
音響複合体
音響複合体は、流れ抵抗性基材の主表面の少なくとも一部に固着された固体音響障壁材料を有する、流れ抵抗性基材を備え、前記音響障壁材料は、約1g/cm3を超える密度を有し、前記音響複合体は、約0.002%〜約50%の多孔率を有する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、音響複合体、並びに吸音及び伝達損失を提供するために音響複合体を使用する方法に関する。
【背景技術】
【0002】
吸音材は、音を吸収するために、多数の異なる用途に幅広く使用されている。既知の吸音材には、例えば、繊維ベースの吸音材(例えば、繊維ガラス、連続気泡重合体発泡体、又は繊維性材料を含む吸音材)及び穿孔シートが挙げられる。微穿孔フィルムは、例えば、中周波から高周波吸収帯で機能することができ、800Hz帯以上で比較的良好な性能を有する。
【発明の概要】
【発明が解決しようとする課題】
【0003】
しかしながら、ほとんどの吸音材は、伝達損失を上手く取り扱わない。したがって、比較的低い周波数の伝達損失は、典型的に、多くの質量(例えば、鋼プレート、鉛、コンクリート、又はセッコウボード)を使用して制御される。
【課題を解決するための手段】
【0004】
前述を考慮し、当該技術分野において、吸音及び伝達損失の両方を提供することができ、更に比較的軽量の音響的解決策の必要性が存在することが認識される。
【0005】
つまり、本発明は、流れ抵抗性基材の主表面の少なくとも一部に固着された固体音響障壁材料を有する、流れ抵抗性基材を含む、音響複合体を提供し、音響障壁材料は、約1g/cm3を超える密度を有し、音響複合体は、約0.002%〜約50%の多孔率を有する。
【0006】
別の態様では、本発明は、結合剤を用いて流れ抵抗性基材の主表面の少なくとも一部に固着された固体音響障壁材料を有する、流れ抵抗性基材を含む、音響複合体を提供し、音響障壁材料は、約1g/cm3を超える密度を有し、障壁及び結合剤は一緒に、主表面の約20%〜約99.998%を被覆する。
【0007】
更に別の態様では、本発明は、基材内に分布した固体音響障壁材料を含む、流れ抵抗性基材を含む、音響複合体を提供し、音響障壁材料は、約1g/cm3を超える密度を有し、音響複合体は、約0.002%〜約50%の多孔率を有する。
【0008】
本明細書で使用する時、「流れ抵抗性基材」という用語は、約10〜約2000レイル(ASTM C−522に従って計算して)の通気抵抗を有する基材を含み、「固体」という用語は、音響障壁材料に言及する時、非常に粘稠であり、室温での変形及び/又は流動に耐える材料(例えば、ガラス又は瀝青を含む)を含み、「多孔率」という用語は、表面の百分率で測定した、音響複合体の表面内の全ての開放空間又は空隙(例えば、穴)の領域の割合を意味する。
【0009】
本発明の音響複合体は、吸音及び伝達損失を提供し、これらは、比較的軽量である。
【図面の簡単な説明】
【0010】
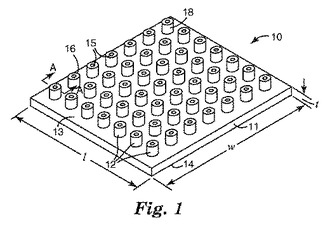
【図1】本発明に有用な構造化微穿孔フィルムを描写する。
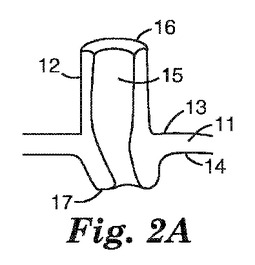
【図2A】図1の代表的な構造化フィルムのほぼ平面のフィルム部分上の代表的な管状突起部の、線A−Aに沿った、考えられる断面構成を描写する。
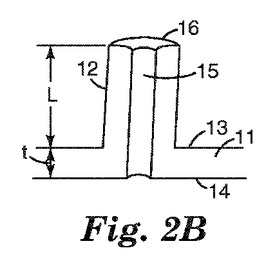
【図2B】図1の代表的な構造化フィルムのほぼ平面のフィルム部分上の代表的な管状突起部の、線A−Aに沿った、考えられる断面構成を描写する。
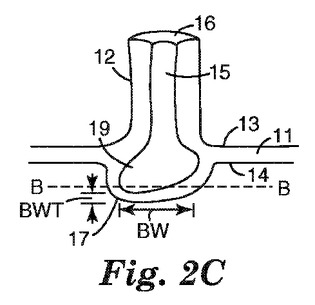
【図2C】図1の代表的な構造化フィルムのほぼ平面のフィルム部分上の代表的な管状突起部の、線A−Aに沿った、考えられる断面構成を描写する。
【図2D】図1の代表的な構造化フィルムのほぼ平面のフィルム部分上の代表的な管状突起部の、線A−Aに沿った、考えられる断面構成を描写する。
【図2E】図1の代表的な構造化フィルムのほぼ平面のフィルム部分上の代表的な管状突起部の、線A−Aに沿った、考えられる断面構成を描写する。
【図2F】図1の代表的な構造化フィルムのほぼ平面のフィルム部分上の代表的な管状突起部の、線A−Aに沿った、考えられる断面構成を描写する。
【図3】本発明の構造化フィルムを形成するのに好適な、代表的な装置の概略図を描写する。
【図4】実施例1による、本発明の音響複合体の写真。
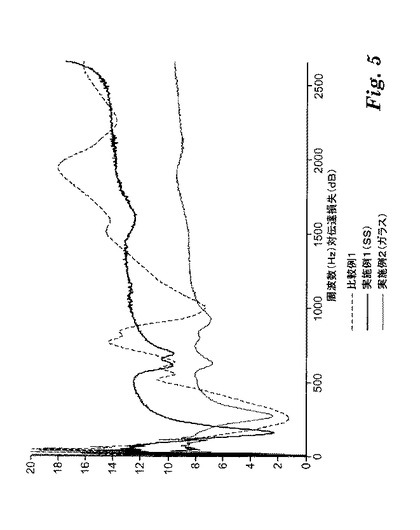
【図5】実施例1及び2による、本発明の音響複合体からの伝達損失データをグラフで示す。
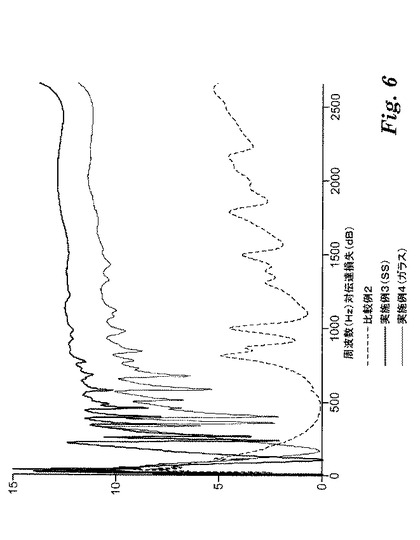
【図6】実施例3及び4による、本発明の音響複合体からの伝達損失データをグラフで示す。
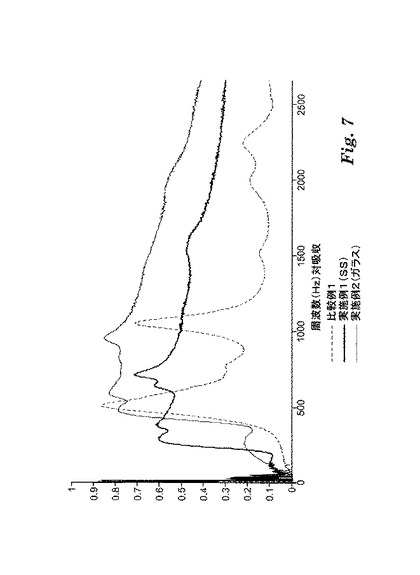
【図7】実施例1及び2による、本発明の音響複合体からの吸収データをグラフで示す。
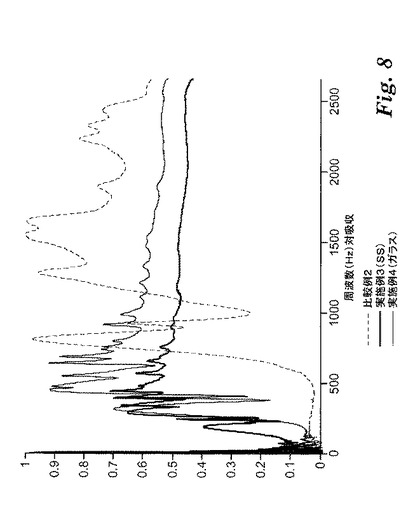
【図8】実施例3及び4による、本発明の音響複合体からの吸収データをグラフで示す。
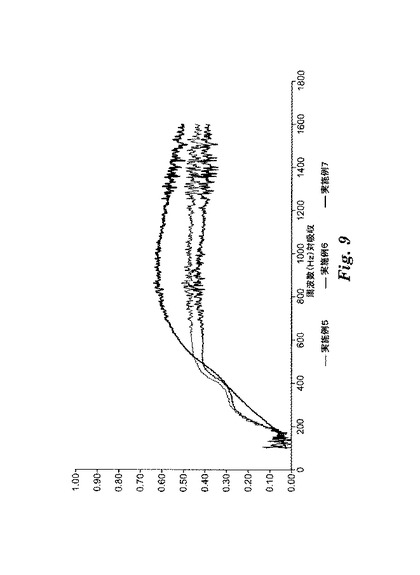
【図9】実施例5〜7による、本発明の音響複合体からの吸収データをグラフで示す。
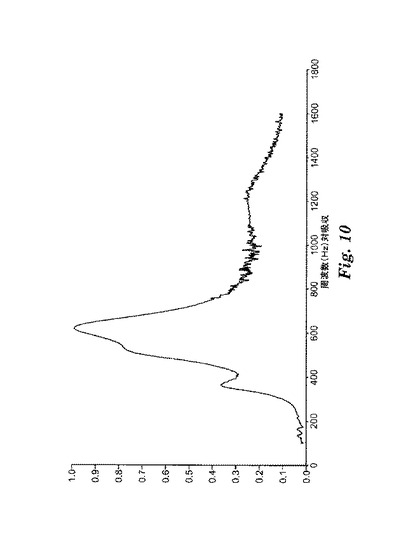
【図10】実施例8による、本発明の音響複合体からの吸収データをグラフで示す。
【発明を実施するための形態】
【0011】
本発明の音響複合体は、流れ抵抗性基材を含む。流れ抵抗性基材は、典型的に、約10〜約2000レイル(好ましくは約100〜約2000レイル、より好ましくは約200〜約1500レイル)の通気抵抗を有する。流れ抵抗性基材は、任意の種類の多孔質フィルム又はウェブであってもよい。流れ抵抗性基材は、例えば、熱可塑性重合体、熱硬化性重合体、不織布材料、織布布地、金属又はプラスチックメッシュ、発泡体、ホイル、紙などを含むことができる。一部の実施形態では、流れ抵抗性は、望ましい多孔率を提供するのに十分な穴又は穿孔を含む。
【0012】
流れ抵抗性基材は、微穿孔フィルムであってもよい。本明細書で使用する時、「微穿孔フィルム」という用語は、フィルム内に画定される、複数個の微穿孔(例えば、穴又はスロット)を有する、任意の流れ抵抗性フィルムを含む。スロット/穴形状及び断面は、様々であってもよい。断面は、例えば、円形、正方形、長方形、六角形などであってもよい。最大直径(又は最大断面寸法)は、典型的に、約1016mm(40mil)未満(好ましくは約635mm(25mil)未満、より好ましくは約381mm(15mil)未満)である。
【0013】
本発明で使用するのに好ましい微穿孔フィルムは、例えば、米国特許第6,617,002号(Wood)及び第WO 2007/127890号に開示される。
【0014】
1つの実施形態では、微穿孔フィルムは、厚さ、及び重合体フィルム内に画定される、複数個の微穿孔を有する、重合体フィルムを含む。微穿孔は、フィルム厚さ未満の最も狭い直径、及び最も狭い直径を超える最も広い直径を有することができる。最も狭い直径は、例えば、約254mm(10mil)〜約508mm(20mil)以下の範囲に及ぶことができる。穴形状及び断面は、様々であってもよい。穴の断面は、例えば、円形、正方形、六角形などであってもよい。好ましくは、穴は、先細である。微穿孔フィルムは、比較的薄く(例えば、約2032mm(80mil未満)、又は更に約508mm(20mil)未満)、かつ可撓性(例えば、約106〜約107ダイン−cm以下の曲げ剛性を有する)であってもよい。
【0015】
微穿孔フィルムは、例えば、架橋又は加硫処理される重合体などの熱硬化性重合体を含む、多くの種類の重合体フィルムから形成することができる。
【0016】
微穿孔フィルムを製造する有利な方法は、プラスチック材料をエンボス加工する工程を伴う。プラスチック材料は、ポリオレフィン、ポリエステル、ナイロン、ポリウレタン、ポリカーボネート、ポリスルホン、ポリスチレン、又はポリ塩化ビニルなどのプラスチックから形成することができる。所望の添加物を添加することができる。好適な添加物には、充填剤、可塑剤、粘着付与剤、流動性調整剤、硬化速度遅延剤、接着促進剤(シラン、チタン酸塩など)、補助剤、衝撃改質剤、発泡性微小球、熱伝導性粒子、電気伝導性粒子、ケイ素、ガラス、粘土、タルク、顔料、着色剤、ガラスビーズあるいはバブル、酸化防止剤、蛍光増白剤、抗菌剤、界面活性剤、難燃剤、及びフッ素重合体が挙げられるが、これらに限定されない。1つ以上の上述の添加物を、重量及び/若しくは、結果として得られるほぼ平面のフィルム部分のコストを減少するため、粘度を調整するため、又は、ほぼ平面のフィルム部分の熱的特性を変更するため、又は、添加物の、電気的特性、光学的特性、密度に関連した特性、液体障壁若しくは接着剤の粘着性に関連した特性を含む物理的特性の活性に由来する物理的特性の範囲に幅を与えるために、使用してもよい。また、共重合体及び混合物も使用することができる。
【0017】
エンボス加工可能なプラスチック材料を、プラスチック材料内に穴を形成するように形状化及び配設されるポストを有するツールと接触させることができる。例えば、押出エンボス加工、又は圧縮成形を含む、エンボス加工などの多数の異なる技術を使用して、エンボス加工可能なプラスチック材料をツールと接触させることができる。エンボス加工可能なプラスチック材料は、金型と接触するように持ち込まれる、溶融した押出品の形態、又は次いで加熱され、金型と接触するように定置される、予成形フィルムの形態であってもよい。典型的に、プラスチック材料は、最初に、プラスチック材料をその軟化点、融点、又は重合体ガラス転移温度より高く加熱することによって、エンボス加工可能な状態に持ち込まれる。次いで、エンボス加工可能なプラスチック材料は、エンボス加工可能なプラスチックが概して適合する、ポストツールと接触するように持ち込まれる。ポストツールは、一般に、基部表面を含み、ポストは、材料内に形成される穴の望ましい特性を考慮して、基部表面から好適に選択される。例えば、ポストは、望ましいフィルム厚さに対応する高さを有してもよく、先細の穴を提供するために、最も広い直径からポストの高さ未満の最も狭い直径に向かって先細の縁部を有してもよい。
【0018】
次いで、プラスチック材料は、ポストに対応する穴を有する、固体化したプラスチックフィルムを形成するように、固体化することができる。プラスチック材料は、典型的に、ポストツールと接触している間に固体化する。固体化の後、次いで、固体化したプラスチックフィルムを、ポストツールから取り外すことができる。場合によっては、固体化したプラスチックフィルムに、穴を被覆し得る、又は部分的に被覆し得る、いかなる皮も除去するための処理が実施されてもよい。
【0019】
また、微穿孔フィルムを製作するための他の方法も利用することができる。例えば、微穿孔は、レーザー、ニードルパンチ、雄型/雌型ツール、加圧流体を使用して、又は当該技術分野において既知の他の方法によって、フィルム中に製作することができる。
【0020】
別の実施形態では、微穿孔フィルムは、フィルムのほぼ平面のフィルム部分の少なくとも1つの主外表面に沿って管状突起部を有する、構造化フィルムを含み、管状突起部のうちの1つ以上は、穴を含む。代表的な構造化フィルムを図1に示す。図1の、代表的な構造化フィルム10は、ほぼ平面のフィルム部分11、及びほぼ平面のフィルム部分11の第1の主表面13の上方に延びる、複数個の管状突起部12を含む。以下に更に詳細に述べるように、管状突起部12は、第1の主表面13の上方の第1の突起部末端部16から延び、ほぼ平面のフィルム部分11の中を通る又は貫通する、穴15、穴15の少なくとも一部を囲む突起部側壁18、及び第1の突起部末端部16から第1の主表面13までの距離だけ延びる、突起部長さLを含む。
【0021】
構造化フィルムは、図1に示す代表的な構造化フィルム10のほぼ平面のフィルム部分11などのほぼ平面のフィルム部分を含む。ほぼ平面のフィルム部分は、第1の主表面、この第1の主表面の反対側の第2の主表面、及び第1の主表面から第2の主表面へと延びる平均フィルム部分厚さtを有する。本明細書で使用する時、「ほぼ平面のフィルム部分」という用語は、複数個の管状突起部を囲み、それらを互いから分離する、構造化フィルムの部分を示すために用いられる。図1及び図2に示すように、ほぼ平面のフィルム部分は、構造化フィルムの全幅w又は長さlより大幅に小さい平均フィルム部分厚さtを有する、平面のフィルム部分を有する。
【0022】
本発明では、ほぼ平面のフィルム部分の「平均フィルム部分厚さ」(tで表される)は、隣接する管状突起部の間にある数多くの位置でほぼ平面のフィルム部分の厚さを測定し、結果としてフィルム部分厚さの総数xが得られ、x個のフィルム部分厚さの平均部分厚さを計算することによって決定される。典型的に、xは、約3より大きく、望ましくは約3〜約10の範囲である。望ましくは、管状突起部による測定への何らかの影響を最小限とするために、各測定は、隣接する管状突起部のほぼ真ん中の位置で行う。
【0023】
この構造化フィルムのほぼ平面のフィルム部分は、この構造化フィルムの特定の最終用途によって、異なる平均フィルム部分厚さを有する。典型的に、ほぼ平面のフィルム部分は、約508マイクロメートル(μm)(20mil)未満の平均フィルム部分厚さを有する。一部の実施形態では、ほぼ平面のフィルム部分は、約50.8μm(2.0mil)〜約508μm(20mil)の平均フィルム部分厚さを有する。他の実施形態では、ほぼ平面のフィルム部分は、約101.6μm(4.0mil)〜約254μm(10mil)の平均フィルム部分厚さを有する。更に他の実施形態では、ほぼ平面のフィルム部分は、約101.6μm(4.0mil)〜約152.4μm(6.0mil)の平均フィルム部分厚さを有する。
【0024】
構造化フィルムのほぼ平面のフィルム部分は、1つ以上の重合体材料を含むことができる。好適な重合体材料には、ポリプロピレン及びポリエチレンなどのポリオレフィン、オレフィン共重合体(例えば、酢酸ビニルとの共重合体)、ポリエチレンテレフタレート及びポリブチレンテレフタレートなどのポリエステル、ポリアミド(ナイロン−6及びナイロン−6,6)、ポリウレタン、ポリブテン、ポリ乳酸、ポリビニルアルコール、ポリフェニレンサルファイド、ポリスルホン、ポリカーボネート、ポリスチレン、液晶重合体、ポリエチレン−コ−ビニルアセテート、ポリアクリロニトリル、環状ポリオレフィン、又はこれらの組合せが挙げられるが、これらに限定されない。1つの代表的な実施形態では、ほぼ平面のフィルム部分は、ポリプロピレン、ポリエチレン、又はこれらの混合物からなるポリオレフィンを含む。
【0025】
ほぼ平面のフィルム部分は、更に以下に説明する1つ以上の添加物を含んでいてもよい。存在する場合、ほぼ平面のフィルム部分は、典型的に、最大約25重量%の1つ以上の添加物とともに、少なくとも75重量%の上述の重合体材料の1つを含む。望ましくは、ほぼ平面のフィルム部分は、少なくとも80重量%、更に望ましくは少なくとも85重量%、少なくとも90重量%、少なくとも95重量%、及び100重量%の、上述の重合体材料のいずれか1つを含むが、全ての重量はほぼ平面のフィルム部分の総重量に基づく。
【0026】
各種の添加物を、1つ以上の、上に示された重合体から形成された重合体溶融物に加え、押出加工して、添加物をほぼ平面のフィルム部分に組み込んでもよい。典型的に、添加物の量は、構造化フィルムの総重量に基づいて、約25重量%未満であり、望ましくは最大約5.0重量%である。好適な添加物には、上述されるものなどの添加物が挙げられるが、これらに限定されない。
【0027】
1つの代表的な実施形態では、ほぼ平面のフィルム部分は、第1及び第2の主表面を形成し、上述の平均フィルム部分厚さを有する、熱成形可能な材料の単層を含み、熱成形可能な材料は、上述の重合体のうちの1つ以上、及び所望の添加物を含む。構造化フィルムの更なる代表的な実施形態では、ほぼ平面のフィルム部分は、第1及び第2の主表面を形成し、上述の平均フィルム部分厚さを有する、熱成形可能な材料の単層を含み、第1及び第2の主表面は、望ましい基材に配置可能及び/又は取り付け可能となるように、露出している(例えば、被覆されていない)。
【0028】
構造化フィルムは、図1に示す代表的な構造化フィルム10の管状突起部12など、ほぼ平面のフィルム部分の第1の主表面の上方に延びる、複数個の管状突起部を更に含む。この管状突起部は、望ましくは、上述のほぼ平面のフィルム部分を形成するのに使用されたのと同じ熱成形可能な組成物から形成される。1つの望ましい実施形態では、ほぼ平面のフィルム部分及び複数個の管状突起部は、1つ以上の上述の重合体及び所望の添加物を含む、単一の熱成形可能な組成物から形成された、連続する熱成形構造を含む。
【0029】
他の望ましい実施形態では、ほぼ平面のフィルム部分及び複数個の管状突起部は、(i)単一の熱成形可能な組成物から形成された、連続する熱成形構造を含み、(ii)フィルム形成後の突起部形成に適応する必要がない。本明細書で使用する時、「フィルム形成後の突起部形成に適応」という用語は、フィルムに突起部及び/又は開口部を形成するために使用される、従来のプロセスを説明するために使用される。このような従来のプロセスには、既に固体化したフィルム構造(例えば、溶融したフィルム押出品ではない)に突起部を形成するために使用される熱成形工程、ニードルパンチング工程、又は他のフィルム穴開け工程が挙げられるが、これらに限定されない。
【0030】
複数個の管状突起部は、ほぼ平面のフィルム部分の第1の主表面上に一様に分布されてもよく、又は、第1の主表面上に不規則に分布されてもよい。一部の実施形態では、複数個の管状突起部は、ほぼ平面のフィルム部分の第1の主表面(及び、所望により第2の主表面の対応する部分)上に一様に分布している。
【0031】
1つの代表的な実施形態では、構造化フィルムは、ほぼ平面のフィルム部分から延びる、複数個の管状突起部を含み、1つ以上の管状突起部は、(i)第1の主表面の上方の第1の突起部末端部から、ほぼ平面のフィルム部分の中へ又は当該フィルム部分を貫通して延びる、穴と、(ii)穴の少なくとも一部を囲む突起部側壁であって、突起部側壁が、外側の突起部側壁表面と、内側の突起部側壁表面と、突起部側壁厚さとを有する、突起部側壁と、(iii)第1の突起部末端部から第1の主表面までの距離だけ延びる、突起部長さLであって、平均フィルム部分厚さtに対する突起部長さLの割合が、少なくとも約3.5である、突起部長さLと、を含む。他の実施形態では、平均フィルム部分厚さtに対する突起部長さLの割合は、少なくとも約4.0である。更に他の実施形態では、平均フィルム部分厚さtに対する突起部長さLの割合は、約4.0〜約10.0である。
【0032】
管状突起部は、その構造化フィルムの最終用途によりフィルムごとに異なるものの、ほぼ同様の突起部長さを有していてもよい。典型的に、管状突起部は、約25.4μm(1mil)〜約1.27cm(500mil)、より典型的に約50.8μm(2mil)〜約2.54mm(100mil)、及び更により典型的に約508μm(20mil)〜約1.02mm(40mil)の範囲の突起部長さLを有する。
【0033】
この管状突起部は、その突起部穴長さ、突起部穴直径、及び突起部側壁厚さに関して更に説明され、これらの各部寸法は、その構造化フィルムの最終用途により、異なっていてもよい。典型的に、管状突起部は、約25.4μm(1mil)〜約1.32cm(520mil)、より典型的に約50.8μm(2mil)〜約2.79mm(110mil)、及び更により典型的に約508μm(20mil)〜約1.14mm(45mil)の範囲の突起部穴長さ、約25.4μm(1mil)〜約6.35mm(250mil)、より典型的に約25.4μm(1mil)〜約2.54mm(100mil)、及び更により典型的に約25.4μm(1mil)〜約254μm(10mil)の範囲の突起部穴直径、並びに約25.4μm(1mil)〜約508μm(20mil)、より典型的に約25.4μm(1mil)〜約254μm(10mil)、及び更により典型的に約25.4μm(1mil)〜約127μm(5mil)の範囲の突起部側壁厚さを有する。
【0034】
管状突起部は、更に上述の平均フィルム部分厚さtに対する突起部側壁厚さの関係の点から説明してもよい。1つの代表的な実施形態では、管状突起部の少なくとも一部は、ほぼ平面のフィルム部分の平均フィルム部分厚さt以上の突起部側壁厚さを有する。
【0035】
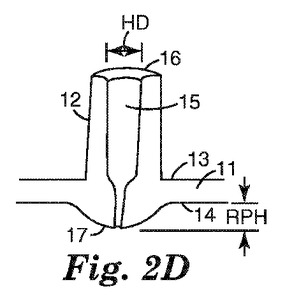
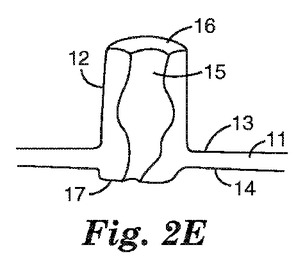
図2A〜図2Fに示すように、管状突起部は、多種多様な形状及び断面構成を有していてもよい。一部の実施形態では、管状突起部は、ほぼ平面のフィルム部分の第2の主表面の下方に位置する、第2の突起部末端部を有する。これらの実施形態では、構造化フィルムは、ほぼ平面のフィルム部分から延びる、複数個の管状突起部を含み、1つ以上の管状突起部は、(i)第1の主表面の上方の第1の突起部末端部から、ほぼ平面のフィルム部分の中へ又は当該フィルム部分を貫通して延びる、穴と、(ii)穴の少なくとも一部を囲む突起部側壁であって、外側の突起部側壁表面と、内側の突起部側壁表面と、突起部側壁厚さとを有する、突起部側壁と、(iii)第1の突起部末端部から第2の主表面の下方の第2の突起部末端部までの距離だけ延びる、末端部から末端部までの突起部長さと、を含む。例えば、図2A及び図2C〜図2Fに示すように、代表的な管状突起部12は、ほぼ平面のフィルム部分11の第2の主表面14の下方に位置する、第2の末端部17を含む。
【0036】
1つ以上の管状突起部が、構造化フィルムのほぼ平面のフィルム部分の第2の主表面の下方に第2の末端部を有する、一部の実施形態では、1つ以上の管状突起部は、望ましくは、第1の突起部末端部から第1の主表面までの距離だけ延びる、上部突起部長さを有し、平均フィルム部分厚さtに対する上部突起部長さ(例えば、突起部長さL)の割合は、少なくとも約3.5である。より望ましくは、平均フィルム部分厚さtに対する上部突起部長さ(例えば、突起部長さL)の割合は、約4.0〜約10.0である。
【0037】
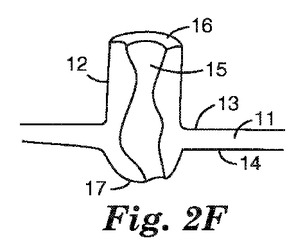
管状突起部は、突起部長さ(例えば、突起部長さL、又は末端部から末端部までの突起部長さ)に沿って変化する、突起部側壁厚さを有してもよい。図2A〜図2Fに示すように、代表的な管状突起部12は、突起部長さに沿ってほぼ一定である突起部側壁厚さ(図2Bの例を参照)、又は突起部長さに沿って変化する突起部側壁厚さ(図2A及び図2C〜図2Fを参照)を含んでいてもよい。1つの代表的な実施形態では、1つ以上の管状突起部は、第1の主表面に隣接して位置する突起基部で第1の壁厚さを有し、第1の突起部末端部で第2の壁厚さを有し、この突起基部とこの第1の突起部末端部との間に位置する突起部中央部で第3の壁厚さを有し、第1の壁厚さと第2の壁厚さは、第3の壁厚さよりも厚い(図2Fの例を参照)。別の代表的な実施形態では、1つ以上の管状突起部は、第1の主表面に隣接して位置する突起基部で第1の壁厚さを有し、第1の突起部末端部で第2の壁厚さを有し、この突起基部と第1の突起部末端部との間に位置する突起部中央部で第3の壁厚さを有し、第1の壁厚さと第2の壁厚さは、第3の壁厚さよりも薄い(図2Eの例を参照)。
【0038】
構造化フィルムの更なる代表的な実施形態では、1つ以上の管状突起部は、ほぼ平面のフィルム部分の第1の主表面の上方に第1の断面積を有し、ほぼ平面のフィルム部分内に第2の断面積を有し、ほぼ平面のフィルム部分の第2の主表面の下方に第3の断面積を有し、第1の断面積は、第2及び第3の断面積未満である(例えば、図2Cを参照)。一部の実施形態では、1つ以上の管状突起部は、管状突起部を貫通して延びる穴(例えば、穴15)と流体連通する、気泡状部分(例えば、図2Cに示す気泡状部分19)を有する。これらの実施形態では、この気泡状部分は、(i)ほぼ平面のフィルム部分内、(ii)第2の主表面の下方、又は(iii)(i)及び(ii)の両方に存在してもよい(図2Cの例を参照)。一部の実施形態では、気泡状部分の下部を取り除いて、構造化フィルムを貫通して、第1の突起部末端部から第2の突起部末端部まで延びる、開口部を提供することができる。例えば、図2Cに示す、管状突起部12の第2の末端部17に沿った気泡状部分19の一部を、図2Cに示す点線B−Bに沿って気泡状部分19を切断して取り除いてもよい。
【0039】
管状突起部は、目的とする断面構成及び管状突起部を形成するのに使用される金型の型式により異なる、外側の突起部断面構成を有していてもよい。例えば、これらの管状突起部は、円、楕円、多角形、正方形、三角形、六角形、多葉形、又はこれらの任意の組合せからなる、外側の管状突起部の断面形状を有していてもよい。
【0040】
構造化フィルムの他の代表的な実施形態では、1つ以上の管状突起部は、ほぼ平面のフィルム部分を貫通して延びる穴(例えば、穴15)を有する(上述されるように、管状突起部の一部を取り除くことを必要として、又は必要とせずに)。図2A〜図2B及び図2D〜図2Fに示すように、代表的な管状突起部12は、第1の突起部末端部16から第2の突起部末端部17まで突起部長さに沿って延びる穴15を含む。図2A〜図2B及び図2D〜図2Fに示すように、穴15の断面積は、第1の突起部末端部16から第2の突起部末端部17まで突起部長さに沿って変化(図2A及び図2D〜図2Fの例を参照)しても、又はほぼ一定(図2Bの例を参照)でもよい。
【0041】
1つの望ましい実施形態では、構造化フィルムは、ほぼ平面のフィルム部分から延びる、複数個の管状突起部を含み、管状突起部の少なくとも一部は、(i)第1の主表面の上方の第1の突起部末端部から、ほぼ平面のフィルム部分を貫通して第2の主表面の下方の第2の突起部末端部まで延びて、構造化フィルムを貫通する開口部を提供する、穴と、(ii)穴の少なくとも一部を囲う突起部側壁であって、外側の突起部側壁表面と、内側の突起部側壁表面と、突起部側壁厚さとを有する、突起部側壁と、(iii)第1の突起部末端部から第2の突起部末端部までの距離だけ延びる、末端部から末端部までの突起部長さと、を含む。
【0042】
典型的に、図2A〜図2Fに示すように、管状突起部は、ほぼ平面のフィルム部分に対してほぼ垂直に延びるが、他の管状突起部のほぼ平面のフィルム部分に対して他の方向も本発明の範囲内である。
【0043】
管状突起部は、構造化フィルムのほぼ平面のフィルム部分の片方又は両方の主表面に沿って、望ましい管状突起部密度、及び構造化フィルムの最終用途に応じて異なる管状突起部密度で存在していてもよい。1つの代表的な実施形態では、管状突起部は、構造化フィルムのほぼ平面のフィルム部分の片方又は両方の主表面に沿って、ほぼ平面のフィルム部分の外表面積に対し、最大約1000個/cm2の管状突起部密度で存在する。典型的に、管状突起部は、構造化フィルムのほぼ平面のフィルム部分の片方又は両方の主表面に沿って、ほぼ平面のフィルム部分の外表面積に対し、約10個/cm2〜約300個/cm2の管状突起部密度で存在する。
【0044】
一部の実施形態では、構造化フィルムは、液体不透過性(例えば、水不透過性)かつ蒸気透過性である。
【0045】
本発明に有用な構造化フィルムを製作する方法は、溶融した押出品のシートをダイから押出する工程と、溶融した押出品の一部が、金型外表面上に位置する複数個の穴に入り、(i)金型の1つ以上の穴内のより高い空気圧と、金型と反対側の溶融した押出品の外表面上のより低い空気圧との間の空気圧差、(ii)溶融した押出品の表面に沿った複数個の突起部の形成をもたらすように、溶融した押出品を金型と接触するように持ち込む工程と、(i)空気圧差を低減し、(ii)複数個の突起部のうちの1つ以上の中に突起部穴を形成するように、金型の1つ以上の穴内の空気が、金型と反対側の溶融した押出品の外表面の方向に向かって移動できるようにする工程と、第1及び第2の主表面と、少なくとも第1の主表面から延びる、複数個の管状突起部とを有する、ほぼ平面のフィルム部分を含む、構造化フィルムを形成するために、溶融した押出品及び複数個の突起部を冷却する工程と、を含む。
【0046】
上記の構造化フィルムを製作する代表的な方法では、持ち込む工程は、溶融した押出品を、金型ロールを含む金型とニップロールとの間で挟む工程を含んでもよい。更に、移動できるようにする工程は、ニップロールが溶融した押出品の金型と反対側の外表面の上に位置しないように、金型ロール及びニップロールを回転する工程を含んでもよい。構造化フィルムを製作する代表的な方法のいずれかでは、移動できるようにする工程の結果として、1つ以上の管状突起部内に、第1の突起部末端部から、ほぼ平面のフィルム部分の中へ又は当該フィルム部分を貫通して延びる、突起穴が生じるように、1つ以上のプロセスパラメータを調整してもよい。調整されるプロセスパラメータには、押出品組成、押出品温度、金型温度、金型速度、金型穴深さ、溶融押出品シート厚さ、又はこれらの組合せが挙げられるが、これらに限定されない。
【0047】
構造化フィルムを製作する他の代表的な方法では、移動できるようにする工程の結果として、1つ以上の管状突起部の中の突起部穴が、第1の突起部末端部から、ほぼ平面のフィルム部分の中へ又は当該フィルム部分を貫通して延びる、突起部穴と流体連通する、気泡状部分を形成するように、1つ以上のプロセスパラメータを調整してもよい。これらの実施形態では、この気泡状部分は、(i)ほぼ平面のフィルム部分内、(ii)第2の主表面の下方、又は(iii)(i)及び(ii)の両方、に位置してもよい。気泡状部分を形成するために調整できるプロセスパラメータには、押出品組成、押出品温度、金型温度、金型速度、金型穴深さ、溶融押出品シート厚さ、又はこれらの組合せが挙げられるが、これらに限定されない。
【0048】
気泡状部分が1つ以上の管状突起部内に形成される一部の実施形態では、構造化フィルムを製作する方法は更に、気泡状部分を開口して、1つ以上の管状突起部を完全に貫通して延びる開口部を提供する工程を含んでもよい。気泡状部分を開口する工程は、気泡状部分の先端を取り除く工程(例えば、気泡状部分の下面から先端を切断する)、気泡状部分に穴を開ける工程(例えば、針若しくは他の尖った物体を用いて)、突起部穴を加圧する工程、気泡状部分の先端を加熱若しくは火炎処理する工程、又は上述の開口する工程の任意の組合せを含んでもよい。
【0049】
他の代表的な構造化フィルムを製作する方法では、1つ以上のプロセスパラメータは、1つ以上の管状突起部を貫通して延びる開口部を提供するために(例えば、上述の開口する工程を必要とすることなく)、工程が、1つ以上の管状突起部内に、第1の突起部末端部からほぼ平面のフィルム部分を貫通して延びる突起部穴をもたらすことができるように、調整される。ここでも、1つ以上の管状突起部を完全に貫通して延びる開口部を形成するために調整できるプロセスパラメータには、押出品組成、押出品温度、金型温度、金型速度、金型穴深さ、溶融押出品シート厚さ、又はこれらの組合せが挙げられるが、これらに限定されない。
【0050】
構造化フィルムを製作する、更なる代表的な方法では、移動できるようにする工程の結果として、1つ以上の管状突起部が構造化フィルムの第1の主表面の上から構造化フィルムの第2の主表面の下まで延びるように、1つ以上の上述のプロセスパラメータを調整してもよい。この実施形態では、この方法は更に、冷却工程の後、必要に応じて、構造化フィルムの第2の外表面の下の熱成形された材料の少なくとも一部を取り除いて、構造化フィルムの1つ以上の管状突起部を、第1の主表面の上方の第1の突起部末端部から第2の主表面の下方の第2の突起部末端部まで、完全に貫通して延びる開口部を提供する工程を含んでもよい。この実施形態では、この方法は更に、構造化フィルムの第2の主表面の下に位置する、ほぼ全ての熱成形された材料が取り除かれて、構造化フィルムが、複数個の管状突起部を、構造化フィルムの第1の主表面に沿ってのみ備えるようにする工程を所望により含むことができる。
【0051】
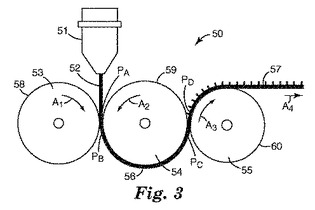
1つの望ましい実施形態では、構造化フィルムを製作する方法は、溶融した押出品を、ダイから、回転金型ロールと回転ニップロールとの間に形成されるニップの中に押出する工程と、溶融した押出品の一部が、回転金型ロールに位置する、複数個の穴の中に入るようにし、その結果、(i)回転金型ロールの1つ以上の穴の中のより高い空気圧と、溶融した押出品の回転金型ロールと反対側の外表面のより低い空気圧との間の空気圧差、及び(ii)溶融した押出品の表面に沿って、複数個の突起部の形成が得られる、工程と、金型ロール及びニップロールを回転して、回転金型の1つ以上の穴の中の空気が、回転金型ロールと反対側の溶融した押出品の外表面の方向に向かって移動できるようにして、複数個の突起部の1つ以上の中に突起部穴を形成する工程と、溶融した押出品及び複数個の突起部を、溶融した押出品及び複数個の突起部の軟化温度以下まで冷却する工程とを含む。この代表的な方法は、図3に示す代表的な装置30などの装置を使用して実施される。
【0052】
図3に示すように、代表的な装置30は、溶融した押出品32が出てくるダイアセンブリ31を含む。溶融した押出品32は、矢印A1で示される第1の方向に回転するニップロール33と、矢印A2で示される第2の方向に回転する金型ロール34との間の溶融した押出品32が通過する点PAへと進む。点PAでは、ニップロール33は溶融した押出品32の一部を金型ロール34の外表面39の中にある穴(図示せず)に入るようにする。ニップロール33の外表面38は、典型的に、滑らかであり、所望により、剥離材料(例えば、シリコーン又はPTFE)でコーティングされる。溶融した押出品32は、ニップロール33の外表面38の力により、金型ロール34の外表面39の穴(図示せず)を充填し、個々の穴(図示せず)の中の空気圧が上昇して、個々の穴(図示せず)の中のより高い空気圧と溶融した押出品32の金型ロール34と反対側の外表面36のより低い空気圧との間の空気圧差を形成する。
【0053】
ニップロール33及び金型ロール34が回転する際、ニップロール33の外表面38は、溶融した押出品32の外表面36から移動され、これは、個々の穴(図示せず)内の空気が、個々の穴(図示せず)内の溶融した押出品を通って、溶融した押出品32の外表面36に向かって(つまり、より低い空気圧に向かって)移動できるようにする。点PB付近で、金型ロール34の外表面39の個々の穴(図示せず)の中の溶融した押出品は、固化し始める。金型ロール34の外表面39に隣接する溶融した押出品及び個々の穴の側壁表面は、個々の穴の中央位置にある溶融した押出品の中心部よりも先に固化すると考えられている。溶融した押出品32が金型ロール34の外表面39に沿って点PBから点PCに移動するにつれて、上述した空気の動きにより、溶融した押出品の中に穴が生じ、溶融した押出品32の外表面36に向かって急速に移動する。上述のように、空気の動きの結果、(i)溶融した押出品32のほぼ平面のフィルム部分の中へ又は当該フィルム部分を貫通して延びる、穴、(ii)溶融した押出品32のほぼ平面のフィルム部分の中及び/又は下に形成される、気泡、(iii)溶融した押出品32のほぼ平面のフィルム部分を完全に貫通して延びる、穴、(iv)溶融した押出品32のほぼ平面のフィルム部分の第2の主表面の下方の第2の突起部末端部、又は(v)(i)〜(iv)のいずれかの組合せが生じうる。
【0054】
点PC付近で、溶融した押出品32及びその中に形成される管状突起部12は、ほぼ固化している。その中に管状突起部12を有する溶融した押出品32が、金型ロール34の外表面39に沿って移動するにつれて、ほぼ固化した押出品32の外表面36は、矢印A3で示される方向に回転する、送り出しロール33の外表面40と接触するようになる。点PDでは、溶融した押出品32がほぼ固化したものは、金型ロール34の外表面39から分離し、送り出しロール33の外表面40に沿って矢印A4で示される方向に進み、結果として、構造化フィルム37は、管状突起部12をその上に有する。
【0055】
本発明の構造化フィルムの製作について開示された代表的な方法は、上述の重合体材料及び所望により添加物を含む、構造化フィルムを形成するのに使用してもよい。典型的に、熱成形方法の工程は、約120℃〜約370℃の範囲の溶融押出温度範囲において膜形成性の熱成形可能な材料を溶融押出することを伴う。
【0056】
本発明の構造化フィルムの製作について開示された方法は、比較的大きな穴深さ/穴直径比率を有する、構造化フィルムを生産することができる。例えば、1つの代表的な実施形態では、開示された方法は、管状突起部の少なくとも一部が、少なくとも1:1の突起部穴長さ対突起部穴直径の比を有する、構造化フィルムを生産することができる。他の代表的な実施例では、開示された方法は、管状突起部の少なくとも一部が、少なくとも3:1であり、最大では5:1以上にも達する、突起部穴長さ対突起部穴直径の比を有する、構造化フィルムを生産することができる。
【0057】
更に、比較的薄い、ほぼ平面のフィルム部分を提供する能力により、坪量の低いフィルムを得ることができ、重量に気を使う用途に対して有用である可能性がある。本発明の構造化フィルムの坪量が低いものは、更に原材料使用量が少ないこと、及び製造費が安価であることにつながる。開示された方法は、構造化フィルムを生産することができ、管状突起部の少なくとも一部は、少なくとも約1.1:1の突起部穴長さ対平均フィルム部分厚の比を有し、一部の実施形態では、少なくとも約5:1の突起部穴長さ対平均フィルム部分厚さの比を有し、また一部の実施例では、少なくとも約10:1以上の突起部穴長さ対平均フィルム部分厚さの比を有する。
【0058】
構造化フィルムの製作について開示された方法は、上述されるように、突起部長さLを有する管状突起部を生産するために、金型を利用してもよい。例えば、好適な金型は、金型の外表面に複数個の穴を含んでもよく、この穴は、最大1.5cm(588mil)の平均金型穴深さを有する。他の実施形態では、好適な金型は、約27.9μm(1.1mil)〜約3.0mm(117mil)の平均金型穴深さ、及び他の実施形態では、約747μm(29.4mil)〜約1.5mm(58.8mil)の平均金型穴深さを有する、穴を含んでもよい。
【0059】
また、好適な金型は、穴を有してもよく、この穴は、1つ以上の穴の断面形状を有して、望ましい断面形状を有する管状突起部を形成する。好適な穴の断面形状には、円、楕円、多角形、正方形、三角形、六角形、多葉形、又はこれらの任意の組合せが挙げられるが、これらに限定されない。
【0060】
加えて、好適な金型は、金型の外表面に沿って(例えば、金型ロール54の外表面59内に)、任意の望ましい穴の密度を有してもよい。例えば、ある金型は、金型の外表面積に対し、最大約1000個/cm2の穴密度を有してもよい。典型的に、金型は、金型の外表面積に対し、約10個/cm2〜約300個/cm2の範囲の穴密度を有する。
【0061】
本発明の音響複合体は、音響障壁材料を含む。音響障壁材料は、周波数吸収をより低い周波数範囲に移行させ、また、伝達損失の増加も提供する。一部の実施形態では、流れ抵抗性基材は、表面のうちの少なくとも1つの少なくとも一部に固着された音響障壁材料を含む。一部の実施形態では、音響障壁材料は、流れ抵抗性基材の両方の主表面に固着されている。本明細書で使用する時、「固着されている」という用語は、音響障壁材料を基材に音響的に連結する(つまり、接合及び固定する)ための化学的及び機械的手段を含む。他の実施形態では、音響障壁材料は、流れ抵抗性基材内に分布する(つまり、音響障壁材料は、フィルムの内部にある)。
【0062】
本発明の音響複合体で使用する音響障壁材料は、約1g/cm3を超える(好ましくは約2g/cm3を超える、より好ましくは約4g/cm3を超える)密度を有する。好適な音響障壁材料には、例えば、金属、金属合金、金属酸化物、ガラス、ケイ酸塩、鉱物、硫化物、粘土、瀝青、炭酸カルシウム、硫酸バリウム、充填重合体などが挙げられる。
【0063】
音響障壁材料は、任意の有用な形態にすることができる。例えば、音響障壁は、粒子、顆粒、又はビーズであってもよい。音響障壁材料が流れ抵抗性基材の表面上にある、音響複合体では、また、音響障壁材料は、例えば、穴を含む金属ホイルなど、穴を含む質量の連続する層(つまり、「連続する層」)であってもよい。好ましくは、音響障壁材料は、金属粒子、ガラス粒子、及びこれらの組合せからなる群から選択され、より好ましくは、音響障壁は、鋼粒子又はガラス粒子である。
【0064】
本発明の1つの実施形態では、音響障壁材料は、例えば、エチレン−プロピレン−ジエンMクラスゴム(EPDM)、エチレン酢酸ビニル(EVA)、又は重合体より高い密度を有する粒子で充填された、オレフィン系重合体などの重合体を含む、層である。好適な充填剤粒子は、好適な音響障壁材料として、上述される材料のうちのいずれかを含むことができる。充填剤粒子は、約1g/cm3を超える(好ましくは約2g/cm3を超える、より好ましくは約4g/cm3を超える)密度を有する。好ましい充填剤粒子の例には、炭酸カルシウム、硫酸バリウム、及び約1g/cm3を超える密度を有する他の鉱物系粒子が挙げられる。充填剤粒子を含む重合体の密度は、典型的に、約0.07g/cm2〜約0.73g/cm2(約0.15lb/ft2〜約1.5lb/ft2)である。
【0065】
音響障壁材料層(充填剤粒子を含む重合体音響障壁材料層が挙げられるが、これに限定されない)は、穴又は穿孔を含むことができる。穴又は穿孔は、任意の形状であってもよいが、好ましくは、比較的円形の形状である。好ましくは、それらは、約3mm〜約20mmの直径を有し、上述される平面の微穿孔フィルムより、直径が約10〜約300倍長い。この音響障壁材料層の多孔率、又は開口パーセントは、典型的に、約10%〜約60%の範囲である。音響障壁材料層に穴又は穿孔を追加することによって、その坪量を、例えば、約10%〜約50%減少させることができる。
【0066】
「漏れやすい障壁」として既知の音響複合体は、穴又は穿孔を含む上述の音響障壁材料層を流れ抵抗性基材に固着する(例えば、積層する)ことによって、製作することができる。音響障壁材料層の多孔率を変化させることによって、音響複合体の全体の多孔率を変化させることができる。したがって、音響複合体の多孔率は、流れ抵抗性基材の多孔率で乗算した音響障壁材料層の多孔率の関数である。好ましくは、漏れやすい障壁音響複合体の多孔率は、約0.06%〜約50%(より好ましくは約0.06%〜約30%、更により好ましくは約0.06%〜約10%)である。
【0067】
特定の用途のための音響複合体を設計する際、当業者は、既知の質量作用の法則の原理を使用して、適切な音響障壁材料を選択することができる。
【0068】
任意の好適な結合剤を使用して、音響障壁材料を流れ抵抗性基材に固着することができる。好適な結合剤の例には、エチレン/アクリル酸共重合体、ポリエチレン、及びポリ(エチルメチルアクリル)酸などの熱可塑性樹脂、硬化して非粘着性状態となるアクリル感圧性接着剤、並びにエポキシ樹脂、フェノール樹脂、及びポリウレタンなどの粘着性状態を有する、熱硬化性結合剤が挙げられる。好ましくは、結合剤は、エポキシ結合剤である。
【0069】
結合剤は、典型的に、硬化性結合剤前躯体から調製される。硬化性結合剤前躯体は、必要条件ではないが、有機熱硬化性材料及び/又は熱可塑性材料を含むことができる。好ましくは、結合剤前躯体は、放射エネルギー又は熱エネルギーによって硬化することができる。放射エネルギーの源には、電子ビームエネルギー、紫外線、可視光線、及びレーザー光が挙げられる。紫外線又は可視光線が利用される場合、光開始剤が利用されてもよい。
【0070】
有用な熱硬化性結合剤前躯体には、例えば、フェノール樹脂、ポリエステル樹脂、コポリエステル樹脂、ポリウレタン樹脂、ポリアミド樹脂、及びこれらの混合物が挙げられる。有用な温度活性化熱硬化性結合剤前躯体には、フェノールホルムアルデヒド、ノボラックフェノール樹脂(好ましくは、架橋剤が添加されたもの)、フェノプラスト、及びアミノプラストなどのホルムアルデヒド含有樹脂、不飽和ポリエステル樹脂、ビニルエステル樹脂、アルキル樹脂、アリル樹脂、フラン樹脂、エポキシ、ポリウレタン、シアン酸エステル、並びにポリイミドが挙げられる。放射エネルギーによって硬化することができる、有用な結合剤前躯体には、アクリル酸ウレタン、アクリル酸エポキシ、エチレン性不飽和化合物、ペンダントアクリレート基を有するアミノプラスト誘導体、少なくとも1つのペンダントアクリレート基を有するイソシアネート誘導体、ビニルエーテル、エポキシ樹脂、及びこれらの組合せが挙げられる。
【0071】
有用な熱可塑性硬化性結合剤前躯体には、ポリエチレン及びポリプロピレンなどのポリオレフィン樹脂、ポリエステル及びコポリエステル樹脂、ポリ塩化ビニル及び塩化ビニル−酢酸ビニル共重合体などのビニル樹脂、ポリビニルブチラール、酢酸セルロース、ポリアクリル、及びアクリロニトリル−スチレン共重合体などのアクリル共重合体を含むアクリル樹脂、並びにポリアミド、コポリアミド、及びこれらの組合せが挙げられる。
【0072】
音響障壁材料は、結合剤(又は結合剤前躯体)と混合し、次いで流れ抵抗性基材の表面に追加することができる。別の方法としては、最初に、流れ抵抗性基材上に結合剤(又は結合剤前躯体)をコーティングすることができ、次いでコーティングされた基材に、音響材料を追加することができる。いずれの場合でも、結合剤は、任意の望ましいパターン(例えば、点又は縞模様)にパターン形成することができる。パターンは、例えば、ステンシル穴又はスクリーンによって結合剤(又は結合剤前躯体)を適用することによって得ることができる。また、結合剤(又は結合剤前躯体)は、回転スクリーン印刷、ロールコーティング、ダイコーティング、粒塊の機械的定置、又は当該技術分野において既知の任意の手段を使用して、流れ抵抗性基材上にコーティングすることもできる。典型的に、音響障壁材料及び結合剤は一緒に、流れ抵抗性基材の主表面の約20%〜約99.98%(好ましくは、約20%〜約99.5%)を被覆する。
【0073】
音響障壁材料が流れ抵抗性基材内に分布した実施形態では、音響障壁材料を含む重合体材料は、押出、圧延(calendar)、及び/又は押圧することができる。また、流れ抵抗性基材を有する、障壁材料が分布された音響複合体を製作するために、米国特許第4,486,200号(Heyerら)の方法も使用することができる。本発明の音響複合体は、典型的に、約0.002%〜約50%(好ましくは約0.5%〜約50%、より好ましくは約0.5%〜約15%)の多孔率を有する。音響複合体の多孔率は、(裸の)流れ抵抗性基材の多孔率、並びに結合剤及び音響障壁材料の被覆率の両方の関数である。
【0074】
当業者は、音響複合体又は音響複合体システムを設計する際、多数の変数を考慮しなければならないことを理解するであろう。吸音及び伝達損失に影響を与えることができる主要な変数には、音響フィルムの質量、及び穿孔フィルムの抵抗流れが挙げられる。フィルムの抵抗流れ又は多孔率は、音響システムの吸収特性に最も大きな影響を及ぼす。システムの質量は、伝達損失に最も大きな影響を及ぼす。広くは、穴直径/多孔率が増加する(及びそれによって抵抗流れが減少する)と、吸収曲線は、より高い周波数吸収に移行し、周波数範囲は広がる。穴直径/多孔率が減少する(及びそれによって抵抗流れが増加する)と、吸収曲線は、より低い周波数に移行し、周波数吸収の範囲は狭くなる。伝達損失は、質量作用の法則によって直接影響を受ける。フィルムの質量が増加すると、伝達損失は増加する。また、質量は、システムの質量が増加される際、吸収曲線をより低い周波数に移行することによって、吸収に影響を及ぼす。
【0075】
また、音響複合体又は音響複合体システムを設計する際に選択される材料は、非音響特性にも影響を及ぼすことができる。選択される材料によって、本発明の音響複合体は、以下の特性、無線周波数、熱伝達、熱反射、伝導度(電気、熱、又は光の)、非伝導度(電気、熱、又は光の)、電磁波、光反射若しくは光透過、難燃性、可撓性、又は伸張性のうちの1つ以上を提供することができる。
【0076】
本発明の音響複合体は、1つ以上の所望の層を含むことができる。好適な追加層には、布地層(例えば、織布、不織布、及び編物)、紙層、色含有層(例えば、印刷層)、米国特許出願第60/728,230号に開示されるものなどのサブミクロン繊維層、発泡体、粒子の層、ホイル層、フィルム、装飾布地層、膜(つまり、透析膜、逆浸透膜などの透過性が制御されたフィルム)、網目、メッシュ、網状ワイヤ及びチューブ、又はこれらの組合せが挙げられるが、これらに限定されない。
【0077】
流れ抵抗性基材が管状突起部を含む、本発明の音響複合体の実施形態では、(i)構造化フィルムのほぼ平面のフィルム部分の第1の主表面の上方に延びる管状突起部末端部(例えば、第1の突起部末端部)上に、及び/又はそれと接触して、(ii)ほぼ平面のフィルム部分の第2の主表面の下方に延びる管状突起部末端部(例えば、第2の突起部末端部)上に、及び/又はそれと接触して、(iii)ほぼ平面のフィルム部分の第2の主表面(例えば、第2の主表面)上に、及び/又はそれと接触して、(iv)(i)及び(ii)の両方に、又は(v)(i)及び(iii)の両方に、1つ以上の追加層が存在してもよい。
【0078】
本発明の音響複合体は、それらの間に空洞を画定するために、反射面の付近に配置することができる。空洞は、単に空隙であってもよく、又はこれは、例えば、不織布材料を含むことができる。空洞の深さは、典型的に、音響複合体が利用される周波数範囲に依存する。空洞深さの増加は、例えば、吸収の周波数曲線をより低い周波数に移行する。広くは、しかしながら、空洞の深さは、約0.3cm(1/8インチ)〜約15cm(6インチ)(好ましくは、約0.3cm(1/8インチ)〜約2.5cm(1インチ))の範囲に及ぶ。
【0079】
音響複合体は、多数の方法で、反射面の付近に配置することができる。例えば、音響複合体は、反射面を含む構造体に取り付けることができる。この場合、音響複合体は、その縁部上及び/又はその内部に取り付けることができる。音響複合体は、ドレープと同様に、反射面の付近で構造体から吊るすことができる。音響複合体と反射面との間に、離間構造体(例えば、ハチの巣構造体)を定置することができる。
【0080】
反射面は、例えば、自動車の表面(例えば、自動車のボンネット、ダッシュボード、又は底部表面)、壁若しくは天井又は建物、窓などであってもよい。また、反射面は、金属プレート又は裏当てフィルムであってもよい。
【0081】
例えば、自動車のカーペット下の用途などの一部の用途では、音響複合体は、カーペット、音響複合体、及び不織布層の層を含む層状構成の一部として提供することができる。好ましくは、不織布層は、再生毛織地(例えば、布地片又は寸断された布から製作された繊維性材料)を含む。層状構成は更に、金属プレートを含むことができる。多くの場合、金属プレートは、自動車の一体部分である。そのような層状構成は、比較的軽量のシステムで、良好な音響性能を提供する。
【0082】
本発明の音響複合体(及び音響複合体を含有するシステム)は、多種多様な用途に使用することができる。これらは、吸音及び遮音壁用途などの音響用途において特に有用である。1つの代表的な実施形態では、音響複合体を使用する方法は、領域内に吸音及び伝達損失を提供するための方法を含み、方法は、領域の少なくとも一部を本発明の音響複合体で囲む工程を含む。音響複合体は、約500Hz(好ましくは約400Hz、より好ましくは約250Hz、最も好ましくは約100Hz)〜約4000Hzの範囲の周波数で、約50%以上の吸音を提供することができる。また、音響複合体は、約500Hz(好ましくは約400Hz、より好ましくは約250Hz、最も好ましくは約100Hz)〜約4000Hzの範囲の周波数で、約3dB〜約30dBの範囲の音響伝達損失も提供することができる。
【0083】
一部の実施形態では、全領域が、音響複合体単独によって、又は上述されるような1つ以上の所望の層との組合せによって、囲まれてもよい。
【0084】
領域を囲む工程は、音響複合体を領域の少なくとも一部の上に位置付ける工程を含んでもよい。一部の実施形態では、囲む工程は、音響複合体又は複合体システムを領域の少なくとも一部の上に位置付ける工程を含んでもよい。囲む工程は更に、音響複合体又は複合体システムを基材に取り付ける工程を含んでもよい。音響複合体又は複合体システムを所与の基材に取り付けるために、上述の取り付け方法のうちのいずれかが使用されてもよい。好適な基材には、建物の壁、建物の天井、建物の壁若しくは天井を形成するための建物材料、金属シート、ガラス基材、ドア、窓、車両構成要素、機械構成要素、電子機器(例えば、プリンタ、ハードドライブなど)、又は電気製品構成要素が挙げられ得るが、これらに限定されない。
【0085】
本発明の他の実施形態では、音響複合体を使用する方法は、音源物体と領域との間の吸音及び伝達損失を提供するための方法を含む。この代表的な方法では、方法は、音源物体と領域との間に音響複合体を提供する工程を含んでもよい。音響複合体は、約500Hz(好ましくは約400Hz、より好ましくは約250Hz、最も好ましくは約100Hz)〜約4000Hzの範囲の周波数で、約50%以上の吸音を提供することができる。また、音響複合体は、約500Hz(好ましくは約400Hz、より好ましくは約250Hz、最も好ましくは約100Hz)〜約4000Hzの範囲の周波数で、約3dB〜約30dBの範囲の音響伝達損失も提供することができる。
【0086】
音源物体には、自動車のエンジン、機械の一部、電気製品のモータ又はその他の電気製品の稼動する構成要素、テレビなどの電子機器、動物などを含む音響を発生するいずれの物体であってもよいが、これらに限定されない。
【0087】
本発明の音響複合体を使用する上記の代表的な方法のいずれかにおける領域は、音が吸収される、及び/又は制限される、任意の領域であってもよい。好適な領域には、部屋の内部、車両の内部若しくは車両内の他の位置、機械の一部、電気製品、オフィス若しくは工業地帯の別個の音低減領域、録音若しくは複製領域、劇場若しくはコンサートホールの内部、音が悪影響を及ぼし得る、無響の分析若しくは実験室又はチャンバ、並びに耳を雑音から隔離及び/又は保護するための耳当て若しくは耳カバーが挙げられ得るが、これらに限定されない。
【0088】
また、本発明の音響複合体は、カーペットシステム内の抵抗膜層として使用されてもよい。この実施形態では、積層体を形成するために、音響複合体の各側に、布地の1つ以上の層が取り付けられる。
【実施例】
【0089】
本発明の目的及び利点は、以下の実施例によって更に例示されるが、これらの実施例において列挙された特定の材料及びその量は、他の諸条件及び詳細と同様に、本発明を過度に制限するものと解釈されるべきではない。
【0090】
実施例1及び2:SSビーズ(実施例1)又はガラスビーズ(実施例2)を有する、微穿孔フィルム
材料
1.本質的に、米国特許第6,617,002号(Wood)に記載されるように、微穿穴(121個の穴/cm3(780個の穴/インチ3))によって、0.13mm(又は5mil)の平均直径を有する穴が開けられた、0.51mm(又は20mil)の厚さを有する、微穿孔フィルムが製作された。
【0091】
2.パック当たり50ccのエポキシ樹脂(3M Company(St.Paul,Minnesota)から入手可能なScotch−Weld,DP100 Fast Cure)
3.充填剤としてのビーズ:ステンレス鋼ビーズ、直径:0.2mm(又は8mil)、ガラスビーズ:0.075mm(又は3mil)。
【0092】
4.穴直径が1.63mm、穴密度が11個/平方cm(74個の穴/平方インチ)の、0.76mm(30mil)の厚さを有する、ステンレス鋼スクリーン。
【0093】
5.アセトン、溶媒等級
手順:
基材としての微穿孔フィルムは、アセトン中にエポキシ樹脂(Scotch−Weld DP100)溶液が1%の溶液で下塗りされた。次いで、フィルムは、換気されたボンネット内で、室温で4時間乾燥された。17.8cm(7インチ)×17.8cm(7インチ)の下塗りされたフィルムは、平坦な表面上に置かれ、次いで、離型処理された(Rocket Release,E302,Stoner,Inc.(Quarryville,PA))金属スクリーンによって被覆された。重量が18gのエポキシ樹脂混合物が混合され、140gのステンレス鋼ビーズ(又は80gのガラスビーズ)がエポキシ樹脂に混合された。混合した後、即座に、結果として生じる混合物は、金属スクリーンの上に注がれ、スクレーパーを使用して、余分が除去された。混合物が注がれた後、直ちに、金属スクリーンは、基材から取り外された。金属/エポキシが上に印刷されたフィルムは、任意の更なる処理の前に、室温で更に2時間硬化された。実施例1の結果として生じる音響複合体を、5倍率で図4に示す。
【0094】
ガラスビーズベース:重量増加:422g/m2
鋼ビーズベース:重量増加:1899g/m2
実施例3及び4:SSビーズ(実施例3)又はガラスビーズ(実施例4)を有する、抵抗性不織布スクリム
材料
1.Kimberly−Clarkからの不織布スクリム、ポリプロピレン1.5oz/平方ヤードSMSスパンボンド。通気抵抗は、17レイルである。
【0095】
2.パック当たり50ccのエポキシ樹脂(Scotch−Weld,DP100 Fast Cure)
3.充填剤としてのビーズ:ステンレス鋼ビーズ、直径:0.2mm(又は8mil)、ガラスビーズ:0.075mm(又は3mil)。
【0096】
4.穴直径が1.63mm、穴密度が74個の穴/平方インチの、0.76mm(30mil)の厚さを有する、ステンレス鋼スクリーン。
【0097】
手順:
17.8cm(7インチ)×17.8cm(7インチ)の抵抗性スクリム試料は、平坦な表面上に置かれ、次いで、離型処理された(Rocket Release,E302)金属スクリーンによって被覆された。重量が18gのエポキシ樹脂混合物が混合され、140gのステンレス鋼ビーズ(又は80gのガラスビーズ)がエポキシ樹脂に混合された。混合した後、即座に、結果として生じる混合物は、金属スクリーンの上に注がれ、スクレーパーを使用して、余分が除去された。混合物が注がれた後、直ちに、金属スクリーンは、基材から取り外された。金属/エポキシが上に印刷されたフィルムは、任意の更なる処理の前に、室温で更に2時間硬化された。
【0098】
ガラスビーズベース:重量増加:791g/m2
鋼ビーズベース:重量増加:1793g/m2
実施例5〜7:EPDMゴムとともに積層された微穿孔フィルム
材料
1.米国特許第6,617,002号に記載されるように、0.13mmの平均直径を有する穴のある、0.51mmの厚さを有する、微穿孔フィルムが製作された。
【0099】
2.3.4mmの厚さ、及び約4200〜4300g/m2の坪量を有する、EPDM(エチレン−プロピレン−ジエン単量体)ゴムのシート。
【0100】
3.感圧性スプレー接着剤、3M(商標)Super 77(商標)又は3M Hi−Strength 90。
【0101】
4.ステンレス鋼シート(0.305m×0.610m×0.006m)
5.鋼ブロック重量(9.07kg)
手順:
EPDMゴムシート、及びまた、微穿孔フィルムから、直径が120mmの円が切断された。次いで、鋼ルールダイを使用して、EPDMシートに、実施例5では12.7mm(実施例6では19.05mm、実施例7では6.35mm)の直径の穴が開けられた。穴の数は、実施例5では12個(実施例6では6個、実施例7では40個)であり、直径が120mmの円形EPDMゴムの中央周囲、及び直径が100mmの領域内に対称的に分布された。実施例5では、結果として生じる多孔率は、約0.07%であった。実施例6では、結果として生じる多孔率は、約0.08%であった。実施例7では、結果として生じる多孔率は、約0.06%であった。次いで、穴を有する円形のEPDMは、スプレー接着剤でスプレーされた。即座に、微穿孔フィルムは、EPDMゴム層の上に定置された。次いで、微穿孔フィルム及び感圧性接着剤を有するEPDMゴムは、2つのステンレス鋼シート間に定置され、次いで、重量(約9.07kg)が、ステンレス鋼シートの上に5時間より長く定置された。
【0102】
実施例8:テープと積層された微穿孔フィルム
材料
1.米国特許第6,617,002号に記載されるように、0.13mmの平均直径を有する穴のある、0.51mmの厚さを有する、微穿孔フィルムが製作された。
【0103】
2.片側上に感圧性接着剤を有する、箱封止テープ、3M(商標)Scotch(商標)355。
【0104】
手順:
微穿孔フィルムから、直径が120mmの円が切断された。次いで、微穿孔フィルム領域の大部分を被覆するために、微穿孔フィルム上に約3〜4シートの箱封止テープが適用され、約99.998%の領域が被覆された。感圧性側が、微穿孔フィルム表面に対して定置された。最も内部の直径が100mmの円領域の中央に向かって、約0.002%の多孔率が定置された。
【0105】
音響試験
吸音試験は、実施例1〜8の試料、並びに音響障壁材料のない、微穿孔フィルム及び抵抗性スクリム試料(比較例1及び2)で実施された。64mmの正方形チューブを使用する、Bruel & Kjaer(Norcross,Georgia)モデル6205インピーダンスチューブ試験器が利用された。試験は、ASTM文書#5285によって実行された。インピーダンスチューブ試験結果を、図5〜図10に示す。
【0106】
本発明の範囲及び趣旨から逸脱しない本発明の様々な変更や改変は、当業者には明らかとなるであろう。本発明は、本明細書で述べる例示的な実施形態及び実施例によって不当に限定されるものではないこと、また、こうした実施例及び実施形態は、本明細書において以下に記述する特許請求の範囲によってのみ限定されると意図する本発明の範囲に関する例示のためにのみ提示されることを理解すべきである。
【技術分野】
【0001】
本発明は、音響複合体、並びに吸音及び伝達損失を提供するために音響複合体を使用する方法に関する。
【背景技術】
【0002】
吸音材は、音を吸収するために、多数の異なる用途に幅広く使用されている。既知の吸音材には、例えば、繊維ベースの吸音材(例えば、繊維ガラス、連続気泡重合体発泡体、又は繊維性材料を含む吸音材)及び穿孔シートが挙げられる。微穿孔フィルムは、例えば、中周波から高周波吸収帯で機能することができ、800Hz帯以上で比較的良好な性能を有する。
【発明の概要】
【発明が解決しようとする課題】
【0003】
しかしながら、ほとんどの吸音材は、伝達損失を上手く取り扱わない。したがって、比較的低い周波数の伝達損失は、典型的に、多くの質量(例えば、鋼プレート、鉛、コンクリート、又はセッコウボード)を使用して制御される。
【課題を解決するための手段】
【0004】
前述を考慮し、当該技術分野において、吸音及び伝達損失の両方を提供することができ、更に比較的軽量の音響的解決策の必要性が存在することが認識される。
【0005】
つまり、本発明は、流れ抵抗性基材の主表面の少なくとも一部に固着された固体音響障壁材料を有する、流れ抵抗性基材を含む、音響複合体を提供し、音響障壁材料は、約1g/cm3を超える密度を有し、音響複合体は、約0.002%〜約50%の多孔率を有する。
【0006】
別の態様では、本発明は、結合剤を用いて流れ抵抗性基材の主表面の少なくとも一部に固着された固体音響障壁材料を有する、流れ抵抗性基材を含む、音響複合体を提供し、音響障壁材料は、約1g/cm3を超える密度を有し、障壁及び結合剤は一緒に、主表面の約20%〜約99.998%を被覆する。
【0007】
更に別の態様では、本発明は、基材内に分布した固体音響障壁材料を含む、流れ抵抗性基材を含む、音響複合体を提供し、音響障壁材料は、約1g/cm3を超える密度を有し、音響複合体は、約0.002%〜約50%の多孔率を有する。
【0008】
本明細書で使用する時、「流れ抵抗性基材」という用語は、約10〜約2000レイル(ASTM C−522に従って計算して)の通気抵抗を有する基材を含み、「固体」という用語は、音響障壁材料に言及する時、非常に粘稠であり、室温での変形及び/又は流動に耐える材料(例えば、ガラス又は瀝青を含む)を含み、「多孔率」という用語は、表面の百分率で測定した、音響複合体の表面内の全ての開放空間又は空隙(例えば、穴)の領域の割合を意味する。
【0009】
本発明の音響複合体は、吸音及び伝達損失を提供し、これらは、比較的軽量である。
【図面の簡単な説明】
【0010】
【図1】本発明に有用な構造化微穿孔フィルムを描写する。
【図2A】図1の代表的な構造化フィルムのほぼ平面のフィルム部分上の代表的な管状突起部の、線A−Aに沿った、考えられる断面構成を描写する。
【図2B】図1の代表的な構造化フィルムのほぼ平面のフィルム部分上の代表的な管状突起部の、線A−Aに沿った、考えられる断面構成を描写する。
【図2C】図1の代表的な構造化フィルムのほぼ平面のフィルム部分上の代表的な管状突起部の、線A−Aに沿った、考えられる断面構成を描写する。
【図2D】図1の代表的な構造化フィルムのほぼ平面のフィルム部分上の代表的な管状突起部の、線A−Aに沿った、考えられる断面構成を描写する。
【図2E】図1の代表的な構造化フィルムのほぼ平面のフィルム部分上の代表的な管状突起部の、線A−Aに沿った、考えられる断面構成を描写する。
【図2F】図1の代表的な構造化フィルムのほぼ平面のフィルム部分上の代表的な管状突起部の、線A−Aに沿った、考えられる断面構成を描写する。
【図3】本発明の構造化フィルムを形成するのに好適な、代表的な装置の概略図を描写する。
【図4】実施例1による、本発明の音響複合体の写真。
【図5】実施例1及び2による、本発明の音響複合体からの伝達損失データをグラフで示す。
【図6】実施例3及び4による、本発明の音響複合体からの伝達損失データをグラフで示す。
【図7】実施例1及び2による、本発明の音響複合体からの吸収データをグラフで示す。
【図8】実施例3及び4による、本発明の音響複合体からの吸収データをグラフで示す。
【図9】実施例5〜7による、本発明の音響複合体からの吸収データをグラフで示す。
【図10】実施例8による、本発明の音響複合体からの吸収データをグラフで示す。
【発明を実施するための形態】
【0011】
本発明の音響複合体は、流れ抵抗性基材を含む。流れ抵抗性基材は、典型的に、約10〜約2000レイル(好ましくは約100〜約2000レイル、より好ましくは約200〜約1500レイル)の通気抵抗を有する。流れ抵抗性基材は、任意の種類の多孔質フィルム又はウェブであってもよい。流れ抵抗性基材は、例えば、熱可塑性重合体、熱硬化性重合体、不織布材料、織布布地、金属又はプラスチックメッシュ、発泡体、ホイル、紙などを含むことができる。一部の実施形態では、流れ抵抗性は、望ましい多孔率を提供するのに十分な穴又は穿孔を含む。
【0012】
流れ抵抗性基材は、微穿孔フィルムであってもよい。本明細書で使用する時、「微穿孔フィルム」という用語は、フィルム内に画定される、複数個の微穿孔(例えば、穴又はスロット)を有する、任意の流れ抵抗性フィルムを含む。スロット/穴形状及び断面は、様々であってもよい。断面は、例えば、円形、正方形、長方形、六角形などであってもよい。最大直径(又は最大断面寸法)は、典型的に、約1016mm(40mil)未満(好ましくは約635mm(25mil)未満、より好ましくは約381mm(15mil)未満)である。
【0013】
本発明で使用するのに好ましい微穿孔フィルムは、例えば、米国特許第6,617,002号(Wood)及び第WO 2007/127890号に開示される。
【0014】
1つの実施形態では、微穿孔フィルムは、厚さ、及び重合体フィルム内に画定される、複数個の微穿孔を有する、重合体フィルムを含む。微穿孔は、フィルム厚さ未満の最も狭い直径、及び最も狭い直径を超える最も広い直径を有することができる。最も狭い直径は、例えば、約254mm(10mil)〜約508mm(20mil)以下の範囲に及ぶことができる。穴形状及び断面は、様々であってもよい。穴の断面は、例えば、円形、正方形、六角形などであってもよい。好ましくは、穴は、先細である。微穿孔フィルムは、比較的薄く(例えば、約2032mm(80mil未満)、又は更に約508mm(20mil)未満)、かつ可撓性(例えば、約106〜約107ダイン−cm以下の曲げ剛性を有する)であってもよい。
【0015】
微穿孔フィルムは、例えば、架橋又は加硫処理される重合体などの熱硬化性重合体を含む、多くの種類の重合体フィルムから形成することができる。
【0016】
微穿孔フィルムを製造する有利な方法は、プラスチック材料をエンボス加工する工程を伴う。プラスチック材料は、ポリオレフィン、ポリエステル、ナイロン、ポリウレタン、ポリカーボネート、ポリスルホン、ポリスチレン、又はポリ塩化ビニルなどのプラスチックから形成することができる。所望の添加物を添加することができる。好適な添加物には、充填剤、可塑剤、粘着付与剤、流動性調整剤、硬化速度遅延剤、接着促進剤(シラン、チタン酸塩など)、補助剤、衝撃改質剤、発泡性微小球、熱伝導性粒子、電気伝導性粒子、ケイ素、ガラス、粘土、タルク、顔料、着色剤、ガラスビーズあるいはバブル、酸化防止剤、蛍光増白剤、抗菌剤、界面活性剤、難燃剤、及びフッ素重合体が挙げられるが、これらに限定されない。1つ以上の上述の添加物を、重量及び/若しくは、結果として得られるほぼ平面のフィルム部分のコストを減少するため、粘度を調整するため、又は、ほぼ平面のフィルム部分の熱的特性を変更するため、又は、添加物の、電気的特性、光学的特性、密度に関連した特性、液体障壁若しくは接着剤の粘着性に関連した特性を含む物理的特性の活性に由来する物理的特性の範囲に幅を与えるために、使用してもよい。また、共重合体及び混合物も使用することができる。
【0017】
エンボス加工可能なプラスチック材料を、プラスチック材料内に穴を形成するように形状化及び配設されるポストを有するツールと接触させることができる。例えば、押出エンボス加工、又は圧縮成形を含む、エンボス加工などの多数の異なる技術を使用して、エンボス加工可能なプラスチック材料をツールと接触させることができる。エンボス加工可能なプラスチック材料は、金型と接触するように持ち込まれる、溶融した押出品の形態、又は次いで加熱され、金型と接触するように定置される、予成形フィルムの形態であってもよい。典型的に、プラスチック材料は、最初に、プラスチック材料をその軟化点、融点、又は重合体ガラス転移温度より高く加熱することによって、エンボス加工可能な状態に持ち込まれる。次いで、エンボス加工可能なプラスチック材料は、エンボス加工可能なプラスチックが概して適合する、ポストツールと接触するように持ち込まれる。ポストツールは、一般に、基部表面を含み、ポストは、材料内に形成される穴の望ましい特性を考慮して、基部表面から好適に選択される。例えば、ポストは、望ましいフィルム厚さに対応する高さを有してもよく、先細の穴を提供するために、最も広い直径からポストの高さ未満の最も狭い直径に向かって先細の縁部を有してもよい。
【0018】
次いで、プラスチック材料は、ポストに対応する穴を有する、固体化したプラスチックフィルムを形成するように、固体化することができる。プラスチック材料は、典型的に、ポストツールと接触している間に固体化する。固体化の後、次いで、固体化したプラスチックフィルムを、ポストツールから取り外すことができる。場合によっては、固体化したプラスチックフィルムに、穴を被覆し得る、又は部分的に被覆し得る、いかなる皮も除去するための処理が実施されてもよい。
【0019】
また、微穿孔フィルムを製作するための他の方法も利用することができる。例えば、微穿孔は、レーザー、ニードルパンチ、雄型/雌型ツール、加圧流体を使用して、又は当該技術分野において既知の他の方法によって、フィルム中に製作することができる。
【0020】
別の実施形態では、微穿孔フィルムは、フィルムのほぼ平面のフィルム部分の少なくとも1つの主外表面に沿って管状突起部を有する、構造化フィルムを含み、管状突起部のうちの1つ以上は、穴を含む。代表的な構造化フィルムを図1に示す。図1の、代表的な構造化フィルム10は、ほぼ平面のフィルム部分11、及びほぼ平面のフィルム部分11の第1の主表面13の上方に延びる、複数個の管状突起部12を含む。以下に更に詳細に述べるように、管状突起部12は、第1の主表面13の上方の第1の突起部末端部16から延び、ほぼ平面のフィルム部分11の中を通る又は貫通する、穴15、穴15の少なくとも一部を囲む突起部側壁18、及び第1の突起部末端部16から第1の主表面13までの距離だけ延びる、突起部長さLを含む。
【0021】
構造化フィルムは、図1に示す代表的な構造化フィルム10のほぼ平面のフィルム部分11などのほぼ平面のフィルム部分を含む。ほぼ平面のフィルム部分は、第1の主表面、この第1の主表面の反対側の第2の主表面、及び第1の主表面から第2の主表面へと延びる平均フィルム部分厚さtを有する。本明細書で使用する時、「ほぼ平面のフィルム部分」という用語は、複数個の管状突起部を囲み、それらを互いから分離する、構造化フィルムの部分を示すために用いられる。図1及び図2に示すように、ほぼ平面のフィルム部分は、構造化フィルムの全幅w又は長さlより大幅に小さい平均フィルム部分厚さtを有する、平面のフィルム部分を有する。
【0022】
本発明では、ほぼ平面のフィルム部分の「平均フィルム部分厚さ」(tで表される)は、隣接する管状突起部の間にある数多くの位置でほぼ平面のフィルム部分の厚さを測定し、結果としてフィルム部分厚さの総数xが得られ、x個のフィルム部分厚さの平均部分厚さを計算することによって決定される。典型的に、xは、約3より大きく、望ましくは約3〜約10の範囲である。望ましくは、管状突起部による測定への何らかの影響を最小限とするために、各測定は、隣接する管状突起部のほぼ真ん中の位置で行う。
【0023】
この構造化フィルムのほぼ平面のフィルム部分は、この構造化フィルムの特定の最終用途によって、異なる平均フィルム部分厚さを有する。典型的に、ほぼ平面のフィルム部分は、約508マイクロメートル(μm)(20mil)未満の平均フィルム部分厚さを有する。一部の実施形態では、ほぼ平面のフィルム部分は、約50.8μm(2.0mil)〜約508μm(20mil)の平均フィルム部分厚さを有する。他の実施形態では、ほぼ平面のフィルム部分は、約101.6μm(4.0mil)〜約254μm(10mil)の平均フィルム部分厚さを有する。更に他の実施形態では、ほぼ平面のフィルム部分は、約101.6μm(4.0mil)〜約152.4μm(6.0mil)の平均フィルム部分厚さを有する。
【0024】
構造化フィルムのほぼ平面のフィルム部分は、1つ以上の重合体材料を含むことができる。好適な重合体材料には、ポリプロピレン及びポリエチレンなどのポリオレフィン、オレフィン共重合体(例えば、酢酸ビニルとの共重合体)、ポリエチレンテレフタレート及びポリブチレンテレフタレートなどのポリエステル、ポリアミド(ナイロン−6及びナイロン−6,6)、ポリウレタン、ポリブテン、ポリ乳酸、ポリビニルアルコール、ポリフェニレンサルファイド、ポリスルホン、ポリカーボネート、ポリスチレン、液晶重合体、ポリエチレン−コ−ビニルアセテート、ポリアクリロニトリル、環状ポリオレフィン、又はこれらの組合せが挙げられるが、これらに限定されない。1つの代表的な実施形態では、ほぼ平面のフィルム部分は、ポリプロピレン、ポリエチレン、又はこれらの混合物からなるポリオレフィンを含む。
【0025】
ほぼ平面のフィルム部分は、更に以下に説明する1つ以上の添加物を含んでいてもよい。存在する場合、ほぼ平面のフィルム部分は、典型的に、最大約25重量%の1つ以上の添加物とともに、少なくとも75重量%の上述の重合体材料の1つを含む。望ましくは、ほぼ平面のフィルム部分は、少なくとも80重量%、更に望ましくは少なくとも85重量%、少なくとも90重量%、少なくとも95重量%、及び100重量%の、上述の重合体材料のいずれか1つを含むが、全ての重量はほぼ平面のフィルム部分の総重量に基づく。
【0026】
各種の添加物を、1つ以上の、上に示された重合体から形成された重合体溶融物に加え、押出加工して、添加物をほぼ平面のフィルム部分に組み込んでもよい。典型的に、添加物の量は、構造化フィルムの総重量に基づいて、約25重量%未満であり、望ましくは最大約5.0重量%である。好適な添加物には、上述されるものなどの添加物が挙げられるが、これらに限定されない。
【0027】
1つの代表的な実施形態では、ほぼ平面のフィルム部分は、第1及び第2の主表面を形成し、上述の平均フィルム部分厚さを有する、熱成形可能な材料の単層を含み、熱成形可能な材料は、上述の重合体のうちの1つ以上、及び所望の添加物を含む。構造化フィルムの更なる代表的な実施形態では、ほぼ平面のフィルム部分は、第1及び第2の主表面を形成し、上述の平均フィルム部分厚さを有する、熱成形可能な材料の単層を含み、第1及び第2の主表面は、望ましい基材に配置可能及び/又は取り付け可能となるように、露出している(例えば、被覆されていない)。
【0028】
構造化フィルムは、図1に示す代表的な構造化フィルム10の管状突起部12など、ほぼ平面のフィルム部分の第1の主表面の上方に延びる、複数個の管状突起部を更に含む。この管状突起部は、望ましくは、上述のほぼ平面のフィルム部分を形成するのに使用されたのと同じ熱成形可能な組成物から形成される。1つの望ましい実施形態では、ほぼ平面のフィルム部分及び複数個の管状突起部は、1つ以上の上述の重合体及び所望の添加物を含む、単一の熱成形可能な組成物から形成された、連続する熱成形構造を含む。
【0029】
他の望ましい実施形態では、ほぼ平面のフィルム部分及び複数個の管状突起部は、(i)単一の熱成形可能な組成物から形成された、連続する熱成形構造を含み、(ii)フィルム形成後の突起部形成に適応する必要がない。本明細書で使用する時、「フィルム形成後の突起部形成に適応」という用語は、フィルムに突起部及び/又は開口部を形成するために使用される、従来のプロセスを説明するために使用される。このような従来のプロセスには、既に固体化したフィルム構造(例えば、溶融したフィルム押出品ではない)に突起部を形成するために使用される熱成形工程、ニードルパンチング工程、又は他のフィルム穴開け工程が挙げられるが、これらに限定されない。
【0030】
複数個の管状突起部は、ほぼ平面のフィルム部分の第1の主表面上に一様に分布されてもよく、又は、第1の主表面上に不規則に分布されてもよい。一部の実施形態では、複数個の管状突起部は、ほぼ平面のフィルム部分の第1の主表面(及び、所望により第2の主表面の対応する部分)上に一様に分布している。
【0031】
1つの代表的な実施形態では、構造化フィルムは、ほぼ平面のフィルム部分から延びる、複数個の管状突起部を含み、1つ以上の管状突起部は、(i)第1の主表面の上方の第1の突起部末端部から、ほぼ平面のフィルム部分の中へ又は当該フィルム部分を貫通して延びる、穴と、(ii)穴の少なくとも一部を囲む突起部側壁であって、突起部側壁が、外側の突起部側壁表面と、内側の突起部側壁表面と、突起部側壁厚さとを有する、突起部側壁と、(iii)第1の突起部末端部から第1の主表面までの距離だけ延びる、突起部長さLであって、平均フィルム部分厚さtに対する突起部長さLの割合が、少なくとも約3.5である、突起部長さLと、を含む。他の実施形態では、平均フィルム部分厚さtに対する突起部長さLの割合は、少なくとも約4.0である。更に他の実施形態では、平均フィルム部分厚さtに対する突起部長さLの割合は、約4.0〜約10.0である。
【0032】
管状突起部は、その構造化フィルムの最終用途によりフィルムごとに異なるものの、ほぼ同様の突起部長さを有していてもよい。典型的に、管状突起部は、約25.4μm(1mil)〜約1.27cm(500mil)、より典型的に約50.8μm(2mil)〜約2.54mm(100mil)、及び更により典型的に約508μm(20mil)〜約1.02mm(40mil)の範囲の突起部長さLを有する。
【0033】
この管状突起部は、その突起部穴長さ、突起部穴直径、及び突起部側壁厚さに関して更に説明され、これらの各部寸法は、その構造化フィルムの最終用途により、異なっていてもよい。典型的に、管状突起部は、約25.4μm(1mil)〜約1.32cm(520mil)、より典型的に約50.8μm(2mil)〜約2.79mm(110mil)、及び更により典型的に約508μm(20mil)〜約1.14mm(45mil)の範囲の突起部穴長さ、約25.4μm(1mil)〜約6.35mm(250mil)、より典型的に約25.4μm(1mil)〜約2.54mm(100mil)、及び更により典型的に約25.4μm(1mil)〜約254μm(10mil)の範囲の突起部穴直径、並びに約25.4μm(1mil)〜約508μm(20mil)、より典型的に約25.4μm(1mil)〜約254μm(10mil)、及び更により典型的に約25.4μm(1mil)〜約127μm(5mil)の範囲の突起部側壁厚さを有する。
【0034】
管状突起部は、更に上述の平均フィルム部分厚さtに対する突起部側壁厚さの関係の点から説明してもよい。1つの代表的な実施形態では、管状突起部の少なくとも一部は、ほぼ平面のフィルム部分の平均フィルム部分厚さt以上の突起部側壁厚さを有する。
【0035】
図2A〜図2Fに示すように、管状突起部は、多種多様な形状及び断面構成を有していてもよい。一部の実施形態では、管状突起部は、ほぼ平面のフィルム部分の第2の主表面の下方に位置する、第2の突起部末端部を有する。これらの実施形態では、構造化フィルムは、ほぼ平面のフィルム部分から延びる、複数個の管状突起部を含み、1つ以上の管状突起部は、(i)第1の主表面の上方の第1の突起部末端部から、ほぼ平面のフィルム部分の中へ又は当該フィルム部分を貫通して延びる、穴と、(ii)穴の少なくとも一部を囲む突起部側壁であって、外側の突起部側壁表面と、内側の突起部側壁表面と、突起部側壁厚さとを有する、突起部側壁と、(iii)第1の突起部末端部から第2の主表面の下方の第2の突起部末端部までの距離だけ延びる、末端部から末端部までの突起部長さと、を含む。例えば、図2A及び図2C〜図2Fに示すように、代表的な管状突起部12は、ほぼ平面のフィルム部分11の第2の主表面14の下方に位置する、第2の末端部17を含む。
【0036】
1つ以上の管状突起部が、構造化フィルムのほぼ平面のフィルム部分の第2の主表面の下方に第2の末端部を有する、一部の実施形態では、1つ以上の管状突起部は、望ましくは、第1の突起部末端部から第1の主表面までの距離だけ延びる、上部突起部長さを有し、平均フィルム部分厚さtに対する上部突起部長さ(例えば、突起部長さL)の割合は、少なくとも約3.5である。より望ましくは、平均フィルム部分厚さtに対する上部突起部長さ(例えば、突起部長さL)の割合は、約4.0〜約10.0である。
【0037】
管状突起部は、突起部長さ(例えば、突起部長さL、又は末端部から末端部までの突起部長さ)に沿って変化する、突起部側壁厚さを有してもよい。図2A〜図2Fに示すように、代表的な管状突起部12は、突起部長さに沿ってほぼ一定である突起部側壁厚さ(図2Bの例を参照)、又は突起部長さに沿って変化する突起部側壁厚さ(図2A及び図2C〜図2Fを参照)を含んでいてもよい。1つの代表的な実施形態では、1つ以上の管状突起部は、第1の主表面に隣接して位置する突起基部で第1の壁厚さを有し、第1の突起部末端部で第2の壁厚さを有し、この突起基部とこの第1の突起部末端部との間に位置する突起部中央部で第3の壁厚さを有し、第1の壁厚さと第2の壁厚さは、第3の壁厚さよりも厚い(図2Fの例を参照)。別の代表的な実施形態では、1つ以上の管状突起部は、第1の主表面に隣接して位置する突起基部で第1の壁厚さを有し、第1の突起部末端部で第2の壁厚さを有し、この突起基部と第1の突起部末端部との間に位置する突起部中央部で第3の壁厚さを有し、第1の壁厚さと第2の壁厚さは、第3の壁厚さよりも薄い(図2Eの例を参照)。
【0038】
構造化フィルムの更なる代表的な実施形態では、1つ以上の管状突起部は、ほぼ平面のフィルム部分の第1の主表面の上方に第1の断面積を有し、ほぼ平面のフィルム部分内に第2の断面積を有し、ほぼ平面のフィルム部分の第2の主表面の下方に第3の断面積を有し、第1の断面積は、第2及び第3の断面積未満である(例えば、図2Cを参照)。一部の実施形態では、1つ以上の管状突起部は、管状突起部を貫通して延びる穴(例えば、穴15)と流体連通する、気泡状部分(例えば、図2Cに示す気泡状部分19)を有する。これらの実施形態では、この気泡状部分は、(i)ほぼ平面のフィルム部分内、(ii)第2の主表面の下方、又は(iii)(i)及び(ii)の両方に存在してもよい(図2Cの例を参照)。一部の実施形態では、気泡状部分の下部を取り除いて、構造化フィルムを貫通して、第1の突起部末端部から第2の突起部末端部まで延びる、開口部を提供することができる。例えば、図2Cに示す、管状突起部12の第2の末端部17に沿った気泡状部分19の一部を、図2Cに示す点線B−Bに沿って気泡状部分19を切断して取り除いてもよい。
【0039】
管状突起部は、目的とする断面構成及び管状突起部を形成するのに使用される金型の型式により異なる、外側の突起部断面構成を有していてもよい。例えば、これらの管状突起部は、円、楕円、多角形、正方形、三角形、六角形、多葉形、又はこれらの任意の組合せからなる、外側の管状突起部の断面形状を有していてもよい。
【0040】
構造化フィルムの他の代表的な実施形態では、1つ以上の管状突起部は、ほぼ平面のフィルム部分を貫通して延びる穴(例えば、穴15)を有する(上述されるように、管状突起部の一部を取り除くことを必要として、又は必要とせずに)。図2A〜図2B及び図2D〜図2Fに示すように、代表的な管状突起部12は、第1の突起部末端部16から第2の突起部末端部17まで突起部長さに沿って延びる穴15を含む。図2A〜図2B及び図2D〜図2Fに示すように、穴15の断面積は、第1の突起部末端部16から第2の突起部末端部17まで突起部長さに沿って変化(図2A及び図2D〜図2Fの例を参照)しても、又はほぼ一定(図2Bの例を参照)でもよい。
【0041】
1つの望ましい実施形態では、構造化フィルムは、ほぼ平面のフィルム部分から延びる、複数個の管状突起部を含み、管状突起部の少なくとも一部は、(i)第1の主表面の上方の第1の突起部末端部から、ほぼ平面のフィルム部分を貫通して第2の主表面の下方の第2の突起部末端部まで延びて、構造化フィルムを貫通する開口部を提供する、穴と、(ii)穴の少なくとも一部を囲う突起部側壁であって、外側の突起部側壁表面と、内側の突起部側壁表面と、突起部側壁厚さとを有する、突起部側壁と、(iii)第1の突起部末端部から第2の突起部末端部までの距離だけ延びる、末端部から末端部までの突起部長さと、を含む。
【0042】
典型的に、図2A〜図2Fに示すように、管状突起部は、ほぼ平面のフィルム部分に対してほぼ垂直に延びるが、他の管状突起部のほぼ平面のフィルム部分に対して他の方向も本発明の範囲内である。
【0043】
管状突起部は、構造化フィルムのほぼ平面のフィルム部分の片方又は両方の主表面に沿って、望ましい管状突起部密度、及び構造化フィルムの最終用途に応じて異なる管状突起部密度で存在していてもよい。1つの代表的な実施形態では、管状突起部は、構造化フィルムのほぼ平面のフィルム部分の片方又は両方の主表面に沿って、ほぼ平面のフィルム部分の外表面積に対し、最大約1000個/cm2の管状突起部密度で存在する。典型的に、管状突起部は、構造化フィルムのほぼ平面のフィルム部分の片方又は両方の主表面に沿って、ほぼ平面のフィルム部分の外表面積に対し、約10個/cm2〜約300個/cm2の管状突起部密度で存在する。
【0044】
一部の実施形態では、構造化フィルムは、液体不透過性(例えば、水不透過性)かつ蒸気透過性である。
【0045】
本発明に有用な構造化フィルムを製作する方法は、溶融した押出品のシートをダイから押出する工程と、溶融した押出品の一部が、金型外表面上に位置する複数個の穴に入り、(i)金型の1つ以上の穴内のより高い空気圧と、金型と反対側の溶融した押出品の外表面上のより低い空気圧との間の空気圧差、(ii)溶融した押出品の表面に沿った複数個の突起部の形成をもたらすように、溶融した押出品を金型と接触するように持ち込む工程と、(i)空気圧差を低減し、(ii)複数個の突起部のうちの1つ以上の中に突起部穴を形成するように、金型の1つ以上の穴内の空気が、金型と反対側の溶融した押出品の外表面の方向に向かって移動できるようにする工程と、第1及び第2の主表面と、少なくとも第1の主表面から延びる、複数個の管状突起部とを有する、ほぼ平面のフィルム部分を含む、構造化フィルムを形成するために、溶融した押出品及び複数個の突起部を冷却する工程と、を含む。
【0046】
上記の構造化フィルムを製作する代表的な方法では、持ち込む工程は、溶融した押出品を、金型ロールを含む金型とニップロールとの間で挟む工程を含んでもよい。更に、移動できるようにする工程は、ニップロールが溶融した押出品の金型と反対側の外表面の上に位置しないように、金型ロール及びニップロールを回転する工程を含んでもよい。構造化フィルムを製作する代表的な方法のいずれかでは、移動できるようにする工程の結果として、1つ以上の管状突起部内に、第1の突起部末端部から、ほぼ平面のフィルム部分の中へ又は当該フィルム部分を貫通して延びる、突起穴が生じるように、1つ以上のプロセスパラメータを調整してもよい。調整されるプロセスパラメータには、押出品組成、押出品温度、金型温度、金型速度、金型穴深さ、溶融押出品シート厚さ、又はこれらの組合せが挙げられるが、これらに限定されない。
【0047】
構造化フィルムを製作する他の代表的な方法では、移動できるようにする工程の結果として、1つ以上の管状突起部の中の突起部穴が、第1の突起部末端部から、ほぼ平面のフィルム部分の中へ又は当該フィルム部分を貫通して延びる、突起部穴と流体連通する、気泡状部分を形成するように、1つ以上のプロセスパラメータを調整してもよい。これらの実施形態では、この気泡状部分は、(i)ほぼ平面のフィルム部分内、(ii)第2の主表面の下方、又は(iii)(i)及び(ii)の両方、に位置してもよい。気泡状部分を形成するために調整できるプロセスパラメータには、押出品組成、押出品温度、金型温度、金型速度、金型穴深さ、溶融押出品シート厚さ、又はこれらの組合せが挙げられるが、これらに限定されない。
【0048】
気泡状部分が1つ以上の管状突起部内に形成される一部の実施形態では、構造化フィルムを製作する方法は更に、気泡状部分を開口して、1つ以上の管状突起部を完全に貫通して延びる開口部を提供する工程を含んでもよい。気泡状部分を開口する工程は、気泡状部分の先端を取り除く工程(例えば、気泡状部分の下面から先端を切断する)、気泡状部分に穴を開ける工程(例えば、針若しくは他の尖った物体を用いて)、突起部穴を加圧する工程、気泡状部分の先端を加熱若しくは火炎処理する工程、又は上述の開口する工程の任意の組合せを含んでもよい。
【0049】
他の代表的な構造化フィルムを製作する方法では、1つ以上のプロセスパラメータは、1つ以上の管状突起部を貫通して延びる開口部を提供するために(例えば、上述の開口する工程を必要とすることなく)、工程が、1つ以上の管状突起部内に、第1の突起部末端部からほぼ平面のフィルム部分を貫通して延びる突起部穴をもたらすことができるように、調整される。ここでも、1つ以上の管状突起部を完全に貫通して延びる開口部を形成するために調整できるプロセスパラメータには、押出品組成、押出品温度、金型温度、金型速度、金型穴深さ、溶融押出品シート厚さ、又はこれらの組合せが挙げられるが、これらに限定されない。
【0050】
構造化フィルムを製作する、更なる代表的な方法では、移動できるようにする工程の結果として、1つ以上の管状突起部が構造化フィルムの第1の主表面の上から構造化フィルムの第2の主表面の下まで延びるように、1つ以上の上述のプロセスパラメータを調整してもよい。この実施形態では、この方法は更に、冷却工程の後、必要に応じて、構造化フィルムの第2の外表面の下の熱成形された材料の少なくとも一部を取り除いて、構造化フィルムの1つ以上の管状突起部を、第1の主表面の上方の第1の突起部末端部から第2の主表面の下方の第2の突起部末端部まで、完全に貫通して延びる開口部を提供する工程を含んでもよい。この実施形態では、この方法は更に、構造化フィルムの第2の主表面の下に位置する、ほぼ全ての熱成形された材料が取り除かれて、構造化フィルムが、複数個の管状突起部を、構造化フィルムの第1の主表面に沿ってのみ備えるようにする工程を所望により含むことができる。
【0051】
1つの望ましい実施形態では、構造化フィルムを製作する方法は、溶融した押出品を、ダイから、回転金型ロールと回転ニップロールとの間に形成されるニップの中に押出する工程と、溶融した押出品の一部が、回転金型ロールに位置する、複数個の穴の中に入るようにし、その結果、(i)回転金型ロールの1つ以上の穴の中のより高い空気圧と、溶融した押出品の回転金型ロールと反対側の外表面のより低い空気圧との間の空気圧差、及び(ii)溶融した押出品の表面に沿って、複数個の突起部の形成が得られる、工程と、金型ロール及びニップロールを回転して、回転金型の1つ以上の穴の中の空気が、回転金型ロールと反対側の溶融した押出品の外表面の方向に向かって移動できるようにして、複数個の突起部の1つ以上の中に突起部穴を形成する工程と、溶融した押出品及び複数個の突起部を、溶融した押出品及び複数個の突起部の軟化温度以下まで冷却する工程とを含む。この代表的な方法は、図3に示す代表的な装置30などの装置を使用して実施される。
【0052】
図3に示すように、代表的な装置30は、溶融した押出品32が出てくるダイアセンブリ31を含む。溶融した押出品32は、矢印A1で示される第1の方向に回転するニップロール33と、矢印A2で示される第2の方向に回転する金型ロール34との間の溶融した押出品32が通過する点PAへと進む。点PAでは、ニップロール33は溶融した押出品32の一部を金型ロール34の外表面39の中にある穴(図示せず)に入るようにする。ニップロール33の外表面38は、典型的に、滑らかであり、所望により、剥離材料(例えば、シリコーン又はPTFE)でコーティングされる。溶融した押出品32は、ニップロール33の外表面38の力により、金型ロール34の外表面39の穴(図示せず)を充填し、個々の穴(図示せず)の中の空気圧が上昇して、個々の穴(図示せず)の中のより高い空気圧と溶融した押出品32の金型ロール34と反対側の外表面36のより低い空気圧との間の空気圧差を形成する。
【0053】
ニップロール33及び金型ロール34が回転する際、ニップロール33の外表面38は、溶融した押出品32の外表面36から移動され、これは、個々の穴(図示せず)内の空気が、個々の穴(図示せず)内の溶融した押出品を通って、溶融した押出品32の外表面36に向かって(つまり、より低い空気圧に向かって)移動できるようにする。点PB付近で、金型ロール34の外表面39の個々の穴(図示せず)の中の溶融した押出品は、固化し始める。金型ロール34の外表面39に隣接する溶融した押出品及び個々の穴の側壁表面は、個々の穴の中央位置にある溶融した押出品の中心部よりも先に固化すると考えられている。溶融した押出品32が金型ロール34の外表面39に沿って点PBから点PCに移動するにつれて、上述した空気の動きにより、溶融した押出品の中に穴が生じ、溶融した押出品32の外表面36に向かって急速に移動する。上述のように、空気の動きの結果、(i)溶融した押出品32のほぼ平面のフィルム部分の中へ又は当該フィルム部分を貫通して延びる、穴、(ii)溶融した押出品32のほぼ平面のフィルム部分の中及び/又は下に形成される、気泡、(iii)溶融した押出品32のほぼ平面のフィルム部分を完全に貫通して延びる、穴、(iv)溶融した押出品32のほぼ平面のフィルム部分の第2の主表面の下方の第2の突起部末端部、又は(v)(i)〜(iv)のいずれかの組合せが生じうる。
【0054】
点PC付近で、溶融した押出品32及びその中に形成される管状突起部12は、ほぼ固化している。その中に管状突起部12を有する溶融した押出品32が、金型ロール34の外表面39に沿って移動するにつれて、ほぼ固化した押出品32の外表面36は、矢印A3で示される方向に回転する、送り出しロール33の外表面40と接触するようになる。点PDでは、溶融した押出品32がほぼ固化したものは、金型ロール34の外表面39から分離し、送り出しロール33の外表面40に沿って矢印A4で示される方向に進み、結果として、構造化フィルム37は、管状突起部12をその上に有する。
【0055】
本発明の構造化フィルムの製作について開示された代表的な方法は、上述の重合体材料及び所望により添加物を含む、構造化フィルムを形成するのに使用してもよい。典型的に、熱成形方法の工程は、約120℃〜約370℃の範囲の溶融押出温度範囲において膜形成性の熱成形可能な材料を溶融押出することを伴う。
【0056】
本発明の構造化フィルムの製作について開示された方法は、比較的大きな穴深さ/穴直径比率を有する、構造化フィルムを生産することができる。例えば、1つの代表的な実施形態では、開示された方法は、管状突起部の少なくとも一部が、少なくとも1:1の突起部穴長さ対突起部穴直径の比を有する、構造化フィルムを生産することができる。他の代表的な実施例では、開示された方法は、管状突起部の少なくとも一部が、少なくとも3:1であり、最大では5:1以上にも達する、突起部穴長さ対突起部穴直径の比を有する、構造化フィルムを生産することができる。
【0057】
更に、比較的薄い、ほぼ平面のフィルム部分を提供する能力により、坪量の低いフィルムを得ることができ、重量に気を使う用途に対して有用である可能性がある。本発明の構造化フィルムの坪量が低いものは、更に原材料使用量が少ないこと、及び製造費が安価であることにつながる。開示された方法は、構造化フィルムを生産することができ、管状突起部の少なくとも一部は、少なくとも約1.1:1の突起部穴長さ対平均フィルム部分厚の比を有し、一部の実施形態では、少なくとも約5:1の突起部穴長さ対平均フィルム部分厚さの比を有し、また一部の実施例では、少なくとも約10:1以上の突起部穴長さ対平均フィルム部分厚さの比を有する。
【0058】
構造化フィルムの製作について開示された方法は、上述されるように、突起部長さLを有する管状突起部を生産するために、金型を利用してもよい。例えば、好適な金型は、金型の外表面に複数個の穴を含んでもよく、この穴は、最大1.5cm(588mil)の平均金型穴深さを有する。他の実施形態では、好適な金型は、約27.9μm(1.1mil)〜約3.0mm(117mil)の平均金型穴深さ、及び他の実施形態では、約747μm(29.4mil)〜約1.5mm(58.8mil)の平均金型穴深さを有する、穴を含んでもよい。
【0059】
また、好適な金型は、穴を有してもよく、この穴は、1つ以上の穴の断面形状を有して、望ましい断面形状を有する管状突起部を形成する。好適な穴の断面形状には、円、楕円、多角形、正方形、三角形、六角形、多葉形、又はこれらの任意の組合せが挙げられるが、これらに限定されない。
【0060】
加えて、好適な金型は、金型の外表面に沿って(例えば、金型ロール54の外表面59内に)、任意の望ましい穴の密度を有してもよい。例えば、ある金型は、金型の外表面積に対し、最大約1000個/cm2の穴密度を有してもよい。典型的に、金型は、金型の外表面積に対し、約10個/cm2〜約300個/cm2の範囲の穴密度を有する。
【0061】
本発明の音響複合体は、音響障壁材料を含む。音響障壁材料は、周波数吸収をより低い周波数範囲に移行させ、また、伝達損失の増加も提供する。一部の実施形態では、流れ抵抗性基材は、表面のうちの少なくとも1つの少なくとも一部に固着された音響障壁材料を含む。一部の実施形態では、音響障壁材料は、流れ抵抗性基材の両方の主表面に固着されている。本明細書で使用する時、「固着されている」という用語は、音響障壁材料を基材に音響的に連結する(つまり、接合及び固定する)ための化学的及び機械的手段を含む。他の実施形態では、音響障壁材料は、流れ抵抗性基材内に分布する(つまり、音響障壁材料は、フィルムの内部にある)。
【0062】
本発明の音響複合体で使用する音響障壁材料は、約1g/cm3を超える(好ましくは約2g/cm3を超える、より好ましくは約4g/cm3を超える)密度を有する。好適な音響障壁材料には、例えば、金属、金属合金、金属酸化物、ガラス、ケイ酸塩、鉱物、硫化物、粘土、瀝青、炭酸カルシウム、硫酸バリウム、充填重合体などが挙げられる。
【0063】
音響障壁材料は、任意の有用な形態にすることができる。例えば、音響障壁は、粒子、顆粒、又はビーズであってもよい。音響障壁材料が流れ抵抗性基材の表面上にある、音響複合体では、また、音響障壁材料は、例えば、穴を含む金属ホイルなど、穴を含む質量の連続する層(つまり、「連続する層」)であってもよい。好ましくは、音響障壁材料は、金属粒子、ガラス粒子、及びこれらの組合せからなる群から選択され、より好ましくは、音響障壁は、鋼粒子又はガラス粒子である。
【0064】
本発明の1つの実施形態では、音響障壁材料は、例えば、エチレン−プロピレン−ジエンMクラスゴム(EPDM)、エチレン酢酸ビニル(EVA)、又は重合体より高い密度を有する粒子で充填された、オレフィン系重合体などの重合体を含む、層である。好適な充填剤粒子は、好適な音響障壁材料として、上述される材料のうちのいずれかを含むことができる。充填剤粒子は、約1g/cm3を超える(好ましくは約2g/cm3を超える、より好ましくは約4g/cm3を超える)密度を有する。好ましい充填剤粒子の例には、炭酸カルシウム、硫酸バリウム、及び約1g/cm3を超える密度を有する他の鉱物系粒子が挙げられる。充填剤粒子を含む重合体の密度は、典型的に、約0.07g/cm2〜約0.73g/cm2(約0.15lb/ft2〜約1.5lb/ft2)である。
【0065】
音響障壁材料層(充填剤粒子を含む重合体音響障壁材料層が挙げられるが、これに限定されない)は、穴又は穿孔を含むことができる。穴又は穿孔は、任意の形状であってもよいが、好ましくは、比較的円形の形状である。好ましくは、それらは、約3mm〜約20mmの直径を有し、上述される平面の微穿孔フィルムより、直径が約10〜約300倍長い。この音響障壁材料層の多孔率、又は開口パーセントは、典型的に、約10%〜約60%の範囲である。音響障壁材料層に穴又は穿孔を追加することによって、その坪量を、例えば、約10%〜約50%減少させることができる。
【0066】
「漏れやすい障壁」として既知の音響複合体は、穴又は穿孔を含む上述の音響障壁材料層を流れ抵抗性基材に固着する(例えば、積層する)ことによって、製作することができる。音響障壁材料層の多孔率を変化させることによって、音響複合体の全体の多孔率を変化させることができる。したがって、音響複合体の多孔率は、流れ抵抗性基材の多孔率で乗算した音響障壁材料層の多孔率の関数である。好ましくは、漏れやすい障壁音響複合体の多孔率は、約0.06%〜約50%(より好ましくは約0.06%〜約30%、更により好ましくは約0.06%〜約10%)である。
【0067】
特定の用途のための音響複合体を設計する際、当業者は、既知の質量作用の法則の原理を使用して、適切な音響障壁材料を選択することができる。
【0068】
任意の好適な結合剤を使用して、音響障壁材料を流れ抵抗性基材に固着することができる。好適な結合剤の例には、エチレン/アクリル酸共重合体、ポリエチレン、及びポリ(エチルメチルアクリル)酸などの熱可塑性樹脂、硬化して非粘着性状態となるアクリル感圧性接着剤、並びにエポキシ樹脂、フェノール樹脂、及びポリウレタンなどの粘着性状態を有する、熱硬化性結合剤が挙げられる。好ましくは、結合剤は、エポキシ結合剤である。
【0069】
結合剤は、典型的に、硬化性結合剤前躯体から調製される。硬化性結合剤前躯体は、必要条件ではないが、有機熱硬化性材料及び/又は熱可塑性材料を含むことができる。好ましくは、結合剤前躯体は、放射エネルギー又は熱エネルギーによって硬化することができる。放射エネルギーの源には、電子ビームエネルギー、紫外線、可視光線、及びレーザー光が挙げられる。紫外線又は可視光線が利用される場合、光開始剤が利用されてもよい。
【0070】
有用な熱硬化性結合剤前躯体には、例えば、フェノール樹脂、ポリエステル樹脂、コポリエステル樹脂、ポリウレタン樹脂、ポリアミド樹脂、及びこれらの混合物が挙げられる。有用な温度活性化熱硬化性結合剤前躯体には、フェノールホルムアルデヒド、ノボラックフェノール樹脂(好ましくは、架橋剤が添加されたもの)、フェノプラスト、及びアミノプラストなどのホルムアルデヒド含有樹脂、不飽和ポリエステル樹脂、ビニルエステル樹脂、アルキル樹脂、アリル樹脂、フラン樹脂、エポキシ、ポリウレタン、シアン酸エステル、並びにポリイミドが挙げられる。放射エネルギーによって硬化することができる、有用な結合剤前躯体には、アクリル酸ウレタン、アクリル酸エポキシ、エチレン性不飽和化合物、ペンダントアクリレート基を有するアミノプラスト誘導体、少なくとも1つのペンダントアクリレート基を有するイソシアネート誘導体、ビニルエーテル、エポキシ樹脂、及びこれらの組合せが挙げられる。
【0071】
有用な熱可塑性硬化性結合剤前躯体には、ポリエチレン及びポリプロピレンなどのポリオレフィン樹脂、ポリエステル及びコポリエステル樹脂、ポリ塩化ビニル及び塩化ビニル−酢酸ビニル共重合体などのビニル樹脂、ポリビニルブチラール、酢酸セルロース、ポリアクリル、及びアクリロニトリル−スチレン共重合体などのアクリル共重合体を含むアクリル樹脂、並びにポリアミド、コポリアミド、及びこれらの組合せが挙げられる。
【0072】
音響障壁材料は、結合剤(又は結合剤前躯体)と混合し、次いで流れ抵抗性基材の表面に追加することができる。別の方法としては、最初に、流れ抵抗性基材上に結合剤(又は結合剤前躯体)をコーティングすることができ、次いでコーティングされた基材に、音響材料を追加することができる。いずれの場合でも、結合剤は、任意の望ましいパターン(例えば、点又は縞模様)にパターン形成することができる。パターンは、例えば、ステンシル穴又はスクリーンによって結合剤(又は結合剤前躯体)を適用することによって得ることができる。また、結合剤(又は結合剤前躯体)は、回転スクリーン印刷、ロールコーティング、ダイコーティング、粒塊の機械的定置、又は当該技術分野において既知の任意の手段を使用して、流れ抵抗性基材上にコーティングすることもできる。典型的に、音響障壁材料及び結合剤は一緒に、流れ抵抗性基材の主表面の約20%〜約99.98%(好ましくは、約20%〜約99.5%)を被覆する。
【0073】
音響障壁材料が流れ抵抗性基材内に分布した実施形態では、音響障壁材料を含む重合体材料は、押出、圧延(calendar)、及び/又は押圧することができる。また、流れ抵抗性基材を有する、障壁材料が分布された音響複合体を製作するために、米国特許第4,486,200号(Heyerら)の方法も使用することができる。本発明の音響複合体は、典型的に、約0.002%〜約50%(好ましくは約0.5%〜約50%、より好ましくは約0.5%〜約15%)の多孔率を有する。音響複合体の多孔率は、(裸の)流れ抵抗性基材の多孔率、並びに結合剤及び音響障壁材料の被覆率の両方の関数である。
【0074】
当業者は、音響複合体又は音響複合体システムを設計する際、多数の変数を考慮しなければならないことを理解するであろう。吸音及び伝達損失に影響を与えることができる主要な変数には、音響フィルムの質量、及び穿孔フィルムの抵抗流れが挙げられる。フィルムの抵抗流れ又は多孔率は、音響システムの吸収特性に最も大きな影響を及ぼす。システムの質量は、伝達損失に最も大きな影響を及ぼす。広くは、穴直径/多孔率が増加する(及びそれによって抵抗流れが減少する)と、吸収曲線は、より高い周波数吸収に移行し、周波数範囲は広がる。穴直径/多孔率が減少する(及びそれによって抵抗流れが増加する)と、吸収曲線は、より低い周波数に移行し、周波数吸収の範囲は狭くなる。伝達損失は、質量作用の法則によって直接影響を受ける。フィルムの質量が増加すると、伝達損失は増加する。また、質量は、システムの質量が増加される際、吸収曲線をより低い周波数に移行することによって、吸収に影響を及ぼす。
【0075】
また、音響複合体又は音響複合体システムを設計する際に選択される材料は、非音響特性にも影響を及ぼすことができる。選択される材料によって、本発明の音響複合体は、以下の特性、無線周波数、熱伝達、熱反射、伝導度(電気、熱、又は光の)、非伝導度(電気、熱、又は光の)、電磁波、光反射若しくは光透過、難燃性、可撓性、又は伸張性のうちの1つ以上を提供することができる。
【0076】
本発明の音響複合体は、1つ以上の所望の層を含むことができる。好適な追加層には、布地層(例えば、織布、不織布、及び編物)、紙層、色含有層(例えば、印刷層)、米国特許出願第60/728,230号に開示されるものなどのサブミクロン繊維層、発泡体、粒子の層、ホイル層、フィルム、装飾布地層、膜(つまり、透析膜、逆浸透膜などの透過性が制御されたフィルム)、網目、メッシュ、網状ワイヤ及びチューブ、又はこれらの組合せが挙げられるが、これらに限定されない。
【0077】
流れ抵抗性基材が管状突起部を含む、本発明の音響複合体の実施形態では、(i)構造化フィルムのほぼ平面のフィルム部分の第1の主表面の上方に延びる管状突起部末端部(例えば、第1の突起部末端部)上に、及び/又はそれと接触して、(ii)ほぼ平面のフィルム部分の第2の主表面の下方に延びる管状突起部末端部(例えば、第2の突起部末端部)上に、及び/又はそれと接触して、(iii)ほぼ平面のフィルム部分の第2の主表面(例えば、第2の主表面)上に、及び/又はそれと接触して、(iv)(i)及び(ii)の両方に、又は(v)(i)及び(iii)の両方に、1つ以上の追加層が存在してもよい。
【0078】
本発明の音響複合体は、それらの間に空洞を画定するために、反射面の付近に配置することができる。空洞は、単に空隙であってもよく、又はこれは、例えば、不織布材料を含むことができる。空洞の深さは、典型的に、音響複合体が利用される周波数範囲に依存する。空洞深さの増加は、例えば、吸収の周波数曲線をより低い周波数に移行する。広くは、しかしながら、空洞の深さは、約0.3cm(1/8インチ)〜約15cm(6インチ)(好ましくは、約0.3cm(1/8インチ)〜約2.5cm(1インチ))の範囲に及ぶ。
【0079】
音響複合体は、多数の方法で、反射面の付近に配置することができる。例えば、音響複合体は、反射面を含む構造体に取り付けることができる。この場合、音響複合体は、その縁部上及び/又はその内部に取り付けることができる。音響複合体は、ドレープと同様に、反射面の付近で構造体から吊るすことができる。音響複合体と反射面との間に、離間構造体(例えば、ハチの巣構造体)を定置することができる。
【0080】
反射面は、例えば、自動車の表面(例えば、自動車のボンネット、ダッシュボード、又は底部表面)、壁若しくは天井又は建物、窓などであってもよい。また、反射面は、金属プレート又は裏当てフィルムであってもよい。
【0081】
例えば、自動車のカーペット下の用途などの一部の用途では、音響複合体は、カーペット、音響複合体、及び不織布層の層を含む層状構成の一部として提供することができる。好ましくは、不織布層は、再生毛織地(例えば、布地片又は寸断された布から製作された繊維性材料)を含む。層状構成は更に、金属プレートを含むことができる。多くの場合、金属プレートは、自動車の一体部分である。そのような層状構成は、比較的軽量のシステムで、良好な音響性能を提供する。
【0082】
本発明の音響複合体(及び音響複合体を含有するシステム)は、多種多様な用途に使用することができる。これらは、吸音及び遮音壁用途などの音響用途において特に有用である。1つの代表的な実施形態では、音響複合体を使用する方法は、領域内に吸音及び伝達損失を提供するための方法を含み、方法は、領域の少なくとも一部を本発明の音響複合体で囲む工程を含む。音響複合体は、約500Hz(好ましくは約400Hz、より好ましくは約250Hz、最も好ましくは約100Hz)〜約4000Hzの範囲の周波数で、約50%以上の吸音を提供することができる。また、音響複合体は、約500Hz(好ましくは約400Hz、より好ましくは約250Hz、最も好ましくは約100Hz)〜約4000Hzの範囲の周波数で、約3dB〜約30dBの範囲の音響伝達損失も提供することができる。
【0083】
一部の実施形態では、全領域が、音響複合体単独によって、又は上述されるような1つ以上の所望の層との組合せによって、囲まれてもよい。
【0084】
領域を囲む工程は、音響複合体を領域の少なくとも一部の上に位置付ける工程を含んでもよい。一部の実施形態では、囲む工程は、音響複合体又は複合体システムを領域の少なくとも一部の上に位置付ける工程を含んでもよい。囲む工程は更に、音響複合体又は複合体システムを基材に取り付ける工程を含んでもよい。音響複合体又は複合体システムを所与の基材に取り付けるために、上述の取り付け方法のうちのいずれかが使用されてもよい。好適な基材には、建物の壁、建物の天井、建物の壁若しくは天井を形成するための建物材料、金属シート、ガラス基材、ドア、窓、車両構成要素、機械構成要素、電子機器(例えば、プリンタ、ハードドライブなど)、又は電気製品構成要素が挙げられ得るが、これらに限定されない。
【0085】
本発明の他の実施形態では、音響複合体を使用する方法は、音源物体と領域との間の吸音及び伝達損失を提供するための方法を含む。この代表的な方法では、方法は、音源物体と領域との間に音響複合体を提供する工程を含んでもよい。音響複合体は、約500Hz(好ましくは約400Hz、より好ましくは約250Hz、最も好ましくは約100Hz)〜約4000Hzの範囲の周波数で、約50%以上の吸音を提供することができる。また、音響複合体は、約500Hz(好ましくは約400Hz、より好ましくは約250Hz、最も好ましくは約100Hz)〜約4000Hzの範囲の周波数で、約3dB〜約30dBの範囲の音響伝達損失も提供することができる。
【0086】
音源物体には、自動車のエンジン、機械の一部、電気製品のモータ又はその他の電気製品の稼動する構成要素、テレビなどの電子機器、動物などを含む音響を発生するいずれの物体であってもよいが、これらに限定されない。
【0087】
本発明の音響複合体を使用する上記の代表的な方法のいずれかにおける領域は、音が吸収される、及び/又は制限される、任意の領域であってもよい。好適な領域には、部屋の内部、車両の内部若しくは車両内の他の位置、機械の一部、電気製品、オフィス若しくは工業地帯の別個の音低減領域、録音若しくは複製領域、劇場若しくはコンサートホールの内部、音が悪影響を及ぼし得る、無響の分析若しくは実験室又はチャンバ、並びに耳を雑音から隔離及び/又は保護するための耳当て若しくは耳カバーが挙げられ得るが、これらに限定されない。
【0088】
また、本発明の音響複合体は、カーペットシステム内の抵抗膜層として使用されてもよい。この実施形態では、積層体を形成するために、音響複合体の各側に、布地の1つ以上の層が取り付けられる。
【実施例】
【0089】
本発明の目的及び利点は、以下の実施例によって更に例示されるが、これらの実施例において列挙された特定の材料及びその量は、他の諸条件及び詳細と同様に、本発明を過度に制限するものと解釈されるべきではない。
【0090】
実施例1及び2:SSビーズ(実施例1)又はガラスビーズ(実施例2)を有する、微穿孔フィルム
材料
1.本質的に、米国特許第6,617,002号(Wood)に記載されるように、微穿穴(121個の穴/cm3(780個の穴/インチ3))によって、0.13mm(又は5mil)の平均直径を有する穴が開けられた、0.51mm(又は20mil)の厚さを有する、微穿孔フィルムが製作された。
【0091】
2.パック当たり50ccのエポキシ樹脂(3M Company(St.Paul,Minnesota)から入手可能なScotch−Weld,DP100 Fast Cure)
3.充填剤としてのビーズ:ステンレス鋼ビーズ、直径:0.2mm(又は8mil)、ガラスビーズ:0.075mm(又は3mil)。
【0092】
4.穴直径が1.63mm、穴密度が11個/平方cm(74個の穴/平方インチ)の、0.76mm(30mil)の厚さを有する、ステンレス鋼スクリーン。
【0093】
5.アセトン、溶媒等級
手順:
基材としての微穿孔フィルムは、アセトン中にエポキシ樹脂(Scotch−Weld DP100)溶液が1%の溶液で下塗りされた。次いで、フィルムは、換気されたボンネット内で、室温で4時間乾燥された。17.8cm(7インチ)×17.8cm(7インチ)の下塗りされたフィルムは、平坦な表面上に置かれ、次いで、離型処理された(Rocket Release,E302,Stoner,Inc.(Quarryville,PA))金属スクリーンによって被覆された。重量が18gのエポキシ樹脂混合物が混合され、140gのステンレス鋼ビーズ(又は80gのガラスビーズ)がエポキシ樹脂に混合された。混合した後、即座に、結果として生じる混合物は、金属スクリーンの上に注がれ、スクレーパーを使用して、余分が除去された。混合物が注がれた後、直ちに、金属スクリーンは、基材から取り外された。金属/エポキシが上に印刷されたフィルムは、任意の更なる処理の前に、室温で更に2時間硬化された。実施例1の結果として生じる音響複合体を、5倍率で図4に示す。
【0094】
ガラスビーズベース:重量増加:422g/m2
鋼ビーズベース:重量増加:1899g/m2
実施例3及び4:SSビーズ(実施例3)又はガラスビーズ(実施例4)を有する、抵抗性不織布スクリム
材料
1.Kimberly−Clarkからの不織布スクリム、ポリプロピレン1.5oz/平方ヤードSMSスパンボンド。通気抵抗は、17レイルである。
【0095】
2.パック当たり50ccのエポキシ樹脂(Scotch−Weld,DP100 Fast Cure)
3.充填剤としてのビーズ:ステンレス鋼ビーズ、直径:0.2mm(又は8mil)、ガラスビーズ:0.075mm(又は3mil)。
【0096】
4.穴直径が1.63mm、穴密度が74個の穴/平方インチの、0.76mm(30mil)の厚さを有する、ステンレス鋼スクリーン。
【0097】
手順:
17.8cm(7インチ)×17.8cm(7インチ)の抵抗性スクリム試料は、平坦な表面上に置かれ、次いで、離型処理された(Rocket Release,E302)金属スクリーンによって被覆された。重量が18gのエポキシ樹脂混合物が混合され、140gのステンレス鋼ビーズ(又は80gのガラスビーズ)がエポキシ樹脂に混合された。混合した後、即座に、結果として生じる混合物は、金属スクリーンの上に注がれ、スクレーパーを使用して、余分が除去された。混合物が注がれた後、直ちに、金属スクリーンは、基材から取り外された。金属/エポキシが上に印刷されたフィルムは、任意の更なる処理の前に、室温で更に2時間硬化された。
【0098】
ガラスビーズベース:重量増加:791g/m2
鋼ビーズベース:重量増加:1793g/m2
実施例5〜7:EPDMゴムとともに積層された微穿孔フィルム
材料
1.米国特許第6,617,002号に記載されるように、0.13mmの平均直径を有する穴のある、0.51mmの厚さを有する、微穿孔フィルムが製作された。
【0099】
2.3.4mmの厚さ、及び約4200〜4300g/m2の坪量を有する、EPDM(エチレン−プロピレン−ジエン単量体)ゴムのシート。
【0100】
3.感圧性スプレー接着剤、3M(商標)Super 77(商標)又は3M Hi−Strength 90。
【0101】
4.ステンレス鋼シート(0.305m×0.610m×0.006m)
5.鋼ブロック重量(9.07kg)
手順:
EPDMゴムシート、及びまた、微穿孔フィルムから、直径が120mmの円が切断された。次いで、鋼ルールダイを使用して、EPDMシートに、実施例5では12.7mm(実施例6では19.05mm、実施例7では6.35mm)の直径の穴が開けられた。穴の数は、実施例5では12個(実施例6では6個、実施例7では40個)であり、直径が120mmの円形EPDMゴムの中央周囲、及び直径が100mmの領域内に対称的に分布された。実施例5では、結果として生じる多孔率は、約0.07%であった。実施例6では、結果として生じる多孔率は、約0.08%であった。実施例7では、結果として生じる多孔率は、約0.06%であった。次いで、穴を有する円形のEPDMは、スプレー接着剤でスプレーされた。即座に、微穿孔フィルムは、EPDMゴム層の上に定置された。次いで、微穿孔フィルム及び感圧性接着剤を有するEPDMゴムは、2つのステンレス鋼シート間に定置され、次いで、重量(約9.07kg)が、ステンレス鋼シートの上に5時間より長く定置された。
【0102】
実施例8:テープと積層された微穿孔フィルム
材料
1.米国特許第6,617,002号に記載されるように、0.13mmの平均直径を有する穴のある、0.51mmの厚さを有する、微穿孔フィルムが製作された。
【0103】
2.片側上に感圧性接着剤を有する、箱封止テープ、3M(商標)Scotch(商標)355。
【0104】
手順:
微穿孔フィルムから、直径が120mmの円が切断された。次いで、微穿孔フィルム領域の大部分を被覆するために、微穿孔フィルム上に約3〜4シートの箱封止テープが適用され、約99.998%の領域が被覆された。感圧性側が、微穿孔フィルム表面に対して定置された。最も内部の直径が100mmの円領域の中央に向かって、約0.002%の多孔率が定置された。
【0105】
音響試験
吸音試験は、実施例1〜8の試料、並びに音響障壁材料のない、微穿孔フィルム及び抵抗性スクリム試料(比較例1及び2)で実施された。64mmの正方形チューブを使用する、Bruel & Kjaer(Norcross,Georgia)モデル6205インピーダンスチューブ試験器が利用された。試験は、ASTM文書#5285によって実行された。インピーダンスチューブ試験結果を、図5〜図10に示す。
【0106】
本発明の範囲及び趣旨から逸脱しない本発明の様々な変更や改変は、当業者には明らかとなるであろう。本発明は、本明細書で述べる例示的な実施形態及び実施例によって不当に限定されるものではないこと、また、こうした実施例及び実施形態は、本明細書において以下に記述する特許請求の範囲によってのみ限定されると意図する本発明の範囲に関する例示のためにのみ提示されることを理解すべきである。
【特許請求の範囲】
【請求項1】
流れ抵抗性基材の主表面の少なくとも一部に固着された固体音響障壁材料を有する、流れ抵抗性基材を備える、音響複合体であって、前記音響障壁材料が、約1g/cm3を超える密度を有し、前記音響複合体が、約0.002%〜約50%の多孔率を有する、音響複合体。
【請求項2】
前記音響複合体が、約0.5%〜約50%の多孔率を有する、請求項1に記載の音響複合体。
【請求項3】
前記音響複合体が、約0.5%〜約15%の多孔率を有する、請求項2に記載の音響複合体。
【請求項4】
結合剤を用いて流れ抵抗性基材の主表面の少なくとも一部に固着された固体音響障壁材料を有する、流れ抵抗性基材を備える、音響複合体であって、前記音響障壁材料が、約1g/cm3を超える密度を有し、前記障壁及び前記結合剤が一緒に、前記主表面の約20%〜約99.998%を被覆する、音響複合体。
【請求項5】
前記障壁及び前記結合剤が一緒に、前記主表面の約20%〜約99.5%を被覆する、請求項4に記載の音響複合体。
【請求項6】
前記流れ抵抗性基材が、不織布を備える、請求項1〜5のいずれか一項に記載の音響複合体。
【請求項7】
前記流れ抵抗性基材が、微穿孔フィルムである、請求項1〜5のいずれか一項に記載の前記音響複合体。
【請求項8】
前記流れ抵抗性基材が、複数個の微穿孔を備える、重合体微穿孔フィルムであり、前記微穿孔が、それぞれ、前記フィルム厚さ未満の最も狭い直径と、前記最も狭い直径を超える最も広い直径と、を有する、請求項7に記載の音響複合体。
【請求項9】
前記流れ抵抗性基材が、
第1の主表面と、第2の主表面と、平均フィルム部分厚さとを有する、ほぼ平面のフィルム部分と、
前記ほぼ平面のフィルム部分から延びる、複数個の管状突起部であって、1つ以上の管状突起部が、穴を備える、複数個の管状突起部と、を備える、微穿孔フィルムである、請求項7に記載の音響複合体。
【請求項10】
前記管状突起部のうちの1つ以上が、
(i)前記第1の主表面の上方の第1の突起部末端部から、前記ほぼ平面のフィルム部分の中へ又は当該フィルム部分を貫通して延びる、穴と、
(ii)前記穴の少なくとも一部を囲む突起部側壁であって、前記突起部側壁が、外側の突起部側壁表面と、内側の突起部側壁表面と、突起部側壁厚さとを有する、突起部側壁と、
(iii)前記第1の突起部末端部から前記第1の主表面までの距離だけ延びる、突起部長さであって、前記平均フィルム部分厚さに対する前記突起部長さの割合が、少なくとも約3.5である、突起部長さと、を備える、請求項9に記載の音響複合体。
【請求項11】
前記ほぼ平面のフィルム部分が、熱成形可能な材料を含み、前記管状突起部のうちの1つ以上が、
(i)前記第1の主表面の上方の第1の突起部末端部から、前記ほぼ平面のフィルム部分の中へ又は当該フィルム部分を貫通して延びる、穴と、
(ii)前記穴の少なくとも一部を囲む突起部側壁であって、前記突起部側壁が、前記熱成形可能な材料を含み、外側の突起部側壁表面と、内側の突起部側壁表面と、突起部側壁厚さとを有する、突起部側壁と、
(iii)前記第1の突起部末端部から前記第2の主表面の下方の第2の突起部末端部までの距離だけ延びる、末端部から末端部までの突起部長さと、を備える、請求項9に記載の音響複合体。
【請求項12】
前記ほぼ平面のフィルム部分が、熱成形可能な材料を含み、前記管状突起部の少なくとも一部が、
(i)前記第1の主表面の上方の第1の突起部末端部から、前記ほぼ平面のフィルム部分の中へ延びる、又は当該フィルム部分を貫通して前記ほぼ平面のフィルム部分の下方の第2の突起部末端部まで延びて、前記構造化フィルムを貫通する開口部を提供する、穴と、
(ii)前記穴の少なくとも一部を囲む突起部側壁であって、前記突起部側壁が、前記熱成形可能な材料を含み、外側の突起部側壁表面と、内側の突起部側壁表面と、突起部側壁厚さとを有する、突起部側壁と、
(iii)前記第1の突起部末端部から前記第2の突起部末端部までの距離だけ延びる、末端部から末端部までの突起部長さと、を備える、請求項9に記載の音響複合体。
【請求項13】
前記流れ抵抗性基材が、液体不透過性かつ蒸気透過性である、請求項9〜12のうちのいずれか一項に記載の音響複合体。
【請求項14】
前記音響障壁材料が、金属粒子、ガラス粒子、及びこれらの組合せからなる群から選択される粒子を含む、請求項1〜13のいずれか一項に記載の音響複合体。
【請求項15】
前記音響障壁材料が、鋼粒子を含む、請求項14に記載の音響複合体。
【請求項16】
前記音響障壁材料が、エポキシ結合剤を用いて前記流れ抵抗性基材に固着されている、請求項1〜15のいずれか一項に記載の音響複合体。
【請求項17】
前記音響障壁材料が、結合剤の不連続のコーティングを用いて前記流れ抵抗性基材に固着されている、請求項1〜16のいずれか一項に記載の音響複合体。
【請求項18】
前記音響障壁材料が、穴を備えた連続する層である、請求項1〜16のいずれか一項に記載の音響複合体。
【請求項19】
前記音響障壁材料が、充填剤粒子を含む、請求項1〜18のいずれか一項に記載の音響複合体。
【請求項20】
織布若しくは不織布材料又は発泡体を備える、1つ以上の層を更に備える、請求項1〜19のいずれか一項に記載の音響複合体。
【請求項21】
音響複合体システムであって、
(a)カーペットの層と、
(b)請求項1〜20のいずれか一項に記載の音響複合体と、
(c)不織布層と、を備える、音響複合体システム。
【請求項22】
前記不織布層が、再生毛織地を備える、請求項21に記載の音響複合体システム。
【請求項23】
前記不織布層が、発泡体を備える、請求項21に記載の音響複合体システム。
【請求項24】
金属プレートを更に備える、請求項21〜23のいずれか一項に記載の音響複合体システム。
【請求項25】
音響複合体システムであって、
(a)反射面と、
(b)請求項1〜20のいずれか一項に記載の音響複合体と、
を備え、前記音響複合体及び前記反射面が、それらの間に空洞を画定するように、前記音響複合体が、前記反射面の付近に配置される、音響複合体システム。
【請求項26】
前記音響複合体を前記表面から離間するために、前記音響複合体と前記反射面との間に配置される、離間構造を更に備える、請求項25に記載の音響複合体システム。
【請求項27】
前記反射面が、自動車の表面である、請求項25又は26に記載の音響複合体システム。
【請求項28】
前記反射面が、裏当てフィルムである、請求項25又は26に記載の音響複合体システム。
【請求項29】
請求項1〜28のいずれか一項に記載の音響複合体又は音響複合体システムを用いて、領域の少なくとも一部を囲む工程を含む、領域内の吸音及び伝達損失を提供するための方法であって、約500Hz〜約4000Hzの範囲の周波数では、前記音響複合体が、約3dB〜約30dBの範囲の音響伝達損失、及び少なくとも約50%の吸音を提供する、方法。
【請求項30】
音源物体と領域との間に、請求項1〜28のいずれか一項に記載の音響複合体又は音響複合体システムを提供する工程を含む、音源物体と前記領域との間の吸音及び伝達損失を提供するための方法であって、約500Hz〜約4000Hzの範囲の周波数では、前記音響複合体が、約3dB〜約30dBの範囲の音響伝達損失、及び少なくとも約50%の吸音を提供する、方法。
【請求項31】
約100Hz〜約4000Hzの範囲の周波数では、前記音響複合体が、約3dB〜約30dBの範囲の音響伝達損失、及び少なくとも約50%の吸音を提供する、請求項29又は30に記載の方法。
【請求項32】
基材内に分布した固体音響障壁材料を含む、流れ抵抗性基材を備える、音響複合体であって、前記音響障壁材料が、約1g/cm3を超える密度を有し、前記音響複合体が、約0.002%〜約50%の多孔率を有する、音響複合体。
【請求項33】
前記音響複合体が、約0.5%〜約50%の多孔率を有する、請求項32に記載の音響複合体。
【請求項1】
流れ抵抗性基材の主表面の少なくとも一部に固着された固体音響障壁材料を有する、流れ抵抗性基材を備える、音響複合体であって、前記音響障壁材料が、約1g/cm3を超える密度を有し、前記音響複合体が、約0.002%〜約50%の多孔率を有する、音響複合体。
【請求項2】
前記音響複合体が、約0.5%〜約50%の多孔率を有する、請求項1に記載の音響複合体。
【請求項3】
前記音響複合体が、約0.5%〜約15%の多孔率を有する、請求項2に記載の音響複合体。
【請求項4】
結合剤を用いて流れ抵抗性基材の主表面の少なくとも一部に固着された固体音響障壁材料を有する、流れ抵抗性基材を備える、音響複合体であって、前記音響障壁材料が、約1g/cm3を超える密度を有し、前記障壁及び前記結合剤が一緒に、前記主表面の約20%〜約99.998%を被覆する、音響複合体。
【請求項5】
前記障壁及び前記結合剤が一緒に、前記主表面の約20%〜約99.5%を被覆する、請求項4に記載の音響複合体。
【請求項6】
前記流れ抵抗性基材が、不織布を備える、請求項1〜5のいずれか一項に記載の音響複合体。
【請求項7】
前記流れ抵抗性基材が、微穿孔フィルムである、請求項1〜5のいずれか一項に記載の前記音響複合体。
【請求項8】
前記流れ抵抗性基材が、複数個の微穿孔を備える、重合体微穿孔フィルムであり、前記微穿孔が、それぞれ、前記フィルム厚さ未満の最も狭い直径と、前記最も狭い直径を超える最も広い直径と、を有する、請求項7に記載の音響複合体。
【請求項9】
前記流れ抵抗性基材が、
第1の主表面と、第2の主表面と、平均フィルム部分厚さとを有する、ほぼ平面のフィルム部分と、
前記ほぼ平面のフィルム部分から延びる、複数個の管状突起部であって、1つ以上の管状突起部が、穴を備える、複数個の管状突起部と、を備える、微穿孔フィルムである、請求項7に記載の音響複合体。
【請求項10】
前記管状突起部のうちの1つ以上が、
(i)前記第1の主表面の上方の第1の突起部末端部から、前記ほぼ平面のフィルム部分の中へ又は当該フィルム部分を貫通して延びる、穴と、
(ii)前記穴の少なくとも一部を囲む突起部側壁であって、前記突起部側壁が、外側の突起部側壁表面と、内側の突起部側壁表面と、突起部側壁厚さとを有する、突起部側壁と、
(iii)前記第1の突起部末端部から前記第1の主表面までの距離だけ延びる、突起部長さであって、前記平均フィルム部分厚さに対する前記突起部長さの割合が、少なくとも約3.5である、突起部長さと、を備える、請求項9に記載の音響複合体。
【請求項11】
前記ほぼ平面のフィルム部分が、熱成形可能な材料を含み、前記管状突起部のうちの1つ以上が、
(i)前記第1の主表面の上方の第1の突起部末端部から、前記ほぼ平面のフィルム部分の中へ又は当該フィルム部分を貫通して延びる、穴と、
(ii)前記穴の少なくとも一部を囲む突起部側壁であって、前記突起部側壁が、前記熱成形可能な材料を含み、外側の突起部側壁表面と、内側の突起部側壁表面と、突起部側壁厚さとを有する、突起部側壁と、
(iii)前記第1の突起部末端部から前記第2の主表面の下方の第2の突起部末端部までの距離だけ延びる、末端部から末端部までの突起部長さと、を備える、請求項9に記載の音響複合体。
【請求項12】
前記ほぼ平面のフィルム部分が、熱成形可能な材料を含み、前記管状突起部の少なくとも一部が、
(i)前記第1の主表面の上方の第1の突起部末端部から、前記ほぼ平面のフィルム部分の中へ延びる、又は当該フィルム部分を貫通して前記ほぼ平面のフィルム部分の下方の第2の突起部末端部まで延びて、前記構造化フィルムを貫通する開口部を提供する、穴と、
(ii)前記穴の少なくとも一部を囲む突起部側壁であって、前記突起部側壁が、前記熱成形可能な材料を含み、外側の突起部側壁表面と、内側の突起部側壁表面と、突起部側壁厚さとを有する、突起部側壁と、
(iii)前記第1の突起部末端部から前記第2の突起部末端部までの距離だけ延びる、末端部から末端部までの突起部長さと、を備える、請求項9に記載の音響複合体。
【請求項13】
前記流れ抵抗性基材が、液体不透過性かつ蒸気透過性である、請求項9〜12のうちのいずれか一項に記載の音響複合体。
【請求項14】
前記音響障壁材料が、金属粒子、ガラス粒子、及びこれらの組合せからなる群から選択される粒子を含む、請求項1〜13のいずれか一項に記載の音響複合体。
【請求項15】
前記音響障壁材料が、鋼粒子を含む、請求項14に記載の音響複合体。
【請求項16】
前記音響障壁材料が、エポキシ結合剤を用いて前記流れ抵抗性基材に固着されている、請求項1〜15のいずれか一項に記載の音響複合体。
【請求項17】
前記音響障壁材料が、結合剤の不連続のコーティングを用いて前記流れ抵抗性基材に固着されている、請求項1〜16のいずれか一項に記載の音響複合体。
【請求項18】
前記音響障壁材料が、穴を備えた連続する層である、請求項1〜16のいずれか一項に記載の音響複合体。
【請求項19】
前記音響障壁材料が、充填剤粒子を含む、請求項1〜18のいずれか一項に記載の音響複合体。
【請求項20】
織布若しくは不織布材料又は発泡体を備える、1つ以上の層を更に備える、請求項1〜19のいずれか一項に記載の音響複合体。
【請求項21】
音響複合体システムであって、
(a)カーペットの層と、
(b)請求項1〜20のいずれか一項に記載の音響複合体と、
(c)不織布層と、を備える、音響複合体システム。
【請求項22】
前記不織布層が、再生毛織地を備える、請求項21に記載の音響複合体システム。
【請求項23】
前記不織布層が、発泡体を備える、請求項21に記載の音響複合体システム。
【請求項24】
金属プレートを更に備える、請求項21〜23のいずれか一項に記載の音響複合体システム。
【請求項25】
音響複合体システムであって、
(a)反射面と、
(b)請求項1〜20のいずれか一項に記載の音響複合体と、
を備え、前記音響複合体及び前記反射面が、それらの間に空洞を画定するように、前記音響複合体が、前記反射面の付近に配置される、音響複合体システム。
【請求項26】
前記音響複合体を前記表面から離間するために、前記音響複合体と前記反射面との間に配置される、離間構造を更に備える、請求項25に記載の音響複合体システム。
【請求項27】
前記反射面が、自動車の表面である、請求項25又は26に記載の音響複合体システム。
【請求項28】
前記反射面が、裏当てフィルムである、請求項25又は26に記載の音響複合体システム。
【請求項29】
請求項1〜28のいずれか一項に記載の音響複合体又は音響複合体システムを用いて、領域の少なくとも一部を囲む工程を含む、領域内の吸音及び伝達損失を提供するための方法であって、約500Hz〜約4000Hzの範囲の周波数では、前記音響複合体が、約3dB〜約30dBの範囲の音響伝達損失、及び少なくとも約50%の吸音を提供する、方法。
【請求項30】
音源物体と領域との間に、請求項1〜28のいずれか一項に記載の音響複合体又は音響複合体システムを提供する工程を含む、音源物体と前記領域との間の吸音及び伝達損失を提供するための方法であって、約500Hz〜約4000Hzの範囲の周波数では、前記音響複合体が、約3dB〜約30dBの範囲の音響伝達損失、及び少なくとも約50%の吸音を提供する、方法。
【請求項31】
約100Hz〜約4000Hzの範囲の周波数では、前記音響複合体が、約3dB〜約30dBの範囲の音響伝達損失、及び少なくとも約50%の吸音を提供する、請求項29又は30に記載の方法。
【請求項32】
基材内に分布した固体音響障壁材料を含む、流れ抵抗性基材を備える、音響複合体であって、前記音響障壁材料が、約1g/cm3を超える密度を有し、前記音響複合体が、約0.002%〜約50%の多孔率を有する、音響複合体。
【請求項33】
前記音響複合体が、約0.5%〜約50%の多孔率を有する、請求項32に記載の音響複合体。
【図1】

【図2A】
【図2B】
【図2C】
【図2D】
【図2E】
【図2F】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2A】
【図2B】
【図2C】
【図2D】
【図2E】
【図2F】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公表番号】特表2011−520052(P2011−520052A)
【公表日】平成23年7月14日(2011.7.14)
【国際特許分類】
【出願番号】特願2011−508598(P2011−508598)
【出願日】平成21年5月5日(2009.5.5)
【国際出願番号】PCT/US2009/042824
【国際公開番号】WO2009/137466
【国際公開日】平成21年11月12日(2009.11.12)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
【公表日】平成23年7月14日(2011.7.14)
【国際特許分類】
【出願日】平成21年5月5日(2009.5.5)
【国際出願番号】PCT/US2009/042824
【国際公開番号】WO2009/137466
【国際公開日】平成21年11月12日(2009.11.12)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
[ Back to top ]