
非融着ファンシーヤーン、織編物及びその製造方法
【課題】かすり調の表面効果があり、ガリ感やシャリ感などがなく、ソフトで柔軟な風合いを有する織編物とその製造方法、並びにその織編物を構成する太さ斑が強調された非融着ファンシーヤーンを提供する。
【解決手段】仮撚加撚方向の撚りを有する集束部と、無撚であるか又は仮撚加撚方向もしくは仮撚解撚方向の緩やかな撚りを有する嵩高部とを交互に有する非融着ファンシーヤーン、及びそれからなる織編物、並びに、外層部の少なくとも一部分がアルカリ易溶性の低融点ポリマーからなり、他の部分がアルカリ難溶性の高融点ポリマーからなる複合繊維で構成される糸条を、オーバーフィード率15%以上で仮撚領域に供給して、仮撚加撚方向の撚りを有する融着集束部と、仮撚解撚方向の撚りを有する非融着嵩高部とを交互に形成させた後、仮撚加撚方向に加撚し、しかる後に得られた撚糸を用いて製織編し、アルカリ減量処理する上記織編物の製造方法。
【解決手段】仮撚加撚方向の撚りを有する集束部と、無撚であるか又は仮撚加撚方向もしくは仮撚解撚方向の緩やかな撚りを有する嵩高部とを交互に有する非融着ファンシーヤーン、及びそれからなる織編物、並びに、外層部の少なくとも一部分がアルカリ易溶性の低融点ポリマーからなり、他の部分がアルカリ難溶性の高融点ポリマーからなる複合繊維で構成される糸条を、オーバーフィード率15%以上で仮撚領域に供給して、仮撚加撚方向の撚りを有する融着集束部と、仮撚解撚方向の撚りを有する非融着嵩高部とを交互に形成させた後、仮撚加撚方向に加撚し、しかる後に得られた撚糸を用いて製織編し、アルカリ減量処理する上記織編物の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、かすり調の表面効果を有し、しかもガリ感やシャリ感などがなく、ソフトで柔軟な風合いを有する織編物とその製造方法、並びにその織編物を構成する太さ斑が強調された非融着ファンシーヤーンに関するものである。
【背景技術】
【0002】
従来から、外観的に変化のある織編物を得るために、仮撚融着技術を用いて高オーバーフィード下で仮撚加工し、フィラメント間を融着させると同時にSZ交互撚りを形成させた加工糸が種々提案されている。
【0003】
例えば、特許文献1では、仮撚加撚方向の撚りを有する完全融着部と、逆方向の撚りとを有する非融着集束部とを交互に有する加工糸が提案されている。この加工糸は太さ斑を有し、ファンシー性に優れているが、フィラメントが融着しているため風合いが硬く、改良が望まれていた。
【0004】
また、特許文献2には、上記加工糸のファンシー性をさらに強調するために、仮撚方向と同方向の撚りを付加した加工糸が提案されている。
【0005】
さらに、供給する糸条を工夫して、交互撚りを有する連続未解撚糸を得やすくした加工技術も提案されている。例えば、特許文献3には、供給糸の密度、複屈折及び仮撚温度を工夫することにより得られる、嵩高部のない均整な連続未解撚糸が提案されている。この加工糸から得られる織編物はシャリ感が強く、その加工糸を得るための条件以外を採用すれば太さ斑を有する加工糸が得られることが開示されている。
【特許文献1】特公昭62−40451号公報
【特許文献2】特開昭57−39238号公報
【特許文献3】特開昭48−67533号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかし、これらの加工糸の太さ斑構造はいずれも融着が基本であり、本発明が指向する、太さ斑とふくらみとを有する加工糸は得られていないのが現状である。
【0007】
本発明は、上記した現状に鑑みてなされたものであり、かすり調の表面効果があり、ガリ感やシャリ感などがなく、ソフトで柔軟な風合いを有する織編物とその製造方法、並びにその織編物を構成する太さ斑が強調された非融着ファンシーヤーンを提供することを技術的な課題とするものである。
【課題を解決するための手段】
【0008】
本発明者らは、上記の課題を解決するために鋭意検討した結果、本発明に到達した。
【0009】
すなわち、本発明は、次の構成を要旨とするものである。
【0010】
(1)仮撚加撚方向の撚りを有する集束部と、無撚であるか又は仮撚加撚方向もしくは仮撚解撚方向の緩やかな撚りを有する嵩高部とを交互に有することを特徴とする非融着ファンシーヤーン。
(2)表面に凹凸形状を有するポリエステル系フィラメントで構成されてなることを特徴とする上記(1)記載の非融着ファンシーヤーン。
(3)10mm以上の集束部及び嵩高部を含むことを特徴とする上記(1)又は(2)記載の非融着ファンシーヤーン。
(4)上記(1)〜(3)のいずれかに記載の非融着ファンシーヤーンで構成されてなる織編物。
(5)外層部の少なくとも一部分がアルカリ易溶性の低融点ポリマーからなり、他の部分がアルカリ難溶性の高融点ポリマーからなる複合繊維で構成される糸条を、オーバーフィード率15%以上で仮撚領域に供給して、仮撚加撚方向の撚りを有する融着集束部と、仮撚解撚方向の撚りを有する非融着嵩高部とを交互に形成させた後、仮撚加撚方向に加撚し、しかる後に得られた撚糸を用いて製織編し、アルカリ減量処理することを特徴とする上記(4)記載の織編物の製造方法。
【発明の効果】
【0011】
本発明の非融着ファンシーヤーンは、糸条の長手方向に集束部と嵩高部とを交互に有し、太さ斑が強調された糸条である。また、本発明の非融着ファンシーヤーンを用いた織編物は、かすり調の表面効果を有し、しかもガリ感やシャリ感などがなく、ソフトで柔軟な風合いを有している。
【0012】
さらに、本発明の製造方法によれば、上記の利点を有する織編物を低コストで安定して製造することが可能となる。
【発明を実施するための最良の形態】
【0013】
以下、本発明について詳細に説明する。
【0014】
本発明の非融着ファンシーヤーンAは、図1〜図3に示すように糸条の長手方向に集束部1と嵩高部2とを交互に有する有撚の糸条である。集束部1は、仮撚加撚方向の撚りで緊締されている。嵩高部2は無撚に近い状態にあり、具体的には、図1に示すように無撚であるか、又は図2に示すように仮撚加撚方向の緩やかな撚りを有するか、もしくは図3に示すように仮撚解撚方向の緩やかな撚りを有するかのいずれかの状態にある。ただし、嵩高部2においては、いずれの状態であってもふくらみを有し、実質的に高捲縮状態にある。また、集束部1と嵩高部2のいずれにおいても融着されていない。
【0015】
また、本発明において緩やかな撚りとは、嵩高部のふくらみを損なわない程度の撚りであり、具体的には、200T/M以下の撚りを指す。撚りが200T/Mを超えると、嵩高部のふくらみが低減し、太さ斑を強調し難くなる傾向にある。
【0016】
このように、本発明の非融着ファンシーヤーンは、集束部と嵩高部との存在により太さ斑が強調されている。このため、この非融着ファンシーヤーンで構成される織編物は、かすり調の表面効果を有し、しかもガリ感やシャリ感などがなく、ソフトで柔軟な風合いを有している。
【0017】
本発明の非融着ファンシーヤーンには、織編物においてかすり調の表面効果を向上させるために、集束部及び嵩高部の内、共に長さ10mm以上のものが含まれていることが好ましく、特に20〜200mmの範囲の長さのものが大半であって、かつランダムに存在していることが特に好ましい。
【0018】
本発明の非融着ファンシーヤーンは、一般にフィラメントから構成される。フィラメントの素材としては、特に限定されるものではないが、ポリエチレンテレフタレート(PET)やポリブチレンテレフタレートなどを主成分とするポリエステル系ポリマーが好ましい。また、フィラメントの形態としては、フラット状、バルキー状のいずれであってもよい。さらに、フィラメントの断面形状としては、特に限定されるものではないが、丸断面の他、異型断面のものも採用でき、中でも表面に凹凸形状を有するものを採用することが好ましい。したがって、本発明に採用しうるフィラメントとしては、表面に凹凸形状を有するポリエステル系フィラメントが好ましいのである。
【0019】
また、本発明の非融着ファンシーヤーンのトータル繊度としては、50〜300dtexが好ましく、非融着ファンシーヤーンを構成するフィラメントの単糸繊度としては、0.1〜6.0dtexが好ましい。
【0020】
本発明の非融着ファンシーヤーンを得るには、まず、外層部の少なくとも一部分がアルカリ易溶性の低融点ポリマーからなり、他の部分がアルカリ難溶性の高融点ポリマーからなる複合繊維で構成されてなる糸条を用意する。複合繊維における高融点ポリマーと低融点ポリマーとの融点差としては、2℃以上であることが好ましい。また、用意すべき糸条を選ぶ際には、複合繊維から低融点ポリマーを除去することにより非融着ファンシーヤーンを構成するフィラメントが得られる点を考慮し、フィラメントの断面形状が所望のものとなるように高融点ポリマーが予め適切に配された複合繊維で構成されてなる糸条を採用する。
【0021】
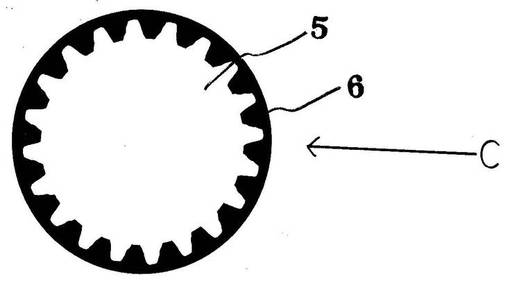
本発明におけるフィラメントの断面形状としては、上記のように表面に凹凸形状を有する形状が好ましいが、この場合、複合繊維Cとして、例えば、図5に示すような断面形状を有するものを採用することが好ましい。図5において、アルカリ難溶性の高融点ポリマー5は芯部に、低融点ポリマー6は鞘部にそれぞれ配されており、アルカリ易溶性の低融点ポリマー6を除去することにより、表面に凹凸形状を有するフィラメントが得られる。
【0022】
上記のような糸条を用意した後は、この糸条を仮撚領域に供給して、融着集束部と非融着嵩高部とを交互に有する部分融着加工糸を作製する。仮撚領域とは糸条が仮撚加工される領域のことであり、具体的には加撚−熱セット−解撚の領域を指す。
【0023】
仮撚加工における具体的な条件としては、まず、オーバーフィード率として15%以上であることが好ましい。オーバーフィード率をこの範囲に設定することにより、糸条の長手方向における融着の程度を不均一なものにすることができ、加えて融着集束部及び非融着嵩高部の長さを共に長くすることができるため好ましい。また、仮撚数としては、特に限定されるものではないが、20000/D1/2〜35000/D1/2(T/M)(D:糸条のトータル繊度(dtex))が好ましい。さらに、熱セットの温度としては、(低融点ポリマーの軟化点近傍)〜(低融点ポリマーの融点+20)であってかつ高融点ポリマーの融点以下であることが好ましい。なお、熱セットの温度が高くなるにつれ結果的に融着集束部が長くなる傾向にある。
【0024】
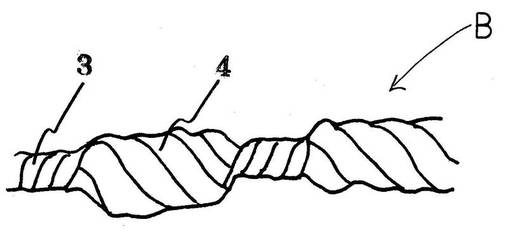
図4に、この部分融着加工糸Bの概略側面図を例示する。この部分融着加工糸Bにおいて、融着集束部3は仮撚加撚方向の撚りを有し、強固に融着緊束されて見掛けが細く、1m当りの実測撚数としては加撚数と同程度かもしくはやや多くなる。一方、非融着嵩高部4は仮撚解撚方向の撚りを有し、融着されずに捲縮が付与されてふくらみを有し、1m当りの実測撚数としては仮撚数の1/5〜3/4程度である。融着集束部3の撚方向と非融着嵩高部4の撚方向とが正反対になる理由としては、仮撚加工における熱セットによって融着された部分は、後の解撚作用をほとんど受けずに融着集束部となるのに対し、熱セットによっても融着されなかった部分は、後の解撚作用を集中的に受けることでオーバー解撚の状態になり非融着嵩高部となることによる。
【0025】
上記の部分融着加工糸を得た後は、該加工糸を仮撚加撚方向に加撚する。この加撚は、融着集束部をより細く、非融着嵩高部をよりふくらみあるものにするために行うものである。この加撚により、非融着嵩高部は無撚となるか又は仮撚加撚方向もしくは仮撚解撚方向の緩やかな撚りを有することとなり、ひいては非融着ファンシーヤーンの嵩高部がふくらみを増すことになる。この加撚の撚数としては部分融着加工糸のトルクを低減させる程度であればよく、具体的には300〜500T/Mが好ましい。また、この加撚の作用は、融着集束部に対してはあまり作用せず、ほとんどが非融着嵩高部を解撚させるものとして作用する。
【0026】
なお、必要に応じて上記の加撚の前に該加工糸を弛緩熱処理してもよい。これは、部分融着加工糸のトルクが強く加撚においてビリが発生する恐れがあるためであり、弛緩熱処理によってトルクを低減させることが好ましいからである。弛緩熱処理の条件としては特に限定されるものではないが、オーバーフィード率としては5〜15%が好ましく、ヒータ温度としては190〜250℃が好ましい。
【0027】
部分融着加工糸を加撚した後は、得られた撚糸をアルカリ減量処理することにより本発明の非融着ファンシーヤーンを得ることができる。このアルカリ減量処理は、部分融着加工糸に含まれるアルカリ易溶性の低融点ポリマーを除去するために行うものである。アルカリ減量処理の方法としては、特に限定されるものでなく、例えば、得られた撚糸をカセ状に巻き取った状態でアルカリ減量処理すればよい。
【0028】
次に、本発明の非融着ファンシーヤーンで構成されてなる織編物の製造方法について説明する。
【0029】
本発明の織編物を製造するには、上記の非融着ファンシーヤーンを用いて製織編すればよいが、コストの点でやや不利であるため、好ましくは上記の部分融着加工糸を用いて製織編し、次いで、アルカリ減量処理する方法を採用する。この場合のアルカリ減量処理としては、基本的に上記撚糸の場合と同様でよく、例えば、濃度40g/L、温度95℃の水酸化ナトリウム水溶液に30分間浸漬すればよい。
【実施例】
【0030】
次に、本発明を実施例により説明する。
【0031】
(実施例1)
複合繊維を構成する高融点ポリマーとしてはPET(融点:255℃)を用い、低融点ポリマーとしてはPETを主体とし、共重合成分として5−ナトリウムスルホイソフタル酸を全繰り返し単位に対し2.5モル%、平均分子量7000のポリエチレングリコールを同じく12モル%含有する共重合PET(融点:247℃、軟化点:228℃)を用いた。そして、両ポリマーを複合紡糸して330dtex48fの未延伸糸を得た後、この未延伸糸を110℃で3.0倍に延伸して、図2に示すような断面形状を有する複合繊維で構成される、110dtex48fの糸条を得た。
【0032】
次いで、市販の仮撚機(三菱重工業(株)製、「LS−6(商品名)」)を用いて、上記の糸条を表1に示す条件で仮撚加工し、融着集束部と非融着嵩高部とを交互に有する部分融着加工糸を得た。なお、表1において仮撚加工及び弛緩熱処理は連続して行うものであり、第2ヒータを通過する過程で部分融着加工糸に弛緩熱処理が施される。
【0033】
【表1】

【0034】
そして、この部分融着加工糸をS方向に430T/M加撚した後、得られた撚糸を経緯糸に用い、経糸密度130本/2.54cm、緯糸密度95本/2.54cmの経二重組織の生機を製織した。次いで、この生機を濃度40g/Lの水酸化ナトリウム水溶液で95℃×30分間アルカリ減量処理し、分散染料を用いて染色した後、仕上げセットし、本発明の織編物を得た。
【0035】
本発明の織編物は、かすり調の表面効果を有し、しかもガリ感やシャリ感などがなく、ソフトで柔軟な風合いを有する織編物であった。また、この織編物を構成する本発明の非融着ファンシーヤーンは、仮撚加撚方向の撚りを有する集束部と、仮撚解撚方向の緩やかな撚りを有する嵩高部とを交互に有する糸条であり、太さ斑が強調されていた。この糸条において、集束部の平均長さは25.5mmで、最大長さは98.5mmであり、嵩高部の平均長さは60.5mmで、最大長さは148mmであった。
【0036】
(実施例2)
複合繊維を構成する高融点ポリマーとしてはPET(融点:255℃)を用い、低融点ポリマーとしてはテレフタル酸50モル%、エチレングリコール25モル%及び1−4ブタンジオール25モル%を減圧重合させて得たポリエステル(融点:181℃、軟化点:148℃)を用いた。そして両ポリマーを複合紡糸し、高融点ポリマーが芯部に低融点ポリマーが鞘部にそれぞれ配された同心芯鞘状の複合繊維(ただし、質量比:高融点ポリマー:低融点ポリマー=80:20)で構成される、105dtex24fの糸条を得た。
【0037】
次いで、市販の仮撚機(三菱重工業(株)製、「LS−6(商品名)」)を用いて、上記の糸条を表2に示す条件で仮撚加工し、融着集束部と非融着嵩高部とを交互に有する部分融着加工糸を得た。なお、表1において仮撚加工及び弛緩熱処理は連続して行うものであり、第2ヒータを通過する過程で部分融着加工糸に弛緩熱処理が施される。
【0038】
【表2】
【0039】
そして、この部分融着加工糸をS方向に310T/M加撚した後、得られた撚糸を経緯糸に用い、経糸密度156本/2.54cm、緯糸密度100本/2.54cmの平二重組織の生機を製織した。次いで、この生機を濃度40g/Lの水酸化ナトリウム水溶液で95℃×30分間アルカリ減量処理し、分散染料を用いて染色した後、仕上げセットし、本発明の織編物を得た。
【0040】
本発明の織編物は、かすり調の表面効果を有し、しかもガリ感やシャリ感などがなく、ソフトで柔軟な風合いを有する織編物であった。また、この織編物を構成する本発明の非融着ファンシーヤーンは、仮撚加撚方向の撚りを有する集束部と、同方向の緩やかな撚りを有する嵩高部とを交互に有する糸条であり、太さ斑が強調されていた。この糸条において、集束部の平均長さは30.5mmで、最大長さは105.5mmであり、嵩高部の平均長さは75.5mmで、最大長さは162mmであった。
【図面の簡単な説明】
【0041】
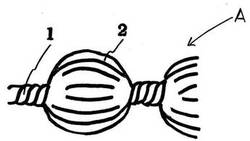
【図1】本発明の非融着ファンシーヤーンの一実施態様を示す概略側面図であって、嵩高部が無撚の状態にある例を示す。
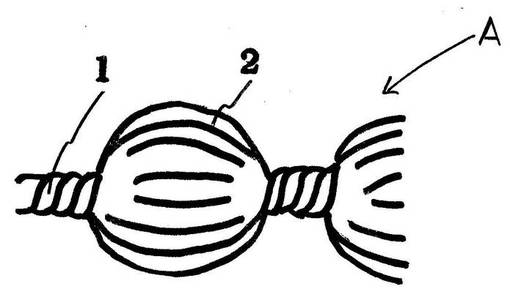
【図2】本発明の非融着ファンシーヤーンの一実施態様を示す概略側面図であって、嵩高部が仮撚加撚方向の緩やかな撚りを有する状態にある例を示す。
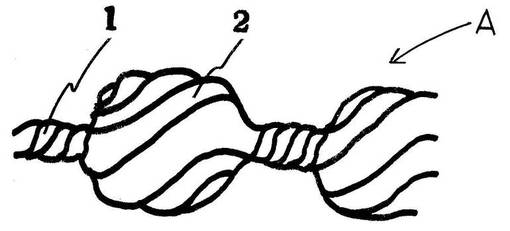
【図3】本発明の非融着ファンシーヤーンの一実施態様を示す概略側面図であって、嵩高部が仮撚解撚方向の緩やかな撚りを有する状態にある例を示す。
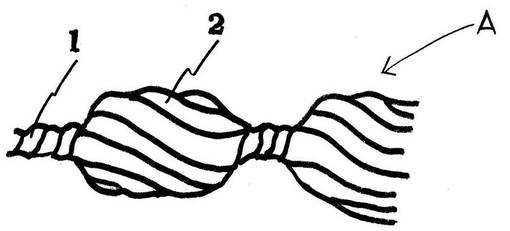
【図4】本発明の非融着ファンシーヤーンを製造する際に用いる部分融着加工糸の一実施態様を示す概略側面図である。
【図5】部分融着加工糸を製造する際に用いる糸条を構成する複合繊維の、好ましい断面形状を例示する断面模式図である。
【符号の説明】
【0042】
1 集束部
2 嵩高部
3 融着集束部
4 非融着嵩高部
5 高融点ポリマー
6 低融点ポリマー
A 非融着ファンシーヤーン
B 部分融着加工糸
C 複合繊維
【技術分野】
【0001】
本発明は、かすり調の表面効果を有し、しかもガリ感やシャリ感などがなく、ソフトで柔軟な風合いを有する織編物とその製造方法、並びにその織編物を構成する太さ斑が強調された非融着ファンシーヤーンに関するものである。
【背景技術】
【0002】
従来から、外観的に変化のある織編物を得るために、仮撚融着技術を用いて高オーバーフィード下で仮撚加工し、フィラメント間を融着させると同時にSZ交互撚りを形成させた加工糸が種々提案されている。
【0003】
例えば、特許文献1では、仮撚加撚方向の撚りを有する完全融着部と、逆方向の撚りとを有する非融着集束部とを交互に有する加工糸が提案されている。この加工糸は太さ斑を有し、ファンシー性に優れているが、フィラメントが融着しているため風合いが硬く、改良が望まれていた。
【0004】
また、特許文献2には、上記加工糸のファンシー性をさらに強調するために、仮撚方向と同方向の撚りを付加した加工糸が提案されている。
【0005】
さらに、供給する糸条を工夫して、交互撚りを有する連続未解撚糸を得やすくした加工技術も提案されている。例えば、特許文献3には、供給糸の密度、複屈折及び仮撚温度を工夫することにより得られる、嵩高部のない均整な連続未解撚糸が提案されている。この加工糸から得られる織編物はシャリ感が強く、その加工糸を得るための条件以外を採用すれば太さ斑を有する加工糸が得られることが開示されている。
【特許文献1】特公昭62−40451号公報
【特許文献2】特開昭57−39238号公報
【特許文献3】特開昭48−67533号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかし、これらの加工糸の太さ斑構造はいずれも融着が基本であり、本発明が指向する、太さ斑とふくらみとを有する加工糸は得られていないのが現状である。
【0007】
本発明は、上記した現状に鑑みてなされたものであり、かすり調の表面効果があり、ガリ感やシャリ感などがなく、ソフトで柔軟な風合いを有する織編物とその製造方法、並びにその織編物を構成する太さ斑が強調された非融着ファンシーヤーンを提供することを技術的な課題とするものである。
【課題を解決するための手段】
【0008】
本発明者らは、上記の課題を解決するために鋭意検討した結果、本発明に到達した。
【0009】
すなわち、本発明は、次の構成を要旨とするものである。
【0010】
(1)仮撚加撚方向の撚りを有する集束部と、無撚であるか又は仮撚加撚方向もしくは仮撚解撚方向の緩やかな撚りを有する嵩高部とを交互に有することを特徴とする非融着ファンシーヤーン。
(2)表面に凹凸形状を有するポリエステル系フィラメントで構成されてなることを特徴とする上記(1)記載の非融着ファンシーヤーン。
(3)10mm以上の集束部及び嵩高部を含むことを特徴とする上記(1)又は(2)記載の非融着ファンシーヤーン。
(4)上記(1)〜(3)のいずれかに記載の非融着ファンシーヤーンで構成されてなる織編物。
(5)外層部の少なくとも一部分がアルカリ易溶性の低融点ポリマーからなり、他の部分がアルカリ難溶性の高融点ポリマーからなる複合繊維で構成される糸条を、オーバーフィード率15%以上で仮撚領域に供給して、仮撚加撚方向の撚りを有する融着集束部と、仮撚解撚方向の撚りを有する非融着嵩高部とを交互に形成させた後、仮撚加撚方向に加撚し、しかる後に得られた撚糸を用いて製織編し、アルカリ減量処理することを特徴とする上記(4)記載の織編物の製造方法。
【発明の効果】
【0011】
本発明の非融着ファンシーヤーンは、糸条の長手方向に集束部と嵩高部とを交互に有し、太さ斑が強調された糸条である。また、本発明の非融着ファンシーヤーンを用いた織編物は、かすり調の表面効果を有し、しかもガリ感やシャリ感などがなく、ソフトで柔軟な風合いを有している。
【0012】
さらに、本発明の製造方法によれば、上記の利点を有する織編物を低コストで安定して製造することが可能となる。
【発明を実施するための最良の形態】
【0013】
以下、本発明について詳細に説明する。
【0014】
本発明の非融着ファンシーヤーンAは、図1〜図3に示すように糸条の長手方向に集束部1と嵩高部2とを交互に有する有撚の糸条である。集束部1は、仮撚加撚方向の撚りで緊締されている。嵩高部2は無撚に近い状態にあり、具体的には、図1に示すように無撚であるか、又は図2に示すように仮撚加撚方向の緩やかな撚りを有するか、もしくは図3に示すように仮撚解撚方向の緩やかな撚りを有するかのいずれかの状態にある。ただし、嵩高部2においては、いずれの状態であってもふくらみを有し、実質的に高捲縮状態にある。また、集束部1と嵩高部2のいずれにおいても融着されていない。
【0015】
また、本発明において緩やかな撚りとは、嵩高部のふくらみを損なわない程度の撚りであり、具体的には、200T/M以下の撚りを指す。撚りが200T/Mを超えると、嵩高部のふくらみが低減し、太さ斑を強調し難くなる傾向にある。
【0016】
このように、本発明の非融着ファンシーヤーンは、集束部と嵩高部との存在により太さ斑が強調されている。このため、この非融着ファンシーヤーンで構成される織編物は、かすり調の表面効果を有し、しかもガリ感やシャリ感などがなく、ソフトで柔軟な風合いを有している。
【0017】
本発明の非融着ファンシーヤーンには、織編物においてかすり調の表面効果を向上させるために、集束部及び嵩高部の内、共に長さ10mm以上のものが含まれていることが好ましく、特に20〜200mmの範囲の長さのものが大半であって、かつランダムに存在していることが特に好ましい。
【0018】
本発明の非融着ファンシーヤーンは、一般にフィラメントから構成される。フィラメントの素材としては、特に限定されるものではないが、ポリエチレンテレフタレート(PET)やポリブチレンテレフタレートなどを主成分とするポリエステル系ポリマーが好ましい。また、フィラメントの形態としては、フラット状、バルキー状のいずれであってもよい。さらに、フィラメントの断面形状としては、特に限定されるものではないが、丸断面の他、異型断面のものも採用でき、中でも表面に凹凸形状を有するものを採用することが好ましい。したがって、本発明に採用しうるフィラメントとしては、表面に凹凸形状を有するポリエステル系フィラメントが好ましいのである。
【0019】
また、本発明の非融着ファンシーヤーンのトータル繊度としては、50〜300dtexが好ましく、非融着ファンシーヤーンを構成するフィラメントの単糸繊度としては、0.1〜6.0dtexが好ましい。
【0020】
本発明の非融着ファンシーヤーンを得るには、まず、外層部の少なくとも一部分がアルカリ易溶性の低融点ポリマーからなり、他の部分がアルカリ難溶性の高融点ポリマーからなる複合繊維で構成されてなる糸条を用意する。複合繊維における高融点ポリマーと低融点ポリマーとの融点差としては、2℃以上であることが好ましい。また、用意すべき糸条を選ぶ際には、複合繊維から低融点ポリマーを除去することにより非融着ファンシーヤーンを構成するフィラメントが得られる点を考慮し、フィラメントの断面形状が所望のものとなるように高融点ポリマーが予め適切に配された複合繊維で構成されてなる糸条を採用する。
【0021】
本発明におけるフィラメントの断面形状としては、上記のように表面に凹凸形状を有する形状が好ましいが、この場合、複合繊維Cとして、例えば、図5に示すような断面形状を有するものを採用することが好ましい。図5において、アルカリ難溶性の高融点ポリマー5は芯部に、低融点ポリマー6は鞘部にそれぞれ配されており、アルカリ易溶性の低融点ポリマー6を除去することにより、表面に凹凸形状を有するフィラメントが得られる。
【0022】
上記のような糸条を用意した後は、この糸条を仮撚領域に供給して、融着集束部と非融着嵩高部とを交互に有する部分融着加工糸を作製する。仮撚領域とは糸条が仮撚加工される領域のことであり、具体的には加撚−熱セット−解撚の領域を指す。
【0023】
仮撚加工における具体的な条件としては、まず、オーバーフィード率として15%以上であることが好ましい。オーバーフィード率をこの範囲に設定することにより、糸条の長手方向における融着の程度を不均一なものにすることができ、加えて融着集束部及び非融着嵩高部の長さを共に長くすることができるため好ましい。また、仮撚数としては、特に限定されるものではないが、20000/D1/2〜35000/D1/2(T/M)(D:糸条のトータル繊度(dtex))が好ましい。さらに、熱セットの温度としては、(低融点ポリマーの軟化点近傍)〜(低融点ポリマーの融点+20)であってかつ高融点ポリマーの融点以下であることが好ましい。なお、熱セットの温度が高くなるにつれ結果的に融着集束部が長くなる傾向にある。
【0024】
図4に、この部分融着加工糸Bの概略側面図を例示する。この部分融着加工糸Bにおいて、融着集束部3は仮撚加撚方向の撚りを有し、強固に融着緊束されて見掛けが細く、1m当りの実測撚数としては加撚数と同程度かもしくはやや多くなる。一方、非融着嵩高部4は仮撚解撚方向の撚りを有し、融着されずに捲縮が付与されてふくらみを有し、1m当りの実測撚数としては仮撚数の1/5〜3/4程度である。融着集束部3の撚方向と非融着嵩高部4の撚方向とが正反対になる理由としては、仮撚加工における熱セットによって融着された部分は、後の解撚作用をほとんど受けずに融着集束部となるのに対し、熱セットによっても融着されなかった部分は、後の解撚作用を集中的に受けることでオーバー解撚の状態になり非融着嵩高部となることによる。
【0025】
上記の部分融着加工糸を得た後は、該加工糸を仮撚加撚方向に加撚する。この加撚は、融着集束部をより細く、非融着嵩高部をよりふくらみあるものにするために行うものである。この加撚により、非融着嵩高部は無撚となるか又は仮撚加撚方向もしくは仮撚解撚方向の緩やかな撚りを有することとなり、ひいては非融着ファンシーヤーンの嵩高部がふくらみを増すことになる。この加撚の撚数としては部分融着加工糸のトルクを低減させる程度であればよく、具体的には300〜500T/Mが好ましい。また、この加撚の作用は、融着集束部に対してはあまり作用せず、ほとんどが非融着嵩高部を解撚させるものとして作用する。
【0026】
なお、必要に応じて上記の加撚の前に該加工糸を弛緩熱処理してもよい。これは、部分融着加工糸のトルクが強く加撚においてビリが発生する恐れがあるためであり、弛緩熱処理によってトルクを低減させることが好ましいからである。弛緩熱処理の条件としては特に限定されるものではないが、オーバーフィード率としては5〜15%が好ましく、ヒータ温度としては190〜250℃が好ましい。
【0027】
部分融着加工糸を加撚した後は、得られた撚糸をアルカリ減量処理することにより本発明の非融着ファンシーヤーンを得ることができる。このアルカリ減量処理は、部分融着加工糸に含まれるアルカリ易溶性の低融点ポリマーを除去するために行うものである。アルカリ減量処理の方法としては、特に限定されるものでなく、例えば、得られた撚糸をカセ状に巻き取った状態でアルカリ減量処理すればよい。
【0028】
次に、本発明の非融着ファンシーヤーンで構成されてなる織編物の製造方法について説明する。
【0029】
本発明の織編物を製造するには、上記の非融着ファンシーヤーンを用いて製織編すればよいが、コストの点でやや不利であるため、好ましくは上記の部分融着加工糸を用いて製織編し、次いで、アルカリ減量処理する方法を採用する。この場合のアルカリ減量処理としては、基本的に上記撚糸の場合と同様でよく、例えば、濃度40g/L、温度95℃の水酸化ナトリウム水溶液に30分間浸漬すればよい。
【実施例】
【0030】
次に、本発明を実施例により説明する。
【0031】
(実施例1)
複合繊維を構成する高融点ポリマーとしてはPET(融点:255℃)を用い、低融点ポリマーとしてはPETを主体とし、共重合成分として5−ナトリウムスルホイソフタル酸を全繰り返し単位に対し2.5モル%、平均分子量7000のポリエチレングリコールを同じく12モル%含有する共重合PET(融点:247℃、軟化点:228℃)を用いた。そして、両ポリマーを複合紡糸して330dtex48fの未延伸糸を得た後、この未延伸糸を110℃で3.0倍に延伸して、図2に示すような断面形状を有する複合繊維で構成される、110dtex48fの糸条を得た。
【0032】
次いで、市販の仮撚機(三菱重工業(株)製、「LS−6(商品名)」)を用いて、上記の糸条を表1に示す条件で仮撚加工し、融着集束部と非融着嵩高部とを交互に有する部分融着加工糸を得た。なお、表1において仮撚加工及び弛緩熱処理は連続して行うものであり、第2ヒータを通過する過程で部分融着加工糸に弛緩熱処理が施される。
【0033】
【表1】
【0034】
そして、この部分融着加工糸をS方向に430T/M加撚した後、得られた撚糸を経緯糸に用い、経糸密度130本/2.54cm、緯糸密度95本/2.54cmの経二重組織の生機を製織した。次いで、この生機を濃度40g/Lの水酸化ナトリウム水溶液で95℃×30分間アルカリ減量処理し、分散染料を用いて染色した後、仕上げセットし、本発明の織編物を得た。
【0035】
本発明の織編物は、かすり調の表面効果を有し、しかもガリ感やシャリ感などがなく、ソフトで柔軟な風合いを有する織編物であった。また、この織編物を構成する本発明の非融着ファンシーヤーンは、仮撚加撚方向の撚りを有する集束部と、仮撚解撚方向の緩やかな撚りを有する嵩高部とを交互に有する糸条であり、太さ斑が強調されていた。この糸条において、集束部の平均長さは25.5mmで、最大長さは98.5mmであり、嵩高部の平均長さは60.5mmで、最大長さは148mmであった。
【0036】
(実施例2)
複合繊維を構成する高融点ポリマーとしてはPET(融点:255℃)を用い、低融点ポリマーとしてはテレフタル酸50モル%、エチレングリコール25モル%及び1−4ブタンジオール25モル%を減圧重合させて得たポリエステル(融点:181℃、軟化点:148℃)を用いた。そして両ポリマーを複合紡糸し、高融点ポリマーが芯部に低融点ポリマーが鞘部にそれぞれ配された同心芯鞘状の複合繊維(ただし、質量比:高融点ポリマー:低融点ポリマー=80:20)で構成される、105dtex24fの糸条を得た。
【0037】
次いで、市販の仮撚機(三菱重工業(株)製、「LS−6(商品名)」)を用いて、上記の糸条を表2に示す条件で仮撚加工し、融着集束部と非融着嵩高部とを交互に有する部分融着加工糸を得た。なお、表1において仮撚加工及び弛緩熱処理は連続して行うものであり、第2ヒータを通過する過程で部分融着加工糸に弛緩熱処理が施される。
【0038】
【表2】
【0039】
そして、この部分融着加工糸をS方向に310T/M加撚した後、得られた撚糸を経緯糸に用い、経糸密度156本/2.54cm、緯糸密度100本/2.54cmの平二重組織の生機を製織した。次いで、この生機を濃度40g/Lの水酸化ナトリウム水溶液で95℃×30分間アルカリ減量処理し、分散染料を用いて染色した後、仕上げセットし、本発明の織編物を得た。
【0040】
本発明の織編物は、かすり調の表面効果を有し、しかもガリ感やシャリ感などがなく、ソフトで柔軟な風合いを有する織編物であった。また、この織編物を構成する本発明の非融着ファンシーヤーンは、仮撚加撚方向の撚りを有する集束部と、同方向の緩やかな撚りを有する嵩高部とを交互に有する糸条であり、太さ斑が強調されていた。この糸条において、集束部の平均長さは30.5mmで、最大長さは105.5mmであり、嵩高部の平均長さは75.5mmで、最大長さは162mmであった。
【図面の簡単な説明】
【0041】
【図1】本発明の非融着ファンシーヤーンの一実施態様を示す概略側面図であって、嵩高部が無撚の状態にある例を示す。
【図2】本発明の非融着ファンシーヤーンの一実施態様を示す概略側面図であって、嵩高部が仮撚加撚方向の緩やかな撚りを有する状態にある例を示す。
【図3】本発明の非融着ファンシーヤーンの一実施態様を示す概略側面図であって、嵩高部が仮撚解撚方向の緩やかな撚りを有する状態にある例を示す。
【図4】本発明の非融着ファンシーヤーンを製造する際に用いる部分融着加工糸の一実施態様を示す概略側面図である。
【図5】部分融着加工糸を製造する際に用いる糸条を構成する複合繊維の、好ましい断面形状を例示する断面模式図である。
【符号の説明】
【0042】
1 集束部
2 嵩高部
3 融着集束部
4 非融着嵩高部
5 高融点ポリマー
6 低融点ポリマー
A 非融着ファンシーヤーン
B 部分融着加工糸
C 複合繊維
【特許請求の範囲】
【請求項1】
仮撚加撚方向の撚りを有する集束部と、無撚であるか又は仮撚加撚方向もしくは仮撚解撚方向の緩やかな撚りを有する嵩高部とを交互に有することを特徴とする非融着ファンシーヤーン。
【請求項2】
表面に凹凸形状を有するポリエステル系フィラメントで構成されてなることを特徴とする請求項1記載の非融着ファンシーヤーン。
【請求項3】
10mm以上の集束部及び嵩高部を含むことを特徴とする請求項1又は2記載の非融着ファンシーヤーン。
【請求項4】
請求項1〜3のいずれかに記載の非融着ファンシーヤーンで構成されてなる織編物。
【請求項5】
外層部の少なくとも一部分がアルカリ易溶性の低融点ポリマーからなり、他の部分がアルカリ難溶性の高融点ポリマーからなる複合繊維で構成される糸条を、オーバーフィード率15%以上で仮撚領域に供給して、仮撚加撚方向の撚りを有する融着集束部と、仮撚解撚方向の撚りを有する非融着嵩高部とを交互に形成させた後、仮撚加撚方向に加撚し、しかる後に得られた撚糸を用いて製織編し、アルカリ減量処理することを特徴とする請求項4記載の織編物の製造方法。
【請求項1】
仮撚加撚方向の撚りを有する集束部と、無撚であるか又は仮撚加撚方向もしくは仮撚解撚方向の緩やかな撚りを有する嵩高部とを交互に有することを特徴とする非融着ファンシーヤーン。
【請求項2】
表面に凹凸形状を有するポリエステル系フィラメントで構成されてなることを特徴とする請求項1記載の非融着ファンシーヤーン。
【請求項3】
10mm以上の集束部及び嵩高部を含むことを特徴とする請求項1又は2記載の非融着ファンシーヤーン。
【請求項4】
請求項1〜3のいずれかに記載の非融着ファンシーヤーンで構成されてなる織編物。
【請求項5】
外層部の少なくとも一部分がアルカリ易溶性の低融点ポリマーからなり、他の部分がアルカリ難溶性の高融点ポリマーからなる複合繊維で構成される糸条を、オーバーフィード率15%以上で仮撚領域に供給して、仮撚加撚方向の撚りを有する融着集束部と、仮撚解撚方向の撚りを有する非融着嵩高部とを交互に形成させた後、仮撚加撚方向に加撚し、しかる後に得られた撚糸を用いて製織編し、アルカリ減量処理することを特徴とする請求項4記載の織編物の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2007−211364(P2007−211364A)
【公開日】平成19年8月23日(2007.8.23)
【国際特許分類】
【出願番号】特願2006−31106(P2006−31106)
【出願日】平成18年2月8日(2006.2.8)
【出願人】(399065497)ユニチカファイバー株式会社 (190)
【Fターム(参考)】
【公開日】平成19年8月23日(2007.8.23)
【国際特許分類】
【出願日】平成18年2月8日(2006.2.8)
【出願人】(399065497)ユニチカファイバー株式会社 (190)
【Fターム(参考)】
[ Back to top ]