
非焼成含炭塊成鉱の製造方法

【課題】少ない水硬性バインダーの使用で、内装カーボン量が多く、かつ、冷間圧潰強度が高い非焼成含炭塊成鉱の製造方法を提供する。
【解決手段】250μm以下に粒度調整されたペレットフィード及び粉鉄鉱石の少なくともいずれかと固体炭素に、200μm以下に粒度調整されたα化澱粉を含むバインダーを加え混合・混練する工程と、前記混合・混練した物を造粒して塊成鉱を成型する工程と、前記成型した塊成鉱を養生・乾燥する工程と、を実施することを特徴とする非焼成含炭塊成鉱の製造方法。
【解決手段】250μm以下に粒度調整されたペレットフィード及び粉鉄鉱石の少なくともいずれかと固体炭素に、200μm以下に粒度調整されたα化澱粉を含むバインダーを加え混合・混練する工程と、前記混合・混練した物を造粒して塊成鉱を成型する工程と、前記成型した塊成鉱を養生・乾燥する工程と、を実施することを特徴とする非焼成含炭塊成鉱の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、非焼成含炭塊成鉱の製造方法に関する。
【背景技術】
【0002】
従来、製鉄所は、各種の鉄酸化物を配合し、セメント系の時効性バインダーを添加して混錬、成型して非焼成のペレットやブリケットを製造し、高炉原料として使用してきた。
【0003】
これらの高炉用非焼成含炭塊成鉱は、高炉までの輸送及び高炉装入時の粉化に耐えるための一定の冷間圧潰強度が必要である。そのため、鉄酸化物を造粒機により造粒する際には、ダストの粒度分布を適正範囲に調整し、石灰石、セメントなどのバインダーに水分を添加し、造粒した後、養生し硬化させることにより強度を確保してきた。
【0004】
また、これらの高炉用非焼成含炭塊成鉱は、内装するカーボンにより高炉内の還元反応を起こす結果、還元率が向上することから、高炉操業時の還元材比の低減のために、内装カーボンの増量が図られてきた。
【0005】
以上のことより、高炉用非焼成含炭塊成鉱は、内装カーボン量が多く、かつ、冷間圧潰強度が高いものが望まれる。
【0006】
高炉用非焼成含炭ペレットの冷間圧潰強度をあげる方法として、「微粉状鉄含有原料と微粉状炭材に水硬性バインダーを添加し、かつ、全原料中の炭素含有割合(T.C)が15〜25質量%となるように前記微粉状炭材の配合割合を調整し、さらに、水分を調整しつつ混合、造粒した後、養生処理することにより、冷間圧潰強度85kg/cm2(8300kN/m2)以上の高炉用非焼成含炭ペレットを製造する方法であって、前記養生処理は、前記造粒後のペレットを一次養生用ヤードで12〜48時間大気中に放置した後、該ペレットを二次養生用シャフト炉に装入し、該シャフト炉内で、60〜90℃の温度と5時間以上の処理時間で蒸気吹込処理を行い、その後、引き続き連続して、乾燥処理を行い、かつ前記蒸気吹込処理と前記乾燥処理の総処理時間が8時間以内となるようにする」発明がある(特許文献1)。
【0007】
又、高炉操業における還元材比の低減を目的とし、「含酸化鉄原料とカーボン系炭材を配合しバインダーを加えて混錬、成型、養生してなるカーボン内装非焼成塊成鉱において、鉄鉱石類の被還元酸素を還元し金属鉄とするために必要な理論炭素量の80〜120%のカーボンを含有し、かつ常温での圧潰強度7850kN/m2 以上となるようにバインダーを選択して混錬、成型、養生してなることを特徴とする高炉用のカーボン内装非焼成塊成鉱。」の発明が提案されている(特許文献2)。
【0008】
又、高炉法やDR法(直接還元法)に使用される炭材内装非焼成ブリケットの還元後強度の低下を目的に、「成型、乾燥後の空隙率が15〜25%である炭材内装非焼成ブリケット」の提案がある(特許文献3)。
【0009】
又、全鉄原料の粒度、微粉状炭材の配合割合を調整し、かつ、微粉状炭材のメジアン径を調整することにより、高炉用原料ペレットとして要求される50kg/cm2(4900kN/m2)以上の冷間強度を維持するとともに、高炉操業時の還元材比を大幅に低減できるだけの十分な炭素含有量を有し、還元後の圧潰強度7kg/cm2(690kN/m2)以上を有する、非焼成含炭ペレット製造方法が提案されている(特許文献4)。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2009−161791号公報
【特許文献2】特開2003−342646号公報
【特許文献3】特開昭62−290833号公報
【特許文献4】特開2008−95177号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
高炉用非焼成含炭塊成鉱は、内装カーボン量が多く、かつ、冷間圧潰強度が高いものが望まれる。
特許文献1に記載の発明によれば、高炉用非焼成含炭ペレットが内装するカーボン量が多く、冷間圧潰強度の高い非焼成含炭ペレットを得ることができるが、成型後の一次養生後に、更に二次養生用シャフト炉において、蒸気吹込養生とその後の乾燥処理が必要となり、設備費及び処理費が高くなるという問題がある。
【0012】
特許文献2に記載の発明によれば、炭材を内装した非焼成塊成鉱の冷間圧潰強度を維持するために、生石灰に代えて、早強ポルトランドセメントなどのセメント系のバインダーを使用するため、バインダーの添加量を増加させると吸熱反応であるセメントの脱水反応により高炉内のシャフト部での昇温速度が低下するだけでなく、低温での還元停滞域(低温熱保存帯)を発生させ、高炉用鉄原料として装入する焼結鉱の高炉内の還元粉化を助長させてしまう点が問題である。
【0013】
特許文献3に記載の発明によれば、炭材内装非焼成ブリケットの高炉における還元時の強度低下を抑制できる効果がある程度期待できる。
しかしながら、炭材内装非焼成ブリケットの成型、乾燥後の空隙率は、原料や炭材の性状、粒度により影響され、空隙率を15〜25%の範囲にコントロールするのは難しく、原料等の制約を受けるという問題がある。
【0014】
特許文献4に記載の発明によれば、全原料中の粒度を2mm以下とし、全原料中炭素含有割合(T.C)が15〜25質量%となるように微粉状炭材の配合割合を調整し、炭材のメジアン径を100〜150μmとすることにより、冷間圧潰強度、還元後圧潰強度が良好であり、高い還元材比低減効果を有する非焼成含炭塊成鉱を製造することができる。
しかしながら、この方法では、全原料中の粒度を2mm以下とし、炭材のメジアン径を100〜150μmとしなければならず、原料と炭材の両面からの制約があり、又、早強セメントを10%以上添加することとなると、この非焼成含炭塊成鉱を高炉にて使用する量を増加させた場合、高炉に投入されるスラグ量も増加する問題がある。また、早強セメントは400〜500℃で脱水反応(吸熱反応)が進行するため、セメント10%を添加した含炭塊成鉱の過剰使用は高炉内の温度を低下させ、高炉内装入物の昇温遅れ、還元遅れが生じる問題がある。
【0015】
本発明者は、酸化鉄原料の特性に合わせたバインダーの選択と最適化により、少ない水硬性バインダーの使用で、内装カーボン量が多く、かつ、冷間圧潰強度が高い非焼成含炭塊成鉱の製造方法を検討した。
【0016】
本発明の目的は、少ない水硬性バインダーの使用で、内装カーボン量が多く、かつ、冷間圧潰強度が高い非焼成含炭塊成鉱の製造方法を提供することである。
【課題を解決するための手段】
【0017】
本発明者は、水硬性バインダーをα化澱粉に変更することにより、冷間圧潰強度が高い高炉用非焼成含炭塊成鉱の製造が可能であることを見出した。
【0018】
本発明は、この知見に基づいて上記の課題を解決するためになされたものであり、その要旨とするところは、以下のとおりである。
【0019】
(1)250μm以下に粒度調整されたペレットフィード及び粉鉄鉱石の少なくともいずれかと固体炭素に、200μm以下に粒度調整されたα化澱粉を含むバインダーを加え混合・混練する工程と、
前記混合・混練した物を造粒して、塊成鉱を成型する工程と、
前記成型した塊成鉱を養生・乾燥する工程と、
を実施することを特徴とする非焼成含炭塊成鉱の製造方法。
(2)水硬性バインダーの全量を前記α化澱粉に置換する場合であって、前記α化澱粉の量が、前記ペレットフィード及び粉鉄鉱石の少なくともいずれかと固体炭素とα化澱粉の質量合計に対し、0.3質量%以上、1.0質量%以下であることを特徴とする(1)に記載の非焼成含炭塊成鉱の製造方法。
(3)前記固体炭素の量が、前記ペレットフィード及び粉鉄鉱石の少なくともいずれかと固体炭素とα化澱粉の質量合計に対し、20質量%以上、30質量%以下であることを特徴とする(1)及び(2)のいずれかに記載の非焼成含炭塊成鉱の製造方法。
(4)前記塊成鉱の成型法が、ブリケット法及び押し出し成型法のいずれかであることを特徴とする(1)乃至(3)のいずれかに記載の非焼成含炭塊成鉱の製造方法。
【発明の効果】
【0020】
本発明は、冷間圧潰強度が高い非焼成含炭塊成鉱の製造方法を提供することができる。
【図面の簡単な説明】
【0021】
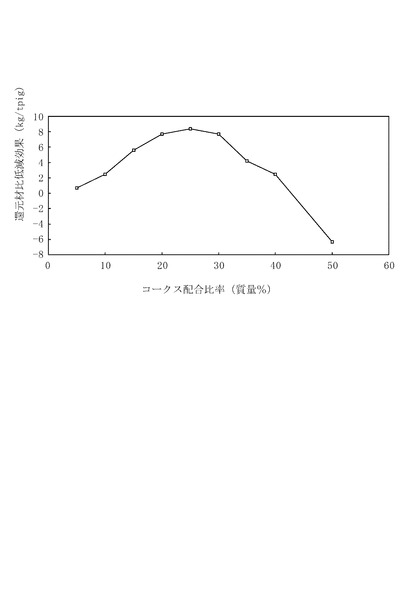
【図1】コークス配合比率と還元材比低減効果を示す図。
【発明を実施するための形態】
【0022】
以下に各種成型法にて塊成化した含炭塊成鉱の試験結果を示す。成型法は転動造粒法、圧縮成型法、押出し成型法にて塊成化しており、塊成体の容量は5cm3に統一した。また転動造粒法では、直径1mのパンペレタイザーを用いて造粒試験を実施し、圧縮成型法では、ロール径500mmのブリケットマシンを用い、線圧4tにて圧縮成型した。押出し成型法では、押出し速度(原料が孔を通過する速度)を40mm/sに設定して成型試験を実施した。
塊成化した含炭塊成鉱は14日間、30℃の雰囲気で養生した後、105℃で2時間乾燥させ、圧潰強度試験を実施した。
また、事前処理として、バインダーも含め、所定量の原料を混合し、混錬機にて6分混錬し、所定量の水分を加えた後、4分間混錬したものを塊成化した。
【0023】
圧潰強度の測定は、JIS M8718「鉄鉱石ペレット圧潰強度試験方法」に準じて、試料1個に対して、規定の加圧速度で圧縮荷重をかけることにより、破壊した時の荷重値を測定した。
【0024】
表1に250μm以下に粒度調整した粉鉱石を配合し、−1mmの粉コークスを25質量%配合した条件で、ブリケット法にて成型した成型物の養生後強度を示す。リオドセペレットフィード、MBRペレットフィード、MUSAペレットフィード、ローブリバー粉鉱石の場合、早強ポルトランドセメント添加条件に対し、早強ポートランドセメントを全量α化澱粉に置換した。α化澱粉を0.3%以上添加した場合に強度が発現した。
α化澱粉は水を加えるとゲル状になり、粒子同士の摩擦力を低下させる。この状態で圧縮成型、あるいは押出し成型することで、粒子同士の再配列を促し、充填密度が密になる。
塊鉱石やペレットフィードのような、単一粒子で空隙が少ない鉱石系原料を用いて圧縮成型すると、ゲル化したα化澱粉が粒子の凹凸に埋没することなく効率良く粒子間に拡散し、乾燥後に強固なネットワークを形成するため、成型体の強度が向上する。
α化澱粉を1.5%添加した条件では若干の強度向上は見られるものの、大きな改善効果は見られないことから、強度面、コスト面から考察すると、α化澱粉の添加量は0.3〜1.0%とすることが望ましい。
一方、α化澱粉を0.3%未満とすると、強度は早強ポルトランドセメント5%配合時とほぼ同等となった。
又、粉焼結を配合した場合は、α化澱粉の添加による強度向上効果はほとんど認められない。これは、焼結系の鉄源は単一粒子の凹凸が多く、空隙が多く、焼結系ダストの粒子内にα化澱粉が埋没したためであると考えられる。
【0025】
【表1】

【0026】
表2に各粒度の鉱石原料に−1mmのコークス粉を25質量%配合した含炭塊成鉱にα化澱粉を1.0%添加し、ブリケット法にて成型した含炭塊成鉱の強度を示す。鉱石系原料の粒度が250μmを超える場合、塊成物の強度が大幅に低下しており、バインダーの効果が失われることがわかった。これは、圧縮成型により粒度が大きい鉱石が割れることにより強度が低下したことや、充填構造が粗となったことが強度低下の要因として挙げられる。
【0027】
【表2】
【0028】
表3に200μm以上のα化澱粉を添加した条件での成型試験結果を示す。
α化澱粉の粒度が大きすぎると、混錬時に鉱石粉と良く混合されず、強度発現効果が低位であったことから、α化澱粉の粒度は200μm以下とするのがよい。
200μm以上のα化澱粉の場合、混錬時に原料と良く混合せず、添加効率が低下したと考えられる。
【0029】
【表3】
【0030】
図1にコークス配合比率を変化させた場合の高炉使用試験結果を示す。当試験にて使用した含炭塊成鉱はα化澱粉を1%添加し、リオドセペレットフィードを使用している。還元材比低減効果は、高炉にて含炭塊成鉱を100kg/tpig使用した場合の効果を示している。
コークス配合比率20〜30%で配合した含炭塊成鉱を高炉使用した場合、還元効率が向上し、還元材比低減効果が最大となることがわかった。一方、コークス配合比率を20%未満としたばあい、および30%よりも多く配合した場合は、還元材比低減効果が低下することから、コークス添加量は20%〜30%が望ましい。なお、全水準において、コークス粉配合比率に関わらず、α化澱粉1%添加の含炭塊成鉱強度は1000kN/m2以上を満たしていた。
【0031】
表4にα化澱粉を1%添加した条件でリオドセペレットフィードを鉱石系原料とし、コークス粉を25%添加した条件で、転動増粒法、圧縮成型法(ブリケット法)、押出し成型法にて製造した含炭塊成鉱の乾燥後強度を示す(成型条件は上述)。
表4から、圧縮を伴わない転動造粒法ではα化澱粉の効果が低いことがわかる。α化澱粉は粒子同士の圧密により拡散し、乾燥時に粒子同士の強度を向上させるため、成型時に圧縮を伴ったブリケット法、押出し成型法は強度が向上したと考えられる。
したがって、α化澱粉を使用し含炭塊成鉱の冷間強度を向上させる効果を最大限享受するにはブリケット法や押出し成型法が望ましい。ただし、転動造粒法でも強度向上効果は認められる。
【0032】
【表4】
【産業上の利用可能性】
【0033】
少ない水硬性バインダーの使用で、内装カーボン量が多く、かつ、冷間圧潰強度が高い非焼成含炭塊成鉱の製造方法を提供することができる。
【技術分野】
【0001】
本発明は、非焼成含炭塊成鉱の製造方法に関する。
【背景技術】
【0002】
従来、製鉄所は、各種の鉄酸化物を配合し、セメント系の時効性バインダーを添加して混錬、成型して非焼成のペレットやブリケットを製造し、高炉原料として使用してきた。
【0003】
これらの高炉用非焼成含炭塊成鉱は、高炉までの輸送及び高炉装入時の粉化に耐えるための一定の冷間圧潰強度が必要である。そのため、鉄酸化物を造粒機により造粒する際には、ダストの粒度分布を適正範囲に調整し、石灰石、セメントなどのバインダーに水分を添加し、造粒した後、養生し硬化させることにより強度を確保してきた。
【0004】
また、これらの高炉用非焼成含炭塊成鉱は、内装するカーボンにより高炉内の還元反応を起こす結果、還元率が向上することから、高炉操業時の還元材比の低減のために、内装カーボンの増量が図られてきた。
【0005】
以上のことより、高炉用非焼成含炭塊成鉱は、内装カーボン量が多く、かつ、冷間圧潰強度が高いものが望まれる。
【0006】
高炉用非焼成含炭ペレットの冷間圧潰強度をあげる方法として、「微粉状鉄含有原料と微粉状炭材に水硬性バインダーを添加し、かつ、全原料中の炭素含有割合(T.C)が15〜25質量%となるように前記微粉状炭材の配合割合を調整し、さらに、水分を調整しつつ混合、造粒した後、養生処理することにより、冷間圧潰強度85kg/cm2(8300kN/m2)以上の高炉用非焼成含炭ペレットを製造する方法であって、前記養生処理は、前記造粒後のペレットを一次養生用ヤードで12〜48時間大気中に放置した後、該ペレットを二次養生用シャフト炉に装入し、該シャフト炉内で、60〜90℃の温度と5時間以上の処理時間で蒸気吹込処理を行い、その後、引き続き連続して、乾燥処理を行い、かつ前記蒸気吹込処理と前記乾燥処理の総処理時間が8時間以内となるようにする」発明がある(特許文献1)。
【0007】
又、高炉操業における還元材比の低減を目的とし、「含酸化鉄原料とカーボン系炭材を配合しバインダーを加えて混錬、成型、養生してなるカーボン内装非焼成塊成鉱において、鉄鉱石類の被還元酸素を還元し金属鉄とするために必要な理論炭素量の80〜120%のカーボンを含有し、かつ常温での圧潰強度7850kN/m2 以上となるようにバインダーを選択して混錬、成型、養生してなることを特徴とする高炉用のカーボン内装非焼成塊成鉱。」の発明が提案されている(特許文献2)。
【0008】
又、高炉法やDR法(直接還元法)に使用される炭材内装非焼成ブリケットの還元後強度の低下を目的に、「成型、乾燥後の空隙率が15〜25%である炭材内装非焼成ブリケット」の提案がある(特許文献3)。
【0009】
又、全鉄原料の粒度、微粉状炭材の配合割合を調整し、かつ、微粉状炭材のメジアン径を調整することにより、高炉用原料ペレットとして要求される50kg/cm2(4900kN/m2)以上の冷間強度を維持するとともに、高炉操業時の還元材比を大幅に低減できるだけの十分な炭素含有量を有し、還元後の圧潰強度7kg/cm2(690kN/m2)以上を有する、非焼成含炭ペレット製造方法が提案されている(特許文献4)。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2009−161791号公報
【特許文献2】特開2003−342646号公報
【特許文献3】特開昭62−290833号公報
【特許文献4】特開2008−95177号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
高炉用非焼成含炭塊成鉱は、内装カーボン量が多く、かつ、冷間圧潰強度が高いものが望まれる。
特許文献1に記載の発明によれば、高炉用非焼成含炭ペレットが内装するカーボン量が多く、冷間圧潰強度の高い非焼成含炭ペレットを得ることができるが、成型後の一次養生後に、更に二次養生用シャフト炉において、蒸気吹込養生とその後の乾燥処理が必要となり、設備費及び処理費が高くなるという問題がある。
【0012】
特許文献2に記載の発明によれば、炭材を内装した非焼成塊成鉱の冷間圧潰強度を維持するために、生石灰に代えて、早強ポルトランドセメントなどのセメント系のバインダーを使用するため、バインダーの添加量を増加させると吸熱反応であるセメントの脱水反応により高炉内のシャフト部での昇温速度が低下するだけでなく、低温での還元停滞域(低温熱保存帯)を発生させ、高炉用鉄原料として装入する焼結鉱の高炉内の還元粉化を助長させてしまう点が問題である。
【0013】
特許文献3に記載の発明によれば、炭材内装非焼成ブリケットの高炉における還元時の強度低下を抑制できる効果がある程度期待できる。
しかしながら、炭材内装非焼成ブリケットの成型、乾燥後の空隙率は、原料や炭材の性状、粒度により影響され、空隙率を15〜25%の範囲にコントロールするのは難しく、原料等の制約を受けるという問題がある。
【0014】
特許文献4に記載の発明によれば、全原料中の粒度を2mm以下とし、全原料中炭素含有割合(T.C)が15〜25質量%となるように微粉状炭材の配合割合を調整し、炭材のメジアン径を100〜150μmとすることにより、冷間圧潰強度、還元後圧潰強度が良好であり、高い還元材比低減効果を有する非焼成含炭塊成鉱を製造することができる。
しかしながら、この方法では、全原料中の粒度を2mm以下とし、炭材のメジアン径を100〜150μmとしなければならず、原料と炭材の両面からの制約があり、又、早強セメントを10%以上添加することとなると、この非焼成含炭塊成鉱を高炉にて使用する量を増加させた場合、高炉に投入されるスラグ量も増加する問題がある。また、早強セメントは400〜500℃で脱水反応(吸熱反応)が進行するため、セメント10%を添加した含炭塊成鉱の過剰使用は高炉内の温度を低下させ、高炉内装入物の昇温遅れ、還元遅れが生じる問題がある。
【0015】
本発明者は、酸化鉄原料の特性に合わせたバインダーの選択と最適化により、少ない水硬性バインダーの使用で、内装カーボン量が多く、かつ、冷間圧潰強度が高い非焼成含炭塊成鉱の製造方法を検討した。
【0016】
本発明の目的は、少ない水硬性バインダーの使用で、内装カーボン量が多く、かつ、冷間圧潰強度が高い非焼成含炭塊成鉱の製造方法を提供することである。
【課題を解決するための手段】
【0017】
本発明者は、水硬性バインダーをα化澱粉に変更することにより、冷間圧潰強度が高い高炉用非焼成含炭塊成鉱の製造が可能であることを見出した。
【0018】
本発明は、この知見に基づいて上記の課題を解決するためになされたものであり、その要旨とするところは、以下のとおりである。
【0019】
(1)250μm以下に粒度調整されたペレットフィード及び粉鉄鉱石の少なくともいずれかと固体炭素に、200μm以下に粒度調整されたα化澱粉を含むバインダーを加え混合・混練する工程と、
前記混合・混練した物を造粒して、塊成鉱を成型する工程と、
前記成型した塊成鉱を養生・乾燥する工程と、
を実施することを特徴とする非焼成含炭塊成鉱の製造方法。
(2)水硬性バインダーの全量を前記α化澱粉に置換する場合であって、前記α化澱粉の量が、前記ペレットフィード及び粉鉄鉱石の少なくともいずれかと固体炭素とα化澱粉の質量合計に対し、0.3質量%以上、1.0質量%以下であることを特徴とする(1)に記載の非焼成含炭塊成鉱の製造方法。
(3)前記固体炭素の量が、前記ペレットフィード及び粉鉄鉱石の少なくともいずれかと固体炭素とα化澱粉の質量合計に対し、20質量%以上、30質量%以下であることを特徴とする(1)及び(2)のいずれかに記載の非焼成含炭塊成鉱の製造方法。
(4)前記塊成鉱の成型法が、ブリケット法及び押し出し成型法のいずれかであることを特徴とする(1)乃至(3)のいずれかに記載の非焼成含炭塊成鉱の製造方法。
【発明の効果】
【0020】
本発明は、冷間圧潰強度が高い非焼成含炭塊成鉱の製造方法を提供することができる。
【図面の簡単な説明】
【0021】
【図1】コークス配合比率と還元材比低減効果を示す図。
【発明を実施するための形態】
【0022】
以下に各種成型法にて塊成化した含炭塊成鉱の試験結果を示す。成型法は転動造粒法、圧縮成型法、押出し成型法にて塊成化しており、塊成体の容量は5cm3に統一した。また転動造粒法では、直径1mのパンペレタイザーを用いて造粒試験を実施し、圧縮成型法では、ロール径500mmのブリケットマシンを用い、線圧4tにて圧縮成型した。押出し成型法では、押出し速度(原料が孔を通過する速度)を40mm/sに設定して成型試験を実施した。
塊成化した含炭塊成鉱は14日間、30℃の雰囲気で養生した後、105℃で2時間乾燥させ、圧潰強度試験を実施した。
また、事前処理として、バインダーも含め、所定量の原料を混合し、混錬機にて6分混錬し、所定量の水分を加えた後、4分間混錬したものを塊成化した。
【0023】
圧潰強度の測定は、JIS M8718「鉄鉱石ペレット圧潰強度試験方法」に準じて、試料1個に対して、規定の加圧速度で圧縮荷重をかけることにより、破壊した時の荷重値を測定した。
【0024】
表1に250μm以下に粒度調整した粉鉱石を配合し、−1mmの粉コークスを25質量%配合した条件で、ブリケット法にて成型した成型物の養生後強度を示す。リオドセペレットフィード、MBRペレットフィード、MUSAペレットフィード、ローブリバー粉鉱石の場合、早強ポルトランドセメント添加条件に対し、早強ポートランドセメントを全量α化澱粉に置換した。α化澱粉を0.3%以上添加した場合に強度が発現した。
α化澱粉は水を加えるとゲル状になり、粒子同士の摩擦力を低下させる。この状態で圧縮成型、あるいは押出し成型することで、粒子同士の再配列を促し、充填密度が密になる。
塊鉱石やペレットフィードのような、単一粒子で空隙が少ない鉱石系原料を用いて圧縮成型すると、ゲル化したα化澱粉が粒子の凹凸に埋没することなく効率良く粒子間に拡散し、乾燥後に強固なネットワークを形成するため、成型体の強度が向上する。
α化澱粉を1.5%添加した条件では若干の強度向上は見られるものの、大きな改善効果は見られないことから、強度面、コスト面から考察すると、α化澱粉の添加量は0.3〜1.0%とすることが望ましい。
一方、α化澱粉を0.3%未満とすると、強度は早強ポルトランドセメント5%配合時とほぼ同等となった。
又、粉焼結を配合した場合は、α化澱粉の添加による強度向上効果はほとんど認められない。これは、焼結系の鉄源は単一粒子の凹凸が多く、空隙が多く、焼結系ダストの粒子内にα化澱粉が埋没したためであると考えられる。
【0025】
【表1】
【0026】
表2に各粒度の鉱石原料に−1mmのコークス粉を25質量%配合した含炭塊成鉱にα化澱粉を1.0%添加し、ブリケット法にて成型した含炭塊成鉱の強度を示す。鉱石系原料の粒度が250μmを超える場合、塊成物の強度が大幅に低下しており、バインダーの効果が失われることがわかった。これは、圧縮成型により粒度が大きい鉱石が割れることにより強度が低下したことや、充填構造が粗となったことが強度低下の要因として挙げられる。
【0027】
【表2】
【0028】
表3に200μm以上のα化澱粉を添加した条件での成型試験結果を示す。
α化澱粉の粒度が大きすぎると、混錬時に鉱石粉と良く混合されず、強度発現効果が低位であったことから、α化澱粉の粒度は200μm以下とするのがよい。
200μm以上のα化澱粉の場合、混錬時に原料と良く混合せず、添加効率が低下したと考えられる。
【0029】
【表3】
【0030】
図1にコークス配合比率を変化させた場合の高炉使用試験結果を示す。当試験にて使用した含炭塊成鉱はα化澱粉を1%添加し、リオドセペレットフィードを使用している。還元材比低減効果は、高炉にて含炭塊成鉱を100kg/tpig使用した場合の効果を示している。
コークス配合比率20〜30%で配合した含炭塊成鉱を高炉使用した場合、還元効率が向上し、還元材比低減効果が最大となることがわかった。一方、コークス配合比率を20%未満としたばあい、および30%よりも多く配合した場合は、還元材比低減効果が低下することから、コークス添加量は20%〜30%が望ましい。なお、全水準において、コークス粉配合比率に関わらず、α化澱粉1%添加の含炭塊成鉱強度は1000kN/m2以上を満たしていた。
【0031】
表4にα化澱粉を1%添加した条件でリオドセペレットフィードを鉱石系原料とし、コークス粉を25%添加した条件で、転動増粒法、圧縮成型法(ブリケット法)、押出し成型法にて製造した含炭塊成鉱の乾燥後強度を示す(成型条件は上述)。
表4から、圧縮を伴わない転動造粒法ではα化澱粉の効果が低いことがわかる。α化澱粉は粒子同士の圧密により拡散し、乾燥時に粒子同士の強度を向上させるため、成型時に圧縮を伴ったブリケット法、押出し成型法は強度が向上したと考えられる。
したがって、α化澱粉を使用し含炭塊成鉱の冷間強度を向上させる効果を最大限享受するにはブリケット法や押出し成型法が望ましい。ただし、転動造粒法でも強度向上効果は認められる。
【0032】
【表4】
【産業上の利用可能性】
【0033】
少ない水硬性バインダーの使用で、内装カーボン量が多く、かつ、冷間圧潰強度が高い非焼成含炭塊成鉱の製造方法を提供することができる。
【特許請求の範囲】
【請求項1】
250μm以下に粒度調整されたペレットフィード及び粉鉄鉱石の少なくともいずれかと固体炭素に、200μm以下に粒度調整されたα化澱粉を含むバインダーを加え混合・混練する工程と、
前記混合・混練した物を造粒して、塊成鉱を成型する工程と、
前記成型した塊成鉱を養生・乾燥する工程と、
を実施することを特徴とする非焼成含炭塊成鉱の製造方法。
【請求項2】
水硬性バインダーの全量を前記α化澱粉に置換する場合であって、前記α化澱粉の量が、前記ペレットフィード及び粉鉄鉱石の少なくともいずれかと固体炭素とα化澱粉の質量合計に対し、0.3質量%以上、1.0質量%以下であることを特徴とする請求項1に記載の非焼成含炭塊成鉱の製造方法。
【請求項3】
前記固体炭素の量が、前記ペレットフィード及び粉鉄鉱石の少なくともいずれかと固体炭素とα化澱粉の質量合計に対し、20質量%以上、30質量%以下であることを特徴とする請求項1及び請求項2のいずれかに記載の非焼成含炭塊成鉱の製造方法。
【請求項4】
前記塊成鉱の成型法が、ブリケット法及び押し出し成型法のいずれかであることを特徴とする請求項1乃至請求項3のいずれかに記載の非焼成含炭塊成鉱の製造方法。
【請求項1】
250μm以下に粒度調整されたペレットフィード及び粉鉄鉱石の少なくともいずれかと固体炭素に、200μm以下に粒度調整されたα化澱粉を含むバインダーを加え混合・混練する工程と、
前記混合・混練した物を造粒して、塊成鉱を成型する工程と、
前記成型した塊成鉱を養生・乾燥する工程と、
を実施することを特徴とする非焼成含炭塊成鉱の製造方法。
【請求項2】
水硬性バインダーの全量を前記α化澱粉に置換する場合であって、前記α化澱粉の量が、前記ペレットフィード及び粉鉄鉱石の少なくともいずれかと固体炭素とα化澱粉の質量合計に対し、0.3質量%以上、1.0質量%以下であることを特徴とする請求項1に記載の非焼成含炭塊成鉱の製造方法。
【請求項3】
前記固体炭素の量が、前記ペレットフィード及び粉鉄鉱石の少なくともいずれかと固体炭素とα化澱粉の質量合計に対し、20質量%以上、30質量%以下であることを特徴とする請求項1及び請求項2のいずれかに記載の非焼成含炭塊成鉱の製造方法。
【請求項4】
前記塊成鉱の成型法が、ブリケット法及び押し出し成型法のいずれかであることを特徴とする請求項1乃至請求項3のいずれかに記載の非焼成含炭塊成鉱の製造方法。
【図1】

【公開番号】特開2013−82972(P2013−82972A)
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願番号】特願2011−223969(P2011−223969)
【出願日】平成23年10月11日(2011.10.11)
【出願人】(000006655)新日鐵住金株式会社 (6,474)
【Fターム(参考)】
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願日】平成23年10月11日(2011.10.11)
【出願人】(000006655)新日鐵住金株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]