
靴下とその製造方法
【課題】爪先部分の縫合による爪先仕上げ工程を不要にし、靴下製造の能率向上とコスト低減を図り、部分的な嵩張りの発生をなくした靴下を提供する。
【解決手段】靴下Aにおける爪先部分11を横編みに編製し、この爪先部分11に連なる靴下Aの残余の部分を筒編によって編製し、上記横編みに編製された爪先部分11の編初め部分が、靴下Aの幅方向に円弧状となる爪先11aになっている。
【解決手段】靴下Aにおける爪先部分11を横編みに編製し、この爪先部分11に連なる靴下Aの残余の部分を筒編によって編製し、上記横編みに編製された爪先部分11の編初め部分が、靴下Aの幅方向に円弧状となる爪先11aになっている。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、着用状態で靴を履いても、爪先に違和感や痛みを与えることが少ないと共に、靴を履くときに履き易くした靴下とその製造方法に関する。
【背景技術】
【0002】
従来、図(5)と(b)のように、爪先部分1と、底部2、甲部3、踵部4、履き口5を有する身6を備えた靴下Aは、一般的に靴下編機(丸編機)を用いて編製されている。
【0003】
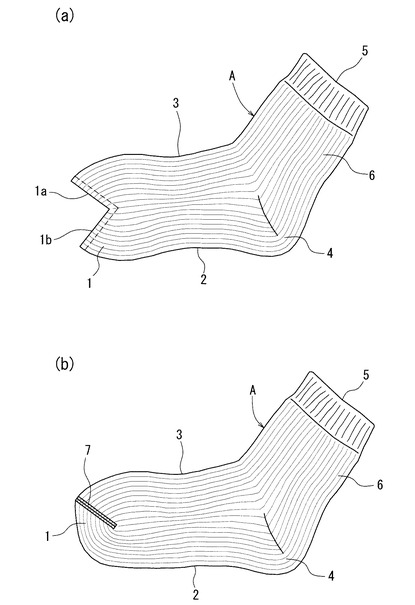
上記のような靴下Aの編製において、全体を筒編みに編み上げた場合、爪先部分1は開放状に編み上がり、このため、爪先部分1を仕上げるのに、上下のリンキングコース1aと1bを縫合してリンキングライン7にする工程が別途必要になる(特許文献1参照)。
【0004】
また、靴下の履用の目的として足の保温を挙げることができ、保温性を向上させるには、全体を厚く編製するか、全体を二重構造に編製することが考えられる。
【特許文献1】特開2000−239901号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
靴下製造方法において、横編機を使用すれば、無縫製の靴下を製造することができるが、生産効率が低い点からコストがかかるという問題がある。
【0006】
また、丸編機においては、上下のリンキングコース1aと1bを縫合して爪先部分1を仕上げると、縫合したリンキングライン7が部分的に嵩張ることになり、靴下Aの着用状態で靴を履くと、嵩張ったリンキングライン7の部分で足を押さえることになるため、足に違和感や痛みを与えるという問題がある。
【0007】
更に、靴下の保温性を向上させるために、全体を厚く編製したり全体を二重構造に編製すると、履用時に全体が嵩張り状態となり、靴を履く場合に踵部分が履き口に入りにくいという支障が生じると共に、靴下の編製に使用する糸の使用量が増大し、材料費が嵩むという問題がある。
【0008】
そこで、この発明の課題は、爪先部分のリンキング縫製による爪先仕上げ工程を不要にして靴下製造の能率向上を図り、爪先部分の嵩張り発生をなくすことで、足に違和感や痛みを与えることがないと共に、爪先部分だけを二重構造とすることで足の爪先を保護して痛みの発生を防ぎ、しかも、踵部分は通常の靴下と同様の厚みになるので、靴の履き口に入りやすくなって靴が履き易くなる靴下とその製造方法を提供することにある。
【課題を解決するための手段】
【0009】
上記のような課題を解決するため、この発明は、靴下における爪先部分を横編みに編製し、この爪先部分に連なる靴下の残余の部分を筒編によって編製した構成を採用したものである。
【0010】
上記横編みに編製された爪先部分の編初め部分が、靴下の幅方向に円弧状となる爪先になっている構造とすることができる。
【0011】
また、上記横編みに編製された爪先部分が二重構造に編製されているようにしたり、この二重構造の内側層を爪先が五指に分離されているようにするほか、上記二重構造の外側層に開口部を設け、この開口部から二重構造の外側層と内側層の間に使い捨てカイロ等を挿入することができるようにしてもよい。
【0012】
更に、製造方法の発明は、靴下における爪先部分を横編みに編製した後、この爪先部分を丸編機に目差しすることでセットし、靴下の残余の部分を筒編によって編製することで爪先のリンキング縫製を不要にしたものである。
【0013】
ここで、靴下は、爪先部分と、底部、甲部、踵部、履き口を有する身を備え、爪先部分は、爪先から底部と甲部に達するまでの長さを短く設定し、靴下の残余の部分を筒編によって編製することにより、編製スピードの速い丸編機を有効に使用することで編製能率の低下を防ぐようにしている。
【0014】
また、横編みに編製された爪先部分の二重構造は、外側層と内側層を爪先と両側縁が遊離する状態で袋状に編上げ、底部と甲部に達する部分で底部と甲部に編合することによって形成されている。
【発明の効果】
【0015】
この発明によると、靴下の爪先部分を横編みに編製し、この爪先部分に連なる靴下の残余の部分を筒編によって編製したので、爪先部分は横編によって爪先を閉じた状態で編製することができ、これによって爪先のリンキング縫製が不要になり、爪先仕上げ工程を省くと共に、靴下の残余の部分を筒編にして丸編機の速い編製スピードを有効に生かすことで、靴下製造の能率向上を図ることができる。
【0016】
また、横編によって爪先が閉じた爪先部分は、爪先部分に部分的な嵩張り部分の発生が少なく、靴下の着用状態で靴を履いても、足に違和感や痛みを与えることがない。
【0017】
また、爪先部分だけを二重構造とすることにより、足の爪先部分を保護して保温性を向上させ、靴下の着用状態で靴を履いても、足に痛みを与えることがないと共に、踵部分は一枚の厚みとなるので、靴の履き口に入りやすくなって靴が履き易くなる。
【0018】
また、爪先部分の二重構造の外側層に開口部を設けると、この開口部から二重構造の外側層と内側層の間に使い捨てカイロ等を挿入することができ、冬季等の寒いときでも爪先を暖めることができる。
【0019】
更に、横編みに編製された爪先部分の編初め部分が、靴下の幅方向に円弧状となる爪先になっているので、爪先のリンキング縫製が上面に位置する従来の靴下に比べて爪先部分の外観がすっきりと仕上がることになる。
【発明を実施するための最良の形態】
【0020】
以下、この発明の実施の形態を添付図面に基づいて説明する。
【0021】
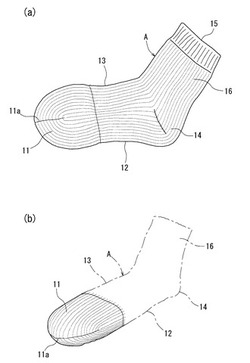
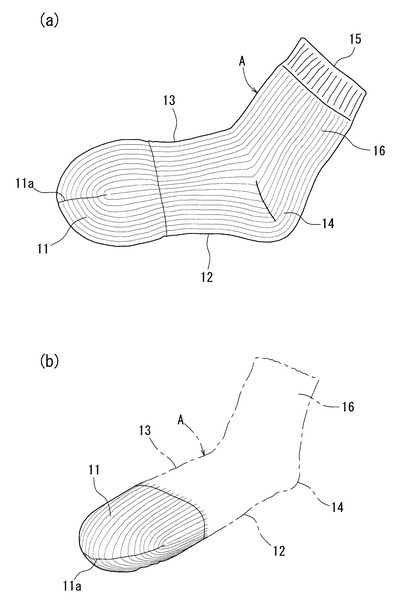
図1(a)と(b)に示す第1の実施の形態の靴下Aは、爪先部分11と、底部12、甲部13、踵部14、履き口15を有する身16を備え、前記爪先部分11は、横編機を用いて横編みに編製し、この爪先部分11に連なる靴下Aの残余の部分を丸編機(靴下編機)によって筒編に編製されている。
【0022】
上記爪先部分11は、横編みに編製された爪先部分11の編初め部分が、靴下Aの幅方向に円弧状となる爪先11aになっていて、爪先11aが予め閉じた状態で編製されている。
【0023】
また、爪先部分11は、爪先11aから底部12と甲部13に達するまでの長さを短く設定し、靴下Aの残余の部分を筒編によって編製することにより、横編機よりも編製スピードの速い丸編機の編製スピードを有効に活用し、編製能率の低下を防ぐようにしている。
【0024】
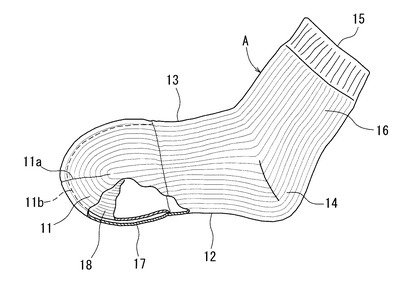
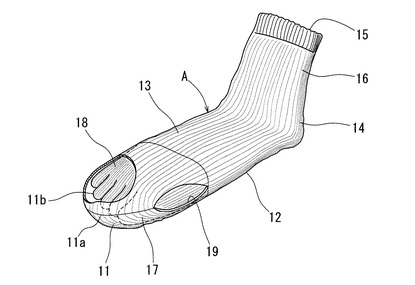
図2に示す第2の実施の形態の靴下Aは、上記横編みに編製された爪先部分11が二重構造に編製された構造になっている。
【0025】
この爪先部分11の二重構造は、外側層17と内側層18をそれぞれの爪先11aと11b両側縁が遊離する状態で袋状に編上げ、底部12と甲部13に達する部分で底部12と甲部に13に編合することによって形成されている。
【0026】
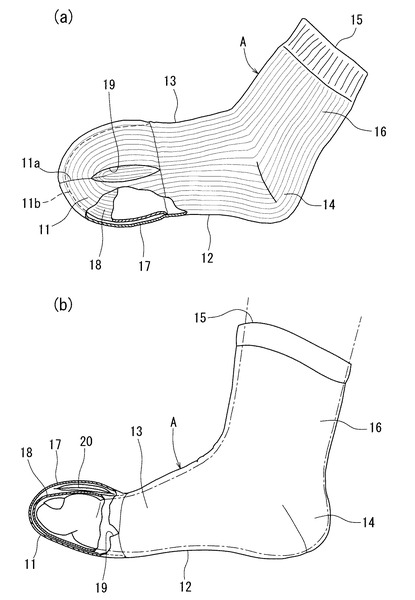
図3(a)と(b)に示す第3の実施の形態の靴下Aは、上記二重構造の外側層17に対して一方側部の位置に開口部19を設け、外側層17をポケットにすることにより、この開口部19から二重構造の外側層17と内側層18の間に使い捨てカイロ20等を挿入することができるようにし、冬季等の寒いときでも爪先を暖めることができることになる。
【0027】
図4に示す第4の実施の形態の靴下Aは、上記二重構造の内側層18を爪先11bが五指に分離されているように編み上げた構造になっており、外側層17には開口部19を設けることもできる。
【0028】
上記した各実施の形態における二重構造において、外側層17と内側層18は横編機を用いて横編みに編製し、この爪先部分11に対する残余の部分は、丸編機を用いて一枚物の厚みに編み上げられている。
【0029】
このように、爪先部分11を二重構造とすれば、足の爪先に対する保護効果が向上し、靴を履いたときに足の爪先の痛み発生を防ぐだけでなく、足の爪先の保温効果が向上し、しかも、二重構造は爪先部分11だけであるので、踵部14は一般的な靴下と同様一枚の厚みとなるので嵩張らず、靴の履き口に対して入りやすくなって靴が履き易くなる。
【0030】
この発明の靴下Aは、上記のような構成であり、靴下Aを製造するには、先ず、横編機を用い、図1(b)に示すように、爪先部分11を横編みによって編製する。なお、爪先部分を二重構造とした場合は、外側層17と内側層18を共に横編みによって編製する。
【0031】
次に、上記この爪先部分11を横編機から取り外して、この爪先部分11の筒状となる端部の編目を丸編機の編み針に目差しすることによってセットし、この状態で爪先部分11と連続するように靴下Aの残余の部分である底部12、甲部13、踵部14、履き口15を有する身16を丸編機で筒編によって編製する。
【0032】
このように、爪先部分11を予め横編機で編製すれば、爪先11a及び11bが予め閉じた状態で編製されるので、靴下Aの編み上がり後の爪先11aに対するリンキング縫製の工程が不要になり、靴下製造の能率向上を図ることができると共に、横編によって爪先11aが閉じた爪先部分11は、爪先11a及び11bに部分的な嵩張り部分の発生がなく、靴下Aの着用状態で靴を履いても、足に違和感や痛みを与えることがない。
【0033】
また、爪先部分11と連続する靴下Aの残余の部分は、丸編機の速い編製スピードを有効に生かして靴下製造の能率低下を防ぐことができる。
【0034】
更に、横編みに編製された爪先部分11の編初め部分が、靴下の幅方向に円弧状となる爪先11aになっているので、爪先部分11の外観がすっきりと仕上がる靴下Aになる。
【図面の簡単な説明】
【0035】
【図1】(a)はこの発明に係る靴下の第1の実施の形態を示す正面図、(b)は靴下における爪先部分の斜視図
【図2】この発明に係る靴下の第2の実施の形態を示す一部切り欠き正面図
【図3】(a)はこの発明に係る靴下の第3の実施の形態を示す一部切り欠き正面図、(b)は同靴下の履用状態を示す要部切り欠き正面図
【図4】この発明に係る靴下の第4の実施の形態を示す一部切り欠き斜視図
【図5】(a)は従来の靴下における爪先部分の仕上げ前を示す正面図、(b)は従来の靴下における爪先部分の仕上げ状態を示す正面図
【符号の説明】
【0036】
11 爪先部分
11a 爪先
12 底部
13 甲部
14 踵部
15 履き口
16 身
17 外側層
18 内側層
19 開口部
A 靴下
【技術分野】
【0001】
この発明は、着用状態で靴を履いても、爪先に違和感や痛みを与えることが少ないと共に、靴を履くときに履き易くした靴下とその製造方法に関する。
【背景技術】
【0002】
従来、図(5)と(b)のように、爪先部分1と、底部2、甲部3、踵部4、履き口5を有する身6を備えた靴下Aは、一般的に靴下編機(丸編機)を用いて編製されている。
【0003】
上記のような靴下Aの編製において、全体を筒編みに編み上げた場合、爪先部分1は開放状に編み上がり、このため、爪先部分1を仕上げるのに、上下のリンキングコース1aと1bを縫合してリンキングライン7にする工程が別途必要になる(特許文献1参照)。
【0004】
また、靴下の履用の目的として足の保温を挙げることができ、保温性を向上させるには、全体を厚く編製するか、全体を二重構造に編製することが考えられる。
【特許文献1】特開2000−239901号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
靴下製造方法において、横編機を使用すれば、無縫製の靴下を製造することができるが、生産効率が低い点からコストがかかるという問題がある。
【0006】
また、丸編機においては、上下のリンキングコース1aと1bを縫合して爪先部分1を仕上げると、縫合したリンキングライン7が部分的に嵩張ることになり、靴下Aの着用状態で靴を履くと、嵩張ったリンキングライン7の部分で足を押さえることになるため、足に違和感や痛みを与えるという問題がある。
【0007】
更に、靴下の保温性を向上させるために、全体を厚く編製したり全体を二重構造に編製すると、履用時に全体が嵩張り状態となり、靴を履く場合に踵部分が履き口に入りにくいという支障が生じると共に、靴下の編製に使用する糸の使用量が増大し、材料費が嵩むという問題がある。
【0008】
そこで、この発明の課題は、爪先部分のリンキング縫製による爪先仕上げ工程を不要にして靴下製造の能率向上を図り、爪先部分の嵩張り発生をなくすことで、足に違和感や痛みを与えることがないと共に、爪先部分だけを二重構造とすることで足の爪先を保護して痛みの発生を防ぎ、しかも、踵部分は通常の靴下と同様の厚みになるので、靴の履き口に入りやすくなって靴が履き易くなる靴下とその製造方法を提供することにある。
【課題を解決するための手段】
【0009】
上記のような課題を解決するため、この発明は、靴下における爪先部分を横編みに編製し、この爪先部分に連なる靴下の残余の部分を筒編によって編製した構成を採用したものである。
【0010】
上記横編みに編製された爪先部分の編初め部分が、靴下の幅方向に円弧状となる爪先になっている構造とすることができる。
【0011】
また、上記横編みに編製された爪先部分が二重構造に編製されているようにしたり、この二重構造の内側層を爪先が五指に分離されているようにするほか、上記二重構造の外側層に開口部を設け、この開口部から二重構造の外側層と内側層の間に使い捨てカイロ等を挿入することができるようにしてもよい。
【0012】
更に、製造方法の発明は、靴下における爪先部分を横編みに編製した後、この爪先部分を丸編機に目差しすることでセットし、靴下の残余の部分を筒編によって編製することで爪先のリンキング縫製を不要にしたものである。
【0013】
ここで、靴下は、爪先部分と、底部、甲部、踵部、履き口を有する身を備え、爪先部分は、爪先から底部と甲部に達するまでの長さを短く設定し、靴下の残余の部分を筒編によって編製することにより、編製スピードの速い丸編機を有効に使用することで編製能率の低下を防ぐようにしている。
【0014】
また、横編みに編製された爪先部分の二重構造は、外側層と内側層を爪先と両側縁が遊離する状態で袋状に編上げ、底部と甲部に達する部分で底部と甲部に編合することによって形成されている。
【発明の効果】
【0015】
この発明によると、靴下の爪先部分を横編みに編製し、この爪先部分に連なる靴下の残余の部分を筒編によって編製したので、爪先部分は横編によって爪先を閉じた状態で編製することができ、これによって爪先のリンキング縫製が不要になり、爪先仕上げ工程を省くと共に、靴下の残余の部分を筒編にして丸編機の速い編製スピードを有効に生かすことで、靴下製造の能率向上を図ることができる。
【0016】
また、横編によって爪先が閉じた爪先部分は、爪先部分に部分的な嵩張り部分の発生が少なく、靴下の着用状態で靴を履いても、足に違和感や痛みを与えることがない。
【0017】
また、爪先部分だけを二重構造とすることにより、足の爪先部分を保護して保温性を向上させ、靴下の着用状態で靴を履いても、足に痛みを与えることがないと共に、踵部分は一枚の厚みとなるので、靴の履き口に入りやすくなって靴が履き易くなる。
【0018】
また、爪先部分の二重構造の外側層に開口部を設けると、この開口部から二重構造の外側層と内側層の間に使い捨てカイロ等を挿入することができ、冬季等の寒いときでも爪先を暖めることができる。
【0019】
更に、横編みに編製された爪先部分の編初め部分が、靴下の幅方向に円弧状となる爪先になっているので、爪先のリンキング縫製が上面に位置する従来の靴下に比べて爪先部分の外観がすっきりと仕上がることになる。
【発明を実施するための最良の形態】
【0020】
以下、この発明の実施の形態を添付図面に基づいて説明する。
【0021】
図1(a)と(b)に示す第1の実施の形態の靴下Aは、爪先部分11と、底部12、甲部13、踵部14、履き口15を有する身16を備え、前記爪先部分11は、横編機を用いて横編みに編製し、この爪先部分11に連なる靴下Aの残余の部分を丸編機(靴下編機)によって筒編に編製されている。
【0022】
上記爪先部分11は、横編みに編製された爪先部分11の編初め部分が、靴下Aの幅方向に円弧状となる爪先11aになっていて、爪先11aが予め閉じた状態で編製されている。
【0023】
また、爪先部分11は、爪先11aから底部12と甲部13に達するまでの長さを短く設定し、靴下Aの残余の部分を筒編によって編製することにより、横編機よりも編製スピードの速い丸編機の編製スピードを有効に活用し、編製能率の低下を防ぐようにしている。
【0024】
図2に示す第2の実施の形態の靴下Aは、上記横編みに編製された爪先部分11が二重構造に編製された構造になっている。
【0025】
この爪先部分11の二重構造は、外側層17と内側層18をそれぞれの爪先11aと11b両側縁が遊離する状態で袋状に編上げ、底部12と甲部13に達する部分で底部12と甲部に13に編合することによって形成されている。
【0026】
図3(a)と(b)に示す第3の実施の形態の靴下Aは、上記二重構造の外側層17に対して一方側部の位置に開口部19を設け、外側層17をポケットにすることにより、この開口部19から二重構造の外側層17と内側層18の間に使い捨てカイロ20等を挿入することができるようにし、冬季等の寒いときでも爪先を暖めることができることになる。
【0027】
図4に示す第4の実施の形態の靴下Aは、上記二重構造の内側層18を爪先11bが五指に分離されているように編み上げた構造になっており、外側層17には開口部19を設けることもできる。
【0028】
上記した各実施の形態における二重構造において、外側層17と内側層18は横編機を用いて横編みに編製し、この爪先部分11に対する残余の部分は、丸編機を用いて一枚物の厚みに編み上げられている。
【0029】
このように、爪先部分11を二重構造とすれば、足の爪先に対する保護効果が向上し、靴を履いたときに足の爪先の痛み発生を防ぐだけでなく、足の爪先の保温効果が向上し、しかも、二重構造は爪先部分11だけであるので、踵部14は一般的な靴下と同様一枚の厚みとなるので嵩張らず、靴の履き口に対して入りやすくなって靴が履き易くなる。
【0030】
この発明の靴下Aは、上記のような構成であり、靴下Aを製造するには、先ず、横編機を用い、図1(b)に示すように、爪先部分11を横編みによって編製する。なお、爪先部分を二重構造とした場合は、外側層17と内側層18を共に横編みによって編製する。
【0031】
次に、上記この爪先部分11を横編機から取り外して、この爪先部分11の筒状となる端部の編目を丸編機の編み針に目差しすることによってセットし、この状態で爪先部分11と連続するように靴下Aの残余の部分である底部12、甲部13、踵部14、履き口15を有する身16を丸編機で筒編によって編製する。
【0032】
このように、爪先部分11を予め横編機で編製すれば、爪先11a及び11bが予め閉じた状態で編製されるので、靴下Aの編み上がり後の爪先11aに対するリンキング縫製の工程が不要になり、靴下製造の能率向上を図ることができると共に、横編によって爪先11aが閉じた爪先部分11は、爪先11a及び11bに部分的な嵩張り部分の発生がなく、靴下Aの着用状態で靴を履いても、足に違和感や痛みを与えることがない。
【0033】
また、爪先部分11と連続する靴下Aの残余の部分は、丸編機の速い編製スピードを有効に生かして靴下製造の能率低下を防ぐことができる。
【0034】
更に、横編みに編製された爪先部分11の編初め部分が、靴下の幅方向に円弧状となる爪先11aになっているので、爪先部分11の外観がすっきりと仕上がる靴下Aになる。
【図面の簡単な説明】
【0035】
【図1】(a)はこの発明に係る靴下の第1の実施の形態を示す正面図、(b)は靴下における爪先部分の斜視図
【図2】この発明に係る靴下の第2の実施の形態を示す一部切り欠き正面図
【図3】(a)はこの発明に係る靴下の第3の実施の形態を示す一部切り欠き正面図、(b)は同靴下の履用状態を示す要部切り欠き正面図
【図4】この発明に係る靴下の第4の実施の形態を示す一部切り欠き斜視図
【図5】(a)は従来の靴下における爪先部分の仕上げ前を示す正面図、(b)は従来の靴下における爪先部分の仕上げ状態を示す正面図
【符号の説明】
【0036】
11 爪先部分
11a 爪先
12 底部
13 甲部
14 踵部
15 履き口
16 身
17 外側層
18 内側層
19 開口部
A 靴下
【特許請求の範囲】
【請求項1】
靴下における爪先部分を横編みに編製し、この爪先部分に連なる靴下の残余の部分を筒編によって編製した靴下。
【請求項2】
上記横編みに編製された爪先部分の編初め部分が、靴下の幅方向に円弧状となる爪先になっている請求項1に記載の靴下。
【請求項3】
上記横編みに編製された爪先部分が二重構造に編製されている請求項1又は2に記載の靴下。
【請求項4】
上記横編みに編製された爪先部分が二重構造に編製され、この二重構造の内側層は爪先が五指に分離されている請求項1又は2に記載の靴下。
【請求項5】
上記横編みに編製された爪先部分が二重構造に編製され、この二重構造の外側層に開口部が設けられている請求項1乃至4の何れかに記載の靴下。
【請求項6】
靴下における爪先部分を横編みに編製した後、この爪先部分を丸編機に目差しすることでセットし、靴下の残余の部分を筒編によって編製することで爪先のリンキング縫製を不要にした靴下の製造方法。
【請求項1】
靴下における爪先部分を横編みに編製し、この爪先部分に連なる靴下の残余の部分を筒編によって編製した靴下。
【請求項2】
上記横編みに編製された爪先部分の編初め部分が、靴下の幅方向に円弧状となる爪先になっている請求項1に記載の靴下。
【請求項3】
上記横編みに編製された爪先部分が二重構造に編製されている請求項1又は2に記載の靴下。
【請求項4】
上記横編みに編製された爪先部分が二重構造に編製され、この二重構造の内側層は爪先が五指に分離されている請求項1又は2に記載の靴下。
【請求項5】
上記横編みに編製された爪先部分が二重構造に編製され、この二重構造の外側層に開口部が設けられている請求項1乃至4の何れかに記載の靴下。
【請求項6】
靴下における爪先部分を横編みに編製した後、この爪先部分を丸編機に目差しすることでセットし、靴下の残余の部分を筒編によって編製することで爪先のリンキング縫製を不要にした靴下の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2008−255514(P2008−255514A)
【公開日】平成20年10月23日(2008.10.23)
【国際特許分類】
【出願番号】特願2007−97533(P2007−97533)
【出願日】平成19年4月3日(2007.4.3)
【出願人】(505216368)馬見靴下事業協同組合 (5)
【Fターム(参考)】
【公開日】平成20年10月23日(2008.10.23)
【国際特許分類】
【出願日】平成19年4月3日(2007.4.3)
【出願人】(505216368)馬見靴下事業協同組合 (5)
【Fターム(参考)】
[ Back to top ]