
非晶質合金、光学部品および光学部品の製造方法
【課題】鋳造性、成形性に優れたFeを主成分とする非晶質合金、前記非晶質合金を用いた光学部品およびその製造方法を提供する。
【解決手段】組成式Fea−Bb−Zrc−Nid−Coe(a、b、c、d、eは原子組成百分率(at%)を示し、60.0≦a≦69.4、22.3≦b≦29.3、3.6≦c≦7.8、3.0≦d≦7.0、0.5≦e≦2.0の関係を満足する。且つ、a+b+c+d+eの合計は99.8以上である。)からなり、前記Fe、B、Zr、NiおよびCo以外の元素を0.2at%未満含有する非晶質合金、前記非晶質合金を用いた光学部品およびその製造方法。
【解決手段】組成式Fea−Bb−Zrc−Nid−Coe(a、b、c、d、eは原子組成百分率(at%)を示し、60.0≦a≦69.4、22.3≦b≦29.3、3.6≦c≦7.8、3.0≦d≦7.0、0.5≦e≦2.0の関係を満足する。且つ、a+b+c+d+eの合計は99.8以上である。)からなり、前記Fe、B、Zr、NiおよびCo以外の元素を0.2at%未満含有する非晶質合金、前記非晶質合金を用いた光学部品およびその製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はFeを主成分とする非晶質合金、それを用いた光学部品および光学部品の製造方法に関するものである。
【背景技術】
【0002】
従来から、Fe基非晶質合金が検討されている。特開11−074110(特許文献1)には、電子部品のバルク磁心用として、Fe基非晶質合金の過冷却温度間隔の広げるための組成が示されている。具体的には、Fe、Co、Niのうちの1種または2種以上の元素を主成分とし、Zr、Nb、Ta、Hf、Mo、Ti、Vのうちの1種または2種以上の元素とBを含むFe基非晶質合金が記載されている。また、組成式として(Fe1−a−bCoaNib)100−x−yMxBy(但し、0.042≦a≦0.29、0.042≦b≦0.43、5原子%≦x≦20原子%、10原子%≦y≦22原子%であり、MはZr、Nb、Ta、Hf、Mo、Ti、Vのうちの1種または2種以上からなる元素)が示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開11−074110
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記の従来のFeを主成分とする非晶質合金は、過冷却域を有し、高強度、高ヤング率、軟磁性の特性を向上することを目的とした材料であった。特に、多くのメーカーでは磁性特性の利用に注目し、より大きな軟磁性特性を有するバルク非晶質合金の探索が続けられてきた。しかしながら、従来のFeを主成分とする非晶質合金は、金属元素のみの組み合わせで作製されている。そのため、高特性の磁性材料を得ることはできるが、耐酸化性に優れた準安定なバルク非晶質合金を得ることは困難であった。
【0005】
そこで、上述の特許文献1では、混合エンタルピーの大きなB等のメタロイドを混合し、アモルファスの安定化を図っている。この場合、元素の選択として、磁性特性を最大限考慮し、Fe以外に多量のCoやNi元素を組み合わせ、且つアモルファス安定性を低減しない程度にB等のメタロイドの添加範囲を設定していた。その際、B等のメタロイドの添加範囲は22at%以下であり、22at%より多い量のメタロイドを添加すると材料のアモルファス安定化を阻害し脆化するとされていた。また、耐酸化性を向上する目的でCr、Coが20%以上添加される報告はあるものの、微量添加あるいは置換による効能にふれたものはこれまで無かった。
【0006】
本発明は、この様な背景技術に鑑みてなされたものであり、耐酸化性、鋳造性、成形性、アモルファス安定性に優れた非晶質合金を提供することを目的とする。
また、本発明は、上記の非晶質合金を用いた光学部品およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記の課題を解決する非晶質合金は、組成式Fea−Bb−Zrc−Nid−Coe(a、b、c、d、eは原子組成百分率(at%)を示し、60.0≦a≦69.4、22.3≦b≦29.3、3.6≦c≦7.8、3.0≦d≦7.0、0.5≦e≦2.0の関係を満足し、且つ、a+b+c+d+eの合計は99.8以上である。)からなることを特徴とする。
【0008】
上記の課題を解決する光学部品は、上記の非晶質合金からなり、前記非晶質合金の非晶質相の体積率が少なくとも60%以上であることを特徴とする。
上記の課題を解決する光学部品の製造方法は、上記の非晶質合金を、過冷却液体域ΔTx(ΔTx=結晶化温度Tx−ガラス転移点Tg)の温度範囲に加熱し、型成形により加圧して成形した後、圧力を保持した状態で少なくともガラス転移点Tg以下まで冷却する工程を有することを特徴とする。
【発明の効果】
【0009】
本発明によれば、耐酸化性、鋳造性、成形性、アモルファス安定性に優れた非晶質合金を提供することができる。
また、上記の非晶質合金を用いた光学部品およびその製造方法を提供することができる。
【図面の簡単な説明】
【0010】
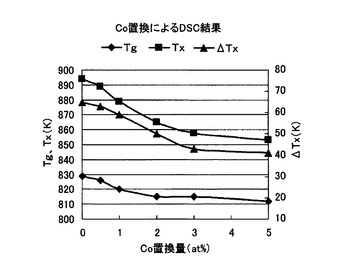
【図1】実施例1のCo置換量と過冷却液体温度の相関関係を示すグラフである。
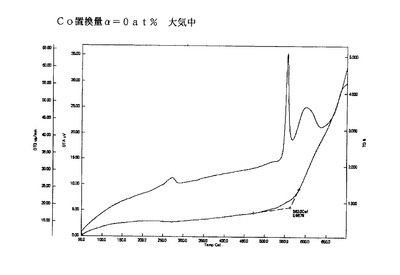
【図2(a)】実施例1におけるCo置換量α=0の時の熱重量分析の結果を示すグラフである。
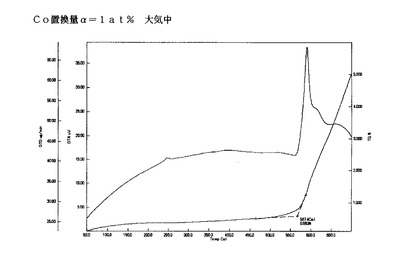
【図2(b)】実施例1におけるCo置換量α=1の時の熱重量分析の結果を示すグラフである。
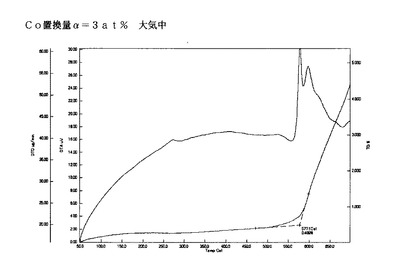
【図2(c)】実施例1におけるCo置換量α=3の時の熱重量分析の結果を示すグラフである。
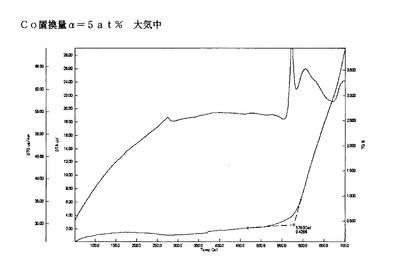
【図2(d)】実施例1におけるCo置換量α=5の時の熱重量分析の結果を示すグラフである。
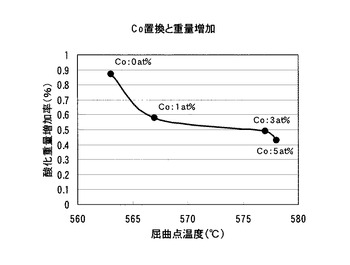
【図3】実施例1の屈曲点温度と酸化重量増加率を示したグラフである。
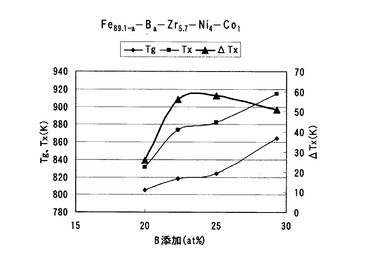
【図4】実施例1のB添加量と過冷却液体温度の相関関係を示すグラフである。
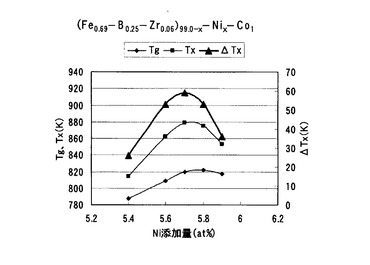
【図5】実施例1のNi添加量と過冷却液体温度の相関関係を示すグラフである。
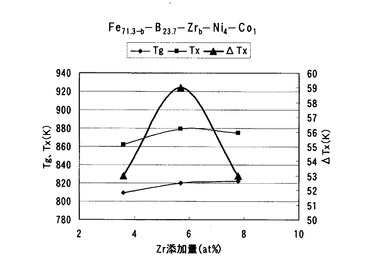
【図6】実施例1のZr添加量と過冷却液体温度の相関関係を示すグラフである。
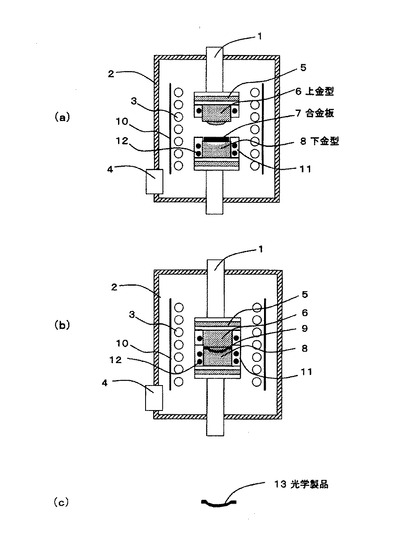
【図7】本発明の光学部品の製造方法の一実施例を示す工程図である。
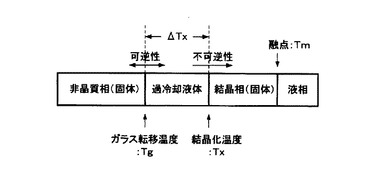
【図8】本発明の非晶質合金の相転移を示す概略図である。
【発明を実施するための形態】
【0011】
以下、本発明を詳細に説明する。
本発明に係る非晶質合金は、組成式Fea−Bb−Zrc−Nid−Coe(a、b、c、d、eは原子組成百分率(at%)を示し、60.0≦a≦69.4、22.3≦b≦29.3、3.6≦c≦7.8、3.0≦d≦7.0、0.5≦e≦2.0の関係を満足し、且つ、a+b+c+d+eの合計は99.8以上である。)からなることを特徴とする。なお、原子組成百分率(at%)とは、合金を構成する各元素の割合を表す。
【0012】
また、本発明に係る非晶質合金のCoは、Niを置換して形成されていることを特徴とする。また、本発明に係る非晶質合金は、前記組成式Fea−Bb−Zrc−Nid−Coeからなり、且つ前記非晶質合金の結晶化温度をTx、ガラス転移点をTgとすると、過冷却液体域ΔTx(ΔTx=結晶化温度Tx−ガラス転移点Tg)の温度範囲が50K以上であることを特徴とする。
本発明のFeを主成分とする非晶質合金は、優れた耐酸化性、鋳造性、アモルファス安定性と成形性、更には広い過冷却液体温度域と低コスト、省資源に貢献する組成である。
【0013】
本発明の非晶質合金は、更にはFe、B、Zr、NiおよびCo以外の元素からなる不可避不純物が、全体に対して0.2at%未満であれば含有されていても良い。不可避不純物として考えられるのは、もともとの原材料に含まれているものや、下記の製造工程において混入してしまう元素である。不可避不純物として、Ti、V、Cr、Y、Nb、Ta、Mo、W、Cu、La、Hf、Al、Sn、Ca、Mg、Ge、C、Si、P等が含まれる可能性がある。
【0014】
本発明の非晶質合金は、組成式Fea−Bb−Zrc−Nid−Coeにおいて、高い耐酸化性、アモルファス安定性と鋳造性を有している。
Fe元素の含有量は、60.0≦Fea≦69.4、好ましくは60≦Fea≦68が望ましい。Fe元素は本発明の非晶質合金の主成分であり、60at%より小さい場合は、過冷却液体温度域を有する非晶質合金とならない。また、上限値は、後述する他の元素の含有量から定めることができる。
【0015】
B元素の含有量は、22.3≦Bb≦29.3at%、好ましくは23.0≦Bb≦25.5が望ましい。従来、B等のメタロイドの含有量は、前述したように22at%より多いとアモルファス安定化を阻害し脆化するとされていた。しかしながら本発明の場合、22.3at%より小さい場合、アモルファス安定性が低下し、脆化し易くなることがわかった。ただし、29.3at%より大きい場合は、材料の金属特性が小さくなり、極端な脆化が生じる。
【0016】
Zr元素の含有量は、3.6≦Zrc≦7.8、好ましくは4.6≦Zrc≦6.8が望ましい。3.6at%以上7.8at%以下のZr元素を含有することにより、過冷却液体温度域の広い非晶質合金を得ることが可能となる。Zr元素が3.6at%より小さい場合、過冷却液体温度域が狭まり、その後の二次成形に悪影響を及ぼす。また、7.8at%より多い場合は、溶湯の粘度が急激に増し、鋳造性が悪化すると共に、原材料コストはより高くなる。
【0017】
Ni元素の含有量は、3.0≦Nid≦7.0、好ましくは4.0≦Nid≦6.0が望ましい。Ni元素が3at%より少ない場合は、メタリックな特徴が減じ、脆化し、7at%より多い場合は、過冷却液体温度域が狭まり、その後の二次成形に悪影響を及ぼす。
【0018】
Co元素の含有量は、0.5≦Coe≦2.0、好ましくは0.7≦Coe≦1.5が望ましい。Co元素の含有量が0.5at%より少ない量の場合、鋳造時や二次成形時の酸化が増し、溶湯の粘度の上昇や、製品表面への腐食の為、鋳造欠陥や、製品表面粗さが悪化する。すなわち耐酸化性の低減により成形性が低下してしまう。同時に、酸化防止の為に高精度な雰囲気制御装置によるコストが増す。一方、Co元素の含有量が2.0at%より多い場合は、アモルファス安定性が低下し、過冷却液体温度域が狭まり、二次成形における高い形状精度が出ない等の悪影響を及ぼすことになる。なお、Co元素は、Ni元素の一部を置換して製造することにより、生産性の面で有利な非晶質合金を得ることができるのでより好適である。
【0019】
図8は、本発明の非晶質合金の相転移を示す概略図である。図に示す様に、非晶質合金は加熱により、非晶質相(固体)−過冷却液体−結晶層(固体)−液相の相変化をする。Tgはガラス転移点、Txは結晶化温度を示し、ΔTxは過冷却液体域であり、ΔTx=結晶化温度Tx−ガラス転移点Tgの範囲を示す。Tmは融点を示す。
【0020】
本発明の非晶質合金は、過冷却液体域ΔTx(ΔTx=結晶化温度Tx−ガラス転移点Tg)が、50K以上となっている。また、好ましい実施例では60K以上を実現している。過冷却液体域が広くなることは、非平衡状態である非晶質相が温度に対してより安定的になることを意味する。つまり、鋳造により大きな体積をもつ非晶質塊(バルク)を製造し易くなる。更には、過冷却液体域での型成形の条件を広く得ることが可能となり、生産性に大きく寄与する。
【0021】
本発明の非晶質金属の製造方法は、原材料を溶解・混合させ合金化する工程と、該合金インゴットを石英製ノズル内で溶融温度Tm(融点)+約280Kに溶解・加熱し、単ロール法(4000rpm)でリボンを作製する工程からなる。
【0022】
また、プロセスと、示差走査熱量分析プロセス(+40K/minの加熱速度)により、合金のガラス転移点Tg、結晶化温度Tx、過冷却液体温度ΔTxを確認する。
また、原材料を溶解・混合させ合金化するプロセスと、該合金インゴットを再溶融・圧縮するプロセスと、X線回折分析プロセスにより、合金板の鋳造性および該板の結晶相を確認する。
【0023】
この表面からの鋳造性確認以外の手段として、高周波電源により石英館内で粉砕したインゴットを加熱・溶解し、不活性ガスにて溶融坩堝(石英、出口穴径φ0.8mm)より、銅製鋳型(φ0.5mm、長さ75mm)へ射出鋳造を行い、充填量と鋳肌、X線回折を確認し、粘度と欠陥、アモルファス安定性を確認する。
【0024】
最後に光学部品を得る二次成形として、該板を金型圧縮成形プロセスにより光学部品形状にした後、形状精度(型形状からのずれ)を確認する。
上述の板製造のプロセスと二次成形プロセスの手段は一例であり、他の手段によって得られた製品も含まれる。
【0025】
また、最終製品とは、主に光学用途用部品、すなわち高精度な型や種々の反射ミラー、反射防止面等の製品が対象であるが、高耐食特性から鑑みて微細部品や微細デバイス等の小型製品にも利用可能である。また、最終光学部品は、バルク材から得るだけでなく、膜や箔の二次成形による光学部品も対象となる。
【0026】
本発明の光学部品は、上記の非晶質合金からなり、前記非晶質合金の非晶質相の体積率が少なくとも60%以上であることを特徴とする。これは前記非晶質合金を熱間で加工した光学部品の結晶相を記述したものであり、非晶質合金を熱間中で加工した部品の非晶質相が、該部品の少なくとも60%以上(体積率)であることにより、高い非晶質体積率を維持できることから、十分な形状転写性を発揮することが可能であり、高い形状精度の光学製品が得られる。
【0027】
本発明の光学部品の製造方法は、上記の非晶質合金を、過冷却液体域ΔTx(ΔTx=結晶化温度Tx−ガラス転移点Tg)の温度範囲に加熱し、型成形により加圧して成形した後、圧力を保持した状態で少なくともガラス転移点Tg以下まで冷却する工程を有することを特徴とする。
【実施例1】
【0028】
以下、実施例を示して本発明を具体的に説明する。
アーク放電加熱にて高純度(純度98%以上)のFe、B、Zr、Ni、Co素材を混合・溶解してボタン状インゴットを作製し、高周波加熱により再溶融後、Arガスで石英製ノズルから溶湯を押出し、銅製ロールで急冷凝固させ、リボンを作成した。合金成分は、Fe65.6−B23.7−Zr5.7−Ni5−α−Coα(ただし、α=0.5、1.0、2.0at%)で構成されている。なお、作成した非晶質合金は、アーク放電による溶解時に、不純物である酸素や低融点金属等は除去され、99.8%以上に精製されている。
【0029】
図1は、組成式Fe65.6−B23.7−Zr5.7−Ni5−α−Coα(ただし、α=0、0.5、1.0、2.0、3.0、5.0at%)と過冷却液体温度(ΔTx)の相関関係を示すグラフである。
【0030】
図2(a)から(d)は、組成式Fe65.6−B23.7−Zr5.7−Ni5−α−Coαの、非晶質合金のリボンの大気酸化によるTGA(熱重量分析)の結果を示したグラフである。図2(a)は、図1におけるα=0、図2(b)は、図1におけるα=1.0、図2(c)は、図1におけるα=3、図2(d)は、図1におけるα=5の時の、示差熱熱量同時測定における、酸化による重量増加率のプロットを示した。
図3は、図2(a)から(d)での各Co元素置換量に対するTGAプロットの屈曲点の温度とそのときの酸化重量増加率を示した。
【0031】
表1に、該リボンを用いて示差走査熱量分析より吸熱発熱反応データより得られたガラス転移点(Tg)、結晶化温度(Tx)、過冷却液体温度(ΔTx)、鋳造性の実験結果を示す。α=0の場合は比較実験例1、α=0.5の場合は実験例1、α=1の場合は実験例2、α=2の場合は実験例3、α=3の場合は比較実験例2、α=5の場合は比較実験例3としている。
【0032】
(測定方法)
(1)ガラス転移点Tg
図2(a)〜(d)に示したグラフの吸熱屈曲点により求めた。
(2)結晶化温度Tx
図2(a)〜(d)に示したグラフの発熱屈曲点により求めた。
(3)Tg点重量増加率
示差走査熱量分析(+40K/minの加熱速度)により、合金の過冷却液体温度を確認する。また、示差熱熱量同時測定工程により、空気フロー雰囲気中で+10K/minの加熱速度でガラス転移点Tgにおける酸化による重量変化を確認する。(1)で求めたガラス転移点Tgの時の図2(a)〜(d)に示したグラフの右軸のTg%の目盛から、Tg点重量増加率を算出した。
【0033】
(4)Tx点重量増加率
示差走査熱量分析(+40K/minの加熱速度)により、合金の過冷却液体温度を確認する。また、示差熱熱量同時測定工程により、空気フロー雰囲気中で+10K/minの加熱速度で結晶化温度Txにおける酸化による重量変化を確認する。(2)で求めた結晶化温度Txの時の図2(a)〜(d)に示したグラフの右軸のTg%の目盛から、Tx点重量増加率を算出した。
(5)鋳造性
合金溶解作製時、および金型φ0.5×70mmへの射出鋳造により求めた。
(6)成形面粗さ(Ra)
超硬合金の金型をRa1.0nmまで平滑にし、圧縮二次成形後に成形品表面の粗さを非接触三次元表面形状測定装置により求めた。なお、成形面は耐酸化性に劣化にともない粗くなる。
【0034】
図3より、Co元素をNi元素に対し置換量を増していく毎に、酸化による重量増加率が減少すると共に、酸化の始まる屈曲点温度が上昇していることが、認められた。つまり、Co元素を置換していない合金と比較して、Co元素を微量置換することにより、耐酸化性は大きく改善する効果があることが確認できた。
【0035】
【表1】

【0036】
表1の実施例と比較例を比べると、Co元素の置換による鋳造性、アモルファス安定性(ΔTx≧50K)、耐参加性を示す二次成形後の表面粗さRaが良好である範囲は0.5≦Co置換量(at%)≦2.0であることが認められた。
【0037】
Co元素の無添加の場合、鋳造性やアモルファス安定性はあるものの耐酸化性に劣り、二次成形時等の製造時に十分な不活性雰囲気を作り出す必要があった。従って、高価な装置が必要となりコストアップにつながった。次に、Co元素を3および5at%添加の場合、耐酸化性は大幅に改善するものの、ΔTxが減少し鋳造品に結晶を生じた。
【実施例2】
【0038】
アーク放電加熱にて高純度(純度98%以上)のFe、B、Zr、Ni、Co素材を混合・溶解しボタン状インゴットを作製し、高周波加熱により再溶融後、Arガスで石英製ノズルから溶湯を押出し、銅製ロールで急冷凝固させ、リボンを作成した。合金成分は、Fe89.1−a−Ba−Zr5.7−Ni4−Co1(ただしa=22.3、25、29.7at%)で構成されている。なお、作成した非晶質合金は、アーク放電による溶解時に、不純物である酸素や低融点金属等は除去され、99.8%以上に精製されている。
【0039】
図4は、組成式Fe89.1−a−Ba−Zr5.7−Ni4−Co1(ただしa=15、20、22.3、25、29.3、30at%)と過冷却液体温度(ΔTx)の相関関係を示すグラフである。
【0040】
表2に、該リボンを用いて示差走査熱量分析より吸熱発熱反応データより得られたガラス転移点(Tg)、結晶化温度(Tx)、過冷却液体温度(ΔTx)、鋳造性の実験結果を示す。a=15の場合は比較実験例4、a=20の場合は比較実験例5、a=22.3の場合は実験例4、a=25の場合は実験例5、a=29.3の場合は実験例6、a=30の場合は比較実験例6としている。
【0041】
【表2】
【0042】
表2の実施例と比較例を比べると、B元素の微量添加による鋳造性、アモルファス安定性(ΔTx≧30K)、耐酸化性を示す二次成形後の表面粗さRaが良好である範囲は22.3≦B添加量(at%)≦29.3であることが認められた。
【0043】
B元素を15、20at%添加の場合、湯温は下がり、湯流れも良好だが、ΔTxが小さく非晶質のバルクを得ることは出来なかった。細い鋳型を流動するだけの粘度が得られず、鋳造欠陥も見られ、鋳造性に劣ることが確認できた。また、湯温も高く経済的にも問題があった。次に、B元素を30at%添加の場合、そもそも非晶質のリボン連続的に得ることは出来なかった。また、湯温も高く、リボン上に気孔も多数見られ、経済的にも生産的にも問題があった。このため、鋳型への鋳造実験は行わなかった。
【実施例3】
【0044】
高周波加熱にて高純度フェロボロン(純度98at%)、高純度(純度98%以上)のFe、B、Zr、Ni、Co素材を混合・溶解し棒状インゴットを作製し、高周波加熱により再溶融後、Arガスで石英製ノズルから溶湯を押出し、銅製ロールで急冷凝固させ、リボンを作成した。合金成分は、(Fe0.69−B0.25−Zr0.06)99.0−X−NiX−Co1(ただしx=2、4、6at%)で構成されている。なお、作成した非晶質合金は、アーク放電による溶解時に、不純物である酸素や低融点金属等は除去され、99.8%以上に精製されている。
【0045】
図5は、組成式(Fe0.69−B0.25−Zr0.06)99.0−X−NiX−Co1(ただしx=0、2、4、6、9at%)と過冷却液体温度(ΔTx)の相関関係を示すグラフである。
【0046】
表3に、該リボンを用いて示差走査熱量分析より吸熱発熱反応データより得られたガラス転移点(Tg)、結晶化温度(Tx)、過冷却液体温度(ΔTx)、鋳造性の実験結果を示す。x=9の場合は比較実験例7、x=6の場合は実験例7、x=4の場合は実験例8、x=2の場合は実験例9、x=0の場合は比較実験例8としている。
【0047】
【表3】
【0048】
表3の実施例と比較例を比べてみると、Ni元素の添加量による鋳造性、アモルファス安定性、耐酸化性を示す二次成形後の表面粗さRaが良好である範囲は3≦Ni添加量(at%)≦7であることが認められた。
【0049】
Ni元素を無添加の場合、アモルファス安定性が低いため、十分な非晶質が得られなかった。また、湯温も高く、リボン上に気孔も多数見られ、経済的にも生産的にも問題があった。次に、Ni元素を10at%添加の場合、アモルファス安定性が低い為、結晶化且つ鋳造未充填となった。
【実施例4】
【0050】
高周波加熱にて高純度フェロボロン(純度98at%)、高純度(純度98%以上)のFe、Zr、Ni、Si素材を混合・溶解し棒状インゴットを作製し、高周波加熱により再溶融後、Arガスで石英製ノズルから溶湯を押出し、銅製ロールで急冷凝固させ、リボンを作成した。合金成分は、Fe71.3−b−B23.7−Zrb−Ni4−Co1(ただしb=3.6、5.7、7.8at%)で構成されている。なお、作成した非晶質合金は、アーク放電による溶解時に、不純物である酸素や低融点金属等は除去され、99.8%以上に精製されている。
【0051】
図6は、組成式Fe71.3−b−B23.7−Zrb−Ni4−Co1(ただしb=1.9、3.6、5.7、7.8at%)と過冷却液体温度(ΔTx)の相関関係を示すグラフである。
【0052】
表4に、該リボンを用いて示差走査熱量分析より吸熱発熱反応データより得られたガラス転移点(Tg)、結晶化温度(Tx)、過冷却液体温度(ΔTx)、鋳造性の実験結果を示す。b=1.9の場合は比較実験例9、b=3.6の場合は実験例10、b=5.7の場合は実験例11、b=7.8の場合は実験例12、b=9.5の場合は比較実験例10としている。
【0053】
【表4】
【0054】
表4の実施例と比較例を比べてみると、Zr元素の添加量による鋳造性、アモルファス安定性、耐酸化性を示す二次成形後の表面粗さRaが良好である範囲は3.6≦Zr添加量(at%)≦7.8であることが認められた。
【0055】
Zr元素を1.9、9.5at%添加の場合、そもそも非晶質のリボンを得ることは出来なかった。また、1.9at%添加では湯流れは非常に良好で、リボン作成は出来たものの、全て結晶化していた。また9.5at%の場合、湯流れが悪く、リボンは連続的に作製することが出来なかった。このため、両比較例ともに鋳型への鋳造実験は行わなかった。
【実施例5】
【0056】
図7は、本発明の光学部品の製造方法の一実施例を示す工程図である。図7では、金属鋳型への遠心鋳造により得られた実施例1の合金板5×3×0.7mmtから金型成形により反射光学素子を作成した例を示す。なお、合金の種類は、実施例1に限定されない。また、鋳造方法は急冷可能であれば手段を問わない。また被成形物の合金板は、板全体が非晶質からなる合金板や外周部のみ非晶質からなる合金膜で構成されていることも含まれる。
【0057】
まず、図7(a)において、チャンバー2の内部において、下金型8に被成形物である非晶質合金板7をセットした。上金型6、下金型8は、超硬合金、SiCや石英等のセラミックスやステンレス鋼、各種超合金、工具鋼、および高ガラス転移点を有する非晶質合金を用いることも可能である。金型表面には、窒化膜や炭化膜、貴金属膜等の金型耐久性を向上させるための膜をコートしてもよい。加熱源はセラミックスヒーター5やカートリッジヒーター12等を図示したが、加熱方法はそれらに限らない。上金型6および下金型8の周囲には、ハロゲンヒーター3とリフレクター10が配置されている。4はチャンバー2内の雰囲気を置換する際に使用する真空排気口である。
【0058】
図7(b)では、成形近傍を非酸化雰囲気とし、ガラス転移点Tg以上結晶化温度Tx以下の範囲に加熱後、プレス軸を軸方向に移動させることで、合金板7は圧縮成形される。9は成形中の非晶質合金板である。圧縮成形後、Tg以下まで加圧・徐冷し、その後、圧力を開放し、光学製品13を取り出す。図7(c)はその光学製品13を示す図である。
【0059】
反射光学素子の構造強度を増す為に、光学製品にはリブを外周と内部に設けることができる。また、板厚やサイズによっては、リブは外周のみでも、また無くてもよい。側面には取付基準面を熱間成形時に同時に作り出すことも可能である。本実施例では矩形の板上に球面の光学面を有した製品例を示したが、合金板の形状や厚さ、光学面となる形状は特に限定されない。
作成した光学製品の光学有効面の形状精度は、高精度に仕上げた上金型6の精度と比べて最大0.5μmのずれであり、高精度に転写していることが確認できた。
【産業上の利用可能性】
【0060】
本発明は、鋳造性、成形性に優れたFeを主成分とする非晶質合金を提供することができるので、前記非晶質合金を用いた光学部品に利用することができる。
【符号の説明】
【0061】
1 プレス軸
2 チャンバー
3 ハロゲンヒーター
4 真空排気口
5 セラミックスヒーター
6 上金型
7 非晶質合金板
8 下金型
9 成形中の金属板
10 リフレクター
11 胴型
12 カートリッジヒーター
13 光学製品
【技術分野】
【0001】
本発明はFeを主成分とする非晶質合金、それを用いた光学部品および光学部品の製造方法に関するものである。
【背景技術】
【0002】
従来から、Fe基非晶質合金が検討されている。特開11−074110(特許文献1)には、電子部品のバルク磁心用として、Fe基非晶質合金の過冷却温度間隔の広げるための組成が示されている。具体的には、Fe、Co、Niのうちの1種または2種以上の元素を主成分とし、Zr、Nb、Ta、Hf、Mo、Ti、Vのうちの1種または2種以上の元素とBを含むFe基非晶質合金が記載されている。また、組成式として(Fe1−a−bCoaNib)100−x−yMxBy(但し、0.042≦a≦0.29、0.042≦b≦0.43、5原子%≦x≦20原子%、10原子%≦y≦22原子%であり、MはZr、Nb、Ta、Hf、Mo、Ti、Vのうちの1種または2種以上からなる元素)が示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開11−074110
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記の従来のFeを主成分とする非晶質合金は、過冷却域を有し、高強度、高ヤング率、軟磁性の特性を向上することを目的とした材料であった。特に、多くのメーカーでは磁性特性の利用に注目し、より大きな軟磁性特性を有するバルク非晶質合金の探索が続けられてきた。しかしながら、従来のFeを主成分とする非晶質合金は、金属元素のみの組み合わせで作製されている。そのため、高特性の磁性材料を得ることはできるが、耐酸化性に優れた準安定なバルク非晶質合金を得ることは困難であった。
【0005】
そこで、上述の特許文献1では、混合エンタルピーの大きなB等のメタロイドを混合し、アモルファスの安定化を図っている。この場合、元素の選択として、磁性特性を最大限考慮し、Fe以外に多量のCoやNi元素を組み合わせ、且つアモルファス安定性を低減しない程度にB等のメタロイドの添加範囲を設定していた。その際、B等のメタロイドの添加範囲は22at%以下であり、22at%より多い量のメタロイドを添加すると材料のアモルファス安定化を阻害し脆化するとされていた。また、耐酸化性を向上する目的でCr、Coが20%以上添加される報告はあるものの、微量添加あるいは置換による効能にふれたものはこれまで無かった。
【0006】
本発明は、この様な背景技術に鑑みてなされたものであり、耐酸化性、鋳造性、成形性、アモルファス安定性に優れた非晶質合金を提供することを目的とする。
また、本発明は、上記の非晶質合金を用いた光学部品およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記の課題を解決する非晶質合金は、組成式Fea−Bb−Zrc−Nid−Coe(a、b、c、d、eは原子組成百分率(at%)を示し、60.0≦a≦69.4、22.3≦b≦29.3、3.6≦c≦7.8、3.0≦d≦7.0、0.5≦e≦2.0の関係を満足し、且つ、a+b+c+d+eの合計は99.8以上である。)からなることを特徴とする。
【0008】
上記の課題を解決する光学部品は、上記の非晶質合金からなり、前記非晶質合金の非晶質相の体積率が少なくとも60%以上であることを特徴とする。
上記の課題を解決する光学部品の製造方法は、上記の非晶質合金を、過冷却液体域ΔTx(ΔTx=結晶化温度Tx−ガラス転移点Tg)の温度範囲に加熱し、型成形により加圧して成形した後、圧力を保持した状態で少なくともガラス転移点Tg以下まで冷却する工程を有することを特徴とする。
【発明の効果】
【0009】
本発明によれば、耐酸化性、鋳造性、成形性、アモルファス安定性に優れた非晶質合金を提供することができる。
また、上記の非晶質合金を用いた光学部品およびその製造方法を提供することができる。
【図面の簡単な説明】
【0010】
【図1】実施例1のCo置換量と過冷却液体温度の相関関係を示すグラフである。
【図2(a)】実施例1におけるCo置換量α=0の時の熱重量分析の結果を示すグラフである。
【図2(b)】実施例1におけるCo置換量α=1の時の熱重量分析の結果を示すグラフである。
【図2(c)】実施例1におけるCo置換量α=3の時の熱重量分析の結果を示すグラフである。
【図2(d)】実施例1におけるCo置換量α=5の時の熱重量分析の結果を示すグラフである。
【図3】実施例1の屈曲点温度と酸化重量増加率を示したグラフである。
【図4】実施例1のB添加量と過冷却液体温度の相関関係を示すグラフである。
【図5】実施例1のNi添加量と過冷却液体温度の相関関係を示すグラフである。
【図6】実施例1のZr添加量と過冷却液体温度の相関関係を示すグラフである。
【図7】本発明の光学部品の製造方法の一実施例を示す工程図である。
【図8】本発明の非晶質合金の相転移を示す概略図である。
【発明を実施するための形態】
【0011】
以下、本発明を詳細に説明する。
本発明に係る非晶質合金は、組成式Fea−Bb−Zrc−Nid−Coe(a、b、c、d、eは原子組成百分率(at%)を示し、60.0≦a≦69.4、22.3≦b≦29.3、3.6≦c≦7.8、3.0≦d≦7.0、0.5≦e≦2.0の関係を満足し、且つ、a+b+c+d+eの合計は99.8以上である。)からなることを特徴とする。なお、原子組成百分率(at%)とは、合金を構成する各元素の割合を表す。
【0012】
また、本発明に係る非晶質合金のCoは、Niを置換して形成されていることを特徴とする。また、本発明に係る非晶質合金は、前記組成式Fea−Bb−Zrc−Nid−Coeからなり、且つ前記非晶質合金の結晶化温度をTx、ガラス転移点をTgとすると、過冷却液体域ΔTx(ΔTx=結晶化温度Tx−ガラス転移点Tg)の温度範囲が50K以上であることを特徴とする。
本発明のFeを主成分とする非晶質合金は、優れた耐酸化性、鋳造性、アモルファス安定性と成形性、更には広い過冷却液体温度域と低コスト、省資源に貢献する組成である。
【0013】
本発明の非晶質合金は、更にはFe、B、Zr、NiおよびCo以外の元素からなる不可避不純物が、全体に対して0.2at%未満であれば含有されていても良い。不可避不純物として考えられるのは、もともとの原材料に含まれているものや、下記の製造工程において混入してしまう元素である。不可避不純物として、Ti、V、Cr、Y、Nb、Ta、Mo、W、Cu、La、Hf、Al、Sn、Ca、Mg、Ge、C、Si、P等が含まれる可能性がある。
【0014】
本発明の非晶質合金は、組成式Fea−Bb−Zrc−Nid−Coeにおいて、高い耐酸化性、アモルファス安定性と鋳造性を有している。
Fe元素の含有量は、60.0≦Fea≦69.4、好ましくは60≦Fea≦68が望ましい。Fe元素は本発明の非晶質合金の主成分であり、60at%より小さい場合は、過冷却液体温度域を有する非晶質合金とならない。また、上限値は、後述する他の元素の含有量から定めることができる。
【0015】
B元素の含有量は、22.3≦Bb≦29.3at%、好ましくは23.0≦Bb≦25.5が望ましい。従来、B等のメタロイドの含有量は、前述したように22at%より多いとアモルファス安定化を阻害し脆化するとされていた。しかしながら本発明の場合、22.3at%より小さい場合、アモルファス安定性が低下し、脆化し易くなることがわかった。ただし、29.3at%より大きい場合は、材料の金属特性が小さくなり、極端な脆化が生じる。
【0016】
Zr元素の含有量は、3.6≦Zrc≦7.8、好ましくは4.6≦Zrc≦6.8が望ましい。3.6at%以上7.8at%以下のZr元素を含有することにより、過冷却液体温度域の広い非晶質合金を得ることが可能となる。Zr元素が3.6at%より小さい場合、過冷却液体温度域が狭まり、その後の二次成形に悪影響を及ぼす。また、7.8at%より多い場合は、溶湯の粘度が急激に増し、鋳造性が悪化すると共に、原材料コストはより高くなる。
【0017】
Ni元素の含有量は、3.0≦Nid≦7.0、好ましくは4.0≦Nid≦6.0が望ましい。Ni元素が3at%より少ない場合は、メタリックな特徴が減じ、脆化し、7at%より多い場合は、過冷却液体温度域が狭まり、その後の二次成形に悪影響を及ぼす。
【0018】
Co元素の含有量は、0.5≦Coe≦2.0、好ましくは0.7≦Coe≦1.5が望ましい。Co元素の含有量が0.5at%より少ない量の場合、鋳造時や二次成形時の酸化が増し、溶湯の粘度の上昇や、製品表面への腐食の為、鋳造欠陥や、製品表面粗さが悪化する。すなわち耐酸化性の低減により成形性が低下してしまう。同時に、酸化防止の為に高精度な雰囲気制御装置によるコストが増す。一方、Co元素の含有量が2.0at%より多い場合は、アモルファス安定性が低下し、過冷却液体温度域が狭まり、二次成形における高い形状精度が出ない等の悪影響を及ぼすことになる。なお、Co元素は、Ni元素の一部を置換して製造することにより、生産性の面で有利な非晶質合金を得ることができるのでより好適である。
【0019】
図8は、本発明の非晶質合金の相転移を示す概略図である。図に示す様に、非晶質合金は加熱により、非晶質相(固体)−過冷却液体−結晶層(固体)−液相の相変化をする。Tgはガラス転移点、Txは結晶化温度を示し、ΔTxは過冷却液体域であり、ΔTx=結晶化温度Tx−ガラス転移点Tgの範囲を示す。Tmは融点を示す。
【0020】
本発明の非晶質合金は、過冷却液体域ΔTx(ΔTx=結晶化温度Tx−ガラス転移点Tg)が、50K以上となっている。また、好ましい実施例では60K以上を実現している。過冷却液体域が広くなることは、非平衡状態である非晶質相が温度に対してより安定的になることを意味する。つまり、鋳造により大きな体積をもつ非晶質塊(バルク)を製造し易くなる。更には、過冷却液体域での型成形の条件を広く得ることが可能となり、生産性に大きく寄与する。
【0021】
本発明の非晶質金属の製造方法は、原材料を溶解・混合させ合金化する工程と、該合金インゴットを石英製ノズル内で溶融温度Tm(融点)+約280Kに溶解・加熱し、単ロール法(4000rpm)でリボンを作製する工程からなる。
【0022】
また、プロセスと、示差走査熱量分析プロセス(+40K/minの加熱速度)により、合金のガラス転移点Tg、結晶化温度Tx、過冷却液体温度ΔTxを確認する。
また、原材料を溶解・混合させ合金化するプロセスと、該合金インゴットを再溶融・圧縮するプロセスと、X線回折分析プロセスにより、合金板の鋳造性および該板の結晶相を確認する。
【0023】
この表面からの鋳造性確認以外の手段として、高周波電源により石英館内で粉砕したインゴットを加熱・溶解し、不活性ガスにて溶融坩堝(石英、出口穴径φ0.8mm)より、銅製鋳型(φ0.5mm、長さ75mm)へ射出鋳造を行い、充填量と鋳肌、X線回折を確認し、粘度と欠陥、アモルファス安定性を確認する。
【0024】
最後に光学部品を得る二次成形として、該板を金型圧縮成形プロセスにより光学部品形状にした後、形状精度(型形状からのずれ)を確認する。
上述の板製造のプロセスと二次成形プロセスの手段は一例であり、他の手段によって得られた製品も含まれる。
【0025】
また、最終製品とは、主に光学用途用部品、すなわち高精度な型や種々の反射ミラー、反射防止面等の製品が対象であるが、高耐食特性から鑑みて微細部品や微細デバイス等の小型製品にも利用可能である。また、最終光学部品は、バルク材から得るだけでなく、膜や箔の二次成形による光学部品も対象となる。
【0026】
本発明の光学部品は、上記の非晶質合金からなり、前記非晶質合金の非晶質相の体積率が少なくとも60%以上であることを特徴とする。これは前記非晶質合金を熱間で加工した光学部品の結晶相を記述したものであり、非晶質合金を熱間中で加工した部品の非晶質相が、該部品の少なくとも60%以上(体積率)であることにより、高い非晶質体積率を維持できることから、十分な形状転写性を発揮することが可能であり、高い形状精度の光学製品が得られる。
【0027】
本発明の光学部品の製造方法は、上記の非晶質合金を、過冷却液体域ΔTx(ΔTx=結晶化温度Tx−ガラス転移点Tg)の温度範囲に加熱し、型成形により加圧して成形した後、圧力を保持した状態で少なくともガラス転移点Tg以下まで冷却する工程を有することを特徴とする。
【実施例1】
【0028】
以下、実施例を示して本発明を具体的に説明する。
アーク放電加熱にて高純度(純度98%以上)のFe、B、Zr、Ni、Co素材を混合・溶解してボタン状インゴットを作製し、高周波加熱により再溶融後、Arガスで石英製ノズルから溶湯を押出し、銅製ロールで急冷凝固させ、リボンを作成した。合金成分は、Fe65.6−B23.7−Zr5.7−Ni5−α−Coα(ただし、α=0.5、1.0、2.0at%)で構成されている。なお、作成した非晶質合金は、アーク放電による溶解時に、不純物である酸素や低融点金属等は除去され、99.8%以上に精製されている。
【0029】
図1は、組成式Fe65.6−B23.7−Zr5.7−Ni5−α−Coα(ただし、α=0、0.5、1.0、2.0、3.0、5.0at%)と過冷却液体温度(ΔTx)の相関関係を示すグラフである。
【0030】
図2(a)から(d)は、組成式Fe65.6−B23.7−Zr5.7−Ni5−α−Coαの、非晶質合金のリボンの大気酸化によるTGA(熱重量分析)の結果を示したグラフである。図2(a)は、図1におけるα=0、図2(b)は、図1におけるα=1.0、図2(c)は、図1におけるα=3、図2(d)は、図1におけるα=5の時の、示差熱熱量同時測定における、酸化による重量増加率のプロットを示した。
図3は、図2(a)から(d)での各Co元素置換量に対するTGAプロットの屈曲点の温度とそのときの酸化重量増加率を示した。
【0031】
表1に、該リボンを用いて示差走査熱量分析より吸熱発熱反応データより得られたガラス転移点(Tg)、結晶化温度(Tx)、過冷却液体温度(ΔTx)、鋳造性の実験結果を示す。α=0の場合は比較実験例1、α=0.5の場合は実験例1、α=1の場合は実験例2、α=2の場合は実験例3、α=3の場合は比較実験例2、α=5の場合は比較実験例3としている。
【0032】
(測定方法)
(1)ガラス転移点Tg
図2(a)〜(d)に示したグラフの吸熱屈曲点により求めた。
(2)結晶化温度Tx
図2(a)〜(d)に示したグラフの発熱屈曲点により求めた。
(3)Tg点重量増加率
示差走査熱量分析(+40K/minの加熱速度)により、合金の過冷却液体温度を確認する。また、示差熱熱量同時測定工程により、空気フロー雰囲気中で+10K/minの加熱速度でガラス転移点Tgにおける酸化による重量変化を確認する。(1)で求めたガラス転移点Tgの時の図2(a)〜(d)に示したグラフの右軸のTg%の目盛から、Tg点重量増加率を算出した。
【0033】
(4)Tx点重量増加率
示差走査熱量分析(+40K/minの加熱速度)により、合金の過冷却液体温度を確認する。また、示差熱熱量同時測定工程により、空気フロー雰囲気中で+10K/minの加熱速度で結晶化温度Txにおける酸化による重量変化を確認する。(2)で求めた結晶化温度Txの時の図2(a)〜(d)に示したグラフの右軸のTg%の目盛から、Tx点重量増加率を算出した。
(5)鋳造性
合金溶解作製時、および金型φ0.5×70mmへの射出鋳造により求めた。
(6)成形面粗さ(Ra)
超硬合金の金型をRa1.0nmまで平滑にし、圧縮二次成形後に成形品表面の粗さを非接触三次元表面形状測定装置により求めた。なお、成形面は耐酸化性に劣化にともない粗くなる。
【0034】
図3より、Co元素をNi元素に対し置換量を増していく毎に、酸化による重量増加率が減少すると共に、酸化の始まる屈曲点温度が上昇していることが、認められた。つまり、Co元素を置換していない合金と比較して、Co元素を微量置換することにより、耐酸化性は大きく改善する効果があることが確認できた。
【0035】
【表1】
【0036】
表1の実施例と比較例を比べると、Co元素の置換による鋳造性、アモルファス安定性(ΔTx≧50K)、耐参加性を示す二次成形後の表面粗さRaが良好である範囲は0.5≦Co置換量(at%)≦2.0であることが認められた。
【0037】
Co元素の無添加の場合、鋳造性やアモルファス安定性はあるものの耐酸化性に劣り、二次成形時等の製造時に十分な不活性雰囲気を作り出す必要があった。従って、高価な装置が必要となりコストアップにつながった。次に、Co元素を3および5at%添加の場合、耐酸化性は大幅に改善するものの、ΔTxが減少し鋳造品に結晶を生じた。
【実施例2】
【0038】
アーク放電加熱にて高純度(純度98%以上)のFe、B、Zr、Ni、Co素材を混合・溶解しボタン状インゴットを作製し、高周波加熱により再溶融後、Arガスで石英製ノズルから溶湯を押出し、銅製ロールで急冷凝固させ、リボンを作成した。合金成分は、Fe89.1−a−Ba−Zr5.7−Ni4−Co1(ただしa=22.3、25、29.7at%)で構成されている。なお、作成した非晶質合金は、アーク放電による溶解時に、不純物である酸素や低融点金属等は除去され、99.8%以上に精製されている。
【0039】
図4は、組成式Fe89.1−a−Ba−Zr5.7−Ni4−Co1(ただしa=15、20、22.3、25、29.3、30at%)と過冷却液体温度(ΔTx)の相関関係を示すグラフである。
【0040】
表2に、該リボンを用いて示差走査熱量分析より吸熱発熱反応データより得られたガラス転移点(Tg)、結晶化温度(Tx)、過冷却液体温度(ΔTx)、鋳造性の実験結果を示す。a=15の場合は比較実験例4、a=20の場合は比較実験例5、a=22.3の場合は実験例4、a=25の場合は実験例5、a=29.3の場合は実験例6、a=30の場合は比較実験例6としている。
【0041】
【表2】
【0042】
表2の実施例と比較例を比べると、B元素の微量添加による鋳造性、アモルファス安定性(ΔTx≧30K)、耐酸化性を示す二次成形後の表面粗さRaが良好である範囲は22.3≦B添加量(at%)≦29.3であることが認められた。
【0043】
B元素を15、20at%添加の場合、湯温は下がり、湯流れも良好だが、ΔTxが小さく非晶質のバルクを得ることは出来なかった。細い鋳型を流動するだけの粘度が得られず、鋳造欠陥も見られ、鋳造性に劣ることが確認できた。また、湯温も高く経済的にも問題があった。次に、B元素を30at%添加の場合、そもそも非晶質のリボン連続的に得ることは出来なかった。また、湯温も高く、リボン上に気孔も多数見られ、経済的にも生産的にも問題があった。このため、鋳型への鋳造実験は行わなかった。
【実施例3】
【0044】
高周波加熱にて高純度フェロボロン(純度98at%)、高純度(純度98%以上)のFe、B、Zr、Ni、Co素材を混合・溶解し棒状インゴットを作製し、高周波加熱により再溶融後、Arガスで石英製ノズルから溶湯を押出し、銅製ロールで急冷凝固させ、リボンを作成した。合金成分は、(Fe0.69−B0.25−Zr0.06)99.0−X−NiX−Co1(ただしx=2、4、6at%)で構成されている。なお、作成した非晶質合金は、アーク放電による溶解時に、不純物である酸素や低融点金属等は除去され、99.8%以上に精製されている。
【0045】
図5は、組成式(Fe0.69−B0.25−Zr0.06)99.0−X−NiX−Co1(ただしx=0、2、4、6、9at%)と過冷却液体温度(ΔTx)の相関関係を示すグラフである。
【0046】
表3に、該リボンを用いて示差走査熱量分析より吸熱発熱反応データより得られたガラス転移点(Tg)、結晶化温度(Tx)、過冷却液体温度(ΔTx)、鋳造性の実験結果を示す。x=9の場合は比較実験例7、x=6の場合は実験例7、x=4の場合は実験例8、x=2の場合は実験例9、x=0の場合は比較実験例8としている。
【0047】
【表3】
【0048】
表3の実施例と比較例を比べてみると、Ni元素の添加量による鋳造性、アモルファス安定性、耐酸化性を示す二次成形後の表面粗さRaが良好である範囲は3≦Ni添加量(at%)≦7であることが認められた。
【0049】
Ni元素を無添加の場合、アモルファス安定性が低いため、十分な非晶質が得られなかった。また、湯温も高く、リボン上に気孔も多数見られ、経済的にも生産的にも問題があった。次に、Ni元素を10at%添加の場合、アモルファス安定性が低い為、結晶化且つ鋳造未充填となった。
【実施例4】
【0050】
高周波加熱にて高純度フェロボロン(純度98at%)、高純度(純度98%以上)のFe、Zr、Ni、Si素材を混合・溶解し棒状インゴットを作製し、高周波加熱により再溶融後、Arガスで石英製ノズルから溶湯を押出し、銅製ロールで急冷凝固させ、リボンを作成した。合金成分は、Fe71.3−b−B23.7−Zrb−Ni4−Co1(ただしb=3.6、5.7、7.8at%)で構成されている。なお、作成した非晶質合金は、アーク放電による溶解時に、不純物である酸素や低融点金属等は除去され、99.8%以上に精製されている。
【0051】
図6は、組成式Fe71.3−b−B23.7−Zrb−Ni4−Co1(ただしb=1.9、3.6、5.7、7.8at%)と過冷却液体温度(ΔTx)の相関関係を示すグラフである。
【0052】
表4に、該リボンを用いて示差走査熱量分析より吸熱発熱反応データより得られたガラス転移点(Tg)、結晶化温度(Tx)、過冷却液体温度(ΔTx)、鋳造性の実験結果を示す。b=1.9の場合は比較実験例9、b=3.6の場合は実験例10、b=5.7の場合は実験例11、b=7.8の場合は実験例12、b=9.5の場合は比較実験例10としている。
【0053】
【表4】
【0054】
表4の実施例と比較例を比べてみると、Zr元素の添加量による鋳造性、アモルファス安定性、耐酸化性を示す二次成形後の表面粗さRaが良好である範囲は3.6≦Zr添加量(at%)≦7.8であることが認められた。
【0055】
Zr元素を1.9、9.5at%添加の場合、そもそも非晶質のリボンを得ることは出来なかった。また、1.9at%添加では湯流れは非常に良好で、リボン作成は出来たものの、全て結晶化していた。また9.5at%の場合、湯流れが悪く、リボンは連続的に作製することが出来なかった。このため、両比較例ともに鋳型への鋳造実験は行わなかった。
【実施例5】
【0056】
図7は、本発明の光学部品の製造方法の一実施例を示す工程図である。図7では、金属鋳型への遠心鋳造により得られた実施例1の合金板5×3×0.7mmtから金型成形により反射光学素子を作成した例を示す。なお、合金の種類は、実施例1に限定されない。また、鋳造方法は急冷可能であれば手段を問わない。また被成形物の合金板は、板全体が非晶質からなる合金板や外周部のみ非晶質からなる合金膜で構成されていることも含まれる。
【0057】
まず、図7(a)において、チャンバー2の内部において、下金型8に被成形物である非晶質合金板7をセットした。上金型6、下金型8は、超硬合金、SiCや石英等のセラミックスやステンレス鋼、各種超合金、工具鋼、および高ガラス転移点を有する非晶質合金を用いることも可能である。金型表面には、窒化膜や炭化膜、貴金属膜等の金型耐久性を向上させるための膜をコートしてもよい。加熱源はセラミックスヒーター5やカートリッジヒーター12等を図示したが、加熱方法はそれらに限らない。上金型6および下金型8の周囲には、ハロゲンヒーター3とリフレクター10が配置されている。4はチャンバー2内の雰囲気を置換する際に使用する真空排気口である。
【0058】
図7(b)では、成形近傍を非酸化雰囲気とし、ガラス転移点Tg以上結晶化温度Tx以下の範囲に加熱後、プレス軸を軸方向に移動させることで、合金板7は圧縮成形される。9は成形中の非晶質合金板である。圧縮成形後、Tg以下まで加圧・徐冷し、その後、圧力を開放し、光学製品13を取り出す。図7(c)はその光学製品13を示す図である。
【0059】
反射光学素子の構造強度を増す為に、光学製品にはリブを外周と内部に設けることができる。また、板厚やサイズによっては、リブは外周のみでも、また無くてもよい。側面には取付基準面を熱間成形時に同時に作り出すことも可能である。本実施例では矩形の板上に球面の光学面を有した製品例を示したが、合金板の形状や厚さ、光学面となる形状は特に限定されない。
作成した光学製品の光学有効面の形状精度は、高精度に仕上げた上金型6の精度と比べて最大0.5μmのずれであり、高精度に転写していることが確認できた。
【産業上の利用可能性】
【0060】
本発明は、鋳造性、成形性に優れたFeを主成分とする非晶質合金を提供することができるので、前記非晶質合金を用いた光学部品に利用することができる。
【符号の説明】
【0061】
1 プレス軸
2 チャンバー
3 ハロゲンヒーター
4 真空排気口
5 セラミックスヒーター
6 上金型
7 非晶質合金板
8 下金型
9 成形中の金属板
10 リフレクター
11 胴型
12 カートリッジヒーター
13 光学製品
【特許請求の範囲】
【請求項1】
組成式Fea−Bb−Zrc−Nid−Coe(a、b、c、d、eは原子組成百分率(at%)を示し、60.0≦a≦69.4、22.3≦b≦29.3、3.6≦c≦7.8、3.0≦d≦7.0、0.5≦e≦2.0の関係を満足し、且つ、a+b+c+d+eの合計は99.8以上である。)からなることを特徴とする非晶質合金。
【請求項2】
前記CoはNiを置換して形成されていることを特徴とする請求項1に記載の非晶質合金。
【請求項3】
前記非晶質合金の結晶化温度をTx、ガラス転移点をTgとすると、過冷却液体域ΔTx(ΔTx=結晶化温度Tx−ガラス転移点Tg)の温度範囲が50K以上であることを特徴とする請求項1または2に記載の非晶質合金。
【請求項4】
請求項1乃至3のいずれかに記載の非晶質合金からなり、前記非晶質合金の非晶質相の体積率が少なくとも60%以上であることを特徴とする光学部品。
【請求項5】
請求項1に記載の非晶質合金を、過冷却液体域ΔTx(ΔTx=結晶化温度Tx−ガラス転移点Tg)の温度範囲に加熱し、型成形により加圧して成形した後、圧力を保持した状態で少なくともガラス転移点Tg以下まで冷却する工程を有することを特徴とする光学部品の製造方法。
【請求項1】
組成式Fea−Bb−Zrc−Nid−Coe(a、b、c、d、eは原子組成百分率(at%)を示し、60.0≦a≦69.4、22.3≦b≦29.3、3.6≦c≦7.8、3.0≦d≦7.0、0.5≦e≦2.0の関係を満足し、且つ、a+b+c+d+eの合計は99.8以上である。)からなることを特徴とする非晶質合金。
【請求項2】
前記CoはNiを置換して形成されていることを特徴とする請求項1に記載の非晶質合金。
【請求項3】
前記非晶質合金の結晶化温度をTx、ガラス転移点をTgとすると、過冷却液体域ΔTx(ΔTx=結晶化温度Tx−ガラス転移点Tg)の温度範囲が50K以上であることを特徴とする請求項1または2に記載の非晶質合金。
【請求項4】
請求項1乃至3のいずれかに記載の非晶質合金からなり、前記非晶質合金の非晶質相の体積率が少なくとも60%以上であることを特徴とする光学部品。
【請求項5】
請求項1に記載の非晶質合金を、過冷却液体域ΔTx(ΔTx=結晶化温度Tx−ガラス転移点Tg)の温度範囲に加熱し、型成形により加圧して成形した後、圧力を保持した状態で少なくともガラス転移点Tg以下まで冷却する工程を有することを特徴とする光学部品の製造方法。
【図1】

【図2(a)】
【図2(b)】
【図2(c)】
【図2(d)】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2(a)】
【図2(b)】
【図2(c)】
【図2(d)】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−63858(P2011−63858A)
【公開日】平成23年3月31日(2011.3.31)
【国際特許分類】
【出願番号】特願2009−216212(P2009−216212)
【出願日】平成21年9月17日(2009.9.17)
【出願人】(899000035)株式会社 東北テクノアーチ (68)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
【公開日】平成23年3月31日(2011.3.31)
【国際特許分類】
【出願日】平成21年9月17日(2009.9.17)
【出願人】(899000035)株式会社 東北テクノアーチ (68)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
[ Back to top ]