
非粘着性感触を有する延伸性および弾性コンジュゲート繊維およびウエブ
使い捨てのパーソナルケア製品の成分用途に特に適合した延伸性二成分繊維およびウエブ。慣用の弾性繊維およびウエブと比較した場合、弾性実施形態に対して所望の感触の性能をもたらすシース/コア構造が特定のオレフィンポリマーの組み合わせとシース構造により得られる。

【発明の詳細な説明】
【技術分野】
【0001】
本出願は、「非粘着性感触を有する延伸性および弾性コンジュゲート繊維およびウエブ」と題し、Joy F.Jordanらの名において2004年3月19日に出願された米国仮出願No.60/554,482の優先権を主張する。
【0002】
引用により本明細書に全体で組み込まれている、Attorney Docket Number 63585のChangらの名における「プロピレンベースのコポリマー、繊維の製造方法及び該繊維から製造される物品(Propylene-Based Copolymers, a Method of Making the Fibers and Articles Made from the Fibers)」と題する関連出願に留意されたい。
【0003】
本発明は、オレフィンポリマーから形成され、従来製造されてきた弾性繊維およびウエブに付随する粘着性の感触を示さずに延伸性および/または弾性を有する繊維およびウエブに関する。このような繊維およびフィラメント(filaments)は、多種多様な製品、例えば使い捨ておむつなどのパーソナルケア製品、水泳パンツ、失禁衣、女性用衛生製品、獣医用製品、包帯、ヘルスケア品、例えば手術着、外科用ドレープ、滅菌ラップなど、および室内装備品、例えば寝具、雑巾などにおいて用途を見出す。
【背景技術】
【0004】
低コストの繊維およびウエブの製造は、極めて発展した産業に成長し、いくつか挙げると、例えば使い捨てのおむつ、小児の水泳パンツ、小児のトレーニングパンツ、および成人の失禁衣などの多数の画期的な製品が可能となった。これらの製品が出現し、そして改善が行われるのにしたがって、繊維およびウエブ成分の要求も変化し、これらの材料に対して常に増大する要望が突きつけられてきた。特に、ウエストバンド、足の裾、およびこのような製品の全面裏打ち材または吸収材成分ならびに外科医着衣のそで口などの他のものとして、改善された快適性とフィット性のために弾性が追求される。これらの使い捨て製品の多くの製造に使用される高速装置での加工が高コストで困難であるために、在来のゴムおよび他のテキスタイル弾性材料は、これらの用途に対して限定された使用を見出したのみである。
【0005】
ポリマー製造者は、在来のポリオレフィンとほぼ同一の方法で溶融加工可能であるが、在来のゴムおよびテキスタイル弾性に近い弾性を有し、前述のものなどの使い捨ての繊維およびウエブ用途に高費用効率性であることができる新しい類のオレフィンポリマーを入手し得るようになった。しかしながら、繊維およびウエブが皮膚接触の使用に望ましくない粘着性で不快な感触によって、多数の用途に対するこれらのオレフィンポリマーの受け入れは遅れをとってきた。
【発明の開示】
【発明が解決しようとする課題】
【0006】
それゆえ、付随する粘着性の感触を持たない低コストのオレフィンポリマーを利用した弾性繊維およびウエブに対する必要性が存在する。本発明は、下記に更に詳述するコンジュゲート繊維の形態のそのようなオレフィンポリマーの繊維およびウエブを提供する。
【課題を解決するための手段】
【0007】
本発明は、約80ジュール/グラム未満の、好ましくは70ジュール/グラム未満の、更に好ましくは60ジュール/グラム未満の全融解熱を有する延伸性コンジュゲート繊維を提供する。この繊維は、繊維表面の少なくとも一部、ある場合には少なくとも第3の繊維表面を占め、ポリプロピレンホモポリマーまたはプロピレンコポリマーを含んでなる、全繊維の重量に対して0.001%ないしは約20%までの、望ましくは一部の用途には約15%までの、そして他の用途に対しては約10%までの第1の成分Aと、ある場合にはプロピレンベースのオレフィンポリマーである弾性オレフィンポリマーを含んでなる第2の成分Bとを含んでなる。本発明は、融解熱の少なくとも5%;好ましくは少なくとも25%;更に好ましくは少なくとも40%が80℃以下で生じる上述の延伸性コンジュゲート繊維を更に提供する。実施形態は、このコンジュゲート繊維がシース/コア(sheath/core)構造、偏心シース/コア(eccentric sheath/core)構造または他の構造、例えば中空のあるいはパイセグメント配列であるものを含む。有利な結果は、シースが不連続であるか、あるいは破断した形態のものであるシース/コア構造により得られる。ある実施形態においては、成分Aは繊維表面の90%以上を占める。また、該繊維は種々の用途に対して連続的なフィラメント長さあるいはステープル長さの形態のものであり得る。ウエブは、スパンボンディング、メルトブロー(meltblowing)、カーディング、ウエットレイ、エアレイにより、あるいは編みおよび織りなどのテキスタイル形成工程の使用により形成され得る。
【0008】
本発明は、成分Aに対して、比較的非弾性、高融解性および高結晶性のポリマーならびにシースのパッチまたは不連続の形態に分離するポリマーのブレンドを含む種々の低モジュラスポリマーを用いて実施され得る。通常、成分Bは、シングルサイト触媒による、あるいはメタロセンあるいは非メタロセン触媒によるエチレンおよびプロピレンベースのポリマー、例えば約5未満のMWDを有する反応器グレードポリマーおよびブレンドを含む弾性オレフィンポリマーおよびコポリマーから選択され得、多くの場合、約60ジュール/グラム未満の融解熱を有し得る。成分AおよびBは両方とも特定の性質のために種々の添加物を含有し、更なる成分が下記に更に詳述するように含まれ得る。更には、ある実施形態は、成分A中のコモノマーを少なくとも約2重量%少なくして、成分AおよびBに対してオレフィンコポリマーを使用することもできる。他の実施形態は、成分AまたはBとして、少なくとも9重量%のコモノマーを含有するプロピレンアルファオレフィンコポリマーを使用する。
【0009】
繊維およびウエブは、既知の方法、例えば巻縮、クレープ化、積層および被覆、印刷または撥き性、濡れ性、または吸収性を所望のように得るための試剤による含浸によっても処理され得る。本発明は、これらの弾性繊維およびウエブの使い捨ておよび他の製品の用途も含む。
【0010】
別の実施形態は、シースがさざ波形、破断した形またはパッチを形成するか、あるいは不連続であるシース/コア構造を含む。一つの実施形態においては、このシースはパッチを形成する相分離ポリマーのブレンドを含み得る。
【0011】
本発明において、ウエブは、スパンボンドおよびメルトブロー(meltblown)のような溶融押出の空気圧による延伸法により形成され得、そして約40%未満の、一部の用途には約15%未満の80%歪時の残留歪サイクル(set cycle)特性を有する。本発明は、このような繊維およびウエブを形成する方法も含む。
【発明を実施するための最良の形態】
【0012】
本発明を最良の形態を含む特定の実施形態に関連させて説明するが、本発明が例示の目的で説明される実施形態に限定されないということが理解されるべきである。逆に、本発明は、添付の特許請求の範囲により規定されている本発明の精神および範囲内に含まれ得る代替物、改変物および等価物を包含するように意図されている。
【0013】
試験方法
メルトフローレート:
ポリマーのメルトフローレートを求めるために、ASTM D1238試験方法を使用した。プロピレンを含むポリマーは、230℃および2.16kgのポリプロピレンの条件を用いて測定した。エチレン−オクテンポリマーは、190℃および2.16kgのポリエチレンの条件により測定した。
【0014】
シースおよびコア含量の設定:
繊維当たりのシース含量を設定するために、次の方法を使用した。スピンプレートへのポリマーの全重量流量に対するシース成分の重量流量の比がシースパーセントである。それゆえ、シース含量はこの繊維中のシースポリマーの重量パーセントである。
【0015】
密度法:
ASTM D4703−00にしたがってクーポン試料(1インチ×1インチ×0.125インチ)を190℃で圧縮成形し、手順Bを用いて冷却した。試料を40〜50℃まで冷却した時点で、取り出した。試料が23℃に達した時点で、Ohaus AP210はかり(Ohaus Corporation(Pine,Brook NJ))を用いて、乾燥重量およびイソプロパノール中の重量を測定した。ASTM D792手順Bにより規定されているように、密度を計算した。
【0016】
DSC法:
示差走査熱量測定(DSC)は半結晶性ポリマーの融解および結晶化の試験に使用可能な通常の方法である。DSC測定の一般的な原理と半結晶性ポリマーの試験へのDSCの適用は、標準的な教科書(例えば、E.A.Turi、ed.,Thermal Characterization of Polymeric Materials,Academic Press,1981)で述べられている。本発明の実施で使用されるコポリマーの一部は、本質的に同一のままに留まるTmeと、コポリマー中の不飽和コモノマーの量が増加するのにしたがって減少するTmaxを持つDSC曲線を特徴とする。Tmeは融解が終了する温度を意味する。Tmaxはピーク融解温度を意味する。
【0017】
TA Instruments,Inc.製のモデルQ1000 DSCを用いて、示差走査熱量測定(DSC)分析を行う。DSCの較正を次のように行う。第1に、アルミニウムDSCパン中に試料を入れずにDSCを−90℃から290℃まで走らせることにより、ベースラインを得る。次に、試料を180℃まで加熱し、10℃/分の冷却速度で140℃まで冷却し、続いて140℃で1分間等温的に保持し、続いて140℃から180℃に10℃/分の加熱速度で加熱することにより、7ミリグラムの新しいインジウム試料を分析する。このインジウム試料の溶解熱および融解の開始を求めて、融解の開始に対しては0.5℃から156.6℃内であり、溶解熱に対しては0.5J/gから28.71J/g内であることをチェックする。次に、DSCパン中の新しい試料の小滴を25℃から−30℃まで10℃/分の冷却速度で冷却することにより、脱イオン水を分析する。この試料を−30℃で2分間等温的に保持し、60℃まで10℃/分の加熱速度で加熱する。融解の開始を求めて、0.5℃から0℃内であることをチェックする。
【0018】
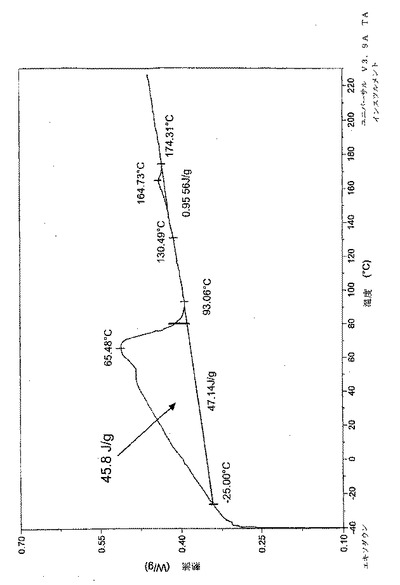
このポリマー試料を190℃の温度で薄いフィルムにプレスする。約5〜8mgの試料を秤り取り、DSCパン中に入れる。蓋をパン上に圧着して、密閉雰囲気を確保する。この試料パンをDSCセル中に入れ、約100℃/分の高速で融解温度の約30℃上の温度まで加熱する。この試料をこの温度で約3分間保つ。次に、この試料を10℃/分の速度で−40℃まで冷却し、この温度で3分間等温的に保持する。結果として、完全に融解するまでこの試料を10℃/分の速度で加熱する。この工程は2回目の加熱と表記される。ピーク融解温度、開始およびピークの結晶化温度、全溶解熱(融解熱としても知られる)(ΔH)、80℃以下の溶解熱(融解)(ΔHPA(80℃)について、得られたエンタルピー曲線を分析する。直線のベースラインを使用することにより融解の開始から融解の終わりまで融解吸熱の下の面積を積分することによって、全溶解熱を測定した。80℃以下の溶解熱(融解)を80℃以下の、全溶解熱の一部の面積として定義した。これは、通常、標準のDSCソフトウエアを用いて80℃において垂線を引くことによって測定する。図4は実施例1−01に対するこの計算を図示する。
【0019】
繊維および布に対するDSC法:
装置、較正方法、試料作製、およびデータ解析は前項での説明に類似するものであった。差異はフィルムの代わりに繊維または布試料を使用したことであった。
【0020】
繊維の引張試験:
2インチの間隔をあけた2つの空気圧で作動する線接触グリップの間に144本のフィラメントのトウを取り付けた。これをゲージ長とする。平らなグリップ面をゴムで被覆する。圧力を調整して、スリップを防止する(通常50〜100psi)。試料が破壊するまで、1分当たり10インチでクロスヘッドを増加させる。クロスヘッド変位を2インチで割り、100を掛けることにより、歪を計算する。還元荷重(g/デニール)は[荷重(グラム力)/フィラメント数/フィラメント当たりのデニール]に等しい。伸びを式1:
【数1】
により定義した。L0は初期長さであり、Lbreakは破断時の長さである。L0を2インチとする。靭性は式2:
【数2】
により定義する。Fbreakはグラム力で測定した破断時の力であり、dはフィラメント当たりのデニールであり、fはフィラメント数である。
【0021】
繊維50%1−サイクル試験:
試料を取り付け、グリップ間隔を引張試験におけるように設定した。クロスヘッド速度を1分当たり10インチに設定した。100%の歪までクロスヘッドを拡げ、次にクロスヘッドを同一のクロスヘッド速度で0%歪まで戻した。0%歪まで戻した後、クロスヘッドを1分当たり10インチで拡げた。荷重の開始に対応する歪を残留歪とした。30%歪時のクロスヘッドの第1の延伸および第1の収縮時で還元荷重を測定した。収縮時の30%歪時の還元荷重を延伸時の30%歪時の還元荷重で割ったものとして保持荷重を計算した。
【0022】
布の引張特性:
3インチ幅×8インチ細片をウエブからマシン方向(MD)および交差方向(CD)で切断することにより、不織布測定用の試料を得た。分析用はかりにより測定した重量を面積で割ることにより、g/m2での坪量を各試料について求めた。空気圧で作動する線接触グリップをはめたSintech機械試験装置を布の引張試験に使用した。初期のグリップの間隔を3インチとなるように設定した。8インチ長さをクロスヘッド変位の方向に平行に向けて試料を掴み、次に12インチ/分で破断するまで引っ張った。ピーク荷重およびピーク歪を各引張測定について記録した。
【0023】
布の弾性:
80%歪までの1−サイクルヒステリシス試験を用いて、弾性を測定した。この試験においては、初期には4インチ離れた、空気圧で作動する線接触グリップをはめたSintech機械試験装置の中に試料を取り付けた。次に、この試料を500mm/分で80%まで延伸し、同一の速度で0%歪まで戻した。収縮時の10g荷重時の歪を残留歪とした。ヒステリシス損失を延伸と収縮サイクルの間のエネルギー差として定義する。下降荷重は50%歪時の収縮力であった。すべての場合に、試料をグリーンあるいは非老化で測定した。
【0024】
繊維の感触:
繊維の感触をASTM D3108により0.25インチ直径のスチールロッド(ロックウエル硬度C60−C62;10マイクロインチの最大スムースネス)に対する90°のラップアングルでの摩擦係数によって測定する。試料は144本のフィラメントを含むものであった。この試験速度は1分当たり20メートルであり、予備張力は5グラムの力であった。
【0025】
不織布の感触:
布上で布を152mm/分で6インチ(152mm)滑らした場合に求められる摩擦係数により不織布ウエブの感触をキャラクタリゼーションする。この試験を行うために、200gの最終重量を得るためにフォームを添加した2インチ×4インチ(50.8mm×101.6mm)の寸法を有するスレッドに120mm長(MD)および67mm幅(CD)の試験材料の試料を底面にアイ・スクリューにより取り付ける。この試験材料の第2の試料を、少なくともこのスレッドの移動スペースを被覆しながら、305mm(MD)および約102mm〜127mm(CD)の幅を有する平坦な表面に取り付ける。使用する場合にはアイ・スクリューの周りにフィットさせるために、25.4mmのV−切れ目をこのスレッド試料中に作ってもよい。このスレッドを布で被覆された試験表面上に配置し、充分に延ばしたワイヤにより試料のMDがワイヤに平行になるように、S.A.Meyer(Milwaukee,Wl)から入手し得るChatillion Model DFICOF−2、200gスレッド用の平均化ゲージなどの装置に接続する。Kayeness,Inc.(Honey Brook,PA)から入手し得るKayeness「Combi」Model1055試験機などの装置により、スレッドの移動を制御することができ、ゲージにより移動の60秒間連続的な読みを得、平均COFとピークCOFを求める。試験を約23℃および50%RHの標準条件下で行った。10回の繰り返しを行い、結果を平均した。試料を3プライの厚さで作製し、テーブルとスレッド試料の両方の外側のプライを試験の開始前に除去した。高摩擦係数はこの布に対する粗い、あるいはあまり望ましくない「感触」を示す。一般に、約1.6未満の係数は許容し得るものであり、約1.4未満の係数は望ましいものである。
【0026】
走査電子顕微鏡法:
走査電子顕微鏡法用の繊維および不織布の試料をカーボンブラック充填テープおよび銅テープによりアルミニウム試料ステージ上に載せた。次に、アルゴンガス供給と真空ポンプを備えたStructure Probe Incorporated(West Chester,マサチューセッツ州))製のSPI−モジュールスパッタコーター(モデル番号11430)を用いて、この搭載した試料を100−200Åの金−パラジウムにより被覆した。
【0027】
次に、電界効果電子銃(field effect gun)を備え、Hitachi America,Ltd(Shaumberg,イリノイ州)により供給されるS4100走査電子顕微鏡により被覆した試料を検査した。3〜5kVの加速電圧を用いる二次電子画像形成モードを用いて試料を検査し、デジタル画像捕捉システムを用いて画像を集めた。
【0028】
定義
本明細書中で使用されるように、次の用語は、文脈が異なる意味を要求するか、あるいは異なる意味が表現されるのでない限り、特定の意味を有する;また特記しない限り、単数形は通常複数形を含み、複数形は通常単数形を含む。
【0029】
本明細書中で使用されるように、用語「含んでなる」はオープンであり、本発明の操作および結果を無にしない他の組成的成分、装置要素または方法工程の付加または組み合わせを含む。
【0030】
本明細書中で使用されるように、用語「繊維」は、長い構造を有する要素に対して包括的であり、規定された長さのものであるか、あるいは連続的であり得る。
【0031】
本明細書中で使用されるように、用語「フィラメント」は、用語「繊維」の種であり、直径に対する長さの比が極めて大きい、例えば1000以上の、溶融押出され、空気圧により延伸された、一般的に連続的なストランドを意味する。
【0032】
本明細書中で使用されるように、用語「延伸性」は、収縮性を有し得るか、あるいは有し得ないが、本明細書中で述べられる引張試験方法を用いて、繊維に対しては元の寸法の少なくとも50%(すなわち1.5×)まで、布に対しては元の寸法の少なくとも100%(すなわち2×)まで延伸性である材料を含む。「弾性」ウエブは、ウエブ試料が上記の試験方法で述べた80%歪までの1−サイクル試験により測定して40%未満の残留歪を有することを意味する。「弾性」繊維は、繊維試料が上記の試験方法で述べた50%歪までの1−サイクル試験により測定して15%未満の残留歪を有するということを意味する。
【0033】
知られているように、残留歪のレベルの低下は弾性のレベルの増加を示し、一部の用途に対しては、本発明の繊維およびウエブは例えば15%未満の残留歪を有する。繊維またはウエブはある点まで延伸され、続いて延伸前の元の位置まで緩和され、次に再度延伸される。繊維またはウエブが荷重を引張始める点はパーセント永久歪として、また使用される延伸サイクル数の形で表記される。「弾性材料」は当技術分野では「エラストマー」および「エラストマー性」とも呼ばれる。弾性材料(時には、弾性物品と呼ばれる)は、ポリマーそれ自身ならびに、限定ではないが、繊維、フィルム、細片、テープ、リボン、シートなどの形態のポリマーを含む。好ましい弾性材料はウエブである。この弾性材料は硬化あるいは非硬化、照射あるいは非照射、および/または架橋あるいは非架橋であることができる。
【0034】
本明細書中で使用されるように、「非弾性材料」は「弾性」の定義に合致しない材料を意味し、延伸性あるいは非延伸性であり得る。
【0035】
本明細書中で使用されるように、用語「不織布」は、編みまたは織り以外の手段により形成され、繊維またはフィラメントの一部または全部の間の結合を含有する繊維またはフィラメントのウエブを意味する;このような結合は、例えば熱的な手段、接着的な手段または絡み合いなどの機械的な手段により形成され得る。通常の不織布は、スパンボンド、メルトブロー、カーディング、ウエットレイおよびエアレイ法により形成される。
【0036】
本明細書中で使用されるように、用語「スパンボンド」は、ポリマー押出物をストランドに溶融押出、通常高速空気により急冷、延伸して、フィラメントを強化し、これを成形表面上に捕集し、多くの場合、熱と圧力をパターンで加えることによってボンディングすることにより形成されるフィラメントの不織布を意味する。スパンボンド法は、引用により本明細書に全体で組み込まれている、例えばAppelらの米国特許第4,340,563号、Matsukiらの米国特許第3,802,817号およびDorschnerらの米国特許第3,692,618号で述べられている。
【0037】
本明細書中で使用されるように、用語「メルトブロー(meltblown)」は、フィラメントを細径化し、直径を通常ミクロ繊維(すなわち、10ミクロン直径)サイズまで低下させる、収束性の高速で、通常高温の、ガス流(例えば空気)の中に、溶融したポリマー押出物を複数の微細な、通常円形の、ダイキャピラリーから溶融した糸またはフィラメントとして押し出すことにより形成される不織布を意味する。フィラメントは高速ガス流により搬送され、多くの場合粘着性である間に捕捉面上に堆積されて、ランダムに分散された、一般に連続的なフィラメントのウエブを形成する。このような方法は、例えば、引用により本明細書に全体で組み込まれている、Buntinの米国特許第3,849,241号で述べられている。
【0038】
本明細書中で使用されるように、用語「コンジュゲート」および「多成分」は互換的に使用され、繊維またはフィラメントの多種の押出物を組み合わせて、繊維またはフィラメントの長さ全体に沿って異なるポリマー成分により占められた少なくとも2つの相異なる部分を生じる繊維またはフィラメントを意味する。この繊維の断面は、多数の異なる構造、例えばサイドバイサイド(side-by-side)、パイ(pie)、シース/コア、偏心シース−コア(eccentric sheath-core)、アイランド・イン・シー(islands-in-the-sea)をとり得る。本発明が特に興味深いのは、シース/コア構造である。コンジュゲート繊維またはフィラメントは一部の用途に対しては1以上の中空の部分も有し得る。コンジュゲート繊維およびフィラメントならびにこれらの製造方法は、引用により本明細書に全体で組み込まれている、例えばShawverらの米国特許第5,425,987号で述べられている。コンジュゲート繊維およびフィラメントは、限定ではないが、スパンボンドおよびメルトブロー法を含む方法により形成され得る。
【0039】
「ポリマー」は、同一のあるいは異なるタイプのモノマーの重合により製造される高分子化合物を意味する。「ポリマー」は、ホモポリマー、コポリマー、ターポリマー、インターポリマー等を含む。用語「インターポリマー」は、少なくとも2つのタイプのモノマーまたはコモノマーの重合により製造されるポリマーを意味する。これは、限定ではないが、コポリマー(3つ以上の異なるタイプのモノマーあるいはコモノマーから製造されるポリマーを指すのに「インターポリマー」としばしば互換的に使用されるが、2つの異なるタイプのモノマーあるいはコモノマーから製造されるポリマーを通常指す)、ターポリマー(3つの異なるタイプのモノマーあるいはコモノマーから製造されるポリマーを通常指す)、テトラポリマー(4つの異なるタイプのモノマーあるいはコモノマーから製造されるポリマーを通常指す)などを含む。用語「モノマー」または「コモノマー」は互換的に使用され、ポリマーの製造のために反応器に添加される重合性部分の付いた任意の化合物を指す。ポリマーが1またはそれ以上のモノマーを含んでなるとして記述される場合、例えばプロピレンとエチレンを含んでなるポリマーの場合には、このポリマーは、勿論、モノマーそれ自身、例えばCH2=CH2でなく、モノマーから誘導される単位、例えば−CH2−CH2−を含んでなる。本明細書中で使用されるように、用語「ポリマー」は、一般に、限定ではないがホモポリマー、コポリマー、例えば、ブロック、グラフト、ランダムおよび交互コポリマー、ターポリマーなどと、これらのブレンドおよび変成物を含む。更には、特に限定しない限り、この用語はこの分子式のすべての可能な幾何的構造を含む。
【0040】
「P/E*コポリマー」および類似の用語は、(i)約14.6および約15.7ppmにおけるレギオエラーに対応する、ほぼ等しい強度の13CNMRピーク、(ii)本質的に同一のままに留まるTmeと、コポリマー中のコモノマー、すなわちエチレンおよび/または不飽和コモノマーから誘導される単位の量が増加するのにしたがって減少するTmaxを持つDSC曲線および(iii)チーグラー・ナッタ(Z−N)触媒により製造される同等のコポリマーよりも多くのガンマ形結晶を示すX線回折パターンの性質の少なくとも一つを有することを特徴とする、プロピレン/不飽和コモノマー(通常および好ましくはエチレン)コポリマーを意味する。通常、本実施形態のコポリマーはこれらの性質の少なくとも2つ、好ましくは3つ全部を特徴とする。本発明の他の実施形態においては、これらのコポリマーは、更に(iv)約−1.20以上のスキューネスインデックス(skewness index)、Sixを有することとしても特徴付けられる。
【0041】
本明細書中で使用されるように、「プロピレンベースのオレフィンポリマー」は全部あるいは大部分がプロピレン単位から構成されるポリマーまたはコポリマーを意味する。
【0042】
「メタロセン触媒ポリマー」または類似の用語は、メタロセン触媒の存在下で製造されるいかなるポリマーも意味する。「幾何拘束型触媒(Constrained geometry catalyst)で触媒されるポリマー」、「CGCで触媒されるポリマー」または類似の用語は、幾何拘束型触媒の存在下で製造されるいかなるポリマーも意味する。「チーグラー・ナッタで触媒されるポリマー」、「Z−Nで触媒されるポリマー」、または類似の用語は、チーグラー・ナッタ触媒の存在下で製造されるいかなるポリマーも意味する。「メタロセン」は、金属に結合した少なくとも1つの置換あるいは非置換のシクロペンタジエニル基を有する金属含有化合物を意味する。本明細書で使用される「幾何拘束型触媒」または「CGC」は、この用語が、米国特許第5,272,236号および第5,278,272号で規定され、述べられているのと同一の意味を有する。
【0043】
「ランダムコポリマー」は、モノマーがポリマー鎖にわたってランダムに分布しているコポリマーを意味する。「プロピレンホモポリマー」および類似の用語は、全て、あるいは本質的に全てプロピレンから誘導される単位からなるポリマーを意味する。「ポリプロピレンコポリマー」および類似の用語は、プロピレンとエチレンおよび/または、1以上の不飽和コモノマーから誘導される単位を含んでなるポリマーを意味する。用語「コポリマー」はターポリマー、テトラポリマーなどを含む。
【0044】
本発明の成分Bポリマーは、単独であれ、あるいは、1以上の他のポリマーとの組み合わせであれ、所望あるいは必要ならば、種々の添加物、例えば酸化防止剤、紫外線吸収剤、帯電防止剤、核形成剤、潤滑剤、難燃剤、ブロッキング防止剤、着色剤、無機あるいは有機充填剤などとブレンドされ得る。これらの添加物は慣用の物質および慣用の量で使用される。
【0045】
本発明の繊維に用いられる成分Bは、本発明の実施において使用されるプロピレンコポリマーと1以上の他のポリマーとのブレンドを含んでなることができ、ポリマーブレンド比は広く変化させることができ、好都合には、本発明の一つの実施形態において、繊維は、少なくとも約50、好ましくは少なくとも約60、更に好ましくは少なくとも約70重量パーセントのプロピレンから誘導される単位と、少なくとも約8重量パーセントのプロピレン以外のコモノマー(好ましくはエチレンまたはC4-12α−オレフィン)から誘導される単位とを含み、60ジュール/グラム以下の、好ましくは50ジュール/グラム以下の、更に好ましくは40ジュール/グラム以下の融解熱を有することを特徴とする、少なくとも約98、好ましくは少なくとも約99、更に好ましくは本質的には100重量パーセントのプロピレンコポリマーを含む成分Bブレンドを含んでなる。本発明のもう一つの実施形態において、プロピレンコポリマーは1以上のプロピレン/エチレンコポリマーである。前記したように、これらのポリマーまたはポリマーブレンドから製造される繊維は多数の異なる形態および構造のいずれかをとることができる。
【0046】
本発明によれば、コンジュゲート繊維またはフィラメントは、少なくとも一部、一部の実施形態においては、繊維あるいはフィラメントの形成された表面の90%以上を占める成分Aと共に形成される。表面含量は、特に成分Aがシース成分であるシース/コア繊維またはフィラメント構造に対しては押出速度(extrusion rate)から容易に求められ得る。弾性に及ぼす有害な影響を避けるためにこのシース成分含量は約10重量%を超えないことも重要である。不連続なシースを得るためには、シース成分は約6重量%を超えないことが望ましい。
【0047】
本発明によれば、成分Aは、望ましくはメタロセン触媒あるいは非メタロセン触媒によるエチレンまたはプロピレンベースのエラストマーおよびプラストマーであり得るポリマーおよびコポリマーから選択される。例は、限定ではないが、例えばDowから入手可能なプロピレンベースのエラストマーおよびプラストマー、Exxon−Mobilから入手可能なVlSTAMAXXブランドおよびMitsuiから入手可能なTAFMERブランドを含む。コモノマーは、C2、C4−C22ならびに機能的な利点のためにジエンなどの他のもの、4−メチル−ペンテンを含むことができる。一般に、約93モル%〜本質的に100モル%のプロピレンを有するプロピレンコポリマー、特にエチレンコポリマーに対しては約90モル%〜本質的に100モル%のプロピレンを有するものの選択。高モル%のコモノマーは、例えば弾性を増加する傾向がある一方で、高モル%のプロピレンは剛直な繊維およびフィラメントを生成する傾向がある。一部の実施形態に対しては、成分Aは、相分離ポリマーのブレンドであり得、相分離ポリマーのパッチに特有のスキン構造をもたらす。
【0048】
本発明によれば、成分Bは、望ましくはメタロセン触媒あるいは非メタロセン触媒によるエチレンまたはプロピレンベースのエラストマーであり得る弾性ポリマーおよびコポリマーから選択される。微細構造は、例えばランダム、非ランダムあるいはブロックコポリマーであり得る。例は、限定ではないが、プロピレンベースのエラストマーおよびプラストマー、例えばDowから入手可能なAFFINITYブランドその他、Exxon−Mobilから入手可能なVlSTAMAXXまたはExactブランドならびにMitsuiから入手可能なTAFMERブランドを含む。プロピレンベースのコポリマーに対しては、コモノマーは、C2、C4−C22ならびに機能的な利点のためにジエンなどの他のもの、4−メチル−ペンテンを含むことができる。コモノマー量の選択は個々のコモノマーと所望の弾性に基づき、量の低下は弾性の増加と結晶性の低下をもたらす。プロピレンベースのコポリマーに対しては、一般に、プロピレンの重量%は望ましくは約60〜91%の範囲にあり、プロピレンのモル%は望ましくは約79〜91モル%の範囲にある。エチレンとのコポリマーに対しては、特に、プロピレンの重量%は望ましくは約84〜91%の範囲にあり、モル%は望ましくは約77〜87モル%の範囲にある。エチレンベースのエラストマーに対しては、選択は望ましくは約1〜39容積%の結晶性範囲に基づき、一部の用途に対しては約1〜15容積%が有利である。容積パーセント結晶性(Volume percent crystallinity)は
【数3】
として定義される二相モデルを用いて計算される。ρはポリマーの密度であり、ρcは結晶性の密度であり、ρaは非晶質の密度であり、xは結晶の重量分率である。商x/ρcに100%を掛けて、容積パーセント結晶性とする。プロピレンの結晶性の場合には、ρaを0.853g/cm3とし、ρcを0.936g/cm3とする。
【0049】
エチレン−オクテンエラストマーに対しては、密度範囲は望ましくは約0.855〜0.910g/cc内で選択され得、一部の用途に対しては約0.855〜0.875である。メルトフローおよび分子量分布などの他のパラメーターは、当業者には既知であるように紡糸条件に基づいて選択され得る。
【0050】
本発明の成分Bプロピレンコポリマーは、コポリマーの重量基準で少なくとも約50、好ましくは少なくとも約60、更に好ましくは少なくとも約70重量パーセントのプロピレンから誘導される単位を含んでなる。プロピレンから誘導される充分量の単位はコポリマー中に存在して、溶融紡糸時のプロピレンの歪誘起結晶化挙動(Strain-induced crystallization behavior)のメリットを確実なものとする。延伸時に生成する歪誘起結晶性は紡糸を促進し、繊維の破断とローピングを低下させる。
【0051】
充分なレベルのプロピレン以外のコモノマーは結晶化を制御して、弾性性能を維持する。プロピレンコポリマーの残存する単位は少なくとも1つのコモノマー、例えばエチレン、C4-20α−オレフィン、C4-20ジエン、スチレン系の化合物から誘導されるが、好ましくは、コモノマーは、エチレンとC4-12σ−オレフィン、例えば1−ヘキセンまたは1−オクテンの少なくとも1つである。好ましくは、コポリマーの残存する単位はエチレンからのみ誘導される。
【0052】
コポリマー中のエチレン以外のコモノマーの量は、少なくとも一部は、コモノマーと、コポリマーの所望の融解熱の関数である。コポリマーの所望の融解熱は約60ジュール/グラムを超えず、弾性繊維に対しては約50ジュール/グラムを超えない。コモノマーがエチレンである場合には、通常このコモノマーから誘導される単位は、コポリマーの約16以下の、好ましくは約15以下の、更に好ましくは約12重量%以下を含んでなる。エチレンから誘導される単位の最小量は、通常、コポリマーの重量基準で少なくとも約5、好ましくは少なくとも約6、更に好ましくは少なくとも約8重量%である。
【0053】
本発明の成分Bプロピレンコポリマーはいかなる方法によっても製造可能であり、チーグラー・ナッタ、CGC、メタロセン、および非メタロセンで金属中心のヘテロアリール配位子触媒により製造されるコポリマーを含む。これらのコポリマーは、ランダム、ブロックおよびグラフトコポリマーを含むが、好ましくはランダム構造のものである。例示のプロピレンコポリマーは、Exxon−MobilのVISTAMAXX、Mitsui TAFMERおよびThe Dow Chemical Companyによるプロピレン−ベースのエラストマーおよびプラストマーを含む。
【0054】
本発明の成分Bコポリマーの密度は、通常、少なくとも約0.850、好ましくは少なくとも約0.860、更に好ましくは少なくとも約0.865グラム(g/cm3)である。通常、プロピレンコポリマーの最大密度は、約0.915であり、好ましくは最大密度は約0.900であり、更に好ましくは最大密度は約0.890g/cm3である。
【0055】
本発明の成分Bコポリマーの重量平均分子量(Mw)は広く変化することができるが、通常、(最小あるいは最大のMwに対する唯一の限界は実際的な検討により設定されるものであるとの理解の下で)約10,000と1,000,000との間である。メルトブロー繊維の製造で使用されるコポリマーに対しては、好ましくは最小のMwは約20,000、更に好ましくは約25,000である。
【0056】
本発明の成分Bコポリマーの多分散性は、通常、約2と約4との間にある。「狭い多分散性」、「狭い分子量分布」、「狭いMWD」および類似の用語は、約3.5未満の、好ましくは約3.0未満の、更に好ましくは約2.8未満の、更に好ましくは約2.5未満の、そして最も好ましくは約2.3未満の、数平均分子量(Mn)に対する重量平均分子量(Mw)の比(Mw/Mn)を意味する。繊維用途で使用するためのポリマーは、通常、狭い多分散性を有する。本発明のコポリマーの2つ以上を含んでなるブレンド、または本発明の少なくとも1つのコポリマーと少なくとも1つの他のポリマーを含んでなるブレンドは、4よりも大きい多分散性を有し得るが、紡糸への考慮から、このようなブレンドの多分散性はなお好ましくは約2と約4との間にある。
【0057】
好適な成分Bポリマーの例は、引用により本明細書に全体で組み込まれている、同じ優先日に出願された米国特許出願attorney docket番号63585のChangらの名前で「Propylene-Based Copolymers, a Method of Making the Fibers and Articles Made from the Fibers」と題する関連出願で更に詳細に述べられている。
【0058】
成分Bは少なくとも1つのプロピレン−コポリマー、例えばプロピレン−エチレンのブレンドを含み得る。好適な更なるポリマーは、限定ではないが、プロピレン−エチレン、ホモポリマーポリプロピレン、およびポリエチレンを含む、他のプロピレンコポリマーを含み得る。また、エチレンポリマーおよびコポリマーも使用され得る。好適な更なるポリマーは、チーグラー・ナッタ、CGC、メタロセン、および非メタロセンで金属中心のヘテロアリール配位子触媒により製造され得る。これらのコポリマーは、ランダム、ブロックおよびグラフトコポリマーを含むが、好ましくはランダム構造のものである。成分Bブレンドは、反応器中で、直列など多数の反応器の配列で、サイド・アーム押出法(side-arm extrusion process)で、あるいは溶融ブレンドにより製造され得る。
【0059】
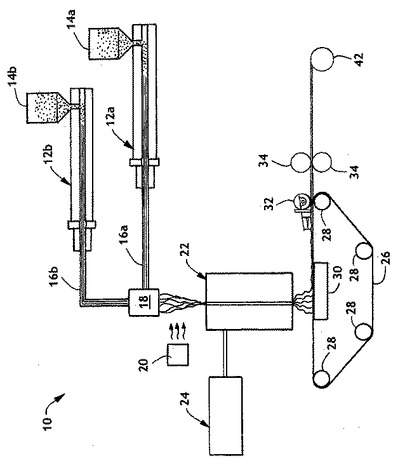
図1を見ると、本発明の一つの実施形態を製造するためのプロセスライン10が図示されている。プロセスライン10は、二成分連続フィラメントを製造するように配列されているが、本発明は、2成分以上のコンジュゲートフィラメントにより製造される不織布を含んでいるということを理解すべきである。例えば、本発明のフィラメントおよび不織布は3成分、4成分以上を有するフィラメントにより製造可能である。
【0060】
プロセスライン10は、ポリマー成分Aおよびポリマー成分Bを別々に押し出すための一対の押出機12aおよび12bを含む。ポリマー成分Aは第1のホッパー14aから押出機12aにフィードされ、ポリマー成分Bは第2のホッパー14bから押出機12bにフィードされる。ポリマー成分AおよびBは、押出機12aおよび12bから、それぞれポリマー導管16aおよび16bを通って、スピナレット18までフィードされる。
【0061】
コンジュゲートフィラメントを押し出すためのスピナレットは当業者に周知であるのでここでは詳述しない。一般的に述べると、スピナレット18は、一方の上面の上に他方を積み重ねた複数のプレートを含むスピンパックを含有するハウジングを含み、ポリマー成分AおよびBをスピナレットを通して別々に向かわせるための流れの経路を作るように開口のパターンが配列される。スピナレット18は1以上の列で配列された開口を有する。ポリマーがスピナレットを通して押し出されると、このスピナレットの開口は下方に押し出されるフィラメントのカーテンを形成する。スピナレット18は、シース/コア、偏心シース/コアまたは他のフィラメント断面を形成するように配列され得る。
【0062】
プロセスライン10は、スピナレット18から延びるフィラメントのカーテンに隣接して配置された急冷ブロワー20も含む。急冷空気ブロワー20からの空気はスピナレット18から延びるフィラメントを急冷する。図1で示したようにフィラメントのカーテン一方の側から、あるいはフィラメントのカーテンの両側からこの急冷空気を当てることができる。
【0063】
繊維延伸ユニット(fiber draw unit)またはアスピレーター22はスピナレット18の下に配置され、急冷されたフィラメントを受ける。溶融紡糸ポリマーで使用するための繊維延伸ユニットまたはアスピレーターは、上述のようによく知られている。本発明の方法における使用に好適な繊維延伸ユニットは、開示が引用により本明細書に全体で組み込まれている、米国特許第3,802,817号および第3,423,255号で示されるタイプの線状繊維アスピレーターを含む。
【0064】
一般的に述べると、繊維延伸ユニット22は、長い垂直通路を含み、これを通して、通路の側から入り通路を通って下方に流れる空気を吸引することにより、フィラメントが延伸される。ヒーターまたはブロワー24は吸引空気を繊維延伸ユニット22に供給する。この吸引空気は繊維延伸ユニットを通り抜けてフィラメントと外周空気とを引き込む。
【0065】
エンドレスの小孔形成面26は繊維延伸ユニット22の下に配置され、繊維延伸ユニットの出口開口から連続フィラメントを受ける。形成面26はガイドローラー28の周りを移動する。フィラメントを堆積させる形成面26の下に配置された真空30は、形成面に対してフィラメントを吸い込む。
【0066】
プロセスライン10は、ボンディング装置、例えばサーマルポイントボンディングローラー(thermal point bonding rollers)34(仮想的に示した)またはスルーエアボンダー(through-air bonders)36を更に含む。サーマルポイントボンダーおよびスルーエアボンダーは当業者にはよく知られており、ここでは詳しく説明しない。一般的に述べると、スルーエアボンダー36は、ウエブを受ける多孔ローラー38と多孔ローラーを取り囲むフードを含む。最後に、プロセスライン10は完成した布を巻き取るための巻き取りロール42を含む。
【0067】
プロセスライン10を運転するためには、ホッパー14aおよび14bはそれぞれポリマー成分AおよびBにより充填される。ポリマー成分AおよびBは溶融され、各押出機12aおよび12bにより、ポリマー導管16aおよび16b、スピナレット18を通して押し出される。この押し出されたフィラメントがスピナレット18の下に延びるにしたがって、急冷ブロワー20からの空気の流れはこのフィラメントを少なくとも部分的に急冷する。
【0068】
急冷した後、ヒーターまたはブロワー24から繊維延伸ユニットを通る空気などのガスの流れによりこのフィラメントは、繊維延伸ユニット22の垂直通路の中に取り込まれる。ガスの流れによって、フィラメントは延伸あるいは細径化されて、フィラメントを形成するポリマーの分子配向または結晶性を増加させる。
【0069】
このフィラメントは繊維延伸ユニット22の出口開口を通って移動する形成面26上に堆積される。真空30は形成面26に対してこのフィラメントを引っ張って、連続フィラメントの非結合不織布ウエブを圧密化する。必要ならば、このウエブは、圧縮ローラー32により更に圧縮され、次にローラー34またはスルーエアボンダー36によりサーマルポイントボンディングされ得る。
【0070】
図1に示すスルーエアボンダー36においては、成分Bの融解温度以上で、成分Aの融解温度に等しいか、あるいはそれ以下の温度を有する空気を、フード40からウエブを通して、多孔ローラー38の中に向ける。この高温の空気はポリマー成分Bを溶融し、それによって二成分フィラメントの間に結合を形成して、ウエブを集積する。ポリプロピレンとポリエチレンをポリマー成分として使用する場合には、スルーエアボンダーを流れる空気は、好ましくは約230°〜約280゜Fの範囲の温度と1分当たり約100〜約500フィートの速度を有する。スルーエアボンダー中の滞留時間は好ましくは約6秒未満である。しかしながら、スルーエアボンダーのパラメーターは、使用されるポリマーのタイプおよびウエブの厚さなどの要素に依存するということを理解すべきである。
【0071】
最後に、完成ウエブは巻き取りローラー42に巻き取られるか、あるいは当業者により理解されるような更なるインライン加工および/または転換工程(図示せず)に向けられてもよい。
【0072】
図1に関して述べられたボンディングの方法は、サーマルポイントボンディングとスルーエアボンディングであるが、本発明の不織布は、他の手段、例えばオーブンボンディング、超音波ボンディング、水流交絡、ニードリング、またはこれらの組み合わせによりボンディングされ得るということを理解しなければならない。このような工程は既知であり、ここでは詳しく議論されない。
【0073】
弾性コンジュゲートメルトブロー繊維およびフィラメントならびにウエブの形成も本発明により意図されている。メルトブローコンジュゲート法の説明については、引用により本明細書に全体で組み込まれている、Lakeらの米国特許第6,461,133号を参照されたい。一般に、好ましくは加熱され、粘着性繊維のマットとしての形成面上に吹き付けられる高速空気の流れを収束させることにより、形成時にフィラメントが接触されるということを除いて上述のものに類似したポリマー分布および紡糸法が使用され得る。所望ならば、上述のような更なるボンディング工程が使用され得る。
【0074】
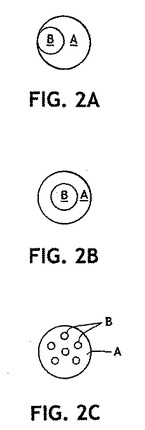
図2を見ると、3つの形態のコンジュゲートシース/コア繊維が断面で図示されている。図2Aは偏心配列であり、この場合にはコア成分Bは中心を外れており、そして外側繊維表面の一部を実際に形成し得るが、なお主として繊維断面内にある。図2Bは標準的なシース/コア配列であり、コア成分は全体的にコア成分A内にあり、一般に中心に設置されている。図2Cはアイランド・イン・シー配列を表し、この場合には成分A内に多数のコア成分Bが存在する。他の配列が当業者には明らかである。
【0075】
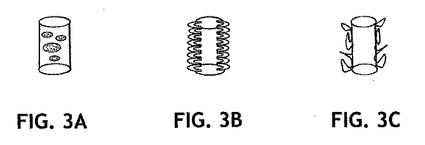
図3を見ると、本発明により意図されているいくつかのタイプのシース配列が模式的な斜視図で図示されている。図3Aは、シースがこの表面上にパッチを形成し、下記に述べる非相溶性ポリマーのブレンドであるシース成分Aの使用から生じ得る配列を図示したものである。図3Bは、繊維コア成分Bの周りに同心円的に配列された一連のひだを形成するさざ波形または波形のシースを図示したものである。図3Cは、繊維の表面に沿って不連続なフラグメントを形成するシースを図示したものである。他の配列は当業者には明らかであろう。
【実施例1】
【0076】
約60J/g未満のDSC融解熱のポリオレフィンコポリマーを成分Bに使用した。約60J/g超のDSC融解熱のホモポリマーとコポリマーを成分Aに使用した。各ポリマーのメルトフロー比(MFR)は20〜40(または約10〜20のメルトインデックス(MI)同等値)であった。
【表1】
【実施例2】
【0077】
本実施例においては、2つのスピンポンプからなり、第1のものが成分Aに対して使用され、1回転当たり2.5立方センチメートルで運転されるものであり、第2のものが成分Bに対するものであり、1回転当たり6.4立方センチメートルで運転されるものである、Hills(メルボルン、FL)から入手し得る二成分スピンラインを使用した。成分Aを170℃、200℃、220℃、および220℃の温度で維持される4つのゾーンを持つ押出機からフィードした。成分Bを180℃、210℃、230℃、および230℃の温度で維持される4つのゾーンを持つ押出機からフィードした。このダイは0.65mmの直径および3.85のL/Dの144個のホールを有するものであり、230℃で維持した。押出機における圧力設定点は750psiであり、繊維速度は1350m/分であり、800m/分からスタートし、30秒でランプ上昇させた。ゴデットロールを指示速度で用いて、繊維を延伸した。0.2m/秒の上方空気流れ、0.28m/秒の中間空気流れ、および0.44m/秒の下方空気流れの3つの急冷ゾーンを12℃で使用した。シースコア構造を、表2に示すように実施例1−01〜1−06においてシース含量を変化させて、10のMlと0.870g/ccの密度を有するエチレン−オクテンコポリマー(30−40重量%オクテン)をコアとして、そして38のMFRと0.900g/ccの密度を有するポリプロピレンをシースとして使用して紡糸した。図4は表2に示すDSC特性を図示したものである。このサーモグラムは、実施例1−01の融解エンタルピーの99%が80℃以下で生じ、全融解エンタルピー(ΔH)が50J/g未満であるということを示す。実施例1−07〜1−10はPE1とPE3により製造されたシース/コア繊維を記載したものである。参照として、比較例C1−C5を含めた。
【表2】
【0078】
種々の繊維に対してスループットと紡糸速度を変えることにより、延伸力の影響も調べた。これにより異なるデニールの繊維を生じた。
【0079】
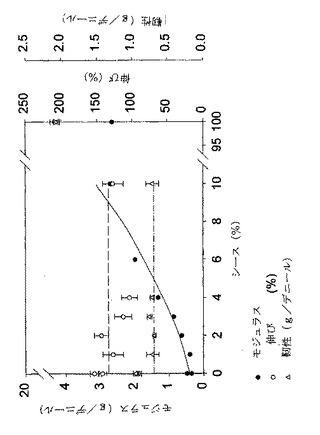
図5はモジュラス、靭性および破断伸びに及ぼすシース含量の影響を図示したものである。モジュラスは成分Aの量の増加と共に増加することが示される。硬い、高結晶性の成分の添加は軟らかい材料のモジュラスを増加させるために普通に行われることである。しかしながら、硬い第2の相の添加はこれらの最終的な特性を低下させる可能性がある。しかしながら、これらの実施例は、約10重量%までの成分Aの添加が伸びと靭性に著しく影響を及ぼさないということを示す。それゆえ、これらの繊維において、最終的な特性が成分Aにより影響を受けないということは新規なことである。
【0080】
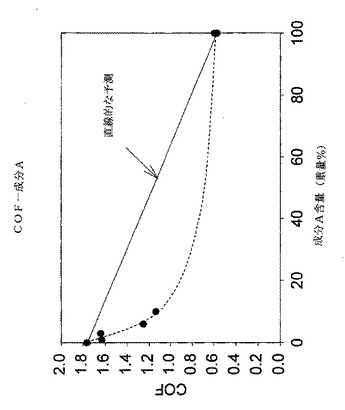
図6はCOFに及ぼすシース含量の影響を示す。PP1含量を増加することはCOFを減少させ、正の曲率の線を描く。この関係はブレンドに対する直線的な予測よりも下方になり、COFは予測よりも低いという証拠を与える。低いCOFは、通常のエラストマーにより製造される「粘着性の」、「他着性」あるいは「湿った」物品でなく、「乾いた」および「木綿様の」感触に変換される手触りの感触の局面であるので、皮膚と直接接触する衛生物品の成分に対しては一般に望ましい。
【0081】
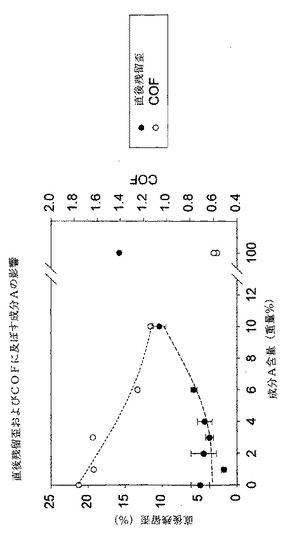
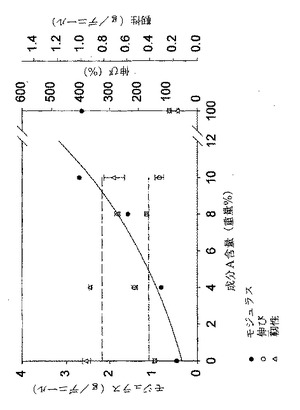
図7は実施例1−01〜1−06に対するシース含量の関数としての弾性性能およびCOFを図示したものである。図示されるように、シース含量を約10%以下に減少させることは残留歪の低下を生じ、そして弾性性能の観点からの望ましい範囲を表す。2〜10重量%以内の成分Aでは、COFも減少した。組み合わせると、COFと残留歪は、かなりの量の弾性を維持しながら、改善された手触りの感触に対する望ましい範囲を示す。本発明はいかなる理論によっても限定されるものでないが、2〜10重量%の成分Aを入れた繊維が不連続なシース構造を有し、そしてこのことが比較的低いCOFと比較的低い残留歪の望ましい組み合わせに寄与すると考えられる。
【0082】
図示されるようにシース構造は部分的に波形の、あるいはさざ波形の構造を形成し、図3Bに示す概略図と類似の特性を共有する。いかなる理論によっても限定されるものではないが、この部分的に波形の、あるいはさざ波形の構造は成分Aの不連続なシースであると考えられる。成分Aの波形の領域が望ましい手触りの感触を付与すると考えられる。成分Aの不完全な被覆は、より弾性の成分Bが変形し、自由に回復することを可能とし、それにより「非他着性の」手触りの感触と弾性性能の新規な組み合わせを付与すると考えられる。すべての場合に、得られるウエブの感触は、類似の弾性を有する弾性ホモポリマー繊維ウエブよりも改善された。
【0083】
上述のCOF試験に基づいて、実施例1−01から1−10の繊維から形成されるウエブの試料に対して感触結果を表1に示すように得た。
【実施例3】
【0084】
図1におけるような装置を用い、25HPIパック、390゜Fのメルト温度、0.6グラム/ホール/分、繊維延伸ユニット4psi、150゜Fの結合温度、上述のカレンダーロールワイヤ織目の条件を使用して、約1osy(34gsm)坪量のスパンボンドウエブを製造した(表3)。
【表3】
【0085】
ポリプロピレンシースおよびプラストマーシース材料は両方とも布様の感触を示したが、実施例2−1〜2−3のプラストマーシース実施形態は優れた弾性および快い手触り性の両方を示した。加えて、両方の成分に類似の結晶化速度と熱的挙動の樹脂を使用することは、加工(急冷、紡糸、より均一な延伸、結合および急冷)ならびに材料メリットを提供し得る。
【0086】
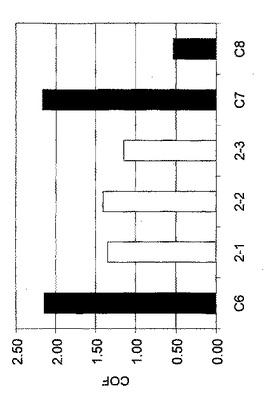
図8は本発明による種々の布および比較例のCOFを示す。実施例2−1および2−2は純粋なPE3布(C6)よりも低いCOFをもたらすということが明らかである。実施例2−3は純粋なPE2布(C7)よりも低いCOFをもたらす。
【0087】
良好な手触りの感触の一部は波形シース構造(図3B)に起因する。シースとコア中で使用されるベース樹脂の組成の変更において、モジュラスとモジュラスの差が波形の度合いに影響を及ぼすことは明らかである。
【実施例4】
【0088】
実施例1で述べたHillsの装置を用いて、次の表4に示すように有効な異相シースの繊維を得た。
【表4】
【0089】
図9を見ると、相分離したポリマーブレンドのシースに対する引張応答はPP1含量の増加と共にモジュラスの増加を示すことがわかる。図5に対応する実施例のように、これらの実施例はまた、約10重量%までの成分Aの添加が伸びと靭性に有意な影響を及ぼさないということも示す。それゆえ、最終的な特性がこれらの繊維中の成分Aにより影響を受けないということは重要な属性である。
【0090】
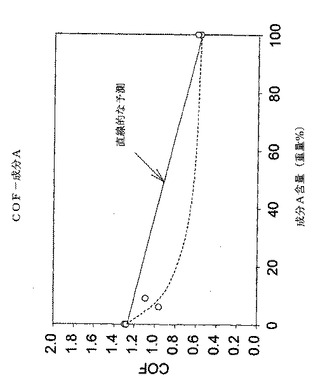
成分AとしてPE3とPP1の相分離したブレンド、および成分BとしてPE3を用いて繊維を製造した。PP1含量を増加することはCOFを減少させ、正の曲率の線を描く(図10)。この関係はブレンドに対する直線的な予測よりも下方になり、COFが予測よりも低いという証拠を与える。
【0091】
実施例2および3の機械特性を表5にまとめる。
【表5】
【0092】
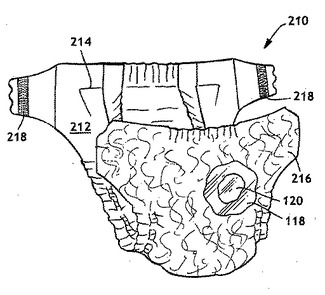
図11を見ると、本発明のコンジュゲート繊維ウエブを組み込んだ本発明のパーソナルケア製品の例が図示されている。おむつ210はライナー212を含んでなり、これは本発明によるコンジュゲートスパンボンドウエブであることができる。裏打ち材216(分かりやすくするために、部分的に剥離して、層118および120を出して見せる)は尿を通さず、漏れを回避させる一方で、ライナー212は尿を通過させ、吸収材214による吸収を可能とする。ライナー216の外側の層または露出された層は、所望ならば本発明によるコンジュゲート繊維ウエブであることができる。いくつかの取り付け手段、例えばフックファスナー要素218を提供して、ライナー216その他のループの受け入れ要素の露出された層を係合して、着用者にフィット性をもたらす。
【0093】
多数の他のパーソナルケアならびに更なる用途は上記の説明に基づけば当業者には明らかであろう。特にある程度の延伸および/または弾性が必要とされる低コスト用途に対しては、本発明の繊維およびウエブは理想的に適合する。例は、いくつか挙げると、パーソナルケア製品のライナー、裏打ち材、延伸ウエストおよび/または耳コンポーネントなどのコンポーネントに加えて、ヘルスケアおよび保護衣類の袖および/または足コンポーネント、延伸してフィットするフィルター要素、およびインテリア雑貨を含む。
【0094】
本発明をこれらの特定の実施形態に関して詳細に述べたが、当業者ならば、前出の理解を得たならば、これらの実施形態への変更物、変形物および等価物を容易に想起し得るということを認めるであろう。従って、本発明の範囲は添付の特許請求の範囲およびこれの任意の等価物の範囲として評価されるべきである。
【図面の簡単な説明】
【0095】
【図1】図1は本発明によるスパンボンド不織布の形成に使用され得る二成分紡糸システムの概略図である。
【図2】図2A−2Cは本発明によるコンジュゲート繊維のシース/コア構造の種々の断面構造を図示する。
【図3】図3A−3Cは異なるシース構造の本発明による繊維を示す概略図である。
【図4】図4は実施例1−01の2回目の加熱時のDSCサーモグラムである。
【図5】図5は本発明のコンジュゲート繊維(実施例1−01〜1−06)および比較例(C1、C2、C4、およびC5)に対する靭性、モジュラスおよび伸びをプロットしたグラフである。
【図6】図6は本発明のコンジュゲート繊維(実施例1−01〜1−06)および比較例に対するCOFをプロットしたグラフである。(C1、C2、およびC3)
【図7】図7は本発明のコンジュゲート繊維(実施例1−01〜1−06)および比較例に対するCOFおよび残留歪をプロットしたグラフである。
【図8】図8は種々の本発明の布および比較例のCOFを示すグラフである。
【図9】図9は本発明のコンジュゲート繊維(実施例3−09〜3−10)および比較例(C2およびC5)に対する靭性、モジュラスおよび伸びをプロットしたグラフである。
【図10】図10は本発明のコンジュゲート繊維(実施例3−03〜3−04)および比較例(C1、C2、C9、およびC10)に対するCOFをプロットしたグラフである。
【図11】図11は本発明によるパーソナルケア製品の概略図である。
【技術分野】
【0001】
本出願は、「非粘着性感触を有する延伸性および弾性コンジュゲート繊維およびウエブ」と題し、Joy F.Jordanらの名において2004年3月19日に出願された米国仮出願No.60/554,482の優先権を主張する。
【0002】
引用により本明細書に全体で組み込まれている、Attorney Docket Number 63585のChangらの名における「プロピレンベースのコポリマー、繊維の製造方法及び該繊維から製造される物品(Propylene-Based Copolymers, a Method of Making the Fibers and Articles Made from the Fibers)」と題する関連出願に留意されたい。
【0003】
本発明は、オレフィンポリマーから形成され、従来製造されてきた弾性繊維およびウエブに付随する粘着性の感触を示さずに延伸性および/または弾性を有する繊維およびウエブに関する。このような繊維およびフィラメント(filaments)は、多種多様な製品、例えば使い捨ておむつなどのパーソナルケア製品、水泳パンツ、失禁衣、女性用衛生製品、獣医用製品、包帯、ヘルスケア品、例えば手術着、外科用ドレープ、滅菌ラップなど、および室内装備品、例えば寝具、雑巾などにおいて用途を見出す。
【背景技術】
【0004】
低コストの繊維およびウエブの製造は、極めて発展した産業に成長し、いくつか挙げると、例えば使い捨てのおむつ、小児の水泳パンツ、小児のトレーニングパンツ、および成人の失禁衣などの多数の画期的な製品が可能となった。これらの製品が出現し、そして改善が行われるのにしたがって、繊維およびウエブ成分の要求も変化し、これらの材料に対して常に増大する要望が突きつけられてきた。特に、ウエストバンド、足の裾、およびこのような製品の全面裏打ち材または吸収材成分ならびに外科医着衣のそで口などの他のものとして、改善された快適性とフィット性のために弾性が追求される。これらの使い捨て製品の多くの製造に使用される高速装置での加工が高コストで困難であるために、在来のゴムおよび他のテキスタイル弾性材料は、これらの用途に対して限定された使用を見出したのみである。
【0005】
ポリマー製造者は、在来のポリオレフィンとほぼ同一の方法で溶融加工可能であるが、在来のゴムおよびテキスタイル弾性に近い弾性を有し、前述のものなどの使い捨ての繊維およびウエブ用途に高費用効率性であることができる新しい類のオレフィンポリマーを入手し得るようになった。しかしながら、繊維およびウエブが皮膚接触の使用に望ましくない粘着性で不快な感触によって、多数の用途に対するこれらのオレフィンポリマーの受け入れは遅れをとってきた。
【発明の開示】
【発明が解決しようとする課題】
【0006】
それゆえ、付随する粘着性の感触を持たない低コストのオレフィンポリマーを利用した弾性繊維およびウエブに対する必要性が存在する。本発明は、下記に更に詳述するコンジュゲート繊維の形態のそのようなオレフィンポリマーの繊維およびウエブを提供する。
【課題を解決するための手段】
【0007】
本発明は、約80ジュール/グラム未満の、好ましくは70ジュール/グラム未満の、更に好ましくは60ジュール/グラム未満の全融解熱を有する延伸性コンジュゲート繊維を提供する。この繊維は、繊維表面の少なくとも一部、ある場合には少なくとも第3の繊維表面を占め、ポリプロピレンホモポリマーまたはプロピレンコポリマーを含んでなる、全繊維の重量に対して0.001%ないしは約20%までの、望ましくは一部の用途には約15%までの、そして他の用途に対しては約10%までの第1の成分Aと、ある場合にはプロピレンベースのオレフィンポリマーである弾性オレフィンポリマーを含んでなる第2の成分Bとを含んでなる。本発明は、融解熱の少なくとも5%;好ましくは少なくとも25%;更に好ましくは少なくとも40%が80℃以下で生じる上述の延伸性コンジュゲート繊維を更に提供する。実施形態は、このコンジュゲート繊維がシース/コア(sheath/core)構造、偏心シース/コア(eccentric sheath/core)構造または他の構造、例えば中空のあるいはパイセグメント配列であるものを含む。有利な結果は、シースが不連続であるか、あるいは破断した形態のものであるシース/コア構造により得られる。ある実施形態においては、成分Aは繊維表面の90%以上を占める。また、該繊維は種々の用途に対して連続的なフィラメント長さあるいはステープル長さの形態のものであり得る。ウエブは、スパンボンディング、メルトブロー(meltblowing)、カーディング、ウエットレイ、エアレイにより、あるいは編みおよび織りなどのテキスタイル形成工程の使用により形成され得る。
【0008】
本発明は、成分Aに対して、比較的非弾性、高融解性および高結晶性のポリマーならびにシースのパッチまたは不連続の形態に分離するポリマーのブレンドを含む種々の低モジュラスポリマーを用いて実施され得る。通常、成分Bは、シングルサイト触媒による、あるいはメタロセンあるいは非メタロセン触媒によるエチレンおよびプロピレンベースのポリマー、例えば約5未満のMWDを有する反応器グレードポリマーおよびブレンドを含む弾性オレフィンポリマーおよびコポリマーから選択され得、多くの場合、約60ジュール/グラム未満の融解熱を有し得る。成分AおよびBは両方とも特定の性質のために種々の添加物を含有し、更なる成分が下記に更に詳述するように含まれ得る。更には、ある実施形態は、成分A中のコモノマーを少なくとも約2重量%少なくして、成分AおよびBに対してオレフィンコポリマーを使用することもできる。他の実施形態は、成分AまたはBとして、少なくとも9重量%のコモノマーを含有するプロピレンアルファオレフィンコポリマーを使用する。
【0009】
繊維およびウエブは、既知の方法、例えば巻縮、クレープ化、積層および被覆、印刷または撥き性、濡れ性、または吸収性を所望のように得るための試剤による含浸によっても処理され得る。本発明は、これらの弾性繊維およびウエブの使い捨ておよび他の製品の用途も含む。
【0010】
別の実施形態は、シースがさざ波形、破断した形またはパッチを形成するか、あるいは不連続であるシース/コア構造を含む。一つの実施形態においては、このシースはパッチを形成する相分離ポリマーのブレンドを含み得る。
【0011】
本発明において、ウエブは、スパンボンドおよびメルトブロー(meltblown)のような溶融押出の空気圧による延伸法により形成され得、そして約40%未満の、一部の用途には約15%未満の80%歪時の残留歪サイクル(set cycle)特性を有する。本発明は、このような繊維およびウエブを形成する方法も含む。
【発明を実施するための最良の形態】
【0012】
本発明を最良の形態を含む特定の実施形態に関連させて説明するが、本発明が例示の目的で説明される実施形態に限定されないということが理解されるべきである。逆に、本発明は、添付の特許請求の範囲により規定されている本発明の精神および範囲内に含まれ得る代替物、改変物および等価物を包含するように意図されている。
【0013】
試験方法
メルトフローレート:
ポリマーのメルトフローレートを求めるために、ASTM D1238試験方法を使用した。プロピレンを含むポリマーは、230℃および2.16kgのポリプロピレンの条件を用いて測定した。エチレン−オクテンポリマーは、190℃および2.16kgのポリエチレンの条件により測定した。
【0014】
シースおよびコア含量の設定:
繊維当たりのシース含量を設定するために、次の方法を使用した。スピンプレートへのポリマーの全重量流量に対するシース成分の重量流量の比がシースパーセントである。それゆえ、シース含量はこの繊維中のシースポリマーの重量パーセントである。
【0015】
密度法:
ASTM D4703−00にしたがってクーポン試料(1インチ×1インチ×0.125インチ)を190℃で圧縮成形し、手順Bを用いて冷却した。試料を40〜50℃まで冷却した時点で、取り出した。試料が23℃に達した時点で、Ohaus AP210はかり(Ohaus Corporation(Pine,Brook NJ))を用いて、乾燥重量およびイソプロパノール中の重量を測定した。ASTM D792手順Bにより規定されているように、密度を計算した。
【0016】
DSC法:
示差走査熱量測定(DSC)は半結晶性ポリマーの融解および結晶化の試験に使用可能な通常の方法である。DSC測定の一般的な原理と半結晶性ポリマーの試験へのDSCの適用は、標準的な教科書(例えば、E.A.Turi、ed.,Thermal Characterization of Polymeric Materials,Academic Press,1981)で述べられている。本発明の実施で使用されるコポリマーの一部は、本質的に同一のままに留まるTmeと、コポリマー中の不飽和コモノマーの量が増加するのにしたがって減少するTmaxを持つDSC曲線を特徴とする。Tmeは融解が終了する温度を意味する。Tmaxはピーク融解温度を意味する。
【0017】
TA Instruments,Inc.製のモデルQ1000 DSCを用いて、示差走査熱量測定(DSC)分析を行う。DSCの較正を次のように行う。第1に、アルミニウムDSCパン中に試料を入れずにDSCを−90℃から290℃まで走らせることにより、ベースラインを得る。次に、試料を180℃まで加熱し、10℃/分の冷却速度で140℃まで冷却し、続いて140℃で1分間等温的に保持し、続いて140℃から180℃に10℃/分の加熱速度で加熱することにより、7ミリグラムの新しいインジウム試料を分析する。このインジウム試料の溶解熱および融解の開始を求めて、融解の開始に対しては0.5℃から156.6℃内であり、溶解熱に対しては0.5J/gから28.71J/g内であることをチェックする。次に、DSCパン中の新しい試料の小滴を25℃から−30℃まで10℃/分の冷却速度で冷却することにより、脱イオン水を分析する。この試料を−30℃で2分間等温的に保持し、60℃まで10℃/分の加熱速度で加熱する。融解の開始を求めて、0.5℃から0℃内であることをチェックする。
【0018】
このポリマー試料を190℃の温度で薄いフィルムにプレスする。約5〜8mgの試料を秤り取り、DSCパン中に入れる。蓋をパン上に圧着して、密閉雰囲気を確保する。この試料パンをDSCセル中に入れ、約100℃/分の高速で融解温度の約30℃上の温度まで加熱する。この試料をこの温度で約3分間保つ。次に、この試料を10℃/分の速度で−40℃まで冷却し、この温度で3分間等温的に保持する。結果として、完全に融解するまでこの試料を10℃/分の速度で加熱する。この工程は2回目の加熱と表記される。ピーク融解温度、開始およびピークの結晶化温度、全溶解熱(融解熱としても知られる)(ΔH)、80℃以下の溶解熱(融解)(ΔHPA(80℃)について、得られたエンタルピー曲線を分析する。直線のベースラインを使用することにより融解の開始から融解の終わりまで融解吸熱の下の面積を積分することによって、全溶解熱を測定した。80℃以下の溶解熱(融解)を80℃以下の、全溶解熱の一部の面積として定義した。これは、通常、標準のDSCソフトウエアを用いて80℃において垂線を引くことによって測定する。図4は実施例1−01に対するこの計算を図示する。
【0019】
繊維および布に対するDSC法:
装置、較正方法、試料作製、およびデータ解析は前項での説明に類似するものであった。差異はフィルムの代わりに繊維または布試料を使用したことであった。
【0020】
繊維の引張試験:
2インチの間隔をあけた2つの空気圧で作動する線接触グリップの間に144本のフィラメントのトウを取り付けた。これをゲージ長とする。平らなグリップ面をゴムで被覆する。圧力を調整して、スリップを防止する(通常50〜100psi)。試料が破壊するまで、1分当たり10インチでクロスヘッドを増加させる。クロスヘッド変位を2インチで割り、100を掛けることにより、歪を計算する。還元荷重(g/デニール)は[荷重(グラム力)/フィラメント数/フィラメント当たりのデニール]に等しい。伸びを式1:
【数1】
により定義した。L0は初期長さであり、Lbreakは破断時の長さである。L0を2インチとする。靭性は式2:
【数2】
により定義する。Fbreakはグラム力で測定した破断時の力であり、dはフィラメント当たりのデニールであり、fはフィラメント数である。
【0021】
繊維50%1−サイクル試験:
試料を取り付け、グリップ間隔を引張試験におけるように設定した。クロスヘッド速度を1分当たり10インチに設定した。100%の歪までクロスヘッドを拡げ、次にクロスヘッドを同一のクロスヘッド速度で0%歪まで戻した。0%歪まで戻した後、クロスヘッドを1分当たり10インチで拡げた。荷重の開始に対応する歪を残留歪とした。30%歪時のクロスヘッドの第1の延伸および第1の収縮時で還元荷重を測定した。収縮時の30%歪時の還元荷重を延伸時の30%歪時の還元荷重で割ったものとして保持荷重を計算した。
【0022】
布の引張特性:
3インチ幅×8インチ細片をウエブからマシン方向(MD)および交差方向(CD)で切断することにより、不織布測定用の試料を得た。分析用はかりにより測定した重量を面積で割ることにより、g/m2での坪量を各試料について求めた。空気圧で作動する線接触グリップをはめたSintech機械試験装置を布の引張試験に使用した。初期のグリップの間隔を3インチとなるように設定した。8インチ長さをクロスヘッド変位の方向に平行に向けて試料を掴み、次に12インチ/分で破断するまで引っ張った。ピーク荷重およびピーク歪を各引張測定について記録した。
【0023】
布の弾性:
80%歪までの1−サイクルヒステリシス試験を用いて、弾性を測定した。この試験においては、初期には4インチ離れた、空気圧で作動する線接触グリップをはめたSintech機械試験装置の中に試料を取り付けた。次に、この試料を500mm/分で80%まで延伸し、同一の速度で0%歪まで戻した。収縮時の10g荷重時の歪を残留歪とした。ヒステリシス損失を延伸と収縮サイクルの間のエネルギー差として定義する。下降荷重は50%歪時の収縮力であった。すべての場合に、試料をグリーンあるいは非老化で測定した。
【0024】
繊維の感触:
繊維の感触をASTM D3108により0.25インチ直径のスチールロッド(ロックウエル硬度C60−C62;10マイクロインチの最大スムースネス)に対する90°のラップアングルでの摩擦係数によって測定する。試料は144本のフィラメントを含むものであった。この試験速度は1分当たり20メートルであり、予備張力は5グラムの力であった。
【0025】
不織布の感触:
布上で布を152mm/分で6インチ(152mm)滑らした場合に求められる摩擦係数により不織布ウエブの感触をキャラクタリゼーションする。この試験を行うために、200gの最終重量を得るためにフォームを添加した2インチ×4インチ(50.8mm×101.6mm)の寸法を有するスレッドに120mm長(MD)および67mm幅(CD)の試験材料の試料を底面にアイ・スクリューにより取り付ける。この試験材料の第2の試料を、少なくともこのスレッドの移動スペースを被覆しながら、305mm(MD)および約102mm〜127mm(CD)の幅を有する平坦な表面に取り付ける。使用する場合にはアイ・スクリューの周りにフィットさせるために、25.4mmのV−切れ目をこのスレッド試料中に作ってもよい。このスレッドを布で被覆された試験表面上に配置し、充分に延ばしたワイヤにより試料のMDがワイヤに平行になるように、S.A.Meyer(Milwaukee,Wl)から入手し得るChatillion Model DFICOF−2、200gスレッド用の平均化ゲージなどの装置に接続する。Kayeness,Inc.(Honey Brook,PA)から入手し得るKayeness「Combi」Model1055試験機などの装置により、スレッドの移動を制御することができ、ゲージにより移動の60秒間連続的な読みを得、平均COFとピークCOFを求める。試験を約23℃および50%RHの標準条件下で行った。10回の繰り返しを行い、結果を平均した。試料を3プライの厚さで作製し、テーブルとスレッド試料の両方の外側のプライを試験の開始前に除去した。高摩擦係数はこの布に対する粗い、あるいはあまり望ましくない「感触」を示す。一般に、約1.6未満の係数は許容し得るものであり、約1.4未満の係数は望ましいものである。
【0026】
走査電子顕微鏡法:
走査電子顕微鏡法用の繊維および不織布の試料をカーボンブラック充填テープおよび銅テープによりアルミニウム試料ステージ上に載せた。次に、アルゴンガス供給と真空ポンプを備えたStructure Probe Incorporated(West Chester,マサチューセッツ州))製のSPI−モジュールスパッタコーター(モデル番号11430)を用いて、この搭載した試料を100−200Åの金−パラジウムにより被覆した。
【0027】
次に、電界効果電子銃(field effect gun)を備え、Hitachi America,Ltd(Shaumberg,イリノイ州)により供給されるS4100走査電子顕微鏡により被覆した試料を検査した。3〜5kVの加速電圧を用いる二次電子画像形成モードを用いて試料を検査し、デジタル画像捕捉システムを用いて画像を集めた。
【0028】
定義
本明細書中で使用されるように、次の用語は、文脈が異なる意味を要求するか、あるいは異なる意味が表現されるのでない限り、特定の意味を有する;また特記しない限り、単数形は通常複数形を含み、複数形は通常単数形を含む。
【0029】
本明細書中で使用されるように、用語「含んでなる」はオープンであり、本発明の操作および結果を無にしない他の組成的成分、装置要素または方法工程の付加または組み合わせを含む。
【0030】
本明細書中で使用されるように、用語「繊維」は、長い構造を有する要素に対して包括的であり、規定された長さのものであるか、あるいは連続的であり得る。
【0031】
本明細書中で使用されるように、用語「フィラメント」は、用語「繊維」の種であり、直径に対する長さの比が極めて大きい、例えば1000以上の、溶融押出され、空気圧により延伸された、一般的に連続的なストランドを意味する。
【0032】
本明細書中で使用されるように、用語「延伸性」は、収縮性を有し得るか、あるいは有し得ないが、本明細書中で述べられる引張試験方法を用いて、繊維に対しては元の寸法の少なくとも50%(すなわち1.5×)まで、布に対しては元の寸法の少なくとも100%(すなわち2×)まで延伸性である材料を含む。「弾性」ウエブは、ウエブ試料が上記の試験方法で述べた80%歪までの1−サイクル試験により測定して40%未満の残留歪を有することを意味する。「弾性」繊維は、繊維試料が上記の試験方法で述べた50%歪までの1−サイクル試験により測定して15%未満の残留歪を有するということを意味する。
【0033】
知られているように、残留歪のレベルの低下は弾性のレベルの増加を示し、一部の用途に対しては、本発明の繊維およびウエブは例えば15%未満の残留歪を有する。繊維またはウエブはある点まで延伸され、続いて延伸前の元の位置まで緩和され、次に再度延伸される。繊維またはウエブが荷重を引張始める点はパーセント永久歪として、また使用される延伸サイクル数の形で表記される。「弾性材料」は当技術分野では「エラストマー」および「エラストマー性」とも呼ばれる。弾性材料(時には、弾性物品と呼ばれる)は、ポリマーそれ自身ならびに、限定ではないが、繊維、フィルム、細片、テープ、リボン、シートなどの形態のポリマーを含む。好ましい弾性材料はウエブである。この弾性材料は硬化あるいは非硬化、照射あるいは非照射、および/または架橋あるいは非架橋であることができる。
【0034】
本明細書中で使用されるように、「非弾性材料」は「弾性」の定義に合致しない材料を意味し、延伸性あるいは非延伸性であり得る。
【0035】
本明細書中で使用されるように、用語「不織布」は、編みまたは織り以外の手段により形成され、繊維またはフィラメントの一部または全部の間の結合を含有する繊維またはフィラメントのウエブを意味する;このような結合は、例えば熱的な手段、接着的な手段または絡み合いなどの機械的な手段により形成され得る。通常の不織布は、スパンボンド、メルトブロー、カーディング、ウエットレイおよびエアレイ法により形成される。
【0036】
本明細書中で使用されるように、用語「スパンボンド」は、ポリマー押出物をストランドに溶融押出、通常高速空気により急冷、延伸して、フィラメントを強化し、これを成形表面上に捕集し、多くの場合、熱と圧力をパターンで加えることによってボンディングすることにより形成されるフィラメントの不織布を意味する。スパンボンド法は、引用により本明細書に全体で組み込まれている、例えばAppelらの米国特許第4,340,563号、Matsukiらの米国特許第3,802,817号およびDorschnerらの米国特許第3,692,618号で述べられている。
【0037】
本明細書中で使用されるように、用語「メルトブロー(meltblown)」は、フィラメントを細径化し、直径を通常ミクロ繊維(すなわち、10ミクロン直径)サイズまで低下させる、収束性の高速で、通常高温の、ガス流(例えば空気)の中に、溶融したポリマー押出物を複数の微細な、通常円形の、ダイキャピラリーから溶融した糸またはフィラメントとして押し出すことにより形成される不織布を意味する。フィラメントは高速ガス流により搬送され、多くの場合粘着性である間に捕捉面上に堆積されて、ランダムに分散された、一般に連続的なフィラメントのウエブを形成する。このような方法は、例えば、引用により本明細書に全体で組み込まれている、Buntinの米国特許第3,849,241号で述べられている。
【0038】
本明細書中で使用されるように、用語「コンジュゲート」および「多成分」は互換的に使用され、繊維またはフィラメントの多種の押出物を組み合わせて、繊維またはフィラメントの長さ全体に沿って異なるポリマー成分により占められた少なくとも2つの相異なる部分を生じる繊維またはフィラメントを意味する。この繊維の断面は、多数の異なる構造、例えばサイドバイサイド(side-by-side)、パイ(pie)、シース/コア、偏心シース−コア(eccentric sheath-core)、アイランド・イン・シー(islands-in-the-sea)をとり得る。本発明が特に興味深いのは、シース/コア構造である。コンジュゲート繊維またはフィラメントは一部の用途に対しては1以上の中空の部分も有し得る。コンジュゲート繊維およびフィラメントならびにこれらの製造方法は、引用により本明細書に全体で組み込まれている、例えばShawverらの米国特許第5,425,987号で述べられている。コンジュゲート繊維およびフィラメントは、限定ではないが、スパンボンドおよびメルトブロー法を含む方法により形成され得る。
【0039】
「ポリマー」は、同一のあるいは異なるタイプのモノマーの重合により製造される高分子化合物を意味する。「ポリマー」は、ホモポリマー、コポリマー、ターポリマー、インターポリマー等を含む。用語「インターポリマー」は、少なくとも2つのタイプのモノマーまたはコモノマーの重合により製造されるポリマーを意味する。これは、限定ではないが、コポリマー(3つ以上の異なるタイプのモノマーあるいはコモノマーから製造されるポリマーを指すのに「インターポリマー」としばしば互換的に使用されるが、2つの異なるタイプのモノマーあるいはコモノマーから製造されるポリマーを通常指す)、ターポリマー(3つの異なるタイプのモノマーあるいはコモノマーから製造されるポリマーを通常指す)、テトラポリマー(4つの異なるタイプのモノマーあるいはコモノマーから製造されるポリマーを通常指す)などを含む。用語「モノマー」または「コモノマー」は互換的に使用され、ポリマーの製造のために反応器に添加される重合性部分の付いた任意の化合物を指す。ポリマーが1またはそれ以上のモノマーを含んでなるとして記述される場合、例えばプロピレンとエチレンを含んでなるポリマーの場合には、このポリマーは、勿論、モノマーそれ自身、例えばCH2=CH2でなく、モノマーから誘導される単位、例えば−CH2−CH2−を含んでなる。本明細書中で使用されるように、用語「ポリマー」は、一般に、限定ではないがホモポリマー、コポリマー、例えば、ブロック、グラフト、ランダムおよび交互コポリマー、ターポリマーなどと、これらのブレンドおよび変成物を含む。更には、特に限定しない限り、この用語はこの分子式のすべての可能な幾何的構造を含む。
【0040】
「P/E*コポリマー」および類似の用語は、(i)約14.6および約15.7ppmにおけるレギオエラーに対応する、ほぼ等しい強度の13CNMRピーク、(ii)本質的に同一のままに留まるTmeと、コポリマー中のコモノマー、すなわちエチレンおよび/または不飽和コモノマーから誘導される単位の量が増加するのにしたがって減少するTmaxを持つDSC曲線および(iii)チーグラー・ナッタ(Z−N)触媒により製造される同等のコポリマーよりも多くのガンマ形結晶を示すX線回折パターンの性質の少なくとも一つを有することを特徴とする、プロピレン/不飽和コモノマー(通常および好ましくはエチレン)コポリマーを意味する。通常、本実施形態のコポリマーはこれらの性質の少なくとも2つ、好ましくは3つ全部を特徴とする。本発明の他の実施形態においては、これらのコポリマーは、更に(iv)約−1.20以上のスキューネスインデックス(skewness index)、Sixを有することとしても特徴付けられる。
【0041】
本明細書中で使用されるように、「プロピレンベースのオレフィンポリマー」は全部あるいは大部分がプロピレン単位から構成されるポリマーまたはコポリマーを意味する。
【0042】
「メタロセン触媒ポリマー」または類似の用語は、メタロセン触媒の存在下で製造されるいかなるポリマーも意味する。「幾何拘束型触媒(Constrained geometry catalyst)で触媒されるポリマー」、「CGCで触媒されるポリマー」または類似の用語は、幾何拘束型触媒の存在下で製造されるいかなるポリマーも意味する。「チーグラー・ナッタで触媒されるポリマー」、「Z−Nで触媒されるポリマー」、または類似の用語は、チーグラー・ナッタ触媒の存在下で製造されるいかなるポリマーも意味する。「メタロセン」は、金属に結合した少なくとも1つの置換あるいは非置換のシクロペンタジエニル基を有する金属含有化合物を意味する。本明細書で使用される「幾何拘束型触媒」または「CGC」は、この用語が、米国特許第5,272,236号および第5,278,272号で規定され、述べられているのと同一の意味を有する。
【0043】
「ランダムコポリマー」は、モノマーがポリマー鎖にわたってランダムに分布しているコポリマーを意味する。「プロピレンホモポリマー」および類似の用語は、全て、あるいは本質的に全てプロピレンから誘導される単位からなるポリマーを意味する。「ポリプロピレンコポリマー」および類似の用語は、プロピレンとエチレンおよび/または、1以上の不飽和コモノマーから誘導される単位を含んでなるポリマーを意味する。用語「コポリマー」はターポリマー、テトラポリマーなどを含む。
【0044】
本発明の成分Bポリマーは、単独であれ、あるいは、1以上の他のポリマーとの組み合わせであれ、所望あるいは必要ならば、種々の添加物、例えば酸化防止剤、紫外線吸収剤、帯電防止剤、核形成剤、潤滑剤、難燃剤、ブロッキング防止剤、着色剤、無機あるいは有機充填剤などとブレンドされ得る。これらの添加物は慣用の物質および慣用の量で使用される。
【0045】
本発明の繊維に用いられる成分Bは、本発明の実施において使用されるプロピレンコポリマーと1以上の他のポリマーとのブレンドを含んでなることができ、ポリマーブレンド比は広く変化させることができ、好都合には、本発明の一つの実施形態において、繊維は、少なくとも約50、好ましくは少なくとも約60、更に好ましくは少なくとも約70重量パーセントのプロピレンから誘導される単位と、少なくとも約8重量パーセントのプロピレン以外のコモノマー(好ましくはエチレンまたはC4-12α−オレフィン)から誘導される単位とを含み、60ジュール/グラム以下の、好ましくは50ジュール/グラム以下の、更に好ましくは40ジュール/グラム以下の融解熱を有することを特徴とする、少なくとも約98、好ましくは少なくとも約99、更に好ましくは本質的には100重量パーセントのプロピレンコポリマーを含む成分Bブレンドを含んでなる。本発明のもう一つの実施形態において、プロピレンコポリマーは1以上のプロピレン/エチレンコポリマーである。前記したように、これらのポリマーまたはポリマーブレンドから製造される繊維は多数の異なる形態および構造のいずれかをとることができる。
【0046】
本発明によれば、コンジュゲート繊維またはフィラメントは、少なくとも一部、一部の実施形態においては、繊維あるいはフィラメントの形成された表面の90%以上を占める成分Aと共に形成される。表面含量は、特に成分Aがシース成分であるシース/コア繊維またはフィラメント構造に対しては押出速度(extrusion rate)から容易に求められ得る。弾性に及ぼす有害な影響を避けるためにこのシース成分含量は約10重量%を超えないことも重要である。不連続なシースを得るためには、シース成分は約6重量%を超えないことが望ましい。
【0047】
本発明によれば、成分Aは、望ましくはメタロセン触媒あるいは非メタロセン触媒によるエチレンまたはプロピレンベースのエラストマーおよびプラストマーであり得るポリマーおよびコポリマーから選択される。例は、限定ではないが、例えばDowから入手可能なプロピレンベースのエラストマーおよびプラストマー、Exxon−Mobilから入手可能なVlSTAMAXXブランドおよびMitsuiから入手可能なTAFMERブランドを含む。コモノマーは、C2、C4−C22ならびに機能的な利点のためにジエンなどの他のもの、4−メチル−ペンテンを含むことができる。一般に、約93モル%〜本質的に100モル%のプロピレンを有するプロピレンコポリマー、特にエチレンコポリマーに対しては約90モル%〜本質的に100モル%のプロピレンを有するものの選択。高モル%のコモノマーは、例えば弾性を増加する傾向がある一方で、高モル%のプロピレンは剛直な繊維およびフィラメントを生成する傾向がある。一部の実施形態に対しては、成分Aは、相分離ポリマーのブレンドであり得、相分離ポリマーのパッチに特有のスキン構造をもたらす。
【0048】
本発明によれば、成分Bは、望ましくはメタロセン触媒あるいは非メタロセン触媒によるエチレンまたはプロピレンベースのエラストマーであり得る弾性ポリマーおよびコポリマーから選択される。微細構造は、例えばランダム、非ランダムあるいはブロックコポリマーであり得る。例は、限定ではないが、プロピレンベースのエラストマーおよびプラストマー、例えばDowから入手可能なAFFINITYブランドその他、Exxon−Mobilから入手可能なVlSTAMAXXまたはExactブランドならびにMitsuiから入手可能なTAFMERブランドを含む。プロピレンベースのコポリマーに対しては、コモノマーは、C2、C4−C22ならびに機能的な利点のためにジエンなどの他のもの、4−メチル−ペンテンを含むことができる。コモノマー量の選択は個々のコモノマーと所望の弾性に基づき、量の低下は弾性の増加と結晶性の低下をもたらす。プロピレンベースのコポリマーに対しては、一般に、プロピレンの重量%は望ましくは約60〜91%の範囲にあり、プロピレンのモル%は望ましくは約79〜91モル%の範囲にある。エチレンとのコポリマーに対しては、特に、プロピレンの重量%は望ましくは約84〜91%の範囲にあり、モル%は望ましくは約77〜87モル%の範囲にある。エチレンベースのエラストマーに対しては、選択は望ましくは約1〜39容積%の結晶性範囲に基づき、一部の用途に対しては約1〜15容積%が有利である。容積パーセント結晶性(Volume percent crystallinity)は
【数3】
として定義される二相モデルを用いて計算される。ρはポリマーの密度であり、ρcは結晶性の密度であり、ρaは非晶質の密度であり、xは結晶の重量分率である。商x/ρcに100%を掛けて、容積パーセント結晶性とする。プロピレンの結晶性の場合には、ρaを0.853g/cm3とし、ρcを0.936g/cm3とする。
【0049】
エチレン−オクテンエラストマーに対しては、密度範囲は望ましくは約0.855〜0.910g/cc内で選択され得、一部の用途に対しては約0.855〜0.875である。メルトフローおよび分子量分布などの他のパラメーターは、当業者には既知であるように紡糸条件に基づいて選択され得る。
【0050】
本発明の成分Bプロピレンコポリマーは、コポリマーの重量基準で少なくとも約50、好ましくは少なくとも約60、更に好ましくは少なくとも約70重量パーセントのプロピレンから誘導される単位を含んでなる。プロピレンから誘導される充分量の単位はコポリマー中に存在して、溶融紡糸時のプロピレンの歪誘起結晶化挙動(Strain-induced crystallization behavior)のメリットを確実なものとする。延伸時に生成する歪誘起結晶性は紡糸を促進し、繊維の破断とローピングを低下させる。
【0051】
充分なレベルのプロピレン以外のコモノマーは結晶化を制御して、弾性性能を維持する。プロピレンコポリマーの残存する単位は少なくとも1つのコモノマー、例えばエチレン、C4-20α−オレフィン、C4-20ジエン、スチレン系の化合物から誘導されるが、好ましくは、コモノマーは、エチレンとC4-12σ−オレフィン、例えば1−ヘキセンまたは1−オクテンの少なくとも1つである。好ましくは、コポリマーの残存する単位はエチレンからのみ誘導される。
【0052】
コポリマー中のエチレン以外のコモノマーの量は、少なくとも一部は、コモノマーと、コポリマーの所望の融解熱の関数である。コポリマーの所望の融解熱は約60ジュール/グラムを超えず、弾性繊維に対しては約50ジュール/グラムを超えない。コモノマーがエチレンである場合には、通常このコモノマーから誘導される単位は、コポリマーの約16以下の、好ましくは約15以下の、更に好ましくは約12重量%以下を含んでなる。エチレンから誘導される単位の最小量は、通常、コポリマーの重量基準で少なくとも約5、好ましくは少なくとも約6、更に好ましくは少なくとも約8重量%である。
【0053】
本発明の成分Bプロピレンコポリマーはいかなる方法によっても製造可能であり、チーグラー・ナッタ、CGC、メタロセン、および非メタロセンで金属中心のヘテロアリール配位子触媒により製造されるコポリマーを含む。これらのコポリマーは、ランダム、ブロックおよびグラフトコポリマーを含むが、好ましくはランダム構造のものである。例示のプロピレンコポリマーは、Exxon−MobilのVISTAMAXX、Mitsui TAFMERおよびThe Dow Chemical Companyによるプロピレン−ベースのエラストマーおよびプラストマーを含む。
【0054】
本発明の成分Bコポリマーの密度は、通常、少なくとも約0.850、好ましくは少なくとも約0.860、更に好ましくは少なくとも約0.865グラム(g/cm3)である。通常、プロピレンコポリマーの最大密度は、約0.915であり、好ましくは最大密度は約0.900であり、更に好ましくは最大密度は約0.890g/cm3である。
【0055】
本発明の成分Bコポリマーの重量平均分子量(Mw)は広く変化することができるが、通常、(最小あるいは最大のMwに対する唯一の限界は実際的な検討により設定されるものであるとの理解の下で)約10,000と1,000,000との間である。メルトブロー繊維の製造で使用されるコポリマーに対しては、好ましくは最小のMwは約20,000、更に好ましくは約25,000である。
【0056】
本発明の成分Bコポリマーの多分散性は、通常、約2と約4との間にある。「狭い多分散性」、「狭い分子量分布」、「狭いMWD」および類似の用語は、約3.5未満の、好ましくは約3.0未満の、更に好ましくは約2.8未満の、更に好ましくは約2.5未満の、そして最も好ましくは約2.3未満の、数平均分子量(Mn)に対する重量平均分子量(Mw)の比(Mw/Mn)を意味する。繊維用途で使用するためのポリマーは、通常、狭い多分散性を有する。本発明のコポリマーの2つ以上を含んでなるブレンド、または本発明の少なくとも1つのコポリマーと少なくとも1つの他のポリマーを含んでなるブレンドは、4よりも大きい多分散性を有し得るが、紡糸への考慮から、このようなブレンドの多分散性はなお好ましくは約2と約4との間にある。
【0057】
好適な成分Bポリマーの例は、引用により本明細書に全体で組み込まれている、同じ優先日に出願された米国特許出願attorney docket番号63585のChangらの名前で「Propylene-Based Copolymers, a Method of Making the Fibers and Articles Made from the Fibers」と題する関連出願で更に詳細に述べられている。
【0058】
成分Bは少なくとも1つのプロピレン−コポリマー、例えばプロピレン−エチレンのブレンドを含み得る。好適な更なるポリマーは、限定ではないが、プロピレン−エチレン、ホモポリマーポリプロピレン、およびポリエチレンを含む、他のプロピレンコポリマーを含み得る。また、エチレンポリマーおよびコポリマーも使用され得る。好適な更なるポリマーは、チーグラー・ナッタ、CGC、メタロセン、および非メタロセンで金属中心のヘテロアリール配位子触媒により製造され得る。これらのコポリマーは、ランダム、ブロックおよびグラフトコポリマーを含むが、好ましくはランダム構造のものである。成分Bブレンドは、反応器中で、直列など多数の反応器の配列で、サイド・アーム押出法(side-arm extrusion process)で、あるいは溶融ブレンドにより製造され得る。
【0059】
図1を見ると、本発明の一つの実施形態を製造するためのプロセスライン10が図示されている。プロセスライン10は、二成分連続フィラメントを製造するように配列されているが、本発明は、2成分以上のコンジュゲートフィラメントにより製造される不織布を含んでいるということを理解すべきである。例えば、本発明のフィラメントおよび不織布は3成分、4成分以上を有するフィラメントにより製造可能である。
【0060】
プロセスライン10は、ポリマー成分Aおよびポリマー成分Bを別々に押し出すための一対の押出機12aおよび12bを含む。ポリマー成分Aは第1のホッパー14aから押出機12aにフィードされ、ポリマー成分Bは第2のホッパー14bから押出機12bにフィードされる。ポリマー成分AおよびBは、押出機12aおよび12bから、それぞれポリマー導管16aおよび16bを通って、スピナレット18までフィードされる。
【0061】
コンジュゲートフィラメントを押し出すためのスピナレットは当業者に周知であるのでここでは詳述しない。一般的に述べると、スピナレット18は、一方の上面の上に他方を積み重ねた複数のプレートを含むスピンパックを含有するハウジングを含み、ポリマー成分AおよびBをスピナレットを通して別々に向かわせるための流れの経路を作るように開口のパターンが配列される。スピナレット18は1以上の列で配列された開口を有する。ポリマーがスピナレットを通して押し出されると、このスピナレットの開口は下方に押し出されるフィラメントのカーテンを形成する。スピナレット18は、シース/コア、偏心シース/コアまたは他のフィラメント断面を形成するように配列され得る。
【0062】
プロセスライン10は、スピナレット18から延びるフィラメントのカーテンに隣接して配置された急冷ブロワー20も含む。急冷空気ブロワー20からの空気はスピナレット18から延びるフィラメントを急冷する。図1で示したようにフィラメントのカーテン一方の側から、あるいはフィラメントのカーテンの両側からこの急冷空気を当てることができる。
【0063】
繊維延伸ユニット(fiber draw unit)またはアスピレーター22はスピナレット18の下に配置され、急冷されたフィラメントを受ける。溶融紡糸ポリマーで使用するための繊維延伸ユニットまたはアスピレーターは、上述のようによく知られている。本発明の方法における使用に好適な繊維延伸ユニットは、開示が引用により本明細書に全体で組み込まれている、米国特許第3,802,817号および第3,423,255号で示されるタイプの線状繊維アスピレーターを含む。
【0064】
一般的に述べると、繊維延伸ユニット22は、長い垂直通路を含み、これを通して、通路の側から入り通路を通って下方に流れる空気を吸引することにより、フィラメントが延伸される。ヒーターまたはブロワー24は吸引空気を繊維延伸ユニット22に供給する。この吸引空気は繊維延伸ユニットを通り抜けてフィラメントと外周空気とを引き込む。
【0065】
エンドレスの小孔形成面26は繊維延伸ユニット22の下に配置され、繊維延伸ユニットの出口開口から連続フィラメントを受ける。形成面26はガイドローラー28の周りを移動する。フィラメントを堆積させる形成面26の下に配置された真空30は、形成面に対してフィラメントを吸い込む。
【0066】
プロセスライン10は、ボンディング装置、例えばサーマルポイントボンディングローラー(thermal point bonding rollers)34(仮想的に示した)またはスルーエアボンダー(through-air bonders)36を更に含む。サーマルポイントボンダーおよびスルーエアボンダーは当業者にはよく知られており、ここでは詳しく説明しない。一般的に述べると、スルーエアボンダー36は、ウエブを受ける多孔ローラー38と多孔ローラーを取り囲むフードを含む。最後に、プロセスライン10は完成した布を巻き取るための巻き取りロール42を含む。
【0067】
プロセスライン10を運転するためには、ホッパー14aおよび14bはそれぞれポリマー成分AおよびBにより充填される。ポリマー成分AおよびBは溶融され、各押出機12aおよび12bにより、ポリマー導管16aおよび16b、スピナレット18を通して押し出される。この押し出されたフィラメントがスピナレット18の下に延びるにしたがって、急冷ブロワー20からの空気の流れはこのフィラメントを少なくとも部分的に急冷する。
【0068】
急冷した後、ヒーターまたはブロワー24から繊維延伸ユニットを通る空気などのガスの流れによりこのフィラメントは、繊維延伸ユニット22の垂直通路の中に取り込まれる。ガスの流れによって、フィラメントは延伸あるいは細径化されて、フィラメントを形成するポリマーの分子配向または結晶性を増加させる。
【0069】
このフィラメントは繊維延伸ユニット22の出口開口を通って移動する形成面26上に堆積される。真空30は形成面26に対してこのフィラメントを引っ張って、連続フィラメントの非結合不織布ウエブを圧密化する。必要ならば、このウエブは、圧縮ローラー32により更に圧縮され、次にローラー34またはスルーエアボンダー36によりサーマルポイントボンディングされ得る。
【0070】
図1に示すスルーエアボンダー36においては、成分Bの融解温度以上で、成分Aの融解温度に等しいか、あるいはそれ以下の温度を有する空気を、フード40からウエブを通して、多孔ローラー38の中に向ける。この高温の空気はポリマー成分Bを溶融し、それによって二成分フィラメントの間に結合を形成して、ウエブを集積する。ポリプロピレンとポリエチレンをポリマー成分として使用する場合には、スルーエアボンダーを流れる空気は、好ましくは約230°〜約280゜Fの範囲の温度と1分当たり約100〜約500フィートの速度を有する。スルーエアボンダー中の滞留時間は好ましくは約6秒未満である。しかしながら、スルーエアボンダーのパラメーターは、使用されるポリマーのタイプおよびウエブの厚さなどの要素に依存するということを理解すべきである。
【0071】
最後に、完成ウエブは巻き取りローラー42に巻き取られるか、あるいは当業者により理解されるような更なるインライン加工および/または転換工程(図示せず)に向けられてもよい。
【0072】
図1に関して述べられたボンディングの方法は、サーマルポイントボンディングとスルーエアボンディングであるが、本発明の不織布は、他の手段、例えばオーブンボンディング、超音波ボンディング、水流交絡、ニードリング、またはこれらの組み合わせによりボンディングされ得るということを理解しなければならない。このような工程は既知であり、ここでは詳しく議論されない。
【0073】
弾性コンジュゲートメルトブロー繊維およびフィラメントならびにウエブの形成も本発明により意図されている。メルトブローコンジュゲート法の説明については、引用により本明細書に全体で組み込まれている、Lakeらの米国特許第6,461,133号を参照されたい。一般に、好ましくは加熱され、粘着性繊維のマットとしての形成面上に吹き付けられる高速空気の流れを収束させることにより、形成時にフィラメントが接触されるということを除いて上述のものに類似したポリマー分布および紡糸法が使用され得る。所望ならば、上述のような更なるボンディング工程が使用され得る。
【0074】
図2を見ると、3つの形態のコンジュゲートシース/コア繊維が断面で図示されている。図2Aは偏心配列であり、この場合にはコア成分Bは中心を外れており、そして外側繊維表面の一部を実際に形成し得るが、なお主として繊維断面内にある。図2Bは標準的なシース/コア配列であり、コア成分は全体的にコア成分A内にあり、一般に中心に設置されている。図2Cはアイランド・イン・シー配列を表し、この場合には成分A内に多数のコア成分Bが存在する。他の配列が当業者には明らかである。
【0075】
図3を見ると、本発明により意図されているいくつかのタイプのシース配列が模式的な斜視図で図示されている。図3Aは、シースがこの表面上にパッチを形成し、下記に述べる非相溶性ポリマーのブレンドであるシース成分Aの使用から生じ得る配列を図示したものである。図3Bは、繊維コア成分Bの周りに同心円的に配列された一連のひだを形成するさざ波形または波形のシースを図示したものである。図3Cは、繊維の表面に沿って不連続なフラグメントを形成するシースを図示したものである。他の配列は当業者には明らかであろう。
【実施例1】
【0076】
約60J/g未満のDSC融解熱のポリオレフィンコポリマーを成分Bに使用した。約60J/g超のDSC融解熱のホモポリマーとコポリマーを成分Aに使用した。各ポリマーのメルトフロー比(MFR)は20〜40(または約10〜20のメルトインデックス(MI)同等値)であった。
【表1】
【実施例2】
【0077】
本実施例においては、2つのスピンポンプからなり、第1のものが成分Aに対して使用され、1回転当たり2.5立方センチメートルで運転されるものであり、第2のものが成分Bに対するものであり、1回転当たり6.4立方センチメートルで運転されるものである、Hills(メルボルン、FL)から入手し得る二成分スピンラインを使用した。成分Aを170℃、200℃、220℃、および220℃の温度で維持される4つのゾーンを持つ押出機からフィードした。成分Bを180℃、210℃、230℃、および230℃の温度で維持される4つのゾーンを持つ押出機からフィードした。このダイは0.65mmの直径および3.85のL/Dの144個のホールを有するものであり、230℃で維持した。押出機における圧力設定点は750psiであり、繊維速度は1350m/分であり、800m/分からスタートし、30秒でランプ上昇させた。ゴデットロールを指示速度で用いて、繊維を延伸した。0.2m/秒の上方空気流れ、0.28m/秒の中間空気流れ、および0.44m/秒の下方空気流れの3つの急冷ゾーンを12℃で使用した。シースコア構造を、表2に示すように実施例1−01〜1−06においてシース含量を変化させて、10のMlと0.870g/ccの密度を有するエチレン−オクテンコポリマー(30−40重量%オクテン)をコアとして、そして38のMFRと0.900g/ccの密度を有するポリプロピレンをシースとして使用して紡糸した。図4は表2に示すDSC特性を図示したものである。このサーモグラムは、実施例1−01の融解エンタルピーの99%が80℃以下で生じ、全融解エンタルピー(ΔH)が50J/g未満であるということを示す。実施例1−07〜1−10はPE1とPE3により製造されたシース/コア繊維を記載したものである。参照として、比較例C1−C5を含めた。
【表2】
【0078】
種々の繊維に対してスループットと紡糸速度を変えることにより、延伸力の影響も調べた。これにより異なるデニールの繊維を生じた。
【0079】
図5はモジュラス、靭性および破断伸びに及ぼすシース含量の影響を図示したものである。モジュラスは成分Aの量の増加と共に増加することが示される。硬い、高結晶性の成分の添加は軟らかい材料のモジュラスを増加させるために普通に行われることである。しかしながら、硬い第2の相の添加はこれらの最終的な特性を低下させる可能性がある。しかしながら、これらの実施例は、約10重量%までの成分Aの添加が伸びと靭性に著しく影響を及ぼさないということを示す。それゆえ、これらの繊維において、最終的な特性が成分Aにより影響を受けないということは新規なことである。
【0080】
図6はCOFに及ぼすシース含量の影響を示す。PP1含量を増加することはCOFを減少させ、正の曲率の線を描く。この関係はブレンドに対する直線的な予測よりも下方になり、COFは予測よりも低いという証拠を与える。低いCOFは、通常のエラストマーにより製造される「粘着性の」、「他着性」あるいは「湿った」物品でなく、「乾いた」および「木綿様の」感触に変換される手触りの感触の局面であるので、皮膚と直接接触する衛生物品の成分に対しては一般に望ましい。
【0081】
図7は実施例1−01〜1−06に対するシース含量の関数としての弾性性能およびCOFを図示したものである。図示されるように、シース含量を約10%以下に減少させることは残留歪の低下を生じ、そして弾性性能の観点からの望ましい範囲を表す。2〜10重量%以内の成分Aでは、COFも減少した。組み合わせると、COFと残留歪は、かなりの量の弾性を維持しながら、改善された手触りの感触に対する望ましい範囲を示す。本発明はいかなる理論によっても限定されるものでないが、2〜10重量%の成分Aを入れた繊維が不連続なシース構造を有し、そしてこのことが比較的低いCOFと比較的低い残留歪の望ましい組み合わせに寄与すると考えられる。
【0082】
図示されるようにシース構造は部分的に波形の、あるいはさざ波形の構造を形成し、図3Bに示す概略図と類似の特性を共有する。いかなる理論によっても限定されるものではないが、この部分的に波形の、あるいはさざ波形の構造は成分Aの不連続なシースであると考えられる。成分Aの波形の領域が望ましい手触りの感触を付与すると考えられる。成分Aの不完全な被覆は、より弾性の成分Bが変形し、自由に回復することを可能とし、それにより「非他着性の」手触りの感触と弾性性能の新規な組み合わせを付与すると考えられる。すべての場合に、得られるウエブの感触は、類似の弾性を有する弾性ホモポリマー繊維ウエブよりも改善された。
【0083】
上述のCOF試験に基づいて、実施例1−01から1−10の繊維から形成されるウエブの試料に対して感触結果を表1に示すように得た。
【実施例3】
【0084】
図1におけるような装置を用い、25HPIパック、390゜Fのメルト温度、0.6グラム/ホール/分、繊維延伸ユニット4psi、150゜Fの結合温度、上述のカレンダーロールワイヤ織目の条件を使用して、約1osy(34gsm)坪量のスパンボンドウエブを製造した(表3)。
【表3】
【0085】
ポリプロピレンシースおよびプラストマーシース材料は両方とも布様の感触を示したが、実施例2−1〜2−3のプラストマーシース実施形態は優れた弾性および快い手触り性の両方を示した。加えて、両方の成分に類似の結晶化速度と熱的挙動の樹脂を使用することは、加工(急冷、紡糸、より均一な延伸、結合および急冷)ならびに材料メリットを提供し得る。
【0086】
図8は本発明による種々の布および比較例のCOFを示す。実施例2−1および2−2は純粋なPE3布(C6)よりも低いCOFをもたらすということが明らかである。実施例2−3は純粋なPE2布(C7)よりも低いCOFをもたらす。
【0087】
良好な手触りの感触の一部は波形シース構造(図3B)に起因する。シースとコア中で使用されるベース樹脂の組成の変更において、モジュラスとモジュラスの差が波形の度合いに影響を及ぼすことは明らかである。
【実施例4】
【0088】
実施例1で述べたHillsの装置を用いて、次の表4に示すように有効な異相シースの繊維を得た。
【表4】
【0089】
図9を見ると、相分離したポリマーブレンドのシースに対する引張応答はPP1含量の増加と共にモジュラスの増加を示すことがわかる。図5に対応する実施例のように、これらの実施例はまた、約10重量%までの成分Aの添加が伸びと靭性に有意な影響を及ぼさないということも示す。それゆえ、最終的な特性がこれらの繊維中の成分Aにより影響を受けないということは重要な属性である。
【0090】
成分AとしてPE3とPP1の相分離したブレンド、および成分BとしてPE3を用いて繊維を製造した。PP1含量を増加することはCOFを減少させ、正の曲率の線を描く(図10)。この関係はブレンドに対する直線的な予測よりも下方になり、COFが予測よりも低いという証拠を与える。
【0091】
実施例2および3の機械特性を表5にまとめる。
【表5】
【0092】
図11を見ると、本発明のコンジュゲート繊維ウエブを組み込んだ本発明のパーソナルケア製品の例が図示されている。おむつ210はライナー212を含んでなり、これは本発明によるコンジュゲートスパンボンドウエブであることができる。裏打ち材216(分かりやすくするために、部分的に剥離して、層118および120を出して見せる)は尿を通さず、漏れを回避させる一方で、ライナー212は尿を通過させ、吸収材214による吸収を可能とする。ライナー216の外側の層または露出された層は、所望ならば本発明によるコンジュゲート繊維ウエブであることができる。いくつかの取り付け手段、例えばフックファスナー要素218を提供して、ライナー216その他のループの受け入れ要素の露出された層を係合して、着用者にフィット性をもたらす。
【0093】
多数の他のパーソナルケアならびに更なる用途は上記の説明に基づけば当業者には明らかであろう。特にある程度の延伸および/または弾性が必要とされる低コスト用途に対しては、本発明の繊維およびウエブは理想的に適合する。例は、いくつか挙げると、パーソナルケア製品のライナー、裏打ち材、延伸ウエストおよび/または耳コンポーネントなどのコンポーネントに加えて、ヘルスケアおよび保護衣類の袖および/または足コンポーネント、延伸してフィットするフィルター要素、およびインテリア雑貨を含む。
【0094】
本発明をこれらの特定の実施形態に関して詳細に述べたが、当業者ならば、前出の理解を得たならば、これらの実施形態への変更物、変形物および等価物を容易に想起し得るということを認めるであろう。従って、本発明の範囲は添付の特許請求の範囲およびこれの任意の等価物の範囲として評価されるべきである。
【図面の簡単な説明】
【0095】
【図1】図1は本発明によるスパンボンド不織布の形成に使用され得る二成分紡糸システムの概略図である。
【図2】図2A−2Cは本発明によるコンジュゲート繊維のシース/コア構造の種々の断面構造を図示する。
【図3】図3A−3Cは異なるシース構造の本発明による繊維を示す概略図である。
【図4】図4は実施例1−01の2回目の加熱時のDSCサーモグラムである。
【図5】図5は本発明のコンジュゲート繊維(実施例1−01〜1−06)および比較例(C1、C2、C4、およびC5)に対する靭性、モジュラスおよび伸びをプロットしたグラフである。
【図6】図6は本発明のコンジュゲート繊維(実施例1−01〜1−06)および比較例に対するCOFをプロットしたグラフである。(C1、C2、およびC3)
【図7】図7は本発明のコンジュゲート繊維(実施例1−01〜1−06)および比較例に対するCOFおよび残留歪をプロットしたグラフである。
【図8】図8は種々の本発明の布および比較例のCOFを示すグラフである。
【図9】図9は本発明のコンジュゲート繊維(実施例3−09〜3−10)および比較例(C2およびC5)に対する靭性、モジュラスおよび伸びをプロットしたグラフである。
【図10】図10は本発明のコンジュゲート繊維(実施例3−03〜3−04)および比較例(C1、C2、C9、およびC10)に対するCOFをプロットしたグラフである。
【図11】図11は本発明によるパーソナルケア製品の概略図である。
【特許請求の範囲】
【請求項1】
約80ジュール/グラム未満の全融解熱を有する延伸性コンジュゲート繊維であって、
a.ポリプロピレンホモポリマーまたはプロピレンコポリマーを含んでなり、繊維表面の少なくとも一部を構成する、全繊維の0.001%〜約20重量%の第1の成分A、
b.および弾性プロピレンベースのオレフィンポリマーを含んでなる第2の成分B
を含んでなる前記繊維。
【請求項2】
成分Aの重量が全繊維の約0.001%〜約15重量%である、請求項1に記載の延伸性コンジュゲート繊維。
【請求項3】
約80℃より高い融解温度を有する少なくとも1つの成分を含有する、請求項1に記載の延伸性コンジュゲート繊維。
【請求項4】
前記第1の成分Aがさざ波形、パッチまたは破断した形のものを含んでなる、請求項1に記載の延伸性コンジュゲート繊維。
【請求項5】
約70ジュール/グラム未満の全融解熱を有する、請求項1に記載の延伸性コンジュゲート繊維。
【請求項6】
融解熱の少なくとも5%が80℃以下で発生する、請求項1に記載の延伸性コンジュゲート繊維。
【請求項7】
融解熱の少なくとも40%が80℃以下で発生する、請求項1に記載の延伸性コンジュゲート繊維。
【請求項8】
前記成分AおよびBがそれぞれプロピレンアルファオレフィンコポリマーを含んでなり、成分Aが成分Bよりも少なくとも2重量%少ないコモノマーを有する、請求項1に記載の延伸性コンジュゲート繊維。
【請求項9】
成分Aまたは成分Bの少なくとも1つが少なくとも9重量%のコモノマーを含有する、請求項8に記載の延伸性コンジュゲート繊維。
【請求項10】
成分Aが少なくとも第3の繊維表面を構成する、請求項1に記載の延伸性コンジュゲート繊維。
【請求項11】
前記成分Aが繊維の波形表面を形成する、請求項10に記載の延伸性コンジュゲート繊維。
【請求項12】
前記成分Aが前記全繊維含量の8重量%未満を占め、前記繊維の不連続の表面を形成する、請求項1に記載の延伸性コンジュゲート繊維。
【請求項13】
前記成分Aがシースのパッチを形成する相分離ポリマーのブレンドを含んでなる、請求項1に記載の延伸性コンジュゲート繊維。
【請求項14】
請求項1に記載の溶融押出された延伸性コンジュゲート繊維を含んでなる延伸性不織布。
【請求項15】
請求項10に記載の溶融押出された空気圧により延伸された繊維を含んでなる延伸性不織布。
【請求項16】
80%歪時の1−サイクルヒステリシス試験を用いて測定した場合、約40%未満の第1サイクルの残留歪を有する、請求項15に記載の不織布。
【請求項17】
80%歪時の1−サイクルヒステリシス試験を用いて測定した場合、約15%未満の第1サイクルの残留歪を有する、請求項16に記載の不織布。
【請求項18】
請求項16に記載の不織布不織を含んでなる延伸性積層物。
【請求項19】
請求項16に記載の不織布を含んでなるパーソナルケア製品。
【請求項20】
請求項18に記載の延伸性積層物を含んでなるパーソナルケア製品。
【請求項21】
約80ジュール/グラム未満の全融解熱を有するコンジュゲート延伸性繊維の延伸性不織布を形成する方法であって、
a.プロピレンホモポリマーまたはプロピレンコポリマーを含んでなるメルト成分Aを形成する工程;
b.弾性オレフィンポリマーを含んでなるメルト成分Bを形成する工程;
c.成分Aおよび成分Bをメルトとして共押出して、複数の繊維を形成し、成分Aは前記繊維の長さに沿って、かつ、前記フィラメントの全重量の0.001%〜約20%で前記繊維の表面の少なくとも一部を形成する工程;
d.前記繊維を急冷する工程;
e.ガスの制御された加圧を用いて、前記繊維を延伸する工程;
f.形成面上で前記繊維を捕集して繊維のウエブを形成する工程;及び
g.前記ウエブをボンディングする工程
を含んでなる方法。
【請求項22】
繊維表面の少なくとも一部を構成し、かつ、全繊維含量の10重量%以下を占める成分Aと、成分Bとを含んでなる延伸性コンジュゲート繊維であって、
a.ポリマー繊維成分Aが表面のパッチを形成する相分離ポリマーのブレンドを含んでなり、
b.ポリマー繊維成分Bが弾性オレフィンポリマーを含んでなる
延伸性コンジュゲート繊維。
【請求項23】
前記ポリマー成分Aが60ジュール/グラム超で約100ジュール/グラム未満の融解熱を有する、請求項22に記載の延伸性コンジュゲート繊維。
【請求項24】
前記プロピレンコポリマーが
(i)約14.6および約15.7ppmにおけるレギオエラーに対応する、ほぼ等しい強度の13CNMRピーク;または
(ii)本質的に同一のままに留まるTmeと、前記コポリマー中のコモノマーの量が増加するのにしたがって減少するTmaxとを持つDSC曲線;または
(iii)コポリマーがチーグラー・ナッタ触媒により製造されることを除いて、重量平均分子量において同等のプロピレンコポリマーよりも多くのガンマ形結晶を示すX線回折パターン
の特性の少なくとも一つを有する、23に記載の延伸性コンジュゲート繊維。
【請求項25】
前記成分Bが3.5未満のMWDを有する弾性の反応器グレードのオレフィンポリマーを含んでなる、請求項24に記載の延伸性コンジュゲート繊維。
【請求項1】
約80ジュール/グラム未満の全融解熱を有する延伸性コンジュゲート繊維であって、
a.ポリプロピレンホモポリマーまたはプロピレンコポリマーを含んでなり、繊維表面の少なくとも一部を構成する、全繊維の0.001%〜約20重量%の第1の成分A、
b.および弾性プロピレンベースのオレフィンポリマーを含んでなる第2の成分B
を含んでなる前記繊維。
【請求項2】
成分Aの重量が全繊維の約0.001%〜約15重量%である、請求項1に記載の延伸性コンジュゲート繊維。
【請求項3】
約80℃より高い融解温度を有する少なくとも1つの成分を含有する、請求項1に記載の延伸性コンジュゲート繊維。
【請求項4】
前記第1の成分Aがさざ波形、パッチまたは破断した形のものを含んでなる、請求項1に記載の延伸性コンジュゲート繊維。
【請求項5】
約70ジュール/グラム未満の全融解熱を有する、請求項1に記載の延伸性コンジュゲート繊維。
【請求項6】
融解熱の少なくとも5%が80℃以下で発生する、請求項1に記載の延伸性コンジュゲート繊維。
【請求項7】
融解熱の少なくとも40%が80℃以下で発生する、請求項1に記載の延伸性コンジュゲート繊維。
【請求項8】
前記成分AおよびBがそれぞれプロピレンアルファオレフィンコポリマーを含んでなり、成分Aが成分Bよりも少なくとも2重量%少ないコモノマーを有する、請求項1に記載の延伸性コンジュゲート繊維。
【請求項9】
成分Aまたは成分Bの少なくとも1つが少なくとも9重量%のコモノマーを含有する、請求項8に記載の延伸性コンジュゲート繊維。
【請求項10】
成分Aが少なくとも第3の繊維表面を構成する、請求項1に記載の延伸性コンジュゲート繊維。
【請求項11】
前記成分Aが繊維の波形表面を形成する、請求項10に記載の延伸性コンジュゲート繊維。
【請求項12】
前記成分Aが前記全繊維含量の8重量%未満を占め、前記繊維の不連続の表面を形成する、請求項1に記載の延伸性コンジュゲート繊維。
【請求項13】
前記成分Aがシースのパッチを形成する相分離ポリマーのブレンドを含んでなる、請求項1に記載の延伸性コンジュゲート繊維。
【請求項14】
請求項1に記載の溶融押出された延伸性コンジュゲート繊維を含んでなる延伸性不織布。
【請求項15】
請求項10に記載の溶融押出された空気圧により延伸された繊維を含んでなる延伸性不織布。
【請求項16】
80%歪時の1−サイクルヒステリシス試験を用いて測定した場合、約40%未満の第1サイクルの残留歪を有する、請求項15に記載の不織布。
【請求項17】
80%歪時の1−サイクルヒステリシス試験を用いて測定した場合、約15%未満の第1サイクルの残留歪を有する、請求項16に記載の不織布。
【請求項18】
請求項16に記載の不織布不織を含んでなる延伸性積層物。
【請求項19】
請求項16に記載の不織布を含んでなるパーソナルケア製品。
【請求項20】
請求項18に記載の延伸性積層物を含んでなるパーソナルケア製品。
【請求項21】
約80ジュール/グラム未満の全融解熱を有するコンジュゲート延伸性繊維の延伸性不織布を形成する方法であって、
a.プロピレンホモポリマーまたはプロピレンコポリマーを含んでなるメルト成分Aを形成する工程;
b.弾性オレフィンポリマーを含んでなるメルト成分Bを形成する工程;
c.成分Aおよび成分Bをメルトとして共押出して、複数の繊維を形成し、成分Aは前記繊維の長さに沿って、かつ、前記フィラメントの全重量の0.001%〜約20%で前記繊維の表面の少なくとも一部を形成する工程;
d.前記繊維を急冷する工程;
e.ガスの制御された加圧を用いて、前記繊維を延伸する工程;
f.形成面上で前記繊維を捕集して繊維のウエブを形成する工程;及び
g.前記ウエブをボンディングする工程
を含んでなる方法。
【請求項22】
繊維表面の少なくとも一部を構成し、かつ、全繊維含量の10重量%以下を占める成分Aと、成分Bとを含んでなる延伸性コンジュゲート繊維であって、
a.ポリマー繊維成分Aが表面のパッチを形成する相分離ポリマーのブレンドを含んでなり、
b.ポリマー繊維成分Bが弾性オレフィンポリマーを含んでなる
延伸性コンジュゲート繊維。
【請求項23】
前記ポリマー成分Aが60ジュール/グラム超で約100ジュール/グラム未満の融解熱を有する、請求項22に記載の延伸性コンジュゲート繊維。
【請求項24】
前記プロピレンコポリマーが
(i)約14.6および約15.7ppmにおけるレギオエラーに対応する、ほぼ等しい強度の13CNMRピーク;または
(ii)本質的に同一のままに留まるTmeと、前記コポリマー中のコモノマーの量が増加するのにしたがって減少するTmaxとを持つDSC曲線;または
(iii)コポリマーがチーグラー・ナッタ触媒により製造されることを除いて、重量平均分子量において同等のプロピレンコポリマーよりも多くのガンマ形結晶を示すX線回折パターン
の特性の少なくとも一つを有する、23に記載の延伸性コンジュゲート繊維。
【請求項25】
前記成分Bが3.5未満のMWDを有する弾性の反応器グレードのオレフィンポリマーを含んでなる、請求項24に記載の延伸性コンジュゲート繊維。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公表番号】特表2007−529646(P2007−529646A)
【公表日】平成19年10月25日(2007.10.25)
【国際特許分類】
【出願番号】特願2007−504023(P2007−504023)
【出願日】平成17年3月14日(2005.3.14)
【国際出願番号】PCT/US2005/008539
【国際公開番号】WO2005/090659
【国際公開日】平成17年9月29日(2005.9.29)
【出願人】(502141050)ダウ グローバル テクノロジーズ インコーポレイティド (1,383)
【Fターム(参考)】
【公表日】平成19年10月25日(2007.10.25)
【国際特許分類】
【出願日】平成17年3月14日(2005.3.14)
【国際出願番号】PCT/US2005/008539
【国際公開番号】WO2005/090659
【国際公開日】平成17年9月29日(2005.9.29)
【出願人】(502141050)ダウ グローバル テクノロジーズ インコーポレイティド (1,383)
【Fターム(参考)】
[ Back to top ]