1層を着色することで、薄層として着色された層を内部に積層でき、外部からのダメージも軽減できるため耐久性を有したセキュリティを付加させることが可能になる。さらに、着色するインキに可視光下では目視ができない不可視インキを用いることで、目視で外部から見たときには着色されていない様に見えるため偽造する者に気づかれることはなく偽造防止機能を設けることができる。
【0025】
請求項5に係る発明によれば、セキュリティ性を向上させるために真贋判定用を行う着色層に用いるインキは、蛍光インキは可視光下では不可視だが、紫外領域または赤外領域の光を照射することで励起され可視領域の発光を伴うインキであれば種類は問わないが、これらの機能性色材を使用することで、簡便かつ迅速に偽造品の真贋判定を行うことができる。
【0026】
上記請求項1から5に係る発明によれば、ICおよびアンテナコイルを備えたアンテナシートを熱可塑性接着剤の塗布された多孔質熱可塑性基材に挟みこんで接着することにより、簡便で安定的な方法によって非接触型情報媒体を作成することができる。また、多孔質熱可塑性基材は空隙が大きく水分や酸素イオン、塩化物イオン、などの各種イオンや、その他の物質を容易に透過させてしまう特徴が有り、これらの物質により内部のICチップやアンテナが劣化する問題があるが、エチレン-メタクリル酸共重合体、エチレン-酢酸ビニル共重合樹脂、ポリエステル樹脂、アクリル、ナイロン、ポリアミド、ポリウレタン、ポリオレフィン樹脂、およびこれらの変性物のうち、少なくとも1種類以上の樹脂を主成分とするする熱可塑性保護層を積層することで問題物質の浸透を抑制し、内側のICチップやアンテナコイルを腐食から守ることができる。さらに、偽造品を見分けるための真贋判定の必要があり、熱可塑性保護層または熱可塑性接着層のうち少なくとも1層を着色する、特にことで側面から見たときに真贋判定が可能となる。着色する材料に不可視インキを用いることでセキュリティ性を向上させることができる。不可視インキは、可視光下では不可視だが、紫外領域または赤外領域の光を照射することで励起され可視領域の発光を伴うインキであれば種類は問わない。このような不可視インキを使用することで、概観上はセキュリティが施されていることに気づかないが、特定の波長の光を照射したときに断面を見ることで、非破壊のまま偽造品かどうか簡便かつ迅速に真贋判定を行うことができる。
【0027】
上記請求項6および請求項7の発明によれば、熱可塑性保護層をダイレクトグラビア印刷機の特徴である薄塗りを活かして薄く積層させることで、保護層を単層で厚く塗工した場合は塗工時の面荒れや塗工抜けが生じるとそのような塗工不良を回避することができなかったが、保護層を薄く積層させることで塗工不良が生じた場合も補うことができ、内側に挟み込んだICチップやアンテナコイルを腐食させてしまう問題物質の透過リスクを軽減することが可能となる。
【図面の簡単な説明】
【0028】
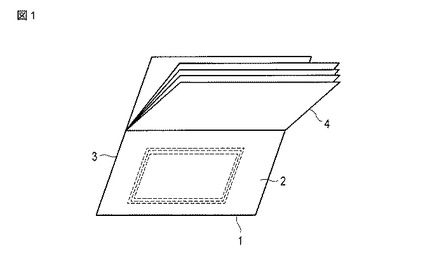
【図1】本発明の一実施の形態に係る非接触型情報媒体付属冊子を説明するために示した斜視図である。
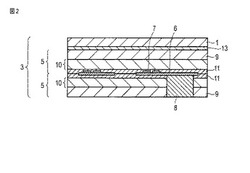
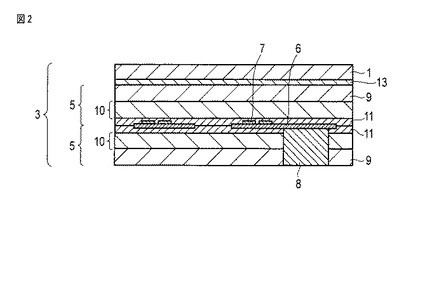
【図2】熱可塑性保護層を単層としたときの非接触型情報媒体、クロスおよび冊子表紙を貼り合せた状態を示した断面図である。
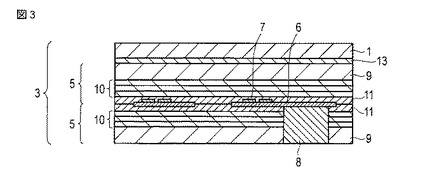
【図3】熱可塑性保護層を積層としたときの非接触型情報媒体、クロスおよび冊子表紙を貼り合せた状態を示した断面図である。
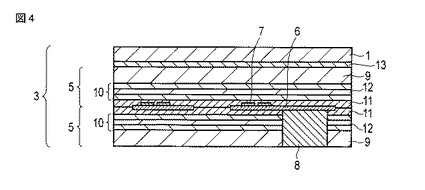
【図4】熱可塑性保護層に不可視インキで着色した層を挟み込んだときの非接触型情報媒体、クロスおよび冊子表紙を貼り合せた一例を示した断面図である。
【図5】実施例1として作製したサンプル1と実施例2として作製したサンプル2の表面粗さの測定データを示した図である。
【発明を実施するための形態】
【0029】
以下、本発明の実施の形態に係る非接触型情報媒体付属冊子およびその製造方法について、図面を参照して詳細に説明する。
【0030】
図1は、本発明の一実施の形態に係る非接触型情報媒体付属冊子を示すもので、表紙用部材1とその内面に貼着する内貼り用紙2との間に非接触型情報媒体3を挟み込んで接着され、これに複数の本文用紙4が加えられて構成される。
【0031】
非接触型情報媒体の一部であるICインレット5は、図2または図3に示すように、アンテナシート6とアンテナコイル7とICチップ8とから構成され、2枚の基材9の間に挟み込まれることで非接触型情報媒体3が形成されている。
【0032】
ここで、図2では、水分および各種イオンの透過を抑制する層である保護層10を単層としているのに対して、図3では、保護層10を積層している。これらの上に接着層11を用いることで2枚の基材9を接着してICインレット5を作製している。さらに、表紙用部材1とホットメルト層12で接着することで非接触媒体付属冊子を構成している。
【0033】
ICインレット5においては、アンテナ基材上にエッチング方式やワイヤボンディング方式、印刷アンテナ方式などによってアンテナが形成される。このアンテナに、ICが溶接方式などによって接続される。また、アンテナシート6、アンテナコイル7、ICチップ8からなるICインレット5は、ICチップ自身の厚みや、アンテナの厚み、ジャンパ線とアンテナの接合部や、アンテナシート6自体の厚みなどにより、凹凸のあるシートとなっている。このICインレット5を基材9の間に挟んで非接触型情報媒体に加工する際、外観上はこれらの凹凸を無くすことが望ましい。
【0034】
基材9としては、例えば 、PVC、PET−Gなどだけではなく、多孔質熱可塑性基材を使用することができ、このような材料は一般にインクジェットやオフセットなどに対する印刷適性を付与した樹脂シート又は合成紙として市販されている。特に、基材9に多孔質熱可塑性基材を使用することで柔軟性のある非接触型情報媒体を形成することが可能となり、また、接着剤と良好な密着性を得ることができるため加工性に優れている。
【0035】
上記多孔質熱可塑性基材を使用する場合、図3に示すように2枚の基材9のそれぞれ内側にあたる部分に、あらかじめ熱可塑性の保護層10および熱可塑性の接着層11を塗布し、熱圧をかけることで接着させ、非接触型情報媒体3を得る。ここで、保護層10および接着層11に使用可能な熱可塑性の材料は、エチレン-酢酸ビニル共重合体系、エチレン-メタクリル酸共重合体系、ポリエステル系、アクリル系、ナイロン系、ポリアミド系、ポリウレタン系、ポリオレフィン系など、一般的な各種熱可塑性の樹脂を使用することができる。これらの中でも、特に水分に強く、酸素や塩化物イオンの透過を抑制するような塗膜を形成する樹脂、また熱や湿度により劣化し接着部分に剥がれを生じないものを使用する。これらの性能を両立させるために2種類以上の樹脂を混合して使用することも可能である。また、上記の樹脂を使用してエマルジョンやディスパージョンにした水系のヒートシール剤を用いる場合には、それらのヒートシール剤自体がアンテナ等に悪影響を与えないかについても注意が必要である。
【0036】
上記熱可塑性の材料を用いて保護層10の性能を発揮させるためには、塗工後の面性が重要なファクターである。塗工面を平滑にするために、薄層の積層塗工が利点であるダイレクトグラビア印刷を用いることで面あれを解消しつつ、インラインで塗工することができ、非接触媒体付属冊子の性能を向上させるだけでなく、加工する時の作業効率も併せて良くすることができる。
【0037】
塗工性能としては、多孔質熱可塑性基材の内側の面に水分および各種イオンの透過を抑制する層である保護層10を均一に必要な膜厚塗工することが求められる。この保護層10を単層で必要膜厚を塗工すると塗工面の凹凸や面の泳ぎが発生し、面あれを生じる場合がある。その一方で、薄く積層させて塗工することで、一層毎の面の凹凸を抑え、面あれを起こすことなく塗工することが可能である。さらには積層させることで、塗工抜けを防ぎ、直接外部からの水分および各種イオンの影響を抑制できるため内部のICチップ8とアンテナコイル7の腐食を防ぐことができる。
【0038】
また、熱可塑性保護層10や熱可塑性接着層11の材料には、加工工程や作業性の面から、塗工が容易で、乾燥後のブロッキングが生じにくく、耐久性の高いものが使用に適する。例えば、エチレン-メタクリル酸共重合体系の水系エマルジョン接着剤にエポキシ系架橋剤を添加したものや、ポリオレフィン系、アクリル系の接着剤などをグラビアコーターで塗工するなどで好適な性能を得ることができる。一方、一般的にポリエステル系の接着剤は湿度による加水分解が生じる可能性があり、エチレン-酢酸ビニル共重合体系接着剤は経時劣化し易いので注意が必要である。
【0039】
熱可塑性保護層10または熱可塑性接着層11の少なくとも1層を着色した着色層13の材料には、着色が可能な色材であればよい。しかし、セキュリティ性の要求されるものに対しては、可視光下では無色の不可視インキを用いることが必要で、紫外線または赤外線などの特定波長の光を照射することで不可視インキは励起され可視光の発光を伴うことが望ましい。また、耐性面を考慮すると染料よりも顔料の方が好適であるため、用途に応じて色材を選ぶ必要がある。
【0040】
また、非接触型情報媒体付属冊子は、非接触型情報媒体3を表紙用部材1と内貼り用紙2との間に挟み込んで接着し、冊子形状に加工されたものである。非接触型情報媒体3は内貼り用紙2と接着剤によって接着されるが、この接着剤は、作業性や環境の側面からも水系のエマルジョン接着剤を使用する場合が多く、また、実際にはこれまで冊子を製造してきた設備を使用することも多いので、布と紙の貼り合わせ用としての接着剤が選ばれてきた。仮に非接触型情報媒体付属冊子に使用する非接触型情報媒体3を、一般のICカードに使われるような外装基材、例えばPVCやPET−Gを使用して作成した場合、既存の設備および接着剤で内貼り用紙を接着することはできない上、剛度が高いことによる問題が生じる。このような問題を解決するため、多孔質熱可塑性シートを外装用基材として使用することで、様々なタイプの接着剤と良好な密着性を示し、かつ、凹凸が無く、柔軟な非接触型情報媒体付冊子を作成することができる。
【0041】
非接触型情報媒体3と表紙用部材1を接着する際には、体積変化の無い反応硬化型の接着剤を好適に用いることができる。仮に、体積変化のある乾燥硬化型の接着剤を使用した場合、非接触型情報媒体3の一部が凹んでいたとすると接着剤の使用量が多くなるため乾燥時の体積減少が大きくなり、表紙用部材1の外側に凹みが生じてしまうため外観上の問題となる。このような問題を解決するために体積変化の無い接着剤を使用することが望ましく、例えば、2液混合型エポキシ系接着剤、湿気硬化型シリコン系接着剤、1液硬化型ウレタン系接着剤、などが使用できる。また、エチレン-酢酸ビニル共重合体系、エチレン-メタクリル酸共重合体系、ポリエステル系、ポリアミド系、ポリウレタン系、ポリオレフィン系など、各種のホットメルト接着剤なども使用可能である。
【0042】
次に、本願発明による実施例1〜3としてサンプル1〜3を作製し、その効果を確認する。
【0043】
(実施例1)
ICインレットの作製:38μmのポリエチレンテレフタレート(PET)シートをアンテナシート6とし、両面にアルミ蒸着とアンテナ状のマスク層の印刷を行い、パターンエッチングによって表面にアンテナコイル7と裏面にジャンパ線を形成した。さらに、かしめ接合により、アンテナコイル7とジャンパ線を接合し、アンテナコイル7の接続端子部にICチップ8を溶接した。アンテナコイル7の外周は80mm×48mmで、内周は67mm×37mmである。さらに、アンテナコイル7の内側を65mm×35mmの大きさで打ち抜いて除去した。さらに、アンテナコイル7の外周およびICチップ8から2mm離れた輪郭を取ってその外側のアンテナシート基材を打ち抜いて除去しICインレットを得た。
【0044】
非接触型情報媒体の作製:基材9として、380μmの「TESLINシート」(PPG Industry社)を準備し、このシートの片面に熱可塑性保護層10を9μm塗布し、その上に熱可塑性接着層11を3μm塗工し、乾燥させてサンプルを作製した後、150mm×200mmのシート2枚に断裁した。
【0045】
上記で準備した片方の外装基材に上記ICインレット5を配置し、スポット加熱により固定した。さらにもう1枚の基材9を重ね合わせ、スポット加熱により固定した。この積層されたシートを2枚のSUS板に挟み込み加熱加圧することで接着して非接触型情報媒体3を得た。加熱加圧条件は、加熱部温度110℃以上160℃以下、圧力5Kgf/cm2以上30Kgf/cm2以下、処理時間15秒以上120秒以下の間で調整して、最適なものを選択した。
【0046】
非接触型情報媒体と表紙用部材との貼り合わせ:冊子表紙用クロスカバーを非接型情報媒体サイズに断裁し、表紙用部材1を得た。接着剤として湿気硬化型ホットメルトである「エスダイン」(積水フーラー社)をヒートロールコータで溶融させ、20g/m2の厚みで上記表紙用部材1に塗工した。ホットメルト層12が塗工された表紙用部材1に非接触型情報媒体3を接着させ、ローラで加圧し、その後エージングした。
【0047】
非接触型情報媒体冊子の作製:複数枚の本文用紙と一枚の内貼り用紙2を丁合いし、中央をミシンで縫うことで内貼り用紙が最外部に取り付けられた本文用紙4を作成した。上記で得られた、表紙用部材1が接着された非接触型情報媒体3に水系エマルジョン接着剤を20g/m2の厚みで塗工し、前記の内貼り用紙の裏側と接着した。得られた冊子を広げた状態で125mm×180mmに断裁し、非接型情報媒体サイズに断裁し、非接触型情報媒体3を得、サンプル1とした。
【0048】
(実施例2)
ICインレットの作製は実施例1と同様の手順で行った。
【0049】
非接触型情報媒体の作製:基材9として、380μmの「TESLINシート」(PPG Industry社)を準備し、このシートの片面に熱可塑性保護層10を3μmずつ3回塗布し、その上に熱可塑性接着層11を3μm塗工し、乾燥させてサンプルを作製した後、150mm×200mmのシート2枚に断裁した。
【0050】
その後の処理は、実施例1と同様の手順で行い、熱可塑性の保護層10を積層させた非接型情報媒体付属冊子を得、サンプル2とした。
【0051】
(実施例3)
ICインレットの作製は実施例1と同様の手順で行った。
【0052】
非接触型情報媒体の作製:基材9として、380μmの「TESLINシート」(PPG Industry社)を準備し、図4に示すようにシートの片面に熱可塑性保護層10、3μmを1回塗布し、不可視のUV蛍光剤を混ぜ込んだ着色層13、3μmを1回塗布し、さらに熱可塑性保護層10を、3μm1回塗布して保護層とした。その上に熱可塑性接着層11を3μm塗工し、乾燥させてサンプルを作製した後、150mm×200mmのシート2枚に断裁した。
【0053】
その後の処理は、実施例1と同様の手順で行い、施した熱可塑性保護層10の中に不可視インキを混ぜ込んだ着色層13を積層させた非接型情報媒体付属冊子を得、サンプル3とした。
【0054】
(効果の確認)
実施例1と2において、多孔質熱可塑性基材の内側の面に水分および各種イオンの透過に影響を与える塗工面の表面粗さを測定した。その結果、図5で示すように実施例1のサンプル1では、表面粗さを示す平均表面粗さSaが2.67であったのと比較して、実施例2のサンプル2では1.09であることから、面あれを軽減することができ、平滑な塗工面を得たことを確認した。
【0055】
また、水分および各種イオンの透過について、内部のICチップ8やアンテナコイル7などを腐食させる要因の1つである5%食塩水を使用し、浸漬および塩水噴霧試験を行い、ICチップ8やアンテナコイル7の腐食程度が実施例1のサンプル1より実施例2のサンプル2の方が軽減され、通信不良が無いことを確認した。
【0056】
これらのことから、熱可塑性の保護層10を薄く積層した非接触情報媒体付属冊子では外部からの水分および各種イオンの透過を軽減でき、内部のICチップ8やアンテナコイル7などを腐食から防ぐことが可能であるため、発明の効果が確認された。
【0057】
実施例2と3において、非接触型情報媒体3の側面を可視光下にて目視で概観を比較したところ、どちらの着色層13も同色をしており、違いは見られなかった。次に、非接触型情報媒体の側面部に紫外光(例えばブラックライト)を照射して、同様に目視で確認したところ、サンプル2の着色層13は、色の可視光下時と変化はないのに対して、サンプル3は、着色層13の部分のみ黄緑色に発光していることを確認した。
【0058】
これらのことから、着色層13を設けることで、概観に変化を生じさせることなく、セキュリティを施すことができ、さらには簡便に偽造品との真贋判定が可能であるため、発明の効果が確認された。
【0059】
本発明は、上記実施の形態に限ることなく、その他、実施段階ではその要旨を逸脱しない範囲で種々の変形を実施し得ることが可能である。さらに、上記実施形態には、種々の段階の発明が含まれており、開示される複数の構成要件における適宜な組合せにより、種々の発明が抽出され得る。
【0060】
例えば実施形態に示される全構成要件から幾つかの構成要件が削除されても、発明が解決しようとする課題の欄で述べた課題が解決でき、発明の効果で述べられている効果が得られる場合には、この構成要件が削除された構成が発明として抽出され得る。
【産業上の利用可能性】
【0061】
本発明の非接触型情報媒体付属冊子は、保護層を積層するように塗工することで、塗工性能が向上すると共に、内部に挿入されたICチップおよびアンテナ部分を外部要因から防ぎ、既存の非接触型情報媒体付属冊子よりも耐性を備えた冊子を得ることができる。また、着色層を設けることで概観を損ねることなくセキュリティを施し、非破壊のまま偽造品かどうかの真贋判定を簡便に行うことができる。そのため、パスポートや通帳など耐性およびセキュリティ性を必要とする冊子に対して優れた実用上の効果を発揮する。
【符号の説明】
【0062】
1…表紙用部材
2…内貼り用紙
3…非接触型情報媒体
4…本文用紙
5…ICインレット
6…アンテナシート
7…アンテナコイル
8…ICチップ
9…基材
10…熱可塑性保護層
11…熱可塑性接着層
12…ホットメルト層
13…着色層
【技術分野】
【0001】
本発明は、少なくとも非接触型情報媒体、内貼り用紙、表紙用部材から成る冊子の非接触型情報媒体に塗布された熱可塑性保護層が、多孔質熱可塑性基材の内側の面に水分および各種イオンの透過を抑制する層として多層積層され、さらに、前記熱可塑性保護層または熱可塑性接着剤の少なくとも1層が着色されていて、側面からの真贋判定が可能な非接触型情報媒体付属冊子およびその製造方法に関する。
【背景技術】
【0002】
近年、非接触ICカードや非接触ICタグを用いたシステムが普及する中、例えばパスポートや預貯金通帳等冊子に、非接触ICモジュールとそれに接続されたアンテナからなるICインレットを外装基材で挟み込んで非接触型情報媒体とし、この非接触型情報媒体とカバークロスなどを用いた表紙用部材とを貼り合わせた上で、内貼り用紙と本文用紙を取り付けて装丁した、電子データの記入や印字が可能な非接触型情報媒体付属冊子が開発され公知となっている。
【0003】
この非接触型情報媒体付属冊子の一事例としては、第1の基材の上面側に、所定の広さの開口部を有する第2の基材が接着されて凹部が形成され、この凹部内にIC チップとこれに接続されたコイルアンテナが備えられ、前記第1の基材シートの下面側に接着層が設けられている非接触型情報媒体と、この非接触型情報媒体が裏表紙の内面に貼付されてなる非接触型情報媒体付属冊子がある(例えば、特許文献1参照)。
【0004】
一般に流通しているクレジットカードやICカードは、熱可塑性の基材、例えばPVCやPET−Gなどの基材の間にICおよびアンテナ等を挟みこみ、強い熱圧をかけることで基材を流動させて平滑にして得られた非接触型情報媒体を上記冊子の表又は裏の表紙と内貼り用紙の間に接着することで非接触型情報媒体付属冊子を作成することができる。
【0005】
非接触型情報媒体に使用する基材は、PVCやPET−Gなどのように熱圧によって流動するような基材ではなく、樹脂を発泡させることで得られる多孔質な熱可塑性の基材を用いるため、一般の材料より剛度が低く、柔軟な基材であり、またその基材に空隙があるため、様々な接着剤とのなじみも良い。
【0006】
さらに適度な圧力をかけることで凹凸も吸収する事が可能である。ところが、このような多孔質基材を積層して接着する際、高温高圧を加えて融着させようとするとその空隙自体もつぶれてしまうため、より低温低圧でも接着できるように基材に熱可塑性の接着剤を塗布するなどの処理が行われたりもする。この接着剤の融点が低ければ加工時に加えられる熱圧も低くて済み、多孔質基材のつぶれも抑えることができる。
【0007】
しかしながら、このような多孔質基材は、通気性が高く、水分や酸素、各種イオンなどを透過させてしまう可能性がある。上記非接触型情報媒体のアンテナには、アルミや銅が用いられるが、これらの金属は、水分に溶け込んだ塩化物イオンなどによって腐食が生じ、部分的な腐食による導電性の低下や腐食により電波の授受が阻害されて非接触型情報媒体が故障するという問題が生ずることもある(例えば、特許文献2参照)。
【0008】
また、非接触型情報媒体付属冊子の1つである電子パスポートを例に取ると、多くの偽造と変造が報告されており、それらの偽変造を防止するため、冊子に偽変造防止機能を付加させることが行なわれている。冊子の偽造を防止するためには、一般的に用いられている偽造防止技術を使用することができ、例えば見る角度によって色が変化するインキ(OVI)や、用紙自体に特殊な蛍光を発する糸を漉き込んだり、セキュリティスレッドを挿入したりすることも行なわれている。また、近年では、機械検知によって偽変造を判別するため、例えば特殊な波長で蛍光を発するようインキを印刷することなども行なわれている(例えば、特許文献3)。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2002−42068号公報
【特許文献2】特開2010−186294号公報
【特許文献3】特願2007−156657
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、かかる従来技術の問題点を解決するものであり、ICチップとアンテナコイルからなるICインレットを、保護層を塗布した多孔質基材の間に挟み込んで非接触型情報媒体とし、この非接触型情報媒体を表表紙または裏表紙に接着された非接触型情報媒体付属冊子において、表紙や用紙との接着性にすぐれ、かつ耐久性、耐偽変造性、耐水性、耐イオン性などの向上を図ることにある。
【0011】
また、ICカードに代表されるような非接触型情報媒体は、5年から10年の長期間使い続けることもあり、商材の通信信頼性や様々な要因からの耐性が求められている。その指標のひとつに耐塩水性があり、食塩水中に含まれる塩化物イオンなどが表紙用部材や基材を透過してICモジュールと接触し、部分的な腐食を起こし導電性の低下や電波の授受を阻害するといった問題を基材間に設けた保護層を積層して設けることで耐腐食性に優れた非接触媒体付属冊子を製造することができる。
【0012】
さらに、偽造が容易に行われてしまったり、偽装の痕跡が残りにくかったり、真贋判定を行うことが困難であるという問題があった。このような状況に対して、上で述べたような従来の偽変造防止技術は基本的には紙幣や有価証券、パスポート冊子など、紙をベースとした印刷物の偽変造を防止するものであり、上記のように非接触型情報媒体を取り代えたりするような変造には効果が少ない。
【0013】
そのため、前述のような従来には存在しなかった偽変造を防止するとともに、このような偽造品を容易に判断できるような偽変造防止技術の開発が必要とされており、2つの問題を同時に解決するような非接触型情報媒体付属冊子およびその製造方法が強く要請されている。
【課題を解決するための手段】
【0014】
本願請求項1に係る発明は、少なくとも、熱圧により接着形成された非接触型情報媒体と、前記非接触型情報媒体の一方の面に接着層を介して接着された内貼り用紙と、前記非接触型情報媒体の他方の面と接着層を介して接着された表紙用部材とを備え、前記非接触型情報媒体は、熱可塑性保護層および熱可塑性接着層が積層され、前記保護層が、多孔質熱可塑性基材の内側の面に水分および各種イオンの透過を抑制する層として多層積層され、前記熱可塑性保護層または熱可塑性接着剤の少なくとも1層が着色されていて側面からの真贋判定ができる非接触型情報媒体付属冊子にある。
【0015】
請求項2に係る発明は、前記非接型触情報媒体が、2枚以上の多孔質熱可塑性シートからなる基材にICインレットを挟み熱圧により接着形成されているとともに、内側の面に熱可塑性保護層が積層され、その上に熱可塑性接着層を設け、前記熱可塑性保護層または熱可塑性接着層のうち少なくとも1層が着色されたことを特徴とする請求項1記載の非接触型情報媒体付属冊子。
【0016】
請求項3に係る発明は、前記熱可塑性保護層および前記熱可塑性接着層が水系のエマルジョンまたはディスパージョンからなる熱可塑性接着剤を多孔質熱可塑性基材に塗布して得られることを特徴とする請求項1および2記載の非接触型情報媒体付属冊子。
【0017】
請求項4に係る発明は、前記熱可塑性保護層および前記熱可塑性接着層を着色するインキが、可視領域で着色されているインキもしくは、可視領域では不可視だが特定の光を照射すると可視領域の光を発する不可視インキを用いて層をなしていることを特徴とする請求項1から3記載の非接触型情報媒体付属冊子。
【0018】
請求項5に係る発明は、前記不可視インキが、紫外または赤外領域の光を照射することで励起され、可視領域の発光を伴い、目視での真贋判定ができることを特徴とする請求項1から4記載の非接触型情報媒体付属冊子。
【0019】
請求項6に係る発明は、少なくとも、熱圧により接着形成された非接触型情報媒体の一方の面に接着層を介して内貼り用紙を接着し、前記非接触型情報媒体の他方の面に前記接着層を介して表紙用部材を接着してなる非接触型情報媒体冊子の製造方法において、前記非接触型情報媒体は、熱可塑性保護層および熱可塑性接着層が積層され、前記熱可塑性保護層が、多孔質熱可塑性基材の内側の面に水分および各種イオンの透過を抑制する層として多層積層され、且つ、前記熱可塑性保護層または前記熱可塑性接着層の少なくとも1層が着色された層として多層積層されることを特徴とする。
【0020】
請求項7に係る発明は、前記非接型触情報媒体が、2枚以上の多孔質熱可塑性シートからなる基材にICインレットを挟み熱圧により接着形成されているとともに、内側の面に熱可塑性保護層が積層され、その上に熱可塑性接着層を設け、前記熱可塑性保護層または熱可塑性接着層のうち少なくとも1層が着色された層を設けることを特徴とする請求項6記載の非接触型情報媒体付属冊子の製造方法。
【発明の効果】
【0021】
請求項1に係る発明によれば、熱圧により加工された非接触型情報媒体を使用した冊子に対して、非接触媒体に保護層を積層させることで水分および各種イオンの透過を抑制することができるため、内部に挿入されているICチップやアンテナコイルの腐食を防ぎ、通信の妨げを回避することができ、さらに着色した層を設けることで側面から見たときに偽造品との区別がつき、真贋判定ができる。
【0022】
請求項2に係る発明によれば、多孔質の熱可塑性基材は水分や各種イオンを透過し易いことが懸念されるため、前記基材に熱可塑性保護層を薄く積層させることで塗布面が平滑かつ水分および各種イオンの透過を抑制することのできる面を構成することが重要であり、さらに、前記保護層上に熱可塑性接着層を塗布することで非接触型情報媒体を製造するにあたり、加工適性に優れた非接触媒体を作製することができる。
【0023】
請求項3に係る発明によれば、多孔質の熱可塑性基材に塗工する熱可塑性保護層および熱可塑性接着剤を形成する際に、水系のエマルジョンまたはディスパージョンを用いることで溶剤系の材料とは異なり環境および人体への負荷が少なく、作業性も向上させることができる。
【0024】
請求項4に係る発明によれば、熱可塑性保護層または熱可塑性接着層の少なくとも1層を着色することで、薄層として着色された層を内部に積層でき、外部からのダメージも軽減できるため耐久性を有したセキュリティを付加させることが可能になる。さらに、着色するインキに可視光下では目視ができない不可視インキを用いることで、目視で外部から見たときには着色されていない様に見えるため偽造する者に気づかれることはなく偽造防止機能を設けることができる。
【0025】
請求項5に係る発明によれば、セキュリティ性を向上させるために真贋判定用を行う着色層に用いるインキは、蛍光インキは可視光下では不可視だが、紫外領域または赤外領域の光を照射することで励起され可視領域の発光を伴うインキであれば種類は問わないが、これらの機能性色材を使用することで、簡便かつ迅速に偽造品の真贋判定を行うことができる。
【0026】
上記請求項1から5に係る発明によれば、ICおよびアンテナコイルを備えたアンテナシートを熱可塑性接着剤の塗布された多孔質熱可塑性基材に挟みこんで接着することにより、簡便で安定的な方法によって非接触型情報媒体を作成することができる。また、多孔質熱可塑性基材は空隙が大きく水分や酸素イオン、塩化物イオン、などの各種イオンや、その他の物質を容易に透過させてしまう特徴が有り、これらの物質により内部のICチップやアンテナが劣化する問題があるが、エチレン-メタクリル酸共重合体、エチレン-酢酸ビニル共重合樹脂、ポリエステル樹脂、アクリル、ナイロン、ポリアミド、ポリウレタン、ポリオレフィン樹脂、およびこれらの変性物のうち、少なくとも1種類以上の樹脂を主成分とするする熱可塑性保護層を積層することで問題物質の浸透を抑制し、内側のICチップやアンテナコイルを腐食から守ることができる。さらに、偽造品を見分けるための真贋判定の必要があり、熱可塑性保護層または熱可塑性接着層のうち少なくとも1層を着色する、特にことで側面から見たときに真贋判定が可能となる。着色する材料に不可視インキを用いることでセキュリティ性を向上させることができる。不可視インキは、可視光下では不可視だが、紫外領域または赤外領域の光を照射することで励起され可視領域の発光を伴うインキであれば種類は問わない。このような不可視インキを使用することで、概観上はセキュリティが施されていることに気づかないが、特定の波長の光を照射したときに断面を見ることで、非破壊のまま偽造品かどうか簡便かつ迅速に真贋判定を行うことができる。
【0027】
上記請求項6および請求項7の発明によれば、熱可塑性保護層をダイレクトグラビア印刷機の特徴である薄塗りを活かして薄く積層させることで、保護層を単層で厚く塗工した場合は塗工時の面荒れや塗工抜けが生じるとそのような塗工不良を回避することができなかったが、保護層を薄く積層させることで塗工不良が生じた場合も補うことができ、内側に挟み込んだICチップやアンテナコイルを腐食させてしまう問題物質の透過リスクを軽減することが可能となる。
【図面の簡単な説明】
【0028】
【図1】本発明の一実施の形態に係る非接触型情報媒体付属冊子を説明するために示した斜視図である。
【図2】熱可塑性保護層を単層としたときの非接触型情報媒体、クロスおよび冊子表紙を貼り合せた状態を示した断面図である。
【図3】熱可塑性保護層を積層としたときの非接触型情報媒体、クロスおよび冊子表紙を貼り合せた状態を示した断面図である。
【図4】熱可塑性保護層に不可視インキで着色した層を挟み込んだときの非接触型情報媒体、クロスおよび冊子表紙を貼り合せた一例を示した断面図である。
【図5】実施例1として作製したサンプル1と実施例2として作製したサンプル2の表面粗さの測定データを示した図である。
【発明を実施するための形態】
【0029】
以下、本発明の実施の形態に係る非接触型情報媒体付属冊子およびその製造方法について、図面を参照して詳細に説明する。
【0030】
図1は、本発明の一実施の形態に係る非接触型情報媒体付属冊子を示すもので、表紙用部材1とその内面に貼着する内貼り用紙2との間に非接触型情報媒体3を挟み込んで接着され、これに複数の本文用紙4が加えられて構成される。
【0031】
非接触型情報媒体の一部であるICインレット5は、図2または図3に示すように、アンテナシート6とアンテナコイル7とICチップ8とから構成され、2枚の基材9の間に挟み込まれることで非接触型情報媒体3が形成されている。
【0032】
ここで、図2では、水分および各種イオンの透過を抑制する層である保護層10を単層としているのに対して、図3では、保護層10を積層している。これらの上に接着層11を用いることで2枚の基材9を接着してICインレット5を作製している。さらに、表紙用部材1とホットメルト層12で接着することで非接触媒体付属冊子を構成している。
【0033】
ICインレット5においては、アンテナ基材上にエッチング方式やワイヤボンディング方式、印刷アンテナ方式などによってアンテナが形成される。このアンテナに、ICが溶接方式などによって接続される。また、アンテナシート6、アンテナコイル7、ICチップ8からなるICインレット5は、ICチップ自身の厚みや、アンテナの厚み、ジャンパ線とアンテナの接合部や、アンテナシート6自体の厚みなどにより、凹凸のあるシートとなっている。このICインレット5を基材9の間に挟んで非接触型情報媒体に加工する際、外観上はこれらの凹凸を無くすことが望ましい。
【0034】
基材9としては、例えば 、PVC、PET−Gなどだけではなく、多孔質熱可塑性基材を使用することができ、このような材料は一般にインクジェットやオフセットなどに対する印刷適性を付与した樹脂シート又は合成紙として市販されている。特に、基材9に多孔質熱可塑性基材を使用することで柔軟性のある非接触型情報媒体を形成することが可能となり、また、接着剤と良好な密着性を得ることができるため加工性に優れている。
【0035】
上記多孔質熱可塑性基材を使用する場合、図3に示すように2枚の基材9のそれぞれ内側にあたる部分に、あらかじめ熱可塑性の保護層10および熱可塑性の接着層11を塗布し、熱圧をかけることで接着させ、非接触型情報媒体3を得る。ここで、保護層10および接着層11に使用可能な熱可塑性の材料は、エチレン-酢酸ビニル共重合体系、エチレン-メタクリル酸共重合体系、ポリエステル系、アクリル系、ナイロン系、ポリアミド系、ポリウレタン系、ポリオレフィン系など、一般的な各種熱可塑性の樹脂を使用することができる。これらの中でも、特に水分に強く、酸素や塩化物イオンの透過を抑制するような塗膜を形成する樹脂、また熱や湿度により劣化し接着部分に剥がれを生じないものを使用する。これらの性能を両立させるために2種類以上の樹脂を混合して使用することも可能である。また、上記の樹脂を使用してエマルジョンやディスパージョンにした水系のヒートシール剤を用いる場合には、それらのヒートシール剤自体がアンテナ等に悪影響を与えないかについても注意が必要である。
【0036】
上記熱可塑性の材料を用いて保護層10の性能を発揮させるためには、塗工後の面性が重要なファクターである。塗工面を平滑にするために、薄層の積層塗工が利点であるダイレクトグラビア印刷を用いることで面あれを解消しつつ、インラインで塗工することができ、非接触媒体付属冊子の性能を向上させるだけでなく、加工する時の作業効率も併せて良くすることができる。
【0037】
塗工性能としては、多孔質熱可塑性基材の内側の面に水分および各種イオンの透過を抑制する層である保護層10を均一に必要な膜厚塗工することが求められる。この保護層10を単層で必要膜厚を塗工すると塗工面の凹凸や面の泳ぎが発生し、面あれを生じる場合がある。その一方で、薄く積層させて塗工することで、一層毎の面の凹凸を抑え、面あれを起こすことなく塗工することが可能である。さらには積層させることで、塗工抜けを防ぎ、直接外部からの水分および各種イオンの影響を抑制できるため内部のICチップ8とアンテナコイル7の腐食を防ぐことができる。
【0038】
また、熱可塑性保護層10や熱可塑性接着層11の材料には、加工工程や作業性の面から、塗工が容易で、乾燥後のブロッキングが生じにくく、耐久性の高いものが使用に適する。例えば、エチレン-メタクリル酸共重合体系の水系エマルジョン接着剤にエポキシ系架橋剤を添加したものや、ポリオレフィン系、アクリル系の接着剤などをグラビアコーターで塗工するなどで好適な性能を得ることができる。一方、一般的にポリエステル系の接着剤は湿度による加水分解が生じる可能性があり、エチレン-酢酸ビニル共重合体系接着剤は経時劣化し易いので注意が必要である。
【0039】
熱可塑性保護層10または熱可塑性接着層11の少なくとも1層を着色した着色層13の材料には、着色が可能な色材であればよい。しかし、セキュリティ性の要求されるものに対しては、可視光下では無色の不可視インキを用いることが必要で、紫外線または赤外線などの特定波長の光を照射することで不可視インキは励起され可視光の発光を伴うことが望ましい。また、耐性面を考慮すると染料よりも顔料の方が好適であるため、用途に応じて色材を選ぶ必要がある。
【0040】
また、非接触型情報媒体付属冊子は、非接触型情報媒体3を表紙用部材1と内貼り用紙2との間に挟み込んで接着し、冊子形状に加工されたものである。非接触型情報媒体3は内貼り用紙2と接着剤によって接着されるが、この接着剤は、作業性や環境の側面からも水系のエマルジョン接着剤を使用する場合が多く、また、実際にはこれまで冊子を製造してきた設備を使用することも多いので、布と紙の貼り合わせ用としての接着剤が選ばれてきた。仮に非接触型情報媒体付属冊子に使用する非接触型情報媒体3を、一般のICカードに使われるような外装基材、例えばPVCやPET−Gを使用して作成した場合、既存の設備および接着剤で内貼り用紙を接着することはできない上、剛度が高いことによる問題が生じる。このような問題を解決するため、多孔質熱可塑性シートを外装用基材として使用することで、様々なタイプの接着剤と良好な密着性を示し、かつ、凹凸が無く、柔軟な非接触型情報媒体付冊子を作成することができる。
【0041】
非接触型情報媒体3と表紙用部材1を接着する際には、体積変化の無い反応硬化型の接着剤を好適に用いることができる。仮に、体積変化のある乾燥硬化型の接着剤を使用した場合、非接触型情報媒体3の一部が凹んでいたとすると接着剤の使用量が多くなるため乾燥時の体積減少が大きくなり、表紙用部材1の外側に凹みが生じてしまうため外観上の問題となる。このような問題を解決するために体積変化の無い接着剤を使用することが望ましく、例えば、2液混合型エポキシ系接着剤、湿気硬化型シリコン系接着剤、1液硬化型ウレタン系接着剤、などが使用できる。また、エチレン-酢酸ビニル共重合体系、エチレン-メタクリル酸共重合体系、ポリエステル系、ポリアミド系、ポリウレタン系、ポリオレフィン系など、各種のホットメルト接着剤なども使用可能である。
【0042】
次に、本願発明による実施例1〜3としてサンプル1〜3を作製し、その効果を確認する。
【0043】
(実施例1)
ICインレットの作製:38μmのポリエチレンテレフタレート(PET)シートをアンテナシート6とし、両面にアルミ蒸着とアンテナ状のマスク層の印刷を行い、パターンエッチングによって表面にアンテナコイル7と裏面にジャンパ線を形成した。さらに、かしめ接合により、アンテナコイル7とジャンパ線を接合し、アンテナコイル7の接続端子部にICチップ8を溶接した。アンテナコイル7の外周は80mm×48mmで、内周は67mm×37mmである。さらに、アンテナコイル7の内側を65mm×35mmの大きさで打ち抜いて除去した。さらに、アンテナコイル7の外周およびICチップ8から2mm離れた輪郭を取ってその外側のアンテナシート基材を打ち抜いて除去しICインレットを得た。
【0044】
非接触型情報媒体の作製:基材9として、380μmの「TESLINシート」(PPG Industry社)を準備し、このシートの片面に熱可塑性保護層10を9μm塗布し、その上に熱可塑性接着層11を3μm塗工し、乾燥させてサンプルを作製した後、150mm×200mmのシート2枚に断裁した。
【0045】
上記で準備した片方の外装基材に上記ICインレット5を配置し、スポット加熱により固定した。さらにもう1枚の基材9を重ね合わせ、スポット加熱により固定した。この積層されたシートを2枚のSUS板に挟み込み加熱加圧することで接着して非接触型情報媒体3を得た。加熱加圧条件は、加熱部温度110℃以上160℃以下、圧力5Kgf/cm2以上30Kgf/cm2以下、処理時間15秒以上120秒以下の間で調整して、最適なものを選択した。
【0046】
非接触型情報媒体と表紙用部材との貼り合わせ:冊子表紙用クロスカバーを非接型情報媒体サイズに断裁し、表紙用部材1を得た。接着剤として湿気硬化型ホットメルトである「エスダイン」(積水フーラー社)をヒートロールコータで溶融させ、20g/m2の厚みで上記表紙用部材1に塗工した。ホットメルト層12が塗工された表紙用部材1に非接触型情報媒体3を接着させ、ローラで加圧し、その後エージングした。
【0047】
非接触型情報媒体冊子の作製:複数枚の本文用紙と一枚の内貼り用紙2を丁合いし、中央をミシンで縫うことで内貼り用紙が最外部に取り付けられた本文用紙4を作成した。上記で得られた、表紙用部材1が接着された非接触型情報媒体3に水系エマルジョン接着剤を20g/m2の厚みで塗工し、前記の内貼り用紙の裏側と接着した。得られた冊子を広げた状態で125mm×180mmに断裁し、非接型情報媒体サイズに断裁し、非接触型情報媒体3を得、サンプル1とした。
【0048】
(実施例2)
ICインレットの作製は実施例1と同様の手順で行った。
【0049】
非接触型情報媒体の作製:基材9として、380μmの「TESLINシート」(PPG Industry社)を準備し、このシートの片面に熱可塑性保護層10を3μmずつ3回塗布し、その上に熱可塑性接着層11を3μm塗工し、乾燥させてサンプルを作製した後、150mm×200mmのシート2枚に断裁した。
【0050】
その後の処理は、実施例1と同様の手順で行い、熱可塑性の保護層10を積層させた非接型情報媒体付属冊子を得、サンプル2とした。
【0051】
(実施例3)
ICインレットの作製は実施例1と同様の手順で行った。
【0052】
非接触型情報媒体の作製:基材9として、380μmの「TESLINシート」(PPG Industry社)を準備し、図4に示すようにシートの片面に熱可塑性保護層10、3μmを1回塗布し、不可視のUV蛍光剤を混ぜ込んだ着色層13、3μmを1回塗布し、さらに熱可塑性保護層10を、3μm1回塗布して保護層とした。その上に熱可塑性接着層11を3μm塗工し、乾燥させてサンプルを作製した後、150mm×200mmのシート2枚に断裁した。
【0053】
その後の処理は、実施例1と同様の手順で行い、施した熱可塑性保護層10の中に不可視インキを混ぜ込んだ着色層13を積層させた非接型情報媒体付属冊子を得、サンプル3とした。
【0054】
(効果の確認)
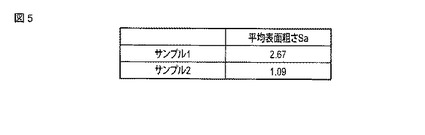
実施例1と2において、多孔質熱可塑性基材の内側の面に水分および各種イオンの透過に影響を与える塗工面の表面粗さを測定した。その結果、図5で示すように実施例1のサンプル1では、表面粗さを示す平均表面粗さSaが2.67であったのと比較して、実施例2のサンプル2では1.09であることから、面あれを軽減することができ、平滑な塗工面を得たことを確認した。
【0055】
また、水分および各種イオンの透過について、内部のICチップ8やアンテナコイル7などを腐食させる要因の1つである5%食塩水を使用し、浸漬および塩水噴霧試験を行い、ICチップ8やアンテナコイル7の腐食程度が実施例1のサンプル1より実施例2のサンプル2の方が軽減され、通信不良が無いことを確認した。
【0056】
これらのことから、熱可塑性の保護層10を薄く積層した非接触情報媒体付属冊子では外部からの水分および各種イオンの透過を軽減でき、内部のICチップ8やアンテナコイル7などを腐食から防ぐことが可能であるため、発明の効果が確認された。
【0057】
実施例2と3において、非接触型情報媒体3の側面を可視光下にて目視で概観を比較したところ、どちらの着色層13も同色をしており、違いは見られなかった。次に、非接触型情報媒体の側面部に紫外光(例えばブラックライト)を照射して、同様に目視で確認したところ、サンプル2の着色層13は、色の可視光下時と変化はないのに対して、サンプル3は、着色層13の部分のみ黄緑色に発光していることを確認した。
【0058】
これらのことから、着色層13を設けることで、概観に変化を生じさせることなく、セキュリティを施すことができ、さらには簡便に偽造品との真贋判定が可能であるため、発明の効果が確認された。
【0059】
本発明は、上記実施の形態に限ることなく、その他、実施段階ではその要旨を逸脱しない範囲で種々の変形を実施し得ることが可能である。さらに、上記実施形態には、種々の段階の発明が含まれており、開示される複数の構成要件における適宜な組合せにより、種々の発明が抽出され得る。
【0060】
例えば実施形態に示される全構成要件から幾つかの構成要件が削除されても、発明が解決しようとする課題の欄で述べた課題が解決でき、発明の効果で述べられている効果が得られる場合には、この構成要件が削除された構成が発明として抽出され得る。
【産業上の利用可能性】
【0061】
本発明の非接触型情報媒体付属冊子は、保護層を積層するように塗工することで、塗工性能が向上すると共に、内部に挿入されたICチップおよびアンテナ部分を外部要因から防ぎ、既存の非接触型情報媒体付属冊子よりも耐性を備えた冊子を得ることができる。また、着色層を設けることで概観を損ねることなくセキュリティを施し、非破壊のまま偽造品かどうかの真贋判定を簡便に行うことができる。そのため、パスポートや通帳など耐性およびセキュリティ性を必要とする冊子に対して優れた実用上の効果を発揮する。
【符号の説明】
【0062】
1…表紙用部材
2…内貼り用紙
3…非接触型情報媒体
4…本文用紙
5…ICインレット
6…アンテナシート
7…アンテナコイル
8…ICチップ
9…基材
10…熱可塑性保護層
11…熱可塑性接着層
12…ホットメルト層
13…着色層
【特許請求の範囲】
【請求項1】
少なくとも、熱圧により接着形成された非接触型情報媒体と、
前記非接触型情報媒体の一方の面に接着層を介して接着された内貼り用紙と、
前記非接触型情報媒体の他方の面と接着層を介して接着された表紙用部材とを具備し、
前記非接触型情報媒体は、熱可塑性保護層および熱可塑性接着層が積層され、前記熱可塑性保護層が、多孔質熱可塑性基材の内側の面に水分および各種イオンの透過を抑制する層として多層積層され、且つ、前記熱可塑性保護層または前記熱可塑性接着層の少なくとも1層が着色されていて、側面からの真贋判定ができることを特徴とする非接触型情報媒体付属冊子。
【請求項2】
前記非接型触情報媒体は、2枚以上の多孔質熱可塑性シートからなる基材にICインレットを挟み熱圧により接着形成されると共に、内側の面に熱可塑性保護層が積層され、その上に熱可塑性接着層を設け、前記熱可塑性保護層または前記熱可塑性接着層のうち少なくとも1層が着色されたことを特徴とする請求項1記載の非接触型情報媒体付属冊子。
【請求項3】
前記熱可塑性保護層および前記熱可塑性接着層は、水系のエマルジョンまたはディスパージョンからなる熱可塑性接着剤を多孔質熱可塑性基材に塗布して得られることを特徴とする請求項1または2記載の非接触型情報媒体付属冊子。
【請求項4】
前記熱可塑性保護層および前記熱可塑性接着層を着色するインキが、可視領域で着色されているインキもしくは、可視領域では不可視だが特定の光を照射すると可視領域の光を発する不可視インキを用いて層をなしていることを特徴とする請求項1乃至3のいずれか記載の非接触型情報媒体付属冊子。
【請求項5】
前記不可視インキが、紫外または赤外領域の光を照射することで励起され、可視領域の発光を伴い、目視での真贋判定ができることを特徴とする請求項1乃至4の何れか記載の非接触型情報媒体付属冊子。
【請求項6】
少なくとも、熱圧により接着形成された非接触型情報媒体の一方の面に接着層を介して内貼り用紙を接着し、前記非接触型情報媒体の他方の面に前記接着層を介して表紙用部材を接着してなる非接触型情報媒体冊子の製造方法において、
前記非接触型情報媒体は、熱可塑性保護層および熱可塑性接着層が積層され、前記熱可塑性保護層が、多孔質熱可塑性基材の内側の面に水分および各種イオンの透過を抑制する層として多層積層され、且つ、前記熱可塑性保護層または前記熱可塑性接着層の少なくとも1層が着色された層として多層積層されていることを特徴とする非接触型情報媒体冊子の製造方法。
【請求項7】
前記非接型触情報媒体が、2枚以上の多孔質熱可塑性シートからなる基材にICインレットを挟み熱圧により接着形成されるとともに、内側の面に熱可塑性保護層が積層され、その上に熱可塑性接着層を設け、前記熱可塑性保護層または前記熱可塑性接着層のうち少なくとも1層が着色された層を設けることを特徴とする請求項6記載の非接触型情報媒体付属冊子の製造方法。
【請求項1】
少なくとも、熱圧により接着形成された非接触型情報媒体と、
前記非接触型情報媒体の一方の面に接着層を介して接着された内貼り用紙と、
前記非接触型情報媒体の他方の面と接着層を介して接着された表紙用部材とを具備し、
前記非接触型情報媒体は、熱可塑性保護層および熱可塑性接着層が積層され、前記熱可塑性保護層が、多孔質熱可塑性基材の内側の面に水分および各種イオンの透過を抑制する層として多層積層され、且つ、前記熱可塑性保護層または前記熱可塑性接着層の少なくとも1層が着色されていて、側面からの真贋判定ができることを特徴とする非接触型情報媒体付属冊子。
【請求項2】
前記非接型触情報媒体は、2枚以上の多孔質熱可塑性シートからなる基材にICインレットを挟み熱圧により接着形成されると共に、内側の面に熱可塑性保護層が積層され、その上に熱可塑性接着層を設け、前記熱可塑性保護層または前記熱可塑性接着層のうち少なくとも1層が着色されたことを特徴とする請求項1記載の非接触型情報媒体付属冊子。
【請求項3】
前記熱可塑性保護層および前記熱可塑性接着層は、水系のエマルジョンまたはディスパージョンからなる熱可塑性接着剤を多孔質熱可塑性基材に塗布して得られることを特徴とする請求項1または2記載の非接触型情報媒体付属冊子。
【請求項4】
前記熱可塑性保護層および前記熱可塑性接着層を着色するインキが、可視領域で着色されているインキもしくは、可視領域では不可視だが特定の光を照射すると可視領域の光を発する不可視インキを用いて層をなしていることを特徴とする請求項1乃至3のいずれか記載の非接触型情報媒体付属冊子。
【請求項5】
前記不可視インキが、紫外または赤外領域の光を照射することで励起され、可視領域の発光を伴い、目視での真贋判定ができることを特徴とする請求項1乃至4の何れか記載の非接触型情報媒体付属冊子。
【請求項6】
少なくとも、熱圧により接着形成された非接触型情報媒体の一方の面に接着層を介して内貼り用紙を接着し、前記非接触型情報媒体の他方の面に前記接着層を介して表紙用部材を接着してなる非接触型情報媒体冊子の製造方法において、
前記非接触型情報媒体は、熱可塑性保護層および熱可塑性接着層が積層され、前記熱可塑性保護層が、多孔質熱可塑性基材の内側の面に水分および各種イオンの透過を抑制する層として多層積層され、且つ、前記熱可塑性保護層または前記熱可塑性接着層の少なくとも1層が着色された層として多層積層されていることを特徴とする非接触型情報媒体冊子の製造方法。
【請求項7】
前記非接型触情報媒体が、2枚以上の多孔質熱可塑性シートからなる基材にICインレットを挟み熱圧により接着形成されるとともに、内側の面に熱可塑性保護層が積層され、その上に熱可塑性接着層を設け、前記熱可塑性保護層または前記熱可塑性接着層のうち少なくとも1層が着色された層を設けることを特徴とする請求項6記載の非接触型情報媒体付属冊子の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−65262(P2013−65262A)
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願番号】特願2011−204855(P2011−204855)
【出願日】平成23年9月20日(2011.9.20)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願日】平成23年9月20日(2011.9.20)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]