
非水電解質二次電池
【課題】負極集電体としての銅箔の厚さが薄く、充放電サイクルを繰り返しても電池容量が低下し難く、かつ電池の膨れが小さい非水電解質二次電池を提供すること。
【解決手段】正極極板と銅箔22の両面に負極活物質層23が塗布された負極極板12Aとがセパレータを介して巻回された巻回電極体と、非水溶媒中に電解質塩を有する非水電解質と、を備える非水電解質二次電池において、負極極板12Aの巻き始め側の端部の外周側及び内周側には銅箔からなる集電体22が露出された負極集電体露出部24が設けられ、この負極集電体露出部24は、外周側露出部24aよりも内周側露出部24bの方が長く形成されて外周側露出部24aには負極活物質層23の片面塗布部25が形成され、内周側露出部24b4には、内周側の負極活物質層23の塗布端部26に接する位置から外周側片面塗布部25を越える領域にわたって、補強層27が形成されている。
【解決手段】正極極板と銅箔22の両面に負極活物質層23が塗布された負極極板12Aとがセパレータを介して巻回された巻回電極体と、非水溶媒中に電解質塩を有する非水電解質と、を備える非水電解質二次電池において、負極極板12Aの巻き始め側の端部の外周側及び内周側には銅箔からなる集電体22が露出された負極集電体露出部24が設けられ、この負極集電体露出部24は、外周側露出部24aよりも内周側露出部24bの方が長く形成されて外周側露出部24aには負極活物質層23の片面塗布部25が形成され、内周側露出部24b4には、内周側の負極活物質層23の塗布端部26に接する位置から外周側片面塗布部25を越える領域にわたって、補強層27が形成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、非水電解質二次電池に関し、特に負極集電体としての銅箔の厚さが薄く、充放電サイクルを繰り返しても電池容量が低下し難く、かつ電池の膨れが小さい非水電解質二次電池に関する。
【背景技術】
【0002】
今日の携帯電話機、携帯型パーソナルコンピューター、携帯型音楽プレイヤー等の携帯型電子機器の駆動電源として、さらには、ハイブリッド電気自動車(HEV)や電気自動車(EV)用の電源として、高エネルギー密度を有し、高容量であるリチウムイオン二次電池に代表される非水電解質二次電池が広く利用されている。これらの非水電解質二次電池は、正極極板と負極極板との間にセパレータを挟んで巻回して巻回電極体を作製し、角形非水電解質二次電池の場合にはさらに巻回電極体を押し潰すことによって偏平状の巻回電極体を作製し、電池外装体内に挿入することにより作製されている。
【0003】
近年、電池の高容量化に伴い、正極活物質や負極活物質の高密度充填化が行われるようになり、電池質量の増大化が進んでいる。そのため、電池の軽量化の目的で、各種電池構成材料の軽量化が追求されており、その中で最も比重が大きい負極集電体として使用されている銅箔に関してもより薄くすることが要求されている。すなわち、負極集電体としての銅箔の厚さを薄くすれば、その分だけ同一の容積の電池外装体内に充填することができる正極活物質量及び負極活物質量を増大させることができるため、電池容量の増大化を達成することができる。
【0004】
しかしながら、負極集電体としての銅箔を薄くすると、それに伴って銅箔の強度が低下するため、充放電時の負極活物質の膨張収縮により負極極板に歪みが生じやすくなり、それによりサイクル特性が低下すると共に電池の膨れも大きくなるという問題点が存在している。このような負極極板の歪みは、特に片面にのみ負極活物質が塗布されている部分で生じ易い。しかも、この片面にのみ負極活物質が塗布されている部分は、巻回電極体の巻始め部に形成されると、電池外装体内に密閉されている巻回電極体全体に影響を及ぼすので、充放電サイクルを繰り返した際の電池容量の低下が大きくなること及び電池膨れが大きくなることの原因となる。
【0005】
一方、下記特許文献1には、非水電解質二次電池の内部短絡を回避して安全性を向上することを目的として、正極極板及び負極極板の表面を、それぞれの極板の活物質が塗布されていない集電体の表面をも含めて、多孔質電子絶縁層によって被覆した例が示されている。また、上記特許文献2には、非水電解質二次電池の内部短絡脆弱部による内部短絡の発生を抑制すると共に、従来例のような内部短絡脆弱部にテープを貼付した場合よりも電池容量の増大化を達成することを目的として、正極極板及び負極極板のそれぞれの活物質が塗布されていない集電体の表面を、無機粒子とバインダー高分子とを含む多孔性活性層でコーティングした例が示されている。さらに、上記特許文献3には、非水電解質二次電池において、過放電時に負極電位が上昇して負極合剤が塗布されていない負極集電体としての銅箔が溶解することを抑制し、充放電サイクルを繰り返しても電池容量が低下し難くなるようにすることを目的として、負極合剤が塗布されていない負極集電体の表面全体を樹脂等の絶縁材で被覆するようにした例が示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】国際公開WO2005/067080号公報
【特許文献2】特表2009−518808号公報
【特許文献3】特開2004−146222号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記特許文献1及び2に示されている非水電解質二次電池によれば、一応内部短絡の発生を抑制して電池の安全性を向上することができるという効果を奏する。また、上記特許文献3に示されている非水電解質2次電池によれば、負極集電体としての銅箔の溶解が抑制されるために、一応充放電サイクルを繰り返しても電池容量が低下し難くなるという効果を奏する。
【0008】
しかしながら、上記特許文献1〜3に記載されている発明では、少なくとも負極合剤が塗布されていない負極集電体の表面全体が多孔質絶縁層ないし樹脂等の絶縁材で被覆されているため、負極集電体としての銅箔の厚さを薄くしても、多孔質絶縁層ないし樹脂等の絶縁材によって銅箔の強度が高くなっているために上述のような充放電時の負極活物質の膨張収縮による電極体の歪みは生じ難いが、電池外装体内で多孔質絶縁層ないし樹脂等の絶縁材の占める容積が大きくなるので、その分だけ電池容量が低下するという課題が存在している。
【0009】
そこで、発明者等は、負極集電体としての銅箔の厚さを薄くしても、充放電時の負極活物質の膨張収縮による負極極板の歪みが生じ難くすると共に、電池容量を大きくすることができる構成について種々検討した結果、負極合剤が塗布されていない負極集電体の表面への絶縁物からなる補強層の形成領域を見直すことによって、達成し得ることを見出し、本発明を完成するに至ったのである。
【0010】
すなわち、本発明は、負極集電体としての銅箔の厚さが薄く、充放電サイクルを繰り返しても電池容量が低下し難く、かつ電池の膨れが小さい非水電解質二次電池を提供することを目的とする。
【課題を解決するための手段】
【0011】
上記目的を達成するため、本発明の非水電解質二次電池は、
金属箔の両面に正極活物質層が塗布された正極極板と銅箔の両面に負極活物質層が塗布された負極極板とがセパレータを介して巻回された巻回電極体と、非水溶媒中に電解質塩を有する非水電解質と、を備える非水電解質二次電池において、
前記負極極板の巻き始め側の端部の外周側及び内周側には前記銅箔が露出された負極集電体露出部が設けられ、
前記負極集電体露出部は、前記銅箔の外周側よりも内周側の方が長く形成されて前記外周側には前記負極活物質層の片面塗布部が形成され、
前記内周側の前記負極集電体露出部には、前記内周側の前記負極活物質層の塗布端部に接する位置から前記外周側の前記負極活物質層の片面塗布部を越える領域にわたって、補強層が形成されていることを特徴とする。
【0012】
本発明の非水電解質二次電池においては、補強層を銅箔の内周側の負極活物質層の塗布端部に接する位置から外周側の負極活物質層の片面塗布部を越える領域にわたって形成することで、銅箔の巻き始め側の端部の内周側の強度を高くすることができるため、負極集電体としての銅箔の厚さを従来例のものよりも薄く形成しても、充放電サイクルを繰り返した際に負極極板に歪みが発生し難くなり、電池の膨れが小さくなる。加えて、負極極板自体の厚さを薄くすることができるので、その分だけ巻回電極体を形成する際に同一容積内の巻回数を多くすることができ、電池の容量を大きくすることができる。
【0013】
また、前記補強層は、ポリオレフィン樹脂と無機フィラーとの混合物からなることが好ましい。
【0014】
ポリエチレン、ポリプロピレン等のポリオレフィン樹脂は非水溶媒によって膨潤し難く、また、無機フィラーの添加によってポリオレフィン樹脂の強度が高くなる。そのため、本発明の非水電解質二次電池によれば、非水電解質に膨潤し難く、強度が高い補強層が得られる。なお、無機フィラーとしては、酸化チタン(TiO2)、酸化アルミニウム(Al2O3)、酸化ケイ素(SiO2)、酸化ジルコニウム(ZrO2)等を用いることができるが、電池内での安定性、リチウムとの反応性やコストを考慮すれば、酸化アルミニウム及びルチル型の酸化チタンが特に好ましい。
【0015】
また、前記補強層は、厚さが1μm以上30μm以下であることが好ましい。
【0016】
本発明の非水電解質二次電池によれば、補強層の厚さを1μm以上30μmで形成することで、負極集電体露出部の強度を高くすることができる。なお、補強層の厚さが1μmより薄いと補強の効果が弱くなる。補強層の厚さは合剤層厚さよりも薄くすることで電極体の厚みを不必要に厚くなることを防止できる一方で、補強層の厚さが30μmより厚いと、銅箔の補強はできるが、銅箔の露出部の厚さが厚くなるので、巻回電極体の巻始め部の形成が困難となる。より好ましい補強層の厚さは、1μm以上10μm以下である。
【0017】
また、前記銅箔は、厚さが7μm以下5μm以上であることが好ましい。
【0018】
本発明の非水電解質二次電池によれば、銅箔の厚さを7μm以下5μm以上に形成しても、補強層を塗布することで銅箔の巻き始め側の端部の強度を高くすることができるので、負極極板自体をより薄く形成することができ、巻回数を多くすることで、電池の容量をさらに大きくすることができるとともに、電池の膨化を小さくすることができる。なお、銅箔の厚さが7μmを越えると従来例のものと相違が認められなくなり、また、銅箔の厚さが5μm未満であると負極集電体の強度が足りず、負極極板の歪みが大きくなって電池の膨れが大きくなるので好ましくない。より好ましい銅箔の厚さは7μm以下6μm以上である。
【図面の簡単な説明】
【0019】
【図1】各実施例及び比較例で各種電池特性の測定に用いた角形非水電解質二次電池を縦方向に切断して示す斜視図である。
【図2】図2Aは実施例1、2及び比較例3に共通する負極極板の模式側面図であり、図2Bは図2Aの部分拡大図であり、図2Cは比較例1、2及び4に共通する負極極板の模式側面図である。
【発明を実施するための形態】
【0020】
以下、本発明を実施するための形態を各種実施例及び比較例を用いて詳細に説明する。ただし、以下に示す各実施例は、本発明の技術思想を具体化するための一例として角形非水電解質二次電池を例示するものであって、本発明をこれらの実施例に特定することを意図するものではなく、本発明は、円筒形非水電解質二次電池等、特許請求の範囲に示した技術思想を逸脱することなく種々の変更を行ったものにも均しく適用し得るものである。
【0021】
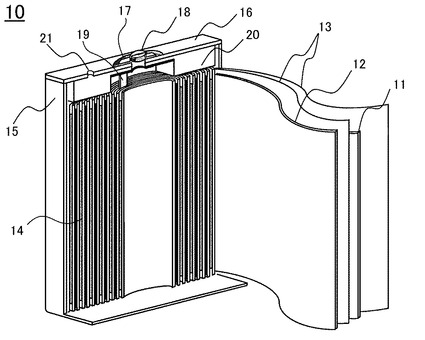
「角形非水電解質二次電池の構成]
最初に、実施例1、2及び比較例1〜4に共通する角形非水電解質二次電池10の構成について、図1を用いて説明する。この角形非水電解質二次電池10は、正極極板11と負極極板12とがセパレータ13を介して巻回された偏平状の巻回電極体14を、角形の電池外装缶15の内部に収容し、封口板16によって電池外装缶15を密閉したものである。巻回電極体14は、ここでは正極極板11が最外周に位置して露出するように巻回されており、露出した最外周の正極極板11は、正極端子を兼ねる電池外装缶15の内面に直接接触し、電気的に接続されている。また、負極極板12は、封口板16の中央に形成され、絶縁体17を介して取り付けられた負極端子18に対して負極タブ19を介して電気的に接続されている。
【0022】
そして、電池外装缶15は、正極極板11と電気的に接続されているので、負極極板12と電池外装缶15との短絡を防止するために、巻回電極体14の上端と封口板16との間に絶縁スペーサ20を挿入することにより、負極極板12と電池外装缶15とを電気的に絶縁状態にしている。この角形非水電解質二次電池10は、巻回電極体14を電池外装缶15内に挿入した後、封口板16を電池外装缶15の開口部にレーザ溶接し、その後電解液注液孔21から非水電解液を注液し、この電解液注液孔21を密閉することにより作製される。
【0023】
[正極極板の作製]
正極極板は次のようにして作製した。正極活物質としてのコバルト酸リチウム(LiCoO2)95質量部と、導電剤としての炭素5質量部とを混合した。この混合物95質量%と、結着剤としてのポリビニリデンフルオライド(PVDF)5質量%とを、N−メチル−2−ピロリドン(NMP)に分散させて、正極活物質スラリーを調製した。次に、厚み15μmのアルミニウム箔からなる正極芯体の両面に、この正極活物質スラリーを均一な厚みで塗布した。この極板を乾燥機内に通してスラリー作製時に必要であったNMPを除去した。この後、ロールプレス機を用いて圧縮し、実施例1、2及び比較例1〜4に共通する正極極板を作製した。
【0024】
[負極の作製]
負極極板12は次のようにして作製した。黒鉛粉末が95質量%,増粘剤としてのカルボキシメチルセルロース(CMC)が3質量%、結着剤としてのスチレン−ブタジエンゴム(SBR)が2質量%、をそれぞれ水に分散させスラリーを調整した。このスラリーを銅箔からなる集電体の両面にドクターブレード法により塗布、乾燥し、銅箔からなる集電体の両面に負極活物質層を形成した。その後,圧縮ローラーを用いて定圧圧縮し、所定厚さの負極極板を作製した。
【0025】
なお、負極スラリーの塗布位置は、実施例1、2及び比較例1〜4共に、銅箔からなる集電体の巻き始め側の端部に外周側及び内周側に負極集電体露出部が形成され、この負極集電体露出部は、外周側よりも内周側の方が長さが長くなるように形成され、外周側に片面のみ負極活物質層が形成された片面塗布部が形成されている。さらに、実施例1、2及び比較例3の負極極板においては、銅箔からなる集電体の内周側に、負極活物質層の塗布端部に接する位置から外周側の負極活物質層の片面塗布部を越える領域にわたって、酸化チタンからなる無機フィラーとポリプロピレンとを溶剤としてのNMPに添加することによってスラリーを塗布し、NMPを乾燥除去して所定厚さの補強層を形成することにより、負極極板を形成した。これらの各負極極板の具体的構成及び厚さについては後述する。
【0026】
なお、各実施例及び比較例においては、正極極板及び負極極板の塗布量は、設計基準となるセル充電電圧4.2V(正極充電電位はリチウム基準で4.3V)において、正極極板と負極極板の対向する部分での充電容量比(負極充電容量/正極充電容量)が1.1となるように調整した。
【0027】
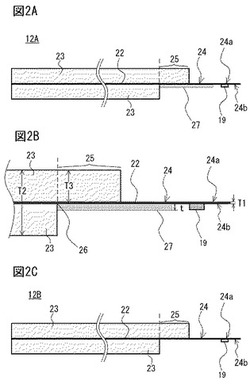
このようにして作製された各実施例及び比較例の負極極板の具体的構成を図2を用いて説明する。なお、図2Aは実施例1、2及び比較例3に共通する負極極板の模式側面図であり、図2Bは図2Aの部分拡大図であり、図2Cは比較例1、2及び4に共通する負極極板の模式側面図である。
【0028】
実施例1、2及び比較例3に共通する負極極板12Aは、図2A及び図2Bに示したように、厚さT1の銅箔からなる集電体22が用いられており、この銅箔からなる集電体22の両面には所定厚さに負極活物質層23が形成されている。そして、銅箔からなる集電体22の巻き始め側の端部に外周側露出部24a及び内周側露出部24bからなる負極集電体露出部24が形成され、この負極集電体露出部24は、外周側露出部24aよりも内周側露出部24bの方が長さが長くなるように形成され、外周側に片面のみ負極活物質層23が形成された片面塗布部25が形成されている。また、負極集電体露出部24には、内周側露出部24bの端部に負極タブ19が溶接されている。
【0029】
そして、負極集電体露出部24の内周側露出部24bには、負極活物質層23の塗布端部26から外周側露出部24aの片面塗布部25の領域を越えて負極タブ19に近い位置まで、補強層27が形成されている。ここで、両面に負極活物質層23が形成された両面塗布部の銅箔からなる集電体22を含む厚さをT2、片面にのみ負極活物質層23が形成された片面塗布部25の銅箔からなる集電体22を含む厚さをT3とし、また、実施例1、2及び比較例3に共通に補強層27の厚さt=2μmとした。
【0030】
また、実施例1、2及び比較例3におけるそれぞれの具体的寸法は、実施例1ではT1=7μm、T2=140μm、T3=74μmとし、実施例2ではT1=6μm、T2=139μm、T3=73μmとし、また、比較例3ではT1=8μm、T2=141μm、T3=75μmとした。
【0031】
さらに、比較例1、2及び4の負極極板12Bは、図2Cに示したように、補強層が形成されていない以外は実施例1、2及び比較例3に共通する負極極板12Aと同様の構成を備えている。比較例1、2及び4におけるそれぞれの具体的寸法は、比較例1ではT1=7μm、T2=140μm、T3=74μmとし、比較例2ではT1=8μm、T2=141μm、T3=75μmとし、また、比較例4ではT1=6μm、T2=139μm、T3=73μmとした。これらの実施例1、2及び比較例1〜4の負極極板12A、12Bのそれぞれの具体的寸法を下記表1に纏めて示した。
【0032】
[セパレータの作製]
ポリエチレン混合物と無機微粉体及び可塑剤を混練・加熱溶融しながらシート状に成形した後、無機微粉体及び可塑剤をそれぞれ抽出除去及び乾燥し、透気度・膜厚・孔径を所定のものになるように延伸し、貼り合わせることによって実施例1、2及び比較例1〜4に共通して用いる微多孔膜セパレータを作成した。
【0033】
[電極体の作製]
上述のようにして作製された正極極板と負極極板とをセパレータを介して互いに絶縁しながら巻き取り機により捲回し、絶縁性の巻き止めテープを取り付けてプレスすることにより、偏平状巻回電極体を完成させた。
【0034】
[非水電解質の調整]
エチレンカーボネート(EC)とエチルメチルカーボネート(MEC)とジエチルカーボネート(DEC)とを、体積比20:50:30の割合(1気圧、25℃に換算)で混合した非水溶媒に、電解質塩としてのLiPF6を0.9mol/Lの割合で溶解したものを非水電解質とした。
【0035】
[電池の作製]
上述のようにして作製した偏平状巻回電極体と非水電解質とを、アルミニウム製の角形外装缶内に挿入し、外装缶の開口部に封口板を嵌め合わせレーザ溶接して、実施例1、2及び比較例1〜4の高さ43mm、幅34mm、厚み4.3mmの角形非水電解質二次電池としてのリチウムイオン二次電池を作製した。得られた電池の設計容量は750mAhである。
【0036】
[電池特性の測定]
上述のようにして作製された実施例1、2及び比較例1〜4の各電池について、それぞれ3個ずつ、以下に示す条件でサイクル特性及び電池膨れ量の測定を行った。
【0037】
〔サイクル特性〕
25℃において、1It=750mAの定電流で電池電圧が4.20Vとなるまで充電し、電池電圧が4.2Vに達した後は4.20Vの定電圧で充電電流が(1/50)It=15mAとなるまで充電して満充電状態とし、その後、25℃で750mAの定電流で電圧が2.75Vとなるまで放電した。この時の放電容量を1サイクル目放電容量として求めた。そして、この条件で300サイクルの充放電を行い、300サイクル目の放電容量を「300サイクル目放電容量」として求め、以下の式に基づいてサイクル特性としての容量維持率を算出した。
容量維持率(%)
=(300サイクル目放電容量/1サイクル目放電容量)×100
そして、求めた容量維持率(%)は、比較例1の値を100とした場合の相対値、すなわち「相対容量維持率」として表した。結果を纏めて表1に示した。
【0038】
電池の膨れ量は、以下の式により算出した。
膨れ量(%)=(300サイクル後の電池厚み/最初の電池厚み)×100
そして、求めた膨れ量(%)は、比較例1の値を100とした場合の相対値、すなわち「相対膨れ率」として表した。結果を纏めて表1に示した。
【0039】
【表1】

【0040】
表1に示した結果から、以下のことがわかる。すなわち、銅箔の厚さT1=7μmである実施例1及び比較例1の結果から、補強材が存在している実施例1の電池の方が、補強材が存在していない比較例1の電池よりも相対容量維持率が大きく、また、相対膨れ率も小さく、良好な結果が得られている。このような傾向は、銅箔の厚さT1=6μmであり、補強材が形成されている実施例2及び補強材が形成されていない比較例1の電池の場合においても同様に認められる。これらのことは、比較例1及び4の電池では、銅箔の厚さが薄いため、片面塗布部の強度不足により、充放電サイクル時の負極活物質の膨張収縮に伴って負極極板にひずみが生じたことに起因するものであり、実施例1及び2は片面塗布部の強度不足が補強材によって補われたために、良好な相対容量維持率及び相対膨れ率として表した充放電サイクル特性を示したものと考えられる。
【0041】
ただ、銅箔の厚さT1=8μmであり、補強材が形成されている比較例3及び補強材が形成されていない比較例2の電池の場合では、相対容量維持率及び相対膨れ率共に相違は生じなかった。このことは、銅箔の厚さT1=8μmになると、銅箔の強度が十分であるため、補強材の有無によって相違が生じなかったことを意味する。したがって、本発明のように補強材を形成することに技術的意義が生じるのは、銅箔の厚さT1が7μ以下の場合であることがわかる。なお、銅箔の厚さが5μm未満となると、銅箔の強度が弱くなりすぎて、巻回電極体形時に切断してしまうことが多くなるため、好ましくない。そのため、本発明においては、銅箔の厚さは、7μm以下5μm以上であることが好ましく、より好ましくは7μm以下6μm以上である。
【0042】
また、上記実施例1及び2では補強層の厚さを2μmとした例を示したが、補強層は片面塗布部の強度を補うために形成されるものであるから、薄くてもそれなりの補強強度向上効果を奏するが、余り厚くなると銅箔の補強はできるが、銅箔の露出部の厚さが厚くなるので、巻回電極体の巻始め部の形成が困難となる。そのため、本発明における補強層の厚さは、合剤層厚さよりも薄く、1μm以上30μm以下が好ましく、より好ましくは1μm以上10μm以下である。
【0043】
また、上記実施例1及び2では、角形非水電解質二次電池の例を示したが、本発明は巻回電極体を備える非水電解質二次電池であれば同様の作用効果を奏するので、円筒状巻回電極体を使用した円筒形非水電解質二次電池の場合においても等しく適用可能である。
【符号の説明】
【0044】
10…非水電解質二次電池 11…正極極板 12…負極極板 12A…実施例1、2及び比較例3の負極極板 12B…比較例1、2及び4の負極極板 13…セパレータ 14…巻回電極体 15…電池外装缶 16…封口板 17…絶縁体 18…負極端子 19…負極タブ 20…絶縁スペーサ 21…電解液注液孔 22…銅箔からなる集電体 23…負極活物質層 24…露出部 24a…外周側露出部 24b…内周側露出部 25…片面塗布部 26…塗布端部 27…補強層
【技術分野】
【0001】
本発明は、非水電解質二次電池に関し、特に負極集電体としての銅箔の厚さが薄く、充放電サイクルを繰り返しても電池容量が低下し難く、かつ電池の膨れが小さい非水電解質二次電池に関する。
【背景技術】
【0002】
今日の携帯電話機、携帯型パーソナルコンピューター、携帯型音楽プレイヤー等の携帯型電子機器の駆動電源として、さらには、ハイブリッド電気自動車(HEV)や電気自動車(EV)用の電源として、高エネルギー密度を有し、高容量であるリチウムイオン二次電池に代表される非水電解質二次電池が広く利用されている。これらの非水電解質二次電池は、正極極板と負極極板との間にセパレータを挟んで巻回して巻回電極体を作製し、角形非水電解質二次電池の場合にはさらに巻回電極体を押し潰すことによって偏平状の巻回電極体を作製し、電池外装体内に挿入することにより作製されている。
【0003】
近年、電池の高容量化に伴い、正極活物質や負極活物質の高密度充填化が行われるようになり、電池質量の増大化が進んでいる。そのため、電池の軽量化の目的で、各種電池構成材料の軽量化が追求されており、その中で最も比重が大きい負極集電体として使用されている銅箔に関してもより薄くすることが要求されている。すなわち、負極集電体としての銅箔の厚さを薄くすれば、その分だけ同一の容積の電池外装体内に充填することができる正極活物質量及び負極活物質量を増大させることができるため、電池容量の増大化を達成することができる。
【0004】
しかしながら、負極集電体としての銅箔を薄くすると、それに伴って銅箔の強度が低下するため、充放電時の負極活物質の膨張収縮により負極極板に歪みが生じやすくなり、それによりサイクル特性が低下すると共に電池の膨れも大きくなるという問題点が存在している。このような負極極板の歪みは、特に片面にのみ負極活物質が塗布されている部分で生じ易い。しかも、この片面にのみ負極活物質が塗布されている部分は、巻回電極体の巻始め部に形成されると、電池外装体内に密閉されている巻回電極体全体に影響を及ぼすので、充放電サイクルを繰り返した際の電池容量の低下が大きくなること及び電池膨れが大きくなることの原因となる。
【0005】
一方、下記特許文献1には、非水電解質二次電池の内部短絡を回避して安全性を向上することを目的として、正極極板及び負極極板の表面を、それぞれの極板の活物質が塗布されていない集電体の表面をも含めて、多孔質電子絶縁層によって被覆した例が示されている。また、上記特許文献2には、非水電解質二次電池の内部短絡脆弱部による内部短絡の発生を抑制すると共に、従来例のような内部短絡脆弱部にテープを貼付した場合よりも電池容量の増大化を達成することを目的として、正極極板及び負極極板のそれぞれの活物質が塗布されていない集電体の表面を、無機粒子とバインダー高分子とを含む多孔性活性層でコーティングした例が示されている。さらに、上記特許文献3には、非水電解質二次電池において、過放電時に負極電位が上昇して負極合剤が塗布されていない負極集電体としての銅箔が溶解することを抑制し、充放電サイクルを繰り返しても電池容量が低下し難くなるようにすることを目的として、負極合剤が塗布されていない負極集電体の表面全体を樹脂等の絶縁材で被覆するようにした例が示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】国際公開WO2005/067080号公報
【特許文献2】特表2009−518808号公報
【特許文献3】特開2004−146222号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記特許文献1及び2に示されている非水電解質二次電池によれば、一応内部短絡の発生を抑制して電池の安全性を向上することができるという効果を奏する。また、上記特許文献3に示されている非水電解質2次電池によれば、負極集電体としての銅箔の溶解が抑制されるために、一応充放電サイクルを繰り返しても電池容量が低下し難くなるという効果を奏する。
【0008】
しかしながら、上記特許文献1〜3に記載されている発明では、少なくとも負極合剤が塗布されていない負極集電体の表面全体が多孔質絶縁層ないし樹脂等の絶縁材で被覆されているため、負極集電体としての銅箔の厚さを薄くしても、多孔質絶縁層ないし樹脂等の絶縁材によって銅箔の強度が高くなっているために上述のような充放電時の負極活物質の膨張収縮による電極体の歪みは生じ難いが、電池外装体内で多孔質絶縁層ないし樹脂等の絶縁材の占める容積が大きくなるので、その分だけ電池容量が低下するという課題が存在している。
【0009】
そこで、発明者等は、負極集電体としての銅箔の厚さを薄くしても、充放電時の負極活物質の膨張収縮による負極極板の歪みが生じ難くすると共に、電池容量を大きくすることができる構成について種々検討した結果、負極合剤が塗布されていない負極集電体の表面への絶縁物からなる補強層の形成領域を見直すことによって、達成し得ることを見出し、本発明を完成するに至ったのである。
【0010】
すなわち、本発明は、負極集電体としての銅箔の厚さが薄く、充放電サイクルを繰り返しても電池容量が低下し難く、かつ電池の膨れが小さい非水電解質二次電池を提供することを目的とする。
【課題を解決するための手段】
【0011】
上記目的を達成するため、本発明の非水電解質二次電池は、
金属箔の両面に正極活物質層が塗布された正極極板と銅箔の両面に負極活物質層が塗布された負極極板とがセパレータを介して巻回された巻回電極体と、非水溶媒中に電解質塩を有する非水電解質と、を備える非水電解質二次電池において、
前記負極極板の巻き始め側の端部の外周側及び内周側には前記銅箔が露出された負極集電体露出部が設けられ、
前記負極集電体露出部は、前記銅箔の外周側よりも内周側の方が長く形成されて前記外周側には前記負極活物質層の片面塗布部が形成され、
前記内周側の前記負極集電体露出部には、前記内周側の前記負極活物質層の塗布端部に接する位置から前記外周側の前記負極活物質層の片面塗布部を越える領域にわたって、補強層が形成されていることを特徴とする。
【0012】
本発明の非水電解質二次電池においては、補強層を銅箔の内周側の負極活物質層の塗布端部に接する位置から外周側の負極活物質層の片面塗布部を越える領域にわたって形成することで、銅箔の巻き始め側の端部の内周側の強度を高くすることができるため、負極集電体としての銅箔の厚さを従来例のものよりも薄く形成しても、充放電サイクルを繰り返した際に負極極板に歪みが発生し難くなり、電池の膨れが小さくなる。加えて、負極極板自体の厚さを薄くすることができるので、その分だけ巻回電極体を形成する際に同一容積内の巻回数を多くすることができ、電池の容量を大きくすることができる。
【0013】
また、前記補強層は、ポリオレフィン樹脂と無機フィラーとの混合物からなることが好ましい。
【0014】
ポリエチレン、ポリプロピレン等のポリオレフィン樹脂は非水溶媒によって膨潤し難く、また、無機フィラーの添加によってポリオレフィン樹脂の強度が高くなる。そのため、本発明の非水電解質二次電池によれば、非水電解質に膨潤し難く、強度が高い補強層が得られる。なお、無機フィラーとしては、酸化チタン(TiO2)、酸化アルミニウム(Al2O3)、酸化ケイ素(SiO2)、酸化ジルコニウム(ZrO2)等を用いることができるが、電池内での安定性、リチウムとの反応性やコストを考慮すれば、酸化アルミニウム及びルチル型の酸化チタンが特に好ましい。
【0015】
また、前記補強層は、厚さが1μm以上30μm以下であることが好ましい。
【0016】
本発明の非水電解質二次電池によれば、補強層の厚さを1μm以上30μmで形成することで、負極集電体露出部の強度を高くすることができる。なお、補強層の厚さが1μmより薄いと補強の効果が弱くなる。補強層の厚さは合剤層厚さよりも薄くすることで電極体の厚みを不必要に厚くなることを防止できる一方で、補強層の厚さが30μmより厚いと、銅箔の補強はできるが、銅箔の露出部の厚さが厚くなるので、巻回電極体の巻始め部の形成が困難となる。より好ましい補強層の厚さは、1μm以上10μm以下である。
【0017】
また、前記銅箔は、厚さが7μm以下5μm以上であることが好ましい。
【0018】
本発明の非水電解質二次電池によれば、銅箔の厚さを7μm以下5μm以上に形成しても、補強層を塗布することで銅箔の巻き始め側の端部の強度を高くすることができるので、負極極板自体をより薄く形成することができ、巻回数を多くすることで、電池の容量をさらに大きくすることができるとともに、電池の膨化を小さくすることができる。なお、銅箔の厚さが7μmを越えると従来例のものと相違が認められなくなり、また、銅箔の厚さが5μm未満であると負極集電体の強度が足りず、負極極板の歪みが大きくなって電池の膨れが大きくなるので好ましくない。より好ましい銅箔の厚さは7μm以下6μm以上である。
【図面の簡単な説明】
【0019】
【図1】各実施例及び比較例で各種電池特性の測定に用いた角形非水電解質二次電池を縦方向に切断して示す斜視図である。
【図2】図2Aは実施例1、2及び比較例3に共通する負極極板の模式側面図であり、図2Bは図2Aの部分拡大図であり、図2Cは比較例1、2及び4に共通する負極極板の模式側面図である。
【発明を実施するための形態】
【0020】
以下、本発明を実施するための形態を各種実施例及び比較例を用いて詳細に説明する。ただし、以下に示す各実施例は、本発明の技術思想を具体化するための一例として角形非水電解質二次電池を例示するものであって、本発明をこれらの実施例に特定することを意図するものではなく、本発明は、円筒形非水電解質二次電池等、特許請求の範囲に示した技術思想を逸脱することなく種々の変更を行ったものにも均しく適用し得るものである。
【0021】
「角形非水電解質二次電池の構成]
最初に、実施例1、2及び比較例1〜4に共通する角形非水電解質二次電池10の構成について、図1を用いて説明する。この角形非水電解質二次電池10は、正極極板11と負極極板12とがセパレータ13を介して巻回された偏平状の巻回電極体14を、角形の電池外装缶15の内部に収容し、封口板16によって電池外装缶15を密閉したものである。巻回電極体14は、ここでは正極極板11が最外周に位置して露出するように巻回されており、露出した最外周の正極極板11は、正極端子を兼ねる電池外装缶15の内面に直接接触し、電気的に接続されている。また、負極極板12は、封口板16の中央に形成され、絶縁体17を介して取り付けられた負極端子18に対して負極タブ19を介して電気的に接続されている。
【0022】
そして、電池外装缶15は、正極極板11と電気的に接続されているので、負極極板12と電池外装缶15との短絡を防止するために、巻回電極体14の上端と封口板16との間に絶縁スペーサ20を挿入することにより、負極極板12と電池外装缶15とを電気的に絶縁状態にしている。この角形非水電解質二次電池10は、巻回電極体14を電池外装缶15内に挿入した後、封口板16を電池外装缶15の開口部にレーザ溶接し、その後電解液注液孔21から非水電解液を注液し、この電解液注液孔21を密閉することにより作製される。
【0023】
[正極極板の作製]
正極極板は次のようにして作製した。正極活物質としてのコバルト酸リチウム(LiCoO2)95質量部と、導電剤としての炭素5質量部とを混合した。この混合物95質量%と、結着剤としてのポリビニリデンフルオライド(PVDF)5質量%とを、N−メチル−2−ピロリドン(NMP)に分散させて、正極活物質スラリーを調製した。次に、厚み15μmのアルミニウム箔からなる正極芯体の両面に、この正極活物質スラリーを均一な厚みで塗布した。この極板を乾燥機内に通してスラリー作製時に必要であったNMPを除去した。この後、ロールプレス機を用いて圧縮し、実施例1、2及び比較例1〜4に共通する正極極板を作製した。
【0024】
[負極の作製]
負極極板12は次のようにして作製した。黒鉛粉末が95質量%,増粘剤としてのカルボキシメチルセルロース(CMC)が3質量%、結着剤としてのスチレン−ブタジエンゴム(SBR)が2質量%、をそれぞれ水に分散させスラリーを調整した。このスラリーを銅箔からなる集電体の両面にドクターブレード法により塗布、乾燥し、銅箔からなる集電体の両面に負極活物質層を形成した。その後,圧縮ローラーを用いて定圧圧縮し、所定厚さの負極極板を作製した。
【0025】
なお、負極スラリーの塗布位置は、実施例1、2及び比較例1〜4共に、銅箔からなる集電体の巻き始め側の端部に外周側及び内周側に負極集電体露出部が形成され、この負極集電体露出部は、外周側よりも内周側の方が長さが長くなるように形成され、外周側に片面のみ負極活物質層が形成された片面塗布部が形成されている。さらに、実施例1、2及び比較例3の負極極板においては、銅箔からなる集電体の内周側に、負極活物質層の塗布端部に接する位置から外周側の負極活物質層の片面塗布部を越える領域にわたって、酸化チタンからなる無機フィラーとポリプロピレンとを溶剤としてのNMPに添加することによってスラリーを塗布し、NMPを乾燥除去して所定厚さの補強層を形成することにより、負極極板を形成した。これらの各負極極板の具体的構成及び厚さについては後述する。
【0026】
なお、各実施例及び比較例においては、正極極板及び負極極板の塗布量は、設計基準となるセル充電電圧4.2V(正極充電電位はリチウム基準で4.3V)において、正極極板と負極極板の対向する部分での充電容量比(負極充電容量/正極充電容量)が1.1となるように調整した。
【0027】
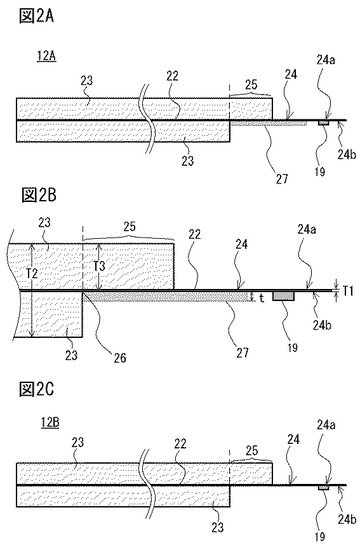
このようにして作製された各実施例及び比較例の負極極板の具体的構成を図2を用いて説明する。なお、図2Aは実施例1、2及び比較例3に共通する負極極板の模式側面図であり、図2Bは図2Aの部分拡大図であり、図2Cは比較例1、2及び4に共通する負極極板の模式側面図である。
【0028】
実施例1、2及び比較例3に共通する負極極板12Aは、図2A及び図2Bに示したように、厚さT1の銅箔からなる集電体22が用いられており、この銅箔からなる集電体22の両面には所定厚さに負極活物質層23が形成されている。そして、銅箔からなる集電体22の巻き始め側の端部に外周側露出部24a及び内周側露出部24bからなる負極集電体露出部24が形成され、この負極集電体露出部24は、外周側露出部24aよりも内周側露出部24bの方が長さが長くなるように形成され、外周側に片面のみ負極活物質層23が形成された片面塗布部25が形成されている。また、負極集電体露出部24には、内周側露出部24bの端部に負極タブ19が溶接されている。
【0029】
そして、負極集電体露出部24の内周側露出部24bには、負極活物質層23の塗布端部26から外周側露出部24aの片面塗布部25の領域を越えて負極タブ19に近い位置まで、補強層27が形成されている。ここで、両面に負極活物質層23が形成された両面塗布部の銅箔からなる集電体22を含む厚さをT2、片面にのみ負極活物質層23が形成された片面塗布部25の銅箔からなる集電体22を含む厚さをT3とし、また、実施例1、2及び比較例3に共通に補強層27の厚さt=2μmとした。
【0030】
また、実施例1、2及び比較例3におけるそれぞれの具体的寸法は、実施例1ではT1=7μm、T2=140μm、T3=74μmとし、実施例2ではT1=6μm、T2=139μm、T3=73μmとし、また、比較例3ではT1=8μm、T2=141μm、T3=75μmとした。
【0031】
さらに、比較例1、2及び4の負極極板12Bは、図2Cに示したように、補強層が形成されていない以外は実施例1、2及び比較例3に共通する負極極板12Aと同様の構成を備えている。比較例1、2及び4におけるそれぞれの具体的寸法は、比較例1ではT1=7μm、T2=140μm、T3=74μmとし、比較例2ではT1=8μm、T2=141μm、T3=75μmとし、また、比較例4ではT1=6μm、T2=139μm、T3=73μmとした。これらの実施例1、2及び比較例1〜4の負極極板12A、12Bのそれぞれの具体的寸法を下記表1に纏めて示した。
【0032】
[セパレータの作製]
ポリエチレン混合物と無機微粉体及び可塑剤を混練・加熱溶融しながらシート状に成形した後、無機微粉体及び可塑剤をそれぞれ抽出除去及び乾燥し、透気度・膜厚・孔径を所定のものになるように延伸し、貼り合わせることによって実施例1、2及び比較例1〜4に共通して用いる微多孔膜セパレータを作成した。
【0033】
[電極体の作製]
上述のようにして作製された正極極板と負極極板とをセパレータを介して互いに絶縁しながら巻き取り機により捲回し、絶縁性の巻き止めテープを取り付けてプレスすることにより、偏平状巻回電極体を完成させた。
【0034】
[非水電解質の調整]
エチレンカーボネート(EC)とエチルメチルカーボネート(MEC)とジエチルカーボネート(DEC)とを、体積比20:50:30の割合(1気圧、25℃に換算)で混合した非水溶媒に、電解質塩としてのLiPF6を0.9mol/Lの割合で溶解したものを非水電解質とした。
【0035】
[電池の作製]
上述のようにして作製した偏平状巻回電極体と非水電解質とを、アルミニウム製の角形外装缶内に挿入し、外装缶の開口部に封口板を嵌め合わせレーザ溶接して、実施例1、2及び比較例1〜4の高さ43mm、幅34mm、厚み4.3mmの角形非水電解質二次電池としてのリチウムイオン二次電池を作製した。得られた電池の設計容量は750mAhである。
【0036】
[電池特性の測定]
上述のようにして作製された実施例1、2及び比較例1〜4の各電池について、それぞれ3個ずつ、以下に示す条件でサイクル特性及び電池膨れ量の測定を行った。
【0037】
〔サイクル特性〕
25℃において、1It=750mAの定電流で電池電圧が4.20Vとなるまで充電し、電池電圧が4.2Vに達した後は4.20Vの定電圧で充電電流が(1/50)It=15mAとなるまで充電して満充電状態とし、その後、25℃で750mAの定電流で電圧が2.75Vとなるまで放電した。この時の放電容量を1サイクル目放電容量として求めた。そして、この条件で300サイクルの充放電を行い、300サイクル目の放電容量を「300サイクル目放電容量」として求め、以下の式に基づいてサイクル特性としての容量維持率を算出した。
容量維持率(%)
=(300サイクル目放電容量/1サイクル目放電容量)×100
そして、求めた容量維持率(%)は、比較例1の値を100とした場合の相対値、すなわち「相対容量維持率」として表した。結果を纏めて表1に示した。
【0038】
電池の膨れ量は、以下の式により算出した。
膨れ量(%)=(300サイクル後の電池厚み/最初の電池厚み)×100
そして、求めた膨れ量(%)は、比較例1の値を100とした場合の相対値、すなわち「相対膨れ率」として表した。結果を纏めて表1に示した。
【0039】
【表1】
【0040】
表1に示した結果から、以下のことがわかる。すなわち、銅箔の厚さT1=7μmである実施例1及び比較例1の結果から、補強材が存在している実施例1の電池の方が、補強材が存在していない比較例1の電池よりも相対容量維持率が大きく、また、相対膨れ率も小さく、良好な結果が得られている。このような傾向は、銅箔の厚さT1=6μmであり、補強材が形成されている実施例2及び補強材が形成されていない比較例1の電池の場合においても同様に認められる。これらのことは、比較例1及び4の電池では、銅箔の厚さが薄いため、片面塗布部の強度不足により、充放電サイクル時の負極活物質の膨張収縮に伴って負極極板にひずみが生じたことに起因するものであり、実施例1及び2は片面塗布部の強度不足が補強材によって補われたために、良好な相対容量維持率及び相対膨れ率として表した充放電サイクル特性を示したものと考えられる。
【0041】
ただ、銅箔の厚さT1=8μmであり、補強材が形成されている比較例3及び補強材が形成されていない比較例2の電池の場合では、相対容量維持率及び相対膨れ率共に相違は生じなかった。このことは、銅箔の厚さT1=8μmになると、銅箔の強度が十分であるため、補強材の有無によって相違が生じなかったことを意味する。したがって、本発明のように補強材を形成することに技術的意義が生じるのは、銅箔の厚さT1が7μ以下の場合であることがわかる。なお、銅箔の厚さが5μm未満となると、銅箔の強度が弱くなりすぎて、巻回電極体形時に切断してしまうことが多くなるため、好ましくない。そのため、本発明においては、銅箔の厚さは、7μm以下5μm以上であることが好ましく、より好ましくは7μm以下6μm以上である。
【0042】
また、上記実施例1及び2では補強層の厚さを2μmとした例を示したが、補強層は片面塗布部の強度を補うために形成されるものであるから、薄くてもそれなりの補強強度向上効果を奏するが、余り厚くなると銅箔の補強はできるが、銅箔の露出部の厚さが厚くなるので、巻回電極体の巻始め部の形成が困難となる。そのため、本発明における補強層の厚さは、合剤層厚さよりも薄く、1μm以上30μm以下が好ましく、より好ましくは1μm以上10μm以下である。
【0043】
また、上記実施例1及び2では、角形非水電解質二次電池の例を示したが、本発明は巻回電極体を備える非水電解質二次電池であれば同様の作用効果を奏するので、円筒状巻回電極体を使用した円筒形非水電解質二次電池の場合においても等しく適用可能である。
【符号の説明】
【0044】
10…非水電解質二次電池 11…正極極板 12…負極極板 12A…実施例1、2及び比較例3の負極極板 12B…比較例1、2及び4の負極極板 13…セパレータ 14…巻回電極体 15…電池外装缶 16…封口板 17…絶縁体 18…負極端子 19…負極タブ 20…絶縁スペーサ 21…電解液注液孔 22…銅箔からなる集電体 23…負極活物質層 24…露出部 24a…外周側露出部 24b…内周側露出部 25…片面塗布部 26…塗布端部 27…補強層
【特許請求の範囲】
【請求項1】
金属箔の両面に正極活物質層が塗布された正極極板と銅箔の両面に負極活物質層が塗布された負極極板とがセパレータを介して巻回された巻回電極体と、非水溶媒中に電解質塩を有する非水電解質と、を備える非水電解質二次電池において、
前記負極極板の巻き始め側の端部の外周側及び内周側には前記銅箔が露出された負極集電体露出部が設けられ、
前記負極集電体露出部は、前記銅箔の外周側よりも内周側の方が長く形成されて前記外周側には前記負極活物質層の片面塗布部が形成され、
前記内周側の前記負極集電体露出部には、前記内周側の前記負極活物質層の塗布端部に接する位置から前記外周側の前記負極活物質層の片面塗布部を越える領域にわたって、補強層が形成されていることを特徴とする非水電解質二次電池。
【請求項2】
前記補強層は、ポリオレフィン樹脂と無機フィラーとの混合物からなることを特徴とする請求項1に記載の非水電解質二次電池。
【請求項3】
前記補強層は、厚さが1μm以上30μm以下であることを特徴とする請求項1に記載の非水電解質二次電池。
【請求項4】
前記銅箔は、厚さが7μm以下5μm以上であることを特徴とする請求項1に記載の非水電解質二次電池。
【請求項1】
金属箔の両面に正極活物質層が塗布された正極極板と銅箔の両面に負極活物質層が塗布された負極極板とがセパレータを介して巻回された巻回電極体と、非水溶媒中に電解質塩を有する非水電解質と、を備える非水電解質二次電池において、
前記負極極板の巻き始め側の端部の外周側及び内周側には前記銅箔が露出された負極集電体露出部が設けられ、
前記負極集電体露出部は、前記銅箔の外周側よりも内周側の方が長く形成されて前記外周側には前記負極活物質層の片面塗布部が形成され、
前記内周側の前記負極集電体露出部には、前記内周側の前記負極活物質層の塗布端部に接する位置から前記外周側の前記負極活物質層の片面塗布部を越える領域にわたって、補強層が形成されていることを特徴とする非水電解質二次電池。
【請求項2】
前記補強層は、ポリオレフィン樹脂と無機フィラーとの混合物からなることを特徴とする請求項1に記載の非水電解質二次電池。
【請求項3】
前記補強層は、厚さが1μm以上30μm以下であることを特徴とする請求項1に記載の非水電解質二次電池。
【請求項4】
前記銅箔は、厚さが7μm以下5μm以上であることを特徴とする請求項1に記載の非水電解質二次電池。
【図1】

【図2】
【図2】
【公開番号】特開2012−248282(P2012−248282A)
【公開日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願番号】特願2011−116467(P2011−116467)
【出願日】平成23年5月25日(2011.5.25)
【出願人】(000001889)三洋電機株式会社 (18,308)
【Fターム(参考)】
【公開日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願日】平成23年5月25日(2011.5.25)
【出願人】(000001889)三洋電機株式会社 (18,308)
【Fターム(参考)】
[ Back to top ]