
靴底、靴底の製造方法及びゴルフシューズ
【課題】気泡を有するポリマー組成物を用いた靴底において、鋲の安定性と靴底の屈曲性とを高めうる靴底、靴底の製造方法及びゴルフシューズを提供する。
【解決手段】気泡を有するポリマー組成物が用いられた靴底2である。この靴底2は、基部42及び鋲取付部40を有する鋲座4と、気泡を含む第一のポリマー組成物よりなり、鋲取付部40を貫通させる貫通孔を有する接地層8と、気泡を含む第二のポリマー組成物よりなり、接地層8よりも上側に配置されたアッパー層68と、気泡を含まない第三のポリマー組成物よりなり、接地層8とアッパー層68との間に配置された中間層66とを備える。上記第一のポリマー組成物と、上記第二のポリマー組成物と、上記第三のポリマー組成物とは、いずれも熱成形が可能な素材とされている。鋲座4の基部42は、接地層8又はアッパー層68と、中間層66との間に配置される。
【解決手段】気泡を有するポリマー組成物が用いられた靴底2である。この靴底2は、基部42及び鋲取付部40を有する鋲座4と、気泡を含む第一のポリマー組成物よりなり、鋲取付部40を貫通させる貫通孔を有する接地層8と、気泡を含む第二のポリマー組成物よりなり、接地層8よりも上側に配置されたアッパー層68と、気泡を含まない第三のポリマー組成物よりなり、接地層8とアッパー層68との間に配置された中間層66とを備える。上記第一のポリマー組成物と、上記第二のポリマー組成物と、上記第三のポリマー組成物とは、いずれも熱成形が可能な素材とされている。鋲座4の基部42は、接地層8又はアッパー層68と、中間層66との間に配置される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、靴底、靴底の製造方法及びゴルフシューズに関する。
【背景技術】
【0002】
靴において、靴底の接地面に鋲が設けられているものがある。この鋲は、靴の滑りを抑制する。鋲を備えた靴として、例えばゴルフシューズが挙げられる。
【0003】
鋲は、靴使用時において常時地面と接する。使用者の動作により、鋲には多大な応力が作用しうる。鋲には、摩耗や破損が発生しやすい。このため、靴によっては、鋲の取り替えが可能とされている。
【0004】
鋲の取り替えが可能な靴は、鋲を着脱しうる鋲座を備えている。鋲は、鋲座に固定される。典型的な鋲座は、雌ネジを備えている。この雌ネジに、雄ネジを有する鋲がネジ止めされる。鋲を安定させるためには、鋲座の安定が求められる。
【0005】
一方、靴底には、気泡を有するポリマー組成物からなるものがある。気泡を有するポリマー組成物の典型例は、発泡プラスチック及び発泡ゴムである。気泡を有するポリマー組成物は、靴の軽量化に寄与しうる。気泡を有するポリマー組成物は、靴の屈曲性及び着用性の向上に寄与しうる。
【0006】
気泡を有さないポリマー組成物の典型例は、未発泡のプラスチックや未発泡ゴムである。気泡を有するポリマー組成物は、気泡を有さないポリマー組成物よりも剛性が低い。気泡を有するポリマー組成物からなる靴底に固定された鋲座は、不安定となりやすい。登録実案第3023583号は、気泡を有するポリマー組成物からなる靴底に固定された鋲座を安定させるため、鋲座の座部と一体化された金属製のプレートを設ける共に、上記座部を中心とするプレート部分に、座部を有しないプレート部分の幅より大きい径大部を形成した靴を開示する。
【0007】
【特許文献1】登録実案第3023583号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
従来技術に記載された金属製のプレートは、靴の重量を増加させうる。上記金属製のプレートは、靴底の屈曲性を低下させうる。屈曲性の低下は、靴の着用感や履き心地を低下させうる。通常、金属製のプレートとポリマー組成物との密着性は、ポリマー組成物同士の密着性よりも低い。密着性の低下は、鋲の動きに起因する層間剥がれを起こしやすくする。密着性の低下は、鋲の安定性を低下させる。本発明の目的は、気泡を有するポリマー組成物ポリマー組成物を用いた靴底において、鋲の安定性と靴底の屈曲性を高めうる靴底、靴底の製造方法及びゴルフシューズの提供にある。
【課題を解決するための手段】
【0009】
本発明に係る靴底は、基部及び鋲取付部を有する鋲座と、気泡を含む第一のポリマー組成物よりなり、上記鋲取付部を貫通させる貫通孔を有する接地層と、気泡を含む第二のポリマー組成物よりなり、上記接地層よりも上側に配置されたアッパー層と、気泡を含まない第三のポリマー組成物よりなり、上記接地層と上記アッパー層との間に配置された中間層とを備えている。上記第一のポリマー組成物と、上記第二のポリマー組成物と、上記第三のポリマー組成物とは、いずれも熱成形が可能な素材とされている。上記鋲座の上記基部は、上記接地層又は上記アッパー層と、上記中間層との間に配置されている。
【0010】
好ましくは、上記中間層を構成するポリマー組成物と、この中間層とともに上記基部を挟む層のポリマー組成物とは、基材ポリマーの主成分が同一種類とされている。
【0011】
本発明に係るゴルフシューズは、鋲を備えたゴルフシューズである。このゴルフシューズの靴底は、基部及び鋲取付部を有する鋲座と、この鋲座の上記鋲取付部に着脱可能に取り付けられ、接地面側に露出する鋲と、気泡を含む第一のポリマー組成物よりなり、上記鋲取付部を貫通させる貫通孔を有する接地層と、気泡を含む第二のポリマー組成物よりなり、上記接地層よりも上側に配置されたアッパー層と、
気泡を含まない第三のポリマー組成物よりなり、上記接地層と上記アッパー層との間に配置された中間層とを備える。上記第一のポリマー組成物と、上記第二のポリマー組成物と、上記第三のポリマー組成物とは、いずれも熱成形が可能な素材とされている。上記鋲座の上記基部は、上記接地層又は上記アッパー層と、上記中間層とで挟まれている。
【0012】
本発明に係る靴底の製造方法は、基部及び鋲取付部を有する鋲座と、気泡を含む第一のポリマー組成物よりなり、上記鋲取付部を貫通孔に貫通させた接地層部材と、気泡を含む第二のポリマー組成物よりなり、上記接地層よりも上側に配置されたアッパー層部材と、気泡を含まない第三のポリマー組成物よりなり、上記接地層と上記アッパー層との間に配置された中間層部材とを、上記鋲座の上記基部が上記接地層部材又は上記アッパー層部材と上記中間層部材とで挟まれた状態で金型内に投入して熱成形する工程を含む。
【0013】
好ましくは、上記製造方法において、上記金型は、上記鋲取付部と係合しうる位置決め突起を有し、この位置決め突起と上記鋲取付部とを係合させつつ熱成形を行う。
【発明の効果】
【0014】
この靴底、靴底の製造方法及びゴルフシューズにより、気泡を有するポリマー組成物を用いた靴底において、鋲の安定性と靴底の屈曲性とが高められうる。
【発明を実施するための最良の形態】
【0015】
以下、適宜図面が参照されつつ、好ましい実施形態に基づいて本発明が詳細に説明される。
【0016】
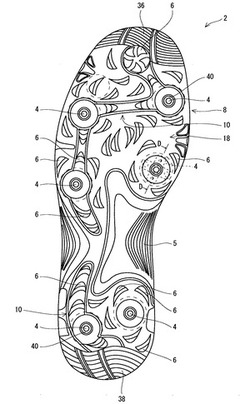
図1は、本発明の一実施形態に係る靴底2を接地面側から見た平面図である。この靴底2は、ゴルフシューズの靴底である。本発明の靴底は、ゴルフシューズの他、鋲を有する靴に適用されうる。なお、後述するように、図1の靴底2には鋲が取り付けられていない。
【0017】
靴底2の接地面側には、鋲座4が設けられている。鋲座4は、靴底2の複数箇所に設けられている。本実施形態では、鋲座4は、土踏まず部5よりもつま先側の部分に4つ配置され、土踏まず部5よりも踵側の部分に2つ配置されている。鋲座4には、図示されない鋲が取り付けられ得る。鋲として、樹脂製の鋲、セラミック製の鋲、金属製の鋲などが例示される。鋲座4は、鋲を着脱可能としうるように構成されている。鋲座4の具体的構成については後述する。鋲座4に取り付けられた鋲は、接地面側に露出する。鋲座4に取り付けられた鋲は、着用時における靴底の滑りを抑制する。鋲は、ゴルフスイングを安定させる。
【0018】
靴底2は、多数の突起6を有している。後述するように、各突起6は、靴底2のアウトソールを構成する接地層8に一体成型されている。突起6は、前述した鋲ととも、着用時における靴底の滑りを抑制する。突起6は、ゴルフスイングを安定させる。
【0019】
靴底2は、複数の部材を組み合わせて製造される。以下、靴底2の製造に用いられる各部材について順次説明する。
【0020】
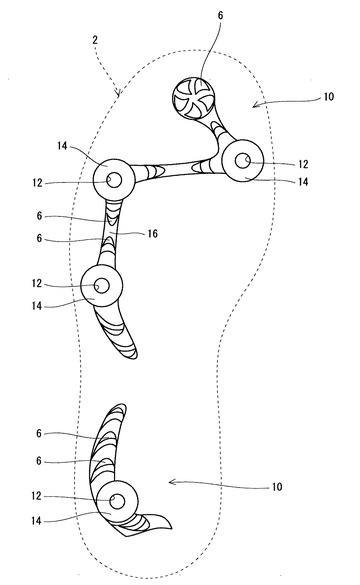
図2から図7は、靴底2の製造に用いられる各部材を示している。図2は、靴底2の接地層8を形成させるための第一接地層部材10の平面図である。図2において、破線は靴底2の輪郭線を示している。一つの靴底2当たり二つの第一接地層部材10が用いられる。第一接地層部材10は、加熱成型されることにより、接地層8の一部を構成する。第一接地層部材10は、第一接地層部材10専用の金型により予備成形されてなる。
【0021】
第一接地層部材10は、気泡を有するポリマー組成物よりなる。第一接地層部材10は、靴底2の成形に先立ち予備成形されたものである。この予備成形は、金型による成形でもよく、削り加工や切断加工等による成形でもよい。削り加工又は切断加工による成形は、準備された部材を削ったり切断したりして第一接地層部材10の所定の形状に加工する。
【0022】
第一接地層部材10は、前述した突起6を有する。第一接地層部材10は、鋲座4の鋲取付部を挿通させるための貫通孔12を有している。貫通孔12の周囲には、環状の平面部14が設けられている。また第一接地層部材10は、複数の平面部14を連結する連結部16を有する。第一接地層部材10の色は、後述する第二接地層部材と相違させてもよい。この色の相違により、靴底2の接地面が複数色となる。第一接地層部材10は、例えば黄色とされる。靴底2を複数色とすることは、靴底2のデザイン性を高めうる。
【0023】
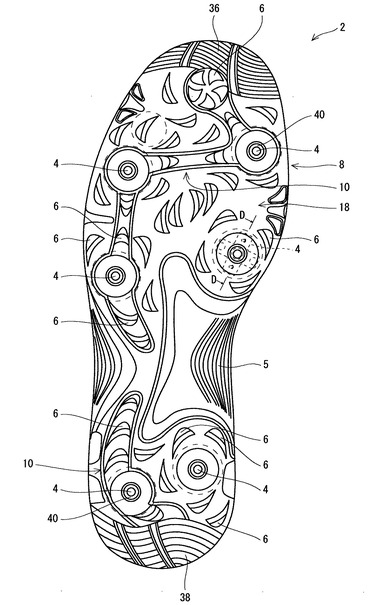
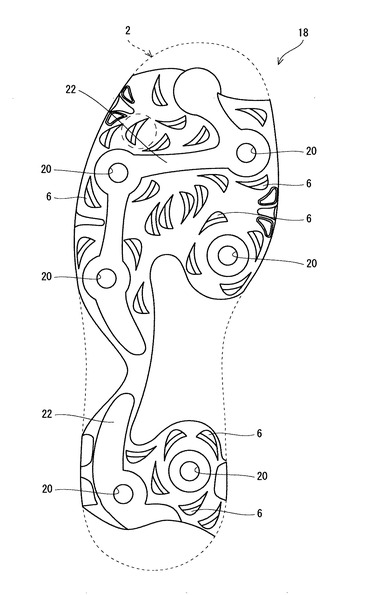
図3は、靴底2の接地層8を形成させるための第二接地層部材18の平面図である。図3において、破線は靴底2の輪郭線を示している。一つの靴底2当たり一つの第二接地層部材18が用いられる。第二接地層部材18は、加熱成型されることにより、接地層8の一部を構成する。接地層8は、第一接地層部材10と第二接地層部材18とからなる。
【0024】
第二接地層部材18は、気泡を有するポリマー組成物よりなる。第二接地層部材18は、第一接地層部材10と同じポリマー組成物よりなるのが好ましい。第二接地層部材18は、靴底2の成形に先立ち予備成形されたものである。第二接地層部材18は、例えば、第二接地層部材18専用の金型により予備成形されてなる。この予備成形は、金型による成形でもよく、削り加工や切断加工等による成形でもよい。削り加工又は切断加工による成形は、準備された部材を削ったり切断したりして第二接地層部材18の所定の形状に加工する。
【0025】
第二接地層部材18は、前述した突起6を有する。第二接地層部材18は、鋲座4の鋲取付部を挿通させるための貫通孔20を有している。この貫通孔20の位置は、前述した第一接地層部材10の貫通孔12の位置と対応している。第二接地層部材18は、第一接地層部材10の形状に対応した輪郭形状の平坦部22を有する。平坦部22は、略溝状である。靴底2の成形の際には、平坦部22内に第一接地層部材10が配置される。靴底2の熱成形の際に、第一接地層部材10は、第二接地層部材18の外側(靴使用状態における下側)に配置される。第二接地層部材18の平坦部22に第一接地層部材10が配置された状態において、第二接地層部材18の基部(突起6でない部分)の表面は、第一接地層部材10の基部(突起6でない部分)の表面と略面一である。第二接地層部材18は、例えば黒色とされる。
【0026】
第一接地層部材10及び第二接地層部材18により形成される接地層8は、靴使用時において接地する。接地層8の耐摩耗性と軽量化とを両立する観点から、第一接地層部材10及び第二接地層部材18の素材として、例えば高密度EVAスポンジが好適である。なおEVAは、エチレン・ビニル・アセテートの略である。高密度EVAスポンジは、気泡を有するポリマー組成物である。
【0027】
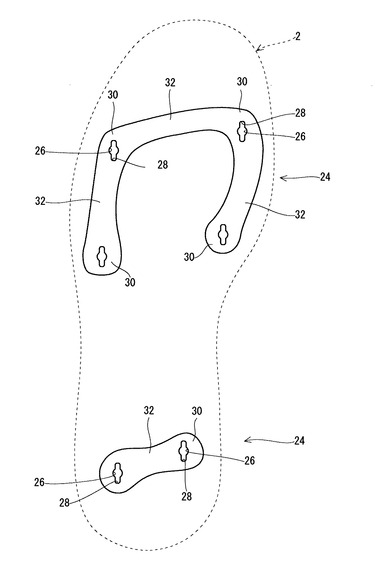
図4は、中間層部材24の平面図である。図4において、破線は靴底2の輪郭線を示している。一つの靴底2当たり二つの中間層部材24が用いられる。中間層部材24は、加熱成型されることにより、後述する中間層を構成する。
【0028】
中間層部材24は、気泡を有さないポリマー組成物よりなる。中間層部材24を構成するポリマー組成物の基材ポリマーの主成分は、第一接地層部材10を構成するポリマー組成物の基材ポリマーの主成分と同一種類である。中間層部材24を構成するポリマー組成物の基材ポリマーの主成分は、第二接地層部材18を構成するポリマー組成物の基材ポリマーの主成分と同一種類である。中間層部材24を構成するポリマー組成物として、例えば未発泡EVAが好適である。中間層部材24は、シート状である。中間層部材24は、シート状の材料を打ち抜いて作製されたものである。
【0029】
中間層部材24は、鋲座4の鋲取付部を挿通させるための貫通孔26を有している。この貫通孔26は、前述した貫通孔12及び貫通孔20と同じ位置に配置される。また、中間層部材24は、後述する鋲座4の凸部46を挿通させるための貫通孔28を有する。貫通孔26と貫通孔28とは連続している。貫通孔28は、一つの貫通孔26当たり2つ設けられるとともに、これら2つの貫通孔28同士は互いに対向する位置に設けられている。後述されるように、貫通孔28の位置は、鋲座4の凸部46の位置に対応している。
【0030】
中間層部材24は、貫通孔26の周囲に形成された孔形成部30と、複数の孔形成部30同士を連結する連結部32とを有する。連結部32により、複数の孔形成部30が一体化されている。
【0031】
靴底2の熱成形の際に、中間層部材24は第二接地層部材18の内側(靴使用状態における上側)に配置される。図4で示されるように、第二接地層部材18の上側に配置されれた状態において、中間層部材24は、靴底2の輪郭線からはみ出さない形状とされている。
【0032】
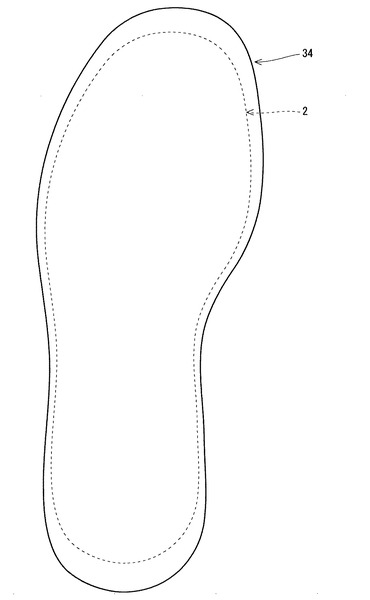
図5は、アッパー層部材34の平面図である。アッパー層部材34の輪郭形状は、靴底2の輪郭形状と略相似形である。アッパー層部材34の輪郭形状は、靴底2の輪郭形状よりも大きい。アッパー層部材34を靴底2よりも大きくすることで、靴底2成型時における金型の充填が確実となる。
【0033】
アッパー層部材34は、熱成形により靴底2のアッパー層となる。本実施形態のアッパー層は、一般にミッドソールとも称される。
【0034】
アッパー層部材34は、気泡を有するポリマー組成物よりなる。アッパー層部材34を構成する基材ポリマーの主成分は、第二接地層部材18を構成する基材ポリマーの主成分と同一種類である。アッパー層部材34を構成する基材ポリマーの主成分は、第一接地層部材10を構成する基材ポリマーの主成分と同一種類である。アッパー層部材34を構成する基材ポリマーの主成分は、中間層部材24を構成する基材ポリマーの主成分と同一種類である。アッパー層部材34は、靴底2の成形に先立ち予備成形されたものである。アッパー層部材34は、例えば、アッパー層部材34専用の金型により予備成形されてなる。この予備成形は、金型による成形でもよく、削り加工や切断加工等による成形でもよい。削り加工又は切断加工による成形は、準備された部材を削ったり切断したりしてアッパー層部材34の所定の形状に加工する。
【0035】
アッパー層部材34により形成されるアッパー層は、靴使用時において接地しない。よて、耐摩耗性の必要度は、接地層8よりも低い。アッパー層部材34としては、例えば低密度EVAスポンジが好適である。低密度EVAスポンジは、気泡を有するポリマー組成物である。
【0036】
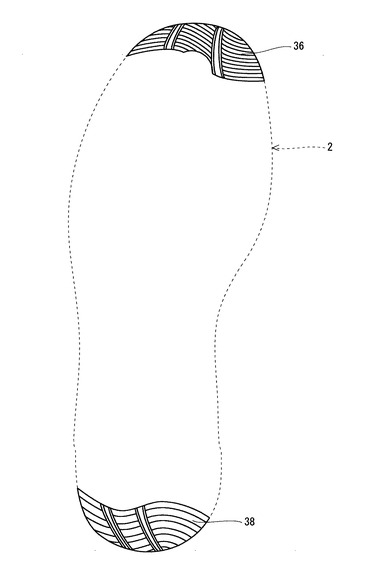
図6は、靴底2のつま先部分を構成するつま先部材36と、靴底2の踵部分を構成する踵部材38とを示す平面図である。つま先部材36及び踵部材38は、ラバー(ゴム)よりなる。このラバーは、気泡を有さないポリマー組成物である。つま先部材36及び踵部材38は、それぞれ単独で成形される。つま先部材36及び踵部材38は、熱成形後の靴底2における接地層8の表面に接着剤で貼り付けられる。滑り止め効果を高めるため、つま先部材36及び踵部材38には、筋状の凹凸が設けられている。
【0037】
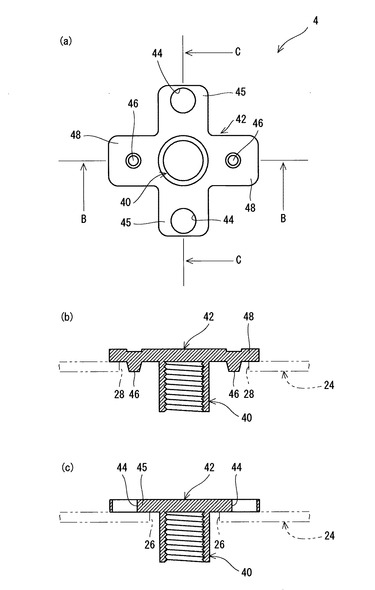
図7(a)は、鋲座4の平面図である。図7(b)は、図7(a)のB−B線に沿った断面図である。図7(c)は、図7(a)のC−C線に沿った断面図である。鋲座4は金属製である。鋲座4は、鋲取付部40と、基部42とを有する。鋲取付部40は、略円筒状とされている。鋲取付部40は、雌ネジを有する。略円筒状の鋲取付部40の内面に雌ネジが設けられている。この雌ネジに、図示されない鋲の有する雄ネジがねじ込まれうる。よって鋲取付部40は、鋲を着脱可能とする構成を有する。このネジ止め機構は、鋲の交換を容易とする。
【0038】
基部42は、鋲取付部40の一端側に設けられている。基部42は、鋲取付部40の軸方向と直交する方向に延びている。基部42は、全体として略十字状をなす。基部42は、貫通孔44を有する第一延設部45と、突起46を有する第二延設部48とを有する。第一延設部45と第二延設部48とは、鋲取付部40の径方向において交互に配置されている。2つの第一延設部45は、略同一直線上に位置する。2つの第二延設部48は、略同一直線上に位置する。突起46は、鋲取付部40と同一の方向に突出している。
【0039】
靴底2の成形時において、鋲座4は、中間層部材24の内側(靴使用状態における上側)に配置される。このとき、鋲取付部40は、中間層部材24の貫通孔26に挿通され、鋲取付部40の突起46は中間層部材24の貫通孔28に挿通される。突起46が貫通孔28の位置となるように、鋲座4の配置が調整される。 図7(b)に示されるように、突起46の突出方向は、中間層部材24の配置された側となる。
【0040】
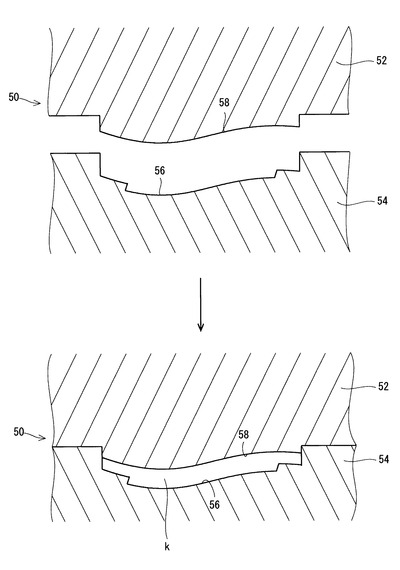
靴底2は、熱成形される。熱成形は、成形金型50によりなされる。図8は、成形金型50の概略構成を示す断面図である。成形金型50は、上型52と下型54とを有する。図8の上側は、成形金型50が開いた状態を示し、図8の下側は、成形金型50が閉じた状態を示す。下型54は、靴底2に対応した形状の凹部56を有する。上型52は、靴底2に対応した形状の凸部58を有する。上型52と下型54とを相対的に近づけるとにより、成形金型50が閉じられる。閉じた成形金型50内において凹部56と凸部58との間に形成される空間kにより、靴底2が成形される。成形金型50は、被成形物を加圧しつつ加熱する。
【0041】
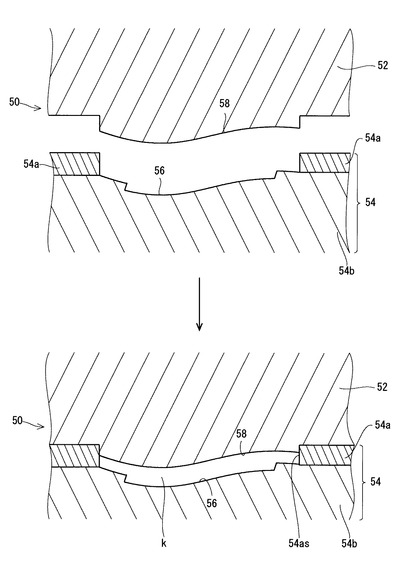
図9は、図8の金型の変形例である。下型54は、図8で示されるような一体型でもよいが、図9で示されるように、上部下型54aと、下部下型54bとに分割可能な分割構造とされてもよい。この分割構造により成形性が向上する。成形後、上型52と下型54とが離されると同時に、下部下型54bから上部下型54aが分離される。又は、成形後、上型52と下型54とが離された後に、下部下型54bから上部下型54aが分離される。この分離により、成形された靴底2の取出しが容易となるとともに、取出し時に靴底2に傷がつくことが防止される。この場合、上部下型54aの内側面54asにより、靴底2の外周側面の一部又は全部が成形されるのがよい。換言すれば、上部下型54aの内側面54asが、成形時において靴底2の外周側面に当接する金型面の一部又は全部を構成しているのがよい。
【0042】
図8では記載が省略されているが、成形金型50は、鋲取付部40と係合しうる位置決め突起60を有する(図10参照)。位置決め突起60は、下型54に設けられている。位置決め突起60は、熱成形中における鋲座4の位置ずれを抑制する。位置決め突起60は、鋲取付部40の内径よりも小さい外径を有する円柱状突起である。位置決め突起60の高さは、鋲取付部40の高さ以下である。
【0043】
靴底2の製造方法は次の通りである。まず、金型内に投入される部材が用意される。金型内に投入される部材は、第一接地層部材10、第二接地層部材18、中間層部材24、アッパー層部材34及び鋲座4である。第一接地層部材10、第二接地層部材18、中間層部材24及びアッパー層部材34は、いずれも熱成形可能なポリマー組成物よりなる。鋲座4は金属よりなる。前述したように、第一接地層部材10、第二接地層部材18及びアッパー層部材34はそれぞれ専用の金型により予備成形される。
【0044】
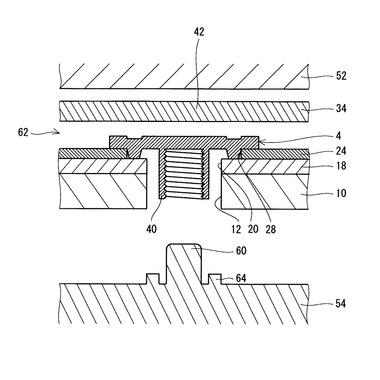
次に、各部材が適切に配置される。図10は、適切に積み重ねて配置された各部材の様子を示す鋲座4近傍の断面図である。図10は、熱成形前の状態を示す。図10には、上型52及び下型54の一部も示されている。配置の順序は、接地面側(靴使用状態における下側)から順に、第一接地層部材10、第二接地層部材18、中間層部材24、アッパー層部材34、である。前述したように、各部材の向き及び重ね順序は、適切に調整される。第一接地層部材10は、第二接地層部材18の平坦部22内に配置される。貫通孔12と、貫通孔20と、貫通孔26とは位置合わせがなされる。各貫通孔12、20、26の連続により形成された貫通孔に鋲取付部40が貫通するように、鋲座4が配置される。鋲座4は、各貫通孔ごとに一つずつ(本実施形態では、合計6個)配置される。必要に応じて、部材間には接着剤が塗布される。接着剤による接着と、加熱による融着との併用により、部材間の密着性が一層高められうる。
【0045】
次に、適切に配置された成形前部材62が、成形金型50の凹部56内に投入される。図示は省略するが、凹部56の表面には、第一接地層部材10及び第二接地層部材18の突起6に対応した凹状部が形成されている。この凹状部は、靴底2の靴底パターンを形成している。成形前部材62の投入においては、靴底パターンを形成する各凹状部に、第一接地層部材10及び第二接地層部材18の突起6が嵌め込まれる。成形前部材62は、鋲座4の鋲取付部40と下型54の位置決め突起60とを係合させつつ投入される。次に、上型52と下型54とが徐々に近づけられる。最終的には、成形金型50が閉じられる。成形金型50が閉じられることにより、成形金型50内に投入された充填物は加圧されつつ加熱される。図示されないが、余分な充填物は成形金型50の合わせ面から適宜排出される。成形金型50で所定時間加熱されることにより、靴底2が成形される。次に、成形された靴底2が、冷却された後に、成形金型50から取り出される。次に、取り出された2に、前述したつま先部材36と踵部材38とが接着される。以上により、鋲を取り付ける前の状態の靴底2が製造される。図10及び図11では、第一接地層部材10や接地層8に設けられている突起6の記載が省略されている。
【0046】
図10が示すように、下型54は、凸部64を有する。凸部64は、位置決め突起60の周囲に設けられている。凸部64の高さは、位置決め突起60の高さよりも低い。凸部64は、環状でもよく、突起状でもよい。溶融物の流れを抑制する観点から、凸部64は環状であるのが好ましい。成形金型50が閉じられる過程において、鋲取付部40の先端部が位置決め突起60と凸部64との間に入り込む。凸部64と位置決め突起60とにより、熱成形中の鋲座4の位置ずれが効果的に抑制されうる。
【0047】
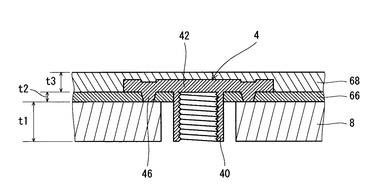
図11は、熱成形後における靴底2の鋲座4近傍における断面図である。図11の断面図は、図10の断面図と同じ位置の断面図である。図11の断面図は、図1のD−D線に沿った断面図である。
【0048】
熱成形により、成形前部材62を構成する各部材間において部分的な融着が起こる。熱成形により、第一接地層部材10と第二接地層部材18とが接地層8となる。第一接地層部材10と第二接地層部材18とは、熱成形により部分的に溶融する。熱成形により第一接地層部材10と第二接地層部材18とが完全に混ざり合うわけではないが、図11は、簡略的に、接地層8を単一の層として示す。熱成形により、中間層部材24は中間層66となる。熱成形により、アッパー層部材34はアッパー層68となる。
【0049】
熱成形中において、中間層部材24は、少なくとも部分的に溶融しうる。熱成形中において、溶融した中間層部材24は流動しうる。熱成形により、中間層66とアッパー層68とは、少なくとも部分的に融着しうる。中間層66とアッパー層68とで基材ポリマーを同一種類とすることにより、両部材間での融着が発生しやすくなる。中間層66とアッパー層68とで基材ポリマーを同一種類とすることにより、両部材間の密着性が高められうる。
【0050】
鋲座4の基部42は、中間層66とアッパー層68との間に介在する。中間層66とアッパー層68との密着性が高められることにより、鋲座4が靴底2に対して安定的に固定されうる。
【0051】
中間層66は、気泡を有さないポリマー組成物であるから、気泡を有するポリマー組成物である場合と比較して、鋲座4を安定させる効果が高い。中間層66は、気泡を有さないポリマー組成物であるから、気泡を有するポリマー組成物である場合と比較して、鋲座4の脱落を効果的に抑制しうる。中間層66は、ポリマー組成物であるから、中間層を金属プレートとした場合と比較して靴底2の屈曲性が高くなる。高い屈曲性は、靴底2をそなえた靴の着用感や履き心地を向上させる。
【0052】
熱成形により、中間層66と接地層8とは、少なくとも部分的に融着しうる。中間層66と接地層8とで基材ポリマーを同一種類とすることにより、両部材間での融着が発生しやすくなる。中間層66と接地層8とで基材ポリマーを同一種類とすることにより、両部材間の密着性が高められうる。
【0053】
鋲を有する靴において、鋲が空回りすることがある。鋲の空回りは、鋲座の空回りに起因する。鋲座4の突起46は、鋲座4の空回りを抑制しうる。突起46の周囲には、中間層66が存在する。中間層66は、気泡を有さないポリマー組成物よりなるので、突起46の移動を効果的に抑制する。突起46の移動が抑制されると、鋲座4の空回りが抑制される。また、熱成形時の流動により、中間層66は鋲座4の貫通孔44に入り込みうる。貫通孔44内の中間層66は、貫通孔44の移動を効果的に抑制する。貫通孔44の移動が抑制されると、鋲座4の空回りが抑制される。
【0054】
本発明の靴底において、鋲座4の近傍に金属プレートを設けても良い。気泡を有さないポリマー組成物の中間層66と金属プレートとを併用することにより、金属プレートの大きさや厚みが少なくされうる。
【0055】
中間層66と突起46との物理的係合を高める観点から、突起46の高さは、突起46と接する部分における中間層66の厚み以上とされるのが好ましい。突起46の露出防止又は突起46の成形容易化の観点から、突起46の高さは、鋲取付部40の高さよりも低くされるのが好ましい。
【0056】
耐摩耗性を向上させる観点から、接地層8の厚みt1は1mm以上が好ましく、2.5mm以上が更に好ましく、3mm以上が特に好ましい。靴底の屈曲性を高める観点から、接地層8の厚さt1は6mm以下が好ましく、5mm以下がより好ましい。
【0057】
鋲座の固定効果を高める観点から、中間層66の厚みt2は0.5mm以上が好ましく、0.7mm以上がより好ましく、0.8mm以上が特に好ましい。靴底2の屈曲性を高める観点から、中間層66の厚みt2は2mm以下が好ましく、1.5mm以下がより好ましく、1.2mm以下が特に好ましい。
【0058】
着用時における鋲の突き上げ感を抑える観点から、アッパー層68の厚みt3は1mm以上が好ましい。特に土踏まず部5よりもつま先側におけるアッパー層68の厚みt3は、突き上げ感を抑える観点から、1.5mm以上が好ましく、2mm以上がより好ましい。厚み過多による過度のクッション性を抑える観点から、アッパー層68の厚みt3は、20mm以下が好ましい。特に土踏まず部5よりもつま先側におけるアッパー層68の厚みt3は、過度のクッション性を抑える観点から、6mm以下が好ましく、5mm以下がより好ましい。
【0059】
中間層66による鋲座4の係止効果を高める観点から、鋲座4の基部42の面積S1(接地面への投影面積であって、鋲取付部40内部の面積を除いた面積)は、150mm2以上が好ましく、180mm2以上がより好ましく、200mm2以上が特に好ましい。靴底2の屈曲性を向上させる観点から、基部42の面積S1は400mm2以下が好ましく、350mm2以上がより好ましく、300mm2以下が特に好ましい。なお、面積S1は、単一の鋲座4における面積を意味する。
【0060】
突起46の強度及び剛性を高めて鋲座4の空回りを抑制する観点から、突起46の高さ中心位置での断面積S2は3mm2以上が好ましく、4mm2以上がより好ましい。鋲座4の重量を抑える観点から、断面積S2は10mm2以下が好ましく、8mm2以下がより好ましい。
【0061】
靴底2の安定性を向上させる観点から、接地層8のスポンジ硬度H1は70以上が好ましく、75以上がより好ましく、80以上が特に好ましい。クッション性を向上させる観点から、接地層8のスポンジ硬度H1は100以下が好ましく、95以下がより好ましく、90以下が特に好ましい。
【0062】
靴底2の安定性を向上させる観点から、中間層66のスポンジ硬度H2は、40以上が好ましく、45以上がより好ましく、50以上が更に好ましく、60以上が特に好ましい。クッション性を向上させる観点から、中間層66のスポンジ硬度H2は、100以下が好ましく、95以下がより好ましく、90以下が特に好ましい。
【0063】
靴底2の安定性を向上させる観点から、アッパー層68のスポンジ硬度H3は、50以上が好ましく、55以上がより好ましく、60以上が特に好ましい。クッション性を向上させる観点から、アッパー層68のスポンジ硬度H3は、100以下が好ましく、95以下がより好ましく、90以下が特に好ましい。
【0064】
スポンジ硬度H1、H2及びH3は、SRIS0101(日本ゴム協会標準規格)に準拠して測定される。スポンジ硬度の測定器として、高分子計器株式会社のASKER(アスカー)C型が用いられる。
【0065】
気泡を有するポリマー組成物として、発泡プラスチックや発泡ゴムが例示される。気泡を有さないポリマー組成物としては、未発泡プラスチックや未発泡ゴムが例示される。成型時にボイドが混入された未発泡プラスチックは、気泡を有さないポリマー組成物に該当する。
【0066】
気泡を有するポリマー組成物として、ウレタンスポンジ、EVAスポンジ、ポリ塩化ビニルスポンジ(PVCスポンジ)、ポリプロピレンスポンジ(PPスポンジ)、シンジオタクチック1.2−ポリブタジエンスポンジ等が例示される。
【0067】
熱成型性、接着性及び加工性に優れる観点から、気泡を有するポリマー組成物としてEVAスポンジやシンジオタクチック1.2−ポリブタジエンスポンジが好ましい。熱成型性に優れるポリマー組成物は、軟化点が低く、成形後の表面外観が良好である。
【0068】
この中間層とともに鋲座の基部を挟む層は、上記実施形態のようにアッパー層であってもよいし、接地層であってもよい。中間層を基部の外側(靴使用状態における下側)に配置して鋲座の脱落を効果的に抑制する観点から、中間層とともに鋲座の基部を挟む層は、アッパー層であるのが好ましい。
【0069】
上記中間層を構成するポリマー組成物(第三のポリマー組成物)と、この中間層とともに上記基部を挟む層のポリマー組成物(第一のポリマー組成物又は第二のポリマー組成物)とは、基材ポリマーの主成分が同一種類とされるのが好ましい。同一種類の基材ポリマーであれば、平均分子量や分子量分布等が異なっていても良い。より好ましくは、上記中間層を構成するポリマー組成物(第三のポリマー組成物)と、この中間層とともに上記基部を挟む層のポリマー組成物(第一のポリマー組成物又は第二のポリマー組成物)とは、基材ポリマーが同一であるのが好ましい。好ましい基材ポリマーの種類としては、ポリウレタン、EVA、PVC、シンジオタクチック1.2−ポリブタジエン等が挙げられる。層間の密着性を高める観点から、上記中間層を構成するポリマー組成物(第三のポリマー組成物)と、接地層のポリマー組成物(第一のポリマー組成物)と、アッパー層のポリマー組成物(第二のポリマー組成物)とは、基材ポリマーの主成分が同一とされているのが好ましい。好ましくは、上記中間層を構成するポリマー組成物(第三のポリマー組成物)と、この中間層とともに上記基部を挟む層のポリマー組成物(第一のポリマー組成物又は第二のポリマー組成物)とは、基材ポリマーの種類が同一であるのがよい。基材ポリマーの種類としては、ポリウレタン、EVA、PVC、シンジオタクチック1.2−ポリブタジエン等が挙げられる。
【0070】
鋲座の材質としては、鉄、アルミニウム、アルミニウム合金、ステンレス、銅、亜鉛及びこれらを主成分とする合金が例示される。トルク強度(ねじり応力に対する耐久性)の観点からは、鉄や鉄系合金が好ましいが、トルク強度と軽量化との両立の観点からは、アルミニウム合金が好ましく、高強度のアルミニウム合金(超々ジュラルミン等)がより好ましい。
【実施例】
【0071】
以下、実施例によって本発明の効果が明らかにされるが、この実施例の記載に基づいて本発明が限定的に解釈されるべきではない。
【0072】
本実施例の靴底の製造方法は、上述した実施形態と同じとした。以下において、上記実施形態と同一の符合を用いて実施例の製造方法が説明される。
【0073】
〔第一接地層部材10の作製〕
酢酸ビニル量が28%のEVA100質量部に対して、1質量部のステアリン酸、2質量部のジクミルパーオキサイド、3質量部のアゾジカルボンアミド及び2質量部のメチルフェニルポリシロキサンが配合された混合物を作製した。この混合物を第一接地層部材10専用の予備成形金型に投入して熱成形することにより、第一接地層部材10を得た。得られた第一接地層部材10は、発泡体であった。
【0074】
〔第二接地層部材18の作製〕
酢酸ビニル量が28%のEVA100質量部に対して、1質量部のステアリン酸、2質量部のジクミルパーオキサイド、3質量部のアゾジカルボンアミド及び2質量部のメチルフェニルポリシロキサンが配合された混合物を作製した。この混合物を第二接地層部材18専用の予備成形金型に投入して熱成形することにより、第二接地層部材18を得た。得られた第二接地層部材18は、発泡体であった。
【0075】
〔中間層部材24の作製〕
酢酸ビニル量が18%のEVAをシート状に加工し、これを打ち抜くことにより、中間層部材24を得た。得られた中間層部材24は、未発泡体であった。
【0076】
〔アッパー層部材34の作製〕
酢酸ビニル量が18%のEVA100質量部に対して、5質量部の炭酸カルシウム、0.3質量部のポリエチレングリコール、0.2質量部のステアリン酸、0.6質量部のジクミルパーオキサイド及び2質量部のアゾジカルボンアミドが配合された混合物を作製した。この混合物をアッパー層部材34専用の予備成形金型に投入して熱成形することにより、アッパー層部材34を得た。得られたアッパー層部材34は、発泡体であった。
【0077】
〔鋲座4の作製〕
アルミニウム合金の素材を鍛造することにより、鋲座4を得た。
【0078】
上述した実施形態の製造方法に従い、第一接地層部材10、第二接地層部材18、中間層部材24、鋲座4及びアッパー層部材34を重ねた成形前部材62を作製し、成形金型50に投入して熱成形することにより、つま先部材36及び踵部材38を有さない靴底を得た。この靴底に、別途成形されたつま先部材36及び踵部材38を接着剤で接着して、靴底2を得た。
【0079】
この実施例の靴底2は、鋲座4の基部42の下側に、気泡を有さないポリマー組成物よりなる中間層66が存在するため、鋲座4が脱落しにくい。中間層66とアッパー層68とは、基材ポリマーが同一種類であるため、強固に密着していた。この密着により、鋲座4の安定性は高い。更に、中間層66と接地層8とは、基材ポリマーが同一種類であるため、互いに強固に密着していた。更に、接地層8とアッパー層68とは、基材ポリマーが同一種類であるため、強固に密着していた。鋲座4の突起46が、気泡を有さないポリマー組成物よりなる中間層66と係合しているため、鋲座4は空回りしにくい。接地層8及びアッパー層68は、気泡を有するポリマー組成物よりなるため、靴底2は軽量である。
【産業上の利用可能性】
【0080】
本発明は、ゴルフシューズなど、鋲及び鋲座を有する靴に適用される。
【図面の簡単な説明】
【0081】
【図1】図1は、本発明の一実施形態に係る靴底を接地面側からみた平面図である。
【図2】図2は、図1の靴底の作製に用いられた第一接地層部材の平面図である。
【図3】図3は、図1の靴底の作製に用いられた第二接地層部材の平面図である。
【図4】図4は、図1の靴底の作製に用いられた中間層部材の平面図である。
【図5】図5は、図1の靴底の作製に用いられたアッパー層部材の平面図である。
【図6】図6は、図1の靴底の作製に用いられたつま先部材及び踵部材を示す平面図である。
【図7】図7(a)は、鋲座4を示す平面図である。図7(b)は、図7(a)のB−B線に沿った断面図である。図7(c)は、図7(a)のC−C線に沿った断面図である。
【図8】図8は、靴底を成形する金型の概略を示す断面図である。
【図9】図9は、図8の金型の変形例である。
【図10】図10は、成形前部材及び金型を示す断面図である。
【図11】図11は、図1のD−D線に沿った断面図である。
【符号の説明】
【0082】
2・・・靴底
4・・・鋲座
5・・・土踏まず部
6・・・突起
8・・・接地層
10・・・第一接地層部材
18・・・第二接地層部材
24・・・中間層部材
26、28・・・貫通孔
34・・・アッパー層部材
36・・・つま先部材
38・・・踵部材
40・・・鋲取付部
42・・・基部
44・・・貫通孔
46・・・突起
50・・・成形金型
52・・・上型
54・・・下型
60・・・位置決め突起
66・・・中間層
68・・・アッパー層
【技術分野】
【0001】
本発明は、靴底、靴底の製造方法及びゴルフシューズに関する。
【背景技術】
【0002】
靴において、靴底の接地面に鋲が設けられているものがある。この鋲は、靴の滑りを抑制する。鋲を備えた靴として、例えばゴルフシューズが挙げられる。
【0003】
鋲は、靴使用時において常時地面と接する。使用者の動作により、鋲には多大な応力が作用しうる。鋲には、摩耗や破損が発生しやすい。このため、靴によっては、鋲の取り替えが可能とされている。
【0004】
鋲の取り替えが可能な靴は、鋲を着脱しうる鋲座を備えている。鋲は、鋲座に固定される。典型的な鋲座は、雌ネジを備えている。この雌ネジに、雄ネジを有する鋲がネジ止めされる。鋲を安定させるためには、鋲座の安定が求められる。
【0005】
一方、靴底には、気泡を有するポリマー組成物からなるものがある。気泡を有するポリマー組成物の典型例は、発泡プラスチック及び発泡ゴムである。気泡を有するポリマー組成物は、靴の軽量化に寄与しうる。気泡を有するポリマー組成物は、靴の屈曲性及び着用性の向上に寄与しうる。
【0006】
気泡を有さないポリマー組成物の典型例は、未発泡のプラスチックや未発泡ゴムである。気泡を有するポリマー組成物は、気泡を有さないポリマー組成物よりも剛性が低い。気泡を有するポリマー組成物からなる靴底に固定された鋲座は、不安定となりやすい。登録実案第3023583号は、気泡を有するポリマー組成物からなる靴底に固定された鋲座を安定させるため、鋲座の座部と一体化された金属製のプレートを設ける共に、上記座部を中心とするプレート部分に、座部を有しないプレート部分の幅より大きい径大部を形成した靴を開示する。
【0007】
【特許文献1】登録実案第3023583号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
従来技術に記載された金属製のプレートは、靴の重量を増加させうる。上記金属製のプレートは、靴底の屈曲性を低下させうる。屈曲性の低下は、靴の着用感や履き心地を低下させうる。通常、金属製のプレートとポリマー組成物との密着性は、ポリマー組成物同士の密着性よりも低い。密着性の低下は、鋲の動きに起因する層間剥がれを起こしやすくする。密着性の低下は、鋲の安定性を低下させる。本発明の目的は、気泡を有するポリマー組成物ポリマー組成物を用いた靴底において、鋲の安定性と靴底の屈曲性を高めうる靴底、靴底の製造方法及びゴルフシューズの提供にある。
【課題を解決するための手段】
【0009】
本発明に係る靴底は、基部及び鋲取付部を有する鋲座と、気泡を含む第一のポリマー組成物よりなり、上記鋲取付部を貫通させる貫通孔を有する接地層と、気泡を含む第二のポリマー組成物よりなり、上記接地層よりも上側に配置されたアッパー層と、気泡を含まない第三のポリマー組成物よりなり、上記接地層と上記アッパー層との間に配置された中間層とを備えている。上記第一のポリマー組成物と、上記第二のポリマー組成物と、上記第三のポリマー組成物とは、いずれも熱成形が可能な素材とされている。上記鋲座の上記基部は、上記接地層又は上記アッパー層と、上記中間層との間に配置されている。
【0010】
好ましくは、上記中間層を構成するポリマー組成物と、この中間層とともに上記基部を挟む層のポリマー組成物とは、基材ポリマーの主成分が同一種類とされている。
【0011】
本発明に係るゴルフシューズは、鋲を備えたゴルフシューズである。このゴルフシューズの靴底は、基部及び鋲取付部を有する鋲座と、この鋲座の上記鋲取付部に着脱可能に取り付けられ、接地面側に露出する鋲と、気泡を含む第一のポリマー組成物よりなり、上記鋲取付部を貫通させる貫通孔を有する接地層と、気泡を含む第二のポリマー組成物よりなり、上記接地層よりも上側に配置されたアッパー層と、
気泡を含まない第三のポリマー組成物よりなり、上記接地層と上記アッパー層との間に配置された中間層とを備える。上記第一のポリマー組成物と、上記第二のポリマー組成物と、上記第三のポリマー組成物とは、いずれも熱成形が可能な素材とされている。上記鋲座の上記基部は、上記接地層又は上記アッパー層と、上記中間層とで挟まれている。
【0012】
本発明に係る靴底の製造方法は、基部及び鋲取付部を有する鋲座と、気泡を含む第一のポリマー組成物よりなり、上記鋲取付部を貫通孔に貫通させた接地層部材と、気泡を含む第二のポリマー組成物よりなり、上記接地層よりも上側に配置されたアッパー層部材と、気泡を含まない第三のポリマー組成物よりなり、上記接地層と上記アッパー層との間に配置された中間層部材とを、上記鋲座の上記基部が上記接地層部材又は上記アッパー層部材と上記中間層部材とで挟まれた状態で金型内に投入して熱成形する工程を含む。
【0013】
好ましくは、上記製造方法において、上記金型は、上記鋲取付部と係合しうる位置決め突起を有し、この位置決め突起と上記鋲取付部とを係合させつつ熱成形を行う。
【発明の効果】
【0014】
この靴底、靴底の製造方法及びゴルフシューズにより、気泡を有するポリマー組成物を用いた靴底において、鋲の安定性と靴底の屈曲性とが高められうる。
【発明を実施するための最良の形態】
【0015】
以下、適宜図面が参照されつつ、好ましい実施形態に基づいて本発明が詳細に説明される。
【0016】
図1は、本発明の一実施形態に係る靴底2を接地面側から見た平面図である。この靴底2は、ゴルフシューズの靴底である。本発明の靴底は、ゴルフシューズの他、鋲を有する靴に適用されうる。なお、後述するように、図1の靴底2には鋲が取り付けられていない。
【0017】
靴底2の接地面側には、鋲座4が設けられている。鋲座4は、靴底2の複数箇所に設けられている。本実施形態では、鋲座4は、土踏まず部5よりもつま先側の部分に4つ配置され、土踏まず部5よりも踵側の部分に2つ配置されている。鋲座4には、図示されない鋲が取り付けられ得る。鋲として、樹脂製の鋲、セラミック製の鋲、金属製の鋲などが例示される。鋲座4は、鋲を着脱可能としうるように構成されている。鋲座4の具体的構成については後述する。鋲座4に取り付けられた鋲は、接地面側に露出する。鋲座4に取り付けられた鋲は、着用時における靴底の滑りを抑制する。鋲は、ゴルフスイングを安定させる。
【0018】
靴底2は、多数の突起6を有している。後述するように、各突起6は、靴底2のアウトソールを構成する接地層8に一体成型されている。突起6は、前述した鋲ととも、着用時における靴底の滑りを抑制する。突起6は、ゴルフスイングを安定させる。
【0019】
靴底2は、複数の部材を組み合わせて製造される。以下、靴底2の製造に用いられる各部材について順次説明する。
【0020】
図2から図7は、靴底2の製造に用いられる各部材を示している。図2は、靴底2の接地層8を形成させるための第一接地層部材10の平面図である。図2において、破線は靴底2の輪郭線を示している。一つの靴底2当たり二つの第一接地層部材10が用いられる。第一接地層部材10は、加熱成型されることにより、接地層8の一部を構成する。第一接地層部材10は、第一接地層部材10専用の金型により予備成形されてなる。
【0021】
第一接地層部材10は、気泡を有するポリマー組成物よりなる。第一接地層部材10は、靴底2の成形に先立ち予備成形されたものである。この予備成形は、金型による成形でもよく、削り加工や切断加工等による成形でもよい。削り加工又は切断加工による成形は、準備された部材を削ったり切断したりして第一接地層部材10の所定の形状に加工する。
【0022】
第一接地層部材10は、前述した突起6を有する。第一接地層部材10は、鋲座4の鋲取付部を挿通させるための貫通孔12を有している。貫通孔12の周囲には、環状の平面部14が設けられている。また第一接地層部材10は、複数の平面部14を連結する連結部16を有する。第一接地層部材10の色は、後述する第二接地層部材と相違させてもよい。この色の相違により、靴底2の接地面が複数色となる。第一接地層部材10は、例えば黄色とされる。靴底2を複数色とすることは、靴底2のデザイン性を高めうる。
【0023】
図3は、靴底2の接地層8を形成させるための第二接地層部材18の平面図である。図3において、破線は靴底2の輪郭線を示している。一つの靴底2当たり一つの第二接地層部材18が用いられる。第二接地層部材18は、加熱成型されることにより、接地層8の一部を構成する。接地層8は、第一接地層部材10と第二接地層部材18とからなる。
【0024】
第二接地層部材18は、気泡を有するポリマー組成物よりなる。第二接地層部材18は、第一接地層部材10と同じポリマー組成物よりなるのが好ましい。第二接地層部材18は、靴底2の成形に先立ち予備成形されたものである。第二接地層部材18は、例えば、第二接地層部材18専用の金型により予備成形されてなる。この予備成形は、金型による成形でもよく、削り加工や切断加工等による成形でもよい。削り加工又は切断加工による成形は、準備された部材を削ったり切断したりして第二接地層部材18の所定の形状に加工する。
【0025】
第二接地層部材18は、前述した突起6を有する。第二接地層部材18は、鋲座4の鋲取付部を挿通させるための貫通孔20を有している。この貫通孔20の位置は、前述した第一接地層部材10の貫通孔12の位置と対応している。第二接地層部材18は、第一接地層部材10の形状に対応した輪郭形状の平坦部22を有する。平坦部22は、略溝状である。靴底2の成形の際には、平坦部22内に第一接地層部材10が配置される。靴底2の熱成形の際に、第一接地層部材10は、第二接地層部材18の外側(靴使用状態における下側)に配置される。第二接地層部材18の平坦部22に第一接地層部材10が配置された状態において、第二接地層部材18の基部(突起6でない部分)の表面は、第一接地層部材10の基部(突起6でない部分)の表面と略面一である。第二接地層部材18は、例えば黒色とされる。
【0026】
第一接地層部材10及び第二接地層部材18により形成される接地層8は、靴使用時において接地する。接地層8の耐摩耗性と軽量化とを両立する観点から、第一接地層部材10及び第二接地層部材18の素材として、例えば高密度EVAスポンジが好適である。なおEVAは、エチレン・ビニル・アセテートの略である。高密度EVAスポンジは、気泡を有するポリマー組成物である。
【0027】
図4は、中間層部材24の平面図である。図4において、破線は靴底2の輪郭線を示している。一つの靴底2当たり二つの中間層部材24が用いられる。中間層部材24は、加熱成型されることにより、後述する中間層を構成する。
【0028】
中間層部材24は、気泡を有さないポリマー組成物よりなる。中間層部材24を構成するポリマー組成物の基材ポリマーの主成分は、第一接地層部材10を構成するポリマー組成物の基材ポリマーの主成分と同一種類である。中間層部材24を構成するポリマー組成物の基材ポリマーの主成分は、第二接地層部材18を構成するポリマー組成物の基材ポリマーの主成分と同一種類である。中間層部材24を構成するポリマー組成物として、例えば未発泡EVAが好適である。中間層部材24は、シート状である。中間層部材24は、シート状の材料を打ち抜いて作製されたものである。
【0029】
中間層部材24は、鋲座4の鋲取付部を挿通させるための貫通孔26を有している。この貫通孔26は、前述した貫通孔12及び貫通孔20と同じ位置に配置される。また、中間層部材24は、後述する鋲座4の凸部46を挿通させるための貫通孔28を有する。貫通孔26と貫通孔28とは連続している。貫通孔28は、一つの貫通孔26当たり2つ設けられるとともに、これら2つの貫通孔28同士は互いに対向する位置に設けられている。後述されるように、貫通孔28の位置は、鋲座4の凸部46の位置に対応している。
【0030】
中間層部材24は、貫通孔26の周囲に形成された孔形成部30と、複数の孔形成部30同士を連結する連結部32とを有する。連結部32により、複数の孔形成部30が一体化されている。
【0031】
靴底2の熱成形の際に、中間層部材24は第二接地層部材18の内側(靴使用状態における上側)に配置される。図4で示されるように、第二接地層部材18の上側に配置されれた状態において、中間層部材24は、靴底2の輪郭線からはみ出さない形状とされている。
【0032】
図5は、アッパー層部材34の平面図である。アッパー層部材34の輪郭形状は、靴底2の輪郭形状と略相似形である。アッパー層部材34の輪郭形状は、靴底2の輪郭形状よりも大きい。アッパー層部材34を靴底2よりも大きくすることで、靴底2成型時における金型の充填が確実となる。
【0033】
アッパー層部材34は、熱成形により靴底2のアッパー層となる。本実施形態のアッパー層は、一般にミッドソールとも称される。
【0034】
アッパー層部材34は、気泡を有するポリマー組成物よりなる。アッパー層部材34を構成する基材ポリマーの主成分は、第二接地層部材18を構成する基材ポリマーの主成分と同一種類である。アッパー層部材34を構成する基材ポリマーの主成分は、第一接地層部材10を構成する基材ポリマーの主成分と同一種類である。アッパー層部材34を構成する基材ポリマーの主成分は、中間層部材24を構成する基材ポリマーの主成分と同一種類である。アッパー層部材34は、靴底2の成形に先立ち予備成形されたものである。アッパー層部材34は、例えば、アッパー層部材34専用の金型により予備成形されてなる。この予備成形は、金型による成形でもよく、削り加工や切断加工等による成形でもよい。削り加工又は切断加工による成形は、準備された部材を削ったり切断したりしてアッパー層部材34の所定の形状に加工する。
【0035】
アッパー層部材34により形成されるアッパー層は、靴使用時において接地しない。よて、耐摩耗性の必要度は、接地層8よりも低い。アッパー層部材34としては、例えば低密度EVAスポンジが好適である。低密度EVAスポンジは、気泡を有するポリマー組成物である。
【0036】
図6は、靴底2のつま先部分を構成するつま先部材36と、靴底2の踵部分を構成する踵部材38とを示す平面図である。つま先部材36及び踵部材38は、ラバー(ゴム)よりなる。このラバーは、気泡を有さないポリマー組成物である。つま先部材36及び踵部材38は、それぞれ単独で成形される。つま先部材36及び踵部材38は、熱成形後の靴底2における接地層8の表面に接着剤で貼り付けられる。滑り止め効果を高めるため、つま先部材36及び踵部材38には、筋状の凹凸が設けられている。
【0037】
図7(a)は、鋲座4の平面図である。図7(b)は、図7(a)のB−B線に沿った断面図である。図7(c)は、図7(a)のC−C線に沿った断面図である。鋲座4は金属製である。鋲座4は、鋲取付部40と、基部42とを有する。鋲取付部40は、略円筒状とされている。鋲取付部40は、雌ネジを有する。略円筒状の鋲取付部40の内面に雌ネジが設けられている。この雌ネジに、図示されない鋲の有する雄ネジがねじ込まれうる。よって鋲取付部40は、鋲を着脱可能とする構成を有する。このネジ止め機構は、鋲の交換を容易とする。
【0038】
基部42は、鋲取付部40の一端側に設けられている。基部42は、鋲取付部40の軸方向と直交する方向に延びている。基部42は、全体として略十字状をなす。基部42は、貫通孔44を有する第一延設部45と、突起46を有する第二延設部48とを有する。第一延設部45と第二延設部48とは、鋲取付部40の径方向において交互に配置されている。2つの第一延設部45は、略同一直線上に位置する。2つの第二延設部48は、略同一直線上に位置する。突起46は、鋲取付部40と同一の方向に突出している。
【0039】
靴底2の成形時において、鋲座4は、中間層部材24の内側(靴使用状態における上側)に配置される。このとき、鋲取付部40は、中間層部材24の貫通孔26に挿通され、鋲取付部40の突起46は中間層部材24の貫通孔28に挿通される。突起46が貫通孔28の位置となるように、鋲座4の配置が調整される。 図7(b)に示されるように、突起46の突出方向は、中間層部材24の配置された側となる。
【0040】
靴底2は、熱成形される。熱成形は、成形金型50によりなされる。図8は、成形金型50の概略構成を示す断面図である。成形金型50は、上型52と下型54とを有する。図8の上側は、成形金型50が開いた状態を示し、図8の下側は、成形金型50が閉じた状態を示す。下型54は、靴底2に対応した形状の凹部56を有する。上型52は、靴底2に対応した形状の凸部58を有する。上型52と下型54とを相対的に近づけるとにより、成形金型50が閉じられる。閉じた成形金型50内において凹部56と凸部58との間に形成される空間kにより、靴底2が成形される。成形金型50は、被成形物を加圧しつつ加熱する。
【0041】
図9は、図8の金型の変形例である。下型54は、図8で示されるような一体型でもよいが、図9で示されるように、上部下型54aと、下部下型54bとに分割可能な分割構造とされてもよい。この分割構造により成形性が向上する。成形後、上型52と下型54とが離されると同時に、下部下型54bから上部下型54aが分離される。又は、成形後、上型52と下型54とが離された後に、下部下型54bから上部下型54aが分離される。この分離により、成形された靴底2の取出しが容易となるとともに、取出し時に靴底2に傷がつくことが防止される。この場合、上部下型54aの内側面54asにより、靴底2の外周側面の一部又は全部が成形されるのがよい。換言すれば、上部下型54aの内側面54asが、成形時において靴底2の外周側面に当接する金型面の一部又は全部を構成しているのがよい。
【0042】
図8では記載が省略されているが、成形金型50は、鋲取付部40と係合しうる位置決め突起60を有する(図10参照)。位置決め突起60は、下型54に設けられている。位置決め突起60は、熱成形中における鋲座4の位置ずれを抑制する。位置決め突起60は、鋲取付部40の内径よりも小さい外径を有する円柱状突起である。位置決め突起60の高さは、鋲取付部40の高さ以下である。
【0043】
靴底2の製造方法は次の通りである。まず、金型内に投入される部材が用意される。金型内に投入される部材は、第一接地層部材10、第二接地層部材18、中間層部材24、アッパー層部材34及び鋲座4である。第一接地層部材10、第二接地層部材18、中間層部材24及びアッパー層部材34は、いずれも熱成形可能なポリマー組成物よりなる。鋲座4は金属よりなる。前述したように、第一接地層部材10、第二接地層部材18及びアッパー層部材34はそれぞれ専用の金型により予備成形される。
【0044】
次に、各部材が適切に配置される。図10は、適切に積み重ねて配置された各部材の様子を示す鋲座4近傍の断面図である。図10は、熱成形前の状態を示す。図10には、上型52及び下型54の一部も示されている。配置の順序は、接地面側(靴使用状態における下側)から順に、第一接地層部材10、第二接地層部材18、中間層部材24、アッパー層部材34、である。前述したように、各部材の向き及び重ね順序は、適切に調整される。第一接地層部材10は、第二接地層部材18の平坦部22内に配置される。貫通孔12と、貫通孔20と、貫通孔26とは位置合わせがなされる。各貫通孔12、20、26の連続により形成された貫通孔に鋲取付部40が貫通するように、鋲座4が配置される。鋲座4は、各貫通孔ごとに一つずつ(本実施形態では、合計6個)配置される。必要に応じて、部材間には接着剤が塗布される。接着剤による接着と、加熱による融着との併用により、部材間の密着性が一層高められうる。
【0045】
次に、適切に配置された成形前部材62が、成形金型50の凹部56内に投入される。図示は省略するが、凹部56の表面には、第一接地層部材10及び第二接地層部材18の突起6に対応した凹状部が形成されている。この凹状部は、靴底2の靴底パターンを形成している。成形前部材62の投入においては、靴底パターンを形成する各凹状部に、第一接地層部材10及び第二接地層部材18の突起6が嵌め込まれる。成形前部材62は、鋲座4の鋲取付部40と下型54の位置決め突起60とを係合させつつ投入される。次に、上型52と下型54とが徐々に近づけられる。最終的には、成形金型50が閉じられる。成形金型50が閉じられることにより、成形金型50内に投入された充填物は加圧されつつ加熱される。図示されないが、余分な充填物は成形金型50の合わせ面から適宜排出される。成形金型50で所定時間加熱されることにより、靴底2が成形される。次に、成形された靴底2が、冷却された後に、成形金型50から取り出される。次に、取り出された2に、前述したつま先部材36と踵部材38とが接着される。以上により、鋲を取り付ける前の状態の靴底2が製造される。図10及び図11では、第一接地層部材10や接地層8に設けられている突起6の記載が省略されている。
【0046】
図10が示すように、下型54は、凸部64を有する。凸部64は、位置決め突起60の周囲に設けられている。凸部64の高さは、位置決め突起60の高さよりも低い。凸部64は、環状でもよく、突起状でもよい。溶融物の流れを抑制する観点から、凸部64は環状であるのが好ましい。成形金型50が閉じられる過程において、鋲取付部40の先端部が位置決め突起60と凸部64との間に入り込む。凸部64と位置決め突起60とにより、熱成形中の鋲座4の位置ずれが効果的に抑制されうる。
【0047】
図11は、熱成形後における靴底2の鋲座4近傍における断面図である。図11の断面図は、図10の断面図と同じ位置の断面図である。図11の断面図は、図1のD−D線に沿った断面図である。
【0048】
熱成形により、成形前部材62を構成する各部材間において部分的な融着が起こる。熱成形により、第一接地層部材10と第二接地層部材18とが接地層8となる。第一接地層部材10と第二接地層部材18とは、熱成形により部分的に溶融する。熱成形により第一接地層部材10と第二接地層部材18とが完全に混ざり合うわけではないが、図11は、簡略的に、接地層8を単一の層として示す。熱成形により、中間層部材24は中間層66となる。熱成形により、アッパー層部材34はアッパー層68となる。
【0049】
熱成形中において、中間層部材24は、少なくとも部分的に溶融しうる。熱成形中において、溶融した中間層部材24は流動しうる。熱成形により、中間層66とアッパー層68とは、少なくとも部分的に融着しうる。中間層66とアッパー層68とで基材ポリマーを同一種類とすることにより、両部材間での融着が発生しやすくなる。中間層66とアッパー層68とで基材ポリマーを同一種類とすることにより、両部材間の密着性が高められうる。
【0050】
鋲座4の基部42は、中間層66とアッパー層68との間に介在する。中間層66とアッパー層68との密着性が高められることにより、鋲座4が靴底2に対して安定的に固定されうる。
【0051】
中間層66は、気泡を有さないポリマー組成物であるから、気泡を有するポリマー組成物である場合と比較して、鋲座4を安定させる効果が高い。中間層66は、気泡を有さないポリマー組成物であるから、気泡を有するポリマー組成物である場合と比較して、鋲座4の脱落を効果的に抑制しうる。中間層66は、ポリマー組成物であるから、中間層を金属プレートとした場合と比較して靴底2の屈曲性が高くなる。高い屈曲性は、靴底2をそなえた靴の着用感や履き心地を向上させる。
【0052】
熱成形により、中間層66と接地層8とは、少なくとも部分的に融着しうる。中間層66と接地層8とで基材ポリマーを同一種類とすることにより、両部材間での融着が発生しやすくなる。中間層66と接地層8とで基材ポリマーを同一種類とすることにより、両部材間の密着性が高められうる。
【0053】
鋲を有する靴において、鋲が空回りすることがある。鋲の空回りは、鋲座の空回りに起因する。鋲座4の突起46は、鋲座4の空回りを抑制しうる。突起46の周囲には、中間層66が存在する。中間層66は、気泡を有さないポリマー組成物よりなるので、突起46の移動を効果的に抑制する。突起46の移動が抑制されると、鋲座4の空回りが抑制される。また、熱成形時の流動により、中間層66は鋲座4の貫通孔44に入り込みうる。貫通孔44内の中間層66は、貫通孔44の移動を効果的に抑制する。貫通孔44の移動が抑制されると、鋲座4の空回りが抑制される。
【0054】
本発明の靴底において、鋲座4の近傍に金属プレートを設けても良い。気泡を有さないポリマー組成物の中間層66と金属プレートとを併用することにより、金属プレートの大きさや厚みが少なくされうる。
【0055】
中間層66と突起46との物理的係合を高める観点から、突起46の高さは、突起46と接する部分における中間層66の厚み以上とされるのが好ましい。突起46の露出防止又は突起46の成形容易化の観点から、突起46の高さは、鋲取付部40の高さよりも低くされるのが好ましい。
【0056】
耐摩耗性を向上させる観点から、接地層8の厚みt1は1mm以上が好ましく、2.5mm以上が更に好ましく、3mm以上が特に好ましい。靴底の屈曲性を高める観点から、接地層8の厚さt1は6mm以下が好ましく、5mm以下がより好ましい。
【0057】
鋲座の固定効果を高める観点から、中間層66の厚みt2は0.5mm以上が好ましく、0.7mm以上がより好ましく、0.8mm以上が特に好ましい。靴底2の屈曲性を高める観点から、中間層66の厚みt2は2mm以下が好ましく、1.5mm以下がより好ましく、1.2mm以下が特に好ましい。
【0058】
着用時における鋲の突き上げ感を抑える観点から、アッパー層68の厚みt3は1mm以上が好ましい。特に土踏まず部5よりもつま先側におけるアッパー層68の厚みt3は、突き上げ感を抑える観点から、1.5mm以上が好ましく、2mm以上がより好ましい。厚み過多による過度のクッション性を抑える観点から、アッパー層68の厚みt3は、20mm以下が好ましい。特に土踏まず部5よりもつま先側におけるアッパー層68の厚みt3は、過度のクッション性を抑える観点から、6mm以下が好ましく、5mm以下がより好ましい。
【0059】
中間層66による鋲座4の係止効果を高める観点から、鋲座4の基部42の面積S1(接地面への投影面積であって、鋲取付部40内部の面積を除いた面積)は、150mm2以上が好ましく、180mm2以上がより好ましく、200mm2以上が特に好ましい。靴底2の屈曲性を向上させる観点から、基部42の面積S1は400mm2以下が好ましく、350mm2以上がより好ましく、300mm2以下が特に好ましい。なお、面積S1は、単一の鋲座4における面積を意味する。
【0060】
突起46の強度及び剛性を高めて鋲座4の空回りを抑制する観点から、突起46の高さ中心位置での断面積S2は3mm2以上が好ましく、4mm2以上がより好ましい。鋲座4の重量を抑える観点から、断面積S2は10mm2以下が好ましく、8mm2以下がより好ましい。
【0061】
靴底2の安定性を向上させる観点から、接地層8のスポンジ硬度H1は70以上が好ましく、75以上がより好ましく、80以上が特に好ましい。クッション性を向上させる観点から、接地層8のスポンジ硬度H1は100以下が好ましく、95以下がより好ましく、90以下が特に好ましい。
【0062】
靴底2の安定性を向上させる観点から、中間層66のスポンジ硬度H2は、40以上が好ましく、45以上がより好ましく、50以上が更に好ましく、60以上が特に好ましい。クッション性を向上させる観点から、中間層66のスポンジ硬度H2は、100以下が好ましく、95以下がより好ましく、90以下が特に好ましい。
【0063】
靴底2の安定性を向上させる観点から、アッパー層68のスポンジ硬度H3は、50以上が好ましく、55以上がより好ましく、60以上が特に好ましい。クッション性を向上させる観点から、アッパー層68のスポンジ硬度H3は、100以下が好ましく、95以下がより好ましく、90以下が特に好ましい。
【0064】
スポンジ硬度H1、H2及びH3は、SRIS0101(日本ゴム協会標準規格)に準拠して測定される。スポンジ硬度の測定器として、高分子計器株式会社のASKER(アスカー)C型が用いられる。
【0065】
気泡を有するポリマー組成物として、発泡プラスチックや発泡ゴムが例示される。気泡を有さないポリマー組成物としては、未発泡プラスチックや未発泡ゴムが例示される。成型時にボイドが混入された未発泡プラスチックは、気泡を有さないポリマー組成物に該当する。
【0066】
気泡を有するポリマー組成物として、ウレタンスポンジ、EVAスポンジ、ポリ塩化ビニルスポンジ(PVCスポンジ)、ポリプロピレンスポンジ(PPスポンジ)、シンジオタクチック1.2−ポリブタジエンスポンジ等が例示される。
【0067】
熱成型性、接着性及び加工性に優れる観点から、気泡を有するポリマー組成物としてEVAスポンジやシンジオタクチック1.2−ポリブタジエンスポンジが好ましい。熱成型性に優れるポリマー組成物は、軟化点が低く、成形後の表面外観が良好である。
【0068】
この中間層とともに鋲座の基部を挟む層は、上記実施形態のようにアッパー層であってもよいし、接地層であってもよい。中間層を基部の外側(靴使用状態における下側)に配置して鋲座の脱落を効果的に抑制する観点から、中間層とともに鋲座の基部を挟む層は、アッパー層であるのが好ましい。
【0069】
上記中間層を構成するポリマー組成物(第三のポリマー組成物)と、この中間層とともに上記基部を挟む層のポリマー組成物(第一のポリマー組成物又は第二のポリマー組成物)とは、基材ポリマーの主成分が同一種類とされるのが好ましい。同一種類の基材ポリマーであれば、平均分子量や分子量分布等が異なっていても良い。より好ましくは、上記中間層を構成するポリマー組成物(第三のポリマー組成物)と、この中間層とともに上記基部を挟む層のポリマー組成物(第一のポリマー組成物又は第二のポリマー組成物)とは、基材ポリマーが同一であるのが好ましい。好ましい基材ポリマーの種類としては、ポリウレタン、EVA、PVC、シンジオタクチック1.2−ポリブタジエン等が挙げられる。層間の密着性を高める観点から、上記中間層を構成するポリマー組成物(第三のポリマー組成物)と、接地層のポリマー組成物(第一のポリマー組成物)と、アッパー層のポリマー組成物(第二のポリマー組成物)とは、基材ポリマーの主成分が同一とされているのが好ましい。好ましくは、上記中間層を構成するポリマー組成物(第三のポリマー組成物)と、この中間層とともに上記基部を挟む層のポリマー組成物(第一のポリマー組成物又は第二のポリマー組成物)とは、基材ポリマーの種類が同一であるのがよい。基材ポリマーの種類としては、ポリウレタン、EVA、PVC、シンジオタクチック1.2−ポリブタジエン等が挙げられる。
【0070】
鋲座の材質としては、鉄、アルミニウム、アルミニウム合金、ステンレス、銅、亜鉛及びこれらを主成分とする合金が例示される。トルク強度(ねじり応力に対する耐久性)の観点からは、鉄や鉄系合金が好ましいが、トルク強度と軽量化との両立の観点からは、アルミニウム合金が好ましく、高強度のアルミニウム合金(超々ジュラルミン等)がより好ましい。
【実施例】
【0071】
以下、実施例によって本発明の効果が明らかにされるが、この実施例の記載に基づいて本発明が限定的に解釈されるべきではない。
【0072】
本実施例の靴底の製造方法は、上述した実施形態と同じとした。以下において、上記実施形態と同一の符合を用いて実施例の製造方法が説明される。
【0073】
〔第一接地層部材10の作製〕
酢酸ビニル量が28%のEVA100質量部に対して、1質量部のステアリン酸、2質量部のジクミルパーオキサイド、3質量部のアゾジカルボンアミド及び2質量部のメチルフェニルポリシロキサンが配合された混合物を作製した。この混合物を第一接地層部材10専用の予備成形金型に投入して熱成形することにより、第一接地層部材10を得た。得られた第一接地層部材10は、発泡体であった。
【0074】
〔第二接地層部材18の作製〕
酢酸ビニル量が28%のEVA100質量部に対して、1質量部のステアリン酸、2質量部のジクミルパーオキサイド、3質量部のアゾジカルボンアミド及び2質量部のメチルフェニルポリシロキサンが配合された混合物を作製した。この混合物を第二接地層部材18専用の予備成形金型に投入して熱成形することにより、第二接地層部材18を得た。得られた第二接地層部材18は、発泡体であった。
【0075】
〔中間層部材24の作製〕
酢酸ビニル量が18%のEVAをシート状に加工し、これを打ち抜くことにより、中間層部材24を得た。得られた中間層部材24は、未発泡体であった。
【0076】
〔アッパー層部材34の作製〕
酢酸ビニル量が18%のEVA100質量部に対して、5質量部の炭酸カルシウム、0.3質量部のポリエチレングリコール、0.2質量部のステアリン酸、0.6質量部のジクミルパーオキサイド及び2質量部のアゾジカルボンアミドが配合された混合物を作製した。この混合物をアッパー層部材34専用の予備成形金型に投入して熱成形することにより、アッパー層部材34を得た。得られたアッパー層部材34は、発泡体であった。
【0077】
〔鋲座4の作製〕
アルミニウム合金の素材を鍛造することにより、鋲座4を得た。
【0078】
上述した実施形態の製造方法に従い、第一接地層部材10、第二接地層部材18、中間層部材24、鋲座4及びアッパー層部材34を重ねた成形前部材62を作製し、成形金型50に投入して熱成形することにより、つま先部材36及び踵部材38を有さない靴底を得た。この靴底に、別途成形されたつま先部材36及び踵部材38を接着剤で接着して、靴底2を得た。
【0079】
この実施例の靴底2は、鋲座4の基部42の下側に、気泡を有さないポリマー組成物よりなる中間層66が存在するため、鋲座4が脱落しにくい。中間層66とアッパー層68とは、基材ポリマーが同一種類であるため、強固に密着していた。この密着により、鋲座4の安定性は高い。更に、中間層66と接地層8とは、基材ポリマーが同一種類であるため、互いに強固に密着していた。更に、接地層8とアッパー層68とは、基材ポリマーが同一種類であるため、強固に密着していた。鋲座4の突起46が、気泡を有さないポリマー組成物よりなる中間層66と係合しているため、鋲座4は空回りしにくい。接地層8及びアッパー層68は、気泡を有するポリマー組成物よりなるため、靴底2は軽量である。
【産業上の利用可能性】
【0080】
本発明は、ゴルフシューズなど、鋲及び鋲座を有する靴に適用される。
【図面の簡単な説明】
【0081】
【図1】図1は、本発明の一実施形態に係る靴底を接地面側からみた平面図である。
【図2】図2は、図1の靴底の作製に用いられた第一接地層部材の平面図である。
【図3】図3は、図1の靴底の作製に用いられた第二接地層部材の平面図である。
【図4】図4は、図1の靴底の作製に用いられた中間層部材の平面図である。
【図5】図5は、図1の靴底の作製に用いられたアッパー層部材の平面図である。
【図6】図6は、図1の靴底の作製に用いられたつま先部材及び踵部材を示す平面図である。
【図7】図7(a)は、鋲座4を示す平面図である。図7(b)は、図7(a)のB−B線に沿った断面図である。図7(c)は、図7(a)のC−C線に沿った断面図である。
【図8】図8は、靴底を成形する金型の概略を示す断面図である。
【図9】図9は、図8の金型の変形例である。
【図10】図10は、成形前部材及び金型を示す断面図である。
【図11】図11は、図1のD−D線に沿った断面図である。
【符号の説明】
【0082】
2・・・靴底
4・・・鋲座
5・・・土踏まず部
6・・・突起
8・・・接地層
10・・・第一接地層部材
18・・・第二接地層部材
24・・・中間層部材
26、28・・・貫通孔
34・・・アッパー層部材
36・・・つま先部材
38・・・踵部材
40・・・鋲取付部
42・・・基部
44・・・貫通孔
46・・・突起
50・・・成形金型
52・・・上型
54・・・下型
60・・・位置決め突起
66・・・中間層
68・・・アッパー層
【特許請求の範囲】
【請求項1】
基部及び鋲取付部を有する鋲座と、
気泡を含む第一のポリマー組成物よりなり、上記鋲取付部を貫通させる貫通孔を有する接地層と、
気泡を含む第二のポリマー組成物よりなり、上記接地層よりも上側に配置されたアッパー層と、
気泡を含まない第三のポリマー組成物よりなり、上記接地層と上記アッパー層との間に配置された中間層とを備え、
上記第一のポリマー組成物と、上記第二のポリマー組成物と、上記第三のポリマー組成物とは、いずれも熱成形が可能な素材とされ、
上記鋲座の上記基部は、上記接地層又は上記アッパー層と、上記中間層とで挟まれている靴底。
【請求項2】
上記中間層を構成するポリマー組成物と、この中間層とともに上記基部を挟む層のポリマー組成物とは、基材ポリマーの主成分が同一種類とされている請求項1に記載の靴底。
【請求項3】
鋲を備えたゴルフシューズであって、
このゴルフシューズの靴底は、
基部及び鋲取付部を有する鋲座と、
この鋲座の上記鋲取付部に着脱可能に取り付けられ、接地面側に露出する鋲と、
気泡を含む第一のポリマー組成物よりなり、上記鋲取付部を貫通させる貫通孔を有する接地層と、
気泡を含む第二のポリマー組成物よりなり、上記接地層よりも上側に配置されたアッパー層と、
気泡を含まない第三のポリマー組成物よりなり、上記接地層と上記アッパー層との間に配置された中間層とを備え、
上記第一のポリマー組成物と、上記第二のポリマー組成物と、上記第三のポリマー組成物とは、いずれも熱成形が可能な素材とされ、
上記鋲座の上記基部は、上記接地層又は上記アッパー層と、上記中間層とで挟まれているゴルフシューズ。
【請求項4】
基部及び鋲取付部を有する鋲座と、気泡を含む第一のポリマー組成物よりなり、上記鋲取付部を貫通孔に貫通させた接地層部材と、気泡を含む第二のポリマー組成物よりなり、上記接地層部材よりも上側に配置されたアッパー層部材と、気泡を含まない第三のポリマー組成物よりなり、上記接地層部材と上記アッパー層部材との間に配置された中間層部材とを、上記鋲座の上記基部が上記接地層部材又は上記アッパー層部材と上記中間層部材とで挟まれた状態で金型内に投入して熱成形する工程を含む靴底の製造方法。
【請求項5】
上記金型は、上記鋲取付部と係合しうる位置決め突起を有し、この位置決め突起と上記鋲取付部とを係合させつつ熱成形を行う請求項4に記載の靴底の製造方法。
【請求項1】
基部及び鋲取付部を有する鋲座と、
気泡を含む第一のポリマー組成物よりなり、上記鋲取付部を貫通させる貫通孔を有する接地層と、
気泡を含む第二のポリマー組成物よりなり、上記接地層よりも上側に配置されたアッパー層と、
気泡を含まない第三のポリマー組成物よりなり、上記接地層と上記アッパー層との間に配置された中間層とを備え、
上記第一のポリマー組成物と、上記第二のポリマー組成物と、上記第三のポリマー組成物とは、いずれも熱成形が可能な素材とされ、
上記鋲座の上記基部は、上記接地層又は上記アッパー層と、上記中間層とで挟まれている靴底。
【請求項2】
上記中間層を構成するポリマー組成物と、この中間層とともに上記基部を挟む層のポリマー組成物とは、基材ポリマーの主成分が同一種類とされている請求項1に記載の靴底。
【請求項3】
鋲を備えたゴルフシューズであって、
このゴルフシューズの靴底は、
基部及び鋲取付部を有する鋲座と、
この鋲座の上記鋲取付部に着脱可能に取り付けられ、接地面側に露出する鋲と、
気泡を含む第一のポリマー組成物よりなり、上記鋲取付部を貫通させる貫通孔を有する接地層と、
気泡を含む第二のポリマー組成物よりなり、上記接地層よりも上側に配置されたアッパー層と、
気泡を含まない第三のポリマー組成物よりなり、上記接地層と上記アッパー層との間に配置された中間層とを備え、
上記第一のポリマー組成物と、上記第二のポリマー組成物と、上記第三のポリマー組成物とは、いずれも熱成形が可能な素材とされ、
上記鋲座の上記基部は、上記接地層又は上記アッパー層と、上記中間層とで挟まれているゴルフシューズ。
【請求項4】
基部及び鋲取付部を有する鋲座と、気泡を含む第一のポリマー組成物よりなり、上記鋲取付部を貫通孔に貫通させた接地層部材と、気泡を含む第二のポリマー組成物よりなり、上記接地層部材よりも上側に配置されたアッパー層部材と、気泡を含まない第三のポリマー組成物よりなり、上記接地層部材と上記アッパー層部材との間に配置された中間層部材とを、上記鋲座の上記基部が上記接地層部材又は上記アッパー層部材と上記中間層部材とで挟まれた状態で金型内に投入して熱成形する工程を含む靴底の製造方法。
【請求項5】
上記金型は、上記鋲取付部と係合しうる位置決め突起を有し、この位置決め突起と上記鋲取付部とを係合させつつ熱成形を行う請求項4に記載の靴底の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2007−125075(P2007−125075A)
【公開日】平成19年5月24日(2007.5.24)
【国際特許分類】
【出願番号】特願2005−318039(P2005−318039)
【出願日】平成17年11月1日(2005.11.1)
【出願人】(504017809)SRIスポーツ株式会社 (701)
【Fターム(参考)】
【公開日】平成19年5月24日(2007.5.24)
【国際特許分類】
【出願日】平成17年11月1日(2005.11.1)
【出願人】(504017809)SRIスポーツ株式会社 (701)
【Fターム(参考)】
[ Back to top ]