
非水電解質電池の製造方法
【課題】渦巻電極体の挿入不良及び電極タブの断線を抑制し得た非水電解質電池の製造方法を提供する。
【解決手段】巻芯を用いて、正極板と、負極板と、前記両電極板間に介在するセパレータと、を渦巻状に巻き取って渦巻電極体を作製する巻き取り工程と、前記巻き取り工程の後、前記渦巻電極体の最外周に、巻解けを防止する粘着テープを張り付けるテープ張り付け工程と、前記テープ張り付け工程の後、前記渦巻電極体を外装体内に収容する収容工程と、前記収容工程の後、非水電解質を外装体内に注液する注液工程と、を備え、前記粘着テープの外側表面には、前記非水電解質に溶解可能な材料からなる凸部が複数設けられている非水電解質電池の製造方法。
【解決手段】巻芯を用いて、正極板と、負極板と、前記両電極板間に介在するセパレータと、を渦巻状に巻き取って渦巻電極体を作製する巻き取り工程と、前記巻き取り工程の後、前記渦巻電極体の最外周に、巻解けを防止する粘着テープを張り付けるテープ張り付け工程と、前記テープ張り付け工程の後、前記渦巻電極体を外装体内に収容する収容工程と、前記収容工程の後、非水電解質を外装体内に注液する注液工程と、を備え、前記粘着テープの外側表面には、前記非水電解質に溶解可能な材料からなる凸部が複数設けられている非水電解質電池の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、非水電解質電池の製造方法に関し、詳しくは正負電極板及びセパレータを渦巻状に巻き取った渦巻電極体を備えた非水電解質電池の製造方法に関する。
【背景技術】
【0002】
携帯電話、ノートパソコン、タブレット型コンピュータ等の移動情報端末、電動工具、ハイブリッド電気自動車(HEV、PHEV)や電気自動車(EV)等の駆動電源として、リチウムイオン二次電池等の非水電解質二次電池が広く利用されている。特に、正負電極板及びセパレータを渦巻状に巻き取った渦巻電極体は、正負電極板の対向面積が大きく、これを用いた非水電解質二次電池は大電流を取り出し易いので、上記用途に広く用いられている。
【0003】
近年、電池の高容量化の要望が高まっており、このため、外装体の内容積に占める渦巻電極体の体積割合を増大させることが行われている。また、渦巻電極体体積の割合を増大させると、外装体の内壁面と渦巻電極体の外表面との接触(摩擦)抵抗が大きくなり、衝撃や振動によって渦巻電極体が急激に移動することが抑制される。これにより、渦巻電極体と外部端子とをつなぐタブが切れることが抑制されるという効果が得られる。
【0004】
しかしながら、外装体の内容積に占める渦巻電極体の体積割合を増大させると、外装体内に渦巻電極体を収容(挿入)し難くなり、作業時間が増大したり、渦巻電極体が傷つく等により歩留まりが悪くなったりするという問題がある。
【0005】
特許文献1〜3は、渦巻電極体の最外周を粘着テープや接着剤で固定して巻解けを防止し、渦巻電極体を外装体内に収容し易くする技術を提案している。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第3175928号
【特許文献2】特開2007-184238号公報
【特許文献3】特開平11-121044号公報
【0007】
特許文献1は、電池要素の正極と負極が対向する部分以外の巻回体の巻終わりにセパレータのみを巻回し、巻終わりのセパレータ空孔体積が正極と負極が対向する電極群の空孔体積総和の10〜50%とする技術である。そして、巻終わりのセパレータ端部を固定するためにテープを張り付けている。この技術によると、電池の長期サイクルにおいても容量劣化の少ない電池が得られるとされる。
【0008】
特許文献2は、本発明は、電解液との親和力が大きく、かつ電解液を吸収して膨潤する材質のシーリングテープを電極組立体の外周面に付着する技術である。この技術によると、電極組立体をカンと密着させ、電極組立体の回転や流動により電極タブの溶接部位が断線するのを防止できるとされる。
【0009】
特許文献3は、電池電解液に接触後に、膨潤、溶解又は分解して、電池素子の積層が緩む接着剤又は粘着剤で、電極とセパレータとの積層体からなる電池素子を固定する技術である。この技術によると、電池充電時の電池素子の膨張が抑制されず応力が緩和され、素子の構成材料に与えるストレスを低減でき、これらに起因する電池特性の低下を回避できるとされる。
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、上記特許文献1〜3に係る技術では、外装体内容積に占める渦巻電極体の体積割合を増大させた場合に、外装体内に渦巻電極体を挿入し難くなるという問題を十分に解決できない。
【0011】
本発明は、以上に鑑みなされたものであって、外装体内に渦巻電極体を挿入し易くし、且つ、渦巻電極体と外部端子とをつなぐタブが切れることを抑制することのできる非水電解質電池の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
上記課題を解決するための係る本発明は、次のように構成されている。
巻芯を用いて、正極板と、負極板と、前記両電極板間に介在するセパレータと、を渦巻状に巻き取って渦巻電極体を作製する巻き取り工程と、前記巻き取り工程の後、前記渦巻電極体の最外周に、巻解けを防止する粘着テープを張り付けるテープ張り付け工程と、前記テープ張り付け工程の後、前記渦巻電極体を外装体内に収容する収容工程と、前記収容工程の後、非水電解質を外装体内に注液する注液工程と、を備え、前記粘着テープの外側表面には、前記非水電解質に溶解可能な材料からなる凸部が複数設けられている非水電解質電池の製造方法。
【0013】
この構成では、最外周に巻解けを防止する粘着テープが張り付けられているので、渦巻電極体の巻緩みが起きることなく渦巻電極体が外装体内に収容(挿入)できる。また、当該粘着テープの外側表面には、凸部が複数設けられており、これにより収容時における外装体内壁面と渦巻電極体外表面との接触面積が減少し、両者間の摩擦抵抗が減少する。これらの作用によって、外装体内容積に占める渦巻電極体の体積割合を増大させた場合においても、外装体内への渦巻電極体のスムースな収容が可能となる。よって、この製造方法によると、体積エネルギー密度の高い非水電解質電池を提供することができる。
【0014】
さらに、この凸部は非水電解質に溶解可能な材料からなり、非水電解質の注液後には当該凸部が非水電解質に溶解するので、渦巻電極体の外表面と外装体内壁面との接触面積が増大する。よって、両者間の摩擦抵抗が増大し、衝撃や振動によって渦巻電極体が急激に移動することが抑制され、渦巻電極体の急激な移動により渦巻電極体と外部端子とをつなぐ集電タブが切れることを防止できる。
【0015】
上記構成において、前記外装体が、円筒形の外装体であり、前記収容工程時における、前記外装体内周の横断面積から前記渦巻電極体の巻芯穴部の横断面積を減じた断面積に対する前記渦巻電極体横断面積の比が、0.93以上である構成とすることができる。
【0016】
また、上記構成において、前記外装体が、角形の外装体であり、前記収容工程時における、前記外装体内周の横断面積に対する前記渦巻電極体横断面積の比が、0.93以上である構成とすることができる。
【0017】
外装体への渦巻電極体の収容は、円筒形電池の場合には、(渦巻電極体横断面積/(外装体内周の横断面積−渦巻電極体の巻芯穴部の横断面積))の値、角形電池の場合には、(渦巻電極体横断面積/外装体内周の横断面積)の値が、それぞれ0.93以上の場合に特に困難となるが、本発明によると、このような構成の電池においても、スムースに外装体内に渦巻電極体を収容することができる。
【0018】
ここで、外装体内周の横断面積は、外装体が円筒形の場合にはその内径を用いて、外装体が角形の場合には幅、長さ、コーナー部の曲率を用いて算出することができる。また、渦巻電極体横断面積は、渦巻電極体を構成する正負電極板、セパレータ、粘着テープの厚み及び長さから算出することができる。また、渦巻電極体の巻芯穴部の横断面積は、使用する巻芯の径により算出できる。
【0019】
凸部材料としては、有機溶媒に対する溶解性に優れたアクリル系樹脂またはシリコーン系樹脂を用いることが好ましい。
【0020】
ここで、凸部の数は、好ましくは3以上とする。また、外装体と渦巻電極体との摩擦抵抗をより小さくする観点から、凸部の高さは、好ましくは1〜10μmとし、凸部の大きさ(平面視したとき長径の長さ)は、好ましくは1〜10μmとし、凸部の間隔(隣接する凸部の外周間の最短距離)は、好ましくは1〜10μmとする。
【0021】
また、凸部の形状(三次元的形状)は、特に限定されることはなく、円錐状や多角錐状等の錐体状、円錐台状や多角錐台状等の錐台状、球や楕円球の一部形状、円柱や多角形柱状等とすることができる。中でも、錐体状や球欠状(球を1つの平面で切り取った形状)等の、凸部と外装体内壁面とが点接触するような形状であることが好ましい。
【0022】
また、本発明でいう渦巻電極体には、円筒形状及び扁平状のものが含まれ、これを収容する外装体としては、円筒形や角形の金属缶や樹脂ケース等を用いることができる。
【発明の効果】
【0023】
上記本発明によると、外装体内に渦巻電極体を収容し易く、且つ、渦巻電極体と外部端子とをつなぐタブが切れることを抑制することができる。
【図面の簡単な説明】
【0024】
【図1】図1は、本発明に係る円筒型非水電解質電池の断面斜視図である。
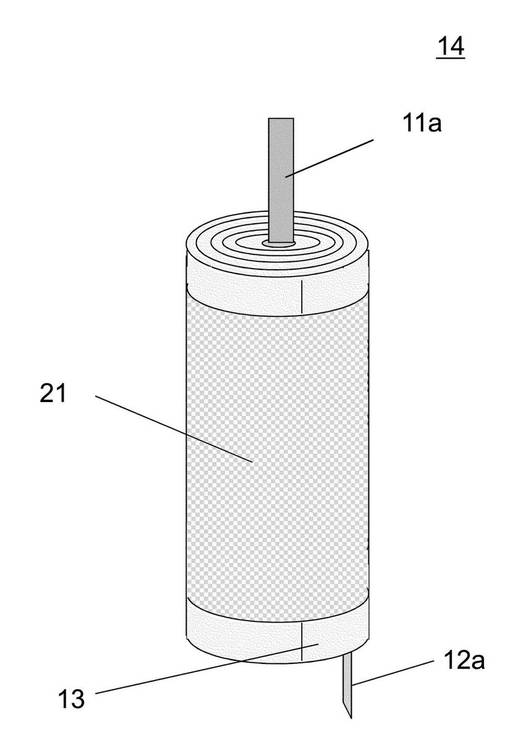
【図2】図2は、本発明に用いる渦巻電極体の斜視図である。
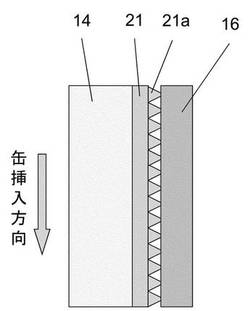
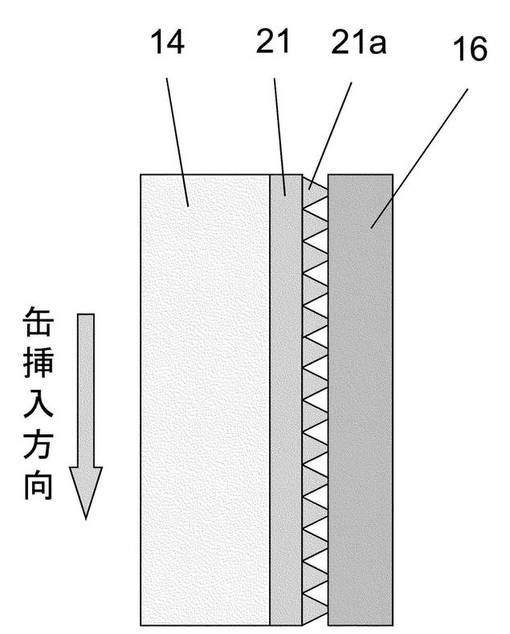
【図3】図3は、外装缶に渦巻電極体を収容する工程を説明する断面概略図である。
【図4】図4は、本発明に係る非水電解質電池に用いる粘着テープにおける凸部の配置を説明する図であって、図4(a)は外観図、図4(b)は部分拡大図、図4(c)は凸部の断面図である。
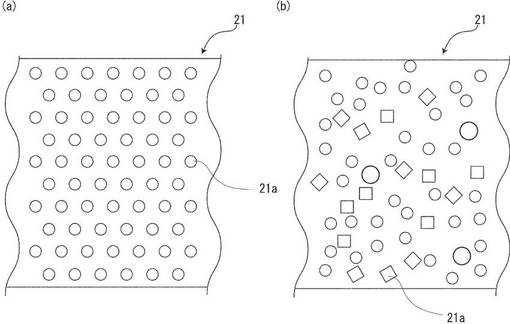
【図5】図5は、本発明に係る非水電解質電池に用いる粘着テープにおける凸部の配置の変形例を示す図である。
【発明を実施するための形態】
【0025】
本発明を実施するための最良の形態を、円筒形外装缶を用いた非水電解質二次電池に本発明を適用した例を用いて、図面を参照しつつ詳細に説明する。なお、本発明は下記の形態に限定されるものではなく、その要旨を変更しない範囲において適宜変更して実施することが可能である。
【0026】
(実施の形態)
図1は、本実施の形態に係る円筒型非水電解質二次電池の断面斜視図であり、図2は、本発明に用いる渦巻電極体の斜視図であり、図3は、外装缶に渦巻電極体を収容する工程を説明する断面概略図であり、図4は、本発明に係る非水電解質電池に用いる粘着テープにおける凸部の配置を説明する図であって、図4(a)は外観図、図4(b)は部分拡大図、図4(c)は凸部の断面図である。
【0027】
本実施の形態に係る非水電解質二次電池10は、図1に示すように、正極板11と負極板12とがセパレータ13を介して渦巻き状に巻回した渦巻電極体14を備えている。渦巻電極体14は、上下にそれぞれ絶縁板15が配置され、有底円筒形の金属製外装缶16の内部に収容されている。負極板12の集電タブ12aは外装缶16の内側底部に溶接され、正極板11の集電タブ11aは、封口体18の下面に溶接されている。これにより、外装缶16が負極外部端子、封口体18が正極外部端子としてそれぞれ機能する。そして、外装缶16の内部には非水電解液(図示せず)が注液されており、外装缶16の開口部はガスケット19を介して封口体18で密閉されている。また、封口体18には、電池内圧が上昇したときに作動する安全機構17が設けられている。
【0028】
また、図2に示すように、渦巻電極体14の最外周には、巻解けを防止するための粘着テープ21が張り付けられている。そして、図3,4に示すように、この粘着テープ21の外側(渦巻電極体14と反対側)表面には、複数の凸部21aが設けられている。この凸部21aは、非水電解液に溶解する材料(アクリル系樹脂やシリコーン系樹脂)で構成されている。
【0029】
図3に示すように、粘着テープ21の外側表面に設けられた複数の凸部21aにより、収容時における外装体16の内壁面と渦巻電極体14の外表面との接触面積が減少し、これによりスムースな収容が可能となる。さらに、この凸部21aは、非水電解液に溶解可能な材料からなるので、非水電解質の注液後には凸部21aが非水電解質に溶解し、渦巻電極体14の外表面が平坦となって外装体16の内壁面との接触面積が増大する。よって、衝撃や振動によって渦巻電極体14が移動することが抑制され、渦巻電極体14と外部端子とをつなぐ集電タブ11a・12aが衝撃や振動によって切れることを防止できる。
【0030】
本実施の形態では、図4に示すように、粘着テープ21の外側表面に、正四角錐状の凸部21aが、一定の間隔(c=d)で格子状に配置されている。しかしながら、図5(a)に示すように、凸部21aは規則的に、例えば六方充填配置されていてもよく、図5(b)に示すように大きさや形状の異なる凸部21aがランダムに配置されていてもよい。さらに、凸部21aは、渦巻電極体14において、外装体の底側の密度を高くするように、偏った密度で配置することや、凸部21aの密度が偏りなく分散配置することも可能である。
【0031】
〈正極の作製〉
コバルト酸リチウム(LiCoO2)からなる正極活物質94質量部と、導電剤としてのカーボンブラック3質量部と、結着剤としてのポリフッ化ビニリデン(PVdF)3質量部と、N−メチルピロリドンとを混合して正極活物質スラリーとする。この正極活物質スラリーを、ドクターブレード法によりアルミニウム製の正極集電体(厚み15μm)の両面に塗布し、乾燥する。この後、ローラープレス機により厚みが0.13mmとなるように圧延し、所定のサイズに切断し、正極タブ11aを取り付けて正極板11を作製する。
【0032】
〈負極の作製〉
負極活物質としての黒鉛96質量部と、増粘剤としてのカルボキシメチルセルロース2質量部と、結着剤としてのスチレンブタジエンゴム2質量部と、水とを混合して負極活物質スラリーとする。この負極活物質スラリーを銅製の負極集電体(厚み10μm)の両面に塗布し、乾燥する。この後、ローラープレス機により厚みが0.12mmとなるように圧延し、所定のサイズに切断し、負極タブ12aを取り付けて負極板12を作製する。
【0033】
〈粘着テープの作製〉
凸部形成用の凹部が設けられた金型にアクリル系樹脂(アクリル酸ブチルとアクリル酸の共重合体)を塗布し、この上に厚み20μmのポリプロピレン基材を載置し、ポリプロピレン基材の一方面にアクリル樹脂製の凸部21aを転写形成する。また、ポリプロピレン基材の他方面に、厚み0.01mmのイソプレンゴム糊剤層を塗布形成して、粘着テープ21を完成させる。
【0034】
凸部の材料としては、アクリルモノマー(アクリル酸ブチル、アクリル酸エチル等)と官能基含有モノマー(アクリル酸、アクリル酸ヒドロキシエチル等)を共重合したアクリルポリマーや、これの一部を架橋したもの等のアクリル系樹脂や、シリコーンゴム(ポリジメチルシロキサン等)とシリコーンレジンを配合したシリコーン系樹脂を使用することができる。
【0035】
〈巻取り工程、テープ貼り付け工程〉
直径が3.5mmの巻芯を用いて、上記正極板11及び負極板12を、ポリエチレン製微多孔膜からなるセパレータ13を介して巻回することにより、渦巻電極体14を作製する。
この後、上記粘着テープ21を、糊剤層が渦巻電極体14側となるように、渦巻電極体14の巻き終わりに貼り付け、巻芯を取り除く。ここで、粘着テープ21の巻取り方向の長さは、渦巻電極体14の最外周の長さの80%以上であることが好ましく、100%であることが最も好ましい。また、粘着テープ21の渦巻電極体14の幅(電池高さ方向の長さ)は、渦巻電極体14の最外周を構成する部材の下(缶底)側端部或いはその付近から、当該部材の幅の50%以上の領域に設けられていることが好ましく、当該部材の幅の80%以上の領域に設けられていることがより好ましく、当該部材の幅の100%とすることがさらに好ましい。
【0036】
〈非水電解質の調整〉
非水溶媒としてのエチレンカーボネート(EC)とメチルエチルカーボネート(MEC)とを体積比30:70(25℃)で混合し、電解質塩としてのLiPF6を1.2M(モル/リットル)となるように溶解して、電解液となす。この電解液98質量部に、ビニレンカーボネートを2質量部混合して、非水電解質となす。
【0037】
〈収容工程、注液工程〉
円筒形外装缶16に下部絶縁板15と上記渦巻電極体14を挿入し、負極タブを缶底に溶接する。
この後、上部絶縁板15を収容し、外装缶上部に溝入れ加工した後に、ガスケット19を配置し、正極タブを封口体と溶接する。上記非水電解質を円筒形外装缶に注液し、外装缶16の開口部をガスケット19を介して封口体18により封口することにより、非水電解質二次電池を作製する。
【0038】
(実施例1)
上記実施の形態と同様にして、設計容量が2.8Ah、体積エネルギー密度が650Wh/L、占有率(渦巻電極体横断面積/(外装体内周の横断面積−渦巻電極体の巻芯穴部の横断面積))が0.94である、実施例1に係る非水電解質二次電池を作製した。なお、使用した外装缶の直径(外径)は18.05mm、肉厚は0.15mmであり、電池の高さは65mmであり、渦巻電極体の最外周における幅は55mm、長さは60mmであり、粘着テープの幅は55mm、長さは59mmであり、凸部21aの形状は1辺(a=b)5μm、間隔(c=d)5μm、高さ(e)5μmである(図4参照)。
【0039】
なお、渦巻電極体横断面積は、活物質層と集電体とを有する正負電極板及びセパレータ、粘着テープの厚みと長さから算出し、外装缶内周の横断面積は、外装缶内周径から算出し、巻芯穴部の断面積は、巻芯の径から算出した。なお本発明実施例については、渦巻電極体横断面積は、テープの凸部は考慮せずに算出した。
【0040】
(実施例2)
電池組み立て後に、外装缶の直径(18.05mm)よりも小さい直径(17.80mm)の穴が開いた合金工具鋼鋼材製の治具内に電池を通して、外装缶の直径を小さくして(外装缶の絞り工程を行って)、体積エネルギー密度を660Wh/L、占有率を完成電池において0.96(収容工程時においては0.94)としたこと以外は、上記実施例1と同様にして、実施例2に係る非水電解質二次電池を作製した。
【0041】
(実施例3)
直径が18.10mmの外装缶を用い、体積エネルギー密度を640Wh/L、占有率を0.93としたこと以外は、上記実施例1と同様にして、実施例3に係る非水電解質二次電池を作製した。
【0042】
(比較例1)
凸部が設けられていない粘着テープを使用したこと以外は、上記実施例3と同様にして、比較例1に係る非水電解質二次電池を作製した。
【0043】
(比較例2)
凸部が設けられていない粘着テープを使用したこと以外は、上記実施例1と同様にして、比較例2に係る非水電解質二次電池を作製した。
【0044】
(比較例3)
直径が18.25mmの外装缶を用い、体積エネルギー密度を630Wh/L、占有率を0.92としたこと以外は、上記比較例1と同様にして、比較例3に係る非水電解質二次電池を作製した。
【0045】
〔挿入性試験〕
上記実施例1〜3、比較例1〜3と同様にして渦巻電極体をそれぞれ10個作製した。作製(テープ止め)後10分間放置した後、手で外装缶に挿入した。この時、渦巻電極体が外装缶に入らず、無理やり外装缶内に押し込むと最外周のセパレータや極板がめくれて破損する状態となったものを挿入不良と判定した。挿入不良率を下記表1に示す。なお、この試験はすべて1気圧、25℃条件で行った。
【0046】
〔回転ドラム試験〕
上記実施例1〜3、比較例1〜3と同様にして電池をそれぞれ10個作製した。この電池を、以下に示す条件で充放電を行った。この後、電池を八角形ドラム(直径25cm、長さ35cm)に導入し、70回転/分で10分間ドラムを回転させた。この後、内部断線の有無をテスターにより確認した。断線発生率を下記表1に示す。なお、この試験はすべて1気圧、25℃条件で行った。
充電 1It(2.8A)で電圧が4.2Vとなるまで充電し、その後定電圧4.2Vで電流が0.02It(56mA)となるまで充電
放電 1It(2.8A)で電圧が2.75Vとなるまで放電
【0047】
【表1】

【0048】
上記表1から、収容工程(絞り前)における占有率が0.94である実施例1、2と比較例2、収容工程における占有率が0.93である実施例3と比較例1とを比較すると、実施例1〜3ではいずれも挿入不良が起きていないのに対し、比較例では挿入不良が発生していることが分かる。
【0049】
このことは、次のように考えられる。実施例のように粘着テープの外側(粘着層と反対側)に凸部を設けると、外装缶と渦巻電極体(粘着テープ)との接触面積が小さくなり、両者間の摩擦が小さくなるので、渦巻電極体の挿入が容易となる。他方、比較例のように粘着テープの外側に凸部を設けない場合、外装缶と渦巻電極体との接触面積が大きく、両者間の摩擦が大きいので、摩擦によって渦巻電極体の挿入が妨げられ、挿入不良が発生する。
【0050】
また、完成電池(絞り後)での占有率が0.92である比較例3では、回転ドラム試験で内部断線(タブ切れ)が発生しているのに対し、完成電池での占有率が0.93〜0.96である実施例1〜3、比較例1、2では、内部断線が発生していないことが分かる。
【0051】
このことは、次のように考えられる。占有率が小さいと、外装体内と渦巻電極体との摩擦抵抗が小さくなるので、衝撃や振動による渦巻電極体の移動が抑制されない。これにより、衝撃や振動によって渦巻電極体と外部端子とをつなぐタブが切れ易くなる。実施例では、凸部によって初期の外装体内と渦巻電極体との摩擦抵抗が小さくなっているものの、凸部が電解液に溶解するため、外装体内と渦巻電極体との摩擦抵抗が大きくなる。これにより、衝撃や振動による渦巻電極体の移動が抑制されるので、タブ切れ(内部断線)が抑制される。
【0052】
(追加事項)
なお、上記実施の形態では非水電解質二次電池に適用した例を用いて説明したが、本発明は非水電解質一次電池に適用することも可能である。
【0053】
また、本発明に用いる渦巻電極体は、円筒形状であってもよく、扁平状であってもよい。また、渦巻電極体を収容する外装体としては、円筒形外装缶や角形外装缶を用いることができる。
【0054】
また、粘着テープの基材材料としては、ポリエチレンやポリプロピレン等のオレフィン樹脂を使用することができる。
【0055】
また、粘着テープの糊剤としては、イソプレンゴム、スチレン−ブタジエンゴム、ブチルゴム、ニトリルゴム等のゴム系樹脂を使用することができる。
【0056】
また、非水溶媒としては、ジエチルカーボネート、ジメチルカーボネート、エチルメチルカーボネート、プロピレンカーボネート、γ−ブチロラクトン、ジメチルカーボネート、テトラヒドロフラン、1,2−ジメトキシエタン、1,3−ジオキソラン、2−メトキシテトラヒドロフラン、ジエチルエーテル等を用いることができる。
【0057】
また、電解質塩としては、上記LiPF6以外に、LiN(C2F5SO2)2、LiN(CF3SO2)2、LiClO4、LiBF4等の一種または複数種の混合物が使用できる。
【0058】
また、非水電解質には、ビニレンカーボネート、ビニルエチレンカーボネート、シクロヘキシルベンゼン、tert−アミルベンゼン等の公知の添加材を添加することができる。
【0059】
また、本発明を、電池内重合により作製されるポリマー電解質電池に適用することもできる。
【0060】
また、本発明を非水電解質一次電池に適用する場合、活物質材料としては公知の材料を用いることができ、例えば、正極活物質としては二酸化マンガン、負極活物質としては金属リチウムを用いることができる。
【産業上の利用可能性】
【0061】
以上に説明したように、本発明によれば、外装体内への挿入性に優れ、タブ切れを抑制し得た非水電解質電池を実現できる。よって、産業上の利用可能性は大きい。
【符号の説明】
【0062】
10 非水電解質二次電池
11 正極板
11a 正極集電タブ
12 負極板
12a 負極集電タブ
13 セパレータ
14 渦巻電極体
15 絶縁板
16 外装缶
17 安全機構
18 封口体
19 ガスケット
21 粘着テープ
21a 凸部
【技術分野】
【0001】
本発明は、非水電解質電池の製造方法に関し、詳しくは正負電極板及びセパレータを渦巻状に巻き取った渦巻電極体を備えた非水電解質電池の製造方法に関する。
【背景技術】
【0002】
携帯電話、ノートパソコン、タブレット型コンピュータ等の移動情報端末、電動工具、ハイブリッド電気自動車(HEV、PHEV)や電気自動車(EV)等の駆動電源として、リチウムイオン二次電池等の非水電解質二次電池が広く利用されている。特に、正負電極板及びセパレータを渦巻状に巻き取った渦巻電極体は、正負電極板の対向面積が大きく、これを用いた非水電解質二次電池は大電流を取り出し易いので、上記用途に広く用いられている。
【0003】
近年、電池の高容量化の要望が高まっており、このため、外装体の内容積に占める渦巻電極体の体積割合を増大させることが行われている。また、渦巻電極体体積の割合を増大させると、外装体の内壁面と渦巻電極体の外表面との接触(摩擦)抵抗が大きくなり、衝撃や振動によって渦巻電極体が急激に移動することが抑制される。これにより、渦巻電極体と外部端子とをつなぐタブが切れることが抑制されるという効果が得られる。
【0004】
しかしながら、外装体の内容積に占める渦巻電極体の体積割合を増大させると、外装体内に渦巻電極体を収容(挿入)し難くなり、作業時間が増大したり、渦巻電極体が傷つく等により歩留まりが悪くなったりするという問題がある。
【0005】
特許文献1〜3は、渦巻電極体の最外周を粘着テープや接着剤で固定して巻解けを防止し、渦巻電極体を外装体内に収容し易くする技術を提案している。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第3175928号
【特許文献2】特開2007-184238号公報
【特許文献3】特開平11-121044号公報
【0007】
特許文献1は、電池要素の正極と負極が対向する部分以外の巻回体の巻終わりにセパレータのみを巻回し、巻終わりのセパレータ空孔体積が正極と負極が対向する電極群の空孔体積総和の10〜50%とする技術である。そして、巻終わりのセパレータ端部を固定するためにテープを張り付けている。この技術によると、電池の長期サイクルにおいても容量劣化の少ない電池が得られるとされる。
【0008】
特許文献2は、本発明は、電解液との親和力が大きく、かつ電解液を吸収して膨潤する材質のシーリングテープを電極組立体の外周面に付着する技術である。この技術によると、電極組立体をカンと密着させ、電極組立体の回転や流動により電極タブの溶接部位が断線するのを防止できるとされる。
【0009】
特許文献3は、電池電解液に接触後に、膨潤、溶解又は分解して、電池素子の積層が緩む接着剤又は粘着剤で、電極とセパレータとの積層体からなる電池素子を固定する技術である。この技術によると、電池充電時の電池素子の膨張が抑制されず応力が緩和され、素子の構成材料に与えるストレスを低減でき、これらに起因する電池特性の低下を回避できるとされる。
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、上記特許文献1〜3に係る技術では、外装体内容積に占める渦巻電極体の体積割合を増大させた場合に、外装体内に渦巻電極体を挿入し難くなるという問題を十分に解決できない。
【0011】
本発明は、以上に鑑みなされたものであって、外装体内に渦巻電極体を挿入し易くし、且つ、渦巻電極体と外部端子とをつなぐタブが切れることを抑制することのできる非水電解質電池の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
上記課題を解決するための係る本発明は、次のように構成されている。
巻芯を用いて、正極板と、負極板と、前記両電極板間に介在するセパレータと、を渦巻状に巻き取って渦巻電極体を作製する巻き取り工程と、前記巻き取り工程の後、前記渦巻電極体の最外周に、巻解けを防止する粘着テープを張り付けるテープ張り付け工程と、前記テープ張り付け工程の後、前記渦巻電極体を外装体内に収容する収容工程と、前記収容工程の後、非水電解質を外装体内に注液する注液工程と、を備え、前記粘着テープの外側表面には、前記非水電解質に溶解可能な材料からなる凸部が複数設けられている非水電解質電池の製造方法。
【0013】
この構成では、最外周に巻解けを防止する粘着テープが張り付けられているので、渦巻電極体の巻緩みが起きることなく渦巻電極体が外装体内に収容(挿入)できる。また、当該粘着テープの外側表面には、凸部が複数設けられており、これにより収容時における外装体内壁面と渦巻電極体外表面との接触面積が減少し、両者間の摩擦抵抗が減少する。これらの作用によって、外装体内容積に占める渦巻電極体の体積割合を増大させた場合においても、外装体内への渦巻電極体のスムースな収容が可能となる。よって、この製造方法によると、体積エネルギー密度の高い非水電解質電池を提供することができる。
【0014】
さらに、この凸部は非水電解質に溶解可能な材料からなり、非水電解質の注液後には当該凸部が非水電解質に溶解するので、渦巻電極体の外表面と外装体内壁面との接触面積が増大する。よって、両者間の摩擦抵抗が増大し、衝撃や振動によって渦巻電極体が急激に移動することが抑制され、渦巻電極体の急激な移動により渦巻電極体と外部端子とをつなぐ集電タブが切れることを防止できる。
【0015】
上記構成において、前記外装体が、円筒形の外装体であり、前記収容工程時における、前記外装体内周の横断面積から前記渦巻電極体の巻芯穴部の横断面積を減じた断面積に対する前記渦巻電極体横断面積の比が、0.93以上である構成とすることができる。
【0016】
また、上記構成において、前記外装体が、角形の外装体であり、前記収容工程時における、前記外装体内周の横断面積に対する前記渦巻電極体横断面積の比が、0.93以上である構成とすることができる。
【0017】
外装体への渦巻電極体の収容は、円筒形電池の場合には、(渦巻電極体横断面積/(外装体内周の横断面積−渦巻電極体の巻芯穴部の横断面積))の値、角形電池の場合には、(渦巻電極体横断面積/外装体内周の横断面積)の値が、それぞれ0.93以上の場合に特に困難となるが、本発明によると、このような構成の電池においても、スムースに外装体内に渦巻電極体を収容することができる。
【0018】
ここで、外装体内周の横断面積は、外装体が円筒形の場合にはその内径を用いて、外装体が角形の場合には幅、長さ、コーナー部の曲率を用いて算出することができる。また、渦巻電極体横断面積は、渦巻電極体を構成する正負電極板、セパレータ、粘着テープの厚み及び長さから算出することができる。また、渦巻電極体の巻芯穴部の横断面積は、使用する巻芯の径により算出できる。
【0019】
凸部材料としては、有機溶媒に対する溶解性に優れたアクリル系樹脂またはシリコーン系樹脂を用いることが好ましい。
【0020】
ここで、凸部の数は、好ましくは3以上とする。また、外装体と渦巻電極体との摩擦抵抗をより小さくする観点から、凸部の高さは、好ましくは1〜10μmとし、凸部の大きさ(平面視したとき長径の長さ)は、好ましくは1〜10μmとし、凸部の間隔(隣接する凸部の外周間の最短距離)は、好ましくは1〜10μmとする。
【0021】
また、凸部の形状(三次元的形状)は、特に限定されることはなく、円錐状や多角錐状等の錐体状、円錐台状や多角錐台状等の錐台状、球や楕円球の一部形状、円柱や多角形柱状等とすることができる。中でも、錐体状や球欠状(球を1つの平面で切り取った形状)等の、凸部と外装体内壁面とが点接触するような形状であることが好ましい。
【0022】
また、本発明でいう渦巻電極体には、円筒形状及び扁平状のものが含まれ、これを収容する外装体としては、円筒形や角形の金属缶や樹脂ケース等を用いることができる。
【発明の効果】
【0023】
上記本発明によると、外装体内に渦巻電極体を収容し易く、且つ、渦巻電極体と外部端子とをつなぐタブが切れることを抑制することができる。
【図面の簡単な説明】
【0024】
【図1】図1は、本発明に係る円筒型非水電解質電池の断面斜視図である。
【図2】図2は、本発明に用いる渦巻電極体の斜視図である。
【図3】図3は、外装缶に渦巻電極体を収容する工程を説明する断面概略図である。
【図4】図4は、本発明に係る非水電解質電池に用いる粘着テープにおける凸部の配置を説明する図であって、図4(a)は外観図、図4(b)は部分拡大図、図4(c)は凸部の断面図である。
【図5】図5は、本発明に係る非水電解質電池に用いる粘着テープにおける凸部の配置の変形例を示す図である。
【発明を実施するための形態】
【0025】
本発明を実施するための最良の形態を、円筒形外装缶を用いた非水電解質二次電池に本発明を適用した例を用いて、図面を参照しつつ詳細に説明する。なお、本発明は下記の形態に限定されるものではなく、その要旨を変更しない範囲において適宜変更して実施することが可能である。
【0026】
(実施の形態)
図1は、本実施の形態に係る円筒型非水電解質二次電池の断面斜視図であり、図2は、本発明に用いる渦巻電極体の斜視図であり、図3は、外装缶に渦巻電極体を収容する工程を説明する断面概略図であり、図4は、本発明に係る非水電解質電池に用いる粘着テープにおける凸部の配置を説明する図であって、図4(a)は外観図、図4(b)は部分拡大図、図4(c)は凸部の断面図である。
【0027】
本実施の形態に係る非水電解質二次電池10は、図1に示すように、正極板11と負極板12とがセパレータ13を介して渦巻き状に巻回した渦巻電極体14を備えている。渦巻電極体14は、上下にそれぞれ絶縁板15が配置され、有底円筒形の金属製外装缶16の内部に収容されている。負極板12の集電タブ12aは外装缶16の内側底部に溶接され、正極板11の集電タブ11aは、封口体18の下面に溶接されている。これにより、外装缶16が負極外部端子、封口体18が正極外部端子としてそれぞれ機能する。そして、外装缶16の内部には非水電解液(図示せず)が注液されており、外装缶16の開口部はガスケット19を介して封口体18で密閉されている。また、封口体18には、電池内圧が上昇したときに作動する安全機構17が設けられている。
【0028】
また、図2に示すように、渦巻電極体14の最外周には、巻解けを防止するための粘着テープ21が張り付けられている。そして、図3,4に示すように、この粘着テープ21の外側(渦巻電極体14と反対側)表面には、複数の凸部21aが設けられている。この凸部21aは、非水電解液に溶解する材料(アクリル系樹脂やシリコーン系樹脂)で構成されている。
【0029】
図3に示すように、粘着テープ21の外側表面に設けられた複数の凸部21aにより、収容時における外装体16の内壁面と渦巻電極体14の外表面との接触面積が減少し、これによりスムースな収容が可能となる。さらに、この凸部21aは、非水電解液に溶解可能な材料からなるので、非水電解質の注液後には凸部21aが非水電解質に溶解し、渦巻電極体14の外表面が平坦となって外装体16の内壁面との接触面積が増大する。よって、衝撃や振動によって渦巻電極体14が移動することが抑制され、渦巻電極体14と外部端子とをつなぐ集電タブ11a・12aが衝撃や振動によって切れることを防止できる。
【0030】
本実施の形態では、図4に示すように、粘着テープ21の外側表面に、正四角錐状の凸部21aが、一定の間隔(c=d)で格子状に配置されている。しかしながら、図5(a)に示すように、凸部21aは規則的に、例えば六方充填配置されていてもよく、図5(b)に示すように大きさや形状の異なる凸部21aがランダムに配置されていてもよい。さらに、凸部21aは、渦巻電極体14において、外装体の底側の密度を高くするように、偏った密度で配置することや、凸部21aの密度が偏りなく分散配置することも可能である。
【0031】
〈正極の作製〉
コバルト酸リチウム(LiCoO2)からなる正極活物質94質量部と、導電剤としてのカーボンブラック3質量部と、結着剤としてのポリフッ化ビニリデン(PVdF)3質量部と、N−メチルピロリドンとを混合して正極活物質スラリーとする。この正極活物質スラリーを、ドクターブレード法によりアルミニウム製の正極集電体(厚み15μm)の両面に塗布し、乾燥する。この後、ローラープレス機により厚みが0.13mmとなるように圧延し、所定のサイズに切断し、正極タブ11aを取り付けて正極板11を作製する。
【0032】
〈負極の作製〉
負極活物質としての黒鉛96質量部と、増粘剤としてのカルボキシメチルセルロース2質量部と、結着剤としてのスチレンブタジエンゴム2質量部と、水とを混合して負極活物質スラリーとする。この負極活物質スラリーを銅製の負極集電体(厚み10μm)の両面に塗布し、乾燥する。この後、ローラープレス機により厚みが0.12mmとなるように圧延し、所定のサイズに切断し、負極タブ12aを取り付けて負極板12を作製する。
【0033】
〈粘着テープの作製〉
凸部形成用の凹部が設けられた金型にアクリル系樹脂(アクリル酸ブチルとアクリル酸の共重合体)を塗布し、この上に厚み20μmのポリプロピレン基材を載置し、ポリプロピレン基材の一方面にアクリル樹脂製の凸部21aを転写形成する。また、ポリプロピレン基材の他方面に、厚み0.01mmのイソプレンゴム糊剤層を塗布形成して、粘着テープ21を完成させる。
【0034】
凸部の材料としては、アクリルモノマー(アクリル酸ブチル、アクリル酸エチル等)と官能基含有モノマー(アクリル酸、アクリル酸ヒドロキシエチル等)を共重合したアクリルポリマーや、これの一部を架橋したもの等のアクリル系樹脂や、シリコーンゴム(ポリジメチルシロキサン等)とシリコーンレジンを配合したシリコーン系樹脂を使用することができる。
【0035】
〈巻取り工程、テープ貼り付け工程〉
直径が3.5mmの巻芯を用いて、上記正極板11及び負極板12を、ポリエチレン製微多孔膜からなるセパレータ13を介して巻回することにより、渦巻電極体14を作製する。
この後、上記粘着テープ21を、糊剤層が渦巻電極体14側となるように、渦巻電極体14の巻き終わりに貼り付け、巻芯を取り除く。ここで、粘着テープ21の巻取り方向の長さは、渦巻電極体14の最外周の長さの80%以上であることが好ましく、100%であることが最も好ましい。また、粘着テープ21の渦巻電極体14の幅(電池高さ方向の長さ)は、渦巻電極体14の最外周を構成する部材の下(缶底)側端部或いはその付近から、当該部材の幅の50%以上の領域に設けられていることが好ましく、当該部材の幅の80%以上の領域に設けられていることがより好ましく、当該部材の幅の100%とすることがさらに好ましい。
【0036】
〈非水電解質の調整〉
非水溶媒としてのエチレンカーボネート(EC)とメチルエチルカーボネート(MEC)とを体積比30:70(25℃)で混合し、電解質塩としてのLiPF6を1.2M(モル/リットル)となるように溶解して、電解液となす。この電解液98質量部に、ビニレンカーボネートを2質量部混合して、非水電解質となす。
【0037】
〈収容工程、注液工程〉
円筒形外装缶16に下部絶縁板15と上記渦巻電極体14を挿入し、負極タブを缶底に溶接する。
この後、上部絶縁板15を収容し、外装缶上部に溝入れ加工した後に、ガスケット19を配置し、正極タブを封口体と溶接する。上記非水電解質を円筒形外装缶に注液し、外装缶16の開口部をガスケット19を介して封口体18により封口することにより、非水電解質二次電池を作製する。
【0038】
(実施例1)
上記実施の形態と同様にして、設計容量が2.8Ah、体積エネルギー密度が650Wh/L、占有率(渦巻電極体横断面積/(外装体内周の横断面積−渦巻電極体の巻芯穴部の横断面積))が0.94である、実施例1に係る非水電解質二次電池を作製した。なお、使用した外装缶の直径(外径)は18.05mm、肉厚は0.15mmであり、電池の高さは65mmであり、渦巻電極体の最外周における幅は55mm、長さは60mmであり、粘着テープの幅は55mm、長さは59mmであり、凸部21aの形状は1辺(a=b)5μm、間隔(c=d)5μm、高さ(e)5μmである(図4参照)。
【0039】
なお、渦巻電極体横断面積は、活物質層と集電体とを有する正負電極板及びセパレータ、粘着テープの厚みと長さから算出し、外装缶内周の横断面積は、外装缶内周径から算出し、巻芯穴部の断面積は、巻芯の径から算出した。なお本発明実施例については、渦巻電極体横断面積は、テープの凸部は考慮せずに算出した。
【0040】
(実施例2)
電池組み立て後に、外装缶の直径(18.05mm)よりも小さい直径(17.80mm)の穴が開いた合金工具鋼鋼材製の治具内に電池を通して、外装缶の直径を小さくして(外装缶の絞り工程を行って)、体積エネルギー密度を660Wh/L、占有率を完成電池において0.96(収容工程時においては0.94)としたこと以外は、上記実施例1と同様にして、実施例2に係る非水電解質二次電池を作製した。
【0041】
(実施例3)
直径が18.10mmの外装缶を用い、体積エネルギー密度を640Wh/L、占有率を0.93としたこと以外は、上記実施例1と同様にして、実施例3に係る非水電解質二次電池を作製した。
【0042】
(比較例1)
凸部が設けられていない粘着テープを使用したこと以外は、上記実施例3と同様にして、比較例1に係る非水電解質二次電池を作製した。
【0043】
(比較例2)
凸部が設けられていない粘着テープを使用したこと以外は、上記実施例1と同様にして、比較例2に係る非水電解質二次電池を作製した。
【0044】
(比較例3)
直径が18.25mmの外装缶を用い、体積エネルギー密度を630Wh/L、占有率を0.92としたこと以外は、上記比較例1と同様にして、比較例3に係る非水電解質二次電池を作製した。
【0045】
〔挿入性試験〕
上記実施例1〜3、比較例1〜3と同様にして渦巻電極体をそれぞれ10個作製した。作製(テープ止め)後10分間放置した後、手で外装缶に挿入した。この時、渦巻電極体が外装缶に入らず、無理やり外装缶内に押し込むと最外周のセパレータや極板がめくれて破損する状態となったものを挿入不良と判定した。挿入不良率を下記表1に示す。なお、この試験はすべて1気圧、25℃条件で行った。
【0046】
〔回転ドラム試験〕
上記実施例1〜3、比較例1〜3と同様にして電池をそれぞれ10個作製した。この電池を、以下に示す条件で充放電を行った。この後、電池を八角形ドラム(直径25cm、長さ35cm)に導入し、70回転/分で10分間ドラムを回転させた。この後、内部断線の有無をテスターにより確認した。断線発生率を下記表1に示す。なお、この試験はすべて1気圧、25℃条件で行った。
充電 1It(2.8A)で電圧が4.2Vとなるまで充電し、その後定電圧4.2Vで電流が0.02It(56mA)となるまで充電
放電 1It(2.8A)で電圧が2.75Vとなるまで放電
【0047】
【表1】
【0048】
上記表1から、収容工程(絞り前)における占有率が0.94である実施例1、2と比較例2、収容工程における占有率が0.93である実施例3と比較例1とを比較すると、実施例1〜3ではいずれも挿入不良が起きていないのに対し、比較例では挿入不良が発生していることが分かる。
【0049】
このことは、次のように考えられる。実施例のように粘着テープの外側(粘着層と反対側)に凸部を設けると、外装缶と渦巻電極体(粘着テープ)との接触面積が小さくなり、両者間の摩擦が小さくなるので、渦巻電極体の挿入が容易となる。他方、比較例のように粘着テープの外側に凸部を設けない場合、外装缶と渦巻電極体との接触面積が大きく、両者間の摩擦が大きいので、摩擦によって渦巻電極体の挿入が妨げられ、挿入不良が発生する。
【0050】
また、完成電池(絞り後)での占有率が0.92である比較例3では、回転ドラム試験で内部断線(タブ切れ)が発生しているのに対し、完成電池での占有率が0.93〜0.96である実施例1〜3、比較例1、2では、内部断線が発生していないことが分かる。
【0051】
このことは、次のように考えられる。占有率が小さいと、外装体内と渦巻電極体との摩擦抵抗が小さくなるので、衝撃や振動による渦巻電極体の移動が抑制されない。これにより、衝撃や振動によって渦巻電極体と外部端子とをつなぐタブが切れ易くなる。実施例では、凸部によって初期の外装体内と渦巻電極体との摩擦抵抗が小さくなっているものの、凸部が電解液に溶解するため、外装体内と渦巻電極体との摩擦抵抗が大きくなる。これにより、衝撃や振動による渦巻電極体の移動が抑制されるので、タブ切れ(内部断線)が抑制される。
【0052】
(追加事項)
なお、上記実施の形態では非水電解質二次電池に適用した例を用いて説明したが、本発明は非水電解質一次電池に適用することも可能である。
【0053】
また、本発明に用いる渦巻電極体は、円筒形状であってもよく、扁平状であってもよい。また、渦巻電極体を収容する外装体としては、円筒形外装缶や角形外装缶を用いることができる。
【0054】
また、粘着テープの基材材料としては、ポリエチレンやポリプロピレン等のオレフィン樹脂を使用することができる。
【0055】
また、粘着テープの糊剤としては、イソプレンゴム、スチレン−ブタジエンゴム、ブチルゴム、ニトリルゴム等のゴム系樹脂を使用することができる。
【0056】
また、非水溶媒としては、ジエチルカーボネート、ジメチルカーボネート、エチルメチルカーボネート、プロピレンカーボネート、γ−ブチロラクトン、ジメチルカーボネート、テトラヒドロフラン、1,2−ジメトキシエタン、1,3−ジオキソラン、2−メトキシテトラヒドロフラン、ジエチルエーテル等を用いることができる。
【0057】
また、電解質塩としては、上記LiPF6以外に、LiN(C2F5SO2)2、LiN(CF3SO2)2、LiClO4、LiBF4等の一種または複数種の混合物が使用できる。
【0058】
また、非水電解質には、ビニレンカーボネート、ビニルエチレンカーボネート、シクロヘキシルベンゼン、tert−アミルベンゼン等の公知の添加材を添加することができる。
【0059】
また、本発明を、電池内重合により作製されるポリマー電解質電池に適用することもできる。
【0060】
また、本発明を非水電解質一次電池に適用する場合、活物質材料としては公知の材料を用いることができ、例えば、正極活物質としては二酸化マンガン、負極活物質としては金属リチウムを用いることができる。
【産業上の利用可能性】
【0061】
以上に説明したように、本発明によれば、外装体内への挿入性に優れ、タブ切れを抑制し得た非水電解質電池を実現できる。よって、産業上の利用可能性は大きい。
【符号の説明】
【0062】
10 非水電解質二次電池
11 正極板
11a 正極集電タブ
12 負極板
12a 負極集電タブ
13 セパレータ
14 渦巻電極体
15 絶縁板
16 外装缶
17 安全機構
18 封口体
19 ガスケット
21 粘着テープ
21a 凸部
【特許請求の範囲】
【請求項1】
巻芯を用いて、正極板と、負極板と、前記両電極板間に介在するセパレータと、を渦巻状に巻き取って渦巻電極体を作製する巻き取り工程と、
前記巻き取り工程の後、前記渦巻電極体の最外周に、巻解けを防止する粘着テープを張り付けるテープ張り付け工程と、
前記テープ張り付け工程の後、前記渦巻電極体を外装体内に収容する収容工程と、
前記収容工程の後、非水電解質を外装体内に注液する注液工程と、
を備え、
前記粘着テープの外側表面には、前記非水電解質に溶解可能な材料からなる凸部が複数設けられている、
非水電解質電池の製造方法。
【請求項2】
請求項1に記載の非水電解質電池の製造方法において、
前記外装体が、円筒形の外装体であり、
前記収容工程時における、前記外装体内周の横断面積から前記渦巻電極体の巻芯穴部の横断面積を減じた断面積に対する前記渦巻電極体横断面積の比が、0.93以上である、
ことを特徴とする非水電解質電池の製造方法。
【請求項3】
請求項1に記載の非水電解質電池の製造方法において、
前記外装体が、角形の外装体であり、
前記収容工程時における、前記外装体内周の横断面積に対する前記渦巻電極体横断面積の比が、0.93以上である、
ことを特徴とする非水電解質電池の製造方法。
【請求項4】
請求項1、2又は3記載の非水電解質電池の製造方法において、
前記凸部は、アクリル系樹脂またはシリコーン系樹脂からなる、
ことを特徴とする非水電解質電池の製造方法。
【請求項1】
巻芯を用いて、正極板と、負極板と、前記両電極板間に介在するセパレータと、を渦巻状に巻き取って渦巻電極体を作製する巻き取り工程と、
前記巻き取り工程の後、前記渦巻電極体の最外周に、巻解けを防止する粘着テープを張り付けるテープ張り付け工程と、
前記テープ張り付け工程の後、前記渦巻電極体を外装体内に収容する収容工程と、
前記収容工程の後、非水電解質を外装体内に注液する注液工程と、
を備え、
前記粘着テープの外側表面には、前記非水電解質に溶解可能な材料からなる凸部が複数設けられている、
非水電解質電池の製造方法。
【請求項2】
請求項1に記載の非水電解質電池の製造方法において、
前記外装体が、円筒形の外装体であり、
前記収容工程時における、前記外装体内周の横断面積から前記渦巻電極体の巻芯穴部の横断面積を減じた断面積に対する前記渦巻電極体横断面積の比が、0.93以上である、
ことを特徴とする非水電解質電池の製造方法。
【請求項3】
請求項1に記載の非水電解質電池の製造方法において、
前記外装体が、角形の外装体であり、
前記収容工程時における、前記外装体内周の横断面積に対する前記渦巻電極体横断面積の比が、0.93以上である、
ことを特徴とする非水電解質電池の製造方法。
【請求項4】
請求項1、2又は3記載の非水電解質電池の製造方法において、
前記凸部は、アクリル系樹脂またはシリコーン系樹脂からなる、
ことを特徴とする非水電解質電池の製造方法。
【図1】


【図2】
【図3】
【図4】

【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−114797(P2013−114797A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−257674(P2011−257674)
【出願日】平成23年11月25日(2011.11.25)
【出願人】(000001889)三洋電機株式会社 (18,308)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月25日(2011.11.25)
【出願人】(000001889)三洋電機株式会社 (18,308)
【Fターム(参考)】
[ Back to top ]