
非破壊検査のための回転アレイプローブシステム
【課題】フェイズドアレイ検査システムに関連するコスト、生産性および性能に関する問題を解決する。
【解決手段】長手方向搬送路に沿って検査対象物110を搬送するための検査対象物コンベヤと、フェイズドアレイプローブ103を備え、検査対象物110に信号を誘発して検査対象物110から反射されたエコーを検知するように構成されたプローブアセンブリ100と、プローブアセンブリ100を移動可能に支持して検査対象物周りの周方向経路上で移動させるように構成されたプローブアセンブリコンベヤと、検査対象物コンベヤおよびプローブアセンブリコンベヤに結合され、フェイズドアレイプローブ103からのデータ取得を可能にするように構成され、同時に検査対象物110が長手方向路に沿って移動し、フェイズドアレイプローブ103が周方向路上を移動する制御システムと、を備える。
【解決手段】長手方向搬送路に沿って検査対象物110を搬送するための検査対象物コンベヤと、フェイズドアレイプローブ103を備え、検査対象物110に信号を誘発して検査対象物110から反射されたエコーを検知するように構成されたプローブアセンブリ100と、プローブアセンブリ100を移動可能に支持して検査対象物周りの周方向経路上で移動させるように構成されたプローブアセンブリコンベヤと、検査対象物コンベヤおよびプローブアセンブリコンベヤに結合され、フェイズドアレイプローブ103からのデータ取得を可能にするように構成され、同時に検査対象物110が長手方向路に沿って移動し、フェイズドアレイプローブ103が周方向路上を移動する制御システムと、を備える。
【発明の詳細な説明】
【技術分野】
【0001】
関連出願の相互参照
本出願は、参照により本明細書に開示全体が組み込まれている、2010年4月16日付で出願した米国仮特許出願第61/324,993号「ROTATING ARRAY PROBE SYSTEM FOR NON−DESTRUCTIVE TEST SYSTEM FOR ENCIRCLED PIPE OR BAR INSPECTION(囲まれたパイプまたはバー検査のための、回転アレイプローブ非破壊検査システム)」の利益および優先権を主張するものである。
【0002】
本発明は、パイプ、ロッド、バー等の細長の検査対象物を検査するのに使用される非破壊検査および検査(NDT/NDI)に関し、より詳細には、検査中に長手方向に検査システムに供給されるこれらの検査対象物の周りでフェイズドアレイ検査プローブを回転させるフェイズドアレイNDT/NDIシステムに関する。
【背景技術】
【0003】
製作済みの構造体および加工済みの材料等の物体を損傷することなく検査および検査することが、様々な工業状況において非常に重要である。物体の物理的状態を検査して、その仕様を確実に満たすことにより得られる利点は、製造者には周知である。おそらく、このような利点のうち最も注目すべきものは、効率の向上と、製造プロセスで不適合品の使用を避けることにより得られる製品の質である。パイプおよびロッド等の円筒形構造体、ならびに成型バー等の非円筒形材料が、このような物体の大部分を占める。
【0004】
おそらく、最も広く使用されているNDT/NDI材料検査方法は、現在、超音波(UT)および過電流(EC)プローブを使用しており、これらのプローブにはいずれも単一の要素および/またはアレイプローブか含まれる。これらのプローブを使用して、迅速な製造プロセスに連動して、金属、非金属、または繊維複合材構造体の静的欠陥または異常を検出し特徴づける。
【0005】
このような材料を検査するときに直面する最も困難な課題の1つは、欠陥の向きが検査前には通常わからないことにより生じる。したがって、従来の検査プローブシステムは、長手方向、横方向、正面方向、および斜め方向等の複数の入射検査角で検査対象物をスキャンすることができる。このような複雑な多角検査の要件は、システムの設計、製造および維持に大きな負担をかける。
【0006】
本開示は主に、本開示の譲受人、すなわちオリンパスNDT株式会社により提供されたもの等の、「パイプ」(または検査対象物)および「バー」検査システムと一般に呼ばれる2種類のNDT/NDIシステムに関する。さらに、本開示は主に、フェイズドアレイまたは単一要素UTプローブを使用する例示の検査方法について説明しているが、これに限定されない。実際に、過電流、音響、およびその他のプローブセンサ技術を使用する検査方法は、本開示の教示から利点を得ることができる。
【0007】
このようなシステムを使用する検査対象物は、非常に長く、例えば15メートルで、様々な直径または横断面寸法を有する。例えば、従来のパイプ検査システムは、直径60mm〜620mmおよび壁厚さ4mm〜50mmの範囲を含む。従来の固体バー検査システムは、直径8mm〜250mmの範囲を含む。したがって、これらの製品が製造され検査される工業設定により、実質的な材料処理能力、工場の床面積、およびその他の設備リソースを提供しなければならない。
【0008】
従来のパイプ検査システム(PIS)は通常、
a)検査すべき検査対象物を適切な検査位置に供給または配置する搬送機構と、
b)複数の入射角でセンサデータを取得するために検査対象物の長手方向軸に沿って位置する、複数のフェイズドアレイ検査プローブヘッドであって、検査対象物が軸方向において定位置で回転する状態で、軸方向に移動するように動作可能で、かつ前記軸に沿って結合されるプローブヘッドと、
c)水等の超音波結合媒体を、プローブヘッドの面と検査対象物との間に層状に提供するカプラント注水システムと、
d)取得した検査センサデータを、検査測定が行われた検査対象物上の位置に関連付ける手段と、
e)動作制御およびデータ取得のためのコンピュータシステムと、
を備える。
【0009】
従来のバー検査システム(BIS)は、前記PISと同様の要素のほとんどから構成されるが、要素b)に関して、「複数の検査プローブヘッド」が代わりに定置配置されて、検査対象物が軸方向に搬送されるときに検査対象物の周囲を囲み、周囲に結合される点が異なっている。通常、2以上の平行面プローブヘッド構成(カートリッジ)を使用して、他の部分がカバーしていないゾーンをカバーするように各々周方向に偏って、最大周囲検査範囲を提供する。
【0010】
プローブヘッドと検査面との間に水等の結合媒体を供給するのに使用される特定の方法は、UT、PIS、BIS等、システムによって異なる点に注目すべきである。すなわち、PISは、プローブヘッドごとに、層流を有する連続した局所的な水流を使用するのに対して、BISは、プローブヘッドおよび検査する検査対象物の領域がともに浸漬する大きな水タンクを使用する。さらに、タンクの両側に入口孔と出口孔が配置され、検査対象物が内部で軸方向に搬送される。予想されるように、水漏れを最小にして十分な水量を維持するために、タンクの孔と移動する検査対象物との間の界面を密封する必要があるため、かなりの課題が生じる。
【0011】
EC検査等の別の定置検査方法に合わせてUT方法を使用するときに、水タンク方法をプローブヘッド長手方向軸搬送方法の代わりに使用する。この場合、検査対象物は、近接して配置された定置UTおよびEC検査システムを通して軸方向に搬送され、両システム内で検査周期時間の一部を過ごす。したがって、これにより、検査プローブヘッドの軸方向移動が実際に制限される。
【0012】
従来のPISに関連した注目すべき欠点は、PISシステムの以下の特徴によって生じる。
a)大きく重い検査対象物を搬送し回転させ、検査システムの主要部も搬送する必要があるため、実質的かつ正確な移動制御の要件がシステム構造について定められる。このような要件は、高い初期投資が必要で、維持費が増加し、設計とアセンブリの複雑性が高まり、不定期の動作異常(エンコーダずれ等)を生じさせ、消費電力が大きく、設備全体が摩耗して割れる。検査コンベヤに検査対象物を投入することに関連する製造遅れもある。
b)検査対象物表面の十分な検査範囲には、プローブセンサが必要である。このセンサは、複数の入射検査角を生成して、割れ等の欠陥を特定のプローブの盲点に向けることを扱うように動作可能である。
【0013】
したがって、検査済みの物体の外面の各点が、i)複数の入射角および/または開口により動的に動作可能な1本のプローブ、および/またはii)同じ結果を得るように配置された多数のプローブのいずれかに確実に結合されるようにする必要がある。
【0014】
前記方法iに関連した欠点は、プローブが入射角のプログラム範囲を被検査面上の必要な各点で確実に結合するために、検査対象物の移動を止めるか、ほぼ減速させなければならない点である。さらに、検査処理量をさらに低下させることが確実になくなるように、パルス繰返し周波数(PRF)およびデータ取得システムの速度をかなり高くする必要がある。逆に、検査処理量を増加させることができるが、検査範囲が狭くなってしまい、検査の質が低下する。
【0015】
前記方法iと比較して前記方法iiに関連した欠点は、主に、追加の移動制御装置およびデータ取得ユニット(DAU)が必要なため、必要とされる多数のプローブがかなり多くのスペースを要する点である。さらに、プローブの移動制御とDAUの電子エンクロージャを行うのは非常に複雑で、プローブ、電力、外部通信の配線管理が必要になる。
【0016】
従来のBISに関連した最も重大な欠点は、PISについて前述した欠点と同様であるが、検査対象物が通常検査中に回転せず、水結合タンクの使用に関連した前述の問題が存在する点のみ異なる。
【0017】
前記の欠点を克服する試みが、米国特許第7,293,461号(Girndt)および米国特許第5,007,291号(Walters他)の教示により例示されている。以下でこれらについて簡単に説明する。
【0018】
Girndtは、横方向、壁または長手方向の欠陥等の異常を検出するための完全な検査範囲を得るように配置され方向付けされた複合トランスデューサの、一定の組の平行な定置円形アレイを有するチューブ状物体の超音波検査方法を教示している。この目的を達成するために、Girndtは、複合トランスデューサを使用することにより、検査領域範囲を、同数の従来の非複合トランスデューサにより達成可能なものよりも大きくする。同じ領域をカバーするにはより多くの非複合トランスデューサが必要であるため、複合トランスデューサのGirndtの配置を使用することにより、チューブの検査に必要なチャネルの数を減らす。より詳細には、従来の非複合型と比較して、複合トランスデューサ圧電性結晶材料の主な利点は、a)その面を円筒形または球形に形成して、結晶面の前にレンズを追加する必要なくUTビームを集中させることができ、b)所与の駆動電圧に対してはるかに高い励磁音響パルスを送ることにより、受け取ったエコーのS/N比を大きく改善する点である。
【0019】
Girndtの方法の最も重大な欠点は、以下で説明する回転プローブシステムと比べて、良好な検査範囲に多数のトランスデューサが必要で、一定の組の複合トランスデューサを使用して検査対象物の様々な直径と壁厚さに合わせるのが難しい点である。信号処理のためのDAUチャネルの数により、多数のトランスデューサがシステムのコストと複雑さを実質的に増加させると予想される。さらに、Girndtの検査システムをチューブ形状の1つから別の形状に合わせるのに、かなり長い切り替え時間が必要であり、これは所与の組の複合トランスデューサの検査能力には含まれない。製造システムの停止時間は、検査対象物製造者にとってかなりの生産性の損失につながる。さらに、検査対象物の製造者は、最初の組のトランスデューサで検査することができない、製造した検査対象物の大きさごとに別々の組の湾曲面トランスデューサを購入しなければならない。
【0020】
Walters他(米国特許第5,007,291号)は、前述した背景技術のいくつかの側面を克服したパイプの超音波検査方法を教示している。直線軸方向アレイに配置されて長手方向および複数の斜め方向のそれぞれに送信する、複数対のトランスデューサ(すなわちプローブ)の開示された使用により、トランスデューサの回転ごとにスキャン範囲が広がるため、検査に必要な時間が減少する。
【0021】
検査システムの回転部と定置部との間に多数のトランスデューサ信号を接続することに関連した欠点を克服するために、Waltersは、定置増幅器モジュールへのスリップリング接続を介してアナログで応答信号を送る前に、「バンク」内のすべてのトランスデューサからの応答信号をまとめることを教示している。Waltersは、複数のトランスデューサバンクを使用し、各々が一定の検査入射角に設定されている。各バンク内のトランスデューサは、一定の角度で取り付けられて、UTパルスを検査対象物面に、長手方向、横方向、正面方向、または斜め方向角度のうちの1つで結合する。場合によって、バンクに含まれるトランスデューサは、検査範囲を最大にするために正逆の時計方向の回転方向のいずれかで対向するように相補的に方向付けされる。
【0022】
Waltersの教示は前述した背景技術の欠点の多くを克服しているが、簡単かつ動的に設定される、様々な入射検査角およびプローブバンクの焦点深度を提供していない。さらに、当業者が容易に理解できるように、アナログトランスデューサ信号のためのスリップリング接続の使用は、信号ノイズ、帯域幅の制限、信号接続数の制限に関連した問題を生じる。
【0023】
したがって、先行技術の調査をまとめると、従来の超音波検査システムおよびフェイズドアレイ検査対象物回転検査システムは、いずれも検査の質、生産性、費用効果に関して制限がある。
【0024】
フェイズドアレイ技術は、検査対象物の全範囲検査を行う最新式の検査方法である。したがって、この技術を回転ヘッド検査システムに適用することは有利であり、従来の検査対象物回転システムおよび回転一定入射角プローブ検査システムに関連した前述の欠点なく、より高い解像度および処理量の検査を行うことができるという利点がある。
【0025】
前記背景技術を考慮すると、注目される欠点により効果的に対処する解決法があれば、より効率的で信頼性があり費用効果の高い検査システムを必要とする人は非常に助かるだろう。この解決法を達成するのに必要な特定の改良は、検査対象物および検査システムの両方に関する移動制御要件を単純化し、システムに必要な床面積を減らし、細長の検査対象物の様々な大きさに容易に適合可能で、様々な検査プローブ入射角および焦点深度を可能にする手段を提供することにより最適な検査性能を達成することに関する。
【先行技術文献】
【特許文献】
【0026】
【特許文献1】米国特許第7,293,461号
【特許文献2】米国特許第5,007,291号
【発明の概要】
【発明が解決しようとする課題】
【0027】
本明細書に開示された発明は、フェイズドアレイ検査システムに関連するコスト、生産性および性能に関する問題を解決することを目的とする。特に、本発明は、少なくとも1つのフェイズドアレイプローブを回転させ、大きな物体を検査するときに特に問題となる、検査対象物を回転させる必要をなくすことにより検査対象物を検査するためのシステムに関する。
【0028】
したがって、本開示の全般の目的は、検査対象物を長手方向に供給するときに、検査対象物の周りを囲むように移動する1つまたは複数のフェイズドアレイ回転検査ヘッドを使用する回転フェイズドアレイ検査システムを提供することである。
【0029】
本開示のさらなる目的は、プローブに近接させて回転検査ヘッドに直接搭載可能な、小型の頑強なデータ取得ユニット(DAU)を使用することである。
【0030】
本開示のさらなる目的は、取得データをデータ取得ユニットから、外部専用アプリケーションに送信する無線データ送信技術の利点を使用することである。外部専用アプリケーションは、信号データを処理し、検査ディスプレイを構築し、結果を提示し、欠陥が生じた場合にアラーム事象を管理することができる。
【0031】
本開示のさらに別の目的は、電子スキャニングおよび音響ビームの操作により、壁厚さ測定、および長手方向、横方向、斜め方向および層の欠陥の検出を含む、フェイズドアレイ技術により提供される、精度と汎用性の高い検査を行うことができることである。
【0032】
本開示のさらに別の目的は、回転部の定置源または局所源により、回転フェイズドアレイ検査システムの回転部に電気、カプラント流体、および加圧空気を供給することである。
【課題を解決するための手段】
【0033】
本開示のこれらおよびその他の目的は、細長の検査対象物の非破壊検査を行う検査システムにより実現することができる。この検査システムは、長手方向搬送路に沿って検査対象物を搬送するための検査対象物コンベヤと、フェイズドアレイプローブを備え、検査対象物に信号を誘発して検査対象物から反射されたエコーを検知するように構成されたプローブアセンブリと、プローブアセンブリを移動可能に支持して検査対象物周りの周方向経路上で移動させるように構成されたプローブアセンブリコンベヤと、検査対象物コンベヤおよびプローブアセンブリコンベヤに結合され、フェイズドアレイプローブによるフェイズドアレイプローブからのデータ取得を可能にするように構成されるのと同時に検査対象物が長手方向路に沿って移動し、フェイズドアレイプローブが周方向路上を移動する制御システムとを備える。検査システムは、異なる型のフェイズドアレイプローブを備えて、異なる方向に延びる検査対象物の欠陥や割れの検出を最適化する。さらに、同じ型のフェイズドアレイプローブを互いに周方向に並置することができる。プローブアセンブリコンベヤは、第2の回転軸受構造体を回転可能に支持する第1の定置軸受構造体を備え、第2の軸受体はプローブアセンブリを支持するように構成される。
【図面の簡単な説明】
【0034】
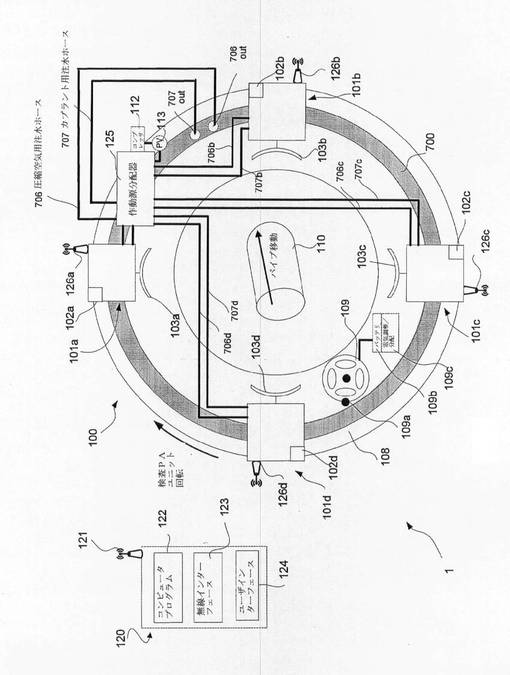
【図1】オプションとして4つのPAプローブヘッドユニットが使用された、開示されている回転フェイズドアレイシステムの好ましい実施形態を示す概略図である。
【図2】4つの検査プローブヘッドユニットのうちの1つを示し、このユニットの要素を他の検査プローブヘッドユニットに適用することができる様子を示す図である。
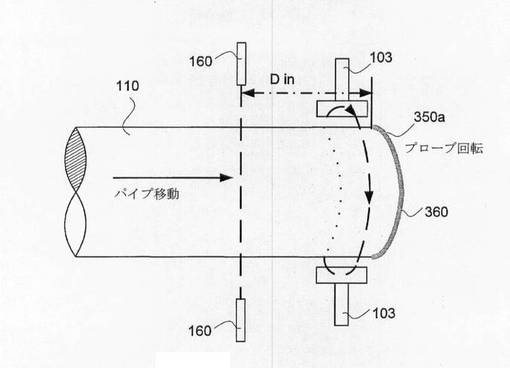
【図3a】検査対象物の検査の開始位置を回転PAヘッドユニットが通過する様子を示す図である。
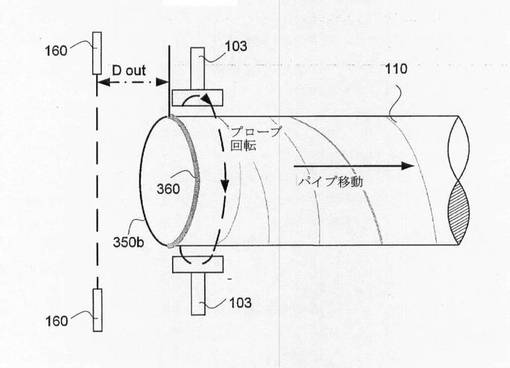
【図3b】検査対象物の検査の終了位置を回転PAヘッドユニットが通過する様子を示す図である。
【図4】開示されている回転PA検査システムを使用する検査対象物検査の開始前の、通常の動作ステップを示すフローチャートである。
【図5】開示されている回転PA検査システムを使用する検査を行う際に使用される動作ステップを示すフローチャートである。
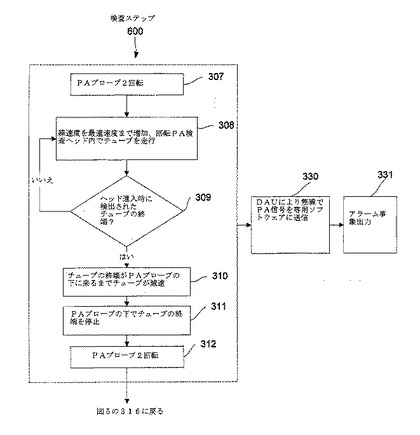
【図6】開示されている回転PA検査システムを使用する検査中の、詳細なスキャニングプロセスを示すフローチャートである。
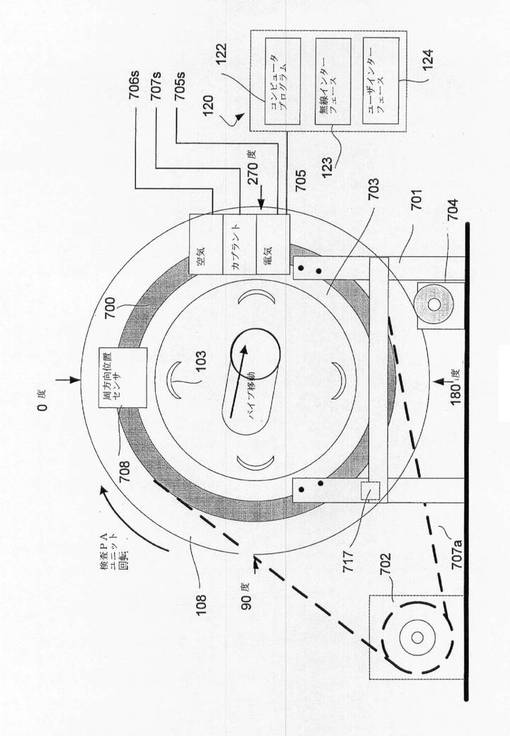
【図7a】回転駆動アセンブリと、プローブヘッドユニットに対する電気、カプラント、および空気供給源を提供する回転結合リングとを示す概略図である。
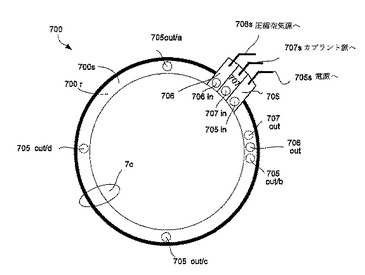
【図7b】定置フレームに取り付けられた一側(前)および回転フェイズドアレイ検査システムの回転板に取り付けられた他側(後)にある結合リングの立面図である。
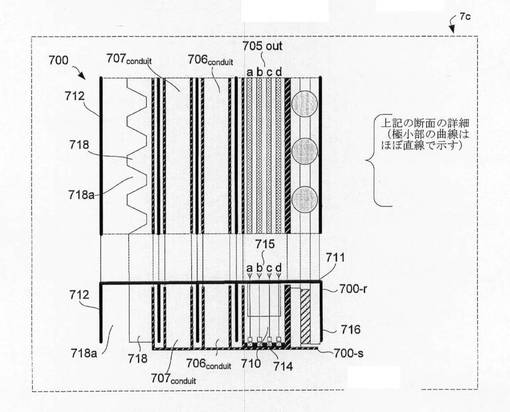
【図7c】図7bに示す結合リングの内側の小部分の横断面図および拡大詳細図であり、空気、カプラント、および配線の供給チャネルを示す図である。
【図8a】PAビームが、検査対象物の外形を覆うPAヘッドユニットのPAプローブ開口から発射される様子を示す図である。
【図8b】8つの開口を持つ1つのPAプローブを使用する回転フェイズドアレイ検査システムにより製造された螺旋状スキャンパターンを示す図である。
【図8c】180度離れて配置された8開口プローブを2本使用する回転フェイズドアレイ検査システムにより製造された、インターレース螺旋状スキャンパターンを示す図である。
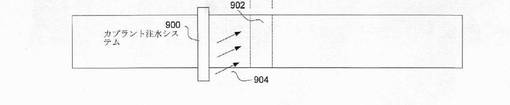
【図9a】定置カプラント注水システムを使用する代替実施形態の斜視図である。
【図9b】定置カプラント注水システムを使用する代替実施形態の平面図である。
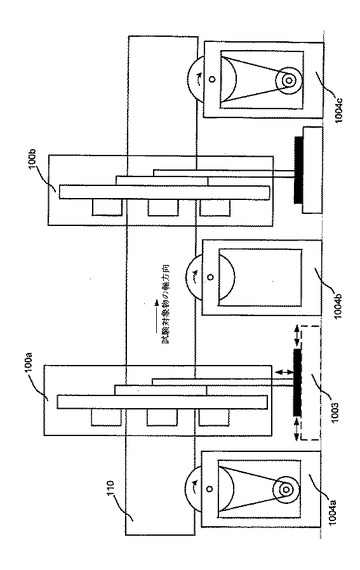
【図10】細長の検査対象物の長手方向軸に沿った複数の(例示した件では2つの)回転PAプローブアセンブリと、検査対象物の軸方向に回転PAプローブアセンブリを再配置するのに使用される搬送機構とを使用する代替実施形態を示す図である。
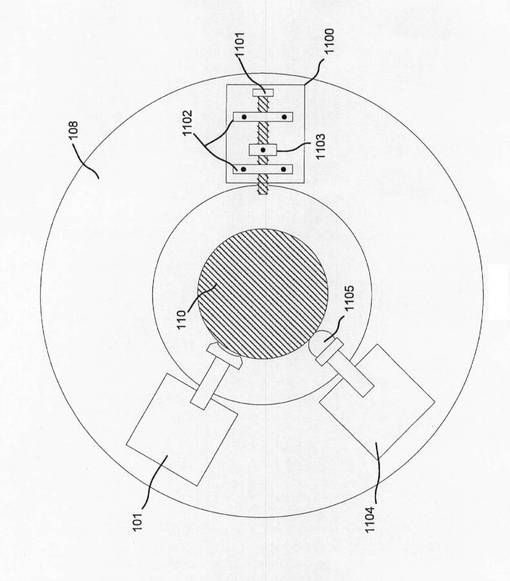
【図11】最適な回転安定性を得るために回転PAプローブアセンブリの質量中心を調整するのに使用可能な光学装置と、検査対象物上の周方向および軸方向位置に対するプローブ検査測定の位置を追跡するための平面ボールトラッキング装置とを示す図である。
【発明を実施するための形態】
【0035】
「パイプ」、「チューブ」、「バー」等の用語は例示的に「検査対象物」として使用されるため、本開示において交換可能に使用される点に注目すべきである。さらに、「水」および「カプラント」、ならびに「空気」および「ガス」も、本明細書中で交換可能に使用される。
【0036】
さらに、本明細書中で参照符号を示す際に、接尾文字のない数字は、接尾文字のある同じ数字が記載された図面中のすべての要素を示す点に注目すべきである。例えば、図1、2aに示す「プローブヘッドユニット」101は、図1の「プローブヘッドユニット」101a、101b、101c、101dを示す。さらに、図1、2に示すPAプローブヘッドユニット101に対して使用された参照符号は、101b、101c、101dには示されていないが、あるものとする。
【0037】
以下の説明で使用される項目は、説明をより系統立てて理解しやすくするためのものであることを理解すべきである。しかし、項目中の説明内容の範囲を限定して解釈すべきでなく、項目にかかわらず、説明の内容を完全に解釈すべきである。
回転PAプローブシステム
【0038】
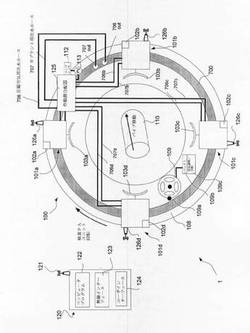
図1、2、7a、7b、7cを参照すると、開示されている回転PAプローブシステムの好ましい実施形態は、
a. 回転プローブヘッドユニット101により囲まれた検査検査ゾーンを通して検査対象物110を長手方向に供給するコンベヤ1004(図10)と、
b. 少なくとも1つの回転プローブアセンブリとを備え、プローブアセンブリはさらに、
i. 回転板108に周方向に配置され、各々が1つまたは複数のフェイズドアレイプローブ103を備えた1つまたは複数の検査プローブヘッドユニット101であって、フェイズドアレイプローブ103が、検査対象物の長手方向軸に平行なプローブの能動軸が取り付けられた直線アレイプローブであることが好ましい、検査プローブヘッドユニット101と、
ii. プローブセンサを結合および分離するために、検査対象物面に対してフェイズドアレイプローブを適応して位置決めするように動作可能な、好ましくは空気型のプローブユニットポジショナ106(図2)と、
iii. 圧縮空気、プローブカプラント、および電子結合リング700(図1、7a、7b、7c)と、水等の超音波結合媒体を、プローブヘッド103の面と検査対象物との間に通常配置される水のくさび(water wedge)に提供し、プローブ動作のための空気圧シリンダや電源を操作するために圧縮空気を提供する作動源分配器125と、
iv. 各プローブヘッドユニット101に動作可能に接続された回転板108上に取り付けられた1つまたは複数のデータ取得ユニット102であって、プローブセンサからデータを取得して処理し、無線トランシーバ126によりユーザ操作ステーション120と通信することを目的とするデータ取得ユニット102と、
v. 回転板108を軸受703上で所定の速度(RPM)で回転させる回転ドライブ702または704(図7)と、
vi. 回転板108の周方向位置を、0度の12時の位置等の公知の基準に対して決定するための周方向センサ708とを備え、
c. さらに、ユーザインターフェース124と、無線インターフェース123と、アラーム事象検出、コンベヤ1104の操作を含む回転プローブアセンブリ100の制御/監視、および取得した検査データを、検査測定を行った検査対象物の表面位置に関連付けるデータ処理のためのコンピュータプログラム122とを備えたユーザ操作ステーション120とを備えた装置である。
【0039】
コンベヤ1004(図10)は、少なくとも2つの搬送部材を備え、一方は「能動」ローラ装置1004aまたは1004cであり、検査対象物に駆動力を加えて軸方向に移動させる。他のオプションの搬送部材、例えば1004bは、能動ローラ装置または「受動」ローラ装置であり、検査対象物110を支持して方向誘導するのみである。搬送部材は搬送方向を調節するよう移動可能であり、または搬送路から取り外される。
【0040】
図1の各DAU102はそれぞれ、検査信号を対応するPAプローブ103から集め、無線接続121を介してデータをコンピュータプログラム122に送信する。好ましくは、DAU102は、操作ステーション120からのコマンドを受けて、所定の焦点基準(focal law)に従ってさらに発射コマンドをPAプローブ103に適用することができるように構成される。また、DAU102は、検査信号を取得し、検査対象物110の対応する形状位置に合わせたA−スキャンデータを生成することができる。また、DAU102は、オプションとして所定の閾値および/またはゲートに基づくアラーム信号を供給するように構成される。DAU102で直接行われる所望のレベルの搭載データ処理により、無線トランシーバ126を介したリアルタイムデータ送信の要求が減るという利点が得られる。
【0041】
無線データインターフェース123を設けて、すべてのDAU102と回転PAシステム1の動作とを同時に管理する。
【0042】
また、DAU102は、図7b、7cに関連して後述するスリップリングインターフェース705により、操作ステーション120からDAU102に供給される操作制御情報のみを持つトランスミッタを使用することができる点に注目すべきである。
【0043】
DAU102の管理には、DAUへの適切な検査パラメータ(プローブ入射結合角等)の供給、各DAUからのデータ収集、表示画面への検査結果の再構築、および欠陥検出時のアラーム事象の発信が含まれる。
【0044】
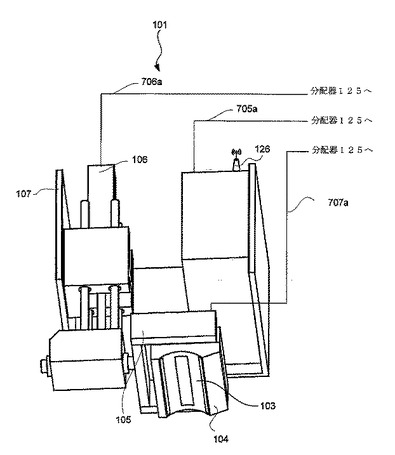
次に図2を参照すると、各プローブヘッドユニット101がさらに、プローブホルダ104と、取付け板107を介して空気ポジショナ106に設置された取付けヨーク105とを備える。回転板108は、プローブヘッドユニット101に、好ましくは一定速度で0度から360度までの連続した完全な回転移動を与える。
【0045】
続けて図2を参照すると、プローブホルダ104は取付けヨーク105により空気ポジショナ106に結合される。空気ポジショナ106の作動(開放)により、検査開始時にプローブホルダ104が押されて検査対象物面に結合する。逆に、空気ユニット106の停止(閉鎖)により、検査終了時にプローブホルダ104が検査対象物面から後退する。
【0046】
プローブホルダ104により、PAプローブ103を、検査対象物面および検査対象物長さ(プローブ高さ、プローブ角度)に対して正確に位置決めして設置することができる。好ましい実施形態では、当業者に公知のカーバイドにより、プローブホルダ104を検査対象物面110上に確実に接触させる。プローブホルダ104は、工業環境での使用に適した必要な摩耗保護を有して設計される。プローブホルダ104は、取付けヨーク105に設置されて、検査中の検査対象物の不規則性に合わせた必要な自由度を提供する。
【0047】
続けて図2を参照すると、各プローブヘッドユニット101は、検査対象物面から所定の距離にプローブホルダ104を事前調節することのできる機構を備える。したがって、閉鎖距離(検査対象物110の到達時におけるPAプローブ103の検知面と検査対象物110の対向面との距離)は、検査する検査対象物のどのような直径に対しても一定であることが好ましい。オプションとして、空気シリンダユニット106がその変位ストロークの終端にあるときに加えられるばね効果により、さらに位置の自由度が提供される。この自由度により、回転PAプローブアセンブリを非円筒形の偏心検査対象物110とともに使用することができる。さらに、空気ポジショナ106により提供される自由度が不十分なときに、代わりの半径方向プローブポジショナ(図示せず)を使用することができる。場合によって、検査対象物110が非円周で偏心しているという変化は、プローブ変位機構が検査測定のための適切な位置に入る時間を見越して、事前に監視される。
【0048】
回転PAヘッドを検査対象物に係合させるために、PAプローブ位置決めおよび調節のための多くの既存の方法および設計の多くを本発明に組み込むことができ、これによる実施形態が本発明の範囲に含まれることを理解すべきである。
【0049】
図2に示すように、カプラント注水ホース707aの一端がPAプローブ103に取り付けられる。チューブ707aの他端が、図1に示すように、動作源分配器125に取り付けられ、カプラントを定置出口707out(図7b)から外に供給するのを管理する。
【0050】
水のくさびを使用すること、および実質的なカプラントの層流を水のくさびの外面と検査対象物110の対向面との間の領域に適用すること等の既存の方法を本開示で使用して、これによる実施形態が本発明の範囲内に含まれることが好ましい。
【0051】
同様に図2に示すように、圧縮空気ホース706aの一端が空気ポジショナ106に取り付けられる。ホース706aの他端が、図1に示すように、動作源分配器に取り付けられ、定置出口706outからの空気供給を管理する(図7b)。
【0052】
各PAプローブ103およびプローブホルダ104を、長手方向、横方向または斜め方向の割れ、層の欠陥、穿孔孔(貫通孔)、および壁厚さの変動の検出を含む特定の検査作業に合わせて選択または位置決めすることができる。例えば、長手方向の欠陥の検出には、PAプローブ103のPA受動方向と検査対象物面との間に通常17度の角度でPAプローブ103を設置する必要がある。横方向の欠陥の検出には、能動方向および受動方向の両方で検査対象物面に平行なPAプローブ103を設置する必要があり、かつ音響ビームの所望の角度を生成するためにデータ取得ユニット102が焦点基準を提供する。斜め方向の欠陥の検出には、PAプローブ103の角度位置決めとビームの操作との組み合わせが必要である。
【0053】
次に図3aを参照すると、検査対象物の進入ヘッド(先端)350a上でのPAプローブ103の正確な位置決めにより検査が開始する。この位置決めは、PAプローブ103の検知位置と初期検査対象物の軸方向先端との間の最小距離を提供することを目的としている。この距離は検査のデッドゾーン360を定義し、通常は最小でなければならない。
【0054】
空気シリンダ106(図2)の作動および停止を少なくとも1つの検査対象物有無検出器160により制御する。この対象物有無検出器160は、PAプローブ103付近で移動する検査対象物110の有無を検出する。空気シリンダを作動/停止させる正確な時点は、物体センサ160とPAプローブ103との距離およびPAプローブ103の長さを考慮に入れる。検査対象物(図3aの350a)のヘッドおよび検査対象物の終端(図3bの350b)で、PAプローブ103の長さにより、検査対象物有無検出器160とPAプローブとの距離がわずかに異なる(それぞれDin、Dout)。
【0055】
続けて図3a、3bを参照すると、軸方向両端部のデッドゾーン360を除いて、検査対象物の長さの100%を検査するために、PAビームの幅により以下の操作手順を使用する。検査対象物検査プローブアセンブリのための通常のデッドゾーンは、ほとんどのタイプの欠陥について約5mmまたは10mmとすることができる。PAプローブヘッドユニット101の回転移動および検査対象物110の直線移動により、PAプローブ103は検査対象物110の周りの螺旋路をたどる。検査対象物のヘッドおよび終端で、検査対象物が停止して検査対象物の各軸方向端部のデッドゾーンを最小にするときにPAプローブ103が連続して回転する。
【0056】
回転板108の回転速度、検査対象物110の軸方向走行速度、およびPAプローブ103の範囲は、PAプローブ103およびDAU102の特定の設定の最大パルス繰返し頻度と取得率とに応じて特に定義される。最高線速度および回転速度は、専用のコンピュータプログラム122により計算され設定されることにより、検査対象物110端部のデッドゾーン360を除く検査対象物110の全長の検査が確実に行われる。
開示されている回転PAシステムを使用する検査手順
【0057】
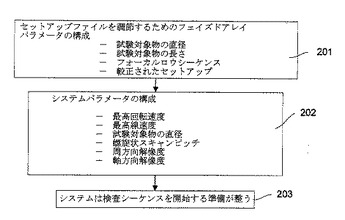
次に図4を参照する。図4は、本開示によるフェイズドアレイ回転ヘッド検査システム1のための検査設定プロセスを示す。ステップ201では、システム1が、特定の検査セッションのために与えられた初期値によって、検査セッションのための「フェイズドアレイプローブパラメータ」を調節する。初期値は、操作者による入力および/または自動プローブ認識等のソースの組み合わせによって得られる。初期値は、検査対象物の直径、長さ、アラームゲート、発射順の焦点基準シーケンスおよび焦点基準遅延の設定、ならびにすべての焦点基準のための均一で整合のとれた信号の較正を含む。これらのパラメータは、専用のコンピュータプログラム122を介してデータ取得ユニット102に送られる。ステップ202では、システム1が「システムパラメータ」を設定する。主なシステムパラメータには、最高回転速度、最高線速度、検査対象物の直径、螺旋状スキャンピッチ、周方向解像度、および軸方向解像度がある。システムパラメータは、後述する式1、2、3による検査セッションに先立って計算される。これらのパラメータがすべて設定されると、システム1は、ステップ203の検査シーケンスを開始する準備が整う。
【0058】
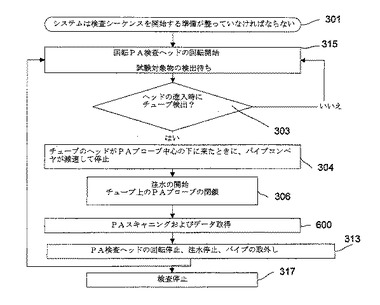
図5に移り、回転PAプローブシステム1を使用する検査対象物検査の検査シーケンスについて説明する。検査はステップ301から始まり、201、202で述べた情報を持つ専用のコンピュータプログラム122に、事前に構成された設定を読み込む。ステップ315では、検査に必要な回転速度に達するために回転板108が回転を始める。ステップ303では、目標回転速度に達し、検査対象物110がセンサ160により検出されて回転PAアセンブリ100に入ると、ステップ304で検査対象物110が軸方向に減速し、検査対象物のヘッド(図3aの350)がPAプローブ103の下に来たときに停止する。ステップ306では、図1、7b、7cの707out(あるいは図9a、9bの900)から供給されるカプラント注水が、PAプローブ103の作動に備えて、かつ作動中に検査対象物面に注水される。このとき、システムはスキャニングおよびデータ取得ステップ600で検査データ取得を開始する準備ができている。これについては、図6に詳細に示す。
【0059】
図6では、検査対象物のヘッドを完全に検査するために、通常、検査対象物のスキャニングは、検査対象物が直線移動することなく、プローブヘッドユニット101が少なくとも1または2回転することにより開始される(ステップ307)。次にステップ308では、検査対象物の線速度が公称速度に達するまで増加する。ステップ309では、検査対象物がその終端まで並進し、物体有無検出器160により検出される。このとき、検査対象物は減速して(ステップ310)、PAプローブ103下の検査対象物の終端で停止する(ステップ311)。通常、検査対象物の終端を完全に検査するために、検査対象物が直線移動することなく、プローブユニット101が完全に少なくとも1または2回転する(ステップ312)。次にPAプローブ103が停止して、通常、図5のステップ313で注水が停止する。
【0060】
ステップ600(ステップ307からステップ312)に記載されたスキャニング手順中、PAプローブ103は脈動して受信し、DAU102は検査信号を取得する。DAU102は、無線結合121、126を介して専用のコンピュータプログラム122にデータを送信する(ステップ330)。欠陥を検出すると、通常、選択したアラーム構成に応じて、DAU102または専用のコンピュータプログラム122によりリアルタイムでアラームが発せられる(ステップ331)。
【0061】
図5に戻り、このとき、検査対象物の検査が完了して検査対象物が検査対象物コンベヤ1004により回転PAヘッド検査システム1から取り外される(ステップ313)。回転PA検査システム1が停止して、次の検査対象物の検査を開始する準備ができる(ステップ317)。
【0062】
回転PAヘッドユニットが回転を停止することはなく、コンベヤがパイプ110の投入、移送、および取外しを行うことが本開示の範囲に含まれることを理解すべきである。物体有無検出器160は各パイプの初めと終わりをそれぞれ記録して検出し、回転PAシステム1は連続してスキャンを行い、各パイプに対応するデータを記録する。物体検知機能をPA検査機能に組み込んでもよい点に注目すべきである。
カプラント、圧縮空気および電気結合リング
【0063】
本開示の別の重要な新規の態様では、加圧空気、カプラント流体、電気の定置供給源を回転板108上に配置されたプローブユニット101に結合する作動リソース結合リング700(図1の7a、b、c)を使用する。
【0064】
次に図7aを参照すると、回転板108が、支持フレーム701に取り付けられてダイレクトドライブ704またはベルトドライブ702により回転推進される軸受703に取り付けられる。回転板108の周方向位置は、好ましくは光学エンコーダである周方向センサ708により決定される。
【0065】
図1、7a、7b、7cには、加圧空気、その他の適切なガス供給源706sおよび空気供給インターフェース706、加圧カプラント源707sおよびカプラント供給インターフェース707、電気/信号源705s、ならびにスリップリングインターフェース705も示される。加圧空気源706sは、空気シリンダ106を操作するために設けられる。加圧カプラント源707sによりカプラントを供給してプローブ103に注水する。電気/電子接続705sにより、回転板108に対して電力およびその他の電気接続がなされる。
【0066】
図1で前述したように、空気源、プローブカプラント、および電子結合リング700を使用して、圧縮空気706s、プローブカプラント707s、および電子作動源705sの定置供給を回転プローブヘッドユニット101に対して行う。結合リング700は、オプションとして軸受703に取り付けられるか、軸受703の一体部分として構築される。
【0067】
次に図7b、7cを参照すると、結合リング700はさらに、複数の導管に区画された中空円形チャンバを備え、各導管は閉鎖され密閉されて、圧縮空気、カプラント、あるいは電力または信号のいずれかである特定の種類の作動源を収容する。結合リング700は定置部700−sを有し、それは図7bの700の頂部として示される。この定置部700−sは、軸受703に取り付けられ、軸受703はさらに支持フレーム701に取り付けられる(図7a)。結合リング700はさらに、回転部700−rを備え、この回転部700−rは自由に回転し、図7bの700の後部に示される。
【0068】
加圧空気源は、空気インターフェース706に供給され、その出力は定置部700−sの取入れ孔706inに供給される。空気取入れ孔706inは、結合リング700内の周方向空気導管706 conduitと位置合わせされ(図7c)結合リング700内で加圧空気が回転部700−rの各出力孔706outを通して回転板108上の空気シリンダ106に供給される。
【0069】
同様に、カプラント源707sがカプラントインターフェース707に供給され、その出力は定置部700−sの取入れ孔707inに供給される。カプラント取入れ孔707inは、結合リング700内の周方向カプラント導管707conduitと位置合わせされる。液体カプラントが、回転部700−rの出力孔707outを通して回転板108上のPAプローブヘッドユニット101に供給される。
【0070】
図示しないシールまたはガスケットが、空気導管706conduitとカプラント導管707conduitとに関連した対向する定置周方向壁と回転周方向壁との間に配置される点に注目すべきである。このシールを使用して、各導管内の加圧空気およびカプラントを維持する。
【0071】
回転導管700r上の圧縮空気は、さらに706outを介して作動源分配器125(図1に示す)に送られ、図1に示すホース706a、b、c、dを介して各プローブヘッドユニット101にさらに分配される。同様に、回転導管700r上のカプラントは707outを介して作動源分配器125(図1に示す)に送られ、図1に示すホース706a、b、c、dを介して各プローブヘッドユニット101にさらに分配される。
【0072】
図7b、7cを続けて参照すると、図7cのスリップリングキャビティ710は、オプションとして、定置部700−s上に周方向に配置された導体714a−dと回転部700−r上のばね式の導電接点715a−dとを備える。電線が、ばね式接点715a−dの端子に各々取り付けられて、図1の回転板108上の装置に接続する。電気接続部705sが、スリップリングインターフェース705の定置導体714a−d用に設けられた端子に取り付けられる。
【0073】
スリップリング導体714a−d、715a−dを回転部700−rと定置部700−sの代わりに配置して、同じ目的を達成することができる点に注目すべきである。図示しないが、好ましくは、作動源分配器125により提供される配線により、スリップリング導体715a−dがプローブヘッドユニット101に接続され、あるいは、プローブヘッドユニット101に近接した回転部700−r上の別の位置で接続される点に注目すべきである。
スキャン解像度および製造処理量速度
【0074】
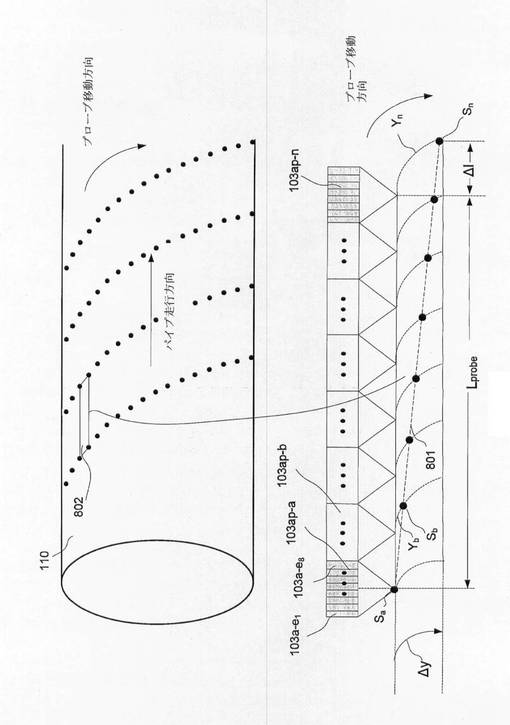
図8aを参照すると、ユニット周方向走行距離Δyおよびユニット軸方向距離(Lprobe+Δ1)により区切られたユニットスキャン領域802が、拡大され分析される。
【0075】
図8aに示すように、例示のフェイズドアレイプローブ103は合計n個の開口103ap−a〜103ap−nを有する。各開口は、通常k個の要素を有する。例えば、「16/128」フェイズドアレイプローブは、計128個の要素を構成する8個の16要素開口を有する。図8aに示すように、各開口が8要素103a−e1、…、103a−e8を有し、つまり、この例示した場合ではk=8である。
【0076】
開口103ap−a、Saの焦点は、開口103ap−a内の8要素が所定の焦点基準に適用されるとパルス受信測定周期を受ける。スキャン周期期間Δtに、焦点を合わせた測定周期を開口焦点Sa〜Snに連続して適用することにより、完全な線形スキャンが行われる。ユニットスキャン領域802に示されるユニットパイプ外形走行距離801は、PAプローブ103が周方向距離Δyを回転しながら、各開口(Sa〜Sn)により行われる測定により構成される。1回の線形スキャン周期(Δt)中の検査対象物110の軸方向移動はΔ1である。
【0077】
以下の説明は100%全域のスキャンを行う方法およびスキャン解像度の調節方法について述べたものである。図8aを参照し、関連するパラメータの定義は以下のとおりである。
a)Lprobeは、PAプローブ開口の径間、すなわち第1の開口103ap−a内の所与の要素位置と最後の開口103ap−n内の各要素位置との間の距離である。
b)スキャン周期時間Δtは、開口103ap−aのパルス受信周期の開始時に始まり、開口103ap−nのパルス受信周期の完了時に終わる。Δt−lはプローブの「パルス繰返し頻度」である。
c)Vpipeは、パイプ110が供給される(軸方向に走行する)速度である。
d)Δ1は、パイプがΔt中に走行する軸方向距離である。
e)rpmは、回転板108の回転速度である。
f)Tは、プローブがパイプ110の周りを360度回転するのにかかる時間であり、rpm−1である。
g)Vapertureは、各開口スキャン周期のPAプローブヘッドの速度である。
h)Vrotateは、回転板108の角速度である。
i)nは、各PAプローブ103の開口の数である。
j)mは、回転板108のプローブの総数である。
k)Δyは、ユニット周方向スキャン解像度である。
【0078】
パイプ領域の100%を確実にスキャンするために、以下の式1に従う必要がある。スキャン解像度には限界があり、これは、軸方向速度Vpipeおよび回転速度Vrotateが一定のときに、一定のピッチで面測定が行われることを意味する点に注目すべきである。
【0079】
式1
【数1】

【0080】
すなわち、製造速度は、主にプローブの数mおよび/または回転速度rpmにより決定される。
【0081】
プローブが1つだけある場合、100%のスキャン範囲を提供するために、パイプ走行速度は、1回転周期T中の1つのプローブ幅Lprobeとする必要がある。パイプが1回転周期T中の1つのプローブ幅よりも早く軸方向に供給されると、スキャンされた領域にスキャンされない螺旋状の隙間が残る。
【0082】
ユニット周方向距離により表される、周方向のスキャニング解像度Δyは式2により決定される。
【0083】
式2
【数2】
【0084】
すなわち、所与の線形スキャン速度Vapertureについて、周方向スキャニング解像度は回転速度(rpm)により決定される。速度が速いほど、解像度(Δy)は低くなる。周方向スキャニング解像度を、検査対象物110(Vpipe)の所与の軸方向速度に対してより高速で維持するために、測定周期パルス繰返し頻度(PRF)を上げることにより、Vapertureを比例して増加させなければならない。
【0085】
式1、2にも見られるように、検査処理量は、プローブ、開口の総数、および回転速度rpmの関数である。
【0086】
図8aで、ユニットパイプ外形走行距離801は、プローブLprobeの幅にΔ1を加えたもの、つまりVpipe・Δtであることにも注目すべきである。
100%スキャン範囲の達成
【0087】
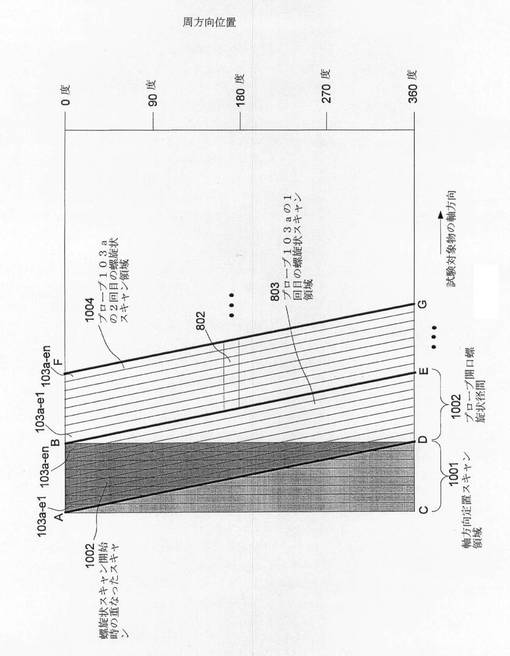
前述の例示した場合では、1組の開口のみを有する1つのプローブ103aのみを使用して、図8a、8bに関連して簡単なプローブスキャニングにより提供される螺旋状範囲について説明している。さらに、図8b、8cにおける円筒形検査対象物110の全面を平面図形として示すことで、図示および説明を容易にしている。
【0088】
図8aに見られるように、PAプローブ103aの第1の開口は、要素103a−e1、103a−e8を備える。簡単にするために、例示の場合を図8bに示すのにプローブ103aのみを使用する。通常の検査対象物周方向面を完全にカバーする検査対象物スキャニングプロセスは、図8bのスキャン領域1001になる定置軸方向位置に検査対象物があるときに少なくとも1度、検査対象物110周りの公知の位置または速度でプローブ103aを回転させることから始まることが好ましい。続けて図8bを参照すると、PAプローブ103aは、螺旋状検査ゾーンに入る前に、検査対象物110の軸方向移動を公知の速度にしながら、一定の回転速度を維持する。PAプローブ103aの螺旋状スキャン1002は、点A、Bにより示す0度の周方向位置から始まる。この第1の螺旋状スキャンは、点D、Eで示す360度の周方向位置で終わる。第2の螺旋状スキャンは、それぞれ点B、F、E、Gで各要素とともに同様に始まり終わる。螺旋状スキャンプロセスは、検査対象物の端部に達するまで続く。
【0089】
本開示の検査システムは、通常、パイプまたはロッド等の検査対象物に使用される。これらの検査対象物は、インラインプロセス、すなわち、検査を含むプロセスステップの線状構成より製造される。したがって、製造プロセスの効率は、検査対象物の処理量に直接関連する。前述した実施形態により、検査対象物の周方向面の完全な検査範囲が提供されるが、検査対象物110の軸方向移動は検査開始時に一瞬停止してこれを達成しなければならない。処理量が最優先事項である場合、検査対象物110は連続して検査システムを通って入り軸方向に移動する。しかし、これは、検査対象物110の前端の小部分の検査範囲を不完全にすることで行われる。
【0090】
図1に示すように、本開示の好ましい実施形態は、4本のPAプローブ103を使用する。前述した例示構成では、プローブが対で180度離れて配置される(すなわち103aおよび103c、103bおよび103d)。第1の対(103a、103c)を使用して、長手方向の壁厚さ測定に必要とされるような、第1の検査入射角による線形スキャンを行う。第2の対(103b、103d)を、横方向の欠陥検出に必要とされるような第2の検査入射角とともに使用する。プローブ103が使用可能ないずれの検査入射角を使用してもよい点に注目すべきである。
【0091】
所与の検査入射角に使用するプローブ103の数が多いほど、十分な検査面解像度を維持したまま、検査対象物110の軸方向速度が速くなる。
【0092】
本発明は、単一の回転板上の4つのPAプローブヘッドユニットを使用することに限定されないことを理解すべきである。回転板108上の0度および180度に位置する2つのPAプローブヘッドユニットを使用する構成、または0度、120度、240度に位置する3つのPAプローブヘッドユニットを持つ構成等の他の構成が可能である。1つのプローブヘッドユニットを、通常回転板上のプローブヘッドユニットに対向するカウンタウェイトとともに使用することもできることを理解すべきである。
【0093】
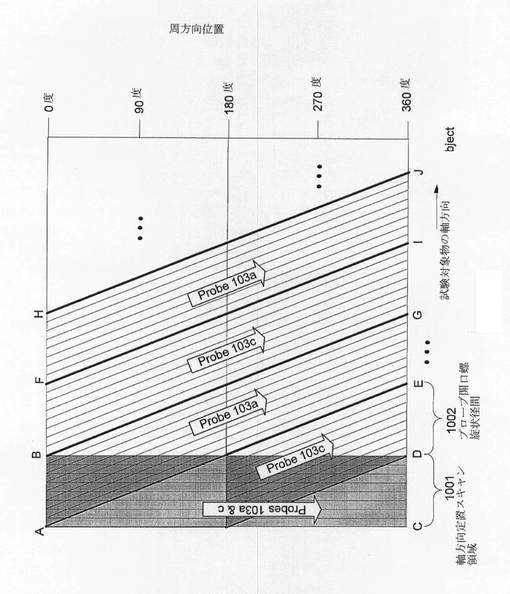
次に図8cを参照すると、図1のプローブ対103a、103cを使用して達成可能なインターレースパターンが示される。これらのプローブの両方が同時に検査対象物の周りを360度回転するため、検査対象物110の軸方向速度は前記単一の回転プローブ103aの軸方向速度の2倍となり、かつ同じ周方向スキャニング解像度を達成する。図8b、8cを比較してわかるように、プローブ開口径間距離はそれぞれ360度および180度で向きを変える。したがって、同じ回転速度に対して、プローブ対103a、103cが同じ軸方向距離をカバーするのにかかる時間が半分となる。したがって、同じ入射検査角を共有する複数のプローブ103を使用することにより、周方向スキャニング解像度を低下させることなく、検査対象物の軸方向処理量がこれらのプローブの数に正比例して増加する手段を提供する。
【0094】
以上の説明および図面が本発明の実施形態を開示することを理解すべきである。この開示の利点を前提として、当業者は種々の修正、代替構成、および等価物を使用して本発明の利点を達成することができることを理解すべきである。
【0095】
本発明は、各データ取得ユニットに組み込まれた無線トランスミッタ/レシーバ126について説明しているが、各DAU用の無線トランスミッタ/レシーバをDAUに外付けしてもよいことを理解すべきである。また、すべてのデータ取得において、潜在的に回転ディスク上の単一の無線トランスミッタ/レシーバを共有してもよいことを理解すべきである。
【0096】
また、好ましい実施形態は、各検査の初めと終わりに検査対象物を停止させて、検査対象物の端部での検査結果を最適化しているが、本発明はこれに関して限定されないことを理解すべきである。コンベヤ上での検査対象物の連続並進移動を本発明に適用してもよい。
【0097】
本開示で説明した無線接続121は、限定されないが無線周波数、マイクロ波、音響、赤外線、およびその他の光学技術を含む多くの種類の送受信技術および通信プロトコルを使用して、定置ユーザ操作ステーション120と回転プローブアセンブリ100との信号通信を達成する点に注目すべきである。さらに、インターネットプロトコル(TCP/IP)等の多くの標準または専用無線プロトコルを使用することができる。公開周波数帯域は待ち時間が遅いため、専用送信周波数帯域を使用することが好ましい点に注目すべきである。例えば、パソコンで使われる無線技術によって使用される従来の公開周波数帯域は、多数のユーザが同じ公開周波数帯域を競い合うため、ミリ秒の送受信待ち時間を有する。したがって、専用周波数帯域の待ち時間は、ユーザの数がはるかに少ないため、はるかに短くなる。
【0098】
本開示の実施形態の説明では、フェイズドアレイ超音波プローブを使用して円筒形の検査対象物を検査する適用について説明したが、この適用に限定されない。実際に、様々な多要素プローブセンサアレイを使用して、本開示の利点を得ることができる。このようなプローブの例として、渦電流アレイ(ECA)および音響プローブがある。本開示の教示を単一要素センサプローブに適用することができる点に注目すべきである。さらに、楕円形および多角形等の非円形の軸方向横断面を有する検査対象物を検査することもできる。
代替実施形態の詳細な説明
【0099】
好ましい実施形態の以下の設計変更が本開示の範囲に含まれるものであることを、当業者は理解すべきである。以下の代替実施形態の詳細な説明は、好ましい実施形態と異なる実施形態の部分に焦点を当てて、好ましい実施形態を補うものとして解釈すべきである。
代替実施形態1
【0100】
図1を参照すると、スリップリングインターフェース705(図7a、7b)を介して供給される外部電源の代わりに、電力発電機/分配器109がオプションとして使用される。図1に示すように、駆動軸ギア109aを図7cの軸受703のギア718に係合させた状態で回転板108に取り付けられた発電機109により、プローブアセンブリ100を回転させるための発電を行う。発電機109に供給されたエネルギーが、回転ドライブ704または702により供給される回転運動エネルギーから引き出される。電気調整器/分配器109cは、電力を必要とする回転板108上の装置、例えばデータ取得ユニット(DAU)102およびバッテリ109bとの使用に応じて、発電機109により供給された電気エネルギーを直流電圧または交流電圧(すなわちDCまたはAC)に変換する。
【0101】
バッテリ109b用の充電/監視装置が電気調整器/分配器109cまたはバッテリ109b内に配置される。さらに、バッテリ109b(充電式または非充電式)をその電力を必要とするプローブヘッドユニット101に接続する手段を設けてあれば、発電機109または電気調整器/分配器109cを必要とせずにバッテリ109bを単独で使用することができる。複数のバッテリを使用してもよく、各々、電力を供給する装置に近接して配置されることが好ましい。
【0102】
既存の発電機またはオルタネータを本発明で別の目的に使用して、開示されている回転PAシステムの電源を提供することを理解すべきである。
代替実施形態2
【0103】
好ましい実施形態について前述した方法で加圧空気を空気シリンダ106に供給する代わりに、搭載エアコンプレッサを回転板108上にオプションとして配置して使用することができる。
【0104】
図1を参照すると、別の方法として、周囲空気がオプションとしてコンプレッサ112により圧縮されて、加圧空気源として作動源分配器125に供給される。コンプレッサ112を電動モータ、あるいは回転板108の機械エネルギーにより、発電機109について前述したのと同様の方法で駆動することができる。
【0105】
さらに別の方法として、加圧容器113を使用して、コンプレッサ112が容器113を加圧することにより加圧空気を結合リング700に供給することができるようにする。回転板108に加圧容器113のみを取り付けるだけで、加圧空気を作動源分配器125に供給することができる点に注目すべきである。この場合、回転板108が停止されるセッション中に定置コンプレッサを取り付けることにより、容器113が圧縮空気で満たされる。
代替実施形態3
【0106】
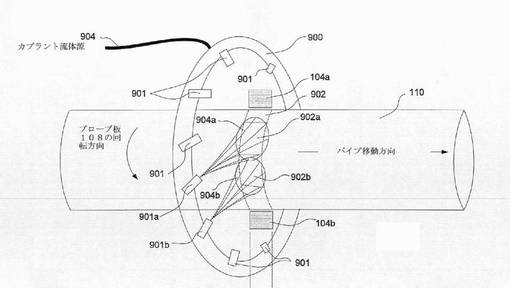
図1、7a、7b、7cに示す前述したカプラントリング700およびカプラントインターフェース706を使用する代わりに、定置カプラント注水導管900を図9a、9bに示す。この定置カプラント注水導管900は、回転プローブアセンブリ100の回転板108に対して一定の位置に取り付けられる。分散ノズル901a、901b等が注水導管900に周方向に取り付けられて、カプラント、好ましくは水の実質的な層流をプローブ103a、103bの検知面と各検査面902との間に供給する。
【0107】
カプラント分散の例を、分散ノズル901a、901bに関して示す(図9a)。分散されたカプラント904a、904bを、好ましくは904の噴射方向に示す方向で結合領域902a、902bにそれぞれ加え、好ましくは検査対象物110の軸方向供給方向と板108の回転方向に対向させる。
【0108】
分散ノズル901は、噴射するカプラント904に示す方向または一定のパターンに限定されない点に注目すべきである。実際に、分散方向およびパターンを手動または動的に調節して検査対象物110の面902上のカプラントの層流を最適化することができる。
代替実施形態4
【0109】
図10に示すように、代替実施形態は複数の平行な回転板を配置することを含み、各回転板にはPAプローブヘッドユニットが設置されている。複数の回転PAアセンブリ100a、100b等の配置は、検査中に検査対象物の線速度が増加することを考慮したものである。このような複数の回転板の各々が、長手方向および横方向の欠陥検査または厚さ測定等の、特定の検査作業用に配置された特定の種類のPAプローブを有することができる。
【0110】
図10を続けて参照すると、回転PAプローブアセンブリ搬送台1003を使用して、回転プローブアセンブリ100a、100bを検査対象物110の長さに沿って、同じ速度または異なる速度で軸方向に移送する。この機能により、検査対象物110の連続した軸方向移動を維持することができ、検査処理量を増加させることができる。搬送台1003を垂直方向および横方向に調節して、検査対象物110の位置変動を補償することもできる。搬送台1003を使用すると、異なる検査を適用した複数群の回転プローブアセンブリを自在に配置することにより、PA検査システム全体の汎用性のある設計が可能になる。
【0111】
好ましい実施形態についての前述の説明では、検査対象物110を初めまたは終わりで停止させて、端部が1回または複数回スキャンされて、周方向面全体が図3に示すような完全な線形スキャンを確実に受けることが好ましいとしている。可動回転PAアセンブリ(図10に示す)を備えて配置されたこの代替実施形態によれば、検査対象物の初めと終わりに、1つの線形スキャン長さに対する検査対象物110と同じ速度および同じ軸方向で検査アセンブリ100aを移動させることによって、これらの相対動により検査対象物110の基本的な定置スキャンが行われ、図8bの囲まれた領域ABCDに示す同じスキャン結果を生じる。これにより、コンベヤ1004の停止をともなう複数の検査対象物の連続供給が可能になり、検査処理量が増加する。
代替実施形態5
【0112】
図11、1をまとめて参照すると、別の方法として、検査対象物110の外形に対するプローブ103の周方向および軸方向位置が、位置追跡装置1105により追跡される。この位置追跡装置1105は、ハウジング1104に取り付けられるか、あるいは取付けヨーク105(図2)または取付け板108上の他の適切な位置に組み込まれる。位置追跡装置1105は、検査対象物110の検査面に動作可能に結合される。装置1105からの信号がデータ取得ユニット(DAU)102またはハウジング1104内の電子機器に供給されて、検査対象物110に対するプローブ103の周方向および軸方向位置の情報を、前記無線インターフェースまたはスリップリング接続によりユーザ操作ステーション120に送る。
代替実施形態6
【0113】
図11、1を続けて参照すると、オプションとして、プローブヘッドおよびその他の装置の非対称質量構成を持つ、回転板108の質量中心を調節する手段を提供する実施形態が図11に示される。すなわち、質量調節装置1100が、PAプローブユニット101および位置追跡装置1105が配置される半径方向対向側よりも質量の小さい領域で回転板108上に配置される。1つまたは複数の重り1103が、調節ねじ1101の一定位置に配置される。重り1103の半径方向位置を手動または自動で調節して、回転板108の質量中心の位置を設定する。これは、フレーム701の2つの垂直支持部材の1つに配置された図7aのバランスセンサ717によって、回転板108の重り側の公知の周方向位置で測定することにより達成される。
【0114】
重量を4つの90度の回転間隔で測定してから、最高重量を測定する位置まで回転板108を回転させることが好ましい。その後、ねじ1101を時計方向に、例えば、所定量回して重り1103を半径方向外側に変位させる。次に、バランスセンサ717が新しい重量を示した後、板108が回転されて、前述したように90度間隔で再び重量が測定される。このプロセスは、重量測定変曲点が生じるまで、すなわち、センサ717が、例えば、測定された重量の減少を前の重量測定周期に対して示した後に、測定された重量の増加を示すまで連続して行われる。重量測定プロセスは、さらに、ねじ1301をより少なく調節して重量増加の変化を小さくすることにより1回または複数回連続して行われる。質量中心のバランスプロセスは、重り1103が良好に変位して、最後の重量測定変曲点が生じるときに終了する。
【0115】
前記例示した質量中心のバランスプロセスは、当業者により様々な方法で実施することができる。
代替実施形態7
【0116】
複数の回転プローブを、回転板108上の所与の周方向位置で長手方向に配置して、一斉に操作することができる。2本のプローブが、線形アレイ開口径間を互いに隣接させて、軸方向線に沿って配置されているとき、パイプは1回転周期時間Tの間に2本のプローブ長さを走行することができる。パイプが2Lprobe/Tよりも速く軸方向に移動して供給される場合、スキャンされた領域にスキャンされていない螺旋状の隙間が残る。
【0117】
したがって、同じタイプの欠陥または壁厚さの検査専用のn個のプローブが、軸方向線に沿って互いに隣接して配置されているときに、パイプは回転周期時間Tの間にn本のプローブ長さを走行することができる。
【0118】
すなわち、100%スキャン範囲を達成するために、パイプを供給する長手方向速度が以下の式3により制限される。ここで、mは軸方向に互いに隣接して配置されたプローブの総数である。
【0119】
式3
【数3】
【0120】
図10、11に示す例示の螺旋状スキャンは、回転プローブアセンブリ1201を完全に定置の検査対象物110の軸方向長さに沿って移動させることによっても得られる。
【0121】
本発明を特に例示した実施形態に関連して説明したが、他の多くの変更および改変、ならびに他の使用が当業者に明らかであろう。したがって、本発明は特定の開示によって限定されないことが好ましい。
【符号の説明】
【0122】
1 検査システム
100 プローブアセンブリ
109 発電機
120 ユーザ操作ステーション
1004 検査対象物コンベヤ
103 フェイズドアレイプローブ
100a、100b、1201 プローブアセンブリ
110 検査対象物
700 カプラントリング
900 カプラント注水導管
【技術分野】
【0001】
関連出願の相互参照
本出願は、参照により本明細書に開示全体が組み込まれている、2010年4月16日付で出願した米国仮特許出願第61/324,993号「ROTATING ARRAY PROBE SYSTEM FOR NON−DESTRUCTIVE TEST SYSTEM FOR ENCIRCLED PIPE OR BAR INSPECTION(囲まれたパイプまたはバー検査のための、回転アレイプローブ非破壊検査システム)」の利益および優先権を主張するものである。
【0002】
本発明は、パイプ、ロッド、バー等の細長の検査対象物を検査するのに使用される非破壊検査および検査(NDT/NDI)に関し、より詳細には、検査中に長手方向に検査システムに供給されるこれらの検査対象物の周りでフェイズドアレイ検査プローブを回転させるフェイズドアレイNDT/NDIシステムに関する。
【背景技術】
【0003】
製作済みの構造体および加工済みの材料等の物体を損傷することなく検査および検査することが、様々な工業状況において非常に重要である。物体の物理的状態を検査して、その仕様を確実に満たすことにより得られる利点は、製造者には周知である。おそらく、このような利点のうち最も注目すべきものは、効率の向上と、製造プロセスで不適合品の使用を避けることにより得られる製品の質である。パイプおよびロッド等の円筒形構造体、ならびに成型バー等の非円筒形材料が、このような物体の大部分を占める。
【0004】
おそらく、最も広く使用されているNDT/NDI材料検査方法は、現在、超音波(UT)および過電流(EC)プローブを使用しており、これらのプローブにはいずれも単一の要素および/またはアレイプローブか含まれる。これらのプローブを使用して、迅速な製造プロセスに連動して、金属、非金属、または繊維複合材構造体の静的欠陥または異常を検出し特徴づける。
【0005】
このような材料を検査するときに直面する最も困難な課題の1つは、欠陥の向きが検査前には通常わからないことにより生じる。したがって、従来の検査プローブシステムは、長手方向、横方向、正面方向、および斜め方向等の複数の入射検査角で検査対象物をスキャンすることができる。このような複雑な多角検査の要件は、システムの設計、製造および維持に大きな負担をかける。
【0006】
本開示は主に、本開示の譲受人、すなわちオリンパスNDT株式会社により提供されたもの等の、「パイプ」(または検査対象物)および「バー」検査システムと一般に呼ばれる2種類のNDT/NDIシステムに関する。さらに、本開示は主に、フェイズドアレイまたは単一要素UTプローブを使用する例示の検査方法について説明しているが、これに限定されない。実際に、過電流、音響、およびその他のプローブセンサ技術を使用する検査方法は、本開示の教示から利点を得ることができる。
【0007】
このようなシステムを使用する検査対象物は、非常に長く、例えば15メートルで、様々な直径または横断面寸法を有する。例えば、従来のパイプ検査システムは、直径60mm〜620mmおよび壁厚さ4mm〜50mmの範囲を含む。従来の固体バー検査システムは、直径8mm〜250mmの範囲を含む。したがって、これらの製品が製造され検査される工業設定により、実質的な材料処理能力、工場の床面積、およびその他の設備リソースを提供しなければならない。
【0008】
従来のパイプ検査システム(PIS)は通常、
a)検査すべき検査対象物を適切な検査位置に供給または配置する搬送機構と、
b)複数の入射角でセンサデータを取得するために検査対象物の長手方向軸に沿って位置する、複数のフェイズドアレイ検査プローブヘッドであって、検査対象物が軸方向において定位置で回転する状態で、軸方向に移動するように動作可能で、かつ前記軸に沿って結合されるプローブヘッドと、
c)水等の超音波結合媒体を、プローブヘッドの面と検査対象物との間に層状に提供するカプラント注水システムと、
d)取得した検査センサデータを、検査測定が行われた検査対象物上の位置に関連付ける手段と、
e)動作制御およびデータ取得のためのコンピュータシステムと、
を備える。
【0009】
従来のバー検査システム(BIS)は、前記PISと同様の要素のほとんどから構成されるが、要素b)に関して、「複数の検査プローブヘッド」が代わりに定置配置されて、検査対象物が軸方向に搬送されるときに検査対象物の周囲を囲み、周囲に結合される点が異なっている。通常、2以上の平行面プローブヘッド構成(カートリッジ)を使用して、他の部分がカバーしていないゾーンをカバーするように各々周方向に偏って、最大周囲検査範囲を提供する。
【0010】
プローブヘッドと検査面との間に水等の結合媒体を供給するのに使用される特定の方法は、UT、PIS、BIS等、システムによって異なる点に注目すべきである。すなわち、PISは、プローブヘッドごとに、層流を有する連続した局所的な水流を使用するのに対して、BISは、プローブヘッドおよび検査する検査対象物の領域がともに浸漬する大きな水タンクを使用する。さらに、タンクの両側に入口孔と出口孔が配置され、検査対象物が内部で軸方向に搬送される。予想されるように、水漏れを最小にして十分な水量を維持するために、タンクの孔と移動する検査対象物との間の界面を密封する必要があるため、かなりの課題が生じる。
【0011】
EC検査等の別の定置検査方法に合わせてUT方法を使用するときに、水タンク方法をプローブヘッド長手方向軸搬送方法の代わりに使用する。この場合、検査対象物は、近接して配置された定置UTおよびEC検査システムを通して軸方向に搬送され、両システム内で検査周期時間の一部を過ごす。したがって、これにより、検査プローブヘッドの軸方向移動が実際に制限される。
【0012】
従来のPISに関連した注目すべき欠点は、PISシステムの以下の特徴によって生じる。
a)大きく重い検査対象物を搬送し回転させ、検査システムの主要部も搬送する必要があるため、実質的かつ正確な移動制御の要件がシステム構造について定められる。このような要件は、高い初期投資が必要で、維持費が増加し、設計とアセンブリの複雑性が高まり、不定期の動作異常(エンコーダずれ等)を生じさせ、消費電力が大きく、設備全体が摩耗して割れる。検査コンベヤに検査対象物を投入することに関連する製造遅れもある。
b)検査対象物表面の十分な検査範囲には、プローブセンサが必要である。このセンサは、複数の入射検査角を生成して、割れ等の欠陥を特定のプローブの盲点に向けることを扱うように動作可能である。
【0013】
したがって、検査済みの物体の外面の各点が、i)複数の入射角および/または開口により動的に動作可能な1本のプローブ、および/またはii)同じ結果を得るように配置された多数のプローブのいずれかに確実に結合されるようにする必要がある。
【0014】
前記方法iに関連した欠点は、プローブが入射角のプログラム範囲を被検査面上の必要な各点で確実に結合するために、検査対象物の移動を止めるか、ほぼ減速させなければならない点である。さらに、検査処理量をさらに低下させることが確実になくなるように、パルス繰返し周波数(PRF)およびデータ取得システムの速度をかなり高くする必要がある。逆に、検査処理量を増加させることができるが、検査範囲が狭くなってしまい、検査の質が低下する。
【0015】
前記方法iと比較して前記方法iiに関連した欠点は、主に、追加の移動制御装置およびデータ取得ユニット(DAU)が必要なため、必要とされる多数のプローブがかなり多くのスペースを要する点である。さらに、プローブの移動制御とDAUの電子エンクロージャを行うのは非常に複雑で、プローブ、電力、外部通信の配線管理が必要になる。
【0016】
従来のBISに関連した最も重大な欠点は、PISについて前述した欠点と同様であるが、検査対象物が通常検査中に回転せず、水結合タンクの使用に関連した前述の問題が存在する点のみ異なる。
【0017】
前記の欠点を克服する試みが、米国特許第7,293,461号(Girndt)および米国特許第5,007,291号(Walters他)の教示により例示されている。以下でこれらについて簡単に説明する。
【0018】
Girndtは、横方向、壁または長手方向の欠陥等の異常を検出するための完全な検査範囲を得るように配置され方向付けされた複合トランスデューサの、一定の組の平行な定置円形アレイを有するチューブ状物体の超音波検査方法を教示している。この目的を達成するために、Girndtは、複合トランスデューサを使用することにより、検査領域範囲を、同数の従来の非複合トランスデューサにより達成可能なものよりも大きくする。同じ領域をカバーするにはより多くの非複合トランスデューサが必要であるため、複合トランスデューサのGirndtの配置を使用することにより、チューブの検査に必要なチャネルの数を減らす。より詳細には、従来の非複合型と比較して、複合トランスデューサ圧電性結晶材料の主な利点は、a)その面を円筒形または球形に形成して、結晶面の前にレンズを追加する必要なくUTビームを集中させることができ、b)所与の駆動電圧に対してはるかに高い励磁音響パルスを送ることにより、受け取ったエコーのS/N比を大きく改善する点である。
【0019】
Girndtの方法の最も重大な欠点は、以下で説明する回転プローブシステムと比べて、良好な検査範囲に多数のトランスデューサが必要で、一定の組の複合トランスデューサを使用して検査対象物の様々な直径と壁厚さに合わせるのが難しい点である。信号処理のためのDAUチャネルの数により、多数のトランスデューサがシステムのコストと複雑さを実質的に増加させると予想される。さらに、Girndtの検査システムをチューブ形状の1つから別の形状に合わせるのに、かなり長い切り替え時間が必要であり、これは所与の組の複合トランスデューサの検査能力には含まれない。製造システムの停止時間は、検査対象物製造者にとってかなりの生産性の損失につながる。さらに、検査対象物の製造者は、最初の組のトランスデューサで検査することができない、製造した検査対象物の大きさごとに別々の組の湾曲面トランスデューサを購入しなければならない。
【0020】
Walters他(米国特許第5,007,291号)は、前述した背景技術のいくつかの側面を克服したパイプの超音波検査方法を教示している。直線軸方向アレイに配置されて長手方向および複数の斜め方向のそれぞれに送信する、複数対のトランスデューサ(すなわちプローブ)の開示された使用により、トランスデューサの回転ごとにスキャン範囲が広がるため、検査に必要な時間が減少する。
【0021】
検査システムの回転部と定置部との間に多数のトランスデューサ信号を接続することに関連した欠点を克服するために、Waltersは、定置増幅器モジュールへのスリップリング接続を介してアナログで応答信号を送る前に、「バンク」内のすべてのトランスデューサからの応答信号をまとめることを教示している。Waltersは、複数のトランスデューサバンクを使用し、各々が一定の検査入射角に設定されている。各バンク内のトランスデューサは、一定の角度で取り付けられて、UTパルスを検査対象物面に、長手方向、横方向、正面方向、または斜め方向角度のうちの1つで結合する。場合によって、バンクに含まれるトランスデューサは、検査範囲を最大にするために正逆の時計方向の回転方向のいずれかで対向するように相補的に方向付けされる。
【0022】
Waltersの教示は前述した背景技術の欠点の多くを克服しているが、簡単かつ動的に設定される、様々な入射検査角およびプローブバンクの焦点深度を提供していない。さらに、当業者が容易に理解できるように、アナログトランスデューサ信号のためのスリップリング接続の使用は、信号ノイズ、帯域幅の制限、信号接続数の制限に関連した問題を生じる。
【0023】
したがって、先行技術の調査をまとめると、従来の超音波検査システムおよびフェイズドアレイ検査対象物回転検査システムは、いずれも検査の質、生産性、費用効果に関して制限がある。
【0024】
フェイズドアレイ技術は、検査対象物の全範囲検査を行う最新式の検査方法である。したがって、この技術を回転ヘッド検査システムに適用することは有利であり、従来の検査対象物回転システムおよび回転一定入射角プローブ検査システムに関連した前述の欠点なく、より高い解像度および処理量の検査を行うことができるという利点がある。
【0025】
前記背景技術を考慮すると、注目される欠点により効果的に対処する解決法があれば、より効率的で信頼性があり費用効果の高い検査システムを必要とする人は非常に助かるだろう。この解決法を達成するのに必要な特定の改良は、検査対象物および検査システムの両方に関する移動制御要件を単純化し、システムに必要な床面積を減らし、細長の検査対象物の様々な大きさに容易に適合可能で、様々な検査プローブ入射角および焦点深度を可能にする手段を提供することにより最適な検査性能を達成することに関する。
【先行技術文献】
【特許文献】
【0026】
【特許文献1】米国特許第7,293,461号
【特許文献2】米国特許第5,007,291号
【発明の概要】
【発明が解決しようとする課題】
【0027】
本明細書に開示された発明は、フェイズドアレイ検査システムに関連するコスト、生産性および性能に関する問題を解決することを目的とする。特に、本発明は、少なくとも1つのフェイズドアレイプローブを回転させ、大きな物体を検査するときに特に問題となる、検査対象物を回転させる必要をなくすことにより検査対象物を検査するためのシステムに関する。
【0028】
したがって、本開示の全般の目的は、検査対象物を長手方向に供給するときに、検査対象物の周りを囲むように移動する1つまたは複数のフェイズドアレイ回転検査ヘッドを使用する回転フェイズドアレイ検査システムを提供することである。
【0029】
本開示のさらなる目的は、プローブに近接させて回転検査ヘッドに直接搭載可能な、小型の頑強なデータ取得ユニット(DAU)を使用することである。
【0030】
本開示のさらなる目的は、取得データをデータ取得ユニットから、外部専用アプリケーションに送信する無線データ送信技術の利点を使用することである。外部専用アプリケーションは、信号データを処理し、検査ディスプレイを構築し、結果を提示し、欠陥が生じた場合にアラーム事象を管理することができる。
【0031】
本開示のさらに別の目的は、電子スキャニングおよび音響ビームの操作により、壁厚さ測定、および長手方向、横方向、斜め方向および層の欠陥の検出を含む、フェイズドアレイ技術により提供される、精度と汎用性の高い検査を行うことができることである。
【0032】
本開示のさらに別の目的は、回転部の定置源または局所源により、回転フェイズドアレイ検査システムの回転部に電気、カプラント流体、および加圧空気を供給することである。
【課題を解決するための手段】
【0033】
本開示のこれらおよびその他の目的は、細長の検査対象物の非破壊検査を行う検査システムにより実現することができる。この検査システムは、長手方向搬送路に沿って検査対象物を搬送するための検査対象物コンベヤと、フェイズドアレイプローブを備え、検査対象物に信号を誘発して検査対象物から反射されたエコーを検知するように構成されたプローブアセンブリと、プローブアセンブリを移動可能に支持して検査対象物周りの周方向経路上で移動させるように構成されたプローブアセンブリコンベヤと、検査対象物コンベヤおよびプローブアセンブリコンベヤに結合され、フェイズドアレイプローブによるフェイズドアレイプローブからのデータ取得を可能にするように構成されるのと同時に検査対象物が長手方向路に沿って移動し、フェイズドアレイプローブが周方向路上を移動する制御システムとを備える。検査システムは、異なる型のフェイズドアレイプローブを備えて、異なる方向に延びる検査対象物の欠陥や割れの検出を最適化する。さらに、同じ型のフェイズドアレイプローブを互いに周方向に並置することができる。プローブアセンブリコンベヤは、第2の回転軸受構造体を回転可能に支持する第1の定置軸受構造体を備え、第2の軸受体はプローブアセンブリを支持するように構成される。
【図面の簡単な説明】
【0034】
【図1】オプションとして4つのPAプローブヘッドユニットが使用された、開示されている回転フェイズドアレイシステムの好ましい実施形態を示す概略図である。
【図2】4つの検査プローブヘッドユニットのうちの1つを示し、このユニットの要素を他の検査プローブヘッドユニットに適用することができる様子を示す図である。
【図3a】検査対象物の検査の開始位置を回転PAヘッドユニットが通過する様子を示す図である。
【図3b】検査対象物の検査の終了位置を回転PAヘッドユニットが通過する様子を示す図である。
【図4】開示されている回転PA検査システムを使用する検査対象物検査の開始前の、通常の動作ステップを示すフローチャートである。
【図5】開示されている回転PA検査システムを使用する検査を行う際に使用される動作ステップを示すフローチャートである。
【図6】開示されている回転PA検査システムを使用する検査中の、詳細なスキャニングプロセスを示すフローチャートである。
【図7a】回転駆動アセンブリと、プローブヘッドユニットに対する電気、カプラント、および空気供給源を提供する回転結合リングとを示す概略図である。
【図7b】定置フレームに取り付けられた一側(前)および回転フェイズドアレイ検査システムの回転板に取り付けられた他側(後)にある結合リングの立面図である。
【図7c】図7bに示す結合リングの内側の小部分の横断面図および拡大詳細図であり、空気、カプラント、および配線の供給チャネルを示す図である。
【図8a】PAビームが、検査対象物の外形を覆うPAヘッドユニットのPAプローブ開口から発射される様子を示す図である。
【図8b】8つの開口を持つ1つのPAプローブを使用する回転フェイズドアレイ検査システムにより製造された螺旋状スキャンパターンを示す図である。
【図8c】180度離れて配置された8開口プローブを2本使用する回転フェイズドアレイ検査システムにより製造された、インターレース螺旋状スキャンパターンを示す図である。
【図9a】定置カプラント注水システムを使用する代替実施形態の斜視図である。
【図9b】定置カプラント注水システムを使用する代替実施形態の平面図である。
【図10】細長の検査対象物の長手方向軸に沿った複数の(例示した件では2つの)回転PAプローブアセンブリと、検査対象物の軸方向に回転PAプローブアセンブリを再配置するのに使用される搬送機構とを使用する代替実施形態を示す図である。
【図11】最適な回転安定性を得るために回転PAプローブアセンブリの質量中心を調整するのに使用可能な光学装置と、検査対象物上の周方向および軸方向位置に対するプローブ検査測定の位置を追跡するための平面ボールトラッキング装置とを示す図である。
【発明を実施するための形態】
【0035】
「パイプ」、「チューブ」、「バー」等の用語は例示的に「検査対象物」として使用されるため、本開示において交換可能に使用される点に注目すべきである。さらに、「水」および「カプラント」、ならびに「空気」および「ガス」も、本明細書中で交換可能に使用される。
【0036】
さらに、本明細書中で参照符号を示す際に、接尾文字のない数字は、接尾文字のある同じ数字が記載された図面中のすべての要素を示す点に注目すべきである。例えば、図1、2aに示す「プローブヘッドユニット」101は、図1の「プローブヘッドユニット」101a、101b、101c、101dを示す。さらに、図1、2に示すPAプローブヘッドユニット101に対して使用された参照符号は、101b、101c、101dには示されていないが、あるものとする。
【0037】
以下の説明で使用される項目は、説明をより系統立てて理解しやすくするためのものであることを理解すべきである。しかし、項目中の説明内容の範囲を限定して解釈すべきでなく、項目にかかわらず、説明の内容を完全に解釈すべきである。
回転PAプローブシステム
【0038】
図1、2、7a、7b、7cを参照すると、開示されている回転PAプローブシステムの好ましい実施形態は、
a. 回転プローブヘッドユニット101により囲まれた検査検査ゾーンを通して検査対象物110を長手方向に供給するコンベヤ1004(図10)と、
b. 少なくとも1つの回転プローブアセンブリとを備え、プローブアセンブリはさらに、
i. 回転板108に周方向に配置され、各々が1つまたは複数のフェイズドアレイプローブ103を備えた1つまたは複数の検査プローブヘッドユニット101であって、フェイズドアレイプローブ103が、検査対象物の長手方向軸に平行なプローブの能動軸が取り付けられた直線アレイプローブであることが好ましい、検査プローブヘッドユニット101と、
ii. プローブセンサを結合および分離するために、検査対象物面に対してフェイズドアレイプローブを適応して位置決めするように動作可能な、好ましくは空気型のプローブユニットポジショナ106(図2)と、
iii. 圧縮空気、プローブカプラント、および電子結合リング700(図1、7a、7b、7c)と、水等の超音波結合媒体を、プローブヘッド103の面と検査対象物との間に通常配置される水のくさび(water wedge)に提供し、プローブ動作のための空気圧シリンダや電源を操作するために圧縮空気を提供する作動源分配器125と、
iv. 各プローブヘッドユニット101に動作可能に接続された回転板108上に取り付けられた1つまたは複数のデータ取得ユニット102であって、プローブセンサからデータを取得して処理し、無線トランシーバ126によりユーザ操作ステーション120と通信することを目的とするデータ取得ユニット102と、
v. 回転板108を軸受703上で所定の速度(RPM)で回転させる回転ドライブ702または704(図7)と、
vi. 回転板108の周方向位置を、0度の12時の位置等の公知の基準に対して決定するための周方向センサ708とを備え、
c. さらに、ユーザインターフェース124と、無線インターフェース123と、アラーム事象検出、コンベヤ1104の操作を含む回転プローブアセンブリ100の制御/監視、および取得した検査データを、検査測定を行った検査対象物の表面位置に関連付けるデータ処理のためのコンピュータプログラム122とを備えたユーザ操作ステーション120とを備えた装置である。
【0039】
コンベヤ1004(図10)は、少なくとも2つの搬送部材を備え、一方は「能動」ローラ装置1004aまたは1004cであり、検査対象物に駆動力を加えて軸方向に移動させる。他のオプションの搬送部材、例えば1004bは、能動ローラ装置または「受動」ローラ装置であり、検査対象物110を支持して方向誘導するのみである。搬送部材は搬送方向を調節するよう移動可能であり、または搬送路から取り外される。
【0040】
図1の各DAU102はそれぞれ、検査信号を対応するPAプローブ103から集め、無線接続121を介してデータをコンピュータプログラム122に送信する。好ましくは、DAU102は、操作ステーション120からのコマンドを受けて、所定の焦点基準(focal law)に従ってさらに発射コマンドをPAプローブ103に適用することができるように構成される。また、DAU102は、検査信号を取得し、検査対象物110の対応する形状位置に合わせたA−スキャンデータを生成することができる。また、DAU102は、オプションとして所定の閾値および/またはゲートに基づくアラーム信号を供給するように構成される。DAU102で直接行われる所望のレベルの搭載データ処理により、無線トランシーバ126を介したリアルタイムデータ送信の要求が減るという利点が得られる。
【0041】
無線データインターフェース123を設けて、すべてのDAU102と回転PAシステム1の動作とを同時に管理する。
【0042】
また、DAU102は、図7b、7cに関連して後述するスリップリングインターフェース705により、操作ステーション120からDAU102に供給される操作制御情報のみを持つトランスミッタを使用することができる点に注目すべきである。
【0043】
DAU102の管理には、DAUへの適切な検査パラメータ(プローブ入射結合角等)の供給、各DAUからのデータ収集、表示画面への検査結果の再構築、および欠陥検出時のアラーム事象の発信が含まれる。
【0044】
次に図2を参照すると、各プローブヘッドユニット101がさらに、プローブホルダ104と、取付け板107を介して空気ポジショナ106に設置された取付けヨーク105とを備える。回転板108は、プローブヘッドユニット101に、好ましくは一定速度で0度から360度までの連続した完全な回転移動を与える。
【0045】
続けて図2を参照すると、プローブホルダ104は取付けヨーク105により空気ポジショナ106に結合される。空気ポジショナ106の作動(開放)により、検査開始時にプローブホルダ104が押されて検査対象物面に結合する。逆に、空気ユニット106の停止(閉鎖)により、検査終了時にプローブホルダ104が検査対象物面から後退する。
【0046】
プローブホルダ104により、PAプローブ103を、検査対象物面および検査対象物長さ(プローブ高さ、プローブ角度)に対して正確に位置決めして設置することができる。好ましい実施形態では、当業者に公知のカーバイドにより、プローブホルダ104を検査対象物面110上に確実に接触させる。プローブホルダ104は、工業環境での使用に適した必要な摩耗保護を有して設計される。プローブホルダ104は、取付けヨーク105に設置されて、検査中の検査対象物の不規則性に合わせた必要な自由度を提供する。
【0047】
続けて図2を参照すると、各プローブヘッドユニット101は、検査対象物面から所定の距離にプローブホルダ104を事前調節することのできる機構を備える。したがって、閉鎖距離(検査対象物110の到達時におけるPAプローブ103の検知面と検査対象物110の対向面との距離)は、検査する検査対象物のどのような直径に対しても一定であることが好ましい。オプションとして、空気シリンダユニット106がその変位ストロークの終端にあるときに加えられるばね効果により、さらに位置の自由度が提供される。この自由度により、回転PAプローブアセンブリを非円筒形の偏心検査対象物110とともに使用することができる。さらに、空気ポジショナ106により提供される自由度が不十分なときに、代わりの半径方向プローブポジショナ(図示せず)を使用することができる。場合によって、検査対象物110が非円周で偏心しているという変化は、プローブ変位機構が検査測定のための適切な位置に入る時間を見越して、事前に監視される。
【0048】
回転PAヘッドを検査対象物に係合させるために、PAプローブ位置決めおよび調節のための多くの既存の方法および設計の多くを本発明に組み込むことができ、これによる実施形態が本発明の範囲に含まれることを理解すべきである。
【0049】
図2に示すように、カプラント注水ホース707aの一端がPAプローブ103に取り付けられる。チューブ707aの他端が、図1に示すように、動作源分配器125に取り付けられ、カプラントを定置出口707out(図7b)から外に供給するのを管理する。
【0050】
水のくさびを使用すること、および実質的なカプラントの層流を水のくさびの外面と検査対象物110の対向面との間の領域に適用すること等の既存の方法を本開示で使用して、これによる実施形態が本発明の範囲内に含まれることが好ましい。
【0051】
同様に図2に示すように、圧縮空気ホース706aの一端が空気ポジショナ106に取り付けられる。ホース706aの他端が、図1に示すように、動作源分配器に取り付けられ、定置出口706outからの空気供給を管理する(図7b)。
【0052】
各PAプローブ103およびプローブホルダ104を、長手方向、横方向または斜め方向の割れ、層の欠陥、穿孔孔(貫通孔)、および壁厚さの変動の検出を含む特定の検査作業に合わせて選択または位置決めすることができる。例えば、長手方向の欠陥の検出には、PAプローブ103のPA受動方向と検査対象物面との間に通常17度の角度でPAプローブ103を設置する必要がある。横方向の欠陥の検出には、能動方向および受動方向の両方で検査対象物面に平行なPAプローブ103を設置する必要があり、かつ音響ビームの所望の角度を生成するためにデータ取得ユニット102が焦点基準を提供する。斜め方向の欠陥の検出には、PAプローブ103の角度位置決めとビームの操作との組み合わせが必要である。
【0053】
次に図3aを参照すると、検査対象物の進入ヘッド(先端)350a上でのPAプローブ103の正確な位置決めにより検査が開始する。この位置決めは、PAプローブ103の検知位置と初期検査対象物の軸方向先端との間の最小距離を提供することを目的としている。この距離は検査のデッドゾーン360を定義し、通常は最小でなければならない。
【0054】
空気シリンダ106(図2)の作動および停止を少なくとも1つの検査対象物有無検出器160により制御する。この対象物有無検出器160は、PAプローブ103付近で移動する検査対象物110の有無を検出する。空気シリンダを作動/停止させる正確な時点は、物体センサ160とPAプローブ103との距離およびPAプローブ103の長さを考慮に入れる。検査対象物(図3aの350a)のヘッドおよび検査対象物の終端(図3bの350b)で、PAプローブ103の長さにより、検査対象物有無検出器160とPAプローブとの距離がわずかに異なる(それぞれDin、Dout)。
【0055】
続けて図3a、3bを参照すると、軸方向両端部のデッドゾーン360を除いて、検査対象物の長さの100%を検査するために、PAビームの幅により以下の操作手順を使用する。検査対象物検査プローブアセンブリのための通常のデッドゾーンは、ほとんどのタイプの欠陥について約5mmまたは10mmとすることができる。PAプローブヘッドユニット101の回転移動および検査対象物110の直線移動により、PAプローブ103は検査対象物110の周りの螺旋路をたどる。検査対象物のヘッドおよび終端で、検査対象物が停止して検査対象物の各軸方向端部のデッドゾーンを最小にするときにPAプローブ103が連続して回転する。
【0056】
回転板108の回転速度、検査対象物110の軸方向走行速度、およびPAプローブ103の範囲は、PAプローブ103およびDAU102の特定の設定の最大パルス繰返し頻度と取得率とに応じて特に定義される。最高線速度および回転速度は、専用のコンピュータプログラム122により計算され設定されることにより、検査対象物110端部のデッドゾーン360を除く検査対象物110の全長の検査が確実に行われる。
開示されている回転PAシステムを使用する検査手順
【0057】
次に図4を参照する。図4は、本開示によるフェイズドアレイ回転ヘッド検査システム1のための検査設定プロセスを示す。ステップ201では、システム1が、特定の検査セッションのために与えられた初期値によって、検査セッションのための「フェイズドアレイプローブパラメータ」を調節する。初期値は、操作者による入力および/または自動プローブ認識等のソースの組み合わせによって得られる。初期値は、検査対象物の直径、長さ、アラームゲート、発射順の焦点基準シーケンスおよび焦点基準遅延の設定、ならびにすべての焦点基準のための均一で整合のとれた信号の較正を含む。これらのパラメータは、専用のコンピュータプログラム122を介してデータ取得ユニット102に送られる。ステップ202では、システム1が「システムパラメータ」を設定する。主なシステムパラメータには、最高回転速度、最高線速度、検査対象物の直径、螺旋状スキャンピッチ、周方向解像度、および軸方向解像度がある。システムパラメータは、後述する式1、2、3による検査セッションに先立って計算される。これらのパラメータがすべて設定されると、システム1は、ステップ203の検査シーケンスを開始する準備が整う。
【0058】
図5に移り、回転PAプローブシステム1を使用する検査対象物検査の検査シーケンスについて説明する。検査はステップ301から始まり、201、202で述べた情報を持つ専用のコンピュータプログラム122に、事前に構成された設定を読み込む。ステップ315では、検査に必要な回転速度に達するために回転板108が回転を始める。ステップ303では、目標回転速度に達し、検査対象物110がセンサ160により検出されて回転PAアセンブリ100に入ると、ステップ304で検査対象物110が軸方向に減速し、検査対象物のヘッド(図3aの350)がPAプローブ103の下に来たときに停止する。ステップ306では、図1、7b、7cの707out(あるいは図9a、9bの900)から供給されるカプラント注水が、PAプローブ103の作動に備えて、かつ作動中に検査対象物面に注水される。このとき、システムはスキャニングおよびデータ取得ステップ600で検査データ取得を開始する準備ができている。これについては、図6に詳細に示す。
【0059】
図6では、検査対象物のヘッドを完全に検査するために、通常、検査対象物のスキャニングは、検査対象物が直線移動することなく、プローブヘッドユニット101が少なくとも1または2回転することにより開始される(ステップ307)。次にステップ308では、検査対象物の線速度が公称速度に達するまで増加する。ステップ309では、検査対象物がその終端まで並進し、物体有無検出器160により検出される。このとき、検査対象物は減速して(ステップ310)、PAプローブ103下の検査対象物の終端で停止する(ステップ311)。通常、検査対象物の終端を完全に検査するために、検査対象物が直線移動することなく、プローブユニット101が完全に少なくとも1または2回転する(ステップ312)。次にPAプローブ103が停止して、通常、図5のステップ313で注水が停止する。
【0060】
ステップ600(ステップ307からステップ312)に記載されたスキャニング手順中、PAプローブ103は脈動して受信し、DAU102は検査信号を取得する。DAU102は、無線結合121、126を介して専用のコンピュータプログラム122にデータを送信する(ステップ330)。欠陥を検出すると、通常、選択したアラーム構成に応じて、DAU102または専用のコンピュータプログラム122によりリアルタイムでアラームが発せられる(ステップ331)。
【0061】
図5に戻り、このとき、検査対象物の検査が完了して検査対象物が検査対象物コンベヤ1004により回転PAヘッド検査システム1から取り外される(ステップ313)。回転PA検査システム1が停止して、次の検査対象物の検査を開始する準備ができる(ステップ317)。
【0062】
回転PAヘッドユニットが回転を停止することはなく、コンベヤがパイプ110の投入、移送、および取外しを行うことが本開示の範囲に含まれることを理解すべきである。物体有無検出器160は各パイプの初めと終わりをそれぞれ記録して検出し、回転PAシステム1は連続してスキャンを行い、各パイプに対応するデータを記録する。物体検知機能をPA検査機能に組み込んでもよい点に注目すべきである。
カプラント、圧縮空気および電気結合リング
【0063】
本開示の別の重要な新規の態様では、加圧空気、カプラント流体、電気の定置供給源を回転板108上に配置されたプローブユニット101に結合する作動リソース結合リング700(図1の7a、b、c)を使用する。
【0064】
次に図7aを参照すると、回転板108が、支持フレーム701に取り付けられてダイレクトドライブ704またはベルトドライブ702により回転推進される軸受703に取り付けられる。回転板108の周方向位置は、好ましくは光学エンコーダである周方向センサ708により決定される。
【0065】
図1、7a、7b、7cには、加圧空気、その他の適切なガス供給源706sおよび空気供給インターフェース706、加圧カプラント源707sおよびカプラント供給インターフェース707、電気/信号源705s、ならびにスリップリングインターフェース705も示される。加圧空気源706sは、空気シリンダ106を操作するために設けられる。加圧カプラント源707sによりカプラントを供給してプローブ103に注水する。電気/電子接続705sにより、回転板108に対して電力およびその他の電気接続がなされる。
【0066】
図1で前述したように、空気源、プローブカプラント、および電子結合リング700を使用して、圧縮空気706s、プローブカプラント707s、および電子作動源705sの定置供給を回転プローブヘッドユニット101に対して行う。結合リング700は、オプションとして軸受703に取り付けられるか、軸受703の一体部分として構築される。
【0067】
次に図7b、7cを参照すると、結合リング700はさらに、複数の導管に区画された中空円形チャンバを備え、各導管は閉鎖され密閉されて、圧縮空気、カプラント、あるいは電力または信号のいずれかである特定の種類の作動源を収容する。結合リング700は定置部700−sを有し、それは図7bの700の頂部として示される。この定置部700−sは、軸受703に取り付けられ、軸受703はさらに支持フレーム701に取り付けられる(図7a)。結合リング700はさらに、回転部700−rを備え、この回転部700−rは自由に回転し、図7bの700の後部に示される。
【0068】
加圧空気源は、空気インターフェース706に供給され、その出力は定置部700−sの取入れ孔706inに供給される。空気取入れ孔706inは、結合リング700内の周方向空気導管706 conduitと位置合わせされ(図7c)結合リング700内で加圧空気が回転部700−rの各出力孔706outを通して回転板108上の空気シリンダ106に供給される。
【0069】
同様に、カプラント源707sがカプラントインターフェース707に供給され、その出力は定置部700−sの取入れ孔707inに供給される。カプラント取入れ孔707inは、結合リング700内の周方向カプラント導管707conduitと位置合わせされる。液体カプラントが、回転部700−rの出力孔707outを通して回転板108上のPAプローブヘッドユニット101に供給される。
【0070】
図示しないシールまたはガスケットが、空気導管706conduitとカプラント導管707conduitとに関連した対向する定置周方向壁と回転周方向壁との間に配置される点に注目すべきである。このシールを使用して、各導管内の加圧空気およびカプラントを維持する。
【0071】
回転導管700r上の圧縮空気は、さらに706outを介して作動源分配器125(図1に示す)に送られ、図1に示すホース706a、b、c、dを介して各プローブヘッドユニット101にさらに分配される。同様に、回転導管700r上のカプラントは707outを介して作動源分配器125(図1に示す)に送られ、図1に示すホース706a、b、c、dを介して各プローブヘッドユニット101にさらに分配される。
【0072】
図7b、7cを続けて参照すると、図7cのスリップリングキャビティ710は、オプションとして、定置部700−s上に周方向に配置された導体714a−dと回転部700−r上のばね式の導電接点715a−dとを備える。電線が、ばね式接点715a−dの端子に各々取り付けられて、図1の回転板108上の装置に接続する。電気接続部705sが、スリップリングインターフェース705の定置導体714a−d用に設けられた端子に取り付けられる。
【0073】
スリップリング導体714a−d、715a−dを回転部700−rと定置部700−sの代わりに配置して、同じ目的を達成することができる点に注目すべきである。図示しないが、好ましくは、作動源分配器125により提供される配線により、スリップリング導体715a−dがプローブヘッドユニット101に接続され、あるいは、プローブヘッドユニット101に近接した回転部700−r上の別の位置で接続される点に注目すべきである。
スキャン解像度および製造処理量速度
【0074】
図8aを参照すると、ユニット周方向走行距離Δyおよびユニット軸方向距離(Lprobe+Δ1)により区切られたユニットスキャン領域802が、拡大され分析される。
【0075】
図8aに示すように、例示のフェイズドアレイプローブ103は合計n個の開口103ap−a〜103ap−nを有する。各開口は、通常k個の要素を有する。例えば、「16/128」フェイズドアレイプローブは、計128個の要素を構成する8個の16要素開口を有する。図8aに示すように、各開口が8要素103a−e1、…、103a−e8を有し、つまり、この例示した場合ではk=8である。
【0076】
開口103ap−a、Saの焦点は、開口103ap−a内の8要素が所定の焦点基準に適用されるとパルス受信測定周期を受ける。スキャン周期期間Δtに、焦点を合わせた測定周期を開口焦点Sa〜Snに連続して適用することにより、完全な線形スキャンが行われる。ユニットスキャン領域802に示されるユニットパイプ外形走行距離801は、PAプローブ103が周方向距離Δyを回転しながら、各開口(Sa〜Sn)により行われる測定により構成される。1回の線形スキャン周期(Δt)中の検査対象物110の軸方向移動はΔ1である。
【0077】
以下の説明は100%全域のスキャンを行う方法およびスキャン解像度の調節方法について述べたものである。図8aを参照し、関連するパラメータの定義は以下のとおりである。
a)Lprobeは、PAプローブ開口の径間、すなわち第1の開口103ap−a内の所与の要素位置と最後の開口103ap−n内の各要素位置との間の距離である。
b)スキャン周期時間Δtは、開口103ap−aのパルス受信周期の開始時に始まり、開口103ap−nのパルス受信周期の完了時に終わる。Δt−lはプローブの「パルス繰返し頻度」である。
c)Vpipeは、パイプ110が供給される(軸方向に走行する)速度である。
d)Δ1は、パイプがΔt中に走行する軸方向距離である。
e)rpmは、回転板108の回転速度である。
f)Tは、プローブがパイプ110の周りを360度回転するのにかかる時間であり、rpm−1である。
g)Vapertureは、各開口スキャン周期のPAプローブヘッドの速度である。
h)Vrotateは、回転板108の角速度である。
i)nは、各PAプローブ103の開口の数である。
j)mは、回転板108のプローブの総数である。
k)Δyは、ユニット周方向スキャン解像度である。
【0078】
パイプ領域の100%を確実にスキャンするために、以下の式1に従う必要がある。スキャン解像度には限界があり、これは、軸方向速度Vpipeおよび回転速度Vrotateが一定のときに、一定のピッチで面測定が行われることを意味する点に注目すべきである。
【0079】
式1
【数1】
【0080】
すなわち、製造速度は、主にプローブの数mおよび/または回転速度rpmにより決定される。
【0081】
プローブが1つだけある場合、100%のスキャン範囲を提供するために、パイプ走行速度は、1回転周期T中の1つのプローブ幅Lprobeとする必要がある。パイプが1回転周期T中の1つのプローブ幅よりも早く軸方向に供給されると、スキャンされた領域にスキャンされない螺旋状の隙間が残る。
【0082】
ユニット周方向距離により表される、周方向のスキャニング解像度Δyは式2により決定される。
【0083】
式2
【数2】
【0084】
すなわち、所与の線形スキャン速度Vapertureについて、周方向スキャニング解像度は回転速度(rpm)により決定される。速度が速いほど、解像度(Δy)は低くなる。周方向スキャニング解像度を、検査対象物110(Vpipe)の所与の軸方向速度に対してより高速で維持するために、測定周期パルス繰返し頻度(PRF)を上げることにより、Vapertureを比例して増加させなければならない。
【0085】
式1、2にも見られるように、検査処理量は、プローブ、開口の総数、および回転速度rpmの関数である。
【0086】
図8aで、ユニットパイプ外形走行距離801は、プローブLprobeの幅にΔ1を加えたもの、つまりVpipe・Δtであることにも注目すべきである。
100%スキャン範囲の達成
【0087】
前述の例示した場合では、1組の開口のみを有する1つのプローブ103aのみを使用して、図8a、8bに関連して簡単なプローブスキャニングにより提供される螺旋状範囲について説明している。さらに、図8b、8cにおける円筒形検査対象物110の全面を平面図形として示すことで、図示および説明を容易にしている。
【0088】
図8aに見られるように、PAプローブ103aの第1の開口は、要素103a−e1、103a−e8を備える。簡単にするために、例示の場合を図8bに示すのにプローブ103aのみを使用する。通常の検査対象物周方向面を完全にカバーする検査対象物スキャニングプロセスは、図8bのスキャン領域1001になる定置軸方向位置に検査対象物があるときに少なくとも1度、検査対象物110周りの公知の位置または速度でプローブ103aを回転させることから始まることが好ましい。続けて図8bを参照すると、PAプローブ103aは、螺旋状検査ゾーンに入る前に、検査対象物110の軸方向移動を公知の速度にしながら、一定の回転速度を維持する。PAプローブ103aの螺旋状スキャン1002は、点A、Bにより示す0度の周方向位置から始まる。この第1の螺旋状スキャンは、点D、Eで示す360度の周方向位置で終わる。第2の螺旋状スキャンは、それぞれ点B、F、E、Gで各要素とともに同様に始まり終わる。螺旋状スキャンプロセスは、検査対象物の端部に達するまで続く。
【0089】
本開示の検査システムは、通常、パイプまたはロッド等の検査対象物に使用される。これらの検査対象物は、インラインプロセス、すなわち、検査を含むプロセスステップの線状構成より製造される。したがって、製造プロセスの効率は、検査対象物の処理量に直接関連する。前述した実施形態により、検査対象物の周方向面の完全な検査範囲が提供されるが、検査対象物110の軸方向移動は検査開始時に一瞬停止してこれを達成しなければならない。処理量が最優先事項である場合、検査対象物110は連続して検査システムを通って入り軸方向に移動する。しかし、これは、検査対象物110の前端の小部分の検査範囲を不完全にすることで行われる。
【0090】
図1に示すように、本開示の好ましい実施形態は、4本のPAプローブ103を使用する。前述した例示構成では、プローブが対で180度離れて配置される(すなわち103aおよび103c、103bおよび103d)。第1の対(103a、103c)を使用して、長手方向の壁厚さ測定に必要とされるような、第1の検査入射角による線形スキャンを行う。第2の対(103b、103d)を、横方向の欠陥検出に必要とされるような第2の検査入射角とともに使用する。プローブ103が使用可能ないずれの検査入射角を使用してもよい点に注目すべきである。
【0091】
所与の検査入射角に使用するプローブ103の数が多いほど、十分な検査面解像度を維持したまま、検査対象物110の軸方向速度が速くなる。
【0092】
本発明は、単一の回転板上の4つのPAプローブヘッドユニットを使用することに限定されないことを理解すべきである。回転板108上の0度および180度に位置する2つのPAプローブヘッドユニットを使用する構成、または0度、120度、240度に位置する3つのPAプローブヘッドユニットを持つ構成等の他の構成が可能である。1つのプローブヘッドユニットを、通常回転板上のプローブヘッドユニットに対向するカウンタウェイトとともに使用することもできることを理解すべきである。
【0093】
次に図8cを参照すると、図1のプローブ対103a、103cを使用して達成可能なインターレースパターンが示される。これらのプローブの両方が同時に検査対象物の周りを360度回転するため、検査対象物110の軸方向速度は前記単一の回転プローブ103aの軸方向速度の2倍となり、かつ同じ周方向スキャニング解像度を達成する。図8b、8cを比較してわかるように、プローブ開口径間距離はそれぞれ360度および180度で向きを変える。したがって、同じ回転速度に対して、プローブ対103a、103cが同じ軸方向距離をカバーするのにかかる時間が半分となる。したがって、同じ入射検査角を共有する複数のプローブ103を使用することにより、周方向スキャニング解像度を低下させることなく、検査対象物の軸方向処理量がこれらのプローブの数に正比例して増加する手段を提供する。
【0094】
以上の説明および図面が本発明の実施形態を開示することを理解すべきである。この開示の利点を前提として、当業者は種々の修正、代替構成、および等価物を使用して本発明の利点を達成することができることを理解すべきである。
【0095】
本発明は、各データ取得ユニットに組み込まれた無線トランスミッタ/レシーバ126について説明しているが、各DAU用の無線トランスミッタ/レシーバをDAUに外付けしてもよいことを理解すべきである。また、すべてのデータ取得において、潜在的に回転ディスク上の単一の無線トランスミッタ/レシーバを共有してもよいことを理解すべきである。
【0096】
また、好ましい実施形態は、各検査の初めと終わりに検査対象物を停止させて、検査対象物の端部での検査結果を最適化しているが、本発明はこれに関して限定されないことを理解すべきである。コンベヤ上での検査対象物の連続並進移動を本発明に適用してもよい。
【0097】
本開示で説明した無線接続121は、限定されないが無線周波数、マイクロ波、音響、赤外線、およびその他の光学技術を含む多くの種類の送受信技術および通信プロトコルを使用して、定置ユーザ操作ステーション120と回転プローブアセンブリ100との信号通信を達成する点に注目すべきである。さらに、インターネットプロトコル(TCP/IP)等の多くの標準または専用無線プロトコルを使用することができる。公開周波数帯域は待ち時間が遅いため、専用送信周波数帯域を使用することが好ましい点に注目すべきである。例えば、パソコンで使われる無線技術によって使用される従来の公開周波数帯域は、多数のユーザが同じ公開周波数帯域を競い合うため、ミリ秒の送受信待ち時間を有する。したがって、専用周波数帯域の待ち時間は、ユーザの数がはるかに少ないため、はるかに短くなる。
【0098】
本開示の実施形態の説明では、フェイズドアレイ超音波プローブを使用して円筒形の検査対象物を検査する適用について説明したが、この適用に限定されない。実際に、様々な多要素プローブセンサアレイを使用して、本開示の利点を得ることができる。このようなプローブの例として、渦電流アレイ(ECA)および音響プローブがある。本開示の教示を単一要素センサプローブに適用することができる点に注目すべきである。さらに、楕円形および多角形等の非円形の軸方向横断面を有する検査対象物を検査することもできる。
代替実施形態の詳細な説明
【0099】
好ましい実施形態の以下の設計変更が本開示の範囲に含まれるものであることを、当業者は理解すべきである。以下の代替実施形態の詳細な説明は、好ましい実施形態と異なる実施形態の部分に焦点を当てて、好ましい実施形態を補うものとして解釈すべきである。
代替実施形態1
【0100】
図1を参照すると、スリップリングインターフェース705(図7a、7b)を介して供給される外部電源の代わりに、電力発電機/分配器109がオプションとして使用される。図1に示すように、駆動軸ギア109aを図7cの軸受703のギア718に係合させた状態で回転板108に取り付けられた発電機109により、プローブアセンブリ100を回転させるための発電を行う。発電機109に供給されたエネルギーが、回転ドライブ704または702により供給される回転運動エネルギーから引き出される。電気調整器/分配器109cは、電力を必要とする回転板108上の装置、例えばデータ取得ユニット(DAU)102およびバッテリ109bとの使用に応じて、発電機109により供給された電気エネルギーを直流電圧または交流電圧(すなわちDCまたはAC)に変換する。
【0101】
バッテリ109b用の充電/監視装置が電気調整器/分配器109cまたはバッテリ109b内に配置される。さらに、バッテリ109b(充電式または非充電式)をその電力を必要とするプローブヘッドユニット101に接続する手段を設けてあれば、発電機109または電気調整器/分配器109cを必要とせずにバッテリ109bを単独で使用することができる。複数のバッテリを使用してもよく、各々、電力を供給する装置に近接して配置されることが好ましい。
【0102】
既存の発電機またはオルタネータを本発明で別の目的に使用して、開示されている回転PAシステムの電源を提供することを理解すべきである。
代替実施形態2
【0103】
好ましい実施形態について前述した方法で加圧空気を空気シリンダ106に供給する代わりに、搭載エアコンプレッサを回転板108上にオプションとして配置して使用することができる。
【0104】
図1を参照すると、別の方法として、周囲空気がオプションとしてコンプレッサ112により圧縮されて、加圧空気源として作動源分配器125に供給される。コンプレッサ112を電動モータ、あるいは回転板108の機械エネルギーにより、発電機109について前述したのと同様の方法で駆動することができる。
【0105】
さらに別の方法として、加圧容器113を使用して、コンプレッサ112が容器113を加圧することにより加圧空気を結合リング700に供給することができるようにする。回転板108に加圧容器113のみを取り付けるだけで、加圧空気を作動源分配器125に供給することができる点に注目すべきである。この場合、回転板108が停止されるセッション中に定置コンプレッサを取り付けることにより、容器113が圧縮空気で満たされる。
代替実施形態3
【0106】
図1、7a、7b、7cに示す前述したカプラントリング700およびカプラントインターフェース706を使用する代わりに、定置カプラント注水導管900を図9a、9bに示す。この定置カプラント注水導管900は、回転プローブアセンブリ100の回転板108に対して一定の位置に取り付けられる。分散ノズル901a、901b等が注水導管900に周方向に取り付けられて、カプラント、好ましくは水の実質的な層流をプローブ103a、103bの検知面と各検査面902との間に供給する。
【0107】
カプラント分散の例を、分散ノズル901a、901bに関して示す(図9a)。分散されたカプラント904a、904bを、好ましくは904の噴射方向に示す方向で結合領域902a、902bにそれぞれ加え、好ましくは検査対象物110の軸方向供給方向と板108の回転方向に対向させる。
【0108】
分散ノズル901は、噴射するカプラント904に示す方向または一定のパターンに限定されない点に注目すべきである。実際に、分散方向およびパターンを手動または動的に調節して検査対象物110の面902上のカプラントの層流を最適化することができる。
代替実施形態4
【0109】
図10に示すように、代替実施形態は複数の平行な回転板を配置することを含み、各回転板にはPAプローブヘッドユニットが設置されている。複数の回転PAアセンブリ100a、100b等の配置は、検査中に検査対象物の線速度が増加することを考慮したものである。このような複数の回転板の各々が、長手方向および横方向の欠陥検査または厚さ測定等の、特定の検査作業用に配置された特定の種類のPAプローブを有することができる。
【0110】
図10を続けて参照すると、回転PAプローブアセンブリ搬送台1003を使用して、回転プローブアセンブリ100a、100bを検査対象物110の長さに沿って、同じ速度または異なる速度で軸方向に移送する。この機能により、検査対象物110の連続した軸方向移動を維持することができ、検査処理量を増加させることができる。搬送台1003を垂直方向および横方向に調節して、検査対象物110の位置変動を補償することもできる。搬送台1003を使用すると、異なる検査を適用した複数群の回転プローブアセンブリを自在に配置することにより、PA検査システム全体の汎用性のある設計が可能になる。
【0111】
好ましい実施形態についての前述の説明では、検査対象物110を初めまたは終わりで停止させて、端部が1回または複数回スキャンされて、周方向面全体が図3に示すような完全な線形スキャンを確実に受けることが好ましいとしている。可動回転PAアセンブリ(図10に示す)を備えて配置されたこの代替実施形態によれば、検査対象物の初めと終わりに、1つの線形スキャン長さに対する検査対象物110と同じ速度および同じ軸方向で検査アセンブリ100aを移動させることによって、これらの相対動により検査対象物110の基本的な定置スキャンが行われ、図8bの囲まれた領域ABCDに示す同じスキャン結果を生じる。これにより、コンベヤ1004の停止をともなう複数の検査対象物の連続供給が可能になり、検査処理量が増加する。
代替実施形態5
【0112】
図11、1をまとめて参照すると、別の方法として、検査対象物110の外形に対するプローブ103の周方向および軸方向位置が、位置追跡装置1105により追跡される。この位置追跡装置1105は、ハウジング1104に取り付けられるか、あるいは取付けヨーク105(図2)または取付け板108上の他の適切な位置に組み込まれる。位置追跡装置1105は、検査対象物110の検査面に動作可能に結合される。装置1105からの信号がデータ取得ユニット(DAU)102またはハウジング1104内の電子機器に供給されて、検査対象物110に対するプローブ103の周方向および軸方向位置の情報を、前記無線インターフェースまたはスリップリング接続によりユーザ操作ステーション120に送る。
代替実施形態6
【0113】
図11、1を続けて参照すると、オプションとして、プローブヘッドおよびその他の装置の非対称質量構成を持つ、回転板108の質量中心を調節する手段を提供する実施形態が図11に示される。すなわち、質量調節装置1100が、PAプローブユニット101および位置追跡装置1105が配置される半径方向対向側よりも質量の小さい領域で回転板108上に配置される。1つまたは複数の重り1103が、調節ねじ1101の一定位置に配置される。重り1103の半径方向位置を手動または自動で調節して、回転板108の質量中心の位置を設定する。これは、フレーム701の2つの垂直支持部材の1つに配置された図7aのバランスセンサ717によって、回転板108の重り側の公知の周方向位置で測定することにより達成される。
【0114】
重量を4つの90度の回転間隔で測定してから、最高重量を測定する位置まで回転板108を回転させることが好ましい。その後、ねじ1101を時計方向に、例えば、所定量回して重り1103を半径方向外側に変位させる。次に、バランスセンサ717が新しい重量を示した後、板108が回転されて、前述したように90度間隔で再び重量が測定される。このプロセスは、重量測定変曲点が生じるまで、すなわち、センサ717が、例えば、測定された重量の減少を前の重量測定周期に対して示した後に、測定された重量の増加を示すまで連続して行われる。重量測定プロセスは、さらに、ねじ1301をより少なく調節して重量増加の変化を小さくすることにより1回または複数回連続して行われる。質量中心のバランスプロセスは、重り1103が良好に変位して、最後の重量測定変曲点が生じるときに終了する。
【0115】
前記例示した質量中心のバランスプロセスは、当業者により様々な方法で実施することができる。
代替実施形態7
【0116】
複数の回転プローブを、回転板108上の所与の周方向位置で長手方向に配置して、一斉に操作することができる。2本のプローブが、線形アレイ開口径間を互いに隣接させて、軸方向線に沿って配置されているとき、パイプは1回転周期時間Tの間に2本のプローブ長さを走行することができる。パイプが2Lprobe/Tよりも速く軸方向に移動して供給される場合、スキャンされた領域にスキャンされていない螺旋状の隙間が残る。
【0117】
したがって、同じタイプの欠陥または壁厚さの検査専用のn個のプローブが、軸方向線に沿って互いに隣接して配置されているときに、パイプは回転周期時間Tの間にn本のプローブ長さを走行することができる。
【0118】
すなわち、100%スキャン範囲を達成するために、パイプを供給する長手方向速度が以下の式3により制限される。ここで、mは軸方向に互いに隣接して配置されたプローブの総数である。
【0119】
式3
【数3】
【0120】
図10、11に示す例示の螺旋状スキャンは、回転プローブアセンブリ1201を完全に定置の検査対象物110の軸方向長さに沿って移動させることによっても得られる。
【0121】
本発明を特に例示した実施形態に関連して説明したが、他の多くの変更および改変、ならびに他の使用が当業者に明らかであろう。したがって、本発明は特定の開示によって限定されないことが好ましい。
【符号の説明】
【0122】
1 検査システム
100 プローブアセンブリ
109 発電機
120 ユーザ操作ステーション
1004 検査対象物コンベヤ
103 フェイズドアレイプローブ
100a、100b、1201 プローブアセンブリ
110 検査対象物
700 カプラントリング
900 カプラント注水導管
【特許請求の範囲】
【請求項1】
検査対象物の非破壊検査を行う検査システムであって、
長手方向搬送路に沿って前記検査対象物を搬送するための検査対象物コンベヤと、
少なくとも1つのプローブアセンブリであって、それ自体によって、前記検査対象物に誘発された信号を検知するように構成された少なくとも1つのフェイズドアレイプローブと、前記プローブアセンブリを移動可能に支持して前記検査対象物周りの周方向経路上を移動させるように構成されたプローブアセンブリコンベヤと、をさらに備えたプローブアセンブリと、
制御およびデータ処理システムであって、前記検査対象物コンベヤおよび前記プローブアセンブリコンベヤに結合され、前記フェイズドアレイプローブにより前記フェイズドアレイプローブからのデータ取得を可能にするように構成され、同時に前記検査対象物が前記長手方向路に沿って移動し、前記フェイズドアレイプローブが前記周方向経路上を移動する制御およびデータ処理システムと、
を備えた検査システム。
【請求項2】
前記プローブアセンブリが、前記プローブアセンブリコンベヤ上に互いに周方向に並置された、少なくとも2本の第1の型のフェイズドアレイプローブを備えることを特徴とする請求項1に記載の検査システム。
【請求項3】
前記プローブアセンブリが、前記プローブアセンブリコンベヤ上に互いに周方向に並置された、少なくとも2本の第2の型のフェイズドアレイプローブを備えることを特徴とする請求項1に記載の検査システム。
【請求項4】
前記プローブアセンブリが、
前記プローブアセンブリコンベヤ上に互いに周方向に並置された、少なくとも2本の第1の型のフェイズドアレイプローブと、
前記プローブアセンブリコンベヤ上に互いに周方向に並置され、前記第1の型のプローブに対して周方向に離間した、少なくとも2本の第2の型のフェイズドアレイプローブと、
を備え、
前記第1の型のフェイズドアレイプローブが、全体に長手方向路に延びる前記検査対象物の構造上の割れまたは欠陥の検知を最適化するように構成され、前記第2の型のフェイズドアレイプローブが、全体に前記長手方向路に対して実質的な角度を持って延びる割れまたは欠陥の検知を最適化するように構成されることを特徴とする請求項1に記載の検査システム。
【請求項5】
前記検査対象物コンベヤが、前記長手方向路のほぼ全体を通して、前記長手方向搬送路に沿って公知の速度で前記検査対象物を搬送するように構成され制御されることを特徴とする請求項1に記載の検査システム。
【請求項6】
前記プローブアセンブリが、前記プローブアセンブリコンベヤ上に互いに長手方向に並置された、少なくとも2本のフェイズドアレイプローブを備えることを特徴とする請求項1に記載の検査システム。
【請求項7】
前記プローブアセンブリコンベヤが、第2の回転可能な軸受構造体を回転可能に支持する第1の定置軸受構造体を備え、前記第2の軸受構造体が前記プローブアセンブリを支持するように構成されることを特徴とする請求項1に記載の検査システム。
【請求項8】
前記第1の軸受構造体と前記第2の軸受構造体との間で電力と信号とを結合するための電気結合構造を備えることを特徴する請求項6に記載の検査システム。
【請求項9】
前記電気結合構造が、スリップリングキャビティを備えることを特徴とする請求項7に記載の検査システム。
【請求項10】
カプラント流体を前記第1の軸受構造体から前記第2の軸受構造体に結合するためのカプラント注水装置と、前記フェイズドアレイプローブに隣接して配置されたカプラント流体分散剤と、を備えることを特徴とする請求項7に記載の検査システム。
【請求項11】
加圧ガスを前記第1の軸受構造体から前記第2の軸受構造体に結合するための加圧ガス装置と、前記フェイズドアレイプローブに隣接して配置された加圧ガス流体分散剤と、を備えることを特徴とする請求項7に記載の検査システム。
【請求項12】
前記第2の軸受構造体に搭載された加圧ガス装置と、前記フェイズドアレイプローブに隣接して配置された加圧ガス流体分散剤と、を備えることを特徴とする請求項7に記載の検査システム。
【請求項13】
前記プローブアセンブリコンベヤに配置され、前記プローブからデータを取得する少なくとも1つのデータ取得ユニットを備えることを特徴とする請求項1に記載の検査システム。
【請求項14】
前記プローブの周方向位置に関するデータを取得する少なくとも1つの周方向位置センサと、前記検査対象物の長手方向位置に関するデータを取得する少なくとも1つの長手方向位置センサと、を備えることを特徴とする請求項13に記載の検査システム。
【請求項15】
前記データ取得ユニットが、前記プローブにより検知された信号に基づくリアルタイムのAスキャンデータを生成するように構成され、前記Aスキャンデータが長手方向位置に関するデータと周方向位置に関するデータとであることを特徴とする請求項14に記載の検査システム。
【請求項16】
検知された信号が前記Aスキャンデータの欠陥を示すときを判定するための少なくとも1つ所定のゲートまたは閾値を備えることを特徴とする請求項15に記載の検査システム。
【請求項17】
検出された前記欠陥の長手方向位置および周方向位置を提供するための警報および表示機構を備えることを特徴とする請求項16に記載の検査システム。
【請求項18】
前記プローブアセンブリから処理コンピュータへデータ信号を無線通信するための無線システムを備えることを特徴とする請求項1に記載の検査システム。
【請求項19】
少なくとも1つのフェイズドアレイプローブが、前記検査対象物の長手方向位置を検知することを特徴とする請求項1に記載の検査システム。
【請求項20】
前記プローブアセンブリコンベヤが、前記長手方向路の周りの0°〜360°をほぼ含む角度範囲にわたる前記フェイズドアレイプローブの回転移動を可能にするように構成される、請求項1に記載の検査システム。
【請求項21】
前記プローブアセンブリコンベヤが、前記プローブアセンブリをほぼ一定の回転速度で前記長手方向路の周りを回転させるように構成されることを特徴とする請求項11に記載の検査システム。
【請求項22】
前記プローブアセンブリコンベヤが、前記フェイズドアレイプローブと前記検査対象物との間に設けられた間隔を制御するように構成される位置調整器を備えることを特徴とする請求項1に記載の検査システム。
【請求項23】
前記検査対象物を回転させ、前記検査対象物の重心を調節するための機構を備えることを特著とする請求項1に記載の検査システム。
【請求項24】
前記プローブアセンブリコンベヤが、前記プローブアセンブリを、前記検査対象物と同じ軸方向速度で移動させて前記検査対象物部を検査するための装置を備えることを特徴とする請求項1に記載の検査システム。
【請求項25】
前記カプラント分散剤が、前記フェイズドアレイプローブに結合された水のくさびの外面と前記検査対象物の対向面との間にカプラントの実質的な層流を生じさせるように構成されることを特徴とする請求項10に記載の検査システム。
【請求項26】
前記制御システムが、前記検査対象物および前記フェイズドアレイプローブについて最高の線速度値および回転速度値を記憶するように構成されたコンピュータプログラムを備えることを特徴とする請求項1に記載の検査システム。
【請求項27】
前記フェイズドアレイプローブが音響トランスデューサを備えることを特徴とする請求項1に記載の検査システム。
【請求項28】
前記フェイズドアレイプローブが、前記検査対象物中の渦電流を誘発し検知するように構成された要素を備えることを特徴とする請求項1に記載の検査システム。
【請求項29】
前記プローブアセンブリコンベヤに取り付けられて、前記プローブアセンブリのための発電を行うように構成された発電機を備えることを特徴とする請求項1に記載の検査システム。
【請求項30】
a)Lprobeは、第1の開口(103ap−a)内の所与の要素位置と最後の開口(103ap−n)内の各要素位置との間の距離であるプローブ開口径間として定義され、
b)Δtは、スキャン周期時間として定義され、第1の開口(103ap−a)のプローブのパルス受信周期の開始時に始まり、最後の開口(103ap−n)のパルス受信周期の完了時に終わり、
c)Vpipeは、一定で、前記検査対象物が供給される速度であり、
d)Δ1は、パイプがΔt中に走行する軸方向距離であり、
e)rpmは、前記回転プローブアセンブリコンベヤの回転速度であり、
f)Tは、プローブが前記検査対象物の周りを360度回転するのにかかる時間であり、rpm−1であり、
g)Vapertureは、一定で、各開口スキャン周期のプローブヘッドの速度であり、
h)Vrotateは、前記回転プローブアセンブリコンベヤの角速度であり、
i)nは、各PAプローブの開口の数であり、
j)mは、前記プローブアセンブリコンベヤに配置されたプローブの総数であり、
k)Δyは、ユニット周方向スキャン解像度であり、
ここで、前記検査対象物コンベヤ、前記プローブアセンブリコンベヤ、およびプローブは、
【数1】
により操作されることを特徴とする請求項1に記載の検査システム。
【請求項31】
Δyは、
【数2】
により決定されることを特徴とする請求項30に記載の検査システム。
【請求項32】
定置カプラント注水アセンブリをさらに備え、前記定置カプラント注水アセンブリが、前記検査対象物の面と前記検査対象物の面に対向する前記プローブの検査面との間にカプラントが層を形成するように、前記プローブの少なくとも1つのそれぞれにカプラントを噴射することを特徴とする請求項1に記載の検査システム。
【請求項1】
検査対象物の非破壊検査を行う検査システムであって、
長手方向搬送路に沿って前記検査対象物を搬送するための検査対象物コンベヤと、
少なくとも1つのプローブアセンブリであって、それ自体によって、前記検査対象物に誘発された信号を検知するように構成された少なくとも1つのフェイズドアレイプローブと、前記プローブアセンブリを移動可能に支持して前記検査対象物周りの周方向経路上を移動させるように構成されたプローブアセンブリコンベヤと、をさらに備えたプローブアセンブリと、
制御およびデータ処理システムであって、前記検査対象物コンベヤおよび前記プローブアセンブリコンベヤに結合され、前記フェイズドアレイプローブにより前記フェイズドアレイプローブからのデータ取得を可能にするように構成され、同時に前記検査対象物が前記長手方向路に沿って移動し、前記フェイズドアレイプローブが前記周方向経路上を移動する制御およびデータ処理システムと、
を備えた検査システム。
【請求項2】
前記プローブアセンブリが、前記プローブアセンブリコンベヤ上に互いに周方向に並置された、少なくとも2本の第1の型のフェイズドアレイプローブを備えることを特徴とする請求項1に記載の検査システム。
【請求項3】
前記プローブアセンブリが、前記プローブアセンブリコンベヤ上に互いに周方向に並置された、少なくとも2本の第2の型のフェイズドアレイプローブを備えることを特徴とする請求項1に記載の検査システム。
【請求項4】
前記プローブアセンブリが、
前記プローブアセンブリコンベヤ上に互いに周方向に並置された、少なくとも2本の第1の型のフェイズドアレイプローブと、
前記プローブアセンブリコンベヤ上に互いに周方向に並置され、前記第1の型のプローブに対して周方向に離間した、少なくとも2本の第2の型のフェイズドアレイプローブと、
を備え、
前記第1の型のフェイズドアレイプローブが、全体に長手方向路に延びる前記検査対象物の構造上の割れまたは欠陥の検知を最適化するように構成され、前記第2の型のフェイズドアレイプローブが、全体に前記長手方向路に対して実質的な角度を持って延びる割れまたは欠陥の検知を最適化するように構成されることを特徴とする請求項1に記載の検査システム。
【請求項5】
前記検査対象物コンベヤが、前記長手方向路のほぼ全体を通して、前記長手方向搬送路に沿って公知の速度で前記検査対象物を搬送するように構成され制御されることを特徴とする請求項1に記載の検査システム。
【請求項6】
前記プローブアセンブリが、前記プローブアセンブリコンベヤ上に互いに長手方向に並置された、少なくとも2本のフェイズドアレイプローブを備えることを特徴とする請求項1に記載の検査システム。
【請求項7】
前記プローブアセンブリコンベヤが、第2の回転可能な軸受構造体を回転可能に支持する第1の定置軸受構造体を備え、前記第2の軸受構造体が前記プローブアセンブリを支持するように構成されることを特徴とする請求項1に記載の検査システム。
【請求項8】
前記第1の軸受構造体と前記第2の軸受構造体との間で電力と信号とを結合するための電気結合構造を備えることを特徴する請求項6に記載の検査システム。
【請求項9】
前記電気結合構造が、スリップリングキャビティを備えることを特徴とする請求項7に記載の検査システム。
【請求項10】
カプラント流体を前記第1の軸受構造体から前記第2の軸受構造体に結合するためのカプラント注水装置と、前記フェイズドアレイプローブに隣接して配置されたカプラント流体分散剤と、を備えることを特徴とする請求項7に記載の検査システム。
【請求項11】
加圧ガスを前記第1の軸受構造体から前記第2の軸受構造体に結合するための加圧ガス装置と、前記フェイズドアレイプローブに隣接して配置された加圧ガス流体分散剤と、を備えることを特徴とする請求項7に記載の検査システム。
【請求項12】
前記第2の軸受構造体に搭載された加圧ガス装置と、前記フェイズドアレイプローブに隣接して配置された加圧ガス流体分散剤と、を備えることを特徴とする請求項7に記載の検査システム。
【請求項13】
前記プローブアセンブリコンベヤに配置され、前記プローブからデータを取得する少なくとも1つのデータ取得ユニットを備えることを特徴とする請求項1に記載の検査システム。
【請求項14】
前記プローブの周方向位置に関するデータを取得する少なくとも1つの周方向位置センサと、前記検査対象物の長手方向位置に関するデータを取得する少なくとも1つの長手方向位置センサと、を備えることを特徴とする請求項13に記載の検査システム。
【請求項15】
前記データ取得ユニットが、前記プローブにより検知された信号に基づくリアルタイムのAスキャンデータを生成するように構成され、前記Aスキャンデータが長手方向位置に関するデータと周方向位置に関するデータとであることを特徴とする請求項14に記載の検査システム。
【請求項16】
検知された信号が前記Aスキャンデータの欠陥を示すときを判定するための少なくとも1つ所定のゲートまたは閾値を備えることを特徴とする請求項15に記載の検査システム。
【請求項17】
検出された前記欠陥の長手方向位置および周方向位置を提供するための警報および表示機構を備えることを特徴とする請求項16に記載の検査システム。
【請求項18】
前記プローブアセンブリから処理コンピュータへデータ信号を無線通信するための無線システムを備えることを特徴とする請求項1に記載の検査システム。
【請求項19】
少なくとも1つのフェイズドアレイプローブが、前記検査対象物の長手方向位置を検知することを特徴とする請求項1に記載の検査システム。
【請求項20】
前記プローブアセンブリコンベヤが、前記長手方向路の周りの0°〜360°をほぼ含む角度範囲にわたる前記フェイズドアレイプローブの回転移動を可能にするように構成される、請求項1に記載の検査システム。
【請求項21】
前記プローブアセンブリコンベヤが、前記プローブアセンブリをほぼ一定の回転速度で前記長手方向路の周りを回転させるように構成されることを特徴とする請求項11に記載の検査システム。
【請求項22】
前記プローブアセンブリコンベヤが、前記フェイズドアレイプローブと前記検査対象物との間に設けられた間隔を制御するように構成される位置調整器を備えることを特徴とする請求項1に記載の検査システム。
【請求項23】
前記検査対象物を回転させ、前記検査対象物の重心を調節するための機構を備えることを特著とする請求項1に記載の検査システム。
【請求項24】
前記プローブアセンブリコンベヤが、前記プローブアセンブリを、前記検査対象物と同じ軸方向速度で移動させて前記検査対象物部を検査するための装置を備えることを特徴とする請求項1に記載の検査システム。
【請求項25】
前記カプラント分散剤が、前記フェイズドアレイプローブに結合された水のくさびの外面と前記検査対象物の対向面との間にカプラントの実質的な層流を生じさせるように構成されることを特徴とする請求項10に記載の検査システム。
【請求項26】
前記制御システムが、前記検査対象物および前記フェイズドアレイプローブについて最高の線速度値および回転速度値を記憶するように構成されたコンピュータプログラムを備えることを特徴とする請求項1に記載の検査システム。
【請求項27】
前記フェイズドアレイプローブが音響トランスデューサを備えることを特徴とする請求項1に記載の検査システム。
【請求項28】
前記フェイズドアレイプローブが、前記検査対象物中の渦電流を誘発し検知するように構成された要素を備えることを特徴とする請求項1に記載の検査システム。
【請求項29】
前記プローブアセンブリコンベヤに取り付けられて、前記プローブアセンブリのための発電を行うように構成された発電機を備えることを特徴とする請求項1に記載の検査システム。
【請求項30】
a)Lprobeは、第1の開口(103ap−a)内の所与の要素位置と最後の開口(103ap−n)内の各要素位置との間の距離であるプローブ開口径間として定義され、
b)Δtは、スキャン周期時間として定義され、第1の開口(103ap−a)のプローブのパルス受信周期の開始時に始まり、最後の開口(103ap−n)のパルス受信周期の完了時に終わり、
c)Vpipeは、一定で、前記検査対象物が供給される速度であり、
d)Δ1は、パイプがΔt中に走行する軸方向距離であり、
e)rpmは、前記回転プローブアセンブリコンベヤの回転速度であり、
f)Tは、プローブが前記検査対象物の周りを360度回転するのにかかる時間であり、rpm−1であり、
g)Vapertureは、一定で、各開口スキャン周期のプローブヘッドの速度であり、
h)Vrotateは、前記回転プローブアセンブリコンベヤの角速度であり、
i)nは、各PAプローブの開口の数であり、
j)mは、前記プローブアセンブリコンベヤに配置されたプローブの総数であり、
k)Δyは、ユニット周方向スキャン解像度であり、
ここで、前記検査対象物コンベヤ、前記プローブアセンブリコンベヤ、およびプローブは、
【数1】
により操作されることを特徴とする請求項1に記載の検査システム。
【請求項31】
Δyは、
【数2】
により決定されることを特徴とする請求項30に記載の検査システム。
【請求項32】
定置カプラント注水アセンブリをさらに備え、前記定置カプラント注水アセンブリが、前記検査対象物の面と前記検査対象物の面に対向する前記プローブの検査面との間にカプラントが層を形成するように、前記プローブの少なくとも1つのそれぞれにカプラントを噴射することを特徴とする請求項1に記載の検査システム。
【図2】

【図4】
【図5】
【図6】
【図7b】
【図10】
【図1】
【図3a】
【図3b】
【図7a】
【図7c】
【図8a】
【図8b】
【図8c】
【図9a】
【図9b】
【図11】
【図4】
【図5】
【図6】
【図7b】
【図10】
【図1】
【図3a】
【図3b】
【図7a】
【図7c】
【図8a】
【図8b】
【図8c】
【図9a】
【図9b】
【図11】
【公開番号】特開2011−237421(P2011−237421A)
【公開日】平成23年11月24日(2011.11.24)
【国際特許分類】
【外国語出願】
【出願番号】特願2011−91838(P2011−91838)
【出願日】平成23年4月18日(2011.4.18)
【出願人】(508103539)
【Fターム(参考)】
【公開日】平成23年11月24日(2011.11.24)
【国際特許分類】
【出願番号】特願2011−91838(P2011−91838)
【出願日】平成23年4月18日(2011.4.18)
【出願人】(508103539)
【Fターム(参考)】
[ Back to top ]