
非水電解質蓄電デバイス用セパレータの製造方法および非水電解質蓄電デバイスの製造方法
【課題】環境に対する負荷が大きい溶剤の使用を回避できるとともに、空孔率や孔径等のパラメータも比較的容易に制御しうる、非水電解質蓄電デバイス用セパレータの製造方法を提供する。
【解決手段】本発明は、エポキシ樹脂、硬化剤及びポロゲンを含むエポキシ樹脂組成物を調製する工程と、エポキシ樹脂シートが得られるように、前記エポキシ樹脂組成物の硬化体をシート状に成形する又は前記エポキシ樹脂組成物のシート状成形体を硬化させる工程と、ハロゲンフリーの溶剤を用いて前記エポキシ樹脂シートから前記ポロゲンを除去し、エポキシ樹脂多孔質膜を形成する工程と、前記エポキシ樹脂多孔質膜の少なくとも一方の表面を大気圧プラズマ処理して、前記エポキシ樹脂多孔質膜の表層部を除去する工程と、を含む。
【解決手段】本発明は、エポキシ樹脂、硬化剤及びポロゲンを含むエポキシ樹脂組成物を調製する工程と、エポキシ樹脂シートが得られるように、前記エポキシ樹脂組成物の硬化体をシート状に成形する又は前記エポキシ樹脂組成物のシート状成形体を硬化させる工程と、ハロゲンフリーの溶剤を用いて前記エポキシ樹脂シートから前記ポロゲンを除去し、エポキシ樹脂多孔質膜を形成する工程と、前記エポキシ樹脂多孔質膜の少なくとも一方の表面を大気圧プラズマ処理して、前記エポキシ樹脂多孔質膜の表層部を除去する工程と、を含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、非水電解質蓄電デバイス用セパレータの製造方法および非水電解質蓄電デバイスの製造方法に関する。
【背景技術】
【0002】
地球環境保全、化石燃料の枯渇等の諸問題を背景に、リチウムイオン二次電池やリチウムイオンキャパシタなどに代表される非水電解質蓄電デバイスの需要が年々増加している。非水電解質蓄電デバイスのセパレータとして、従来、ポリオレフィン多孔質膜が使用されている。ポリオレフィン多孔質膜は、以下に説明する方法で製造することができる。
【0003】
まず、溶媒とポリオレフィン樹脂とを混合及び加熱してポリオレフィン溶液を調製する。Tダイ等の金型を用い、ポリオレフィン溶液をシート形状に成形しながら吐出及び冷却し、シート状の成形体を得る。シート状の成形体を延伸するとともに、成形体から溶媒を除去する。これにより、ポリオレフィン多孔質膜が得られる。成形体から溶媒を除去する工程で、有機溶剤が使用される(特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2001−192487号公報
【特許文献2】特開2000−30683号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記製造方法において、有機溶剤として、ジクロロメタンのようなハロゲン化有機化合物を使用することが多い。ハロゲン化有機化合物の使用は、環境に対する負荷が非常に大きいので問題となっている。
【0006】
他方、特許文献2に記載されている方法(いわゆる乾式法)によれば、環境に対する負荷が大きい溶剤を使用せずにポリオレフィン多孔質膜を製造することができる。しかし、この方法には、多孔質膜の孔径を制御するのが難しいという問題がある。また、この方法で製造された多孔質膜をセパレータとして用いると、蓄電デバイスの内部でイオン透過の偏りが発生しやすいという問題もある。
【0007】
本発明は、環境に対する負荷が大きい溶剤の使用を回避できるとともに、空孔率及び孔径等のパラメータも比較的容易に制御しうる、非水電解質蓄電デバイス用セパレータの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
すなわち、本発明は、
エポキシ樹脂、硬化剤及びポロゲンを含むエポキシ樹脂組成物を調製する工程と、
エポキシ樹脂シートが得られるように、前記エポキシ樹脂組成物の硬化体をシート状に成形する又は前記エポキシ樹脂組成物のシート状成形体を硬化させる工程と、
ハロゲンフリーの溶剤を用いて前記エポキシ樹脂シートから前記ポロゲンを除去し、エポキシ樹脂多孔質膜を形成する工程と、
前記エポキシ樹脂多孔質膜の少なくとも一方の表面を大気圧プラズマ処理して、前記エポキシ樹脂多孔質膜の表層部を除去する工程と、
を含む、非水電解質蓄電デバイス用セパレータの製造方法を提供する。
【0009】
別の側面において、本発明は、
(i)エポキシ樹脂、硬化剤及びポロゲンを含むエポキシ樹脂組成物を調製する工程と、
(ii)エポキシ樹脂シートが得られるように、前記エポキシ樹脂組成物の硬化体をシート状に成形する又は前記エポキシ樹脂組成物のシート状成形体を硬化させる工程と、
(iii)ハロゲンフリーの溶剤を用いて前記エポキシ樹脂シートから前記ポロゲンを除去して、エポキシ樹脂多孔質膜を形成する工程と、
(iv)前記エポキシ樹脂多孔質膜の少なくとも一方の表面を大気圧プラズマ処理することによって前記エポキシ樹脂多孔質膜の表層部を除去して、セパレータを形成する工程と、
(v)カソード及びアノードを準備する工程と、
(vi)前記カソード、前記アノード及び前記セパレータを用いて電極群を組み立てる工程と、
を含む、非水電解質蓄電デバイスの製造方法を提供する。
【発明の効果】
【0010】
本発明によれば、ハロゲンフリーの溶剤を用いてエポキシ樹脂シートからポロゲンが除去され、これにより、エポキシ樹脂多孔質膜が得られる。従って、環境に対する負荷が大きい溶剤の使用を回避できる。また、本発明によれば、ポロゲンの含有量及び種類によって、空孔率及び孔径等のパラメータも比較的容易に制御しうる。
【図面の簡単な説明】
【0011】
【図1】本発明の一実施形態に係る非水電解質蓄電デバイスの概略断面図
【図2】切削工程の概略図
【図3】ポロゲン除去後のエポキシ樹脂多孔質膜の断面の電子顕微鏡写真
【発明を実施するための形態】
【0012】
以下、添付の図面を参照しつつ、本発明の一実施形態を説明する。
【0013】
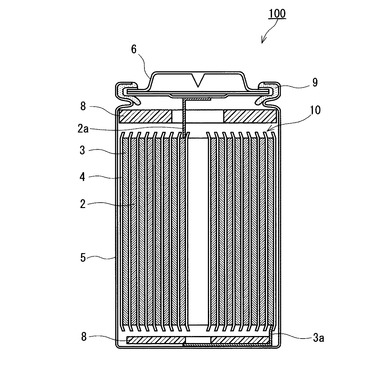
図1に、本発明の製造方法の一実施態様によって製造される非水電解質蓄電デバイス100の構造を示す。非水電解質蓄電デバイス100は、カソード2、アノード3、セパレータ4及びケース5を備えている。セパレータ4は、カソード2とアノード3との間に配置されている。カソード2、アノード3及びセパレータ4は、一体的に巻回されて発電要素としての電極群10を構成している。電極群10は、底部を有するケース5に収容されている。蓄電デバイス100は、典型的には、リチウムイオン二次電池である。
【0014】
ケース5は円筒の形状を有している。すなわち、蓄電デバイス100は円筒の形状を有している。しかし、蓄電デバイス100の形状は特に限定されない。蓄電デバイス100は、例えば、扁平な角型の形状を有していてもよい。また、電極群10は巻回構造を必須としない。カソード2、セパレータ4及びアノード3が単に積層されることによって、板状の電極群が形成されていてもよい。ケース5は、ステンレス、アルミニウム等の金属で作られている。さらに、電極群10が可撓性を有する材料で作られたケースに入れられていてもよい。可撓性を有する材料は、例えば、アルミニウム箔と、アルミニウム箔の両面に貼り合わされた樹脂フィルムとで構成されている。
【0015】
蓄電デバイス100は、さらに、カソードリード2a、アノードリード3a、蓋体6、パッキン9及び2つの絶縁板8を備えている。蓋体6は、パッキン9を介してケース5の開口部に固定されている。2つの絶縁板8は、電極群10の上部と下部とにそれぞれ配置されている。カソードリード2aは、カソード2に電気的に接続された一端と、蓋体6に電気的に接続された他端とを有する。アノードリード3aは、アノード3に電気的に接続された一端と、ケース5の底部に電気的に接続された他端とを有する。蓄電デバイス100の内部にはイオン伝導性を有する非水電解質(典型的には非水電解液)が充填されている。非水電解質は、電極群10に含浸されている。これにより、セパレータ4を通じて、カソード2とアノード3との間でイオン(典型的にはリチウムイオン)の移動が可能となっている。
【0016】
カソード2は、リチウムイオンを吸蔵及び放出しうるカソード活物質と、バインダーと、集電体とで構成されうる。例えば、バインダーを含む溶液にカソード活物質を混合して合剤を調製し、この合剤をカソード集電体に塗布及び乾燥させることによってカソード2を作製できる。
【0017】
カソード活物質としては、リチウムイオン二次電池のカソード活物質として用いられている公知の材料を使用できる。具体的には、リチウム含有遷移金属酸化物、リチウム含有遷移金属リン酸化物、カルコゲン化合物等をカソード活物質として使用できる。リチウム含有遷移金属酸化物としては、LiCoO2、LiMnO2、LiNiO2、それらの遷移金属の一部が他の金属で置換された化合物が挙げられる。リチウム含有遷移金属リン酸化物としては、LiFePO4、LiFePO4の遷移金属(Fe)の一部が他の金属で置換された化合物が挙げられる。カルコゲン化合物としては、二硫化チタン、二硫化モリブデンが挙げられる。
【0018】
バインダーとしては、公知の樹脂を使用できる。例えば、ポリフッ化ビニリデン(PVDF)、ヘキサフロロプロピレン、ポリテトラフルオロエチレン等のフッ素系樹脂、スチレンブタジエンゴム、エチレンプロピレンターポリマー等の炭化水素系樹脂、それらの混合物をバインダーとして使用できる。導電助剤として、カーボンブラック等の導電性粉末がカソード2に含まれていてもよい。
【0019】
カソード集電体としては、耐酸化性に優れた金属材料、例えば箔状又はメッシュ状に加工されたアルミニウムが好適に用いられる。
【0020】
アノード3は、リチウムイオンを吸蔵及び放出しうるアノード活物質と、バインダーと、集電体とで構成されうる。アノード3も、カソード2と同様の方法で作製できる。カソード2で用いたバインダーと同様のものをアノード3に使用できる。
【0021】
アノード活物質としては、リチウムイオン二次電池のアノード活物質として用いられている公知の材料を使用できる。具体的には、炭素系活物質、リチウムと合金を形成しうる合金系活物質、リチウムチタン複合酸化物(例えばLi4Ti5O12)等をアノード活物質として使用できる。炭素系活物質としては、コークス、ピッチ、フェノール樹脂、ポリイミド、セルロース等の焼成体、人造黒鉛、天然黒鉛等が挙げられる。合金系活物質としては、アルミニウム、スズ、スズ化合物、シリコン、シリコン化合物等が挙げられる。
【0022】
アノード集電体としては、還元安定性に優れた金属材料、例えば箔状又はメッシュ状に加工された銅又は銅合金が好適に用いられる。リチウムチタン複合酸化物等の高電位アノード活物質を用いる場合には、箔状又はメッシュ状に加工されたアルミニウムもアノード集電体として使用できる。
【0023】
非水電解液は、典型的には、非水溶媒及び電解質を含んでいる。具体的には、リチウム塩(電解質)を非水溶媒に溶解させた電解液を好適に使用できる。また、非水電解液を含むゲル電解質、リチウム塩をポリエチレンオキシド等のポリマーに溶解及び分解させた固体電解質等も非水電解質として使用できる。リチウム塩としては、ホウ四フッ化リチウム(LiBF4)、六フッ化リン酸リチウム(LiPF6)、過塩素酸リチウム(LiClO4)、トリフロロスルホン酸リチウム(LiCF3SO3)等が挙げられる。非水溶媒としては、プロピレンカーボネート(PC)、エチレンカーボネート(EC)、メチルエチルカーボネート(MEC)、1,2−ジメトキシエタン(DME)、γ−ブチロラクトン(γ−BL)、これらの混合物等が挙げられる。
【0024】
次に、セパレータ4について詳しく説明する。
【0025】
セパレータ4は、三次元網目状骨格と、空孔とを備えたエポキシ樹脂多孔質膜で構成されている。セパレータ4の表面と裏面との間でイオンが移動できるように、つまり、カソード2とアノード3との間をイオンが移動できるように、隣り合う空孔は互いに連通していてもよい。セパレータ4は、例えば、5〜50μmの範囲の厚さを有する。セパレータ4が厚すぎると、カソード2とアノード3との間のイオンの移動が困難となる。5μm未満の厚さのセパレータ4を製造することは不可能ではないが、蓄電デバイス100の信頼性を確保するうえで、5μm以上、特に10μm以上の厚さが好ましい。
【0026】
セパレータ4は、例えば、20〜80%の範囲の空孔率を有し、0.02〜1μmの範囲の平均孔径を有する。空孔率及び平均孔径がこのような範囲に調節されていると、セパレータ4は、必要とされる機能を十分に発揮しうる。
【0027】
空孔率は、以下の方法で測定できる。まず、測定対象を一定の寸法(例えば、直径6cmの円形)に切断し、その体積及び重量を求める。得られた結果を次式に代入して空孔率を算出する。
空孔率(%)=100×(V−(W/D))/V
V:体積(cm3)
W:重量(g)
D:構成成分の平均密度(g/cm3)
【0028】
平均孔径は、走査型電子顕微鏡でセパレータ4の断面を観察して求めることができる。具体的には、視野幅60μm、かつ表面から所定の深さ(例えば、セパレータ4の厚さの1/5〜1/100)までの範囲内に存在する空孔のそれぞれについて、画像処理を行って孔径を求め、それらの平均値を平均孔径として求めることができる。画像処理は、例えば、フリーソフト「Image J」又はAdobe社製「Photoshop」を使用して行える。
【0029】
また、セパレータ4は、例えば1〜1000秒/100cm3、特に10〜1000秒/100cm3の範囲の通気度(ガーレー値)を有していてもよい。セパレータ4がこのような範囲に通気度を有していることにより、カソード2とアノード3との間をイオンが容易に移動しうる。通気度は、日本工業規格(JIS)P8117に規定された方法に従って測定できる。
【0030】
次に、セパレータ4に使用されたエポキシ樹脂多孔質膜の製造方法を説明する。
【0031】
エポキシ樹脂多孔質膜は、例えば、下記(a)、(b)及び(c)のいずれかの方法で製造することができる。方法(a)及び(b)は、エポキシ樹脂組成物をシート状に成形した後で硬化工程を実施する点で共通している。方法(c)は、エポキシ樹脂のブロック状の硬化体を作り、その硬化体をシート状に成形することを特徴としている。
【0032】
方法(a)
エポキシ樹脂組成物のシート状成形体が得られるように、エポキシ樹脂、硬化剤及びポロゲンを含むエポキシ樹脂組成物を基板上に塗布する。その後、エポキシ樹脂組成物のシート状成形体を加熱してエポキシ樹脂を三次元架橋させる。その際、エポキシ樹脂架橋体とポロゲンとの相分離により共連続構造が形成される。その後、得られたエポキシ樹脂シートからポロゲンを洗浄によって除去し、乾燥させることにより、三次元網目状骨格と連通する空孔とを有するエポキシ樹脂多孔質膜が得られる。基板の種類は特に限定されず、プラスチック基板、ガラス基板、金属板等を基板として使用できる。
【0033】
方法(b)
エポキシ樹脂、硬化剤及びポロゲンを含むエポキシ樹脂組成物を基板上に塗布する。その後、塗布したエポキシ樹脂組成物の上に別の基板を被せてサンドイッチ構造体を作製する。なお、基板と基板との間に一定の間隔を確保するために、基板の四隅にスペーサー(例えば、両面テープ)を設けてもよい。次に、サンドイッチ構造体を加熱してエポキシ樹脂を三次元架橋させる。その際、エポキシ樹脂架橋体とポロゲンとの相分離により共連続構造が形成される。その後、得られたエポキシ樹脂シートを取り出し、ポロゲンを洗浄によって除去し、乾燥させることにより、三次元網目状骨格と連通する空孔とを有するエポキシ樹脂多孔質膜が得られる。基板の種類は特に制限されず、プラスチック基板、ガラス基板、金属板等を基板として使用できる。特に、ガラス基板を好適に使用できる。
【0034】
方法(c)
エポキシ樹脂、硬化剤及びポロゲンを含むエポキシ樹脂組成物を所定形状の金型内に充填する。その後、エポキシ樹脂を三次元架橋させることによって、円筒状又は円柱状のエポキシ樹脂組成物の硬化体を作製する。その際、エポキシ樹脂架橋体とポロゲンとの相分離により共連続構造が形成される。その後、エポキシ樹脂組成物の硬化体を円筒軸又は円柱軸を中心に回転させながら、硬化体の表層部を所定の厚さに切削して長尺状のエポキシ樹脂シートを作製する。そして、エポキシ樹脂シートに含まれたポロゲンを洗浄によって除去し、乾燥させることにより、三次元網目状骨格と連通する空孔とを有するエポキシ樹脂多孔質膜が得られる。
【0035】
方法(c)を詳細に説明する。なお、エポキシ樹脂組成物を調製する工程、エポキシ樹脂を硬化させる工程、ポロゲンを除去する工程等は、各方法に共通している。また、使用できる材料も各方法に共通である。
【0036】
方法(c)によれば、エポキシ樹脂多孔質膜は、以下の主要な工程を経て製造されうる。
(i)エポキシ樹脂組成物を調製する。
(ii)エポキシ樹脂組成物の硬化体をシート状に成形する。
(iii)エポキシ樹脂シートからポロゲンを除去する。
【0037】
まず、エポキシ樹脂、硬化剤及びポロゲン(細孔形成剤)を含むエポキシ樹脂組成物を調製する。具体的には、エポキシ樹脂及び硬化剤をポロゲンに溶解させて均一な溶液を調製する。
【0038】
エポキシ樹脂としては、芳香族エポキシ樹脂及び非芳香族エポキシ樹脂のいずれも使用可能である。芳香族エポキシ樹脂としては、ポリフェニルベースエポキシ樹脂、フルオレン環を含むエポキシ樹脂、トリグリシジルイソシアヌレートを含むエポキシ樹脂、複素芳香環(例えば、トリアジン環)を含むエポキシ樹脂等が挙げられる。ポリフェニルベースエポキシ樹脂としては、ビスフェノールA型エポキシ樹脂、臭素化ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールAD型エポキシ樹脂、スチルベン型エポキシ樹脂、ビフェニル型エポキシ樹脂、ビスフェノールAノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、ジアミノジフェニルメタン型エポキシ樹脂、テトラキス(ヒドロキシフェニル)エタンベースエポキシ樹脂等が挙げられる。非芳香族エポキシ樹脂としては、脂肪族グリシジルエーテル型エポキシ樹脂、脂肪族グリシジルエステル型エポキシ樹脂、脂環族グリシジルエーテル型エポキシ樹脂、脂環族グリシジルアミン型エポキシ樹脂、脂環族グリシジルエステル型エポキシ樹脂等が挙げられる。これらは単独で用いてもよく、2種以上を併用してもよい。
【0039】
これらの中でも、ビスフェノールA型エポキシ樹脂、臭素化ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールAD型エポキシ樹脂、フルオレン環を含むエポキシ樹脂、トリグリシジルイソシアヌレートを含むエポキシ樹脂、脂環族グリシジルエーテル型エポキシ樹脂、脂環族グリシジルアミン型エポキシ樹脂及び脂環族グリシジルエステル型エポキシ樹脂からなる群より選ばれる少なくとも1つであって、6000以下のエポキシ当量及び170℃以下の融点を有するものを好適に使用できる。これらのエポキシ樹脂を使用すると、均一な三次元網目状骨格及び均一な空孔を形成できるとともに、エポキシ樹脂多孔質膜に優れた耐薬品性及び高い強度を付与できる。
【0040】
硬化剤としては、芳香族硬化剤及び非芳香族硬化剤のいずれも使用可能である。芳香族硬化剤としては、芳香族アミン(例えば、メタフェニレンジアミン、ジアミノジフェニルメタン、ジアミノジフェニルスルホン、ベンジルジメチルアミン、ジメチルアミノメチルベンゼン)、芳香族酸無水物(例えば、無水フタル酸、無水トリメリット酸、無水ピロメリット酸)、フェノール樹脂、フェノールノボラック樹脂、複素芳香環を含むアミン(例えば、トリアジン環を含むアミン)等が挙げられる。非芳香族硬化剤としては、脂肪族アミン類(例えば、エチレンジアミン、ジエチレントリアミン、トリエチレンテトラミン、テトラエチレンペンタミン、イミノビスプロピルアミン、ビス(ヘキサメチレン)トリアミン、1,3,6−トリスアミノメチルヘキサン、ポリメチレンジアミン、トリメチルヘキサメチレンジアミン、ポリエーテルジアミン)、脂環族アミン類(例えば、イソホロンジアミン、メンタンジアミン、N−アミノエチルピペラジン、3,9−ビス(3−アミノプロピル)2,4,8,10−テトラオキサスピロ(5,5)ウンデカンアダクト、ビス(4−アミノ−3−メチルシクロヘキシル)メタン、ビス(4−アミノシクロヘキシル)メタン、これらの変性品)、ポリアミン類とダイマー酸とを含む脂肪族ポリアミドアミン等が挙げられる。これらは単独で用いてもよく、2種以上を併用してもよい。
【0041】
これらの中でも、分子内に一級アミンを2つ以上有する硬化剤を好適に使用できる。具体的には、メタフェニレンジアミン、ジアミノジフェニルメタン、ジアミノジフェニルスルホン、ポリメチレンジアミン、ビス(4−アミノ−3−メチルシクロヘキシル)メタン及びビス(4−アミノシクロヘキシル)メタンからなる群より選ばれる少なくとも1つを好適に使用できる。これらの硬化剤を使用すると、均一な三次元網目状骨格及び均一な空孔を形成できるとともに、エポキシ樹脂多孔質膜に高い強度及び適切な弾性を付与できる。
【0042】
エポキシ樹脂と硬化剤との組み合わせとしては、芳香族エポキシ樹脂と脂肪族アミン硬化剤との組み合わせ、芳香族エポキシ樹脂と脂環族アミン硬化剤との組み合わせ、又は脂環族エポキシ樹脂と芳香族アミン硬化剤との組み合わせが好ましい。これらの組み合わせにより、エポキシ樹脂多孔質膜に優れた耐熱性を付与できる。
【0043】
ポロゲンは、エポキシ樹脂及び硬化剤を溶かすことができる溶剤でありうる。ポロゲンは、また、エポキシ樹脂と硬化剤とが重合した後、反応誘起相分離を生じさせることができる溶剤として使用される。具体的には、メチルセロソルブ、エチルセロソルブ等のセロソルブ類、エチレングリコールモノメチルエーテルアセテート、プロピレングリコールモノメチルエーテルアセテート等のエステル類、ポリエチレングリコール、ポリプロピレングリコール等のグリコール類、ポリオキシエチレンモノメチルエーテル、ポリオキシエチレンジメチルエーテル等のエーテル類をポロゲンとして使用できる。これらは単独で用いてもよく、2種以上を併用してもよい。
【0044】
これらの中でも、メチルセロソルブ、エチルセロソルブ、分子量600以下のポリエチレングリコール、エチレングリコールモノメチルエーテルアセテート、プロピレングリコールモノメチルエーテルアセテート、ポリプロピレングリコール、ポリオキシエチレンモノメチルエーテル及びポリオキシエチレンジメチルエーテルからなる群より選ばれる少なくとも1つを好適に使用できる。特に、分子量200以下のポリエチレングリコール、分子量500以下のポリプロピレングリコール、ポリオキシエチレンモノメチルエーテル及びプロピレングリコールモノメチルエーテルアセテートからなる群より選ばれる少なくとも1つを好適に使用できる。これらのポロゲンを使用すると、均一な三次元網目状骨格及び均一な空孔を形成できる。これらは単独で用いてもよく、2種以上を併用してもよい。
【0045】
また、個々のエポキシ樹脂又は硬化剤と常温で不溶又は難溶であっても、エポキシ樹脂と硬化剤との反応物が可溶となる溶剤についてはポロゲンとして使用可能である。このようなポロゲンとしては、例えば、臭素化ビスフェノールA型エポキシ樹脂(ジャパンエポキシレジン社製「エピコート5058」)が挙げられる。
【0046】
エポキシ樹脂多孔質膜の空孔率、平均孔径及び孔径分布は、原料の種類、原料の配合比率及び反応条件(例えば、反応誘起相分離時における加熱温度及び加熱時間)に応じて変化する。そのため、目的とする空孔率、平均孔径、孔径分布を得るために、最適な条件を選択することが好ましい。また、相分離時におけるエポキシ樹脂架橋体の分子量、分子量分布、溶液の粘度、架橋反応速度等を制御することにより、エポキシ樹脂架橋体とポロゲンとの共連続構造を特定の状態で固定し、安定した多孔質構造を得ることができる。
【0047】
エポキシ樹脂に対する硬化剤の配合比率は、例えば、エポキシ基1当量に対して硬化剤当量が0.6〜1.5である。適切な硬化剤当量は、エポキシ樹脂多孔質膜の耐熱性、化学的耐久性、力学特性等の特性の向上に寄与する。
【0048】
硬化剤の他に、目的とする多孔質構造を得るために、溶液中に硬化促進剤を添加してもよい。硬化促進剤としては、トリエチルアミン、トリブチルアミン等の三級アミン、2−フェノール−4−メチルイミダゾール、2−エチル−4−メチルイミダゾール、2−フェノール−4,5−ジヒドロキシイミダゾール等のイミダゾール類が挙げられる。
【0049】
エポキシ樹脂、硬化剤及びポロゲンの総重量に対して、例えば40〜80重量%のポロゲンを使用できる。適切な量のポロゲンを使用することにより、所望の空孔率、平均孔径及び通気度を有するエポキシ樹脂多孔質膜を形成しうる。
【0050】
エポキシ樹脂多孔質膜の平均孔径を所望の範囲に調節する方法の1つとして、エポキシ当量の異なる2種以上のエポキシ樹脂を混合して用いる方法が挙げられる。その際、エポキシ当量の差は100以上であることが好ましく、常温で液状のエポキシ樹脂と常温で固形のエポキシ樹脂とを混合して用いる場合もある。
【0051】
次に、エポキシ樹脂、硬化剤及びポロゲンを含む溶液からエポキシ樹脂組成物の硬化体を作製する。具体的には、溶液を金型に充填し、必要に応じて加熱する。エポキシ樹脂を三次元架橋させることによって、所定の形状を有する硬化体が得られる。その際、エポキシ樹脂架橋体とポロゲンとが相分離することにより、共連続構造が形成される。
【0052】
硬化体の形状は特に限定されない。円柱状又は円筒状の金型を使用すれば、円筒又は円柱の形状を有する硬化体を得ることができる。硬化体が円筒又は円柱の形状を有していると、後述する切削工程(図2参照)を実施しやすい。
【0053】
エポキシ樹脂組成物を硬化させるために必要な温度及び時間は、エポキシ樹脂及び硬化剤の種類に応じて変化するので特に限定されない。均一な分布及び均一な孔径を持った空孔を有するエポキシ樹脂多孔質膜を得るために、室温にて硬化処理を実施することができる。室温硬化の場合、温度は20〜40℃程度であり、時間は3〜100時間程度、好ましくは20〜50時間程度である。加熱硬化の場合、温度は40〜120℃程度、好ましくは60〜100℃程度であり、時間は10〜300分程度、好ましくは30〜180分程度である。硬化処理後、エポキシ樹脂架橋体の架橋度を高めるためにポストキュア(後処理)を行ってもよい。ポストキュアの条件は特に制限されないが、温度は室温又は50〜160℃程度であり、時間は2〜48時間程度である。
【0054】
硬化体の寸法は特に限定されない。硬化体が円筒又は円柱の形状を有している場合、エポキシ樹脂多孔質膜の製造効率の観点から、硬化体の直径は、例えば20cm以上であり、好ましくは30〜150cmである。硬化体の長さ(軸方向)も、得るべきエポキシ樹脂多孔質膜の寸法を考慮して適宜設定することができる。硬化体の長さは、例えば20〜200cmであり、取扱いやすさの観点から20〜150cmであることが好ましく、20〜120cmであることがより好ましい。
【0055】
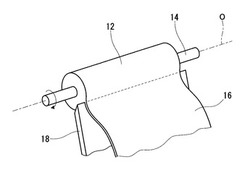
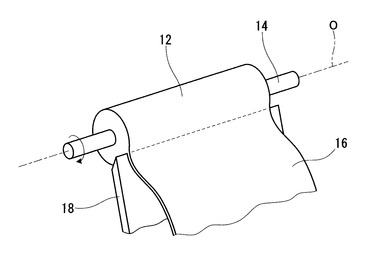
次に、硬化体をシート状に成形する。円筒又は円柱の形状を有する硬化体は、以下の方法でシート状に成形されうる。具体的には、図2に示すように、硬化体12をシャフト14に取り付ける。長尺の形状を有するエポキシ樹脂シート16が得られるように、切削刃18(スライサー)を用いて、硬化体12の表層部を所定の厚さで切削(スライス)する。詳細には、硬化体12の円筒軸O(又は円柱軸)を中心として、切削刃18に対して硬化体12を相対的に回転させながら硬化体12の表層部を切削する。この方法によれば、効率的にエポキシ樹脂シート16を作製することができる。
【0056】
硬化体12を切削するときのライン速度は、例えば2〜70m/minの範囲にある。エポキシ樹脂シート16の厚さは、エポキシ樹脂多孔質膜の目標厚さ(5〜50μm)に応じて決定される。ポロゲンを除去して乾燥させると厚さが若干減少するので、エポキシ樹脂シート16は、通常、エポキシ樹脂多孔質膜の目標厚さよりも若干厚い。エポキシ樹脂シート16の長さは特に限定されないが、エポキシ樹脂シート16の製造効率の観点から、例えば100m以上であり、好ましくは1000m以上である。
【0057】
最後に、エポキシ樹脂シート16からポロゲンを抽出し、除去する。具体的には、ハロゲンフリーの溶剤にエポキシ樹脂シート16を浸漬することによって、エポキシ樹脂シート16からポロゲンを除去することができる。これにより、セパレータ4として利用できるエポキシ樹脂多孔質膜が得られる。
【0058】
エポキシ樹脂シート16からポロゲンを除去するためのハロゲンフリーの溶剤として、水、DMF(N,N−ジメチルホルムアミド)、DMSO(ジメチルスルホキシド)及びTHF(テトラヒドロフラン)からなる群より選ばれる少なくとも1つをポロゲンの種類に応じて使用できる。また、水、二酸化炭素等の超臨界流体もポロゲンを除去するための溶剤として使用できる。エポキシ樹脂シート16からポロゲンを積極的に除去するために、超音波洗浄を行ってもよく、また、溶剤を加熱して用いてもよい。
【0059】
ポロゲンを除去するための洗浄装置も特に限定されず、公知の洗浄装置を使用できる。エポキシ樹脂シート16を溶剤に浸漬することによってポロゲンを除去する場合には、洗浄槽を複数備えた多段洗浄装置を好適に使用できる。洗浄の段数としては、3段以上がより好ましい。また、カウンターフローを利用することによって、実質的に多段洗浄を行ってもよい。さらに、各段の洗浄で、溶剤の温度を変えたり、溶剤の種類を変えたりしてもよい。
【0060】
ポロゲンを除去した後、エポキシ樹脂多孔質膜の乾燥処理を行う。乾燥条件は特に限定されず、温度は通常40〜120℃程度であり、50〜100℃程度が好ましく、乾燥時間は10秒〜5分程度である。乾燥処理には、テンター方式、フローティング方式、ロール方式、ベルト方式等の公知のシート乾燥方法を採用した乾燥装置を使用できる。複数の乾燥方法を組み合わせてもよい。
【0061】
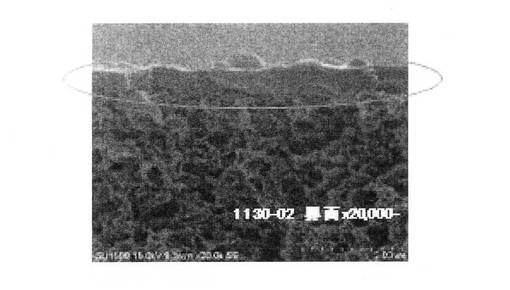
乾燥したエポキシ樹脂多孔質膜の表層部には、図3に示すように、樹脂が入り込むなどした多孔構造の少ない層(スキン層)が形成され、これが多孔質膜の開孔性・通気度を低下させる原因となることがある。本実施態様の方法では、エポキシ樹脂多孔質膜の最表面を大気圧プラズマで処理する事により、表層部を分解して除去する(iv)。特に、大気圧プラズマ処理は表面のごく薄い層だけ分解・除去出来る為、材料を無駄にすることなく、開孔度の高い、均質なエポキシ樹脂多孔質膜を作製することができる。表面の開孔性は電池特性に大きく影響を及ぼすため、本実施態様の方法により作製したエポキシ樹脂多孔質膜を蓄電デバイスのセパレータに用いることで、蓄電デバイスの特性が向上する。除去される表層部の厚さは、スキン層が完全に除去される厚さであればよく、通常は、平均孔径の70%の値以上、好ましくは0.2〜3μm程度である。大気圧プラズマで処理は、エポキシ樹脂多孔質膜の少なくとも一方の表面に対して行われるが、両方の表面に対して行われることが好ましい。
【0062】
本実施形態の方法によれば、セパレータ4として使用できるエポキシ樹脂多孔質膜を極めて簡単に製造できる。従来のポリオレフィン多孔質膜の製造時に必要だった工程、例えば延伸工程を省略できるため、高い生産性でエポキシ樹脂多孔質膜を製造できる。また、従来のポリオレフィン多孔質膜は、その製造過程において、高い温度及び高いせん断力を受けるので、酸化防止剤等の添加剤を使用する必要がある。これに対し、本実施形態の方法によれば、高い温度及び高いせん断力を加えることなく、エポキシ樹脂多孔質膜を製造できる。そのため、従来のポリオレフィン多孔質膜に含まれていた酸化防止剤等の添加剤を使用せずに済む。また、エポキシ樹脂、硬化剤及びポロゲンとして、低廉な材料を使用できるため、セパレータ4の生産コストを低減できる。
【0063】
なお、セパレータ4は、エポキシ樹脂多孔質膜のみで構成されていてもよいし、エポキシ樹脂多孔質膜と他の多孔質材料との積層体で構成されていてもよい。他の多孔質材料としては、ポリエチレン多孔質膜、ポリプロピレン多孔質膜等のポリオレフィン多孔質膜、セルロース多孔質膜、フッ素樹脂多孔質膜等が挙げられる。他の多孔質材料は、エポキシ樹脂多孔質膜の片面にのみ設けられていてもよいし、両面に設けられていてもよい。
【0064】
同様に、セパレータ4は、エポキシ樹脂多孔質膜と補強材との積層体で構成されていてもよい。補強材としては、織布、不織布等が挙げられる。補強材は、エポキシ樹脂多孔質膜の片面にのみ設けられていてもよいし、両面に設けられていてもよい。
【0065】
このようにしてセパレータ4を準備するとともに、上述の方法によりカソード2及びアノード3を準備し(v)、常法に従いこれらを用いて電極群を組み立てることにより(vi)、蓄電デバイス100を製造することができる。
【実施例】
【0066】
以下、実施例を挙げて本発明をより詳細に説明するが、本発明は、これら実施例に限定されるものではない。
【0067】
[実施例1]
70重量部のビスフェノールA型エポキシ樹脂(三菱化学社製、jER(登録商標)828)、30重量部のビスフェノールA型エポキシ樹脂(三菱化学社製、jER(登録商標)1009)、及び202重量部のポリエチレングリコール(三洋化成社製、PEG200)を混合し、エポキシ樹脂のポリエチレングリコール溶液を調製した。
【0068】
円筒状の金型(ステンレス製、内径20cm、高さ30cm)の内面に離型剤(ナガセケムテックス社製、QZ−13)を薄く塗布し、金型を40〜100℃に設定した乾燥機中で乾燥させた。この金型にエポキシ樹脂のポリエチレングリコール溶液を充填し、22重量部のビス(4−アミノシクロヘキシル)メタンを加えた。このようにして、エポキシ樹脂、硬化剤及びポロゲンを含むエポキシ樹脂組成物を調製した。
【0069】
次に、アンカー翼で300rpmにてエポキシ樹脂組成物を30分間撹拌した。次に、真空盤(アズワン社製、VZ型)を用いて、約0.1MPaにて泡が消失するまで真空脱泡した。約2時間放置後、再度約30分間撹拌し、再度真空脱泡した。次に、20〜22℃で70.5時間放置して、エポキシ樹脂組成物を硬化させた。そして、130℃に設定した熱風循環乾燥機で17時間二次硬化を行った。これにより、エポキシ樹脂組成物の硬化体を得た。
【0070】
次に、切削旋盤装置(東芝機械社製)を用い、図2を参照して説明した方法に従って、硬化体の表層部を厚さ25μmで連続的にスライスし、エポキシ樹脂シートを得た。エポキシ樹脂シートを50体積%のDMF水溶液及び純水でこの順番に洗浄してポリエチレングリコールを除去し、その後、70℃で2分間、80℃で1分間、90℃で1分間乾燥した。続いて、大気圧プラズマ処理機(積水化学工業社製、AP−T02)を用いて、周波数30kHz、電圧150V、電極340mm幅×40mm、ギャップ1.0mm、処理時間60秒、O2濃度1%の条件で大気圧プラズマ処理を行って表層部を約2μm除去し、実施例1のエポキシ樹脂多孔質膜を得た。実施例1のエポキシ樹脂多孔質膜の厚さは、18μmであった。また、平均孔径は0.08μmであった。なお、表層部の除去された厚さは、エポキシ樹脂多孔質膜の、プラズマ処理を行った部分とプラズマ処理を行わなかった部分の厚さの差を表面形状測定装置DEKTAK3ST(Veeco社製)を用いて測定することにより、求めた。また、多孔質膜の厚みは、1/1000シックネスゲージを用いて測定した。
【0071】
[実施例2]
実施例1と同じ硬化体を用い、実施例1と同じ方法で38μmの厚さを有するエポキシ樹脂多孔質膜を作製した。
【0072】
[比較例1]
実施例2と同じ硬化体を用い、大気圧プラズマ処理を行わなかった以外は、実施例1と同じ方法で40μmの厚さを有するエポキシ樹脂多孔質膜を作製した。
【0073】
[実施例3]
9mLのバイアル瓶に、ビスフェノールA型エポキシ樹脂(三菱化学社製、jER(登録商標)828)2.12g及びポロゲンとしてポリエチレングリコール(三洋化成社製、PEG200)4.8gを加え、さらに硬化剤として4,4−ジシクロヘキシルジアミン(DKSH社製、PACM−20)0.58gを加えた。これを自転・公転ミキサー(商品名「あわとり練太郎」ARE−250)により2000rpmで5分間撹拌し、2200rpmで5分間脱泡して、溶液1を調製した。
【0074】
次に、4隅に両面テープ2枚を設けたソーダガラス板に、溶液1を塗布し、その上に別のガラス板を積層して溶液1とガラス板とを密着させた。なお、この状態において、ガラス板同士の間隔は50μmであった。次に、ガラス板を130℃に設定した熱風循環乾燥機で3時間加熱硬化させた後、室温まで静置して、得られた硬化物をガラス板から離型した。続いて、RO水/DMF=1/1(v/v)混合液中で10分間超音波洗浄した後、RO水のみで10分間超音波洗浄し、RO水中に12時間浸漬させてポロゲンを除去した。そしてポロゲンが除去された硬化物を80℃の雰囲気温度で約1時間乾燥させ、厚み35μm、平均孔径0.1μmのエポキシ樹脂多孔質膜を得た。
【0075】
続いて、大気圧プラズマ処理機(積水化学工業社製、AP−T02)を用いて、周波数30kHz、電圧150V、電極340mm幅×40mm、ギャップ1.0mm、処理時間10秒、O2濃度1%の条件で大気圧プラズマ処理を行って表層部を0.34μm除去し、実施例3のエポキシ樹脂多孔質膜を得た。実施例3のエポキシ樹脂多孔質膜の厚さは、35μmであった。
【0076】
[実施例4]
大気圧プラズマ処理の時間を30秒として、エポキシ樹脂多孔質膜の表層部を0.68μm除去した以外は実施例3と同じ方法で、34μmの厚さを有するエポキシ樹脂多孔質膜を作製した。
【0077】
[実施例5]
大気圧プラズマ処理の時間を60秒として、エポキシ樹脂多孔質膜の表層部を2.00μm除去した以外は実施例3と同じ方法で、33μmの厚さを有するエポキシ樹脂多孔質膜を作製した。
【0078】
[実施例6]
大気圧プラズマ処理の時間を180秒として、エポキシ樹脂多孔質膜の表層部を3.63μm除去した以外は実施例3と同じ方法で、31μmの厚さを有するエポキシ樹脂多孔質膜を作製した。
【0079】
[実施例7]
大気圧プラズマ処理の時間を60秒とし、O2濃度を3%としてエポキシ樹脂多孔質膜の表層部を2.73μm除去した以外は実施例3と同じ方法で、32μmの厚さを有するエポキシ樹脂多孔質膜を作製した。
【0080】
[実施例8]
大気圧プラズマ処理の時間を180秒とし、O2濃度を3%としてエポキシ樹脂多孔質膜の表層部を6.67μm除去した以外は実施例3と同じ方法で、28μmの厚さを有するエポキシ樹脂多孔質膜を作製した。
【0081】
[実施例9]
大気圧プラズマ処理の時間を60秒とし、O2濃度を5%としてエポキシ樹脂多孔質膜の表層部を2.52μm除去した以外は実施例3と同じ方法で、32μmの厚さを有するエポキシ樹脂多孔質膜を作製した。
【0082】
(1)空孔率
実施形態で説明した方法に従って、実施例、比較例及び参照例の多孔質膜の空孔率を算出した。実施例及び比較例の空孔率を算出するために、多孔質膜の作製に用いた2種類のエポキシ樹脂とアミン(硬化剤)とを用いてエポキシ樹脂の無孔体を作製し、この無孔体の比重を平均密度Dとして用いた。結果を表1に示す。
【0083】
(2)通気度
日本工業規格(JIS)P8117で規定された方法に従って、実施例、比較例及び参照例の多孔質膜の通気度(ガーレー値)を測定した。結果を表1に示す。
【0084】
(3)保液性
実施例、比較例及び参照例の多孔質膜の保液性を以下の方法で評価した。具体的には、まず、10mm×10mmの寸法に切断した多孔質膜の重量Aを測定した。次に、多孔質膜を溶媒(プロピレンカーボネート)に十分に浸漬した後、多孔質膜を引き上げ、ワイピングクロスで表面の余分な溶媒を除去し、重量Bを測定した。下記式に基づいて保液度を算出した。結果を表1に示す。
(保液度)=B/A
【0085】
上記の式で定義される保液度は、多孔質膜の重量変化率を表している。重量変化率が大きければ大きいほど、多孔質膜は、高い保液性を有していると判断できる。セパレータには、適度な保液性が要求されるので、多孔質膜の保液度は適度に高いことが望ましい。プロピレンカーボネートの密度を1.2とし、多孔質膜の空孔率及び密度を考慮に入れると、空孔が全て溶媒で満たされた状態になったとき、保液度が約2となる。保液性を簡単に評価する基準として上記保液度を使用すれば、保液性の低い多孔質膜と高い多孔質膜とを明確に区別できる。なお、実施例1〜9及び比較例1のように、保液度が2を大幅に上回る理由としては、エポキシ樹脂と溶媒との親和性の高さにより、多孔質膜の表面に残る溶媒の量が多いこと、空孔の体積の増大等が考えられる。
【0086】
[リチウム二次電池の作製]
次に、実施例1のエポキシ樹脂多孔質膜をセパレータとして使用し、以下に説明する方法に従って、実施例1のリチウムイオン二次電池を作製した。
【0087】
89重量部のコバルト酸リチウム(日本化学工業社製、セルシードC−10)、10重量部のアセチレンブラック(電気化学工業社製、デンカブラック)、5重量部のPVDF(呉羽化学工業社製、KFポリマーL#1120)を混合し、固形分濃度が15重量%となるようにN−メチル−2−ピロリドンを加えてカソード用スラリーを得た。このスラリーを厚さ20μmのアルミニウム箔(集電体)上に200μmの厚さで塗布した。塗膜を80℃で1時間、120℃で2時間真空乾燥した後、ロールプレスにて加圧した。これにより、100μmの厚さのカソード活物質層を有するカソードを得た。
【0088】
80重量部のメソカーボンマイクロビーズ(大阪ガスケミカル社製、MCMB6−28)、10重量部のアセチレンブラック(電気化学工業社製、デンカブラック)、10重量部のPVDF(呉羽化学工業社製、KFポリマーL#1120)を混合し、固形分濃度が15重量%となるようにN−メチル−2−ピロリドンを加えてアノード用スラリーを得た。このスラリーを厚さ20μmの銅箔(集電体)上に200μmの厚さで塗布した。塗膜を80℃で1時間、120℃で2時間真空乾燥した後、ロールプレスにて加圧した。これにより、100μmの厚さのアノード活物質層を有するアノードを得た。
【0089】
次に、カソード、アノード及びセパレータを用いて電極群を組み立てた。具体的には、カソード、実施例1のエポキシ樹脂多孔質膜(セパレータ)及びアノードを積層し、電極群を得た。このとき、大気圧プラズマ処理した面は、アノードに接していた。電極群をアルミニウムラミネートパッケージに入れた後、パッケージに電解液を注入した。電解液として、エチレンカーボネートとジエチルカーボネートとを1:2の体積比で含む溶媒にLiPF6を1.4mol/リットルの濃度で溶解させたものに、アノード被膜形成剤としてビニレンカーボネート(VC)を濃度が1wt%となるように加えた電解液を用いた。最後に、パッケージを封口して、実施例1のリチウムイオン二次電池を得た。
【0090】
実施例1と同様にして、実施例2〜9及び比較例1の多孔質膜を用いてリチウムイオン二次電池を作製した。
【0091】
(4)レート特性試験
各電池を、25℃の温度の恒温槽に保持し、まず4.2Vに到達するまでは、0.2CmAに相当する定電流で充電し、4.2Vに到達した後は、4.2V定電圧で電流値が1CmA相当の5%に減衰するまで充電を行って、これを0.2C充電とし、次いで0.2CmAに相当する電流値で電圧が2.75Vに到達するまで放電を行い、これを0.2C放電とした。0.2C充電、0.2C放電を3回繰り返した後、0.2C充電、1C放電を行った。3回目の0.2C放電時の放電容量に対する、1C放電容量の割合を、レート特性として算出した。
【0092】
【表1】

【0093】
表1に示すように、実施例1〜9でセパレータとして用いたエポキシ樹脂多孔質膜は、比較例1で用いたエポキシ樹脂多孔質膜よりも通気度が高く、実施例1〜9の電池は、表層部の除去に応じてレート特性で改善の効果を示した。従って、本発明の製造方法によれば、環境に対する負荷が大きい溶剤の使用を回避しながら、かつ空孔率及び孔径等のパラメータも比較的容易に制御しつつ、開孔度の高い、均質なエポキシ樹脂多孔質膜セパレータを製造でき、これを用いることによって、特性の高い蓄電デバイスを製造できることがわかる。なお、実施例では、エポキシ樹脂多孔質膜の片面のみを大気圧プラズマ処理しているが、製品の設計に応じて両面に処理を行ってもよい。
【産業上の利用可能性】
【0094】
本発明によって提供されたセパレータは、リチウムイオン二次電池等の非水電解質蓄電デバイスに好適に使用でき、特に、車両、オートバイ、船舶、建設機械、産業機械、住宅用蓄電システム等に必要とされる大容量の二次電池に好適に使用できる。
【符号の説明】
【0095】
2 カソード
3 アノード
4 セパレータ
12 硬化体
16 エポキシ樹脂シート
18 切削刃
100 非水電解質電池
【技術分野】
【0001】
本発明は、非水電解質蓄電デバイス用セパレータの製造方法および非水電解質蓄電デバイスの製造方法に関する。
【背景技術】
【0002】
地球環境保全、化石燃料の枯渇等の諸問題を背景に、リチウムイオン二次電池やリチウムイオンキャパシタなどに代表される非水電解質蓄電デバイスの需要が年々増加している。非水電解質蓄電デバイスのセパレータとして、従来、ポリオレフィン多孔質膜が使用されている。ポリオレフィン多孔質膜は、以下に説明する方法で製造することができる。
【0003】
まず、溶媒とポリオレフィン樹脂とを混合及び加熱してポリオレフィン溶液を調製する。Tダイ等の金型を用い、ポリオレフィン溶液をシート形状に成形しながら吐出及び冷却し、シート状の成形体を得る。シート状の成形体を延伸するとともに、成形体から溶媒を除去する。これにより、ポリオレフィン多孔質膜が得られる。成形体から溶媒を除去する工程で、有機溶剤が使用される(特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2001−192487号公報
【特許文献2】特開2000−30683号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記製造方法において、有機溶剤として、ジクロロメタンのようなハロゲン化有機化合物を使用することが多い。ハロゲン化有機化合物の使用は、環境に対する負荷が非常に大きいので問題となっている。
【0006】
他方、特許文献2に記載されている方法(いわゆる乾式法)によれば、環境に対する負荷が大きい溶剤を使用せずにポリオレフィン多孔質膜を製造することができる。しかし、この方法には、多孔質膜の孔径を制御するのが難しいという問題がある。また、この方法で製造された多孔質膜をセパレータとして用いると、蓄電デバイスの内部でイオン透過の偏りが発生しやすいという問題もある。
【0007】
本発明は、環境に対する負荷が大きい溶剤の使用を回避できるとともに、空孔率及び孔径等のパラメータも比較的容易に制御しうる、非水電解質蓄電デバイス用セパレータの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
すなわち、本発明は、
エポキシ樹脂、硬化剤及びポロゲンを含むエポキシ樹脂組成物を調製する工程と、
エポキシ樹脂シートが得られるように、前記エポキシ樹脂組成物の硬化体をシート状に成形する又は前記エポキシ樹脂組成物のシート状成形体を硬化させる工程と、
ハロゲンフリーの溶剤を用いて前記エポキシ樹脂シートから前記ポロゲンを除去し、エポキシ樹脂多孔質膜を形成する工程と、
前記エポキシ樹脂多孔質膜の少なくとも一方の表面を大気圧プラズマ処理して、前記エポキシ樹脂多孔質膜の表層部を除去する工程と、
を含む、非水電解質蓄電デバイス用セパレータの製造方法を提供する。
【0009】
別の側面において、本発明は、
(i)エポキシ樹脂、硬化剤及びポロゲンを含むエポキシ樹脂組成物を調製する工程と、
(ii)エポキシ樹脂シートが得られるように、前記エポキシ樹脂組成物の硬化体をシート状に成形する又は前記エポキシ樹脂組成物のシート状成形体を硬化させる工程と、
(iii)ハロゲンフリーの溶剤を用いて前記エポキシ樹脂シートから前記ポロゲンを除去して、エポキシ樹脂多孔質膜を形成する工程と、
(iv)前記エポキシ樹脂多孔質膜の少なくとも一方の表面を大気圧プラズマ処理することによって前記エポキシ樹脂多孔質膜の表層部を除去して、セパレータを形成する工程と、
(v)カソード及びアノードを準備する工程と、
(vi)前記カソード、前記アノード及び前記セパレータを用いて電極群を組み立てる工程と、
を含む、非水電解質蓄電デバイスの製造方法を提供する。
【発明の効果】
【0010】
本発明によれば、ハロゲンフリーの溶剤を用いてエポキシ樹脂シートからポロゲンが除去され、これにより、エポキシ樹脂多孔質膜が得られる。従って、環境に対する負荷が大きい溶剤の使用を回避できる。また、本発明によれば、ポロゲンの含有量及び種類によって、空孔率及び孔径等のパラメータも比較的容易に制御しうる。
【図面の簡単な説明】
【0011】
【図1】本発明の一実施形態に係る非水電解質蓄電デバイスの概略断面図
【図2】切削工程の概略図
【図3】ポロゲン除去後のエポキシ樹脂多孔質膜の断面の電子顕微鏡写真
【発明を実施するための形態】
【0012】
以下、添付の図面を参照しつつ、本発明の一実施形態を説明する。
【0013】
図1に、本発明の製造方法の一実施態様によって製造される非水電解質蓄電デバイス100の構造を示す。非水電解質蓄電デバイス100は、カソード2、アノード3、セパレータ4及びケース5を備えている。セパレータ4は、カソード2とアノード3との間に配置されている。カソード2、アノード3及びセパレータ4は、一体的に巻回されて発電要素としての電極群10を構成している。電極群10は、底部を有するケース5に収容されている。蓄電デバイス100は、典型的には、リチウムイオン二次電池である。
【0014】
ケース5は円筒の形状を有している。すなわち、蓄電デバイス100は円筒の形状を有している。しかし、蓄電デバイス100の形状は特に限定されない。蓄電デバイス100は、例えば、扁平な角型の形状を有していてもよい。また、電極群10は巻回構造を必須としない。カソード2、セパレータ4及びアノード3が単に積層されることによって、板状の電極群が形成されていてもよい。ケース5は、ステンレス、アルミニウム等の金属で作られている。さらに、電極群10が可撓性を有する材料で作られたケースに入れられていてもよい。可撓性を有する材料は、例えば、アルミニウム箔と、アルミニウム箔の両面に貼り合わされた樹脂フィルムとで構成されている。
【0015】
蓄電デバイス100は、さらに、カソードリード2a、アノードリード3a、蓋体6、パッキン9及び2つの絶縁板8を備えている。蓋体6は、パッキン9を介してケース5の開口部に固定されている。2つの絶縁板8は、電極群10の上部と下部とにそれぞれ配置されている。カソードリード2aは、カソード2に電気的に接続された一端と、蓋体6に電気的に接続された他端とを有する。アノードリード3aは、アノード3に電気的に接続された一端と、ケース5の底部に電気的に接続された他端とを有する。蓄電デバイス100の内部にはイオン伝導性を有する非水電解質(典型的には非水電解液)が充填されている。非水電解質は、電極群10に含浸されている。これにより、セパレータ4を通じて、カソード2とアノード3との間でイオン(典型的にはリチウムイオン)の移動が可能となっている。
【0016】
カソード2は、リチウムイオンを吸蔵及び放出しうるカソード活物質と、バインダーと、集電体とで構成されうる。例えば、バインダーを含む溶液にカソード活物質を混合して合剤を調製し、この合剤をカソード集電体に塗布及び乾燥させることによってカソード2を作製できる。
【0017】
カソード活物質としては、リチウムイオン二次電池のカソード活物質として用いられている公知の材料を使用できる。具体的には、リチウム含有遷移金属酸化物、リチウム含有遷移金属リン酸化物、カルコゲン化合物等をカソード活物質として使用できる。リチウム含有遷移金属酸化物としては、LiCoO2、LiMnO2、LiNiO2、それらの遷移金属の一部が他の金属で置換された化合物が挙げられる。リチウム含有遷移金属リン酸化物としては、LiFePO4、LiFePO4の遷移金属(Fe)の一部が他の金属で置換された化合物が挙げられる。カルコゲン化合物としては、二硫化チタン、二硫化モリブデンが挙げられる。
【0018】
バインダーとしては、公知の樹脂を使用できる。例えば、ポリフッ化ビニリデン(PVDF)、ヘキサフロロプロピレン、ポリテトラフルオロエチレン等のフッ素系樹脂、スチレンブタジエンゴム、エチレンプロピレンターポリマー等の炭化水素系樹脂、それらの混合物をバインダーとして使用できる。導電助剤として、カーボンブラック等の導電性粉末がカソード2に含まれていてもよい。
【0019】
カソード集電体としては、耐酸化性に優れた金属材料、例えば箔状又はメッシュ状に加工されたアルミニウムが好適に用いられる。
【0020】
アノード3は、リチウムイオンを吸蔵及び放出しうるアノード活物質と、バインダーと、集電体とで構成されうる。アノード3も、カソード2と同様の方法で作製できる。カソード2で用いたバインダーと同様のものをアノード3に使用できる。
【0021】
アノード活物質としては、リチウムイオン二次電池のアノード活物質として用いられている公知の材料を使用できる。具体的には、炭素系活物質、リチウムと合金を形成しうる合金系活物質、リチウムチタン複合酸化物(例えばLi4Ti5O12)等をアノード活物質として使用できる。炭素系活物質としては、コークス、ピッチ、フェノール樹脂、ポリイミド、セルロース等の焼成体、人造黒鉛、天然黒鉛等が挙げられる。合金系活物質としては、アルミニウム、スズ、スズ化合物、シリコン、シリコン化合物等が挙げられる。
【0022】
アノード集電体としては、還元安定性に優れた金属材料、例えば箔状又はメッシュ状に加工された銅又は銅合金が好適に用いられる。リチウムチタン複合酸化物等の高電位アノード活物質を用いる場合には、箔状又はメッシュ状に加工されたアルミニウムもアノード集電体として使用できる。
【0023】
非水電解液は、典型的には、非水溶媒及び電解質を含んでいる。具体的には、リチウム塩(電解質)を非水溶媒に溶解させた電解液を好適に使用できる。また、非水電解液を含むゲル電解質、リチウム塩をポリエチレンオキシド等のポリマーに溶解及び分解させた固体電解質等も非水電解質として使用できる。リチウム塩としては、ホウ四フッ化リチウム(LiBF4)、六フッ化リン酸リチウム(LiPF6)、過塩素酸リチウム(LiClO4)、トリフロロスルホン酸リチウム(LiCF3SO3)等が挙げられる。非水溶媒としては、プロピレンカーボネート(PC)、エチレンカーボネート(EC)、メチルエチルカーボネート(MEC)、1,2−ジメトキシエタン(DME)、γ−ブチロラクトン(γ−BL)、これらの混合物等が挙げられる。
【0024】
次に、セパレータ4について詳しく説明する。
【0025】
セパレータ4は、三次元網目状骨格と、空孔とを備えたエポキシ樹脂多孔質膜で構成されている。セパレータ4の表面と裏面との間でイオンが移動できるように、つまり、カソード2とアノード3との間をイオンが移動できるように、隣り合う空孔は互いに連通していてもよい。セパレータ4は、例えば、5〜50μmの範囲の厚さを有する。セパレータ4が厚すぎると、カソード2とアノード3との間のイオンの移動が困難となる。5μm未満の厚さのセパレータ4を製造することは不可能ではないが、蓄電デバイス100の信頼性を確保するうえで、5μm以上、特に10μm以上の厚さが好ましい。
【0026】
セパレータ4は、例えば、20〜80%の範囲の空孔率を有し、0.02〜1μmの範囲の平均孔径を有する。空孔率及び平均孔径がこのような範囲に調節されていると、セパレータ4は、必要とされる機能を十分に発揮しうる。
【0027】
空孔率は、以下の方法で測定できる。まず、測定対象を一定の寸法(例えば、直径6cmの円形)に切断し、その体積及び重量を求める。得られた結果を次式に代入して空孔率を算出する。
空孔率(%)=100×(V−(W/D))/V
V:体積(cm3)
W:重量(g)
D:構成成分の平均密度(g/cm3)
【0028】
平均孔径は、走査型電子顕微鏡でセパレータ4の断面を観察して求めることができる。具体的には、視野幅60μm、かつ表面から所定の深さ(例えば、セパレータ4の厚さの1/5〜1/100)までの範囲内に存在する空孔のそれぞれについて、画像処理を行って孔径を求め、それらの平均値を平均孔径として求めることができる。画像処理は、例えば、フリーソフト「Image J」又はAdobe社製「Photoshop」を使用して行える。
【0029】
また、セパレータ4は、例えば1〜1000秒/100cm3、特に10〜1000秒/100cm3の範囲の通気度(ガーレー値)を有していてもよい。セパレータ4がこのような範囲に通気度を有していることにより、カソード2とアノード3との間をイオンが容易に移動しうる。通気度は、日本工業規格(JIS)P8117に規定された方法に従って測定できる。
【0030】
次に、セパレータ4に使用されたエポキシ樹脂多孔質膜の製造方法を説明する。
【0031】
エポキシ樹脂多孔質膜は、例えば、下記(a)、(b)及び(c)のいずれかの方法で製造することができる。方法(a)及び(b)は、エポキシ樹脂組成物をシート状に成形した後で硬化工程を実施する点で共通している。方法(c)は、エポキシ樹脂のブロック状の硬化体を作り、その硬化体をシート状に成形することを特徴としている。
【0032】
方法(a)
エポキシ樹脂組成物のシート状成形体が得られるように、エポキシ樹脂、硬化剤及びポロゲンを含むエポキシ樹脂組成物を基板上に塗布する。その後、エポキシ樹脂組成物のシート状成形体を加熱してエポキシ樹脂を三次元架橋させる。その際、エポキシ樹脂架橋体とポロゲンとの相分離により共連続構造が形成される。その後、得られたエポキシ樹脂シートからポロゲンを洗浄によって除去し、乾燥させることにより、三次元網目状骨格と連通する空孔とを有するエポキシ樹脂多孔質膜が得られる。基板の種類は特に限定されず、プラスチック基板、ガラス基板、金属板等を基板として使用できる。
【0033】
方法(b)
エポキシ樹脂、硬化剤及びポロゲンを含むエポキシ樹脂組成物を基板上に塗布する。その後、塗布したエポキシ樹脂組成物の上に別の基板を被せてサンドイッチ構造体を作製する。なお、基板と基板との間に一定の間隔を確保するために、基板の四隅にスペーサー(例えば、両面テープ)を設けてもよい。次に、サンドイッチ構造体を加熱してエポキシ樹脂を三次元架橋させる。その際、エポキシ樹脂架橋体とポロゲンとの相分離により共連続構造が形成される。その後、得られたエポキシ樹脂シートを取り出し、ポロゲンを洗浄によって除去し、乾燥させることにより、三次元網目状骨格と連通する空孔とを有するエポキシ樹脂多孔質膜が得られる。基板の種類は特に制限されず、プラスチック基板、ガラス基板、金属板等を基板として使用できる。特に、ガラス基板を好適に使用できる。
【0034】
方法(c)
エポキシ樹脂、硬化剤及びポロゲンを含むエポキシ樹脂組成物を所定形状の金型内に充填する。その後、エポキシ樹脂を三次元架橋させることによって、円筒状又は円柱状のエポキシ樹脂組成物の硬化体を作製する。その際、エポキシ樹脂架橋体とポロゲンとの相分離により共連続構造が形成される。その後、エポキシ樹脂組成物の硬化体を円筒軸又は円柱軸を中心に回転させながら、硬化体の表層部を所定の厚さに切削して長尺状のエポキシ樹脂シートを作製する。そして、エポキシ樹脂シートに含まれたポロゲンを洗浄によって除去し、乾燥させることにより、三次元網目状骨格と連通する空孔とを有するエポキシ樹脂多孔質膜が得られる。
【0035】
方法(c)を詳細に説明する。なお、エポキシ樹脂組成物を調製する工程、エポキシ樹脂を硬化させる工程、ポロゲンを除去する工程等は、各方法に共通している。また、使用できる材料も各方法に共通である。
【0036】
方法(c)によれば、エポキシ樹脂多孔質膜は、以下の主要な工程を経て製造されうる。
(i)エポキシ樹脂組成物を調製する。
(ii)エポキシ樹脂組成物の硬化体をシート状に成形する。
(iii)エポキシ樹脂シートからポロゲンを除去する。
【0037】
まず、エポキシ樹脂、硬化剤及びポロゲン(細孔形成剤)を含むエポキシ樹脂組成物を調製する。具体的には、エポキシ樹脂及び硬化剤をポロゲンに溶解させて均一な溶液を調製する。
【0038】
エポキシ樹脂としては、芳香族エポキシ樹脂及び非芳香族エポキシ樹脂のいずれも使用可能である。芳香族エポキシ樹脂としては、ポリフェニルベースエポキシ樹脂、フルオレン環を含むエポキシ樹脂、トリグリシジルイソシアヌレートを含むエポキシ樹脂、複素芳香環(例えば、トリアジン環)を含むエポキシ樹脂等が挙げられる。ポリフェニルベースエポキシ樹脂としては、ビスフェノールA型エポキシ樹脂、臭素化ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールAD型エポキシ樹脂、スチルベン型エポキシ樹脂、ビフェニル型エポキシ樹脂、ビスフェノールAノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、ジアミノジフェニルメタン型エポキシ樹脂、テトラキス(ヒドロキシフェニル)エタンベースエポキシ樹脂等が挙げられる。非芳香族エポキシ樹脂としては、脂肪族グリシジルエーテル型エポキシ樹脂、脂肪族グリシジルエステル型エポキシ樹脂、脂環族グリシジルエーテル型エポキシ樹脂、脂環族グリシジルアミン型エポキシ樹脂、脂環族グリシジルエステル型エポキシ樹脂等が挙げられる。これらは単独で用いてもよく、2種以上を併用してもよい。
【0039】
これらの中でも、ビスフェノールA型エポキシ樹脂、臭素化ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールAD型エポキシ樹脂、フルオレン環を含むエポキシ樹脂、トリグリシジルイソシアヌレートを含むエポキシ樹脂、脂環族グリシジルエーテル型エポキシ樹脂、脂環族グリシジルアミン型エポキシ樹脂及び脂環族グリシジルエステル型エポキシ樹脂からなる群より選ばれる少なくとも1つであって、6000以下のエポキシ当量及び170℃以下の融点を有するものを好適に使用できる。これらのエポキシ樹脂を使用すると、均一な三次元網目状骨格及び均一な空孔を形成できるとともに、エポキシ樹脂多孔質膜に優れた耐薬品性及び高い強度を付与できる。
【0040】
硬化剤としては、芳香族硬化剤及び非芳香族硬化剤のいずれも使用可能である。芳香族硬化剤としては、芳香族アミン(例えば、メタフェニレンジアミン、ジアミノジフェニルメタン、ジアミノジフェニルスルホン、ベンジルジメチルアミン、ジメチルアミノメチルベンゼン)、芳香族酸無水物(例えば、無水フタル酸、無水トリメリット酸、無水ピロメリット酸)、フェノール樹脂、フェノールノボラック樹脂、複素芳香環を含むアミン(例えば、トリアジン環を含むアミン)等が挙げられる。非芳香族硬化剤としては、脂肪族アミン類(例えば、エチレンジアミン、ジエチレントリアミン、トリエチレンテトラミン、テトラエチレンペンタミン、イミノビスプロピルアミン、ビス(ヘキサメチレン)トリアミン、1,3,6−トリスアミノメチルヘキサン、ポリメチレンジアミン、トリメチルヘキサメチレンジアミン、ポリエーテルジアミン)、脂環族アミン類(例えば、イソホロンジアミン、メンタンジアミン、N−アミノエチルピペラジン、3,9−ビス(3−アミノプロピル)2,4,8,10−テトラオキサスピロ(5,5)ウンデカンアダクト、ビス(4−アミノ−3−メチルシクロヘキシル)メタン、ビス(4−アミノシクロヘキシル)メタン、これらの変性品)、ポリアミン類とダイマー酸とを含む脂肪族ポリアミドアミン等が挙げられる。これらは単独で用いてもよく、2種以上を併用してもよい。
【0041】
これらの中でも、分子内に一級アミンを2つ以上有する硬化剤を好適に使用できる。具体的には、メタフェニレンジアミン、ジアミノジフェニルメタン、ジアミノジフェニルスルホン、ポリメチレンジアミン、ビス(4−アミノ−3−メチルシクロヘキシル)メタン及びビス(4−アミノシクロヘキシル)メタンからなる群より選ばれる少なくとも1つを好適に使用できる。これらの硬化剤を使用すると、均一な三次元網目状骨格及び均一な空孔を形成できるとともに、エポキシ樹脂多孔質膜に高い強度及び適切な弾性を付与できる。
【0042】
エポキシ樹脂と硬化剤との組み合わせとしては、芳香族エポキシ樹脂と脂肪族アミン硬化剤との組み合わせ、芳香族エポキシ樹脂と脂環族アミン硬化剤との組み合わせ、又は脂環族エポキシ樹脂と芳香族アミン硬化剤との組み合わせが好ましい。これらの組み合わせにより、エポキシ樹脂多孔質膜に優れた耐熱性を付与できる。
【0043】
ポロゲンは、エポキシ樹脂及び硬化剤を溶かすことができる溶剤でありうる。ポロゲンは、また、エポキシ樹脂と硬化剤とが重合した後、反応誘起相分離を生じさせることができる溶剤として使用される。具体的には、メチルセロソルブ、エチルセロソルブ等のセロソルブ類、エチレングリコールモノメチルエーテルアセテート、プロピレングリコールモノメチルエーテルアセテート等のエステル類、ポリエチレングリコール、ポリプロピレングリコール等のグリコール類、ポリオキシエチレンモノメチルエーテル、ポリオキシエチレンジメチルエーテル等のエーテル類をポロゲンとして使用できる。これらは単独で用いてもよく、2種以上を併用してもよい。
【0044】
これらの中でも、メチルセロソルブ、エチルセロソルブ、分子量600以下のポリエチレングリコール、エチレングリコールモノメチルエーテルアセテート、プロピレングリコールモノメチルエーテルアセテート、ポリプロピレングリコール、ポリオキシエチレンモノメチルエーテル及びポリオキシエチレンジメチルエーテルからなる群より選ばれる少なくとも1つを好適に使用できる。特に、分子量200以下のポリエチレングリコール、分子量500以下のポリプロピレングリコール、ポリオキシエチレンモノメチルエーテル及びプロピレングリコールモノメチルエーテルアセテートからなる群より選ばれる少なくとも1つを好適に使用できる。これらのポロゲンを使用すると、均一な三次元網目状骨格及び均一な空孔を形成できる。これらは単独で用いてもよく、2種以上を併用してもよい。
【0045】
また、個々のエポキシ樹脂又は硬化剤と常温で不溶又は難溶であっても、エポキシ樹脂と硬化剤との反応物が可溶となる溶剤についてはポロゲンとして使用可能である。このようなポロゲンとしては、例えば、臭素化ビスフェノールA型エポキシ樹脂(ジャパンエポキシレジン社製「エピコート5058」)が挙げられる。
【0046】
エポキシ樹脂多孔質膜の空孔率、平均孔径及び孔径分布は、原料の種類、原料の配合比率及び反応条件(例えば、反応誘起相分離時における加熱温度及び加熱時間)に応じて変化する。そのため、目的とする空孔率、平均孔径、孔径分布を得るために、最適な条件を選択することが好ましい。また、相分離時におけるエポキシ樹脂架橋体の分子量、分子量分布、溶液の粘度、架橋反応速度等を制御することにより、エポキシ樹脂架橋体とポロゲンとの共連続構造を特定の状態で固定し、安定した多孔質構造を得ることができる。
【0047】
エポキシ樹脂に対する硬化剤の配合比率は、例えば、エポキシ基1当量に対して硬化剤当量が0.6〜1.5である。適切な硬化剤当量は、エポキシ樹脂多孔質膜の耐熱性、化学的耐久性、力学特性等の特性の向上に寄与する。
【0048】
硬化剤の他に、目的とする多孔質構造を得るために、溶液中に硬化促進剤を添加してもよい。硬化促進剤としては、トリエチルアミン、トリブチルアミン等の三級アミン、2−フェノール−4−メチルイミダゾール、2−エチル−4−メチルイミダゾール、2−フェノール−4,5−ジヒドロキシイミダゾール等のイミダゾール類が挙げられる。
【0049】
エポキシ樹脂、硬化剤及びポロゲンの総重量に対して、例えば40〜80重量%のポロゲンを使用できる。適切な量のポロゲンを使用することにより、所望の空孔率、平均孔径及び通気度を有するエポキシ樹脂多孔質膜を形成しうる。
【0050】
エポキシ樹脂多孔質膜の平均孔径を所望の範囲に調節する方法の1つとして、エポキシ当量の異なる2種以上のエポキシ樹脂を混合して用いる方法が挙げられる。その際、エポキシ当量の差は100以上であることが好ましく、常温で液状のエポキシ樹脂と常温で固形のエポキシ樹脂とを混合して用いる場合もある。
【0051】
次に、エポキシ樹脂、硬化剤及びポロゲンを含む溶液からエポキシ樹脂組成物の硬化体を作製する。具体的には、溶液を金型に充填し、必要に応じて加熱する。エポキシ樹脂を三次元架橋させることによって、所定の形状を有する硬化体が得られる。その際、エポキシ樹脂架橋体とポロゲンとが相分離することにより、共連続構造が形成される。
【0052】
硬化体の形状は特に限定されない。円柱状又は円筒状の金型を使用すれば、円筒又は円柱の形状を有する硬化体を得ることができる。硬化体が円筒又は円柱の形状を有していると、後述する切削工程(図2参照)を実施しやすい。
【0053】
エポキシ樹脂組成物を硬化させるために必要な温度及び時間は、エポキシ樹脂及び硬化剤の種類に応じて変化するので特に限定されない。均一な分布及び均一な孔径を持った空孔を有するエポキシ樹脂多孔質膜を得るために、室温にて硬化処理を実施することができる。室温硬化の場合、温度は20〜40℃程度であり、時間は3〜100時間程度、好ましくは20〜50時間程度である。加熱硬化の場合、温度は40〜120℃程度、好ましくは60〜100℃程度であり、時間は10〜300分程度、好ましくは30〜180分程度である。硬化処理後、エポキシ樹脂架橋体の架橋度を高めるためにポストキュア(後処理)を行ってもよい。ポストキュアの条件は特に制限されないが、温度は室温又は50〜160℃程度であり、時間は2〜48時間程度である。
【0054】
硬化体の寸法は特に限定されない。硬化体が円筒又は円柱の形状を有している場合、エポキシ樹脂多孔質膜の製造効率の観点から、硬化体の直径は、例えば20cm以上であり、好ましくは30〜150cmである。硬化体の長さ(軸方向)も、得るべきエポキシ樹脂多孔質膜の寸法を考慮して適宜設定することができる。硬化体の長さは、例えば20〜200cmであり、取扱いやすさの観点から20〜150cmであることが好ましく、20〜120cmであることがより好ましい。
【0055】
次に、硬化体をシート状に成形する。円筒又は円柱の形状を有する硬化体は、以下の方法でシート状に成形されうる。具体的には、図2に示すように、硬化体12をシャフト14に取り付ける。長尺の形状を有するエポキシ樹脂シート16が得られるように、切削刃18(スライサー)を用いて、硬化体12の表層部を所定の厚さで切削(スライス)する。詳細には、硬化体12の円筒軸O(又は円柱軸)を中心として、切削刃18に対して硬化体12を相対的に回転させながら硬化体12の表層部を切削する。この方法によれば、効率的にエポキシ樹脂シート16を作製することができる。
【0056】
硬化体12を切削するときのライン速度は、例えば2〜70m/minの範囲にある。エポキシ樹脂シート16の厚さは、エポキシ樹脂多孔質膜の目標厚さ(5〜50μm)に応じて決定される。ポロゲンを除去して乾燥させると厚さが若干減少するので、エポキシ樹脂シート16は、通常、エポキシ樹脂多孔質膜の目標厚さよりも若干厚い。エポキシ樹脂シート16の長さは特に限定されないが、エポキシ樹脂シート16の製造効率の観点から、例えば100m以上であり、好ましくは1000m以上である。
【0057】
最後に、エポキシ樹脂シート16からポロゲンを抽出し、除去する。具体的には、ハロゲンフリーの溶剤にエポキシ樹脂シート16を浸漬することによって、エポキシ樹脂シート16からポロゲンを除去することができる。これにより、セパレータ4として利用できるエポキシ樹脂多孔質膜が得られる。
【0058】
エポキシ樹脂シート16からポロゲンを除去するためのハロゲンフリーの溶剤として、水、DMF(N,N−ジメチルホルムアミド)、DMSO(ジメチルスルホキシド)及びTHF(テトラヒドロフラン)からなる群より選ばれる少なくとも1つをポロゲンの種類に応じて使用できる。また、水、二酸化炭素等の超臨界流体もポロゲンを除去するための溶剤として使用できる。エポキシ樹脂シート16からポロゲンを積極的に除去するために、超音波洗浄を行ってもよく、また、溶剤を加熱して用いてもよい。
【0059】
ポロゲンを除去するための洗浄装置も特に限定されず、公知の洗浄装置を使用できる。エポキシ樹脂シート16を溶剤に浸漬することによってポロゲンを除去する場合には、洗浄槽を複数備えた多段洗浄装置を好適に使用できる。洗浄の段数としては、3段以上がより好ましい。また、カウンターフローを利用することによって、実質的に多段洗浄を行ってもよい。さらに、各段の洗浄で、溶剤の温度を変えたり、溶剤の種類を変えたりしてもよい。
【0060】
ポロゲンを除去した後、エポキシ樹脂多孔質膜の乾燥処理を行う。乾燥条件は特に限定されず、温度は通常40〜120℃程度であり、50〜100℃程度が好ましく、乾燥時間は10秒〜5分程度である。乾燥処理には、テンター方式、フローティング方式、ロール方式、ベルト方式等の公知のシート乾燥方法を採用した乾燥装置を使用できる。複数の乾燥方法を組み合わせてもよい。
【0061】
乾燥したエポキシ樹脂多孔質膜の表層部には、図3に示すように、樹脂が入り込むなどした多孔構造の少ない層(スキン層)が形成され、これが多孔質膜の開孔性・通気度を低下させる原因となることがある。本実施態様の方法では、エポキシ樹脂多孔質膜の最表面を大気圧プラズマで処理する事により、表層部を分解して除去する(iv)。特に、大気圧プラズマ処理は表面のごく薄い層だけ分解・除去出来る為、材料を無駄にすることなく、開孔度の高い、均質なエポキシ樹脂多孔質膜を作製することができる。表面の開孔性は電池特性に大きく影響を及ぼすため、本実施態様の方法により作製したエポキシ樹脂多孔質膜を蓄電デバイスのセパレータに用いることで、蓄電デバイスの特性が向上する。除去される表層部の厚さは、スキン層が完全に除去される厚さであればよく、通常は、平均孔径の70%の値以上、好ましくは0.2〜3μm程度である。大気圧プラズマで処理は、エポキシ樹脂多孔質膜の少なくとも一方の表面に対して行われるが、両方の表面に対して行われることが好ましい。
【0062】
本実施形態の方法によれば、セパレータ4として使用できるエポキシ樹脂多孔質膜を極めて簡単に製造できる。従来のポリオレフィン多孔質膜の製造時に必要だった工程、例えば延伸工程を省略できるため、高い生産性でエポキシ樹脂多孔質膜を製造できる。また、従来のポリオレフィン多孔質膜は、その製造過程において、高い温度及び高いせん断力を受けるので、酸化防止剤等の添加剤を使用する必要がある。これに対し、本実施形態の方法によれば、高い温度及び高いせん断力を加えることなく、エポキシ樹脂多孔質膜を製造できる。そのため、従来のポリオレフィン多孔質膜に含まれていた酸化防止剤等の添加剤を使用せずに済む。また、エポキシ樹脂、硬化剤及びポロゲンとして、低廉な材料を使用できるため、セパレータ4の生産コストを低減できる。
【0063】
なお、セパレータ4は、エポキシ樹脂多孔質膜のみで構成されていてもよいし、エポキシ樹脂多孔質膜と他の多孔質材料との積層体で構成されていてもよい。他の多孔質材料としては、ポリエチレン多孔質膜、ポリプロピレン多孔質膜等のポリオレフィン多孔質膜、セルロース多孔質膜、フッ素樹脂多孔質膜等が挙げられる。他の多孔質材料は、エポキシ樹脂多孔質膜の片面にのみ設けられていてもよいし、両面に設けられていてもよい。
【0064】
同様に、セパレータ4は、エポキシ樹脂多孔質膜と補強材との積層体で構成されていてもよい。補強材としては、織布、不織布等が挙げられる。補強材は、エポキシ樹脂多孔質膜の片面にのみ設けられていてもよいし、両面に設けられていてもよい。
【0065】
このようにしてセパレータ4を準備するとともに、上述の方法によりカソード2及びアノード3を準備し(v)、常法に従いこれらを用いて電極群を組み立てることにより(vi)、蓄電デバイス100を製造することができる。
【実施例】
【0066】
以下、実施例を挙げて本発明をより詳細に説明するが、本発明は、これら実施例に限定されるものではない。
【0067】
[実施例1]
70重量部のビスフェノールA型エポキシ樹脂(三菱化学社製、jER(登録商標)828)、30重量部のビスフェノールA型エポキシ樹脂(三菱化学社製、jER(登録商標)1009)、及び202重量部のポリエチレングリコール(三洋化成社製、PEG200)を混合し、エポキシ樹脂のポリエチレングリコール溶液を調製した。
【0068】
円筒状の金型(ステンレス製、内径20cm、高さ30cm)の内面に離型剤(ナガセケムテックス社製、QZ−13)を薄く塗布し、金型を40〜100℃に設定した乾燥機中で乾燥させた。この金型にエポキシ樹脂のポリエチレングリコール溶液を充填し、22重量部のビス(4−アミノシクロヘキシル)メタンを加えた。このようにして、エポキシ樹脂、硬化剤及びポロゲンを含むエポキシ樹脂組成物を調製した。
【0069】
次に、アンカー翼で300rpmにてエポキシ樹脂組成物を30分間撹拌した。次に、真空盤(アズワン社製、VZ型)を用いて、約0.1MPaにて泡が消失するまで真空脱泡した。約2時間放置後、再度約30分間撹拌し、再度真空脱泡した。次に、20〜22℃で70.5時間放置して、エポキシ樹脂組成物を硬化させた。そして、130℃に設定した熱風循環乾燥機で17時間二次硬化を行った。これにより、エポキシ樹脂組成物の硬化体を得た。
【0070】
次に、切削旋盤装置(東芝機械社製)を用い、図2を参照して説明した方法に従って、硬化体の表層部を厚さ25μmで連続的にスライスし、エポキシ樹脂シートを得た。エポキシ樹脂シートを50体積%のDMF水溶液及び純水でこの順番に洗浄してポリエチレングリコールを除去し、その後、70℃で2分間、80℃で1分間、90℃で1分間乾燥した。続いて、大気圧プラズマ処理機(積水化学工業社製、AP−T02)を用いて、周波数30kHz、電圧150V、電極340mm幅×40mm、ギャップ1.0mm、処理時間60秒、O2濃度1%の条件で大気圧プラズマ処理を行って表層部を約2μm除去し、実施例1のエポキシ樹脂多孔質膜を得た。実施例1のエポキシ樹脂多孔質膜の厚さは、18μmであった。また、平均孔径は0.08μmであった。なお、表層部の除去された厚さは、エポキシ樹脂多孔質膜の、プラズマ処理を行った部分とプラズマ処理を行わなかった部分の厚さの差を表面形状測定装置DEKTAK3ST(Veeco社製)を用いて測定することにより、求めた。また、多孔質膜の厚みは、1/1000シックネスゲージを用いて測定した。
【0071】
[実施例2]
実施例1と同じ硬化体を用い、実施例1と同じ方法で38μmの厚さを有するエポキシ樹脂多孔質膜を作製した。
【0072】
[比較例1]
実施例2と同じ硬化体を用い、大気圧プラズマ処理を行わなかった以外は、実施例1と同じ方法で40μmの厚さを有するエポキシ樹脂多孔質膜を作製した。
【0073】
[実施例3]
9mLのバイアル瓶に、ビスフェノールA型エポキシ樹脂(三菱化学社製、jER(登録商標)828)2.12g及びポロゲンとしてポリエチレングリコール(三洋化成社製、PEG200)4.8gを加え、さらに硬化剤として4,4−ジシクロヘキシルジアミン(DKSH社製、PACM−20)0.58gを加えた。これを自転・公転ミキサー(商品名「あわとり練太郎」ARE−250)により2000rpmで5分間撹拌し、2200rpmで5分間脱泡して、溶液1を調製した。
【0074】
次に、4隅に両面テープ2枚を設けたソーダガラス板に、溶液1を塗布し、その上に別のガラス板を積層して溶液1とガラス板とを密着させた。なお、この状態において、ガラス板同士の間隔は50μmであった。次に、ガラス板を130℃に設定した熱風循環乾燥機で3時間加熱硬化させた後、室温まで静置して、得られた硬化物をガラス板から離型した。続いて、RO水/DMF=1/1(v/v)混合液中で10分間超音波洗浄した後、RO水のみで10分間超音波洗浄し、RO水中に12時間浸漬させてポロゲンを除去した。そしてポロゲンが除去された硬化物を80℃の雰囲気温度で約1時間乾燥させ、厚み35μm、平均孔径0.1μmのエポキシ樹脂多孔質膜を得た。
【0075】
続いて、大気圧プラズマ処理機(積水化学工業社製、AP−T02)を用いて、周波数30kHz、電圧150V、電極340mm幅×40mm、ギャップ1.0mm、処理時間10秒、O2濃度1%の条件で大気圧プラズマ処理を行って表層部を0.34μm除去し、実施例3のエポキシ樹脂多孔質膜を得た。実施例3のエポキシ樹脂多孔質膜の厚さは、35μmであった。
【0076】
[実施例4]
大気圧プラズマ処理の時間を30秒として、エポキシ樹脂多孔質膜の表層部を0.68μm除去した以外は実施例3と同じ方法で、34μmの厚さを有するエポキシ樹脂多孔質膜を作製した。
【0077】
[実施例5]
大気圧プラズマ処理の時間を60秒として、エポキシ樹脂多孔質膜の表層部を2.00μm除去した以外は実施例3と同じ方法で、33μmの厚さを有するエポキシ樹脂多孔質膜を作製した。
【0078】
[実施例6]
大気圧プラズマ処理の時間を180秒として、エポキシ樹脂多孔質膜の表層部を3.63μm除去した以外は実施例3と同じ方法で、31μmの厚さを有するエポキシ樹脂多孔質膜を作製した。
【0079】
[実施例7]
大気圧プラズマ処理の時間を60秒とし、O2濃度を3%としてエポキシ樹脂多孔質膜の表層部を2.73μm除去した以外は実施例3と同じ方法で、32μmの厚さを有するエポキシ樹脂多孔質膜を作製した。
【0080】
[実施例8]
大気圧プラズマ処理の時間を180秒とし、O2濃度を3%としてエポキシ樹脂多孔質膜の表層部を6.67μm除去した以外は実施例3と同じ方法で、28μmの厚さを有するエポキシ樹脂多孔質膜を作製した。
【0081】
[実施例9]
大気圧プラズマ処理の時間を60秒とし、O2濃度を5%としてエポキシ樹脂多孔質膜の表層部を2.52μm除去した以外は実施例3と同じ方法で、32μmの厚さを有するエポキシ樹脂多孔質膜を作製した。
【0082】
(1)空孔率
実施形態で説明した方法に従って、実施例、比較例及び参照例の多孔質膜の空孔率を算出した。実施例及び比較例の空孔率を算出するために、多孔質膜の作製に用いた2種類のエポキシ樹脂とアミン(硬化剤)とを用いてエポキシ樹脂の無孔体を作製し、この無孔体の比重を平均密度Dとして用いた。結果を表1に示す。
【0083】
(2)通気度
日本工業規格(JIS)P8117で規定された方法に従って、実施例、比較例及び参照例の多孔質膜の通気度(ガーレー値)を測定した。結果を表1に示す。
【0084】
(3)保液性
実施例、比較例及び参照例の多孔質膜の保液性を以下の方法で評価した。具体的には、まず、10mm×10mmの寸法に切断した多孔質膜の重量Aを測定した。次に、多孔質膜を溶媒(プロピレンカーボネート)に十分に浸漬した後、多孔質膜を引き上げ、ワイピングクロスで表面の余分な溶媒を除去し、重量Bを測定した。下記式に基づいて保液度を算出した。結果を表1に示す。
(保液度)=B/A
【0085】
上記の式で定義される保液度は、多孔質膜の重量変化率を表している。重量変化率が大きければ大きいほど、多孔質膜は、高い保液性を有していると判断できる。セパレータには、適度な保液性が要求されるので、多孔質膜の保液度は適度に高いことが望ましい。プロピレンカーボネートの密度を1.2とし、多孔質膜の空孔率及び密度を考慮に入れると、空孔が全て溶媒で満たされた状態になったとき、保液度が約2となる。保液性を簡単に評価する基準として上記保液度を使用すれば、保液性の低い多孔質膜と高い多孔質膜とを明確に区別できる。なお、実施例1〜9及び比較例1のように、保液度が2を大幅に上回る理由としては、エポキシ樹脂と溶媒との親和性の高さにより、多孔質膜の表面に残る溶媒の量が多いこと、空孔の体積の増大等が考えられる。
【0086】
[リチウム二次電池の作製]
次に、実施例1のエポキシ樹脂多孔質膜をセパレータとして使用し、以下に説明する方法に従って、実施例1のリチウムイオン二次電池を作製した。
【0087】
89重量部のコバルト酸リチウム(日本化学工業社製、セルシードC−10)、10重量部のアセチレンブラック(電気化学工業社製、デンカブラック)、5重量部のPVDF(呉羽化学工業社製、KFポリマーL#1120)を混合し、固形分濃度が15重量%となるようにN−メチル−2−ピロリドンを加えてカソード用スラリーを得た。このスラリーを厚さ20μmのアルミニウム箔(集電体)上に200μmの厚さで塗布した。塗膜を80℃で1時間、120℃で2時間真空乾燥した後、ロールプレスにて加圧した。これにより、100μmの厚さのカソード活物質層を有するカソードを得た。
【0088】
80重量部のメソカーボンマイクロビーズ(大阪ガスケミカル社製、MCMB6−28)、10重量部のアセチレンブラック(電気化学工業社製、デンカブラック)、10重量部のPVDF(呉羽化学工業社製、KFポリマーL#1120)を混合し、固形分濃度が15重量%となるようにN−メチル−2−ピロリドンを加えてアノード用スラリーを得た。このスラリーを厚さ20μmの銅箔(集電体)上に200μmの厚さで塗布した。塗膜を80℃で1時間、120℃で2時間真空乾燥した後、ロールプレスにて加圧した。これにより、100μmの厚さのアノード活物質層を有するアノードを得た。
【0089】
次に、カソード、アノード及びセパレータを用いて電極群を組み立てた。具体的には、カソード、実施例1のエポキシ樹脂多孔質膜(セパレータ)及びアノードを積層し、電極群を得た。このとき、大気圧プラズマ処理した面は、アノードに接していた。電極群をアルミニウムラミネートパッケージに入れた後、パッケージに電解液を注入した。電解液として、エチレンカーボネートとジエチルカーボネートとを1:2の体積比で含む溶媒にLiPF6を1.4mol/リットルの濃度で溶解させたものに、アノード被膜形成剤としてビニレンカーボネート(VC)を濃度が1wt%となるように加えた電解液を用いた。最後に、パッケージを封口して、実施例1のリチウムイオン二次電池を得た。
【0090】
実施例1と同様にして、実施例2〜9及び比較例1の多孔質膜を用いてリチウムイオン二次電池を作製した。
【0091】
(4)レート特性試験
各電池を、25℃の温度の恒温槽に保持し、まず4.2Vに到達するまでは、0.2CmAに相当する定電流で充電し、4.2Vに到達した後は、4.2V定電圧で電流値が1CmA相当の5%に減衰するまで充電を行って、これを0.2C充電とし、次いで0.2CmAに相当する電流値で電圧が2.75Vに到達するまで放電を行い、これを0.2C放電とした。0.2C充電、0.2C放電を3回繰り返した後、0.2C充電、1C放電を行った。3回目の0.2C放電時の放電容量に対する、1C放電容量の割合を、レート特性として算出した。
【0092】
【表1】
【0093】
表1に示すように、実施例1〜9でセパレータとして用いたエポキシ樹脂多孔質膜は、比較例1で用いたエポキシ樹脂多孔質膜よりも通気度が高く、実施例1〜9の電池は、表層部の除去に応じてレート特性で改善の効果を示した。従って、本発明の製造方法によれば、環境に対する負荷が大きい溶剤の使用を回避しながら、かつ空孔率及び孔径等のパラメータも比較的容易に制御しつつ、開孔度の高い、均質なエポキシ樹脂多孔質膜セパレータを製造でき、これを用いることによって、特性の高い蓄電デバイスを製造できることがわかる。なお、実施例では、エポキシ樹脂多孔質膜の片面のみを大気圧プラズマ処理しているが、製品の設計に応じて両面に処理を行ってもよい。
【産業上の利用可能性】
【0094】
本発明によって提供されたセパレータは、リチウムイオン二次電池等の非水電解質蓄電デバイスに好適に使用でき、特に、車両、オートバイ、船舶、建設機械、産業機械、住宅用蓄電システム等に必要とされる大容量の二次電池に好適に使用できる。
【符号の説明】
【0095】
2 カソード
3 アノード
4 セパレータ
12 硬化体
16 エポキシ樹脂シート
18 切削刃
100 非水電解質電池
【特許請求の範囲】
【請求項1】
エポキシ樹脂、硬化剤及びポロゲンを含むエポキシ樹脂組成物を調製する工程と、
エポキシ樹脂シートが得られるように、前記エポキシ樹脂組成物の硬化体をシート状に成形する又は前記エポキシ樹脂組成物のシート状成形体を硬化させる工程と、
ハロゲンフリーの溶剤を用いて前記エポキシ樹脂シートから前記ポロゲンを除去し、エポキシ樹脂多孔質膜を形成する工程と、
前記エポキシ樹脂多孔質膜の少なくとも一方の表面を大気圧プラズマ処理して、前記エポキシ樹脂多孔質膜の表層部を除去する工程と、
を含む、非水電解質蓄電デバイス用セパレータの製造方法。
【請求項2】
前記大気圧プラズマ処理が、前記エポキシ樹脂多孔質膜の両方の表面に対して行われる、請求項1に記載の非水電解質蓄電デバイス用セパレータの製造方法。
【請求項3】
(i)エポキシ樹脂、硬化剤及びポロゲンを含むエポキシ樹脂組成物を調製する工程と、
(ii)エポキシ樹脂シートが得られるように、前記エポキシ樹脂組成物の硬化体をシート状に成形する又は前記エポキシ樹脂組成物のシート状成形体を硬化させる工程と、
(iii)ハロゲンフリーの溶剤を用いて前記エポキシ樹脂シートから前記ポロゲンを除去して、エポキシ樹脂多孔質膜を形成する工程と、
(iv)前記エポキシ樹脂多孔質膜の少なくとも一方の表面を大気圧プラズマ処理することによって前記エポキシ樹脂多孔質膜の表層部を除去して、セパレータを形成する工程と、
(v)カソード及びアノードを準備する工程と、
(vi)前記カソード、前記アノード及び前記セパレータを用いて電極群を組み立てる工程と、
を含む、非水電解質蓄電デバイスの製造方法。
【請求項1】
エポキシ樹脂、硬化剤及びポロゲンを含むエポキシ樹脂組成物を調製する工程と、
エポキシ樹脂シートが得られるように、前記エポキシ樹脂組成物の硬化体をシート状に成形する又は前記エポキシ樹脂組成物のシート状成形体を硬化させる工程と、
ハロゲンフリーの溶剤を用いて前記エポキシ樹脂シートから前記ポロゲンを除去し、エポキシ樹脂多孔質膜を形成する工程と、
前記エポキシ樹脂多孔質膜の少なくとも一方の表面を大気圧プラズマ処理して、前記エポキシ樹脂多孔質膜の表層部を除去する工程と、
を含む、非水電解質蓄電デバイス用セパレータの製造方法。
【請求項2】
前記大気圧プラズマ処理が、前記エポキシ樹脂多孔質膜の両方の表面に対して行われる、請求項1に記載の非水電解質蓄電デバイス用セパレータの製造方法。
【請求項3】
(i)エポキシ樹脂、硬化剤及びポロゲンを含むエポキシ樹脂組成物を調製する工程と、
(ii)エポキシ樹脂シートが得られるように、前記エポキシ樹脂組成物の硬化体をシート状に成形する又は前記エポキシ樹脂組成物のシート状成形体を硬化させる工程と、
(iii)ハロゲンフリーの溶剤を用いて前記エポキシ樹脂シートから前記ポロゲンを除去して、エポキシ樹脂多孔質膜を形成する工程と、
(iv)前記エポキシ樹脂多孔質膜の少なくとも一方の表面を大気圧プラズマ処理することによって前記エポキシ樹脂多孔質膜の表層部を除去して、セパレータを形成する工程と、
(v)カソード及びアノードを準備する工程と、
(vi)前記カソード、前記アノード及び前記セパレータを用いて電極群を組み立てる工程と、
を含む、非水電解質蓄電デバイスの製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−20960(P2013−20960A)
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願番号】特願2012−133212(P2012−133212)
【出願日】平成24年6月12日(2012.6.12)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願日】平成24年6月12日(2012.6.12)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
[ Back to top ]