
非接触通信媒体
【課題】ICモジュールのモールド部がインレイの基材に設けられた開口部から露出されている構成であっても、ICモジュールへの外部からの衝撃等の影響を低減し、故障や通信不良が発生する可能性を低減させた表面平滑性にすぐれた非接触通信媒体を提供すること。
【解決手段】第一の基材及び第二の基材と、第二の基材に形成されたアンテナと、該アンテナに接続されたICモジュールとを有する非接触通信媒体であって、ICモジュールのモールド部を露出させる開口部を有し、これを封止する保護テープの表の絶縁層面の幅が裏の接着層面の幅よりも大きいことを特徴とする非接触通信媒体。
【解決手段】第一の基材及び第二の基材と、第二の基材に形成されたアンテナと、該アンテナに接続されたICモジュールとを有する非接触通信媒体であって、ICモジュールのモールド部を露出させる開口部を有し、これを封止する保護テープの表の絶縁層面の幅が裏の接着層面の幅よりも大きいことを特徴とする非接触通信媒体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子パスポート等に用いる非接触通信媒体に関する。より詳しくは、基板上にアンテナを設け、これをICモジュールと接続し、外部の読み書き装置とデータ通信が可能な非接触通信媒体に関する。
【背景技術】
【0002】
従来から、基板上に巻線アンテナコイルを敷設し、これをICモジュールと接続し、外部の読み書き装置とデータ通信が可能なICカード、ICタグのような非接触通信媒体を形成する技術が知られている(特許文献1、特許文献2参照)。
これらの技術を利用して電子パスポートのような非接触通信媒体を製造する場合には形状の薄膜化と静電気および外部からの力に対する物理的耐性の面でいくつかの問題が残されていた。
【0003】
上記従来の技術においては、アンテナを備えたアンテナシートにICモジュールを実装したインレットという部材に、絶縁性の基材等を貼り合せて非接触通信媒体として用いる場合、ICチップが封止されたモールド部等の厚さにより、貼り合せた基材が膨らんでしまうため、ICモジュールを実装したインレットに、モールド部に対応する開口部を備えたインレイ基材を貼り合せて、モールド部を基材の開口部から露出させたインレイを用いている。
【0004】
ICカード等は、インレイの最外層が絶縁性の樹脂基材で挟まれラミネートされているために、開口部からモールド部が露出したインレイを用いる上述の構成であっても問題の発生は少ないが、特に、電子パスポート等の如く、インレイが最外層となりICモジュール部分が外気に晒される場合や、インレイが電気的に弱い紙媒体等でしか覆われていない場合には、ICモジュール部分が外部からの衝撃等の影響を受け易く、故障や通信不良が発生する原因となっていた。
【0005】
ICモジュールのモールド部がインレイの基材に設けられた開口部から露出している構成であっても、ICモジュールへの外部からの衝撃等の影響を低減し、故障や通信不良が発生する可能性を低減させた非接触通信媒体として、特許文献2においては、インレイの基材に設けられた開口部を、電気絶縁性、耐熱性、耐湿性を有する封止材で開口部を封止する方法が提案されている。
【0006】
このモジュール耐性向上のために設けられる封止材はたとえばポリエステルフィルム基材の片面に粘着剤を塗布したテープであり、モジュールのモールド部表面に保護のために設けられる。
この封止材を構成する基材フィルムとしては、ポリエステル系樹脂やポリプロピレン系樹脂、ポリエチレン系樹脂、ポリスチレン系樹脂、ポリイミド樹脂等を用いることが出来、特に二軸延伸ポリエステル樹脂を用いることが望ましい。
また、基材フィルムの片面に塗布する粘着剤はエポキシ樹脂のような接着剤を用いても良い。封止材の誘電率はたとえば約1εSから約5εS程度であることが望ましい。
【0007】
モジュール耐性向上のために用いられる封止材としてポリエステルフィルム基材の片面に粘着剤を塗布したテープ状の材料(保護テープ)を用いた場合に、必要な電気絶縁性、耐熱性、耐湿性を確保して外部からの衝撃にも耐えられる非接触通信媒体とするために、保護テープの寸法をインレイの基材に設けられた開口部よりもわずかに小さくすることで外部からの応力を分散させて衝撃による破壊を防止するという提案がなされている(特許
文献3)。
【0008】
この構成によれば、保護テープのMD方向の断面長さはインレイ基材に設けられた開口部とほぼ同じ寸法になる。
この場合には、保護テープをモジュール表面に圧着する製造時の加熱加圧工程において、保護テープ端面から接着剤が浸み出して製品表面にはみ出してしまう。その結果、製品表面に必要な平滑性、平面性が失われ、表面が汚染されるのみならず、耐性の低下を招くこととなる。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特許第3721520号公報
【特許文献2】特願2008−41134号
【特許文献3】特願2009−195556号
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、上記課題を解決するためになされたものであり、ICモジュールのモールド部がインレイの基材に設けられた開口部から露出されている構成であっても、ICモジュールへの外部からの衝撃等の影響を低減し、故障や通信不良が発生する可能性を低減させた表面平滑性にすぐれた非接触通信媒体を提供することが目的である。
【課題を解決するための手段】
【0011】
上記の課題を解決するために、本発明の非接触通信媒体は、
第一の基材及び第二の基材と、第二の基材に形成されたアンテナと、該アンテナに接続されたICモジュールとを有する非接触通信媒体であって、
該ICモジュールは、少なくともリードフレームと、該リードフレーム上に実装されたICチップと、該ICチップを封止してなるモールド部とを有し、
該第一の基材は、該モールド部を露出させる開口部を有し、
該第二の基材は、少なくとも該モールド部を収納するための、該モールド部より面積の大きい孔部を有し、
該モールド部を覆う形状に、絶縁層及び接着層を積層してなる保護テープが配置され、
かつ、保護テープの表の絶縁層面の幅が裏の接着層面の幅よりも大きいことを特徴とする非接触通信媒体である。
【0012】
また、本発明の非接触通信媒体は、該保護テープの横幅をx、縦幅をyとし、該第一の基材の開口部の横幅をa、縦幅をbとし、該第一基材の厚さをdとすると、
x<a+2d・・・(1)
y<b+2d・・・(2)
のうち少なくともいずれか一方の条件を満たすことを特徴とする非接触通信媒体である。
【0013】
また、本発明の非接触通信媒体は、前記(2)の条件のみを満たすことを特徴とする非接触通信媒体である。
【0014】
また、本発明の非接触通信媒体は、前記保護テープは、さらに、
x<a+2d−0.2mm・・・(3)
y<b+2d−0.2mm・・・(4)
のうち少なくともいずれか一方の条件を満たすことを特徴とする非接触通信媒体である。
【0015】
また、本発明の非接触通信媒体は、前記(4)の条件のみを満たすことを特徴とする非
接触通信媒体である。
【0016】
また、本発明の非接触通信媒体は、前記第一の基材の外表面と前記保護テープの外表面とが略平坦に形成されていることを特徴とする非接触通信媒体である。
【0017】
また、本発明の非接触通信媒体は、前記第一の基材の外表面と前記保護テープの外表面との段差が20μm以下であることを特徴とする非接触通信媒体である。
【0018】
また、本発明の非接触通信媒体は、前記保護テープの絶縁層及び接着層の少なくともいずれか一つの縦弾性係数は、前記モールド部の縦弾性係数よりも小さいことを特徴とする非接触通信媒体である。
【発明の効果】
【0019】
本発明によれば、ICモジュールのモールド部がインレイの基材に設けられた開口部から露出されている場合であっても、ICモジュール部分への外部からの衝撃等の悪影響を低減し、故障や通信不良が発生する可能性を低減した、表面平滑性にすぐれた非接触通信媒体を提供することが可能となる。
【図面の簡単な説明】
【0020】
【図1】非接触通信媒体の一実施形態例の概略断面図である。
【図2】非接触通信媒体のICモジュール部分の一実施形態例の概略図である。(a)は平面図、(b)は(a)のMD方向における断面図、(c)は(a)のCD方向における断面図である。
【図3】第二の基材であるアンテナシートの一実施形態例の概略図である。(a)は表面図、(b)は裏面図である。
【図4】非接触通信媒体における保護テープの形態例を示す断面略図である。(a)はMD方向における断面図、(b)はCD方向における断面図である。
【図5】本発明における保護テープの実施形態例を示す断面図である。(a)はMD方向における断面図、(b)はCD方向における断面図である。
【図6】本発明における数式(1)から(4)を説明するための図である。
【図7】本発明における非接触通信媒体が電子パスポートである場合の概要図である。
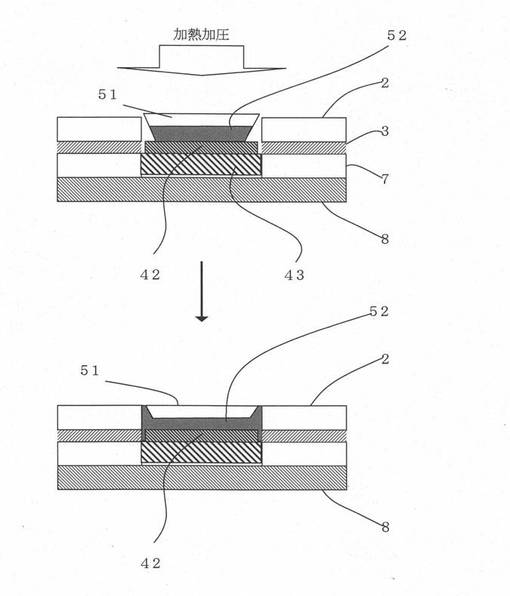
【図8】従来の保護テープでのICモジュール部分断面(MD方向)である。上は加熱加圧による圧接前、下は圧接後を示す。
【図9】本発明の保護テープを用いた非接触通信媒体のICモジュール部分断面(MD方向)である。上は加熱加圧による圧接前、下は圧接後を示す。
【発明を実施するための形態】
【0021】
次に、本発明の一実施形態を、必要に応じて図面を参照して説明する。
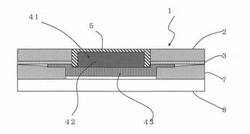
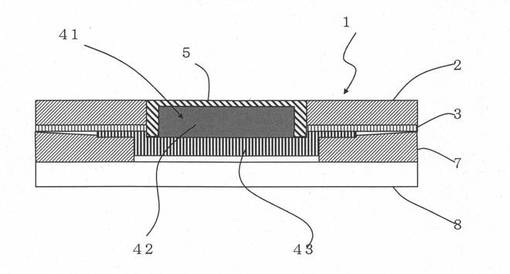
図1は本発明における非接触通信媒体の一実施例を示す概略断面図である。図1に示した如く、非接触通信媒体は、第一の基材、第二の基材、ICモジュールを有している。後述するように、第二の基材にはアンテナが形成され、ICモジュールと接続されている。
第一の基材にはICモジュールを露出させるための開口部が設けられており、ICモジュールのモールド部を覆うように保護テープが配置されている。
【0022】
図1に示す非接触通信媒体(1)は、第二の基材であるアンテナシート(3)と、アンテナ及びICモジュールとを有するインレットを、第一の基材(2)とインレイシート(7)とで挟持した構成である。
アンテナシート(3)には孔部が形成されており、ここにICモジュール(41)を嵌め込むようにしてアンテナとICモジュールとが接続されている。この非接触通信媒体は、インレイシートと第一の基材との間にインレットを挟み込み、ラミネート接合して一体化することで、所望の厚さに形成されている。
【0023】
第一の基材及びインレイシートとしては、例えば、絶縁性のプラスチックフィルム(PET−G:非結晶性コポリエステル、PVC:ポリ塩化ビニル等)あるいは絶縁性の合成紙(PPG社製のポリオレフィン系合成紙:商品名「Teslin」(登録商標)、あるいはユポ・コーポレーション社製のポリプロピレン系合成紙(商品名「YUPO」(登録商標))等の絶縁性シートが用いられる。
【0024】
ここで、上述の絶縁性シートは、可撓性プラスチックフィルムであることが望ましい。また、これらの厚さは例えば、約100μm〜約1000μm程度、好ましくは約100μm〜約500μm程度のものを用いることが出来る。
また、これにより、強度等、基材としての機能を十分に発揮することが出来るだけでなく、基材に十分な柔軟性を具備させて冊子形状の用途にも応用することが出来る。
【0025】
上記第一の基材の開口部、第二の基材の孔部は打ち抜き加工等により形成することが出来る。また、第一の基材と第二の基材とを貼り合せた後に、第一の基材の開口部と同様に第二の基材の孔部を封止してもよい。
また、この封止には、絶縁性を有する樹脂材料等を用いることが出来る。また、二液硬化型のエポキシ樹脂等の接着剤を用いることも出来る。
特に、耐衝撃性の弾性エポキシ樹脂を用いることで、ICモジュールを衝撃から保護することが出来る。
【0026】
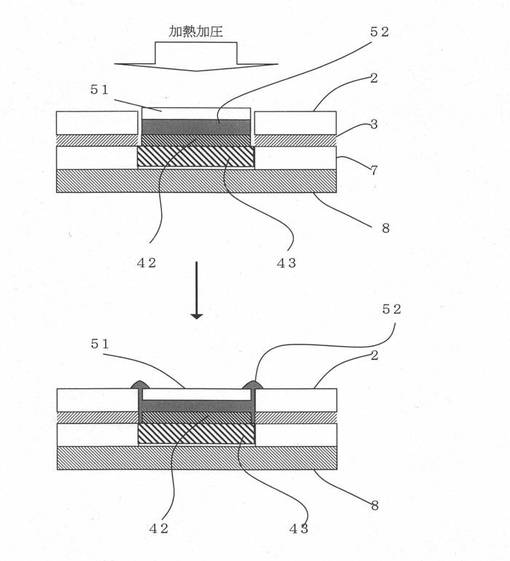
図8には従来の保護テープを用いた非接触通信媒体のICモジュール部分断面(MD方向)を示した。図9には本発明の保護テープを用いた非接触通信媒体のICモジュール部分断面(MD方向)を示した。
【0027】
モールド部(42)を覆う封止材である保護テープ(5)としては、例えば、電気絶縁性、耐熱性、耐湿性を有する絶縁層からなる保護テープ基材(51)と、接着層(52)とを有する樹脂テープを用いる。
このような絶縁層としては、ポリエステル系樹脂、ポリプロピレン系樹脂、ポリスチレン系樹脂、ポリイミド系樹脂等の樹脂材料を単独もしくは混合して用いることが出来、特に二軸延伸ポリエステル樹脂を用いることが好ましい。
【0028】
接着層としては、例えば、EVA(エチレンビニルアセテート樹脂)系、EAA(エチレンアクリル酸共重合樹脂)系、ポリエステル系、ポリウレタン系の熱可塑性樹脂等を用いることが出来る。また、アクリル系樹脂等の一般的な粘着剤を用いることが可能である。
接着層の厚さは、充分な粘着力を得るために20μm以上であることが望ましいが、粘着層の粘着力、保護テープ全体の厚み等を考慮し、適宜調節してよい。
【0029】
保護テープの厚みは全体として、25μm〜100μm程度であるとよく、さらには、80μm以下であるとより望ましい。保護テープが薄すぎると、封止効果が低下し、厚すぎると第一の基材と貼り合せた際に段差が発生するおそれがあるためである。
【0030】
また、本発明の非接触通信媒体に用いる保護テープは、第一の基材の外表面と保護テープの外表面とが連続して略平坦になるように形成され、第一の基材の外表面と封止材の外表面とが略面一になるように形成されている。
具体的に略平坦あるいは略面一とは、基材の外表面と封止材の外表面との段差が20μm以下であることが望ましい。
【0031】
非接触通信媒体の外表面を略平坦かつ略面一にするために、本発明の保護テープにおいてはその形状に従来と異なる特徴を持たせている。
従来の保護テープを用いた非接触通信媒体のICモジュール部分断面(MD方向)を参考のため図8に示した。
【0032】
図8の上図に示したように、従来の非接触通信媒体に用いられる保護テープはそのMD方向の断面寸法が第一の基材(2)に孔設された開口部の内側面とほぼ等しくわずかに小さく断裁されている。
また、通常は断裁面の角度は直角である。このために、保護テープ(5)をモールド部(42)の表面に加熱加圧して接合するときに、上記開口部の内側面と保護テープ外周の間のわずかな隙間に軟化した接着層(52)が侵入してさらに最表面に噴出して固化し、製品表面に凹凸や段差を形成してしまうことが起こる(図8下図参照)。
【0033】
保護テープの寸法をより小さくして、開口部の内側面と保護テープ外周の間の隙間を広げれば軟化した接着層が最表面に噴出することを防ぐのは可能であるが、隙間が充分に充填されずに間隔が空いたままでは保護テープを使用する目的の一つである静電気や水分の侵入防止が不完全になり耐性の低下につながるおそれがある。
【0034】
これに対して、本発明の非接触通信媒体においては、図9の上図に示したように、保護テープ(5)の断面形状を、絶縁層である保護テープ基材(51)の幅が接着層(52)の幅よりも大きくなるようにすることによって、保護テープ(5)をモールド部(42)の表面に加熱加圧して接合するときに、上記開口部の内側面と保護テープ外周の間のわずかな隙間に軟化した接着層(52)が侵入してもさらに最表面に噴出するまで至らない状態で固化する状態となるので、製品表面に凹凸や段差を形成することがない(図9下図参照)。
これによって、ICモジュール部分への外部からの衝撃等の悪影響を低減し、故障や通信不良が発生する可能性を低減した、表面平滑性にすぐれた非接触通信媒体を提供することが可能となる。
【0035】
保護テープ(5)の断面形状を、絶縁層である保護テープ基材(51)の幅が接着層(52)の幅よりも大きくなるようにする方法としては、通常のスリッター時にスリット刃の角度を変更するやり方が最も簡単である。
接着層の材質によっては、たとえばスリッタ済みの保護テープ絶縁層にそれより狭い幅で接着剤を塗布する等の他の方法が適切な場合もあるが、絶縁層の両端側が必要な程度薄くなるような方法であれば、どの方法でも構わない。
【0036】
また、保護テープとして樹脂材料を用いる場合には、樹脂材料の縦弾性係数がICモジュールのモールド部の縦弾性係数よりも小さいものを用いることが好ましい。また、保護テープとして粘着層を有する樹脂テープを用いる場合には、樹脂材料、粘着層のうち少なくともいずれか一層以上の縦弾性係数がICモジュールのモールド部の縦弾性係数よりも小さいものを用いることが好ましい。
【0037】
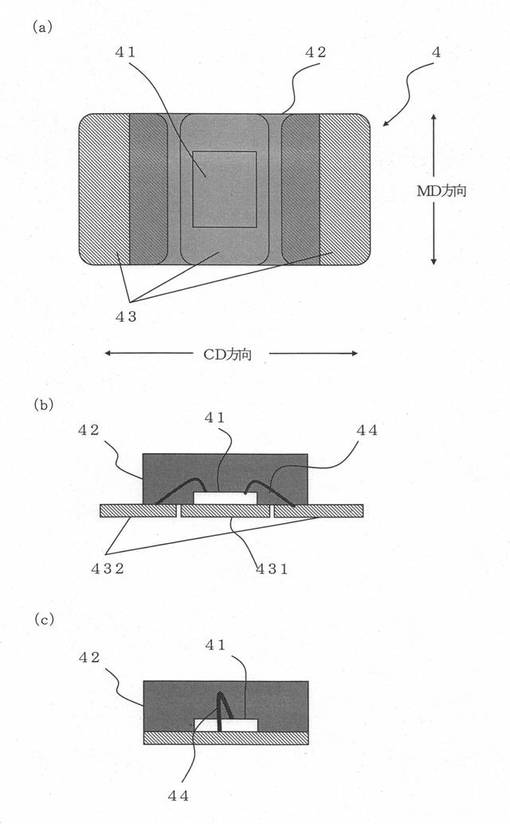
図2には、本発明の非接触通信媒体に用いられるICモジュールの断面図を示す。図2の上部の図(a)は本実施形態のICモジュールの平面図であり、図2の中部の図(b)は(a)のMD方向における断面図、図2の下部の図(c)は(a)のCD方向における断面図である。
【0038】
図2(a)および図2(b)に示すように、ICモジュール(4)は、リードフレーム(43)と、リードフレーム上に実装されたICチップ(41)と、ICチップを封止するモールド部(42)とにより形成されている。
【0039】
リードフレーム(43)は、例えば、銅糸を編んでフィルム状に形成し、銀メッキを施した銅糸金属フィルム等により形成されている。リードフレーム(43)は、ICチップを支持固定するダイパッド(431)と、ICチップの入出力パッドに接続される端子部(432)とを備えている。
【0040】
ダイパッド(431)は、ICチップの外形よりも一回り大きく形成され、ICチップの底部に固定されている。ダイパッドと端子部との間には隙間が形成され、電気的に絶縁されている。
端子部は、例えば、金(Au)等のボンディングワイヤ(44)を介してICチップの入出力パッド(図示せず)に接続されている。
【0041】
モールド部(42)は、例えば、エポキシ樹脂等の樹脂材料により形成され、ICチップ(41)、ICチップの入出力パッド、ボンディングワイヤ(44)、及び、端子部(432)とボンディングワイヤとの接続部等を覆うように形成されている。
また、モールド部はダイパッドと端子部との隙間にも充填されている。
ここで、ICモジュール(4)の厚さは、たとえば、約0.3mm程度に形成されている。
【0042】
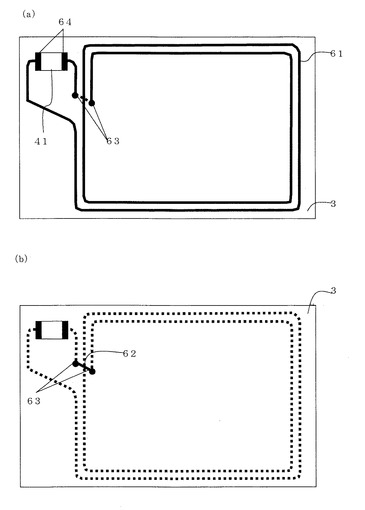
図3には、本発明の非接触通信媒体に用いられる第二の基材であるアンテナシートの例を示す。図3(a)はアンテナシートの表面図であり、図3(b)は裏面図である。
アンテナシート(3)は、例えば、PEN(ポリエチレンナフタレート)またはPET(ポリエチレンテレフタレート)により形成された可撓性を有する材料からなる。
アンテナシートの厚さは、例えば、約0.02mm〜約0.10mmの範囲から適宜選択される。図2に示したアンテナシートは、アンテナとしてエッチングアンテナを形成した例であり、アンテナシートの表面には、アンテナ(61)が、裏面にはジャンパー線(62)が形成されている。
【0043】
アンテナ(61)とジャンパー線(62)とは、それぞれに設けられた導通部(63)によって導通している。確実な導通が行なえようにするためには導通部は面積を広く形成しておくことが望ましい。
アンテナとジャンパー線の導通は、両側から挟むように圧力を加えてかしめ、アンテナシートを破るクリンピング加工によって行なわれるか、又は、スルーホールを形成して銀ペースト等の導電ペーストを充填する等して行なわれるが、アンテナとジャンパー線とが物理的または電気的に導通するのであればよく、その方法は限定しない。
【0044】
アンテナ(61)には、ICモジュール(41)と接続させるための接続部(64)を形成する。ICモジュールとの接続を容易にするため、接続部は面積を広く形成しておくことが望ましい。
アンテナ(61)の形状は、非接触通信媒体が使用する通信特性に対応する形状に形成すれば良く、アンテナの種類によっては、ジャンパー線をアンテナシートの表面に形成する場合や、ジャンパー線が不要な場合もあり、図3に示した形状に限定されるものではない。
【0045】
アンテナ及びジャンパー線は、例えば、アンテナシート(3)の表面にアルミニウム、銅、銀等の導電性の金属を厚さ約0.02mm〜0.05mm程度の薄膜状に形成しておき、この薄膜をエッチング等によりパターニングすることで形成したエッチングアンテナであることが好ましい。
理由は、インレットに繰り返し曲げが加わると、ICモジュールの端子部とアンテナシートの接続部とが接続された部分に繰り返し曲げによる応力が加わるため、エッチングアンテナのように可撓性が優れた被膜のほうが、特定の部位に応力が集中されることを防止出来るためである。
ただし、本発明におけるアンテナは、エッチングアンテナに限定されるものではなく、導電性のワイヤーからなる巻き線コイル、導電性インキを印刷により設けた印刷アンテナ等が使用できる。
【0046】
また、本発明の非接触通信媒体においては、アンテナシート(3)にもICモジュール(41)を収納するための孔部を設けることが望ましい。これによって、非接触通信媒体のさらなる薄型化と厚さの均一化が実現され、局所的な応力が作用することが防止され、曲げに対する耐性も向上する。
また、孔部にICモジュールのリードフレームまでを収容することによりICモジュールを固定することが出来る。また、アンテナのICモジュールと接続する部分は、接続を容易にする意味で面積を広くする等して接続部を形成しておくとよい。
【0047】
また、アンテナ(61)の接続部(64)の幅は、ICモジュール(41)の端子部の幅と略同等か、またはやや小さくなるように形成されていることが望ましい。これにより、応力を幅方向に分散させ、応力の集中を防止できる。
また、アンテナの接続部をICモジュールの端子部の幅方向の全幅に亘って接続することが出来、確実に接続させ、アンテナ及びインレットの信頼性を向上させることが出来る。
【0048】
また、アンテナの接続部の長さは、ICモジュールの端子部とアンテナの接続部とが重なる部分の長さよりも大きく形成されていることが望ましい。これにより、端子部のエッジは、アンテナ接続部の端部よりも内側の略中央部に位置するように接続される。このため、端子部のエッジは、アンテナコイルの幅よりも巾が拡大されたアンテナの接続部の略中央部に当接する。
【0049】
また、第二の基板の裏面に、アンテナの接続部の形成領域に対応して、アンテナの接続部を補強する補強用パターンを形成しても良い(図示せず)。これにより、アンテナの接続部を第二の基板とその裏面に形成された補強用パターンとの双方によって支持し補強することが出来る。
【0050】
したがって、ICモジュールの端子部とアンテナの接続部とが接続された部分に繰り返し曲げが加わった場合に、端子部のエッジを巾が拡大されたアンテナの接続部の略中央部によって受けることが出来る。
これにより、アンテナへの応力の集中を防止して、アンテナの断線を防止することが可能となる。
【0051】
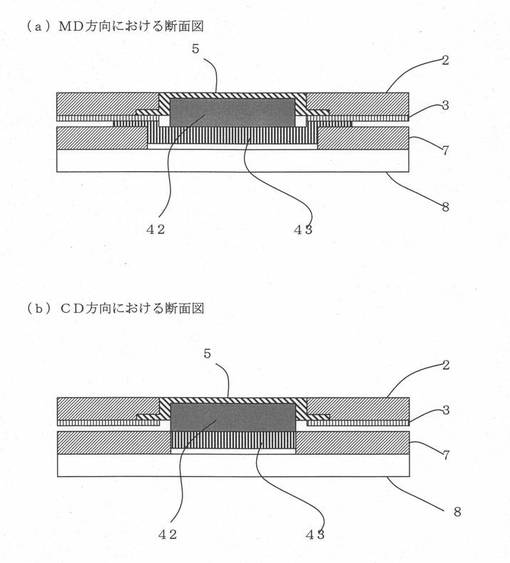
ここで、本発明の非接触通信媒体に用いる保護テープの寸法および配置の異なる例について、従来の非接触通信媒体の例として比較のために図4を、本発明の非接触通信媒体の例として図5を用いてさらに詳しく説明する。
図4及び図5においては、第二の基材であるアンテナシート(3)と、アンテナとICモジュールからなるインレット(図示せず)を、第一の基材(2)と、インレイシート(7)及びカバーシート(8)とで挟み込んだ非接触通信媒体の断面が示されている。
図4の(a)にはMD方向の断面が、(b)にはCD方向の断面が示されている。図5についても同様である。
【0052】
なお、図4及び図5に示した非接触通信媒体では、ICモジュール部分の薄型化のために、インレイシートにもICモジュールを収納するための孔部を設けてある。なお、孔部は必ずしもインレイシートを貫通する必要はなくICモジュールを収納する深さの凹部で
あっても良い。
【0053】
保護テープ(5)を、図4(a)及び(b)に示した如く、モールド部(42)だけでなく、アンテナシート(3)の一部にまでまたがるように貼り合せると、ICモジュールとアンテナシートとの接合強度が高まり、特にCD方向については、ICモジュールとアンテナの接続部との接合強度が高まるため望ましいが、一方で、保護テープ(5)が広く覆っているため、CD方向に線圧試験を行なった場合にはMD方向に、MD方向に線圧試験を行なった場合にはCD方向に、モールド部に応力が加わりやすく、亀裂が生じる原因となる。
【0054】
これは、線圧がICモジュールの下面からかかった際に、ICモジュールが上方向に押出される力が加わるが、保護テープ(5)がアンテナシート(3)に貼り合せられていると、アンテナシートは第一の基材(2)とインレイシート(7)等で挟み合わされてしっかりと固定されているため、力の逃げる場所がなくなり、モールド部に応力が加わるためである。
これに対して、保護テープ(5)の端部がアンテナシート(3)に接合されていなければ、ICモジュールが多少の可動性を有し、モールド部への応力の集中を防ぐことが可能となる。
【0055】
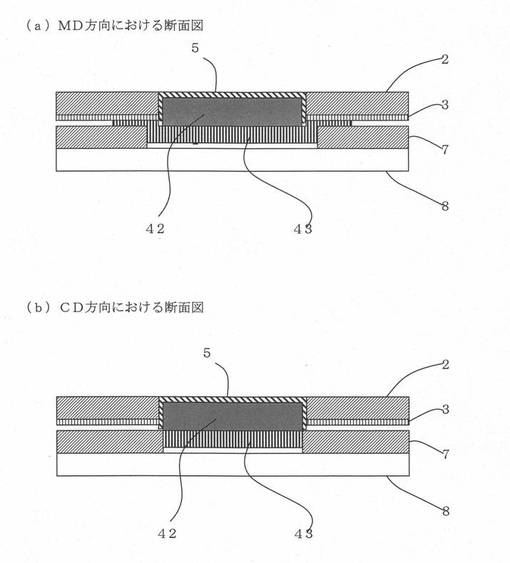
以上のような理由で、図5(a)及び(b)に示した如く、MD方向、CD方向の少なくとも一方については、保護テープがアンテナシートに接触しない大きさにすることが望ましい。
このためには、保護テープの横幅(CD方向)をx、縦幅(MD方向)をyとし、第一の基材の開口部の横幅をa、縦幅をbとし、第一の基材の厚さをdとして、
x<a+2d・・・(1)
y<b+2d・・・(2)
のうち少なくともいずれか一方の条件を満たす保護テープを用いると良い。
図6の上部には、保護テープ(5)の横幅xと縦幅yの関係を示す図を、下部には、第一の基材の開口部の横幅aと縦幅bの関係を示すアンテナシートの一例の表面図を示した。
保護テープ(5)はICモジュール(41)の表面に加熱加圧圧着される。
【0056】
上記の(1)、(2)の条件は、保護テープが第一の基材の開口部の内側面によりモールド部の両側面に押さえつけられることで、モールド部の両側面に接着することを考慮したものである。
これらの条件を満たせば、保護テープの端部が図4のようにアンテナシートに接合することがなく、第一の基材の開口部の内側面により押さえつけられていない部分が、図5のように自然にぶら下がる、若しくは何らかのはずみでモールド部の側面に接着する等すれば、当然アンテナシートには接触せず、たとえ、まっすぐ水平方向に広がる形態をとったとしても、アンテナシートに接触することはない。
【0057】
よって、条件(1)、(2)の少なくともいずれか一方の条件を満たす保護テープを用いると、MD方向、CD方向の少なくともいずれか一方においては、確実にアンテナシートに接触することを防止することが出来、線圧試験を行なった際に、モールド部に応力が加わり、亀裂が生じることを防止することが可能となる。
【0058】
また、(1),(2)は少なくともいずれか一方の条件を満たせば良いが、特に(2)の条件のみを満たすことがより望ましい。これは、CD方向はダイパットの長辺方向であり、端子部がモールド部からはみ出すように形成されており、ここでアンテナの接続部と接続されるため、保護テープで覆うことにより静電気の侵入を確実に防ぐことを優先する
ほうが望ましいためである。
【0059】
MD方向での条件を満たすと、CD方向から線圧がかかった際のモールド部への亀裂の発生を防ぐことが可能となるため、非接触通信媒体が、製造工程や実使用で機械に通される場合等に、ローラーで押さえつけられる等による線圧がかかることが多いと想定される方向をCD方向として、非接触通信媒体へのICモジュールの配置の向きを決定すると良い。
【0060】
また、この条件は、第一の基材の表面と保護テープの表面とは略平坦に形成されていること、及び、保護テープの厚さはモールド部の横幅等と比較すると、ごく微細な厚さであること、等を考慮したものである。
【0061】
上記の(1)、(2)からさらに、製造設備の精度を考慮する。
第二の基材へのICモジュールの貼り込みの精度が、一般的に最大で±0.1mmであり、ICモジュールに対する保護テープの貼り込みの精度が、一般的に最大で±0.1mmであることを考慮すると、第二の基材に対する保護テープの貼り込みの精度は最大で±0.2mmである。
【0062】
よって、保護テープの横幅x、縦幅yは
x<a+2d−0.2mm・・・(3)
y<b+2d−0.2mm・・・(4)
のうち少なくともいずれか一方の条件を満たす保護テープを用いるとさらに望ましい。
これにより、第二の基材に対して保護テープの貼り合せが最大で0.2mmずれた場合であっても、保護テープがアンテナシートに接触することを確実に防止することが可能となる。
数式(3)、(4)についても数式(1)、(2)と同様に少なくともいずれか一方の条件を満たしていれば良いが、さらに好ましくは、数式(4)のみを満たしていると良い。
【0063】
なお、保護テープはモールド部の外表面の全面を覆っていることが望ましく、最低でもモールド部の表面の縦幅及び横幅の双方について、90%以上を覆っていることが望ましい。これは、製造設備の精度により保護テープの貼り合せがずれた場合であっても同様である。
【0064】
つぎに、この実施の形態の作用について説明する。
本実施形態の非接触通信媒体では、図1に示すように、第一の基材にICモジュールのモールド部を露出させるための開口部が形成され、モールド部を覆うように絶縁層を有する保護テープが貼り合わされている。
そのため、ICモジュール部分への静電気の侵入による悪影響の発生を低減することが可能になる。
【0065】
また、保護テープ(5)の断面形状を、絶縁層である保護テープ基材(51)の幅が接着層(52)の幅よりも大きくなるようにすることによって、保護テープをモールド部の表面に加熱加圧して接合するときに、上記開口部の内側面と保護テープ外周の間のわずかな隙間に軟化した接着層が侵入してもさらに最表面に噴出するまで至らない状態で固化し、製品表面に凹凸や段差を形成することがない。
これによって、ICモジュール部分への外部からの衝撃等の悪影響を低減し、故障や通信不良が発生する可能性を低減した、表面平滑性にすぐれた非接触通信媒体を提供することが可能となる。
【0066】
また、保護テープにより第一の基材の開口部とモールド部との隙間を埋めることで、ボールペン試験等の平坦性試験時に隙間により引っ掛かりが生じることを防止して、第一の基材の外表面と封止材の外表面とからなる非接触通信媒体の外表面の平坦性、平滑性を向上させることが出来る。
【0067】
また、保護テープ(5)は、ICモジュールの外表面を覆うように配置され、第一の基材(2)の外表面と保護テープの外表面とが連続して略平坦かつ略面一に形成されている。
そのため、第一の基材の外表面と、モールド部の外表面を含むICモジュールの外表面との間に段差が生じた場合であっても、第一の基材の外表面と保護テープの外表面とを略面一にするこ とが出来る。
したがって、第一の基材の外表面と保護テープの外表面とからなる非接触通信媒体の外表面の平坦性、平滑性を向上させることが出来る。
【0068】
また、第一の基材の外表面と保護テープの外表面との段差が20μm以下に形成されているので、第一の基材の外表面と保護テープの外表面とからなる非接触通信媒体の外表面を略平坦かつ面一にすることが出来、ボールペン試験等の平坦性試験の合格規準を十分に満足させることが出来る。
また、段差は15μm以下であることがより好ましい。これにより、ボールペン試験の不良率をほぼ0%にすることが出来る。
【0069】
また、保護テープとして樹脂テープを用いているため、保護テープの配置を容易にして非接触通信媒体の製造工程を簡略化し、歩留まりを向上させ、製造コストを低減することが出来る。
【0070】
また、保護テープとして、絶縁層または粘着層の縦弾性係数がICモジュールのモールド部の縦弾性係数よりも小さい樹脂テープを用いると、非接触通信媒体に加わった衝撃が保護テープに弾性エネルギーとして分散する。これにより、ICモジュールに加わる衝撃
を低減するという効果も得られる。
【0071】
また、保護テープがICモジュールのモールド部に比べて弾性変形しやすくなる故、ボールペン試験において、第一の基材の外表面がボールペンのペン先から受ける外力によって変形して沈み込んだ場合であっても、ペン先が第一の基材の外表面上から保護テープの外表面上へと移動する際に、保護テープが第一の基材の外表面と保護テープの外表面との段差を低減する方向へ弾性変形する。
これにより、第一の基材の外表面と保護テープの外表面との段差によるボールペンのペン先進行方向への応力を低減することが出来る。
【0072】
さらに、保護テープのサイズを、少なくともMD方向、CD方向のいずれか一方では第二の基材に接触しないサイズに限定することにより、線圧試験を行なった際に、モールド部に応力が加わり、亀裂が生じることを防止することが可能になる。
合わせて、第二の基材へのICモジュールの貼り合せ、ICモジュールへの保護テープの貼り合せ等の際に発生する、製造設備の精度に起因するズレを考慮した保護テープのサイズにすると、より確実に保護テープが第二の基材に接触することを防止することが可能になる。
【0073】
以上説明したように、本実施形態の非接触通信媒体によれば、ICモジュールへの静電気の侵入を防止することが出来、外表面の平坦性の要求を満足することが出来、さらにモールド部の亀裂の発生を防止することが可能となる。
【0074】
次に、本実施形態の非接触通信媒体の製造方法の一例について説明する。
ここでは、非接触通信媒体が、図1に示したような、第一の基材と、第二の基材であるアンテナシートにアンテナ及びICモジュールが設けられたインレットと、インレイシートを有する場合について説明する。
【0075】
ここで、非接触通信媒体の製造方法としては、例えば、まず、アンテナを形成したアンテナシートの孔部にICモジュールを配置しアンテナと接続させてインレットを形成し、ICモジュールのモールド部を保護テープで覆う。
保護テープは絶縁層に接着層を積層したフィルムを両端の断面が45度の角度になるように絶縁層の幅を広くスリットしたものを用いる。
ついで、これをインレイシートと、第一の基材とで挟み、第一の基材に設けられた開口部にICモジュールを収納するように重ね合わせる。
【0076】
次に、第一の基材及びインレイシートを外側から押圧して互いに押し付けて圧縮するプレス工程を行なう。
このプレス工程により、第一の基材、インレット、インレイシートおよび開口部内の保護テープが圧縮されるとともに、第一の基材の外表面と保護テープの外表面とが略平坦かつ略面一に形成される。
このときに保護テープの幅両端は接着層の厚さが少なくなっているので隙間からあふれて表面に噴出することがない。
【0077】
また、第一の基材およびインレイシートとして合成紙を用いる場合には、インレットと第一の基材およびインレイシートとの接合方法として、接着剤をインレットのアンテナシート、あるいは第一の基材およびインレイシートのアンテナシートに接する面に塗布しておき、例えば、約70℃〜140℃程度の比較的低温度で接合する接着ラミネート法を用いる。
【0078】
接着剤としては、例えば、EVA(エチレンビニルアセテート樹脂)系、EAA(エチレンアクリル酸共重合樹脂)系、ポリエステル系、ポリウレタン系等を用いることが出来る。また、接着剤を塗布する代わりに、上記の接着剤に用いられる樹脂を使用した接着シートをアンテナシートと第一の基材及びインレイシートとの間に挟んで使用することも出来る。
【0079】
第一の基材およびインレイシートとして上記の熱可塑性のプラスチックフィルムを用いる場合には、インレットと第一の基材およびインレイシートとの接合方法として、両者を加圧しながら第一の基材およびインレイシートの軟化温度を超える温度、例えば、約130℃〜170℃程度に加熱することにより溶融接合する熱ラミネート法を用いる。また、熱ラミネート法を用いる場合も、溶融接合を確実にするために上述の接着剤を併用しても良い。
【0080】
インレットと第一の基材及びインレイシートとが接合された後、一体化された第一の基材及びインレイシートとインレットとを所望の形状に外形加工する。
以上により図1に示す非接触通信媒体を製造することが出来る。
【0081】
上述の実施形態では、非接触通信媒体の製造時にプレス工程を導入したが、プレス工程は行なわなくてもよい。
プレス工程を行なわなくても、ICモジュールと基材の開口部の内側面との間の隙間を保護テープによって埋めることが可能である。プレス工程以外にも例えば、ローラーやスクレーバー等を用いることにより基材の外表面と保護テープの外表面を平坦に形成することが出来る。
【0082】
ここで、第一の基材及びインレイシートの軟化温度は、PET−Gは約100℃〜150℃、PVCは約80℃〜100℃程度である。
一方、第二の基材であるアンテナシートは、上述の実施形態の例で説明したように、PENまたはPETにより形成されている。PENの軟化温度は約269℃程度であり、PETの軟化温度は約258℃程度となっている。したがって、従来アンテナシートとして用いられていたPET−G等の低軟化点の熱可塑性材料と比較して、耐熱温度を上昇させることが出来る。
【0083】
この場合は、第一の基材、第二の基材であるアンテナシート、インレイシートを約130℃〜170℃程度に加熱すると、第一の基材及びインレイシートは軟化するが、アンテナシートは軟化しない。これにより、アンテナシートを備えたインレットと第一の基材及びインレイシートとを積層して熱ラミネート法により接合する際に、アンテナシートに熱が加わった場合であっても、アンテナシートが可塑化して流動することを防止できる。したがって、アンテナシートの流動によるアンテナの移動を防止し、データ通信の信頼性を向上させることが出来る。
【0084】
また、万が一、アンテナシートが軟化温度を超えて加熱され、可塑化して流動した場合には、アンテナコイルがエッチングアンテナで形成されていると、アンテナとアンテナシートとの接触面積が増大し、アンテナの流動抵抗を大きくすることが出来る。したがって、アンテナシートの流動によるアンテナの移動を防止し、データ通信の信頼性を向上させることが出来る。
【0085】
次に、本発明における非接触通信媒体の一例として、電子パスポートについて説明する。
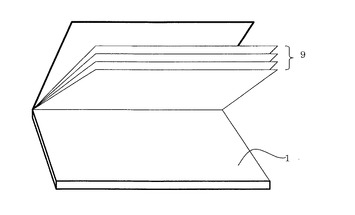
図7に示すように、電子パスポートは、表紙として上述の非接触通信媒体(1)を備え、表紙の間に冊子部(9)を挟みこんだ構成となっている。非接触通信媒体には、一方の面に電子パスポートの表紙となるカバー材が接合されている。
【0086】
非接触通信媒体の第二の基材であるアンテナシートの下層にインレイシートを設け、さらにその下層にカバーシートを接合したシートを用いることで、非接触通信媒体を備えた電子パスポートの外観および質感を従来のパスポートと同等のものとすることが出来る。
また、非接触通信媒体は静電気の侵入が防止され、外表面の平坦性が向上されているので、データ通信の信頼性が高く、文字の記入性やスタンプの印字性が向上され、外観が良好な電子パスポートを提供することが出来る。
【0087】
また、第二の基材としてカバーシートのみを用い、カバーシートに直接アンテナを形成するようにすると、非接触通信媒体をさらに薄型化し、より柔軟性を具備させることが可能となる。
本発明の非接触通信媒体は、電子パスポート以外にも、例えば、電子身分証明書類、各種活動履歴電子確認書類等に用いることが出来る。
【実施例】
【0088】
<実施例1>
第一の基材として厚さ178μmで、ICモジュールが配置される部分に開口部を有するポリオレフィン系合成紙を用い、第二の基材としてアンテナシートを、インレイシートとして厚さ178μmのポリオレフィン系合成紙を用いて非接触通信媒体を作成した。
まず、アンテナ及び孔部を形成したアンテナシートの孔部にICモジュールを嵌め込み、アンテナと接続させてインレットを得た。
【0089】
その後、第一の基材及びインレイシートにエマルジョン接着剤(EAA)を塗布し、インレットのICモジュール上に絶縁層と接着層からなる保護テープをモールド部を覆う形態で配置し、ICモジュールと第一の基材の開口部の位置が合うように、第一の基材とインレイシートとでアンテナシートを挟んで貼り合せ、加圧することにより非接触通信媒体を作成した。
【0090】
保護テープとしては、厚さ25μmのポリエステルフィルムからなる絶縁層に厚さ25μmの粘着層を積層したフィルムを端面が45度で絶縁層側が広くなるようにスリットした樹脂テープを用いた。
この非接触通信媒体において、モールド部のサイズが縦×横で4.8mm×5.1mm、第一の基材の開口部のサイズが5.2mm×5.3mmであるのに対し、保護テープのサイズは5mm×13mmとした。
【0091】
<比較例1>
保護テープとして、厚さ25μmのポリエステルフィルムからなる絶縁層に厚さ25μmの粘着層を積層したフィルムを端面が90度で絶縁層側と接着層側の幅が同じとなる通常のスリットを行なって作成した樹脂テープを用いた他は実施例1と同様にして非接触通信媒体を作成した。
【0092】
得られた非接触通信媒体の断面を電子顕微鏡で測定したところ、実施例1の非接触通信媒体では第一の基材の開口部の内側面とICモジュールのモールド部との間に隙間はなく、ICモジュールを覆う保護テープの外表面と第一の基材の外表面との段差は20μm以下で保護テープの接着層の表面への滲み出しもなかった。
これに対して比較例1の非接触通信媒体では第一の基材の開口部の内側面とICモジュールのモールド部との間に隙間はなく、ICモジュールを覆う保護テープの外表面と第一の基材の外表面との段差は20μm以下であったが、保護テープの接着層の表面への滲み出しが顕著であった。
【0093】
次に、得られた非接触通信媒体に対して、ISO10373−7、JIS X6305−7に準拠して静電気試験を行なった。
まず、第一の基材を上側にし、非接触通信媒体の長方形状の長辺方向を左右方向、短辺方向を上下方向として、開口部が平面視で長方形の右上の角に位置するように配置する。
そして、開口部が形成された基材の外表面から、+6kV、−6kV、+8kV、−8kVの電圧を順次印加した。
このとき、異なる電圧を印加するたびに、ICチップの基本動作を確認し、非接触通信媒体の通信応答を測定した。
【0094】
電圧を印加する位置は、アンテナコイルを外周とする横長の長方形の領域を縦方向に4分割、横方向に5分割した縦×横が4×5の合計20の領域のそれぞれ(位置20)と、ICモジュールのモールド部の中央(位置中央)と、開口部の左側の基材上(位置左)と、開口部の右側の基材上(位置右)と、開口部の上側の基材上(位置上)と、開口部の下側の基材上(位置下)と、の計25箇所として、順次測定を行なった。
上記の静電気試験の測定の結果、実施例1および比較例1のいずれにおいても、すべての印加電圧およびすべての場所で良好な通信応答が得られた。
【0095】
次に、得られた非接触通信媒体に対してボールペン試験を行なった。ボールペン試験は、第一の基材の外表面において、ボールペンを用い、アンテナコイルの長辺方向に沿って、ICモジュール上を通過するようにボールペンを走行させた。
ボール直径が1mmの市販のボールペンを用いて、荷重600g、速度25mm/secにてボールペンを走行させ、25往復後に、ICチップの基本動作を確認し、非接触通
信媒体の通信応答を測定した。
上記のボールペン試験の結果、実施例1においては通信応答性は良好であったが、比較例1においては通信応答不良が発生した。
【0096】
さらに、得られた非接触通信媒体に対してスタンプ試験を行ない、開口部が形成された第一の基材の外表面にスタンプを用いて荷重をかけた。
用いたスタンプのポンチ先端直径は10mmで、荷重250g、落下高さ320mmにて50回衝撃後に、ICチップの基本動作を確認し、非接触通信媒体の通信応答を測定した。
上記のスタンプ試験の結果、実施例1においては通信応答性は良好であったが、比較例1においては通信応答不良が発生した。
【0097】
さらにまた、得られた非接触通信媒体に対してCD方向での線圧試験を行なった。
この線圧試験においては、サンプルのカバーシートが治具に接する方向で、モールド中央部を治具の辺の中央になるように配置し、サンプルの端部から荷重をかけて引っ張った。
用いた治具は幅50mm、r=2.5の直角の金属製であり、荷重250Nで引っ張った後に、ICチップの基本動作を確認し、モールド部への亀裂の発生の有無を検査した。
上記の線圧試験の結果、実施例1と比較例1においてはモールド部に亀裂は発生しなかった。
【0098】
以上の結果から、両端が45度にカットされた保護テープを用いた、実施例の非接触通信媒体によれば、ICチップへ静電気が侵入することを防止することが出来た。
さらに、外表面の平坦性と平滑性の要求を満たすことで、ボールペン試験やスタンプ試験における不良の発生を防ぐことが出来た。
さらにまた、保護テープが第二の基材に接触することを防止して、線圧試験におけるモールド部の亀裂の発生を防ぐことが出来た。
【0099】
一方、両端が直角にカットされた通常の保護テープを用いた比較例の非接触通信媒体によれば、静電気試験、線圧試験以外の各試験を実施した後に、通信応答不良が発生する確率が極めて高い。
【産業上の利用可能性】
【0100】
上述の実施形態では、非接触通信媒体の一実施例として電子パスポートを例に挙げて説明したが、本発明の非接触通信媒体は、電子パスポート以外にも、例えば、電子身分証明書類、各種活動履歴電子確認書類等に用いることが出来る。
【符号の説明】
【0101】
1………非接触通信媒体
2………第一の基材
3………第二の基材(アンテナシート)
4………ICモジュール
41……ICチップ
42……モールド部
43……リードフレーム
431…ダイパッド
432…端子部
44……ボンディングワイヤ
5………保護テープ
51……保護テープ絶縁層
52……保護テープ接着層
61……アンテナ
62……ジャンパー線
63……導通部
64……接続部
7………インレイシート
8………カバーシート
9………冊子部
【技術分野】
【0001】
本発明は、電子パスポート等に用いる非接触通信媒体に関する。より詳しくは、基板上にアンテナを設け、これをICモジュールと接続し、外部の読み書き装置とデータ通信が可能な非接触通信媒体に関する。
【背景技術】
【0002】
従来から、基板上に巻線アンテナコイルを敷設し、これをICモジュールと接続し、外部の読み書き装置とデータ通信が可能なICカード、ICタグのような非接触通信媒体を形成する技術が知られている(特許文献1、特許文献2参照)。
これらの技術を利用して電子パスポートのような非接触通信媒体を製造する場合には形状の薄膜化と静電気および外部からの力に対する物理的耐性の面でいくつかの問題が残されていた。
【0003】
上記従来の技術においては、アンテナを備えたアンテナシートにICモジュールを実装したインレットという部材に、絶縁性の基材等を貼り合せて非接触通信媒体として用いる場合、ICチップが封止されたモールド部等の厚さにより、貼り合せた基材が膨らんでしまうため、ICモジュールを実装したインレットに、モールド部に対応する開口部を備えたインレイ基材を貼り合せて、モールド部を基材の開口部から露出させたインレイを用いている。
【0004】
ICカード等は、インレイの最外層が絶縁性の樹脂基材で挟まれラミネートされているために、開口部からモールド部が露出したインレイを用いる上述の構成であっても問題の発生は少ないが、特に、電子パスポート等の如く、インレイが最外層となりICモジュール部分が外気に晒される場合や、インレイが電気的に弱い紙媒体等でしか覆われていない場合には、ICモジュール部分が外部からの衝撃等の影響を受け易く、故障や通信不良が発生する原因となっていた。
【0005】
ICモジュールのモールド部がインレイの基材に設けられた開口部から露出している構成であっても、ICモジュールへの外部からの衝撃等の影響を低減し、故障や通信不良が発生する可能性を低減させた非接触通信媒体として、特許文献2においては、インレイの基材に設けられた開口部を、電気絶縁性、耐熱性、耐湿性を有する封止材で開口部を封止する方法が提案されている。
【0006】
このモジュール耐性向上のために設けられる封止材はたとえばポリエステルフィルム基材の片面に粘着剤を塗布したテープであり、モジュールのモールド部表面に保護のために設けられる。
この封止材を構成する基材フィルムとしては、ポリエステル系樹脂やポリプロピレン系樹脂、ポリエチレン系樹脂、ポリスチレン系樹脂、ポリイミド樹脂等を用いることが出来、特に二軸延伸ポリエステル樹脂を用いることが望ましい。
また、基材フィルムの片面に塗布する粘着剤はエポキシ樹脂のような接着剤を用いても良い。封止材の誘電率はたとえば約1εSから約5εS程度であることが望ましい。
【0007】
モジュール耐性向上のために用いられる封止材としてポリエステルフィルム基材の片面に粘着剤を塗布したテープ状の材料(保護テープ)を用いた場合に、必要な電気絶縁性、耐熱性、耐湿性を確保して外部からの衝撃にも耐えられる非接触通信媒体とするために、保護テープの寸法をインレイの基材に設けられた開口部よりもわずかに小さくすることで外部からの応力を分散させて衝撃による破壊を防止するという提案がなされている(特許
文献3)。
【0008】
この構成によれば、保護テープのMD方向の断面長さはインレイ基材に設けられた開口部とほぼ同じ寸法になる。
この場合には、保護テープをモジュール表面に圧着する製造時の加熱加圧工程において、保護テープ端面から接着剤が浸み出して製品表面にはみ出してしまう。その結果、製品表面に必要な平滑性、平面性が失われ、表面が汚染されるのみならず、耐性の低下を招くこととなる。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特許第3721520号公報
【特許文献2】特願2008−41134号
【特許文献3】特願2009−195556号
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、上記課題を解決するためになされたものであり、ICモジュールのモールド部がインレイの基材に設けられた開口部から露出されている構成であっても、ICモジュールへの外部からの衝撃等の影響を低減し、故障や通信不良が発生する可能性を低減させた表面平滑性にすぐれた非接触通信媒体を提供することが目的である。
【課題を解決するための手段】
【0011】
上記の課題を解決するために、本発明の非接触通信媒体は、
第一の基材及び第二の基材と、第二の基材に形成されたアンテナと、該アンテナに接続されたICモジュールとを有する非接触通信媒体であって、
該ICモジュールは、少なくともリードフレームと、該リードフレーム上に実装されたICチップと、該ICチップを封止してなるモールド部とを有し、
該第一の基材は、該モールド部を露出させる開口部を有し、
該第二の基材は、少なくとも該モールド部を収納するための、該モールド部より面積の大きい孔部を有し、
該モールド部を覆う形状に、絶縁層及び接着層を積層してなる保護テープが配置され、
かつ、保護テープの表の絶縁層面の幅が裏の接着層面の幅よりも大きいことを特徴とする非接触通信媒体である。
【0012】
また、本発明の非接触通信媒体は、該保護テープの横幅をx、縦幅をyとし、該第一の基材の開口部の横幅をa、縦幅をbとし、該第一基材の厚さをdとすると、
x<a+2d・・・(1)
y<b+2d・・・(2)
のうち少なくともいずれか一方の条件を満たすことを特徴とする非接触通信媒体である。
【0013】
また、本発明の非接触通信媒体は、前記(2)の条件のみを満たすことを特徴とする非接触通信媒体である。
【0014】
また、本発明の非接触通信媒体は、前記保護テープは、さらに、
x<a+2d−0.2mm・・・(3)
y<b+2d−0.2mm・・・(4)
のうち少なくともいずれか一方の条件を満たすことを特徴とする非接触通信媒体である。
【0015】
また、本発明の非接触通信媒体は、前記(4)の条件のみを満たすことを特徴とする非
接触通信媒体である。
【0016】
また、本発明の非接触通信媒体は、前記第一の基材の外表面と前記保護テープの外表面とが略平坦に形成されていることを特徴とする非接触通信媒体である。
【0017】
また、本発明の非接触通信媒体は、前記第一の基材の外表面と前記保護テープの外表面との段差が20μm以下であることを特徴とする非接触通信媒体である。
【0018】
また、本発明の非接触通信媒体は、前記保護テープの絶縁層及び接着層の少なくともいずれか一つの縦弾性係数は、前記モールド部の縦弾性係数よりも小さいことを特徴とする非接触通信媒体である。
【発明の効果】
【0019】
本発明によれば、ICモジュールのモールド部がインレイの基材に設けられた開口部から露出されている場合であっても、ICモジュール部分への外部からの衝撃等の悪影響を低減し、故障や通信不良が発生する可能性を低減した、表面平滑性にすぐれた非接触通信媒体を提供することが可能となる。
【図面の簡単な説明】
【0020】
【図1】非接触通信媒体の一実施形態例の概略断面図である。
【図2】非接触通信媒体のICモジュール部分の一実施形態例の概略図である。(a)は平面図、(b)は(a)のMD方向における断面図、(c)は(a)のCD方向における断面図である。
【図3】第二の基材であるアンテナシートの一実施形態例の概略図である。(a)は表面図、(b)は裏面図である。
【図4】非接触通信媒体における保護テープの形態例を示す断面略図である。(a)はMD方向における断面図、(b)はCD方向における断面図である。
【図5】本発明における保護テープの実施形態例を示す断面図である。(a)はMD方向における断面図、(b)はCD方向における断面図である。
【図6】本発明における数式(1)から(4)を説明するための図である。
【図7】本発明における非接触通信媒体が電子パスポートである場合の概要図である。
【図8】従来の保護テープでのICモジュール部分断面(MD方向)である。上は加熱加圧による圧接前、下は圧接後を示す。
【図9】本発明の保護テープを用いた非接触通信媒体のICモジュール部分断面(MD方向)である。上は加熱加圧による圧接前、下は圧接後を示す。
【発明を実施するための形態】
【0021】
次に、本発明の一実施形態を、必要に応じて図面を参照して説明する。
図1は本発明における非接触通信媒体の一実施例を示す概略断面図である。図1に示した如く、非接触通信媒体は、第一の基材、第二の基材、ICモジュールを有している。後述するように、第二の基材にはアンテナが形成され、ICモジュールと接続されている。
第一の基材にはICモジュールを露出させるための開口部が設けられており、ICモジュールのモールド部を覆うように保護テープが配置されている。
【0022】
図1に示す非接触通信媒体(1)は、第二の基材であるアンテナシート(3)と、アンテナ及びICモジュールとを有するインレットを、第一の基材(2)とインレイシート(7)とで挟持した構成である。
アンテナシート(3)には孔部が形成されており、ここにICモジュール(41)を嵌め込むようにしてアンテナとICモジュールとが接続されている。この非接触通信媒体は、インレイシートと第一の基材との間にインレットを挟み込み、ラミネート接合して一体化することで、所望の厚さに形成されている。
【0023】
第一の基材及びインレイシートとしては、例えば、絶縁性のプラスチックフィルム(PET−G:非結晶性コポリエステル、PVC:ポリ塩化ビニル等)あるいは絶縁性の合成紙(PPG社製のポリオレフィン系合成紙:商品名「Teslin」(登録商標)、あるいはユポ・コーポレーション社製のポリプロピレン系合成紙(商品名「YUPO」(登録商標))等の絶縁性シートが用いられる。
【0024】
ここで、上述の絶縁性シートは、可撓性プラスチックフィルムであることが望ましい。また、これらの厚さは例えば、約100μm〜約1000μm程度、好ましくは約100μm〜約500μm程度のものを用いることが出来る。
また、これにより、強度等、基材としての機能を十分に発揮することが出来るだけでなく、基材に十分な柔軟性を具備させて冊子形状の用途にも応用することが出来る。
【0025】
上記第一の基材の開口部、第二の基材の孔部は打ち抜き加工等により形成することが出来る。また、第一の基材と第二の基材とを貼り合せた後に、第一の基材の開口部と同様に第二の基材の孔部を封止してもよい。
また、この封止には、絶縁性を有する樹脂材料等を用いることが出来る。また、二液硬化型のエポキシ樹脂等の接着剤を用いることも出来る。
特に、耐衝撃性の弾性エポキシ樹脂を用いることで、ICモジュールを衝撃から保護することが出来る。
【0026】
図8には従来の保護テープを用いた非接触通信媒体のICモジュール部分断面(MD方向)を示した。図9には本発明の保護テープを用いた非接触通信媒体のICモジュール部分断面(MD方向)を示した。
【0027】
モールド部(42)を覆う封止材である保護テープ(5)としては、例えば、電気絶縁性、耐熱性、耐湿性を有する絶縁層からなる保護テープ基材(51)と、接着層(52)とを有する樹脂テープを用いる。
このような絶縁層としては、ポリエステル系樹脂、ポリプロピレン系樹脂、ポリスチレン系樹脂、ポリイミド系樹脂等の樹脂材料を単独もしくは混合して用いることが出来、特に二軸延伸ポリエステル樹脂を用いることが好ましい。
【0028】
接着層としては、例えば、EVA(エチレンビニルアセテート樹脂)系、EAA(エチレンアクリル酸共重合樹脂)系、ポリエステル系、ポリウレタン系の熱可塑性樹脂等を用いることが出来る。また、アクリル系樹脂等の一般的な粘着剤を用いることが可能である。
接着層の厚さは、充分な粘着力を得るために20μm以上であることが望ましいが、粘着層の粘着力、保護テープ全体の厚み等を考慮し、適宜調節してよい。
【0029】
保護テープの厚みは全体として、25μm〜100μm程度であるとよく、さらには、80μm以下であるとより望ましい。保護テープが薄すぎると、封止効果が低下し、厚すぎると第一の基材と貼り合せた際に段差が発生するおそれがあるためである。
【0030】
また、本発明の非接触通信媒体に用いる保護テープは、第一の基材の外表面と保護テープの外表面とが連続して略平坦になるように形成され、第一の基材の外表面と封止材の外表面とが略面一になるように形成されている。
具体的に略平坦あるいは略面一とは、基材の外表面と封止材の外表面との段差が20μm以下であることが望ましい。
【0031】
非接触通信媒体の外表面を略平坦かつ略面一にするために、本発明の保護テープにおいてはその形状に従来と異なる特徴を持たせている。
従来の保護テープを用いた非接触通信媒体のICモジュール部分断面(MD方向)を参考のため図8に示した。
【0032】
図8の上図に示したように、従来の非接触通信媒体に用いられる保護テープはそのMD方向の断面寸法が第一の基材(2)に孔設された開口部の内側面とほぼ等しくわずかに小さく断裁されている。
また、通常は断裁面の角度は直角である。このために、保護テープ(5)をモールド部(42)の表面に加熱加圧して接合するときに、上記開口部の内側面と保護テープ外周の間のわずかな隙間に軟化した接着層(52)が侵入してさらに最表面に噴出して固化し、製品表面に凹凸や段差を形成してしまうことが起こる(図8下図参照)。
【0033】
保護テープの寸法をより小さくして、開口部の内側面と保護テープ外周の間の隙間を広げれば軟化した接着層が最表面に噴出することを防ぐのは可能であるが、隙間が充分に充填されずに間隔が空いたままでは保護テープを使用する目的の一つである静電気や水分の侵入防止が不完全になり耐性の低下につながるおそれがある。
【0034】
これに対して、本発明の非接触通信媒体においては、図9の上図に示したように、保護テープ(5)の断面形状を、絶縁層である保護テープ基材(51)の幅が接着層(52)の幅よりも大きくなるようにすることによって、保護テープ(5)をモールド部(42)の表面に加熱加圧して接合するときに、上記開口部の内側面と保護テープ外周の間のわずかな隙間に軟化した接着層(52)が侵入してもさらに最表面に噴出するまで至らない状態で固化する状態となるので、製品表面に凹凸や段差を形成することがない(図9下図参照)。
これによって、ICモジュール部分への外部からの衝撃等の悪影響を低減し、故障や通信不良が発生する可能性を低減した、表面平滑性にすぐれた非接触通信媒体を提供することが可能となる。
【0035】
保護テープ(5)の断面形状を、絶縁層である保護テープ基材(51)の幅が接着層(52)の幅よりも大きくなるようにする方法としては、通常のスリッター時にスリット刃の角度を変更するやり方が最も簡単である。
接着層の材質によっては、たとえばスリッタ済みの保護テープ絶縁層にそれより狭い幅で接着剤を塗布する等の他の方法が適切な場合もあるが、絶縁層の両端側が必要な程度薄くなるような方法であれば、どの方法でも構わない。
【0036】
また、保護テープとして樹脂材料を用いる場合には、樹脂材料の縦弾性係数がICモジュールのモールド部の縦弾性係数よりも小さいものを用いることが好ましい。また、保護テープとして粘着層を有する樹脂テープを用いる場合には、樹脂材料、粘着層のうち少なくともいずれか一層以上の縦弾性係数がICモジュールのモールド部の縦弾性係数よりも小さいものを用いることが好ましい。
【0037】
図2には、本発明の非接触通信媒体に用いられるICモジュールの断面図を示す。図2の上部の図(a)は本実施形態のICモジュールの平面図であり、図2の中部の図(b)は(a)のMD方向における断面図、図2の下部の図(c)は(a)のCD方向における断面図である。
【0038】
図2(a)および図2(b)に示すように、ICモジュール(4)は、リードフレーム(43)と、リードフレーム上に実装されたICチップ(41)と、ICチップを封止するモールド部(42)とにより形成されている。
【0039】
リードフレーム(43)は、例えば、銅糸を編んでフィルム状に形成し、銀メッキを施した銅糸金属フィルム等により形成されている。リードフレーム(43)は、ICチップを支持固定するダイパッド(431)と、ICチップの入出力パッドに接続される端子部(432)とを備えている。
【0040】
ダイパッド(431)は、ICチップの外形よりも一回り大きく形成され、ICチップの底部に固定されている。ダイパッドと端子部との間には隙間が形成され、電気的に絶縁されている。
端子部は、例えば、金(Au)等のボンディングワイヤ(44)を介してICチップの入出力パッド(図示せず)に接続されている。
【0041】
モールド部(42)は、例えば、エポキシ樹脂等の樹脂材料により形成され、ICチップ(41)、ICチップの入出力パッド、ボンディングワイヤ(44)、及び、端子部(432)とボンディングワイヤとの接続部等を覆うように形成されている。
また、モールド部はダイパッドと端子部との隙間にも充填されている。
ここで、ICモジュール(4)の厚さは、たとえば、約0.3mm程度に形成されている。
【0042】
図3には、本発明の非接触通信媒体に用いられる第二の基材であるアンテナシートの例を示す。図3(a)はアンテナシートの表面図であり、図3(b)は裏面図である。
アンテナシート(3)は、例えば、PEN(ポリエチレンナフタレート)またはPET(ポリエチレンテレフタレート)により形成された可撓性を有する材料からなる。
アンテナシートの厚さは、例えば、約0.02mm〜約0.10mmの範囲から適宜選択される。図2に示したアンテナシートは、アンテナとしてエッチングアンテナを形成した例であり、アンテナシートの表面には、アンテナ(61)が、裏面にはジャンパー線(62)が形成されている。
【0043】
アンテナ(61)とジャンパー線(62)とは、それぞれに設けられた導通部(63)によって導通している。確実な導通が行なえようにするためには導通部は面積を広く形成しておくことが望ましい。
アンテナとジャンパー線の導通は、両側から挟むように圧力を加えてかしめ、アンテナシートを破るクリンピング加工によって行なわれるか、又は、スルーホールを形成して銀ペースト等の導電ペーストを充填する等して行なわれるが、アンテナとジャンパー線とが物理的または電気的に導通するのであればよく、その方法は限定しない。
【0044】
アンテナ(61)には、ICモジュール(41)と接続させるための接続部(64)を形成する。ICモジュールとの接続を容易にするため、接続部は面積を広く形成しておくことが望ましい。
アンテナ(61)の形状は、非接触通信媒体が使用する通信特性に対応する形状に形成すれば良く、アンテナの種類によっては、ジャンパー線をアンテナシートの表面に形成する場合や、ジャンパー線が不要な場合もあり、図3に示した形状に限定されるものではない。
【0045】
アンテナ及びジャンパー線は、例えば、アンテナシート(3)の表面にアルミニウム、銅、銀等の導電性の金属を厚さ約0.02mm〜0.05mm程度の薄膜状に形成しておき、この薄膜をエッチング等によりパターニングすることで形成したエッチングアンテナであることが好ましい。
理由は、インレットに繰り返し曲げが加わると、ICモジュールの端子部とアンテナシートの接続部とが接続された部分に繰り返し曲げによる応力が加わるため、エッチングアンテナのように可撓性が優れた被膜のほうが、特定の部位に応力が集中されることを防止出来るためである。
ただし、本発明におけるアンテナは、エッチングアンテナに限定されるものではなく、導電性のワイヤーからなる巻き線コイル、導電性インキを印刷により設けた印刷アンテナ等が使用できる。
【0046】
また、本発明の非接触通信媒体においては、アンテナシート(3)にもICモジュール(41)を収納するための孔部を設けることが望ましい。これによって、非接触通信媒体のさらなる薄型化と厚さの均一化が実現され、局所的な応力が作用することが防止され、曲げに対する耐性も向上する。
また、孔部にICモジュールのリードフレームまでを収容することによりICモジュールを固定することが出来る。また、アンテナのICモジュールと接続する部分は、接続を容易にする意味で面積を広くする等して接続部を形成しておくとよい。
【0047】
また、アンテナ(61)の接続部(64)の幅は、ICモジュール(41)の端子部の幅と略同等か、またはやや小さくなるように形成されていることが望ましい。これにより、応力を幅方向に分散させ、応力の集中を防止できる。
また、アンテナの接続部をICモジュールの端子部の幅方向の全幅に亘って接続することが出来、確実に接続させ、アンテナ及びインレットの信頼性を向上させることが出来る。
【0048】
また、アンテナの接続部の長さは、ICモジュールの端子部とアンテナの接続部とが重なる部分の長さよりも大きく形成されていることが望ましい。これにより、端子部のエッジは、アンテナ接続部の端部よりも内側の略中央部に位置するように接続される。このため、端子部のエッジは、アンテナコイルの幅よりも巾が拡大されたアンテナの接続部の略中央部に当接する。
【0049】
また、第二の基板の裏面に、アンテナの接続部の形成領域に対応して、アンテナの接続部を補強する補強用パターンを形成しても良い(図示せず)。これにより、アンテナの接続部を第二の基板とその裏面に形成された補強用パターンとの双方によって支持し補強することが出来る。
【0050】
したがって、ICモジュールの端子部とアンテナの接続部とが接続された部分に繰り返し曲げが加わった場合に、端子部のエッジを巾が拡大されたアンテナの接続部の略中央部によって受けることが出来る。
これにより、アンテナへの応力の集中を防止して、アンテナの断線を防止することが可能となる。
【0051】
ここで、本発明の非接触通信媒体に用いる保護テープの寸法および配置の異なる例について、従来の非接触通信媒体の例として比較のために図4を、本発明の非接触通信媒体の例として図5を用いてさらに詳しく説明する。
図4及び図5においては、第二の基材であるアンテナシート(3)と、アンテナとICモジュールからなるインレット(図示せず)を、第一の基材(2)と、インレイシート(7)及びカバーシート(8)とで挟み込んだ非接触通信媒体の断面が示されている。
図4の(a)にはMD方向の断面が、(b)にはCD方向の断面が示されている。図5についても同様である。
【0052】
なお、図4及び図5に示した非接触通信媒体では、ICモジュール部分の薄型化のために、インレイシートにもICモジュールを収納するための孔部を設けてある。なお、孔部は必ずしもインレイシートを貫通する必要はなくICモジュールを収納する深さの凹部で
あっても良い。
【0053】
保護テープ(5)を、図4(a)及び(b)に示した如く、モールド部(42)だけでなく、アンテナシート(3)の一部にまでまたがるように貼り合せると、ICモジュールとアンテナシートとの接合強度が高まり、特にCD方向については、ICモジュールとアンテナの接続部との接合強度が高まるため望ましいが、一方で、保護テープ(5)が広く覆っているため、CD方向に線圧試験を行なった場合にはMD方向に、MD方向に線圧試験を行なった場合にはCD方向に、モールド部に応力が加わりやすく、亀裂が生じる原因となる。
【0054】
これは、線圧がICモジュールの下面からかかった際に、ICモジュールが上方向に押出される力が加わるが、保護テープ(5)がアンテナシート(3)に貼り合せられていると、アンテナシートは第一の基材(2)とインレイシート(7)等で挟み合わされてしっかりと固定されているため、力の逃げる場所がなくなり、モールド部に応力が加わるためである。
これに対して、保護テープ(5)の端部がアンテナシート(3)に接合されていなければ、ICモジュールが多少の可動性を有し、モールド部への応力の集中を防ぐことが可能となる。
【0055】
以上のような理由で、図5(a)及び(b)に示した如く、MD方向、CD方向の少なくとも一方については、保護テープがアンテナシートに接触しない大きさにすることが望ましい。
このためには、保護テープの横幅(CD方向)をx、縦幅(MD方向)をyとし、第一の基材の開口部の横幅をa、縦幅をbとし、第一の基材の厚さをdとして、
x<a+2d・・・(1)
y<b+2d・・・(2)
のうち少なくともいずれか一方の条件を満たす保護テープを用いると良い。
図6の上部には、保護テープ(5)の横幅xと縦幅yの関係を示す図を、下部には、第一の基材の開口部の横幅aと縦幅bの関係を示すアンテナシートの一例の表面図を示した。
保護テープ(5)はICモジュール(41)の表面に加熱加圧圧着される。
【0056】
上記の(1)、(2)の条件は、保護テープが第一の基材の開口部の内側面によりモールド部の両側面に押さえつけられることで、モールド部の両側面に接着することを考慮したものである。
これらの条件を満たせば、保護テープの端部が図4のようにアンテナシートに接合することがなく、第一の基材の開口部の内側面により押さえつけられていない部分が、図5のように自然にぶら下がる、若しくは何らかのはずみでモールド部の側面に接着する等すれば、当然アンテナシートには接触せず、たとえ、まっすぐ水平方向に広がる形態をとったとしても、アンテナシートに接触することはない。
【0057】
よって、条件(1)、(2)の少なくともいずれか一方の条件を満たす保護テープを用いると、MD方向、CD方向の少なくともいずれか一方においては、確実にアンテナシートに接触することを防止することが出来、線圧試験を行なった際に、モールド部に応力が加わり、亀裂が生じることを防止することが可能となる。
【0058】
また、(1),(2)は少なくともいずれか一方の条件を満たせば良いが、特に(2)の条件のみを満たすことがより望ましい。これは、CD方向はダイパットの長辺方向であり、端子部がモールド部からはみ出すように形成されており、ここでアンテナの接続部と接続されるため、保護テープで覆うことにより静電気の侵入を確実に防ぐことを優先する
ほうが望ましいためである。
【0059】
MD方向での条件を満たすと、CD方向から線圧がかかった際のモールド部への亀裂の発生を防ぐことが可能となるため、非接触通信媒体が、製造工程や実使用で機械に通される場合等に、ローラーで押さえつけられる等による線圧がかかることが多いと想定される方向をCD方向として、非接触通信媒体へのICモジュールの配置の向きを決定すると良い。
【0060】
また、この条件は、第一の基材の表面と保護テープの表面とは略平坦に形成されていること、及び、保護テープの厚さはモールド部の横幅等と比較すると、ごく微細な厚さであること、等を考慮したものである。
【0061】
上記の(1)、(2)からさらに、製造設備の精度を考慮する。
第二の基材へのICモジュールの貼り込みの精度が、一般的に最大で±0.1mmであり、ICモジュールに対する保護テープの貼り込みの精度が、一般的に最大で±0.1mmであることを考慮すると、第二の基材に対する保護テープの貼り込みの精度は最大で±0.2mmである。
【0062】
よって、保護テープの横幅x、縦幅yは
x<a+2d−0.2mm・・・(3)
y<b+2d−0.2mm・・・(4)
のうち少なくともいずれか一方の条件を満たす保護テープを用いるとさらに望ましい。
これにより、第二の基材に対して保護テープの貼り合せが最大で0.2mmずれた場合であっても、保護テープがアンテナシートに接触することを確実に防止することが可能となる。
数式(3)、(4)についても数式(1)、(2)と同様に少なくともいずれか一方の条件を満たしていれば良いが、さらに好ましくは、数式(4)のみを満たしていると良い。
【0063】
なお、保護テープはモールド部の外表面の全面を覆っていることが望ましく、最低でもモールド部の表面の縦幅及び横幅の双方について、90%以上を覆っていることが望ましい。これは、製造設備の精度により保護テープの貼り合せがずれた場合であっても同様である。
【0064】
つぎに、この実施の形態の作用について説明する。
本実施形態の非接触通信媒体では、図1に示すように、第一の基材にICモジュールのモールド部を露出させるための開口部が形成され、モールド部を覆うように絶縁層を有する保護テープが貼り合わされている。
そのため、ICモジュール部分への静電気の侵入による悪影響の発生を低減することが可能になる。
【0065】
また、保護テープ(5)の断面形状を、絶縁層である保護テープ基材(51)の幅が接着層(52)の幅よりも大きくなるようにすることによって、保護テープをモールド部の表面に加熱加圧して接合するときに、上記開口部の内側面と保護テープ外周の間のわずかな隙間に軟化した接着層が侵入してもさらに最表面に噴出するまで至らない状態で固化し、製品表面に凹凸や段差を形成することがない。
これによって、ICモジュール部分への外部からの衝撃等の悪影響を低減し、故障や通信不良が発生する可能性を低減した、表面平滑性にすぐれた非接触通信媒体を提供することが可能となる。
【0066】
また、保護テープにより第一の基材の開口部とモールド部との隙間を埋めることで、ボールペン試験等の平坦性試験時に隙間により引っ掛かりが生じることを防止して、第一の基材の外表面と封止材の外表面とからなる非接触通信媒体の外表面の平坦性、平滑性を向上させることが出来る。
【0067】
また、保護テープ(5)は、ICモジュールの外表面を覆うように配置され、第一の基材(2)の外表面と保護テープの外表面とが連続して略平坦かつ略面一に形成されている。
そのため、第一の基材の外表面と、モールド部の外表面を含むICモジュールの外表面との間に段差が生じた場合であっても、第一の基材の外表面と保護テープの外表面とを略面一にするこ とが出来る。
したがって、第一の基材の外表面と保護テープの外表面とからなる非接触通信媒体の外表面の平坦性、平滑性を向上させることが出来る。
【0068】
また、第一の基材の外表面と保護テープの外表面との段差が20μm以下に形成されているので、第一の基材の外表面と保護テープの外表面とからなる非接触通信媒体の外表面を略平坦かつ面一にすることが出来、ボールペン試験等の平坦性試験の合格規準を十分に満足させることが出来る。
また、段差は15μm以下であることがより好ましい。これにより、ボールペン試験の不良率をほぼ0%にすることが出来る。
【0069】
また、保護テープとして樹脂テープを用いているため、保護テープの配置を容易にして非接触通信媒体の製造工程を簡略化し、歩留まりを向上させ、製造コストを低減することが出来る。
【0070】
また、保護テープとして、絶縁層または粘着層の縦弾性係数がICモジュールのモールド部の縦弾性係数よりも小さい樹脂テープを用いると、非接触通信媒体に加わった衝撃が保護テープに弾性エネルギーとして分散する。これにより、ICモジュールに加わる衝撃
を低減するという効果も得られる。
【0071】
また、保護テープがICモジュールのモールド部に比べて弾性変形しやすくなる故、ボールペン試験において、第一の基材の外表面がボールペンのペン先から受ける外力によって変形して沈み込んだ場合であっても、ペン先が第一の基材の外表面上から保護テープの外表面上へと移動する際に、保護テープが第一の基材の外表面と保護テープの外表面との段差を低減する方向へ弾性変形する。
これにより、第一の基材の外表面と保護テープの外表面との段差によるボールペンのペン先進行方向への応力を低減することが出来る。
【0072】
さらに、保護テープのサイズを、少なくともMD方向、CD方向のいずれか一方では第二の基材に接触しないサイズに限定することにより、線圧試験を行なった際に、モールド部に応力が加わり、亀裂が生じることを防止することが可能になる。
合わせて、第二の基材へのICモジュールの貼り合せ、ICモジュールへの保護テープの貼り合せ等の際に発生する、製造設備の精度に起因するズレを考慮した保護テープのサイズにすると、より確実に保護テープが第二の基材に接触することを防止することが可能になる。
【0073】
以上説明したように、本実施形態の非接触通信媒体によれば、ICモジュールへの静電気の侵入を防止することが出来、外表面の平坦性の要求を満足することが出来、さらにモールド部の亀裂の発生を防止することが可能となる。
【0074】
次に、本実施形態の非接触通信媒体の製造方法の一例について説明する。
ここでは、非接触通信媒体が、図1に示したような、第一の基材と、第二の基材であるアンテナシートにアンテナ及びICモジュールが設けられたインレットと、インレイシートを有する場合について説明する。
【0075】
ここで、非接触通信媒体の製造方法としては、例えば、まず、アンテナを形成したアンテナシートの孔部にICモジュールを配置しアンテナと接続させてインレットを形成し、ICモジュールのモールド部を保護テープで覆う。
保護テープは絶縁層に接着層を積層したフィルムを両端の断面が45度の角度になるように絶縁層の幅を広くスリットしたものを用いる。
ついで、これをインレイシートと、第一の基材とで挟み、第一の基材に設けられた開口部にICモジュールを収納するように重ね合わせる。
【0076】
次に、第一の基材及びインレイシートを外側から押圧して互いに押し付けて圧縮するプレス工程を行なう。
このプレス工程により、第一の基材、インレット、インレイシートおよび開口部内の保護テープが圧縮されるとともに、第一の基材の外表面と保護テープの外表面とが略平坦かつ略面一に形成される。
このときに保護テープの幅両端は接着層の厚さが少なくなっているので隙間からあふれて表面に噴出することがない。
【0077】
また、第一の基材およびインレイシートとして合成紙を用いる場合には、インレットと第一の基材およびインレイシートとの接合方法として、接着剤をインレットのアンテナシート、あるいは第一の基材およびインレイシートのアンテナシートに接する面に塗布しておき、例えば、約70℃〜140℃程度の比較的低温度で接合する接着ラミネート法を用いる。
【0078】
接着剤としては、例えば、EVA(エチレンビニルアセテート樹脂)系、EAA(エチレンアクリル酸共重合樹脂)系、ポリエステル系、ポリウレタン系等を用いることが出来る。また、接着剤を塗布する代わりに、上記の接着剤に用いられる樹脂を使用した接着シートをアンテナシートと第一の基材及びインレイシートとの間に挟んで使用することも出来る。
【0079】
第一の基材およびインレイシートとして上記の熱可塑性のプラスチックフィルムを用いる場合には、インレットと第一の基材およびインレイシートとの接合方法として、両者を加圧しながら第一の基材およびインレイシートの軟化温度を超える温度、例えば、約130℃〜170℃程度に加熱することにより溶融接合する熱ラミネート法を用いる。また、熱ラミネート法を用いる場合も、溶融接合を確実にするために上述の接着剤を併用しても良い。
【0080】
インレットと第一の基材及びインレイシートとが接合された後、一体化された第一の基材及びインレイシートとインレットとを所望の形状に外形加工する。
以上により図1に示す非接触通信媒体を製造することが出来る。
【0081】
上述の実施形態では、非接触通信媒体の製造時にプレス工程を導入したが、プレス工程は行なわなくてもよい。
プレス工程を行なわなくても、ICモジュールと基材の開口部の内側面との間の隙間を保護テープによって埋めることが可能である。プレス工程以外にも例えば、ローラーやスクレーバー等を用いることにより基材の外表面と保護テープの外表面を平坦に形成することが出来る。
【0082】
ここで、第一の基材及びインレイシートの軟化温度は、PET−Gは約100℃〜150℃、PVCは約80℃〜100℃程度である。
一方、第二の基材であるアンテナシートは、上述の実施形態の例で説明したように、PENまたはPETにより形成されている。PENの軟化温度は約269℃程度であり、PETの軟化温度は約258℃程度となっている。したがって、従来アンテナシートとして用いられていたPET−G等の低軟化点の熱可塑性材料と比較して、耐熱温度を上昇させることが出来る。
【0083】
この場合は、第一の基材、第二の基材であるアンテナシート、インレイシートを約130℃〜170℃程度に加熱すると、第一の基材及びインレイシートは軟化するが、アンテナシートは軟化しない。これにより、アンテナシートを備えたインレットと第一の基材及びインレイシートとを積層して熱ラミネート法により接合する際に、アンテナシートに熱が加わった場合であっても、アンテナシートが可塑化して流動することを防止できる。したがって、アンテナシートの流動によるアンテナの移動を防止し、データ通信の信頼性を向上させることが出来る。
【0084】
また、万が一、アンテナシートが軟化温度を超えて加熱され、可塑化して流動した場合には、アンテナコイルがエッチングアンテナで形成されていると、アンテナとアンテナシートとの接触面積が増大し、アンテナの流動抵抗を大きくすることが出来る。したがって、アンテナシートの流動によるアンテナの移動を防止し、データ通信の信頼性を向上させることが出来る。
【0085】
次に、本発明における非接触通信媒体の一例として、電子パスポートについて説明する。
図7に示すように、電子パスポートは、表紙として上述の非接触通信媒体(1)を備え、表紙の間に冊子部(9)を挟みこんだ構成となっている。非接触通信媒体には、一方の面に電子パスポートの表紙となるカバー材が接合されている。
【0086】
非接触通信媒体の第二の基材であるアンテナシートの下層にインレイシートを設け、さらにその下層にカバーシートを接合したシートを用いることで、非接触通信媒体を備えた電子パスポートの外観および質感を従来のパスポートと同等のものとすることが出来る。
また、非接触通信媒体は静電気の侵入が防止され、外表面の平坦性が向上されているので、データ通信の信頼性が高く、文字の記入性やスタンプの印字性が向上され、外観が良好な電子パスポートを提供することが出来る。
【0087】
また、第二の基材としてカバーシートのみを用い、カバーシートに直接アンテナを形成するようにすると、非接触通信媒体をさらに薄型化し、より柔軟性を具備させることが可能となる。
本発明の非接触通信媒体は、電子パスポート以外にも、例えば、電子身分証明書類、各種活動履歴電子確認書類等に用いることが出来る。
【実施例】
【0088】
<実施例1>
第一の基材として厚さ178μmで、ICモジュールが配置される部分に開口部を有するポリオレフィン系合成紙を用い、第二の基材としてアンテナシートを、インレイシートとして厚さ178μmのポリオレフィン系合成紙を用いて非接触通信媒体を作成した。
まず、アンテナ及び孔部を形成したアンテナシートの孔部にICモジュールを嵌め込み、アンテナと接続させてインレットを得た。
【0089】
その後、第一の基材及びインレイシートにエマルジョン接着剤(EAA)を塗布し、インレットのICモジュール上に絶縁層と接着層からなる保護テープをモールド部を覆う形態で配置し、ICモジュールと第一の基材の開口部の位置が合うように、第一の基材とインレイシートとでアンテナシートを挟んで貼り合せ、加圧することにより非接触通信媒体を作成した。
【0090】
保護テープとしては、厚さ25μmのポリエステルフィルムからなる絶縁層に厚さ25μmの粘着層を積層したフィルムを端面が45度で絶縁層側が広くなるようにスリットした樹脂テープを用いた。
この非接触通信媒体において、モールド部のサイズが縦×横で4.8mm×5.1mm、第一の基材の開口部のサイズが5.2mm×5.3mmであるのに対し、保護テープのサイズは5mm×13mmとした。
【0091】
<比較例1>
保護テープとして、厚さ25μmのポリエステルフィルムからなる絶縁層に厚さ25μmの粘着層を積層したフィルムを端面が90度で絶縁層側と接着層側の幅が同じとなる通常のスリットを行なって作成した樹脂テープを用いた他は実施例1と同様にして非接触通信媒体を作成した。
【0092】
得られた非接触通信媒体の断面を電子顕微鏡で測定したところ、実施例1の非接触通信媒体では第一の基材の開口部の内側面とICモジュールのモールド部との間に隙間はなく、ICモジュールを覆う保護テープの外表面と第一の基材の外表面との段差は20μm以下で保護テープの接着層の表面への滲み出しもなかった。
これに対して比較例1の非接触通信媒体では第一の基材の開口部の内側面とICモジュールのモールド部との間に隙間はなく、ICモジュールを覆う保護テープの外表面と第一の基材の外表面との段差は20μm以下であったが、保護テープの接着層の表面への滲み出しが顕著であった。
【0093】
次に、得られた非接触通信媒体に対して、ISO10373−7、JIS X6305−7に準拠して静電気試験を行なった。
まず、第一の基材を上側にし、非接触通信媒体の長方形状の長辺方向を左右方向、短辺方向を上下方向として、開口部が平面視で長方形の右上の角に位置するように配置する。
そして、開口部が形成された基材の外表面から、+6kV、−6kV、+8kV、−8kVの電圧を順次印加した。
このとき、異なる電圧を印加するたびに、ICチップの基本動作を確認し、非接触通信媒体の通信応答を測定した。
【0094】
電圧を印加する位置は、アンテナコイルを外周とする横長の長方形の領域を縦方向に4分割、横方向に5分割した縦×横が4×5の合計20の領域のそれぞれ(位置20)と、ICモジュールのモールド部の中央(位置中央)と、開口部の左側の基材上(位置左)と、開口部の右側の基材上(位置右)と、開口部の上側の基材上(位置上)と、開口部の下側の基材上(位置下)と、の計25箇所として、順次測定を行なった。
上記の静電気試験の測定の結果、実施例1および比較例1のいずれにおいても、すべての印加電圧およびすべての場所で良好な通信応答が得られた。
【0095】
次に、得られた非接触通信媒体に対してボールペン試験を行なった。ボールペン試験は、第一の基材の外表面において、ボールペンを用い、アンテナコイルの長辺方向に沿って、ICモジュール上を通過するようにボールペンを走行させた。
ボール直径が1mmの市販のボールペンを用いて、荷重600g、速度25mm/secにてボールペンを走行させ、25往復後に、ICチップの基本動作を確認し、非接触通
信媒体の通信応答を測定した。
上記のボールペン試験の結果、実施例1においては通信応答性は良好であったが、比較例1においては通信応答不良が発生した。
【0096】
さらに、得られた非接触通信媒体に対してスタンプ試験を行ない、開口部が形成された第一の基材の外表面にスタンプを用いて荷重をかけた。
用いたスタンプのポンチ先端直径は10mmで、荷重250g、落下高さ320mmにて50回衝撃後に、ICチップの基本動作を確認し、非接触通信媒体の通信応答を測定した。
上記のスタンプ試験の結果、実施例1においては通信応答性は良好であったが、比較例1においては通信応答不良が発生した。
【0097】
さらにまた、得られた非接触通信媒体に対してCD方向での線圧試験を行なった。
この線圧試験においては、サンプルのカバーシートが治具に接する方向で、モールド中央部を治具の辺の中央になるように配置し、サンプルの端部から荷重をかけて引っ張った。
用いた治具は幅50mm、r=2.5の直角の金属製であり、荷重250Nで引っ張った後に、ICチップの基本動作を確認し、モールド部への亀裂の発生の有無を検査した。
上記の線圧試験の結果、実施例1と比較例1においてはモールド部に亀裂は発生しなかった。
【0098】
以上の結果から、両端が45度にカットされた保護テープを用いた、実施例の非接触通信媒体によれば、ICチップへ静電気が侵入することを防止することが出来た。
さらに、外表面の平坦性と平滑性の要求を満たすことで、ボールペン試験やスタンプ試験における不良の発生を防ぐことが出来た。
さらにまた、保護テープが第二の基材に接触することを防止して、線圧試験におけるモールド部の亀裂の発生を防ぐことが出来た。
【0099】
一方、両端が直角にカットされた通常の保護テープを用いた比較例の非接触通信媒体によれば、静電気試験、線圧試験以外の各試験を実施した後に、通信応答不良が発生する確率が極めて高い。
【産業上の利用可能性】
【0100】
上述の実施形態では、非接触通信媒体の一実施例として電子パスポートを例に挙げて説明したが、本発明の非接触通信媒体は、電子パスポート以外にも、例えば、電子身分証明書類、各種活動履歴電子確認書類等に用いることが出来る。
【符号の説明】
【0101】
1………非接触通信媒体
2………第一の基材
3………第二の基材(アンテナシート)
4………ICモジュール
41……ICチップ
42……モールド部
43……リードフレーム
431…ダイパッド
432…端子部
44……ボンディングワイヤ
5………保護テープ
51……保護テープ絶縁層
52……保護テープ接着層
61……アンテナ
62……ジャンパー線
63……導通部
64……接続部
7………インレイシート
8………カバーシート
9………冊子部
【特許請求の範囲】
【請求項1】
第一の基材及び第二の基材と、第二の基材に形成されたアンテナと、該アンテナに接続されたICモジュールとを有する非接触通信媒体であって、
該ICモジュールは、少なくともリードフレームと、該リードフレーム上に実装されたICチップと、該ICチップを封止してなるモールド部とを有し、
該第一の基材は、該モールド部を露出させる開口部を有し、
該第二の基材は、少なくとも該モールド部を収納するための、該モールド部より面積の大きい孔部を有し、
該モールド部を覆う形状に、絶縁層及び接着層を積層してなる保護テープが配置され、
かつ、該保護テープの表の絶縁層面の幅が裏の接着層面の幅よりも大きいことを特徴とする非接触通信媒体。
【請求項2】
該保護テープの横幅をx、縦幅をyとし、該第一の基材の開口部の横幅をa、縦幅をbとし、該第一基材の厚さをdとすると、
x<a+2d・・・(1)
y<b+2d・・・(2)
のうち少なくともいずれか一方の条件を満たすことを特徴とする請求項1に記載の非接触通信媒体。
【請求項3】
前記(2)の条件のみを満たすことを特徴とする請求項2に記載の非接触通信媒体。
【請求項4】
前記保護テープは、さらに、
x<a+2d−0.2mm・・・(3)
y<b+2d−0.2mm・・・(4)
のうち少なくともいずれか一方の条件を満たすことを特徴とする請求項2または3に記載の非接触通信媒体。
【請求項5】
前記(4)の条件のみを満たすことを特徴とする請求項4に記載の非接触通信媒体。
【請求項6】
前記第一の基材の外表面と前記保護テープの外表面とが略平坦に形成されていることを特徴とする請求項1から5のいずれか1項に記載の非接触通信媒体。
【請求項7】
前記第一の基材の外表面と前記保護テープの外表面との段差が20μm以下であることを特徴とする請求項6に記載の非接触通信媒体。
【請求項8】
前記保護テープの絶縁層及び接着層の少なくともいずれか一つの縦弾性係数は、前記モールド部の縦弾性係数よりも小さいことを特徴とする請求項1から7のいずれか1項に記載の非接触通信媒体。
【請求項1】
第一の基材及び第二の基材と、第二の基材に形成されたアンテナと、該アンテナに接続されたICモジュールとを有する非接触通信媒体であって、
該ICモジュールは、少なくともリードフレームと、該リードフレーム上に実装されたICチップと、該ICチップを封止してなるモールド部とを有し、
該第一の基材は、該モールド部を露出させる開口部を有し、
該第二の基材は、少なくとも該モールド部を収納するための、該モールド部より面積の大きい孔部を有し、
該モールド部を覆う形状に、絶縁層及び接着層を積層してなる保護テープが配置され、
かつ、該保護テープの表の絶縁層面の幅が裏の接着層面の幅よりも大きいことを特徴とする非接触通信媒体。
【請求項2】
該保護テープの横幅をx、縦幅をyとし、該第一の基材の開口部の横幅をa、縦幅をbとし、該第一基材の厚さをdとすると、
x<a+2d・・・(1)
y<b+2d・・・(2)
のうち少なくともいずれか一方の条件を満たすことを特徴とする請求項1に記載の非接触通信媒体。
【請求項3】
前記(2)の条件のみを満たすことを特徴とする請求項2に記載の非接触通信媒体。
【請求項4】
前記保護テープは、さらに、
x<a+2d−0.2mm・・・(3)
y<b+2d−0.2mm・・・(4)
のうち少なくともいずれか一方の条件を満たすことを特徴とする請求項2または3に記載の非接触通信媒体。
【請求項5】
前記(4)の条件のみを満たすことを特徴とする請求項4に記載の非接触通信媒体。
【請求項6】
前記第一の基材の外表面と前記保護テープの外表面とが略平坦に形成されていることを特徴とする請求項1から5のいずれか1項に記載の非接触通信媒体。
【請求項7】
前記第一の基材の外表面と前記保護テープの外表面との段差が20μm以下であることを特徴とする請求項6に記載の非接触通信媒体。
【請求項8】
前記保護テープの絶縁層及び接着層の少なくともいずれか一つの縦弾性係数は、前記モールド部の縦弾性係数よりも小さいことを特徴とする請求項1から7のいずれか1項に記載の非接触通信媒体。
【図3】


【図6】

【図7】
【図1】
【図2】
【図4】
【図5】
【図8】
【図9】
【図6】
【図7】
【図1】
【図2】
【図4】
【図5】
【図8】
【図9】
【公開番号】特開2013−97652(P2013−97652A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−241001(P2011−241001)
【出願日】平成23年11月2日(2011.11.2)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年11月2日(2011.11.2)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]