
飛行物体用または風車用成形体
【課題】落雷をうけた場合でも、成形体を構成する樹脂などの膨潤を防止し構造材料などが破壊されるのを防ぐことのできる飛行物体用または風車用の成形体を提供する。さらに、静電気を帯びにくい飛行物体用または風車用の成形体を提供する。
【解決手段】補強材として炭素繊維を使用し、マトリックスとして樹脂組成物を使用した炭素繊維強化複合材料の飛行物体用または風車用の成形体である。樹脂組成物が、樹脂とチタン酸アルミニウム系セラミックス焼結粉体とを含有し、チタン酸アルミニウム系セラミックス焼結粉体が該成形体の少なくとも表面層の該樹脂中に分散している。
【解決手段】補強材として炭素繊維を使用し、マトリックスとして樹脂組成物を使用した炭素繊維強化複合材料の飛行物体用または風車用の成形体である。樹脂組成物が、樹脂とチタン酸アルミニウム系セラミックス焼結粉体とを含有し、チタン酸アルミニウム系セラミックス焼結粉体が該成形体の少なくとも表面層の該樹脂中に分散している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、補強材として炭素繊維を使用し、マトリックスとして樹脂組成物を使用した炭素繊維強化複合材料の飛行物体用または風車用の成形体に関し、さらに詳しくは、落雷対策および静電気対策として有効である飛行物体用または風車用の成形体に関する。
【背景技術】
【0002】
航空機業界では、近年、高速化や大型化が求められ、さらに長距離飛行のための軽量化と燃料効率の向上が求められている。これらの要望のもと、航空機の構造材料として炭素繊維と樹脂とを含む複合材料(以下、CFRPという。)が使用されている。
【0003】
このCFRPは、炭素繊維に樹脂を含浸して半硬化状態のプリプレグシートを製造し、このプリプレグシートを加熱加圧成形して製造される場合が多い。
【0004】
このようなCFRPを使用して航空機用の構造材料を製造する技術として、従来より次のものが開示されている。
【0005】
特表2006−502046号公報(特許文献1)には、パネルコアと、内部プライ層を形成し該パネルコアを囲む複数のプレプレグ層と、該内部プライ層の外側に配置される金属箔層とを有する航空機パネルアセンブルが開示されている。
【0006】
特開2002−266173号公報(特許文献2)には、炭素繊維に樹脂を含浸して得られた、航空機の構造材料として使用される繊維強化プラスチックが開示されている。
【0007】
しかし、これらの繊維強化プラスチックは、落雷時における超高温(約1500℃といわれている)の発火現象に耐えることができない。
【0008】
従来の落雷対策として、導電体(主に銅板)を使用し、落雷電流を通電する方法がとられている。しかし、このような方法では、落雷エネルギーが大きい場合、機体そのものが発火する危険性がある。この理由は、落雷時は非常に高温となるため、被雷箇所のCFRPを構成する樹脂が膨潤(爆潤)し、亀裂破損によって導電体が熔損する。熔損した導電体は外部に放射され、かつCFRP内部にも放射されCFRPの破損を引き起こす。
【0009】
樹脂は分子構造上、水分を含んでおり、機体の表面の雨や結露が落雷時にCFRPの膨潤を助長する。これらの破損は、落雷対策の最大の課題であった。
【0010】
落雷エネルギーによる航空機の構造材料の損傷を防止するために、以下に示す導電構造が採用されている。
【0011】
特開平9−193296号公報(特許文献3)および特表2006−502046号公報(特許文献1)には、AL−Lu合金及びチタン合金、銅又は銅合金の薄板をCFRP表面に貼り合わせた複合材が記載されている。
【0012】
しかし、チタン合金を使用する場合は、複合材の価格が非常に高くなる。しかも、チタン合金は宇宙線に弱く、酸化されて腐食が進む。雷雲の近くではガンマー線、エックス線が発生している。雷雲は世界で500回程度/日起きていると言われており、雷雲の中および近傍を航空機が飛行する場合はチタン合金の腐食が進む。それゆえ、チタン合金を使用する航空機は、メンテナンスおよび交換が必要となり維持費が高くなる。
【0013】
さらに、CFRPに接着されるチタン合金(又は銅又は銅合金)よりなる層とCFRPとの間に電位差が発生し、この電位差によりCFRPの内部に静電気が蓄電される。
【0014】
また、航空機が飛行する場合、機体の表面に雨、ミゾレ、雪、アラレなどが衝突することにより、静電気が生じる。時には、塵、砂および火山灰によっても静電気が生じる。こうして、機体表面に生じた静電気は、CFRP中に次第に蓄積され、機体表面の電位が上昇する。さらに、航空機の構造材料の裏面では、床に敷かれたカーペットや内装品によって接触摩擦、振動等により静電気が発生する。この静電気はCFRP中に帯電(蓄電)する。この静電気が何らかの理由で、金属部品との間でスパークし、発火する原因となる。特に燃料室内でのスパークが問題となっている。
【0015】
さらに、チタン合金よりなる層(又は部品ハーネス(リベット)金具)と、CFRPとの間に電位差が発生し、この電位差によりCFRPの内部に静電気が蓄電される。また、Al−Lu合金を用いた場合でも同様に、CFRPとの間に電位差が発生し、静電気が蓄電されると共に、電気腐食が発生する。航空機の場合、上記したように、火山灰、塵等によって、表面に張り合わされたチタン合金やAl−Lu合金に静電気が発生する。この発生した静電気は全て直流の電流であるため、金属内に電流が流れる場合、腐食の度合が交流に比べて大きい。その腐食の度合による抵抗値の異なることが電位差を生じ静電気(直流)を起こす。このことも発火の一因となっている。
【0016】
そのために、ファスナー(チタン合金のリベット)の先端部を絶縁材で保護することが必要となり、コスト高となる(例えば、特開昭62−168394号公報(特許文献4)、特表2010−512270号公報(特許文献5))。
【0017】
さらに、特開平7−96579号公報(特許文献6)に記載のように、落雷からの航空機の損傷を防止するために、メッシュ状(網形状)のものをCFRPの内層部に入れることも提案されている。しかし、この方法では、チタン合金以外は耐熱性がないので、複合材が溶損し、その溶解した金属が内部にも悪影響を与える。
【先行技術文献】
【特許文献】
【0018】
【特許文献1】特表2006−502046号公報
【特許文献2】特開2002−266173号公報
【特許文献3】特開平9−193296号公報
【特許文献4】特開昭62−168394号公報
【特許文献5】特表2010−512270号公報
【特許文献6】特開平7−96579号公報
【発明の概要】
【発明が解決しようとする課題】
【0019】
本発明は、上述の欠点を解決するためになされたものであり、本発明の目的は、落雷をうけた場合でも、成形体を構成する樹脂などの膨潤を防止し構造材料などが破壊されるのを防ぐことのできる飛行物体用または風車用の成形体を提供することにある。
【0020】
本発明の他の目的は、落雷時での雷電流を通電させ放電棒へ導くことができる飛行物体用または風車用の成形体を提供することにある。
【0021】
本発明のさらに他の目的は、静電気を帯びにくい飛行物体用または風車用の成形体を提供することにある。
【0022】
本発明のさらに他の目的は、成形体のメンテナンスおよび交換が容易に行え経済的でもある飛行物体用または風車用の成形体を提供することにある。
【課題を解決するための手段】
【0023】
本発明者等は、上記の課題を解決すべく鋭意研究を繰り返した結果、望ましくは、樹脂とチタン酸アルミニウム系セラミックス焼結粉体とを含有する樹脂組成物を用い、この樹脂組成物を炭素繊維に含浸させて得られた複合材料を用いることにより、落雷に対する飛行懸念を一掃し得る成形体が得られることを見出し、本発明に到達した。
【0024】
すなわち、本発明の成形体は以下を特徴とする。
(項目1) 補強材として炭素繊維を使用し、マトリックスとして樹脂組成物を使用した炭素繊維強化複合材料の飛行物体用または風車用の成形体において、
該樹脂組成物が、樹脂とチタン酸アルミニウム系セラミックス焼結粉体とを含有し、該チタン酸アルミニウム系セラミックス焼結粉体が該成形体の少なくとも表面層の該樹脂中に分散している成形体。
(項目2) 前記チタン酸アルミニウム系セラミックス焼結粉体が、前記樹脂100重量部に対して50〜300重量部配合されている項目1に記載の成形体。
(項目3) 前記チタン酸アルミニウム系セラミックス焼結粉体の平均粒子径が、0.001〜100μmである項目1または2に記載の成形体。
(項目4) 前記チタン酸アルミニウム系セラミックス焼結粉体が、二酸化チタン、アルミナおよびアルカリ長石を含む原料から形成された成形体を焼成、粉砕して得られる項目1〜3のいずれか1項に記載の成形体。
(項目5) 前記樹脂が、熱硬化性樹脂、熱可塑性樹脂、または熱硬化性樹脂と熱可塑性樹脂との混合物である項目1〜4のいずれか1項に記載の成形体。
(項目6) 前記炭素繊維が、一方向に引き揃えられた炭素繊維であり、該炭素繊維に前記樹脂組成物が含浸して得られた樹脂含浸繊維層が厚み方向に複数積層されて前記炭素繊維強化複合材料が構成され、
該それぞれの樹脂含浸繊維層において炭素繊維が一方向に配向しており、該複数の樹脂含浸繊維層の全体として炭素繊維が多方向へ配向している、項目1〜5のいずれか1項に記載の成形体。
(項目7) 前記各樹脂含浸繊維層の厚さが20〜80μmである項目6に記載の成形体。
(項目8) 前記樹脂含浸繊維層と樹脂含浸繊維層との間に、前記樹脂組成物からなる樹脂組成物層が設けられている、項目6または7に記載の成形体。
(項目9) 前記炭素繊維が、一方向に引き揃えられた炭素繊維であり、該炭素繊維に樹脂が含浸して得られた樹脂含浸繊維層が厚み方向に複数積層されて炭素繊維強化複合材料が構成され、
該それぞれの樹脂含浸繊維層において炭素繊維が一方向に配向しており、該複数の樹脂含浸繊維層の全体として炭素繊維が多方向へ配向し、
該樹脂含浸繊維層と樹脂含浸繊維層の間に前記樹脂組成物からなる樹脂組成物層が設けられている、項目1〜5のいずれか1項に記載の成形体。
(項目10) さらに芯材を有し、該芯材の少なくとも片面に前記炭素繊維強化複合材料が配置されている、項目1〜9のいずれか1項に記載の成形体。
(項目11) 前記芯材が、補強材として炭素繊維を使用し、マトリックスとして樹脂を使用した炭素繊維強化複合材料である、項目10に記載の成形体。
(項目12) 前記炭素繊維強化複合材料の少なくとも片面に、前記樹脂組成物を塗布して形成された樹脂組成物層が設けられている、項目1〜11のいずれか1項に記載の成形体。
【発明の効果】
【0025】
航空機用の成形体が落雷時にうける発火熱は約1,500℃といわれている。この瞬間の発火熱により成形体に含まれる樹脂は膨潤し、そのため成形体は爆発し破壊される。
【0026】
本発明の飛行物体用または風車用の成形体によれば、その成形体を構成する炭素繊維強化複合材料が、樹脂とチタン酸アルミニウム系セラミックス焼結粉体とを含有し、該チタン酸アルミニウム系セラミックス焼結粉体が成形体の少なくとも表面層の樹脂中に分散しているので、成形体が落雷をうけた場合に、急激な発熱によっても成形体中の樹脂の膨潤を防止することができる。この理由は次のように推測される。
【0027】
成形体中に分散して存在するチタン酸アルミニウム系セラミックス焼結粉体は低膨張であり、その線膨張は成形体中に存在する炭素繊維とほぼ同等である。しかも、チタン酸アルミニウム系セラミックス焼結粉体は耐熱性を有している。そのため、チタン酸アルミニウム系セラミックス焼結粉体が樹脂中に分散した成形体は、樹脂部分の膨潤を防止できる上に、耐熱性能が向上する。さらに、成形体の電気抵抗は下がり比較的導通し易くなる。しかも、低抵抗であるため、帯電しにくい。よって、落雷時の雷電流が成形体中を流れやすくなるため放電棒へ導くことができる。さらに、樹脂中にセラミックス焼結粉体が分散して存在しているために、成形体の帯電体積が減り、成形体が静電気を帯びにくくすることができる。
【0028】
また、チタン酸アルミニウム系セラミックス焼結粉体の表面は凹凸があるため、樹脂とのアンカー効果が期待でき、接着性にも優れていると推測される。
【0029】
特に、成形体を多数の層構成とし、その表面層にチタン酸アルミニウム系セラミックス焼結粉体を分散させることにより、中間層と表面層との間に電位差が発生することがない。また、外部からの衝撃などによって表面層で損傷した場合でもクッションとなり、その下層で食い止めることができるので、耐衝撃性にも優れた成形体が得られる。
【0030】
成形体は、チタン合金のように酸化されて腐食が進むことがないので、成形体のメンテナンスおよび交換が容易に行え経済的でもある。
【0031】
さらに、開繊した炭素繊維を用いることにより、チタン酸アルミニウム系セラミックス焼結粉体が厚み方向により均一に分散する。そのため樹脂部分の膨潤をより防止した成形体となる。
【図面の簡単な説明】
【0032】
【図1】プリプレグシート製造装置を示す概略図である。
【図2】別のプリプレグシート製造装置を示す概略図である。
【図3】落雷の模擬試験装置を示す平面図である。
【図4】落雷の模擬試験装置を示す断面図である。
【図5】落雷の模擬試験装置に使用する等価回路である。
【図6】貫通試験装置の概略説明図である。
【図7】静電気逸散試験装置の説明図である。
【図8】静電電圧測定試験装置の説明図である。
【図9】静電容量測定試験装置の説明図である。
【図10】実施例7の成形体の雷インパルス電流試験の印加波形である。
【図11】実施例8の成形体の雷インパルス電流試験の印加波形である。
【図12】実施例9の成形体の雷インパルス電流試験の印加波形である。
【図13】図13(A)は本発明による落雷の模擬試験装置を用いて実施した放電電圧のインパルス波形をに示し、図13(B)は一般的な落雷の模擬試験装置を用いて実施した放電電圧のインパルス波形である。
【図14】実施例9の貫通方向における印加波形である。
【図15】実施例7の貫通方向における印加波形である。
【図16】静電気逸散試験結果を示す比較例2の成形体のグラフである。
【図17】静電気逸散試験結果を示す比較例2の成形体のグラフである。
【図18】静電気逸散試験結果を示す実施例4の成形体のグラフである。
【図19】静電気逸散試験結果を示す実施例5の成形体のグラフである。
【図20】静電気逸散試験結果を示す実施例6の成形体のグラフである。
【発明を実施するための形態】
【0033】
以下、本発明の実施の形態を説明する。
【0034】
本発明の成形体は、例えば、スペースシャトル、ロケット、ミサイル、有人ロケット、および宇宙船などの宇宙航空機、旅客機、貨物飛行機、輸送機、小型飛行機、無人飛行機、ヘリコプター、水陸両用艇、および戦闘機等の航空機、ヘリコプターなどの飛行物体用として、または風車用として使用される。具体的には、宇宙航空機、航空機などの胴体、主翼、垂直尾翼、水平翼等の構造材などとして、もしくはそれらの一部分として使用される。
【0035】
本発明の成形体は、補強材として炭素繊維を使用し、マトリックスとして樹脂組成物を使用した炭素繊維強化複合材料を成形して得られるものである。
(成形体)
本発明において、成形体とは、樹脂および繊維を含む材料を成形して得られる任意の製品をいう。成形方法としては、樹脂材料の成形方法として公知の任意の方法を使用することができる。
【0036】
成形体の大きさは特に限定されない。例えば、飛行機の胴体または翼のように非常に大きい構造物の全体を1つの成形体として製造してもよく、その一部分を1つの成形体として製造して、多数の成形体を組み合わせてその構造物を製造してもよい。
【0037】
成形体の厚みは、特に限定されない。その成形体に必要とされる性能に応じてその厚みを設計することができる。成形体の厚みは、好ましくは0.1mm以上であり、より好ましくは1mm以上とすることも可能であり、3mm以上とすることも可能である。さらに、好ましくは50mm以下であり、より好ましくは30mm以下であり、必要に応じて、10mm以下とすることも可能であり、5mm以下とすることも可能である。
【0038】
成形体のための樹脂としては、プリプレグシートに関連して説明した樹脂が使用可能である。
【0039】
成形体のための炭素繊維としては、プリプレグシートに関連して説明した炭素繊維が使用可能である。
【0040】
成形体のためのチタン酸アルミニウム系セラミックス焼結粉体としては、プリプレグシートに関連して説明したチタン酸アルミニウム系セラミックス焼結粉体が使用可能である。
【0041】
成形体中のチタン酸アルミニウム系セラミックス焼結粉体の量は、特に限定されない。好ましくは、樹脂100重量部に対して、20重量部以上であり、より好ましくは30重量部以上であり、必要に応じて、40重量部以上とすることも可能であり、50重量部以上とすることも可能であり、60重量部以上とすることも可能である。50重量部以上であれば非常に高い耐雷性などの性能が達成できるが、一段と厳しい耐雷性を達成しようとする場合などにおいては、樹脂100重量部に対して、70重量部以上、80重量部以上または90重量部以上とすることが好ましい。さらに、好ましくは樹脂100重量部に対して、300重量部以下であり、より好ましくは200重量部以下であり、さらに好ましくは150重量部以下であり、いっそう好ましくは120重量部以下であり、特に好ましくは100重量部以下であり、必要に応じて、80重量部以下とすることも可能であり、50重量部以下とすることも可能であり、40重量部以下とすることも可能であり、30重量部以下とすることも可能である。少なすぎる場合には、成形体の適切な雷耐性および静電気耐性を得ることが困難になる場合がある。多すぎる場合には、成形体の重量が重くなり過ぎる場合がある。
【0042】
成形体中の炭素繊維の含有量は特に限定されないが、繊維体積%として、好ましくは10%以上であり、より好ましくは20%以上であり、必要に応じて30%以上とすることも可能であり、40%以上とすることも可能である。また、成形体中、繊維体積%として、好ましくは80%以下であり、より好ましくは70%以下であり、必要に応じて60%以下とすることも可能である。炭素繊維量が少なすぎる場合には、成形体の強度が低下しやすい。炭素繊維量が多すぎる場合には、樹脂の含浸を行いにくくなり、また空隙(ボイド)ができる場合がある。
(層構成)
本発明の成形体は、好ましくは芯材および表面層を有し、さらに好ましくは第1表面層、芯材および第2表面層を有する。ここで、第1表面層は、該成形体のうちの外気に接触する部分であって、雷が最初に接触する可能性のある部分であり、第2表面層は、第1表面層と反対の面に存在し、芯材は、該第1表面層と該第2表面層との間に挟まれた部分である。例えば、飛行機の胴体の部材であれば、外側の外気に接触する部分が第1表面層であり、客室側の表面が第2表面層である。
【0043】
必要に応じて、芯材が存在しない構成であってもよい。すなわち、第1表面層および第2表面層のみから成形体が構成されてもよい。
【0044】
本発明においては、第1表面層および第2表面層の両方においてチタン酸アルミニウム系セラミックス焼結粉体が存在することにより、成形体の雷に対する耐性および静電気に対する耐性が高度に改良される。第1表面層および第2表面層のいずれかにおいてチタン酸アルミニウム系セラミックス焼結粉体が存在しない場合、成形体の雷耐性および静電気耐性は顕著に低下する。
(第1表面層)
第1表面層は、樹脂、チタン酸アルミニウム系セラミックス焼結粉体および炭素繊維を含有する。
【0045】
第1表面層の材料としては、プリプレグシートに関して説明したものと同様のものが使用可能である。
【0046】
第1表面層の厚みは、特に限定されない。好ましくは0.01mm以上であり、より好ましくは0.05mm以上であり、必要に応じて0.1mm以上とすることも可能であり、0.3mm以上とすることも可能であり、0.5mm以上とすることも可能であり、1mm以上とすることも可能であり、3mm以上とすることも可能である。さらに、好ましくは50mm以下であり、より好ましくは30mm以下であり、必要に応じて20mm以下とすることも可能であり、10mm以下とすることも可能であり、5mm以下とすることも可能であり、3mm以下とすることも可能であり、1mm以下とすることも可能である。厚みが薄すぎる場合には、成形体の適切な雷耐性および静電気耐性を得ることが困難になる場合がある。厚みが厚すぎる場合には、成形体の重量が重くなり過ぎる場合がある。
【0047】
第1表面層中のチタン酸アルミニウム系セラミックス焼結粉体の量は、特に限定されない。好ましくは、樹脂100重量部に対して、20重量部以上であり、より好ましくは30重量部以上であり、必要に応じて、40重量部以上とすることも可能であり、50重量部以上とすることも可能であり、60重量部以上とすることも可能である。さらに、好ましくは樹脂100重量部に対して、300重量部以下であり、より好ましくは200重量部以下であり、必要に応じて、150重量部以下とすることも可能であり、100重量部以下とすることも可能であり、80重量部以下とすることも可能であり、50重量部以下とすることも可能である。少なすぎる場合には、成形体の適切な雷耐性および静電気耐性を得ることが困難になる場合がある。多すぎる場合には、成形体の重量が重くなり過ぎる場合がある。
【0048】
第1表面層中の炭素繊維の含有量は特に限定されないが、繊維体積%として、好ましくは10%以上であり、より好ましくは20%以上であり、必要に応じて、30%以上とすることも可能であり、40%以上とすることも可能である。また、第1表面層中、繊維体積%として、好ましくは80%以下であり、より好ましくは70%以下であり、必要に応じて、60%以下とすることも可能である。炭素繊維量が少なすぎる場合には、成形体の強度が低下しやすい。炭素繊維量が多すぎる場合には、樹脂の含浸を行いにくくなる場合がある。
【0049】
第1表面層は、必要に応じて、樹脂、チタン酸アルミニウム系セラミックス焼結粉体および炭素繊維以外の材料を含むことができる。樹脂、チタン酸アルミニウム系セラミックス焼結粉体および炭素繊維以外の材料を含まないことが好ましい。樹脂、チタン酸アルミニウム系セラミックス焼結粉体および炭素繊維以外の材料としては、例えば、従来の樹脂材料(例えば、炭素繊維強化プラスチック)に使用される材料(例えば、着色剤、充填剤等)を使用することができる。樹脂、チタン酸アルミニウム系セラミックス焼結粉体および炭素繊維以外の材料を使用する場合、その量は特に限定されないが、高度な雷耐性および静電気耐性を達成するためには、少量にすることが好ましい。例えば、樹脂100重量部に対して、50重量部以下とすることが好ましく、より好ましくは30重量部以下であり、20重量部以下、10重量部以下、5重量部以下、3重量部以下、1重量部以下または0.1重量部以下とすることがさらに好ましい。また、樹脂100重量部に対して、0.01重量部以上とすることが可能であり、0.05重量部以上とすることも可能である。少なすぎる場合には、その材料を使用することの効果を得ることが困難になる場合がある。
(第2表面層)
第2表面層は、樹脂、チタン酸アルミニウム系セラミックス焼結粉体および炭素繊維を含有する。
【0050】
第2表面層の材料としては、プリプレグシートに関して説明したものと同様のものが使用可能である。
【0051】
第2表面層の厚みは、特に限定されない。好ましくは0.01mm以上であり、より好ましくは0.05mm以上であり、必要に応じて0.1mm以上とすることも可能であり、0.3mm以上とすることも可能であり、0.5mm以上とすることも可能であり、1mm以上とすることも可能であり、3mm以上とすることも可能である。さらに、好ましくは50mm以下であり、より好ましくは30mm以下であり、必要に応じて20mm以下とすることも可能であり、10mm以下とすることも可能であり、5mm以下とすることも可能であり、3mm以下とすることも可能であり、1mm以下とすることも可能である。厚みが薄すぎる場合には、成形体の適切な雷耐性および静電気耐性を得ることが困難になる場合がある。厚みが厚すぎる場合には、成形体の重量が重くなり過ぎる場合がある。
【0052】
第2表面層中のチタン酸アルミニウム系セラミックス焼結粉体の量は、特に限定されない。好ましくは、樹脂100重量部に対して、20重量部以上であり、より好ましくは30重量部以上であり、必要に応じて、40重量部以上とすることも可能であり、50重量部以上とすることも可能であり、60重量部以上とすることも可能である。さらに、好ましくは樹脂100重量部に対して、300重量部以下であり、より好ましくは200重量部以下であり、必要に応じて、150重量部以下とすることも可能であり、100重量部以下とすることも可能であり、80重量部以下とすることも可能であり、50重量部以下とすることも可能である。少なすぎる場合には、成形体の適切な雷耐性および静電気耐性を得ることが困難になる場合がある。多すぎる場合には、成形体の重量が重くなり過ぎる場合がある。
【0053】
第2表面層中の炭素繊維の含有量は特に限定されないが、繊維体積%として、好ましくは10%以上であり、より好ましくは20%以上であり、必要に応じて、30%以上とすることも可能であり、40%以上とすることも可能である。また、第2表面層中、繊維体積%として、好ましくは80%以下であり、より好ましくは70%以下であり、必要に応じて、60%以下とすることも可能である。炭素繊維量が少なすぎる場合には、成形体の強度が低下しやすい。炭素繊維量が多すぎる場合には、樹脂の含浸を行いにくくなる場合がある。
【0054】
第2表面層は、必要に応じて、樹脂、チタン酸アルミニウム系セラミックス焼結粉体および炭素繊維以外の材料を含むことができる。樹脂、チタン酸アルミニウム系セラミックス焼結粉体および炭素繊維以外の材料を含まないことが好ましい。樹脂、チタン酸アルミニウム系セラミックス焼結粉体および炭素繊維以外の材料としては、例えば、従来の樹脂材料(例えば、炭素繊維強化プラスチック)に使用される材料(例えば、着色剤、充填剤等)を使用することができる。樹脂、チタン酸アルミニウム系セラミックス焼結粉体および炭素繊維以外の材料を使用する場合、その量は特に限定されないが、高度な雷耐性および静電気耐性を達成するためには、少量にすることが好ましい。例えば、樹脂100重量部に対して、50重量部以下とすることが好ましく、より好ましくは30重量部以下であり、20重量部以下、10重量部以下、5重量部以下、3重量部以下、1重量部以下または0.1重量部以下とすることがさらに好ましい。また、樹脂100重量部に対して、0.01重量部以上とすることが可能であり、0.05重量部以上とすることも可能である。少なすぎる場合には、その材料を使用することの効果を得ることが困難になる場合がある。
(芯材)
芯材を構成する材料は特に限定されない。任意の材料で作成することが可能である。無機材料であってもよく、有機材料であっても良い。好ましい実施形態においては、樹脂を含む材料である。より好ましくは、樹脂および繊維を含む材料である。
【0055】
芯材に樹脂を使用する場合、樹脂は熱硬化性樹脂であってもよく、熱可塑性樹脂であってもよい。本発明の成形体およびプリプレグシートに関して説明した樹脂のいずれもが芯材に使用可能である。1つの好ましい実施形態では、芯材は炭素繊維強化プラスチック製である、
また、芯材として、木材(バルサ材など)、ハニカム構造体等を使用することもできる。ハニカム構造体としては、例えば、アラミド繊維とフェノール樹脂で作成されるノーメックスハニカム、非鉄金属(AlまたはAl−Lu)で作成されたものがある。このように木材(バルサ材など)などの芯材を利用することにより、CFRP(セラミックスを含有する)を複合強化することができる。航空機構造材料には一定の規格があり、強度、剛性(引張り強度)、弾性、靭性等の規格を満足することができる芯材が必要である。例えば、軍用輸送機や民間輸送機等に使用されている芯材(例えば、民間輸送機の床材)等を使用することもできる。よって、芯材とCFRP(セラミックスを含有する)のサンドイッチ構造または2層構造も使用することができる。
【0056】
芯材は複数の層から構成されてもよい。本明細書においては、便宜上、第1表面層と第2表面層との間に存在する部分の全体を芯材と呼ぶ。また、芯材には、第1表面層または第2表面層と同じ材料の層が含まれていてもよい。例えば、成形体が5層からなり、層Aおよび層Bが、「層A/層B/層A/層B/層A」の順に積層されている場合は、中間の3層が芯材となる。
【0057】
芯材の厚みは、特に限定されない。例えば、成形体の所望の厚みから、第1表面層の厚みおよび第2表面層の厚みを引き算したものを芯材の厚みとすることができる。
【0058】
芯材が樹脂材料である場合、芯材は、チタン酸アルミニウム系セラミックス焼結粉体を含有してもよく、含有しなくても良い。芯材がチタン酸アルミニウム系セラミックス焼結粉体を含有する場合、その量は、特に限定されない。好ましくは、樹脂100重量部に対して、20重量部以上であり、より好ましくは30重量部以上であり、必要に応じて、40重量部以上とすることも可能であり、50重量部以上とすることも可能であり、60重量部以上とすることも可能である。さらに、好ましくは樹脂100重量部に対して、300重量部以下であり、より好ましくは200重量部以下であり、必要に応じて、150重量部以下とすることも可能であり、100重量部以下とすることも可能であり、80重量部以下とすることも可能であり、50重量部以下とすることも可能である。少なすぎる場合には、成形体の適切な雷耐性および静電気耐性を得ることが困難になる場合がある。多すぎる場合には、成形体の重量が重くなり過ぎる場合がある。
【0059】
芯材が樹脂材料である場合、芯材は、炭素繊維を含有してもよく、含有しなくても良い。芯材が炭素繊維を含有する場合、その量は特に限定されないが、繊維体積%として、好ましくは10%以上であり、より好ましくは20%以上であり、必要に応じて、30%以上、または40%以上とすることも可能である。また、成形体中、繊維体積%として、好ましくは80%以下であり、より好ましくは70%以下であり、必要に応じて、60%以下とすることも可能である。炭素繊維量が少なすぎる場合には、成形体の強度が低下しやすい。炭素繊維量が多すぎる場合には、樹脂の含浸を行いにくくなる場合がある。
【0060】
本発明の成形体は、典型的には、補強材として炭素繊維を使用し、マトリックスとして樹脂組成物を使用した炭素繊維強化複合材料を、オートクレーブ装置などの成形装置にセットし、加熱加圧して該樹脂組成物の樹脂を硬化させることにより、作成される。
【0061】
その炭素繊維強化複合材料は、複数のプリプレグシートを積層して構成されるプリプレグ積層材であってもよく、以下に示す種々の形態を有する。炭素繊維強化複合材料の一成分としての樹脂組成物は、樹脂とチタン酸アルミニウム系セラミックス焼結粉体とを少なくとも含有する。
【0062】
炭素繊維強化複合材料が上記した第1表面層、第2表面層、および/または芯材を形成することができる。
【0063】
(塗装)
上述した成形体は、必要に応じて、成形工程の後にその表面に塗装を行っても良い。また、塗装を行わずに得られた成形工程の後の表面をそのまま最終製品の表面としても良い。塗装を行う場合には、チタン酸アルミニウム系セラミックス焼結粉体を含有する塗料を用いることが、雷耐性などの点で好ましい。
(炭素繊維強化複合材料の形態)
本発明で使用する炭素繊維強化複合材料は、例えば、以下の形態を含む。
(1)炭素繊維に樹脂組成物が含浸されたプリプレグシートを含む炭素繊維強化複合材料。
【0064】
複合材料は、単一のプリプレグシートであっても、複数層が積層されたプリプレグシートであってもよい。
【0065】
複合材料が、複数のプリプレグシートを積層したものである場合には、少なくとも一層のプリプレグシートに含まれる樹脂組成物はチタン酸アルミニウム系セラミックス焼結粉体を含有している。そのチタン酸アルミニウム系セラミックス焼結粉体は、樹脂中にほぼ均一に分散していてもよいし、プリプレグシートの表面側に多く分布する状態で存在していてもよい。
【0066】
また、炭素繊維強化複合材料が、複数のプリプレグシートを積層して構成される積層材の場合に、複数のプリプレグシートは同一であってもよく、あるいは異なるプリプレグシートであってもよい。また、プリプレグシートの積層は、繊維方向が同方向となりように積層されても良いし、異方向になるように積層されてもよい。すなわち、炭素繊維が、一方向に引き揃えられた炭素繊維であり、該炭素繊維に前記樹脂組成物が含浸して得られた樹脂含浸繊維層が厚み方向に複数積層されて前記炭素繊維強化複合材料が構成され、該それぞれの樹脂含浸繊維層において炭素繊維が一方向に配向しており、該複数の樹脂含浸繊維層の全体として炭素繊維が多方向へ配向しているのが好ましい。複数のプリプレグシートを積層したものを、本発明ではプリプレグ積層材という。
(2)芯材と、該芯材の少なくとも一方の表面に積層されたプリプレグまたはプリプレグ積層材と、を含む炭素繊維強化複合材料。
【0067】
炭素繊維強化複合材料のプリプレグ積層材から成形体の第1および第2表面層が形成され得る。
【0068】
芯材としては、チタン酸アルミニウム系セラミックス焼結粉体を含有する樹脂組成物を炭素繊維に含浸して形成されたプリプレグシートまたはプリプレグ積層材であってもよく、あるいはチタン酸アルミニウム系セラミックス焼結粉体を含有しない樹脂組成物を炭素繊維に含浸して形成されたプリプレグシートまたはプリプレグ積層材であってもよく、あるいは樹脂板、バータム板、一般のCFRP、航空機の胴体、主翼、垂直尾翼、水平翼等の構造材であってもよい。
【0069】
樹脂板としては、ポリカーボネート、ポリエステルなどの熱可塑性樹脂板あるいは熱硬化性樹脂板を使用することができる。
【0070】
プリプレグ積層材を積層する場合に、チタン酸アルミニウム系セラミックス焼結粉体を含有するプリプレグ積層材を表面側に配置するのが好ましい。
【0071】
成形体の表面層および裏面層に、プリプレグ積層材からなる層が形成されるのが好ましい。
(3)上記プリプレグ積層材を複数積層して構成される炭素繊維強化複合材料。
【0072】
プリプレグ積層材は、上記したように、チタン酸アルミニウム系セラミックス焼結粉体を含有する樹脂組成物を炭素繊維に含浸してプリプレグシートを形成し、そのプリプレグシートを複数層積層して構成したものである。
【0073】
積層する各プリプレグ積層材の構成は同一であっても、異なっていてもよい。すなわち、プリプレグ積層材においては、使用する樹脂、チタン酸アルミニウム系セラミックス焼結粉体の配合割合、その粒子径、炭素繊維、その本数、目付け、配向等を目的に応じて任意に変更することができる。
(4)プリプレグシートと、該プリプレグシートの表面(片面または両面)に設けられた、樹脂とチタン酸アルミニウム系セラミックス焼結粉体とを含有する樹脂組成物からなる樹脂層とを有する炭素繊維強化複合材料。
【0074】
プリプレグシートは、後述するように、樹脂とチタン酸アルミニウム系セラミックス焼結粉体とを含有する樹脂組成物が、炭素繊維に含浸されて形成されたプリプレグシートを使用することができ、またはチタン酸アルミニウム系セラミックス焼結粉体を含有しない従来より公知のプリプレグシートを使用することもできる。
【0075】
プリプレグの表面に樹脂層を設けるには、公知の方法を採用することができ、例えば、プリプレグの表面に樹脂組成物を塗布することにより、樹脂層を設けてもよい。
【0076】
樹脂層に使用する樹脂組成物は、プリプレグシートに使用する樹脂組成物と同一であっても異なってもよい。
(5)プリプレグ積層材と、該プリプレグ積層材の表面(片面または両面)に設けられた、樹脂とチタン酸アルミニウム系セラミックス焼結粉体とを含有する樹脂組成物からなる樹脂層とを有する炭素繊維強化複合材料。
【0077】
プリプレグ積層材は、樹脂とチタン酸アルミニウム系セラミックス焼結粉体とを含有する樹脂組成物が、炭素繊維に含浸されて形成されたプリプレグ積層材を使用することができ、またはチタン酸アルミニウム系セラミックス焼結粉体を含有しない従来より公知のプリプレグシートを用いたプリプレグ積層材を使用することもできる。
【0078】
プリプレグ積層材の表面に樹脂層を設けるには、公知の方法を採用することができ、例えば、プリプレグ積層材の表面に樹脂組成物を塗布することにより、樹脂層を設けてもよい。
【0079】
樹脂層に使用する樹脂組成物は、プリプレグシートで使用する樹脂組成物と同一であっても異なっていてもよい。
(6)上記(4)および(5)の炭素繊維強化複合材料において、樹脂とチタン酸アルミニウム系セラミックス焼結粉体とを含有する樹脂組成物からなる樹脂層に代えて、チタン酸アルミニウム系セラミックス焼結粉体からなる層を設けた炭素繊維強化複合材料。
【0080】
このチタン酸アルミニウム系セラミックス焼結粉体からなる層は、樹脂を用いることなく、直接あるいは無機材料を用いてプリプレグシート又はプリプレグ積層材の表面および又は裏面に設けることができる。
(7)さらに、プリプレグシートを強化する強化繊維として、織物、編物、組物、不織布などの布状にしたものがあり、これらの強化繊維を樹脂によって直接的に複合化するもの、あるいはフィラメントを規則的に配列したシートや織物等に合成樹脂を含浸させプリプレグと呼ばれる半製品を製造し、このプリプレグを必要に応じて適当な枚数を重ね合わせ、オートクレーブなどの装置で目的とする最終製品に完成させるものなどが挙げられる。
【0081】
なお、炭素繊維は開繊し、またはあらかあじめ開繊しない炭素繊維を使用してプリプレグシートを作成してもよい。
(プリプレグシート)
プリプレグシートは、樹脂とチタン酸アルミニウム系セラミックス焼結粉体(以下、単にセラミックスともいう。)とを含有する樹脂組成物が、炭素繊維に含浸されて形成されている。
【0082】
セラミックスは、樹脂中に均一に分散していてもよく、あるいは樹脂中に偏在していてもよい。使用するセラミックスの粒子径、および使用する炭素繊維の太さ、目付けなどに応じて、プリプレグシートの表面にセラミックスが分散して存在することがある。
【0083】
プリプレグシートの製造方法の違いによって、セラミックスの分散状態が変わる場合がある。例えば、セラミックスを予め樹脂に均一に分散混合して樹脂組成物を調製し、この樹脂組成物を炭素繊維に含浸させることによってプリプレグシートを作成してもよく、あるいはセラミックスを含有しない樹脂を炭素繊維に含浸させた後、その炭素繊維の表面にセラミックスを散布などの方法によって分散させてもよい。さらに、炭素繊維の表面にセラミックスを含有する樹脂組成物を塗布することにより、プリプレグシートを作成するようにしてもよい。本発明ではプリプレグシートの製造方法に限定されず、いずれの方法によって製造されたプリプレグシートをも本発明に含めるものとする。
(樹脂組成物)
上記樹脂組成物は、樹脂と、チタン酸アルミニウム系セラミックス焼結粉体とを含有する。
【0084】
樹脂とセラミックスの含有比率は、樹脂100重量部に対して、20重量部以上であり、より好ましくは30重量部以上であり、必要に応じて、40重量部以上とすることも可能であり、50重量部以上とすることも可能であり、60重量部以上とすることも可能である。さらに、好ましくは樹脂100重量部に対して、300重量部以下であり、より好ましくは200重量部以下であり、必要に応じて、150重量部以下とすることも可能であり、100重量部以下とすることも可能であり、80重量部以下とすることも可能であり、50重量部以下とすることも可能である。
【0085】
セラミックスの含有割合が、樹脂組成物に対して少なすぎる場合には、成形体が落雷を受けた場合に、その急激な発熱による成形体中の樹脂の膨潤を防止する効果が小さく、また帯電防止効果が低下し、多すぎる場合には、成形性が低下する傾向にあり、また成形体の重量が重くなる。
【0086】
本発明に用いる樹脂の種類は特に制限は無く、熱硬化性樹脂、熱可塑性樹脂のどちらでも用いることができる。好ましい実施形態では、熱硬化性樹脂であるか、または熱硬化性樹脂と熱可塑性樹脂との混合物である。
【0087】
熱硬化性樹脂としては、エポキシ樹脂、フェノール樹脂、ビスマレイミド樹脂、トリアジン樹脂、BT樹脂、不飽和ポリエステル樹脂、ビニルエステル樹脂、等を用いることができる。
【0088】
エポキシ樹脂には、好ましくは、ビスフェノールA(BPA)ジグリシジルエーテル及びビスフェノールF(BPF)ジグリシジルエーテルの少なくとも1種及びその誘導体;4,4’−ジアミノジフェニルメタン(TGDDM)のテトラグリシジル誘導体;アミノフェノールのトリグリシジル誘導体、並びに当技術分野において周知の他のグリシジルエーテル及びグリシジルアミンが含まれる。
【0089】
熱可塑性樹脂としては、例えば、以下があげられる。
【0090】
ポリエーテルスルホン(PES)、ポリフェニルスルホン、ポリスルホン、ポリエステル、重合性大環状分子(例えば、環状ブチレンテレフタレート)、液晶ポリマー、ポリイミド、ポリエーテルイミド、アラミド、ポリアミド、ポリエステル、ポリケトン、ポリエーテルエーテルケトン(PEEK)、ポリウレタン、ポリ尿素、ポリアリールエーテル、ポリアリールスルフィド、ポリカーボネート、ポリフェニレンオキシド(PPO)及び変性PPO、或はこれらの任意の組み合わせ。
【0091】
上記樹脂は、単独で又は組み合わせて使用することができる。樹脂は炭素繊維に完全に含浸してもよいし、部分的に含浸してもよい。
【0092】
本発明で使用する樹脂組成物は、該樹脂が熱硬化性樹脂である場合は、少なくとも1種の硬化剤および硬化促進剤を含むことができる。
【0093】
適切な硬化剤としては、ジシアンジアミド、無水物、特にポリカルボン酸無水物、例えば、無水ナジン酸(NA)、メチル無水ナジン酸、無水フタル酸、テトラヒドロフタル酸無水物、ヘキサヒドロフタル酸無水物、メチルテトラヒドロフタル酸無水物、メチルヘキサヒドロフタル酸無水物、エンドメチレンテトラヒドロフタル酸無水物、又はトリメリト酸無水物が挙げられる。
【0094】
その他の適切な硬化剤には、1,3−ジアミノベンゼン、1,4−ジアミノベンゼン、4,4’−ジアミノジフェニルメタンなどの芳香族アミンを含むアミン、並びに、4,4’−ジアミノジフェニルスルホン(4,4’−DDS)及び3,3’−ジアミノジフェニルスルホン(3,3’−DDS)などのポリアミノスルホンがある。種々の市販の硬化剤を使用することができる。市販の好ましい硬化剤としては、ジシアンジアミド jERキュア、DICY15(JER(株)社製)、4,4’−ジアミノジフェニルスルホン(4,4’−DDS)及び3,3’−ジアミノジフェニルスルホン(3,3’−DDS)が挙げられる。
【0095】
硬化剤が存在する場合は、樹脂組成物の10重量%〜1重量%の範囲で存在することができる。より好ましくは、硬化剤は8重量%〜2重量%の範囲で存在することができる。特に好ましくは、硬化剤は6重量%〜3重量%の範囲で存在することができる。硬化剤は2種以上併用して使用することもできる。
【0096】
本発明で使用する樹脂組成物は、硬化促進剤を含有することもできる。
【0097】
適切な硬化促進剤としては、3-(3,4−ジクロロフェニル)-1,1−ジメチルウレア、N,N−ジメチル−N’−3,4−ジクロロフェニル尿素(ジウロン)、N,N−ジメチル−N’−3−クロロフェニル尿素(モニュロン)、及び好ましくはN,N−(4−メチル−m−フェニレンビス[N’,N’−ジメチル尿素](TDIウロン)が挙げられる。硬化促進剤が存在する場合は、樹脂組成物の1重量%〜5重量%の範囲で存在することができる。
【0098】
該樹脂組成物は、さらに性能増強剤又は変性剤などの成分を含むことができる。性能増強剤又は変性剤の例は、可撓性付与剤、強化剤/粒子、追加の促進剤、コアシェル型ゴム、難燃剤、湿潤剤、顔料/染料、難燃剤、可塑剤、UV吸収剤、抗菌化合物、充填剤、粘性調整剤/フロー制御剤、粘着性付与剤、安定剤、撥水剤、及び重合防止剤から選択することができる。
(チタン酸アルミニウム系セラミックス焼結粉体)
本発明で使用するチタン酸アルミニウム系セラミックス焼結粉体は、チタン酸アルミニウムセラミックスの焼結粉体、チタン酸アルミニウムとアルカリ長石などの添加物とのセラミックスの焼結粉体を含むことができる。チタン酸アルミニウム系セラミックス焼結粉体中の、チタンとアルミニウムの含有割合は、チタンとアルミニウムの酸化物ベースで80重量%以上が好ましく、さらに好ましくは85重量%以上、最も好ましくは87重量%以上であり、必要に応じて90重量%以上とすることができる。
【0099】
チタン酸アルミニウム系セラミックス焼結粉体の平均粒子径は、0.001〜100μmが好ましく、さらに好ましくは0.001〜30μm、最も好ましくは0.001〜20μmである。このセラミックス焼結粉体の平均粒子径が100μmより大きすぎると、セラミックスの分散性が低下し、落雷防止効果、帯電防止効果などの効果が発揮されない場合がある。
【0100】
本発明で使用するチタン酸アルミニウム系セラミックスの、一般的な特性は次のとおりである。
【0101】
超耐熱:溶解最高温度 約2000℃
超低膨張:−40℃〜+1,350℃における線膨張は−0.3×10−6K〜−1×10−6K
チタン酸アルミニウム系セラミックス焼結粉体は、特許第3600933号に記載の方法に従って得られたチタン酸アルミニウム系セラミックス焼結粉体を使用することができる。
【0102】
具体的には、主原料としてアルミナを使用し、酸化チタン、およびアルカリ長石、スピネル(MgAl2O4)などの添加物を加えて焼結粉体のクリンカーを得、得られた焼結粉体のクリンカーをボールミルにて粉砕し、篩にて分級したものである。
【0103】
添加物として、アルカリ長石、スピネル(MgAl2O4)の他に、酸化鉄、ジルコニア、ジルコン、イットリア、マグネシウム、ストロンチウム、SiC、βスポジュメン等がある。市販品としては、アルミナでは易焼結アルミナAES−11(住友化学工業(株))、酸化チタンではA−110(堺化学株製)、アルカリ長石では福島長石がある。
【0104】
チタン酸アルミニウム系セラミックス焼結粉体は以下のようにして製造することができる。
【0105】
二酸化チタンとアルミナからなる原料粉末を焼結させてチタン酸アルミニウム系セラミックス焼結粉体を得る際に、アルカリ長石を原料粉末中に存在させることによって得られる。この製造法によれば、アルカリ長石に含まれるSi原子が、チタン酸アルミニウム結晶中に固溶して結晶粒の成長が抑制されて緻密な焼結粉体となる。得られた焼結粉体は、機械的強度と低膨張率を兼備し、更に、耐火度等にも優れたものとなる。
【0106】
詳しくは、TiO2とAl2O3を含む混合物に、化学式:(NaxK1-x)AlSi3O8(0≦x≦1)で表されるアルカリ長石を添加したものを原料として用い、これから形成された成形体を、1400〜1700℃で焼成する。
【0107】
原料として用いるTiO2及びAl2O3としては、焼成によりチタン酸アルミニウムを合成できる成分であれば特に限定はなく、通常、アルミナセラミックス、チタニアセラミックス、チタン酸アルミニウム系セラミックス焼結粉体等の各種セラミックスの原料として用いられているもの内から適宜選択して用いればよい。特に、TiO2としてアナターゼ型又はルチル型TiO2を用い、Al2O3として易焼結アルミナα型を用いる場合には、両成分の反応性が良好であり、短時間に高収率でチタン酸アルミニウムを形成できる。
【0108】
TiO2とAl2O3の混合割合は、TiO2:Al2O3(重量比)=40:60〜60:40程度の範囲とすれば良く、TiO2:Al2O3(重量比)=40:60〜45:55程度の範囲とすることが好ましい。
【0109】
添加剤として用いるアルカリ長石は、化学式:(NaxK1−x)AlSi3O8で表されるものである。式中xは、0≦x≦1である。特に、上記した化学式において、0.1≦x≦1の範囲が好ましく、0.15≦x≦0.85の範囲がより好ましい。この様な範囲のx値を有するアルカリ長石は、融点が低く、チタン酸アルミニウムの焼結促進に特に有効である。
【0110】
アルカリ長石の使用量は、TiO2とAl2O3の合計量100重量部に対して、1〜15重量部程度とすることが好ましく、4〜10重量部程度とすることがより好ましい。最も好ましくは4〜5重量部である。
【0111】
必要に応じて、アルカリ長石以外の無機酸化物系材料を添加剤として使用することもできる。無機酸化物系材料としては、例えば、SiO2、酸化鉄、酸化マグネシウム、酸化アルミニウムなどが挙げられる。アルカリ長石以外の無機酸化物系材料を添加剤として使用する場合、その無機酸化物系材料からなる添加剤の使用量は、TiO2とAl2O3の合計量100重量部に対して、無機酸化物系材料からなる添加剤の総量として、1〜15重量部程度とすることが好ましく、4〜10重量部程度とすることがより好ましい。最も好ましくは4〜5重量部である。
【0112】
この方法によれば、TiO2とAl2O3を含む混合物に、上記した特定のアルカリ長石を添加剤として配合し、この混合物を所定の形状に成形し、焼成することによって、チタン酸アルミニウムの粒成長が抑制されて緻密な焼結粉体を得ることができる。この理由は、焼成によってチタン酸アルミニウムが形成される際に、アルカリ長石中のSiが結晶格子に固溶してAlと置換し、SiはAlよりイオン半径が小さいために周囲の酸素原子との結合距離が短くなり、その結果、結晶が緻密化されることによるものと考えられる。
【0113】
TiO2、Al2O3及びアルカリ長石を含む原料混合物は、充分に混合し、焼成後、適当な粒径に粉砕される。
【0114】
原料混合物の混合・粉砕方法については、特に限定的ではなく常法に従えば良く、例えば、ボールミル、媒体撹拌ミル等を用いて混合・粉砕を行えばよい。原料混合物の粉砕の程度については、特に限定はないが、通常、100μm程度以下に粉砕すればよい。原料混合物には、更に、必要に応じて、成形助剤を配合することができる。成形助剤としては、成形方法に応じて、従来から使用されている公知の成分を用いればよい。この様な成形助剤としては、例えば、ポリビニルアルコール、マイクロワックスエマルジョン、カルボキシメチルセルロース等のバインダー、ステアリン酸エマルジョン等の離型剤、n−オクチルアルコール、オクチルフェノキシエタノール等の消泡剤、ジエチルアミン、トリエチルアミン等の解膠剤等を用いることができる。
【0115】
これらの成形助剤の使用量についても特に限定的ではなく、成形方法に応じて従来と同様の配合量範囲から適宜選択すればよい。例えば、鋳込み成形用の成形助剤としては、TiO2及びAl2O3の合計量100重量部に対して、バインダーを0.4〜0.6重量部程度、解膠剤0.5〜1.5重量部程度、離型剤(固形分量)を0.2〜0.7重量部程度、消泡剤を0.03〜0.1重量部程度用いることができる。
【0116】
原料混合物の成形方法についても特に限定はなく、例えば、プレス成形、シート成形、鋳込み成形、押し出し成形、射出成形、CIP成形、HIP成形等の公知の成形方法を適宜採用すればよい。
【0117】
焼成温度については、1300〜1700℃程度、好ましくは1450〜1650℃程度とすればよい。焼成雰囲気については特に限定はなく、通常採用されている空気中等の含酸素雰囲気、還元性雰囲気、不活性雰囲気の何れでも良い。特に、一酸化炭素雰囲気、天然ガス雰囲気、LPG雰囲気等の還元性雰囲気中で焼成する場合には、緻密で高強度の焼結粉体が形成され易い点で有利である。焼成時間については特に限定はなく、通常は、上記した温度範囲に1〜10時間程度維持すればよい。
【0118】
この方法によって得られる焼結粉体は、チタン酸アルミニウムの結晶格子にSiが固溶してAlと置換したチタン酸アルミニウム系焼結粉体であり、格子定数は、純粋なチタン酸アルミニウムと比べて小さい値を有する。その結果、得られる焼結粉体は、結晶構造が安定化して、微細な結晶粒を有する焼結粉体となる。この様な結晶粒の成長が抑制された焼結粉体は、熱膨張による歪みを緩和するためにクラックを生じることが無く、緻密で高い機械的強度を有するものとなる。
【0119】
得られる焼結粉体は、このような優れた特徴を有するものであり、高い機械的強度と低熱膨張率を兼ね備え、しかも結晶構造が安定化されていることにより、高い耐火度を有するものとなる。その結果、数百度から1600℃程度の高温下においても、チタン酸アルミニウムの分解反応が抑制されて安定に使用でき、また、チタン酸アルミニウムの融点である1860℃を遙かに上回るSK40(1920℃)以上の耐火度および耐熱性を有するものとなる。
【0120】
このようにして得られたチタン酸アルミニウム系セラミックス焼結粉体を本発明では使用した。
(炭素繊維)
炭素繊維の種類は、特に限定されない。ピッチ系炭素繊維またはPAN系炭素繊維が好ましい。また、炭素繊維は、表面処理されているものであってもよく、表面処理されていないものであってもよい。炭素繊維の長さは、特に限定されない。いわゆる長繊維が好ましい。しかし、いわゆる短繊維を使用してもよい。また、本発明では、炭素繊維の織物、編物、組紐等を使用することもできる。
(プリプレグシートの製造方法および製造装置)
プリプレグシートの製造方法は、上記した樹脂中にチタン酸アルミニウム系セラミックス焼結粉体を分散させて樹脂組成物を調製し、炭素繊維に該樹脂組成物を含浸させてシート状の樹脂含浸繊維層を形成する工程を包含する。
【0121】
樹脂含浸繊維層の表面側にチタン酸アルミニウム系セラミックスが内部に比べ多く存在するセラミックス層を形成してもよく、あるいは樹脂含浸繊維層の全体にわたってほぼ均一にチタン酸アルミニウム系セラミックスを存在させてもよい。
【0122】
さらに、炭素繊維に通常の樹脂が含浸したプリプレグシートの本体の表面に、樹脂中にチタン酸アルミニウム系セラミックス焼結粉体が分散した樹脂組成物を塗布、付着などの方法によって樹脂組成物層を形成してもよい。
【0123】
炭素繊維間の樹脂中にチタン酸アルミニウム系セラミックス焼結粉体を分散させるには、当該焼結粉体の粒径が小さいほど好ましく、より好ましくは炭素繊維直径より小さい粉体を用いるのが望ましい。このような粉体が樹脂中に分散した樹脂組成物を炭素繊維束中に含浸させるとき、その方法として加熱加圧ロール一対の間に炭素繊維と樹脂組成物を通過させて、加熱加圧成形により樹脂組成物を炭素繊維束中に含浸させる方法が一般的に行われるが、加熱条件、加圧条件を適切に設定することで、炭素繊維間の樹脂中にもチタン酸アルミニウム系セラミックス焼結粉体を分散させることができる。
【0124】
また、炭素繊維束を開繊などにより幅広い状態にすることで、炭素繊維間の距離をあらかじめ広く確保し、炭素繊維束中にも当該焼結粉体を混入し易いようにする方法もある。
【0125】
樹脂含浸繊維層の表面側にチタン酸アルミニウム系セラミックス焼結粉体を多く存在させる方法として、粒径が好ましくは炭素繊維直径より大きい焼結粉体を用いる方法もある。このような粉体が樹脂中に分散した樹脂組成物を炭素繊維束とともに加熱加圧ロール一対の間を通過させて、適切な加熱加圧条件にて、樹脂組成物のうち樹脂及び粒径の細かい当該焼結粉体を炭素繊維束中に含浸させ、粒径の大きい当該焼結粉体を表層に多く分散させる方法がある。
【0126】
炭素繊維束に樹脂組成物を付着させる方法として、加熱加圧ロール一対の間に炭素繊維と樹脂組成物を通過させるとき、炭素繊維束中に樹脂を含浸させる加熱温度、加圧力よりも、低温低圧力、または低温か低圧力に条件を設定することで、炭素繊維束中に樹脂が含浸せず、炭素繊維が樹脂に付着した状態にすることができる。
【0127】
ここで、付着とは、樹炭素繊維が樹脂に接着した状態、または、炭素繊維束中に樹脂が若干含浸した状態で炭素繊維そのものが表面には存在している状態を言う。
【0128】
本発明では、特表2007-518890号公報の図12に準じたプリプレグシート製造装置を用いて、プリプレグシートを製造することができる。
【0129】
この製造装置を使用すると、プリプレグシートは、開繊された連続する炭素繊維に樹脂を含浸させ、一方向に引き揃えてシート状にして製造される。
【0130】
プリプレグシート製造装置を説明すると以下のとおりである。
【0131】
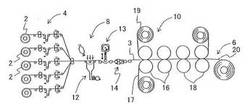
プリプレグシート製造装置は、図1に示すように、連続する炭素繊維束2を供給する給糸部4と巻取部6との間に配設された開繊装置8と、樹脂含浸部10とを備えている。
【0132】
開繊装置8は、空気を炭素繊維束2に当てて開繊する開繊部12と、炭素繊維に縦振動を付与する縦振動付与部13と、炭素繊維に横振動を付与する横振動付与部14とを有する。
【0133】
樹脂含浸部10は、加熱加圧ロールが上下に組み合わせられた加熱加圧ロール組16と、冷却加圧ロールが上下に組み合わせられた冷却加圧ロール組18と、を有する。そして、開繊装置8によって開繊されたシート状の炭素繊維3(以下、開繊糸シートともいう。)の片面に樹脂が連続して含浸されるように構成されている。
【0134】
樹脂含浸部10では、樹脂とチタン酸アルミニウム系セラミックス焼結粉体とを含有する樹脂組成物が、離型紙17上に薄く塗布されて樹脂塗布離型紙が作成される。
【0135】
この樹脂塗布離型紙17が、加熱加圧ロール組16に供給されると共にその樹脂を挟むように別の離型紙19が加熱加圧ロール組16に供給され、開繊された炭素繊維3に樹脂組成物が含浸される。次いで、これらの樹脂塗布離型紙17と離型紙19によって挟まれた基材が冷却加圧ロール組18にて冷却された後、離型紙19が上部ロールに巻き取られて、プリプレグシート20が巻き取られる。
【0136】
このようにして、上記装置を用いたプリプレグシートの製造方法では、一方向に引き揃えられた開繊糸シートに樹脂シートを重ね、繊維束の並び(配向)が乱れないように開繊糸シートに張力をかけながら樹脂の溶融温度以上に加熱して樹脂を溶融させ、加圧して開繊糸シートに樹脂を含浸させてプリプレグシートが得られる。
【0137】
開繊糸シートの目付け量は20〜80g/m2が好ましく、さらに好ましくは20〜50g/m2である。
【0138】
製造されたプリプレグシートの厚みは、好ましくは20μm〜180μm、より好ましくは30μm〜160μmの範囲である。
【0139】
なお、その他の繊維束を開繊する方法も本発明において採用することもできる。
【0140】
例えば、(1)搬送される繊維束を、複数のローラーに屈曲させながら通過させ、その間に軸方向に振動する円柱状の基体に繊維束を押し当てることにより開繊させる方法(特開昭56−43435号公報参照)、(2)搬送される繊維束を、往復運動体や回転体により縦方向に振動させた後、さらに曲面を有する基体上に押し当てて開繊させる方法(特開昭61−275438号公報参照)、(3)搬送される繊維束を、その一部が偏心回転体であるローラー群を通過させることにより開繊させる方法(特開平7−268754号公報参照)、等がある。
【0141】
炭素繊維に樹脂を含浸させる方法としては、上記方法以外に、従来より公知のその他の方法も採用することができる。
【0142】
例えば、図2に示すように、開繊装置8で得られた開繊糸シート3をロールへ供給すると共に、シート3上に樹脂5を連続して供給する方法、開繊糸シートに樹脂繊維で製造した樹脂不織布を重ねて加熱しつつ加圧する方法、開繊糸シートと樹脂からなるマトリクス繊維とを開繊しながら混合し、これをシート状に広げ、加熱融着してプリプレグシートを製造する方法、開繊糸シートを一方向に引き揃えてシート状にし、この開繊糸シートを樹脂が含まれる処理浴に導入して樹脂を付着させる方法などがある。
【実施例】
【0143】
以下、本発明を実施例を用いてより詳細な説明をする。
【0144】
本発明は、その要旨を超えない限り、実施例に限定されるものではない。
【0145】
以下の実施例で用いた材料および試験方法は、次のとおりである。
(A)使用した炭素繊維
(A)−1 炭素繊維:パイロフィルTR50S−15K(三菱レイヨン(株)社製)
(A)−2 炭素繊維:トレカT800SC−24K(東レ(株)社製)
(B)使用した樹脂および硬化剤など
エポキシ樹脂:ビスフェノールA型エポキシ樹脂
(B)−1 jER828(JER(株)社製)
(B)−2 jER1001(JER(株)社製)
(B)−3 硬化剤:ジシアンジアミド jERキュア、DICY15(JER(株)社製)
(B)−4 硬化促進剤:3-(3,4−ジクロロフェニル)-1,1−ジメチルウレア、DCMU99(保土ヶ谷化学工業(株)社製)
(C)使用したチタン酸アルミニウム系セラミックス焼結粉体の調製
アナターゼ型酸化チタン(堺化学株製、A−110)43.9重量%と易焼結アルミナα型(住友化学工業株、易焼結アルミナAES−11)56.1重量%からなる混合物100重量部に対して、添加剤としての福島産アルカリ長石((Na0.39K0.61)AlSi3O8)4重量部、解膠剤としてのジエタノールアミン1.5重量部、バインダーとしてのポリビニルアルコール0.4重量部、及び水30重量部を添加して原料混合物を得た。この原料混合物を焼成してアルミニウム系セラミックス焼結粉体の焼結クリンカーを得、この焼結クリンカーをボールミルにて48時間粉砕し、篩にて分級した。篩サイズ1〜5μm、平均粒径x=2.5μmのチタン酸アルミニウム系セラミックス焼結粉体を準備した。
(D)落雷の模擬試験
使用した試験装置は、図3および図4に示すように、検体22(成形体)の表面にギャップ(10mm)をおいてコード40に接続された一対の試験端子板41(SUS304)を配置し、両の端子板41間に電流、電圧を印加した。図5にその試験等価回路を示した。
【0146】
なお、図4中、22は検体(成形体)、42はベークライト板、43は硝子である。
(E)貫通試験
図6に示す貫通試験装置を使用した。
【0147】
この装置は、検体(成形体)22の上下に端子棒45、45をそれぞれ配置し、上側の端子棒45の下端にボルト46を螺合可能に装着し、下側の端子棒45の上端に円盤金属板47を取り付けたものである。上下の端子棒45、45間に電圧を印加した。
(F)静電気散逸(ESI)試験
図7(a)および(b)に示すように、各実施例および比較例で得られた成形体31の10cm×20cmの部分の表面をナイロン製ストッキングで摩擦(20〜40回程度)させることで静電気を起こし、この成形体31を銅板上に載置し、オシロスコープでインパルス電圧を計測した。
【0148】
オシロスコープは、横川電機(株)製(型式 DL−1640)を使用し、周波数特性 200MHz、最高サンプルレート 200MS/sで実施した。
(G)静電電圧測定試験
図8に示すように、各実施例および比較例で得られた成形体31の10cm×20cmの部分の表面をナイロン製ストッキングで摩擦(20〜40回程度)させることで静電気を起こした。この成形体31の表面に静電電圧測定器(STATIRON−M2、シシド静電気社製)24を配設して成形体の静電電圧を測定した。
(H)静電容量測定試験
図9に示すように、各実施例および比較例で得られた成形体31の表裏面に円板状の電極26,26をそれぞれ配設した。電極の表面積は51.5cm2とした。
【0149】
両電極間に静電容量測定器(自動シェーリングブリッジ、総研電気社製)28を図9のように接続し、成形体の静電容量を測定した。
(実施例1)
チタン酸アルミニウム系セラミックス焼結粉体が分散したプリプレグシートの製造
(A)樹脂組成物の調製
撹拌装置内で、エポキシ樹脂jER828を温度80℃にて10分撹拌後、その中に、エポキシ樹脂jER1001を投入し、さらに10分撹拌した。使用したjER828とjER1001の比率は、重量比で4:6であった。
【0150】
撹拌を継続しながら、真空脱泡を20分行った。その後、チタン酸アルミニウム系セラミックス焼結粉体を、上記のエポキシ樹脂の合計量に対し、重量比で1:1の割合になる量を投入し、さらに20分間撹拌を継続した。
【0151】
その後、温度を60℃にして、硬化剤DICY15と硬化促進剤DCMU99を投入した。エポキシ樹脂の合計量100重量部に対して硬化剤DICY15を5重量部、硬化促進剤DCMU99を2重量部添加した。
【0152】
真空脱泡を行いながら、温度60℃にて30分撹拌を行い、チタン酸アルミニウム系セラミックス焼結粉体が分散したエポキシ樹脂組成物を調製した。
(B)樹脂の塗布
上記(A)で得られたエポキシ樹脂組成物を、マルチコータM−500((株)ヒラノテクシード)にて、離型紙(WBE90R−DT、リンテック(株)社製)上に薄く塗布して樹脂塗布離型紙を作成した。塗布方法は、コーティングロールにエポキシ樹脂組成物を一旦塗布し、その塗布した樹脂組成物を離型紙上に薄く塗布するコンマリバース方式にて行った。
【0153】
離型紙上へのエポキシ樹脂組成物の塗布量は、目付け、約34g/m2、約42g/m2、約64g/m2の3種類を作成した。なお、作成したシートは幅330mm×長さ200mであった。
(C)プリプレグシート1の作成
図1に示した、開繊装置と樹脂含浸部を連続して配置したプリプレグシート製造装置を用いて、チタン酸アルミニウム系セラミックス焼結粉体が樹脂中に分散したプリプレグシート1を製造した。
【0154】
開繊装置では、空気開繊部、縦振動付与部、横振動付与部を設置した構成になっている。樹脂含浸部は加熱加圧ロールを上下に組み合わせた加熱加圧ロール組を2連、冷却加圧ロールを上下に組み合わせた冷却加圧ロール組を2連、連続させた構成になっている。そして、開繊装置で得られた繊維束を開繊させたシート状の開繊糸シートの片面にエポキシ樹脂組成物が連続して含浸できるようになっている。
【0155】
繊維束として、炭素繊維(三菱レイヨン(株)社製、パイロフィルTR50S−15K;集束本数15000本)を使用した。繊維束の本数は13本で、繊維束の間隔を24mmに設定した。繊維束に付与される初期張力を150gに設定し、搬送速度5m/分で搬送した。空気開繊部における吸引気流の流速(繊維束のない開放状態)は20m/秒で、加熱機構から吹き出される熱風温度は120℃とした。
【0156】
縦振動付与機構は、振動回数600rpmで、繊維束を押圧するロールのストローク量は10mmに設定した。幅方向振動付与機構は、振動回数が450rpmで、開繊糸を幅方向に振動させるストローク量は5mmに設定した。
【0157】
なお、縦振動付与機構のロールの直径は10mm、横振動付与機構のロールの直径は25mmで、それぞれ表面は梨地加工を施している。
【0158】
以上のように設定して、繊維束を搬送して、シート幅約310mmの開繊糸シートを連続して製造した。開繊糸シートの目付け量は約42g/m2であった。
【0159】
連続して、開繊糸シートを目付け約42g/m2の樹脂組成物塗布離型紙と上側の離型紙との間で挟み込み、加熱加圧ロール組に供給した。加熱加圧ロールの温度は100℃に、冷却ロールは水冷に、そして加熱加圧ロールの線圧は10kgf/cmに設定した。冷却ロールから排出後は、上側の離型紙を巻き取り、下側離型紙に付着した状態のプリプレグシートを製品シートとして巻き取った。加工速度は5m/分であった。
【0160】
チタン酸アルミニウム系セラミックス焼結粉体が樹脂中に分散した厚さ約48μmのプリプレグシート1を得た。得られたプリプレグシート1は、炭素繊維目付け約42g/m2、計算上の繊維体積含有率は約50%であった。
(実施例2)
プリプレグシート2の作成
繊維束として、炭素繊維(東レ(株)社製、トレカT800SC−24K;集束本数24000本)を使用した。繊維束の本数は12本で、繊維束の間隔を27mmに設定した。繊維束に付与される初期張力、搬送速度、空気開繊部における吸引気流の流速、加熱機構から吹き出される熱風温度、縦振動付与機構の振動回数、繊維束を押圧するロールのストローク量、幅方向振動付与機構の振動回数、開繊糸を幅方向に振動させるストローク量などは、実施例1の条件と同等に設定した。
【0161】
以上のように設定して、繊維束を搬送して、シート幅約320mmの開繊糸シートを連続して製造した。開繊糸シートの目付け量は約38g/m2であった。
【0162】
連続して、開繊糸シートを目付け約34g/m2の樹脂塗布離型紙と離型紙と上側の離型紙との間で挟み込み加熱加圧ロール組に供給した。加熱加圧ロール、冷却加圧ロールなどの設定条件および加工速度についても、実施例1と同等に設定した。
【0163】
冷却ロールから排出後は上側の離型紙を巻き取り、下側離型紙に付着した状態のプリプレグシートを製品シートとして巻き取った。
【0164】
チタン酸アルミニウム系セラミックス焼結粉体が樹脂中に分散した厚さ約40μmのプリプレグシート2を得た。得られたプリプレグシート2は、炭素繊維目付け約38g/m2、計算上の繊維体積含有率約52%であった。
(実施例3)
プリプレグシート3の作成
繊維束として、炭素繊維(三菱レイヨン(株)社製、パイロフィルTR50S−15K;集束本数15000本)を使用した。繊維束の本数は40本で、繊維束の間隔を8mmに設定した。
【0165】
この実施例では、開繊機構部は使用せず、直接、繊維束をそのまま樹脂含浸部に供給した。繊維束の初期張力は150gに設定し、搬送速度5m/分で搬送した。炭素繊維のシート幅は約320mmであり、その目付け量は約128g/m2であった。
【0166】
連続して、幅方向に複数本並べられた炭素繊維束を、実施例1の(B)で作成した目付け約64g/m2の樹脂塗布離型紙で上下に挟み込み、加熱加圧ロール組に供給した。実施例1および2の場合とは異なり、樹脂塗布離型紙を上下にセットして、樹脂目付け約128g/m2となるようにした。
【0167】
加熱加圧ロール、冷却ロールなどの設定条件および加圧速度については、実施例1および2と同等に設定した。
【0168】
冷却ロールから排出後は上側の離型紙を巻き取り、下側離型紙に付着した状態のプリプレグシートを製品シートとして巻き取った。
【0169】
チタン酸アルミニウム系セラミックス焼結粉体が樹脂中に分散した厚さ約142μmのプリプレグシート3を得た。得られたプリプレグシート3は炭素繊維目付け約128g/m2、計算上の繊維体積含有率は約50%であった。
(比較例1)
プリプレグシート4の作成
プリプレグシート4(厚み125μm)はチタン酸アルミニウム系セラミックス焼結粉体が分散していない、通常のプリプレグシートで、以下の方法で作成した。
(A)材料の調製
炭素繊維束は、パイロフィルTR50S−15K(三菱レイヨン(株)製造)を使用し、エポキシ樹脂は、実施例1と同様に、jER828とjER1001を重量比4:6で配合した樹脂を使用した。
【0170】
チタン酸アルミニウム系セラミックス焼結粉体を樹脂に投入しないこと以外は、実施例1の(A:樹脂組成物の調製)と同様にしてエポキシ樹脂混合物を調製した。
(B)樹脂の塗布
実施例1で記載した樹脂の塗布方法と同様の方法で、離型紙(WBE90R−DT、リンテック(株)社製)上に約31g/m2となるエポキシ樹脂を塗布して樹脂塗布離型紙を作成した。
(C)プリプレグシート4の作成
実施例3と同様の方法にて、厚さ約125μmのプリプレグシート4を作成した。
【0171】
つまり、炭素繊維TR50S−15Kを8mmピッチで40本並べた後、樹脂塗布離型紙を上下から挟み込み、厚み125μmのプリプレグシート4を作成した。作成されたプリプレグシート4は炭素繊維目付け約128g/m2、計算上の繊維体積含有率約58%であった。
(実施例4)
薄層セラミックス/厚層/薄層セラミックス積層板(厚み5.3mm)
上記実施例1で作成したプリプレグシート1(厚み48μm)を使用し、そのプリプレグシートを切り出して、切り出したプリプレグシート1を[0/90]12で合計24枚積層して第1のプリプレグ積層材を得た。厚さは約1.15mmであった。
【0172】
上記比較例1で作成したプリプレグシート4(厚み125μm)を使用し、そのプリプレグシート4を切り出して、切り出したプリプレグシート4を[0/90]6Sで合計24枚積層して第2のプリプレグ積層材を得た。厚さは約3mmであった。
【0173】
上記実施例1で作成したプリプレグシート1(厚み48μm)を使用し、そのプリプレグシートを切り出して、切り出したプリプレグシート1を[90/0]12で合計24枚積層して第3のプリプレグ積層材を得た。厚さは約1.15mmであった。
【0174】
第1のプリプレグ積層材の上に第2のプリプレグ積層材を重ね、さらにその上に第3のプリプレグ積層材を重ねて炭素繊維強化複合材料とし、オートクレーブ装置にセットし、130℃、0.5MPaの加工条件にて2時間成形を行い、エポキシ樹脂を硬化させて、厚さ約5.3mmの30cm×30cmの平板形状の成形体を作成した。
【0175】
得られた成形体は、下層から順に、厚み48μmの層が繊維方向0度、90度の方向に配向させて12回、計24層積層され、次いで、厚み125μmの層が繊維方向0度、90度の方向に配向させて6回、計12層積層され、次いで、厚み125μmの層が繊維方向90度、0度の方向に配向させて6回、計12層積層され、最後に、厚み48μmの層が繊維方向90度、0度の方向に配向させて12回、計24層積層された構成になっている。
(実施例5)
厚層セラミックス/厚層/厚層セラミックス積層板(厚み5.3mm)
上記実施例3で作成したプリプレグシート3(厚み142μm)を使用し、そのプリプレグシートを切り出して、切り出したプリプレグシート3を[0/90]4で合計8枚積層して第1のプリプレグ積層材を得た。厚さは約1.16mmであった。
【0176】
上記比較例1で作成したプリプレグシート4(厚み125μm)を使用し、そのプリプレグシート4を切り出して、切り出したプリプレグシート4を[0/90]6Sで合計24枚積層して第2のプリプレグ積層材を得た。厚さは約3mmであった。
【0177】
上記実施例3で作成したプリプレグシート3(厚み142μm)を使用し、そのプリプレグシートを切り出して、切り出したプリプレグシート3を[90/0]4で合計8枚積層して第3のプリプレグ積層材を得た。厚さは約1.16mmであった。
【0178】
第1のプリプレグ積層材の上に第2のプリプレグ積層材を重ね、さらにその上に第3のプリプレグ積層材を重ねて炭素繊維強化複合材料とし、オートクレーブ装置にセットし、130℃、0.5MPaの加工条件にて2時間成形を行い、エポキシ樹脂を硬化させて、厚さ約5.3mmの30cm×30cmの平板形状の成形体を作成した。
(実施例6)
薄層セラミックス/バータム板/薄層セラミックス積層板(厚み約7mm)
上記実施例2で作成したプリプレグシート2(厚み40μm)を使用し、そのプリプレグシートを切り出して、切り出したプリプレグシート2を[0/90]12で合計24枚積層して第1のプリプレグ積層材を得た。厚さは約1mmであった。
【0179】
バータム板として、一般市販品(厚さ5mmの織物積層(エポキシ樹脂)との複合品)を使用した。
【0180】
上記実施例2で作成したプリプレグシート2(厚み40μm)を使用し、そのプリプレグシートを切り出して、切り出したプリプレグシート2を[90/0]12で合計24枚積層して第2のプリプレグ積層材を得た。厚さは約1mmであった。
【0181】
第1のプリプレグ積層材の上にバータム板を重ね、さらにその上に第2のプリプレグ積層材を重ねて炭素繊維強化複合材料とし、オートクレーブ装置にセットし、130℃、0.5MPaの加工条件にて2時間成形を行い、エポキシ樹脂を硬化させて、厚さ約7mmの30cm×30cmの平板形状の成形体を作成した。
(実施例7)
薄層セラミックス/バータム板/薄層セラミックス積層板(厚み約6mm)
上記実施例2で作成したプリプレグシート2(厚み40μm)を使用し、そのプリプレグシートを切り出して、切り出したプリプレグシート2を[0/90]12で合計24枚積層して第1のプリプレグ積層材を得た。厚さは約1mmであった。
【0182】
バータム板として、一般市販品(厚さ4mmの織物積層(エポキシ樹脂)との複合品)を使用した。
【0183】
上記実施例2で作成したプリプレグシート2(厚み40μm)を使用し、そのプリプレグシートを切り出して、切り出したプリプレグシート2を[90/0]12で合計24枚積層して第2のプリプレグ積層材を得た。厚さは約1mmであった。
【0184】
第1のプリプレグ積層材の上にバータム板を重ね、さらにその上に第2のプリプレグ積層材を重ねて炭素繊維強化複合材料とし、オートクレーブ装置にセットし、130℃、0.5MPaの加工条件にて2時間成形を行い、エポキシ樹脂を硬化させて、厚さ約6mmの30cm×30cmの平板形状の成形体を作成した。
(実施例8)
表面に樹脂組成物層を有する成形体
上記実施例7で作成した炭素繊維強化複合材料の表面に、樹脂組成物を手で塗布して厚さ約0.5mmの樹脂組成物層を形成した。その樹脂組成物は、セラミックスとエポキシ樹脂の比率を80重量部:100重量部としたこと以外は、実施例1(A)と同様にしてエポキシ樹脂組成物を得た。
【0185】
この炭素繊維強化複合材料をオートクレーブ装置にセットし、130℃、0.5MPaの加工条件にて2時間成形を行い、エポキシ樹脂を硬化させて、厚さ約6.5mmの30cm×30cmの平板形状の成形体を作成した。
(実施例9)
薄層セラミックス/バータム板/薄層セラミックス積層板(厚み約3mm)
上記実施例2で作成したプリプレグシート2(厚み40μm)を使用し、そのプリプレグシートを切り出して、切り出したプリプレグシート2を[0/90]12で合計24枚積層して第1のプリプレグ積層材を得た。厚さは約1mmであった。
【0186】
バータム板として、一般市販品(厚さ1mmの織物積層(エポキシ樹脂)との複合品)を使用した。
【0187】
上記実施例2で作成したプリプレグシート2(厚み40μm)を使用し、そのプリプレグシートを切り出して、切り出したプリプレグシート2を[90/0]12で合計24枚積層して第2のプリプレグ積層材を得た。厚さは約1mmであった。
【0188】
第1のプリプレグ積層材の上にバータム板を重ね、さらにその上に第2のプリプレグ積層材を重ねて炭素繊維強化複合材料とし、オートクレーブ装置にセットし、130℃、0.5MPaの加工条件にて2時間成形を行い、エポキシ樹脂を硬化させて、厚さ約3mmの30cm×30cmの平板形状の成形体を作成した。
(実施例10)
エポキシ樹脂100重量部に対して、チタン酸アルミニウム系セラミックス焼結粉体を140重量部使用したこと以外は、実施例1と同様にしてエポキシ樹脂組成物を得、この樹脂組成物からプリプレグシート5を得た。
【0189】
このプリプレグシート5を用いたこと以外は実施例4と同様にして、厚さ約5.3mmの30cm×30cmの平板形状の成形体を作成した。
(実施例11)
エポキシ樹脂100重量部に対して、チタン酸アルミニウム系セラミックス焼結粉体を60重量部使用したこと以外は、実施例1と同様にしてエポキシ樹脂組成物を得、この樹脂組成物からプリプレグシート6を得た。
【0190】
このプリプレグシート6を用いたこと以外は実施例4と同様にして、厚さ約5.3mmの30cm×30cmの平板形状の成形体を作成した。
(実施例12)
エポキシ樹脂100重量部に対して、チタン酸アルミニウム系セラミックス焼結粉体を200重量部使用したこと以外は、実施例1と同様にしてエポキシ樹脂組成物を得、この樹脂組成物からプリプレグシート7を得た。
【0191】
このプリプレグシート7を用いたこと以外は実施例4と同様にして、厚さ約5.3mmの30cm×30cmの平板形状の成形体を作成した。
(実施例13)
実施例のチタン酸アルミニウム系セラミックス焼結粉体の調製(C)と同様にして得られた焼結クリンカーをボールミルにて48時間粉砕し、篩にて分級した。篩サイズ10〜30μm、平均粒径x=15μmのチタン酸アルミニウム系セラミックス焼結粉体を準備した。
【0192】
このチタン酸アルミニウム系セラミックス焼結粉体を使用したこと以外は、実施例4と同様にして、厚さ約5.3mmの30cm×30cmの平板形状の成形体を作成した。
(比較例2)
成形体(厚み約5mm)の作成
上記比較例1の(C)で得られた厚み125μmのプリプレグシート4を使用し、そのプリプレグシートの繊維方向を0度とした30cm×30cmのシートを20枚、繊維方向を90度とした30cm×30cmのシートを20枚切り出し、[0/90]10Sの構成にて積層を行った。
【0193】
このプリプレグ積層材をオートクレーブ装置にセットし、130℃、0.5MPaの加工条件にて2時間成形を行い、エポキシ樹脂を硬化させて、厚さ約5mmの30cm×30cmの平板形状の成形体を作成した。
(落雷の模擬試験結果)
実施例4−13および比較例2で得られた成形体を用いて、図3−4に示したインパルス電圧発生装置(仕様:20,000V/25,000A定格)による落雷の模擬試験を行った。
【0194】
試験条件は次のとおりとした。
【0195】
ギャップ長さ:10mm
印加波形:10/350μs
設定電流:25KA
測定電流値および充電電圧は次のとおりであった。
【0196】
実施例4では、測定電流値は24.6KA、充電電圧は21.2KVであった。
【0197】
実施例5では、測定電流値は25.0KA、充電電圧は21.2KVであった。
【0198】
実施例6では、測定電流値は25.0KA、充電電圧は21.2KVであった。
【0199】
実施例7では、測定電流値は24.5KA、充電電圧は21.2KVであった。
【0200】
実施例8では、測定電流値は24.3KA、充電電圧は21.2KVであった。
【0201】
実施例9では、測定電流値は24.5KA、充電電圧は21.2KVであった。
【0202】
実施例10−13では、測定電流値は24.5KA、充電電圧は21.2KVであった。
【0203】
印加電圧(20KV/25KA=625KW)を上記の実施例4−13で得られた試験体(成形体)に放電したところ、試験体の表面での端子板間10mmで落雷放電したが、試験体は、全く破損等のダメージになるような損壊は見られなかった。試験端子板間で放電した時に、ステンレス材(SUS304)は熔損していた。発生温度は1350℃〜1,500℃程度であると思われる。
【0204】
比較例2で得られた試験体(成形体)について、上記と同様に放電したところ、試験体の表面での端子板間10mmで落雷放電し、試験体は大きく破損を受けていた。
【0205】
なお、上記印加電圧/電流で得られたジュール熱(KJ)は次式で計算される。
【0206】
【数1】

【0207】
実施例7の成形体の表面−裏面間の抵抗は22オーム、中心部の抵抗は12オームであった。
【0208】
実施例8の成形体の表面の樹脂組成物層の抵抗は3.065Tオーム(3,065Mオーム)であった。
【0209】
図10に、実施例7で得られた成形体の雷インパルス電流試験の印加波形を示した。電流値は24.5KAであった。
【0210】
図11に、実施例8で得られた成形体の雷インパルス電流試験の印加波形を示した。電流値は24.3KAであった。
【0211】
図12に、実施例9で得られた成形体の雷インパルス電流試験の印加波形を示した。電流値は24.5KAであった。
【0212】
また、本発明で使用した落雷の模擬試験装置を用いて実施した放電電圧のインパルス波形を図13(A)に示し、一般的な落雷の模擬試験装置を用いて実施した放電電圧のインパルス波形を図13(B)に示す。
【0213】
これらの波形からわかるように、本発明で使用した落雷の模擬試験装置では、一般的な落雷の模擬試験装置に比べて約25倍の印加電圧が得られるものである。
【0214】
以上のことから、本発明の成形体においては、落雷時の瞬間雷エネルギーによる発火温度(約1,500℃前後)からのバリア効果が期待できることがわかる。
(貫通試験結果)
図6に示す貫通試験装置を使用し、次の条件で貫通試験を実施した。
【0215】
印加波形:10/350μs
設定電流:25KA
実施例7では、測定電流値は23.8KA、充電電圧は21.2KVであった。
【0216】
実施例9では、測定電流値は23.8KA、充電電圧は21.2KVであった。
【0217】
実施例4−6,8,10−13では、測定電流値は23.8KA、充電電圧は21.2KVであった。
【0218】
貫通実験を行った結果、上記実施例4−13で得られた成形体は、端子局部間で貫通は見られなかった。
【0219】
比較例2で得られた成形体は、貫通が見られた。成形体の表面は広範囲に破損し、穴も大きく開いて炭素繊維糸がバラバラに剥離し、ささくれた状態であった。
【0220】
実施例4−13で得られた成形体では、その裏面側において、アース側端子(円盤形)の平面圧縮跡が見られたが貫通はされておらず、レントゲンによる非破壊検査でも貫通されていないことがわかった。
【0221】
図14に、実施例9で得られた成形体の貫通方向における波形を示した。電流値は23.8KAであった。
【0222】
図15に、実施例7で得られた成形体の貫通方向における波形を示した。電流値は23.8KAであった。
(静電気散逸(ESI)試験結果)
試験結果を図16−20に示す。
【0223】
図16は、比較例2で得られた成形体の5v/divにおける測定値であり、最小値が26.7Vであることを示している。
【0224】
図17は、比較例2で得られた成形体の10v/divにおける測定値であり、最大値が61.5Vであることを示している。
【0225】
図18は、実施例4で得られた成形体の5v/divにおける測定値であり、最大値が23.3Vであることを示している。
【0226】
図19は、実施例5で得られた成形体の5v/divにおける測定値であり、最大値が13.1Vであることを示している。
【0227】
図20は、実施例6で得られた成形体の5v/divにおける測定値であり、最小値が0.5Vであることを示している。
【0228】
図16−20から次のことがわかる。
(1)CFRPのみの板の場合、最大61.5V、最小26.7Vである。
(2)CFRPセラミックス複合板の場合、最大13.1V、最小0.5Vである。
【0229】
上記の結果から、CFRPのみの場合に比べ、セラミックスとの複合板のほうが静電量が明らかに小さいことが判明した。
【0230】
航空機、例えば、A−350(エアバス)の場合、機体の約50%にCFRPが使用されており、一例として、表面積では約440m2がCFRPである。ここに帯電する静電容量はかなりのものとなり、スパーク時のインパルス電圧は非常に危険である。これに対して、本発明の成形体は、帯電する静電容量が小さいために、安全であるといえる。
【0231】
上記実施例の今回の試験結果から、最大61.5V:最13.1Vは4.7倍、最小26.7V:最小0.5Vは、53.4倍の帯電率の差があることがわかった。
(静電電圧測定試験結果)
成形体の静電電圧を測定したところ、実施例4の成形体の静電電圧は500V、実施例5の成形体の静電電圧は500Vであった。
【0232】
実施例4および5の成形体において、表面上の静電気インパルス電圧は発生したが、CFRP(表面層)の抵抗値が低いために、コンデンサ容量が0に等しい。よって、エネルギー1/2CV2の計算からエネルギーは0となり、その結果帯電はしないことがわかる。他の実施例の成形体においても、実施例4および5の成形体の結果と同様であった。
(静電容量測定試験結果)
成形体の静電容量を測定したところ、実施例4の成形体の静電容量は0クーロン(測定不能)、実施例5の成形体の静電容量は0クーロン(測定不能)であった。他の実施例の成形体においても、実施例4および5の成形体の結果と同様であった。
【産業上の利用可能性】
【0233】
本発明によれば、航空機の胴体、主翼、垂直尾翼、水平翼等の構造材などとして、あるいは風車のブレードとして好適に使用することができる。
【符号の説明】
【0234】
2 炭素繊維束
3 開繊された炭素繊維
6 巻取部
8 開繊装置
10 樹脂含浸部
12 開繊する開繊部
13 縦振動付与部
14 横振動付与部
16 加熱加圧ロール組
17 離型紙
18 冷却加圧ロール組
19 別の離型紙
20 プリプレグシート
【技術分野】
【0001】
本発明は、補強材として炭素繊維を使用し、マトリックスとして樹脂組成物を使用した炭素繊維強化複合材料の飛行物体用または風車用の成形体に関し、さらに詳しくは、落雷対策および静電気対策として有効である飛行物体用または風車用の成形体に関する。
【背景技術】
【0002】
航空機業界では、近年、高速化や大型化が求められ、さらに長距離飛行のための軽量化と燃料効率の向上が求められている。これらの要望のもと、航空機の構造材料として炭素繊維と樹脂とを含む複合材料(以下、CFRPという。)が使用されている。
【0003】
このCFRPは、炭素繊維に樹脂を含浸して半硬化状態のプリプレグシートを製造し、このプリプレグシートを加熱加圧成形して製造される場合が多い。
【0004】
このようなCFRPを使用して航空機用の構造材料を製造する技術として、従来より次のものが開示されている。
【0005】
特表2006−502046号公報(特許文献1)には、パネルコアと、内部プライ層を形成し該パネルコアを囲む複数のプレプレグ層と、該内部プライ層の外側に配置される金属箔層とを有する航空機パネルアセンブルが開示されている。
【0006】
特開2002−266173号公報(特許文献2)には、炭素繊維に樹脂を含浸して得られた、航空機の構造材料として使用される繊維強化プラスチックが開示されている。
【0007】
しかし、これらの繊維強化プラスチックは、落雷時における超高温(約1500℃といわれている)の発火現象に耐えることができない。
【0008】
従来の落雷対策として、導電体(主に銅板)を使用し、落雷電流を通電する方法がとられている。しかし、このような方法では、落雷エネルギーが大きい場合、機体そのものが発火する危険性がある。この理由は、落雷時は非常に高温となるため、被雷箇所のCFRPを構成する樹脂が膨潤(爆潤)し、亀裂破損によって導電体が熔損する。熔損した導電体は外部に放射され、かつCFRP内部にも放射されCFRPの破損を引き起こす。
【0009】
樹脂は分子構造上、水分を含んでおり、機体の表面の雨や結露が落雷時にCFRPの膨潤を助長する。これらの破損は、落雷対策の最大の課題であった。
【0010】
落雷エネルギーによる航空機の構造材料の損傷を防止するために、以下に示す導電構造が採用されている。
【0011】
特開平9−193296号公報(特許文献3)および特表2006−502046号公報(特許文献1)には、AL−Lu合金及びチタン合金、銅又は銅合金の薄板をCFRP表面に貼り合わせた複合材が記載されている。
【0012】
しかし、チタン合金を使用する場合は、複合材の価格が非常に高くなる。しかも、チタン合金は宇宙線に弱く、酸化されて腐食が進む。雷雲の近くではガンマー線、エックス線が発生している。雷雲は世界で500回程度/日起きていると言われており、雷雲の中および近傍を航空機が飛行する場合はチタン合金の腐食が進む。それゆえ、チタン合金を使用する航空機は、メンテナンスおよび交換が必要となり維持費が高くなる。
【0013】
さらに、CFRPに接着されるチタン合金(又は銅又は銅合金)よりなる層とCFRPとの間に電位差が発生し、この電位差によりCFRPの内部に静電気が蓄電される。
【0014】
また、航空機が飛行する場合、機体の表面に雨、ミゾレ、雪、アラレなどが衝突することにより、静電気が生じる。時には、塵、砂および火山灰によっても静電気が生じる。こうして、機体表面に生じた静電気は、CFRP中に次第に蓄積され、機体表面の電位が上昇する。さらに、航空機の構造材料の裏面では、床に敷かれたカーペットや内装品によって接触摩擦、振動等により静電気が発生する。この静電気はCFRP中に帯電(蓄電)する。この静電気が何らかの理由で、金属部品との間でスパークし、発火する原因となる。特に燃料室内でのスパークが問題となっている。
【0015】
さらに、チタン合金よりなる層(又は部品ハーネス(リベット)金具)と、CFRPとの間に電位差が発生し、この電位差によりCFRPの内部に静電気が蓄電される。また、Al−Lu合金を用いた場合でも同様に、CFRPとの間に電位差が発生し、静電気が蓄電されると共に、電気腐食が発生する。航空機の場合、上記したように、火山灰、塵等によって、表面に張り合わされたチタン合金やAl−Lu合金に静電気が発生する。この発生した静電気は全て直流の電流であるため、金属内に電流が流れる場合、腐食の度合が交流に比べて大きい。その腐食の度合による抵抗値の異なることが電位差を生じ静電気(直流)を起こす。このことも発火の一因となっている。
【0016】
そのために、ファスナー(チタン合金のリベット)の先端部を絶縁材で保護することが必要となり、コスト高となる(例えば、特開昭62−168394号公報(特許文献4)、特表2010−512270号公報(特許文献5))。
【0017】
さらに、特開平7−96579号公報(特許文献6)に記載のように、落雷からの航空機の損傷を防止するために、メッシュ状(網形状)のものをCFRPの内層部に入れることも提案されている。しかし、この方法では、チタン合金以外は耐熱性がないので、複合材が溶損し、その溶解した金属が内部にも悪影響を与える。
【先行技術文献】
【特許文献】
【0018】
【特許文献1】特表2006−502046号公報
【特許文献2】特開2002−266173号公報
【特許文献3】特開平9−193296号公報
【特許文献4】特開昭62−168394号公報
【特許文献5】特表2010−512270号公報
【特許文献6】特開平7−96579号公報
【発明の概要】
【発明が解決しようとする課題】
【0019】
本発明は、上述の欠点を解決するためになされたものであり、本発明の目的は、落雷をうけた場合でも、成形体を構成する樹脂などの膨潤を防止し構造材料などが破壊されるのを防ぐことのできる飛行物体用または風車用の成形体を提供することにある。
【0020】
本発明の他の目的は、落雷時での雷電流を通電させ放電棒へ導くことができる飛行物体用または風車用の成形体を提供することにある。
【0021】
本発明のさらに他の目的は、静電気を帯びにくい飛行物体用または風車用の成形体を提供することにある。
【0022】
本発明のさらに他の目的は、成形体のメンテナンスおよび交換が容易に行え経済的でもある飛行物体用または風車用の成形体を提供することにある。
【課題を解決するための手段】
【0023】
本発明者等は、上記の課題を解決すべく鋭意研究を繰り返した結果、望ましくは、樹脂とチタン酸アルミニウム系セラミックス焼結粉体とを含有する樹脂組成物を用い、この樹脂組成物を炭素繊維に含浸させて得られた複合材料を用いることにより、落雷に対する飛行懸念を一掃し得る成形体が得られることを見出し、本発明に到達した。
【0024】
すなわち、本発明の成形体は以下を特徴とする。
(項目1) 補強材として炭素繊維を使用し、マトリックスとして樹脂組成物を使用した炭素繊維強化複合材料の飛行物体用または風車用の成形体において、
該樹脂組成物が、樹脂とチタン酸アルミニウム系セラミックス焼結粉体とを含有し、該チタン酸アルミニウム系セラミックス焼結粉体が該成形体の少なくとも表面層の該樹脂中に分散している成形体。
(項目2) 前記チタン酸アルミニウム系セラミックス焼結粉体が、前記樹脂100重量部に対して50〜300重量部配合されている項目1に記載の成形体。
(項目3) 前記チタン酸アルミニウム系セラミックス焼結粉体の平均粒子径が、0.001〜100μmである項目1または2に記載の成形体。
(項目4) 前記チタン酸アルミニウム系セラミックス焼結粉体が、二酸化チタン、アルミナおよびアルカリ長石を含む原料から形成された成形体を焼成、粉砕して得られる項目1〜3のいずれか1項に記載の成形体。
(項目5) 前記樹脂が、熱硬化性樹脂、熱可塑性樹脂、または熱硬化性樹脂と熱可塑性樹脂との混合物である項目1〜4のいずれか1項に記載の成形体。
(項目6) 前記炭素繊維が、一方向に引き揃えられた炭素繊維であり、該炭素繊維に前記樹脂組成物が含浸して得られた樹脂含浸繊維層が厚み方向に複数積層されて前記炭素繊維強化複合材料が構成され、
該それぞれの樹脂含浸繊維層において炭素繊維が一方向に配向しており、該複数の樹脂含浸繊維層の全体として炭素繊維が多方向へ配向している、項目1〜5のいずれか1項に記載の成形体。
(項目7) 前記各樹脂含浸繊維層の厚さが20〜80μmである項目6に記載の成形体。
(項目8) 前記樹脂含浸繊維層と樹脂含浸繊維層との間に、前記樹脂組成物からなる樹脂組成物層が設けられている、項目6または7に記載の成形体。
(項目9) 前記炭素繊維が、一方向に引き揃えられた炭素繊維であり、該炭素繊維に樹脂が含浸して得られた樹脂含浸繊維層が厚み方向に複数積層されて炭素繊維強化複合材料が構成され、
該それぞれの樹脂含浸繊維層において炭素繊維が一方向に配向しており、該複数の樹脂含浸繊維層の全体として炭素繊維が多方向へ配向し、
該樹脂含浸繊維層と樹脂含浸繊維層の間に前記樹脂組成物からなる樹脂組成物層が設けられている、項目1〜5のいずれか1項に記載の成形体。
(項目10) さらに芯材を有し、該芯材の少なくとも片面に前記炭素繊維強化複合材料が配置されている、項目1〜9のいずれか1項に記載の成形体。
(項目11) 前記芯材が、補強材として炭素繊維を使用し、マトリックスとして樹脂を使用した炭素繊維強化複合材料である、項目10に記載の成形体。
(項目12) 前記炭素繊維強化複合材料の少なくとも片面に、前記樹脂組成物を塗布して形成された樹脂組成物層が設けられている、項目1〜11のいずれか1項に記載の成形体。
【発明の効果】
【0025】
航空機用の成形体が落雷時にうける発火熱は約1,500℃といわれている。この瞬間の発火熱により成形体に含まれる樹脂は膨潤し、そのため成形体は爆発し破壊される。
【0026】
本発明の飛行物体用または風車用の成形体によれば、その成形体を構成する炭素繊維強化複合材料が、樹脂とチタン酸アルミニウム系セラミックス焼結粉体とを含有し、該チタン酸アルミニウム系セラミックス焼結粉体が成形体の少なくとも表面層の樹脂中に分散しているので、成形体が落雷をうけた場合に、急激な発熱によっても成形体中の樹脂の膨潤を防止することができる。この理由は次のように推測される。
【0027】
成形体中に分散して存在するチタン酸アルミニウム系セラミックス焼結粉体は低膨張であり、その線膨張は成形体中に存在する炭素繊維とほぼ同等である。しかも、チタン酸アルミニウム系セラミックス焼結粉体は耐熱性を有している。そのため、チタン酸アルミニウム系セラミックス焼結粉体が樹脂中に分散した成形体は、樹脂部分の膨潤を防止できる上に、耐熱性能が向上する。さらに、成形体の電気抵抗は下がり比較的導通し易くなる。しかも、低抵抗であるため、帯電しにくい。よって、落雷時の雷電流が成形体中を流れやすくなるため放電棒へ導くことができる。さらに、樹脂中にセラミックス焼結粉体が分散して存在しているために、成形体の帯電体積が減り、成形体が静電気を帯びにくくすることができる。
【0028】
また、チタン酸アルミニウム系セラミックス焼結粉体の表面は凹凸があるため、樹脂とのアンカー効果が期待でき、接着性にも優れていると推測される。
【0029】
特に、成形体を多数の層構成とし、その表面層にチタン酸アルミニウム系セラミックス焼結粉体を分散させることにより、中間層と表面層との間に電位差が発生することがない。また、外部からの衝撃などによって表面層で損傷した場合でもクッションとなり、その下層で食い止めることができるので、耐衝撃性にも優れた成形体が得られる。
【0030】
成形体は、チタン合金のように酸化されて腐食が進むことがないので、成形体のメンテナンスおよび交換が容易に行え経済的でもある。
【0031】
さらに、開繊した炭素繊維を用いることにより、チタン酸アルミニウム系セラミックス焼結粉体が厚み方向により均一に分散する。そのため樹脂部分の膨潤をより防止した成形体となる。
【図面の簡単な説明】
【0032】
【図1】プリプレグシート製造装置を示す概略図である。
【図2】別のプリプレグシート製造装置を示す概略図である。
【図3】落雷の模擬試験装置を示す平面図である。
【図4】落雷の模擬試験装置を示す断面図である。
【図5】落雷の模擬試験装置に使用する等価回路である。
【図6】貫通試験装置の概略説明図である。
【図7】静電気逸散試験装置の説明図である。
【図8】静電電圧測定試験装置の説明図である。
【図9】静電容量測定試験装置の説明図である。
【図10】実施例7の成形体の雷インパルス電流試験の印加波形である。
【図11】実施例8の成形体の雷インパルス電流試験の印加波形である。
【図12】実施例9の成形体の雷インパルス電流試験の印加波形である。
【図13】図13(A)は本発明による落雷の模擬試験装置を用いて実施した放電電圧のインパルス波形をに示し、図13(B)は一般的な落雷の模擬試験装置を用いて実施した放電電圧のインパルス波形である。
【図14】実施例9の貫通方向における印加波形である。
【図15】実施例7の貫通方向における印加波形である。
【図16】静電気逸散試験結果を示す比較例2の成形体のグラフである。
【図17】静電気逸散試験結果を示す比較例2の成形体のグラフである。
【図18】静電気逸散試験結果を示す実施例4の成形体のグラフである。
【図19】静電気逸散試験結果を示す実施例5の成形体のグラフである。
【図20】静電気逸散試験結果を示す実施例6の成形体のグラフである。
【発明を実施するための形態】
【0033】
以下、本発明の実施の形態を説明する。
【0034】
本発明の成形体は、例えば、スペースシャトル、ロケット、ミサイル、有人ロケット、および宇宙船などの宇宙航空機、旅客機、貨物飛行機、輸送機、小型飛行機、無人飛行機、ヘリコプター、水陸両用艇、および戦闘機等の航空機、ヘリコプターなどの飛行物体用として、または風車用として使用される。具体的には、宇宙航空機、航空機などの胴体、主翼、垂直尾翼、水平翼等の構造材などとして、もしくはそれらの一部分として使用される。
【0035】
本発明の成形体は、補強材として炭素繊維を使用し、マトリックスとして樹脂組成物を使用した炭素繊維強化複合材料を成形して得られるものである。
(成形体)
本発明において、成形体とは、樹脂および繊維を含む材料を成形して得られる任意の製品をいう。成形方法としては、樹脂材料の成形方法として公知の任意の方法を使用することができる。
【0036】
成形体の大きさは特に限定されない。例えば、飛行機の胴体または翼のように非常に大きい構造物の全体を1つの成形体として製造してもよく、その一部分を1つの成形体として製造して、多数の成形体を組み合わせてその構造物を製造してもよい。
【0037】
成形体の厚みは、特に限定されない。その成形体に必要とされる性能に応じてその厚みを設計することができる。成形体の厚みは、好ましくは0.1mm以上であり、より好ましくは1mm以上とすることも可能であり、3mm以上とすることも可能である。さらに、好ましくは50mm以下であり、より好ましくは30mm以下であり、必要に応じて、10mm以下とすることも可能であり、5mm以下とすることも可能である。
【0038】
成形体のための樹脂としては、プリプレグシートに関連して説明した樹脂が使用可能である。
【0039】
成形体のための炭素繊維としては、プリプレグシートに関連して説明した炭素繊維が使用可能である。
【0040】
成形体のためのチタン酸アルミニウム系セラミックス焼結粉体としては、プリプレグシートに関連して説明したチタン酸アルミニウム系セラミックス焼結粉体が使用可能である。
【0041】
成形体中のチタン酸アルミニウム系セラミックス焼結粉体の量は、特に限定されない。好ましくは、樹脂100重量部に対して、20重量部以上であり、より好ましくは30重量部以上であり、必要に応じて、40重量部以上とすることも可能であり、50重量部以上とすることも可能であり、60重量部以上とすることも可能である。50重量部以上であれば非常に高い耐雷性などの性能が達成できるが、一段と厳しい耐雷性を達成しようとする場合などにおいては、樹脂100重量部に対して、70重量部以上、80重量部以上または90重量部以上とすることが好ましい。さらに、好ましくは樹脂100重量部に対して、300重量部以下であり、より好ましくは200重量部以下であり、さらに好ましくは150重量部以下であり、いっそう好ましくは120重量部以下であり、特に好ましくは100重量部以下であり、必要に応じて、80重量部以下とすることも可能であり、50重量部以下とすることも可能であり、40重量部以下とすることも可能であり、30重量部以下とすることも可能である。少なすぎる場合には、成形体の適切な雷耐性および静電気耐性を得ることが困難になる場合がある。多すぎる場合には、成形体の重量が重くなり過ぎる場合がある。
【0042】
成形体中の炭素繊維の含有量は特に限定されないが、繊維体積%として、好ましくは10%以上であり、より好ましくは20%以上であり、必要に応じて30%以上とすることも可能であり、40%以上とすることも可能である。また、成形体中、繊維体積%として、好ましくは80%以下であり、より好ましくは70%以下であり、必要に応じて60%以下とすることも可能である。炭素繊維量が少なすぎる場合には、成形体の強度が低下しやすい。炭素繊維量が多すぎる場合には、樹脂の含浸を行いにくくなり、また空隙(ボイド)ができる場合がある。
(層構成)
本発明の成形体は、好ましくは芯材および表面層を有し、さらに好ましくは第1表面層、芯材および第2表面層を有する。ここで、第1表面層は、該成形体のうちの外気に接触する部分であって、雷が最初に接触する可能性のある部分であり、第2表面層は、第1表面層と反対の面に存在し、芯材は、該第1表面層と該第2表面層との間に挟まれた部分である。例えば、飛行機の胴体の部材であれば、外側の外気に接触する部分が第1表面層であり、客室側の表面が第2表面層である。
【0043】
必要に応じて、芯材が存在しない構成であってもよい。すなわち、第1表面層および第2表面層のみから成形体が構成されてもよい。
【0044】
本発明においては、第1表面層および第2表面層の両方においてチタン酸アルミニウム系セラミックス焼結粉体が存在することにより、成形体の雷に対する耐性および静電気に対する耐性が高度に改良される。第1表面層および第2表面層のいずれかにおいてチタン酸アルミニウム系セラミックス焼結粉体が存在しない場合、成形体の雷耐性および静電気耐性は顕著に低下する。
(第1表面層)
第1表面層は、樹脂、チタン酸アルミニウム系セラミックス焼結粉体および炭素繊維を含有する。
【0045】
第1表面層の材料としては、プリプレグシートに関して説明したものと同様のものが使用可能である。
【0046】
第1表面層の厚みは、特に限定されない。好ましくは0.01mm以上であり、より好ましくは0.05mm以上であり、必要に応じて0.1mm以上とすることも可能であり、0.3mm以上とすることも可能であり、0.5mm以上とすることも可能であり、1mm以上とすることも可能であり、3mm以上とすることも可能である。さらに、好ましくは50mm以下であり、より好ましくは30mm以下であり、必要に応じて20mm以下とすることも可能であり、10mm以下とすることも可能であり、5mm以下とすることも可能であり、3mm以下とすることも可能であり、1mm以下とすることも可能である。厚みが薄すぎる場合には、成形体の適切な雷耐性および静電気耐性を得ることが困難になる場合がある。厚みが厚すぎる場合には、成形体の重量が重くなり過ぎる場合がある。
【0047】
第1表面層中のチタン酸アルミニウム系セラミックス焼結粉体の量は、特に限定されない。好ましくは、樹脂100重量部に対して、20重量部以上であり、より好ましくは30重量部以上であり、必要に応じて、40重量部以上とすることも可能であり、50重量部以上とすることも可能であり、60重量部以上とすることも可能である。さらに、好ましくは樹脂100重量部に対して、300重量部以下であり、より好ましくは200重量部以下であり、必要に応じて、150重量部以下とすることも可能であり、100重量部以下とすることも可能であり、80重量部以下とすることも可能であり、50重量部以下とすることも可能である。少なすぎる場合には、成形体の適切な雷耐性および静電気耐性を得ることが困難になる場合がある。多すぎる場合には、成形体の重量が重くなり過ぎる場合がある。
【0048】
第1表面層中の炭素繊維の含有量は特に限定されないが、繊維体積%として、好ましくは10%以上であり、より好ましくは20%以上であり、必要に応じて、30%以上とすることも可能であり、40%以上とすることも可能である。また、第1表面層中、繊維体積%として、好ましくは80%以下であり、より好ましくは70%以下であり、必要に応じて、60%以下とすることも可能である。炭素繊維量が少なすぎる場合には、成形体の強度が低下しやすい。炭素繊維量が多すぎる場合には、樹脂の含浸を行いにくくなる場合がある。
【0049】
第1表面層は、必要に応じて、樹脂、チタン酸アルミニウム系セラミックス焼結粉体および炭素繊維以外の材料を含むことができる。樹脂、チタン酸アルミニウム系セラミックス焼結粉体および炭素繊維以外の材料を含まないことが好ましい。樹脂、チタン酸アルミニウム系セラミックス焼結粉体および炭素繊維以外の材料としては、例えば、従来の樹脂材料(例えば、炭素繊維強化プラスチック)に使用される材料(例えば、着色剤、充填剤等)を使用することができる。樹脂、チタン酸アルミニウム系セラミックス焼結粉体および炭素繊維以外の材料を使用する場合、その量は特に限定されないが、高度な雷耐性および静電気耐性を達成するためには、少量にすることが好ましい。例えば、樹脂100重量部に対して、50重量部以下とすることが好ましく、より好ましくは30重量部以下であり、20重量部以下、10重量部以下、5重量部以下、3重量部以下、1重量部以下または0.1重量部以下とすることがさらに好ましい。また、樹脂100重量部に対して、0.01重量部以上とすることが可能であり、0.05重量部以上とすることも可能である。少なすぎる場合には、その材料を使用することの効果を得ることが困難になる場合がある。
(第2表面層)
第2表面層は、樹脂、チタン酸アルミニウム系セラミックス焼結粉体および炭素繊維を含有する。
【0050】
第2表面層の材料としては、プリプレグシートに関して説明したものと同様のものが使用可能である。
【0051】
第2表面層の厚みは、特に限定されない。好ましくは0.01mm以上であり、より好ましくは0.05mm以上であり、必要に応じて0.1mm以上とすることも可能であり、0.3mm以上とすることも可能であり、0.5mm以上とすることも可能であり、1mm以上とすることも可能であり、3mm以上とすることも可能である。さらに、好ましくは50mm以下であり、より好ましくは30mm以下であり、必要に応じて20mm以下とすることも可能であり、10mm以下とすることも可能であり、5mm以下とすることも可能であり、3mm以下とすることも可能であり、1mm以下とすることも可能である。厚みが薄すぎる場合には、成形体の適切な雷耐性および静電気耐性を得ることが困難になる場合がある。厚みが厚すぎる場合には、成形体の重量が重くなり過ぎる場合がある。
【0052】
第2表面層中のチタン酸アルミニウム系セラミックス焼結粉体の量は、特に限定されない。好ましくは、樹脂100重量部に対して、20重量部以上であり、より好ましくは30重量部以上であり、必要に応じて、40重量部以上とすることも可能であり、50重量部以上とすることも可能であり、60重量部以上とすることも可能である。さらに、好ましくは樹脂100重量部に対して、300重量部以下であり、より好ましくは200重量部以下であり、必要に応じて、150重量部以下とすることも可能であり、100重量部以下とすることも可能であり、80重量部以下とすることも可能であり、50重量部以下とすることも可能である。少なすぎる場合には、成形体の適切な雷耐性および静電気耐性を得ることが困難になる場合がある。多すぎる場合には、成形体の重量が重くなり過ぎる場合がある。
【0053】
第2表面層中の炭素繊維の含有量は特に限定されないが、繊維体積%として、好ましくは10%以上であり、より好ましくは20%以上であり、必要に応じて、30%以上とすることも可能であり、40%以上とすることも可能である。また、第2表面層中、繊維体積%として、好ましくは80%以下であり、より好ましくは70%以下であり、必要に応じて、60%以下とすることも可能である。炭素繊維量が少なすぎる場合には、成形体の強度が低下しやすい。炭素繊維量が多すぎる場合には、樹脂の含浸を行いにくくなる場合がある。
【0054】
第2表面層は、必要に応じて、樹脂、チタン酸アルミニウム系セラミックス焼結粉体および炭素繊維以外の材料を含むことができる。樹脂、チタン酸アルミニウム系セラミックス焼結粉体および炭素繊維以外の材料を含まないことが好ましい。樹脂、チタン酸アルミニウム系セラミックス焼結粉体および炭素繊維以外の材料としては、例えば、従来の樹脂材料(例えば、炭素繊維強化プラスチック)に使用される材料(例えば、着色剤、充填剤等)を使用することができる。樹脂、チタン酸アルミニウム系セラミックス焼結粉体および炭素繊維以外の材料を使用する場合、その量は特に限定されないが、高度な雷耐性および静電気耐性を達成するためには、少量にすることが好ましい。例えば、樹脂100重量部に対して、50重量部以下とすることが好ましく、より好ましくは30重量部以下であり、20重量部以下、10重量部以下、5重量部以下、3重量部以下、1重量部以下または0.1重量部以下とすることがさらに好ましい。また、樹脂100重量部に対して、0.01重量部以上とすることが可能であり、0.05重量部以上とすることも可能である。少なすぎる場合には、その材料を使用することの効果を得ることが困難になる場合がある。
(芯材)
芯材を構成する材料は特に限定されない。任意の材料で作成することが可能である。無機材料であってもよく、有機材料であっても良い。好ましい実施形態においては、樹脂を含む材料である。より好ましくは、樹脂および繊維を含む材料である。
【0055】
芯材に樹脂を使用する場合、樹脂は熱硬化性樹脂であってもよく、熱可塑性樹脂であってもよい。本発明の成形体およびプリプレグシートに関して説明した樹脂のいずれもが芯材に使用可能である。1つの好ましい実施形態では、芯材は炭素繊維強化プラスチック製である、
また、芯材として、木材(バルサ材など)、ハニカム構造体等を使用することもできる。ハニカム構造体としては、例えば、アラミド繊維とフェノール樹脂で作成されるノーメックスハニカム、非鉄金属(AlまたはAl−Lu)で作成されたものがある。このように木材(バルサ材など)などの芯材を利用することにより、CFRP(セラミックスを含有する)を複合強化することができる。航空機構造材料には一定の規格があり、強度、剛性(引張り強度)、弾性、靭性等の規格を満足することができる芯材が必要である。例えば、軍用輸送機や民間輸送機等に使用されている芯材(例えば、民間輸送機の床材)等を使用することもできる。よって、芯材とCFRP(セラミックスを含有する)のサンドイッチ構造または2層構造も使用することができる。
【0056】
芯材は複数の層から構成されてもよい。本明細書においては、便宜上、第1表面層と第2表面層との間に存在する部分の全体を芯材と呼ぶ。また、芯材には、第1表面層または第2表面層と同じ材料の層が含まれていてもよい。例えば、成形体が5層からなり、層Aおよび層Bが、「層A/層B/層A/層B/層A」の順に積層されている場合は、中間の3層が芯材となる。
【0057】
芯材の厚みは、特に限定されない。例えば、成形体の所望の厚みから、第1表面層の厚みおよび第2表面層の厚みを引き算したものを芯材の厚みとすることができる。
【0058】
芯材が樹脂材料である場合、芯材は、チタン酸アルミニウム系セラミックス焼結粉体を含有してもよく、含有しなくても良い。芯材がチタン酸アルミニウム系セラミックス焼結粉体を含有する場合、その量は、特に限定されない。好ましくは、樹脂100重量部に対して、20重量部以上であり、より好ましくは30重量部以上であり、必要に応じて、40重量部以上とすることも可能であり、50重量部以上とすることも可能であり、60重量部以上とすることも可能である。さらに、好ましくは樹脂100重量部に対して、300重量部以下であり、より好ましくは200重量部以下であり、必要に応じて、150重量部以下とすることも可能であり、100重量部以下とすることも可能であり、80重量部以下とすることも可能であり、50重量部以下とすることも可能である。少なすぎる場合には、成形体の適切な雷耐性および静電気耐性を得ることが困難になる場合がある。多すぎる場合には、成形体の重量が重くなり過ぎる場合がある。
【0059】
芯材が樹脂材料である場合、芯材は、炭素繊維を含有してもよく、含有しなくても良い。芯材が炭素繊維を含有する場合、その量は特に限定されないが、繊維体積%として、好ましくは10%以上であり、より好ましくは20%以上であり、必要に応じて、30%以上、または40%以上とすることも可能である。また、成形体中、繊維体積%として、好ましくは80%以下であり、より好ましくは70%以下であり、必要に応じて、60%以下とすることも可能である。炭素繊維量が少なすぎる場合には、成形体の強度が低下しやすい。炭素繊維量が多すぎる場合には、樹脂の含浸を行いにくくなる場合がある。
【0060】
本発明の成形体は、典型的には、補強材として炭素繊維を使用し、マトリックスとして樹脂組成物を使用した炭素繊維強化複合材料を、オートクレーブ装置などの成形装置にセットし、加熱加圧して該樹脂組成物の樹脂を硬化させることにより、作成される。
【0061】
その炭素繊維強化複合材料は、複数のプリプレグシートを積層して構成されるプリプレグ積層材であってもよく、以下に示す種々の形態を有する。炭素繊維強化複合材料の一成分としての樹脂組成物は、樹脂とチタン酸アルミニウム系セラミックス焼結粉体とを少なくとも含有する。
【0062】
炭素繊維強化複合材料が上記した第1表面層、第2表面層、および/または芯材を形成することができる。
【0063】
(塗装)
上述した成形体は、必要に応じて、成形工程の後にその表面に塗装を行っても良い。また、塗装を行わずに得られた成形工程の後の表面をそのまま最終製品の表面としても良い。塗装を行う場合には、チタン酸アルミニウム系セラミックス焼結粉体を含有する塗料を用いることが、雷耐性などの点で好ましい。
(炭素繊維強化複合材料の形態)
本発明で使用する炭素繊維強化複合材料は、例えば、以下の形態を含む。
(1)炭素繊維に樹脂組成物が含浸されたプリプレグシートを含む炭素繊維強化複合材料。
【0064】
複合材料は、単一のプリプレグシートであっても、複数層が積層されたプリプレグシートであってもよい。
【0065】
複合材料が、複数のプリプレグシートを積層したものである場合には、少なくとも一層のプリプレグシートに含まれる樹脂組成物はチタン酸アルミニウム系セラミックス焼結粉体を含有している。そのチタン酸アルミニウム系セラミックス焼結粉体は、樹脂中にほぼ均一に分散していてもよいし、プリプレグシートの表面側に多く分布する状態で存在していてもよい。
【0066】
また、炭素繊維強化複合材料が、複数のプリプレグシートを積層して構成される積層材の場合に、複数のプリプレグシートは同一であってもよく、あるいは異なるプリプレグシートであってもよい。また、プリプレグシートの積層は、繊維方向が同方向となりように積層されても良いし、異方向になるように積層されてもよい。すなわち、炭素繊維が、一方向に引き揃えられた炭素繊維であり、該炭素繊維に前記樹脂組成物が含浸して得られた樹脂含浸繊維層が厚み方向に複数積層されて前記炭素繊維強化複合材料が構成され、該それぞれの樹脂含浸繊維層において炭素繊維が一方向に配向しており、該複数の樹脂含浸繊維層の全体として炭素繊維が多方向へ配向しているのが好ましい。複数のプリプレグシートを積層したものを、本発明ではプリプレグ積層材という。
(2)芯材と、該芯材の少なくとも一方の表面に積層されたプリプレグまたはプリプレグ積層材と、を含む炭素繊維強化複合材料。
【0067】
炭素繊維強化複合材料のプリプレグ積層材から成形体の第1および第2表面層が形成され得る。
【0068】
芯材としては、チタン酸アルミニウム系セラミックス焼結粉体を含有する樹脂組成物を炭素繊維に含浸して形成されたプリプレグシートまたはプリプレグ積層材であってもよく、あるいはチタン酸アルミニウム系セラミックス焼結粉体を含有しない樹脂組成物を炭素繊維に含浸して形成されたプリプレグシートまたはプリプレグ積層材であってもよく、あるいは樹脂板、バータム板、一般のCFRP、航空機の胴体、主翼、垂直尾翼、水平翼等の構造材であってもよい。
【0069】
樹脂板としては、ポリカーボネート、ポリエステルなどの熱可塑性樹脂板あるいは熱硬化性樹脂板を使用することができる。
【0070】
プリプレグ積層材を積層する場合に、チタン酸アルミニウム系セラミックス焼結粉体を含有するプリプレグ積層材を表面側に配置するのが好ましい。
【0071】
成形体の表面層および裏面層に、プリプレグ積層材からなる層が形成されるのが好ましい。
(3)上記プリプレグ積層材を複数積層して構成される炭素繊維強化複合材料。
【0072】
プリプレグ積層材は、上記したように、チタン酸アルミニウム系セラミックス焼結粉体を含有する樹脂組成物を炭素繊維に含浸してプリプレグシートを形成し、そのプリプレグシートを複数層積層して構成したものである。
【0073】
積層する各プリプレグ積層材の構成は同一であっても、異なっていてもよい。すなわち、プリプレグ積層材においては、使用する樹脂、チタン酸アルミニウム系セラミックス焼結粉体の配合割合、その粒子径、炭素繊維、その本数、目付け、配向等を目的に応じて任意に変更することができる。
(4)プリプレグシートと、該プリプレグシートの表面(片面または両面)に設けられた、樹脂とチタン酸アルミニウム系セラミックス焼結粉体とを含有する樹脂組成物からなる樹脂層とを有する炭素繊維強化複合材料。
【0074】
プリプレグシートは、後述するように、樹脂とチタン酸アルミニウム系セラミックス焼結粉体とを含有する樹脂組成物が、炭素繊維に含浸されて形成されたプリプレグシートを使用することができ、またはチタン酸アルミニウム系セラミックス焼結粉体を含有しない従来より公知のプリプレグシートを使用することもできる。
【0075】
プリプレグの表面に樹脂層を設けるには、公知の方法を採用することができ、例えば、プリプレグの表面に樹脂組成物を塗布することにより、樹脂層を設けてもよい。
【0076】
樹脂層に使用する樹脂組成物は、プリプレグシートに使用する樹脂組成物と同一であっても異なってもよい。
(5)プリプレグ積層材と、該プリプレグ積層材の表面(片面または両面)に設けられた、樹脂とチタン酸アルミニウム系セラミックス焼結粉体とを含有する樹脂組成物からなる樹脂層とを有する炭素繊維強化複合材料。
【0077】
プリプレグ積層材は、樹脂とチタン酸アルミニウム系セラミックス焼結粉体とを含有する樹脂組成物が、炭素繊維に含浸されて形成されたプリプレグ積層材を使用することができ、またはチタン酸アルミニウム系セラミックス焼結粉体を含有しない従来より公知のプリプレグシートを用いたプリプレグ積層材を使用することもできる。
【0078】
プリプレグ積層材の表面に樹脂層を設けるには、公知の方法を採用することができ、例えば、プリプレグ積層材の表面に樹脂組成物を塗布することにより、樹脂層を設けてもよい。
【0079】
樹脂層に使用する樹脂組成物は、プリプレグシートで使用する樹脂組成物と同一であっても異なっていてもよい。
(6)上記(4)および(5)の炭素繊維強化複合材料において、樹脂とチタン酸アルミニウム系セラミックス焼結粉体とを含有する樹脂組成物からなる樹脂層に代えて、チタン酸アルミニウム系セラミックス焼結粉体からなる層を設けた炭素繊維強化複合材料。
【0080】
このチタン酸アルミニウム系セラミックス焼結粉体からなる層は、樹脂を用いることなく、直接あるいは無機材料を用いてプリプレグシート又はプリプレグ積層材の表面および又は裏面に設けることができる。
(7)さらに、プリプレグシートを強化する強化繊維として、織物、編物、組物、不織布などの布状にしたものがあり、これらの強化繊維を樹脂によって直接的に複合化するもの、あるいはフィラメントを規則的に配列したシートや織物等に合成樹脂を含浸させプリプレグと呼ばれる半製品を製造し、このプリプレグを必要に応じて適当な枚数を重ね合わせ、オートクレーブなどの装置で目的とする最終製品に完成させるものなどが挙げられる。
【0081】
なお、炭素繊維は開繊し、またはあらかあじめ開繊しない炭素繊維を使用してプリプレグシートを作成してもよい。
(プリプレグシート)
プリプレグシートは、樹脂とチタン酸アルミニウム系セラミックス焼結粉体(以下、単にセラミックスともいう。)とを含有する樹脂組成物が、炭素繊維に含浸されて形成されている。
【0082】
セラミックスは、樹脂中に均一に分散していてもよく、あるいは樹脂中に偏在していてもよい。使用するセラミックスの粒子径、および使用する炭素繊維の太さ、目付けなどに応じて、プリプレグシートの表面にセラミックスが分散して存在することがある。
【0083】
プリプレグシートの製造方法の違いによって、セラミックスの分散状態が変わる場合がある。例えば、セラミックスを予め樹脂に均一に分散混合して樹脂組成物を調製し、この樹脂組成物を炭素繊維に含浸させることによってプリプレグシートを作成してもよく、あるいはセラミックスを含有しない樹脂を炭素繊維に含浸させた後、その炭素繊維の表面にセラミックスを散布などの方法によって分散させてもよい。さらに、炭素繊維の表面にセラミックスを含有する樹脂組成物を塗布することにより、プリプレグシートを作成するようにしてもよい。本発明ではプリプレグシートの製造方法に限定されず、いずれの方法によって製造されたプリプレグシートをも本発明に含めるものとする。
(樹脂組成物)
上記樹脂組成物は、樹脂と、チタン酸アルミニウム系セラミックス焼結粉体とを含有する。
【0084】
樹脂とセラミックスの含有比率は、樹脂100重量部に対して、20重量部以上であり、より好ましくは30重量部以上であり、必要に応じて、40重量部以上とすることも可能であり、50重量部以上とすることも可能であり、60重量部以上とすることも可能である。さらに、好ましくは樹脂100重量部に対して、300重量部以下であり、より好ましくは200重量部以下であり、必要に応じて、150重量部以下とすることも可能であり、100重量部以下とすることも可能であり、80重量部以下とすることも可能であり、50重量部以下とすることも可能である。
【0085】
セラミックスの含有割合が、樹脂組成物に対して少なすぎる場合には、成形体が落雷を受けた場合に、その急激な発熱による成形体中の樹脂の膨潤を防止する効果が小さく、また帯電防止効果が低下し、多すぎる場合には、成形性が低下する傾向にあり、また成形体の重量が重くなる。
【0086】
本発明に用いる樹脂の種類は特に制限は無く、熱硬化性樹脂、熱可塑性樹脂のどちらでも用いることができる。好ましい実施形態では、熱硬化性樹脂であるか、または熱硬化性樹脂と熱可塑性樹脂との混合物である。
【0087】
熱硬化性樹脂としては、エポキシ樹脂、フェノール樹脂、ビスマレイミド樹脂、トリアジン樹脂、BT樹脂、不飽和ポリエステル樹脂、ビニルエステル樹脂、等を用いることができる。
【0088】
エポキシ樹脂には、好ましくは、ビスフェノールA(BPA)ジグリシジルエーテル及びビスフェノールF(BPF)ジグリシジルエーテルの少なくとも1種及びその誘導体;4,4’−ジアミノジフェニルメタン(TGDDM)のテトラグリシジル誘導体;アミノフェノールのトリグリシジル誘導体、並びに当技術分野において周知の他のグリシジルエーテル及びグリシジルアミンが含まれる。
【0089】
熱可塑性樹脂としては、例えば、以下があげられる。
【0090】
ポリエーテルスルホン(PES)、ポリフェニルスルホン、ポリスルホン、ポリエステル、重合性大環状分子(例えば、環状ブチレンテレフタレート)、液晶ポリマー、ポリイミド、ポリエーテルイミド、アラミド、ポリアミド、ポリエステル、ポリケトン、ポリエーテルエーテルケトン(PEEK)、ポリウレタン、ポリ尿素、ポリアリールエーテル、ポリアリールスルフィド、ポリカーボネート、ポリフェニレンオキシド(PPO)及び変性PPO、或はこれらの任意の組み合わせ。
【0091】
上記樹脂は、単独で又は組み合わせて使用することができる。樹脂は炭素繊維に完全に含浸してもよいし、部分的に含浸してもよい。
【0092】
本発明で使用する樹脂組成物は、該樹脂が熱硬化性樹脂である場合は、少なくとも1種の硬化剤および硬化促進剤を含むことができる。
【0093】
適切な硬化剤としては、ジシアンジアミド、無水物、特にポリカルボン酸無水物、例えば、無水ナジン酸(NA)、メチル無水ナジン酸、無水フタル酸、テトラヒドロフタル酸無水物、ヘキサヒドロフタル酸無水物、メチルテトラヒドロフタル酸無水物、メチルヘキサヒドロフタル酸無水物、エンドメチレンテトラヒドロフタル酸無水物、又はトリメリト酸無水物が挙げられる。
【0094】
その他の適切な硬化剤には、1,3−ジアミノベンゼン、1,4−ジアミノベンゼン、4,4’−ジアミノジフェニルメタンなどの芳香族アミンを含むアミン、並びに、4,4’−ジアミノジフェニルスルホン(4,4’−DDS)及び3,3’−ジアミノジフェニルスルホン(3,3’−DDS)などのポリアミノスルホンがある。種々の市販の硬化剤を使用することができる。市販の好ましい硬化剤としては、ジシアンジアミド jERキュア、DICY15(JER(株)社製)、4,4’−ジアミノジフェニルスルホン(4,4’−DDS)及び3,3’−ジアミノジフェニルスルホン(3,3’−DDS)が挙げられる。
【0095】
硬化剤が存在する場合は、樹脂組成物の10重量%〜1重量%の範囲で存在することができる。より好ましくは、硬化剤は8重量%〜2重量%の範囲で存在することができる。特に好ましくは、硬化剤は6重量%〜3重量%の範囲で存在することができる。硬化剤は2種以上併用して使用することもできる。
【0096】
本発明で使用する樹脂組成物は、硬化促進剤を含有することもできる。
【0097】
適切な硬化促進剤としては、3-(3,4−ジクロロフェニル)-1,1−ジメチルウレア、N,N−ジメチル−N’−3,4−ジクロロフェニル尿素(ジウロン)、N,N−ジメチル−N’−3−クロロフェニル尿素(モニュロン)、及び好ましくはN,N−(4−メチル−m−フェニレンビス[N’,N’−ジメチル尿素](TDIウロン)が挙げられる。硬化促進剤が存在する場合は、樹脂組成物の1重量%〜5重量%の範囲で存在することができる。
【0098】
該樹脂組成物は、さらに性能増強剤又は変性剤などの成分を含むことができる。性能増強剤又は変性剤の例は、可撓性付与剤、強化剤/粒子、追加の促進剤、コアシェル型ゴム、難燃剤、湿潤剤、顔料/染料、難燃剤、可塑剤、UV吸収剤、抗菌化合物、充填剤、粘性調整剤/フロー制御剤、粘着性付与剤、安定剤、撥水剤、及び重合防止剤から選択することができる。
(チタン酸アルミニウム系セラミックス焼結粉体)
本発明で使用するチタン酸アルミニウム系セラミックス焼結粉体は、チタン酸アルミニウムセラミックスの焼結粉体、チタン酸アルミニウムとアルカリ長石などの添加物とのセラミックスの焼結粉体を含むことができる。チタン酸アルミニウム系セラミックス焼結粉体中の、チタンとアルミニウムの含有割合は、チタンとアルミニウムの酸化物ベースで80重量%以上が好ましく、さらに好ましくは85重量%以上、最も好ましくは87重量%以上であり、必要に応じて90重量%以上とすることができる。
【0099】
チタン酸アルミニウム系セラミックス焼結粉体の平均粒子径は、0.001〜100μmが好ましく、さらに好ましくは0.001〜30μm、最も好ましくは0.001〜20μmである。このセラミックス焼結粉体の平均粒子径が100μmより大きすぎると、セラミックスの分散性が低下し、落雷防止効果、帯電防止効果などの効果が発揮されない場合がある。
【0100】
本発明で使用するチタン酸アルミニウム系セラミックスの、一般的な特性は次のとおりである。
【0101】
超耐熱:溶解最高温度 約2000℃
超低膨張:−40℃〜+1,350℃における線膨張は−0.3×10−6K〜−1×10−6K
チタン酸アルミニウム系セラミックス焼結粉体は、特許第3600933号に記載の方法に従って得られたチタン酸アルミニウム系セラミックス焼結粉体を使用することができる。
【0102】
具体的には、主原料としてアルミナを使用し、酸化チタン、およびアルカリ長石、スピネル(MgAl2O4)などの添加物を加えて焼結粉体のクリンカーを得、得られた焼結粉体のクリンカーをボールミルにて粉砕し、篩にて分級したものである。
【0103】
添加物として、アルカリ長石、スピネル(MgAl2O4)の他に、酸化鉄、ジルコニア、ジルコン、イットリア、マグネシウム、ストロンチウム、SiC、βスポジュメン等がある。市販品としては、アルミナでは易焼結アルミナAES−11(住友化学工業(株))、酸化チタンではA−110(堺化学株製)、アルカリ長石では福島長石がある。
【0104】
チタン酸アルミニウム系セラミックス焼結粉体は以下のようにして製造することができる。
【0105】
二酸化チタンとアルミナからなる原料粉末を焼結させてチタン酸アルミニウム系セラミックス焼結粉体を得る際に、アルカリ長石を原料粉末中に存在させることによって得られる。この製造法によれば、アルカリ長石に含まれるSi原子が、チタン酸アルミニウム結晶中に固溶して結晶粒の成長が抑制されて緻密な焼結粉体となる。得られた焼結粉体は、機械的強度と低膨張率を兼備し、更に、耐火度等にも優れたものとなる。
【0106】
詳しくは、TiO2とAl2O3を含む混合物に、化学式:(NaxK1-x)AlSi3O8(0≦x≦1)で表されるアルカリ長石を添加したものを原料として用い、これから形成された成形体を、1400〜1700℃で焼成する。
【0107】
原料として用いるTiO2及びAl2O3としては、焼成によりチタン酸アルミニウムを合成できる成分であれば特に限定はなく、通常、アルミナセラミックス、チタニアセラミックス、チタン酸アルミニウム系セラミックス焼結粉体等の各種セラミックスの原料として用いられているもの内から適宜選択して用いればよい。特に、TiO2としてアナターゼ型又はルチル型TiO2を用い、Al2O3として易焼結アルミナα型を用いる場合には、両成分の反応性が良好であり、短時間に高収率でチタン酸アルミニウムを形成できる。
【0108】
TiO2とAl2O3の混合割合は、TiO2:Al2O3(重量比)=40:60〜60:40程度の範囲とすれば良く、TiO2:Al2O3(重量比)=40:60〜45:55程度の範囲とすることが好ましい。
【0109】
添加剤として用いるアルカリ長石は、化学式:(NaxK1−x)AlSi3O8で表されるものである。式中xは、0≦x≦1である。特に、上記した化学式において、0.1≦x≦1の範囲が好ましく、0.15≦x≦0.85の範囲がより好ましい。この様な範囲のx値を有するアルカリ長石は、融点が低く、チタン酸アルミニウムの焼結促進に特に有効である。
【0110】
アルカリ長石の使用量は、TiO2とAl2O3の合計量100重量部に対して、1〜15重量部程度とすることが好ましく、4〜10重量部程度とすることがより好ましい。最も好ましくは4〜5重量部である。
【0111】
必要に応じて、アルカリ長石以外の無機酸化物系材料を添加剤として使用することもできる。無機酸化物系材料としては、例えば、SiO2、酸化鉄、酸化マグネシウム、酸化アルミニウムなどが挙げられる。アルカリ長石以外の無機酸化物系材料を添加剤として使用する場合、その無機酸化物系材料からなる添加剤の使用量は、TiO2とAl2O3の合計量100重量部に対して、無機酸化物系材料からなる添加剤の総量として、1〜15重量部程度とすることが好ましく、4〜10重量部程度とすることがより好ましい。最も好ましくは4〜5重量部である。
【0112】
この方法によれば、TiO2とAl2O3を含む混合物に、上記した特定のアルカリ長石を添加剤として配合し、この混合物を所定の形状に成形し、焼成することによって、チタン酸アルミニウムの粒成長が抑制されて緻密な焼結粉体を得ることができる。この理由は、焼成によってチタン酸アルミニウムが形成される際に、アルカリ長石中のSiが結晶格子に固溶してAlと置換し、SiはAlよりイオン半径が小さいために周囲の酸素原子との結合距離が短くなり、その結果、結晶が緻密化されることによるものと考えられる。
【0113】
TiO2、Al2O3及びアルカリ長石を含む原料混合物は、充分に混合し、焼成後、適当な粒径に粉砕される。
【0114】
原料混合物の混合・粉砕方法については、特に限定的ではなく常法に従えば良く、例えば、ボールミル、媒体撹拌ミル等を用いて混合・粉砕を行えばよい。原料混合物の粉砕の程度については、特に限定はないが、通常、100μm程度以下に粉砕すればよい。原料混合物には、更に、必要に応じて、成形助剤を配合することができる。成形助剤としては、成形方法に応じて、従来から使用されている公知の成分を用いればよい。この様な成形助剤としては、例えば、ポリビニルアルコール、マイクロワックスエマルジョン、カルボキシメチルセルロース等のバインダー、ステアリン酸エマルジョン等の離型剤、n−オクチルアルコール、オクチルフェノキシエタノール等の消泡剤、ジエチルアミン、トリエチルアミン等の解膠剤等を用いることができる。
【0115】
これらの成形助剤の使用量についても特に限定的ではなく、成形方法に応じて従来と同様の配合量範囲から適宜選択すればよい。例えば、鋳込み成形用の成形助剤としては、TiO2及びAl2O3の合計量100重量部に対して、バインダーを0.4〜0.6重量部程度、解膠剤0.5〜1.5重量部程度、離型剤(固形分量)を0.2〜0.7重量部程度、消泡剤を0.03〜0.1重量部程度用いることができる。
【0116】
原料混合物の成形方法についても特に限定はなく、例えば、プレス成形、シート成形、鋳込み成形、押し出し成形、射出成形、CIP成形、HIP成形等の公知の成形方法を適宜採用すればよい。
【0117】
焼成温度については、1300〜1700℃程度、好ましくは1450〜1650℃程度とすればよい。焼成雰囲気については特に限定はなく、通常採用されている空気中等の含酸素雰囲気、還元性雰囲気、不活性雰囲気の何れでも良い。特に、一酸化炭素雰囲気、天然ガス雰囲気、LPG雰囲気等の還元性雰囲気中で焼成する場合には、緻密で高強度の焼結粉体が形成され易い点で有利である。焼成時間については特に限定はなく、通常は、上記した温度範囲に1〜10時間程度維持すればよい。
【0118】
この方法によって得られる焼結粉体は、チタン酸アルミニウムの結晶格子にSiが固溶してAlと置換したチタン酸アルミニウム系焼結粉体であり、格子定数は、純粋なチタン酸アルミニウムと比べて小さい値を有する。その結果、得られる焼結粉体は、結晶構造が安定化して、微細な結晶粒を有する焼結粉体となる。この様な結晶粒の成長が抑制された焼結粉体は、熱膨張による歪みを緩和するためにクラックを生じることが無く、緻密で高い機械的強度を有するものとなる。
【0119】
得られる焼結粉体は、このような優れた特徴を有するものであり、高い機械的強度と低熱膨張率を兼ね備え、しかも結晶構造が安定化されていることにより、高い耐火度を有するものとなる。その結果、数百度から1600℃程度の高温下においても、チタン酸アルミニウムの分解反応が抑制されて安定に使用でき、また、チタン酸アルミニウムの融点である1860℃を遙かに上回るSK40(1920℃)以上の耐火度および耐熱性を有するものとなる。
【0120】
このようにして得られたチタン酸アルミニウム系セラミックス焼結粉体を本発明では使用した。
(炭素繊維)
炭素繊維の種類は、特に限定されない。ピッチ系炭素繊維またはPAN系炭素繊維が好ましい。また、炭素繊維は、表面処理されているものであってもよく、表面処理されていないものであってもよい。炭素繊維の長さは、特に限定されない。いわゆる長繊維が好ましい。しかし、いわゆる短繊維を使用してもよい。また、本発明では、炭素繊維の織物、編物、組紐等を使用することもできる。
(プリプレグシートの製造方法および製造装置)
プリプレグシートの製造方法は、上記した樹脂中にチタン酸アルミニウム系セラミックス焼結粉体を分散させて樹脂組成物を調製し、炭素繊維に該樹脂組成物を含浸させてシート状の樹脂含浸繊維層を形成する工程を包含する。
【0121】
樹脂含浸繊維層の表面側にチタン酸アルミニウム系セラミックスが内部に比べ多く存在するセラミックス層を形成してもよく、あるいは樹脂含浸繊維層の全体にわたってほぼ均一にチタン酸アルミニウム系セラミックスを存在させてもよい。
【0122】
さらに、炭素繊維に通常の樹脂が含浸したプリプレグシートの本体の表面に、樹脂中にチタン酸アルミニウム系セラミックス焼結粉体が分散した樹脂組成物を塗布、付着などの方法によって樹脂組成物層を形成してもよい。
【0123】
炭素繊維間の樹脂中にチタン酸アルミニウム系セラミックス焼結粉体を分散させるには、当該焼結粉体の粒径が小さいほど好ましく、より好ましくは炭素繊維直径より小さい粉体を用いるのが望ましい。このような粉体が樹脂中に分散した樹脂組成物を炭素繊維束中に含浸させるとき、その方法として加熱加圧ロール一対の間に炭素繊維と樹脂組成物を通過させて、加熱加圧成形により樹脂組成物を炭素繊維束中に含浸させる方法が一般的に行われるが、加熱条件、加圧条件を適切に設定することで、炭素繊維間の樹脂中にもチタン酸アルミニウム系セラミックス焼結粉体を分散させることができる。
【0124】
また、炭素繊維束を開繊などにより幅広い状態にすることで、炭素繊維間の距離をあらかじめ広く確保し、炭素繊維束中にも当該焼結粉体を混入し易いようにする方法もある。
【0125】
樹脂含浸繊維層の表面側にチタン酸アルミニウム系セラミックス焼結粉体を多く存在させる方法として、粒径が好ましくは炭素繊維直径より大きい焼結粉体を用いる方法もある。このような粉体が樹脂中に分散した樹脂組成物を炭素繊維束とともに加熱加圧ロール一対の間を通過させて、適切な加熱加圧条件にて、樹脂組成物のうち樹脂及び粒径の細かい当該焼結粉体を炭素繊維束中に含浸させ、粒径の大きい当該焼結粉体を表層に多く分散させる方法がある。
【0126】
炭素繊維束に樹脂組成物を付着させる方法として、加熱加圧ロール一対の間に炭素繊維と樹脂組成物を通過させるとき、炭素繊維束中に樹脂を含浸させる加熱温度、加圧力よりも、低温低圧力、または低温か低圧力に条件を設定することで、炭素繊維束中に樹脂が含浸せず、炭素繊維が樹脂に付着した状態にすることができる。
【0127】
ここで、付着とは、樹炭素繊維が樹脂に接着した状態、または、炭素繊維束中に樹脂が若干含浸した状態で炭素繊維そのものが表面には存在している状態を言う。
【0128】
本発明では、特表2007-518890号公報の図12に準じたプリプレグシート製造装置を用いて、プリプレグシートを製造することができる。
【0129】
この製造装置を使用すると、プリプレグシートは、開繊された連続する炭素繊維に樹脂を含浸させ、一方向に引き揃えてシート状にして製造される。
【0130】
プリプレグシート製造装置を説明すると以下のとおりである。
【0131】
プリプレグシート製造装置は、図1に示すように、連続する炭素繊維束2を供給する給糸部4と巻取部6との間に配設された開繊装置8と、樹脂含浸部10とを備えている。
【0132】
開繊装置8は、空気を炭素繊維束2に当てて開繊する開繊部12と、炭素繊維に縦振動を付与する縦振動付与部13と、炭素繊維に横振動を付与する横振動付与部14とを有する。
【0133】
樹脂含浸部10は、加熱加圧ロールが上下に組み合わせられた加熱加圧ロール組16と、冷却加圧ロールが上下に組み合わせられた冷却加圧ロール組18と、を有する。そして、開繊装置8によって開繊されたシート状の炭素繊維3(以下、開繊糸シートともいう。)の片面に樹脂が連続して含浸されるように構成されている。
【0134】
樹脂含浸部10では、樹脂とチタン酸アルミニウム系セラミックス焼結粉体とを含有する樹脂組成物が、離型紙17上に薄く塗布されて樹脂塗布離型紙が作成される。
【0135】
この樹脂塗布離型紙17が、加熱加圧ロール組16に供給されると共にその樹脂を挟むように別の離型紙19が加熱加圧ロール組16に供給され、開繊された炭素繊維3に樹脂組成物が含浸される。次いで、これらの樹脂塗布離型紙17と離型紙19によって挟まれた基材が冷却加圧ロール組18にて冷却された後、離型紙19が上部ロールに巻き取られて、プリプレグシート20が巻き取られる。
【0136】
このようにして、上記装置を用いたプリプレグシートの製造方法では、一方向に引き揃えられた開繊糸シートに樹脂シートを重ね、繊維束の並び(配向)が乱れないように開繊糸シートに張力をかけながら樹脂の溶融温度以上に加熱して樹脂を溶融させ、加圧して開繊糸シートに樹脂を含浸させてプリプレグシートが得られる。
【0137】
開繊糸シートの目付け量は20〜80g/m2が好ましく、さらに好ましくは20〜50g/m2である。
【0138】
製造されたプリプレグシートの厚みは、好ましくは20μm〜180μm、より好ましくは30μm〜160μmの範囲である。
【0139】
なお、その他の繊維束を開繊する方法も本発明において採用することもできる。
【0140】
例えば、(1)搬送される繊維束を、複数のローラーに屈曲させながら通過させ、その間に軸方向に振動する円柱状の基体に繊維束を押し当てることにより開繊させる方法(特開昭56−43435号公報参照)、(2)搬送される繊維束を、往復運動体や回転体により縦方向に振動させた後、さらに曲面を有する基体上に押し当てて開繊させる方法(特開昭61−275438号公報参照)、(3)搬送される繊維束を、その一部が偏心回転体であるローラー群を通過させることにより開繊させる方法(特開平7−268754号公報参照)、等がある。
【0141】
炭素繊維に樹脂を含浸させる方法としては、上記方法以外に、従来より公知のその他の方法も採用することができる。
【0142】
例えば、図2に示すように、開繊装置8で得られた開繊糸シート3をロールへ供給すると共に、シート3上に樹脂5を連続して供給する方法、開繊糸シートに樹脂繊維で製造した樹脂不織布を重ねて加熱しつつ加圧する方法、開繊糸シートと樹脂からなるマトリクス繊維とを開繊しながら混合し、これをシート状に広げ、加熱融着してプリプレグシートを製造する方法、開繊糸シートを一方向に引き揃えてシート状にし、この開繊糸シートを樹脂が含まれる処理浴に導入して樹脂を付着させる方法などがある。
【実施例】
【0143】
以下、本発明を実施例を用いてより詳細な説明をする。
【0144】
本発明は、その要旨を超えない限り、実施例に限定されるものではない。
【0145】
以下の実施例で用いた材料および試験方法は、次のとおりである。
(A)使用した炭素繊維
(A)−1 炭素繊維:パイロフィルTR50S−15K(三菱レイヨン(株)社製)
(A)−2 炭素繊維:トレカT800SC−24K(東レ(株)社製)
(B)使用した樹脂および硬化剤など
エポキシ樹脂:ビスフェノールA型エポキシ樹脂
(B)−1 jER828(JER(株)社製)
(B)−2 jER1001(JER(株)社製)
(B)−3 硬化剤:ジシアンジアミド jERキュア、DICY15(JER(株)社製)
(B)−4 硬化促進剤:3-(3,4−ジクロロフェニル)-1,1−ジメチルウレア、DCMU99(保土ヶ谷化学工業(株)社製)
(C)使用したチタン酸アルミニウム系セラミックス焼結粉体の調製
アナターゼ型酸化チタン(堺化学株製、A−110)43.9重量%と易焼結アルミナα型(住友化学工業株、易焼結アルミナAES−11)56.1重量%からなる混合物100重量部に対して、添加剤としての福島産アルカリ長石((Na0.39K0.61)AlSi3O8)4重量部、解膠剤としてのジエタノールアミン1.5重量部、バインダーとしてのポリビニルアルコール0.4重量部、及び水30重量部を添加して原料混合物を得た。この原料混合物を焼成してアルミニウム系セラミックス焼結粉体の焼結クリンカーを得、この焼結クリンカーをボールミルにて48時間粉砕し、篩にて分級した。篩サイズ1〜5μm、平均粒径x=2.5μmのチタン酸アルミニウム系セラミックス焼結粉体を準備した。
(D)落雷の模擬試験
使用した試験装置は、図3および図4に示すように、検体22(成形体)の表面にギャップ(10mm)をおいてコード40に接続された一対の試験端子板41(SUS304)を配置し、両の端子板41間に電流、電圧を印加した。図5にその試験等価回路を示した。
【0146】
なお、図4中、22は検体(成形体)、42はベークライト板、43は硝子である。
(E)貫通試験
図6に示す貫通試験装置を使用した。
【0147】
この装置は、検体(成形体)22の上下に端子棒45、45をそれぞれ配置し、上側の端子棒45の下端にボルト46を螺合可能に装着し、下側の端子棒45の上端に円盤金属板47を取り付けたものである。上下の端子棒45、45間に電圧を印加した。
(F)静電気散逸(ESI)試験
図7(a)および(b)に示すように、各実施例および比較例で得られた成形体31の10cm×20cmの部分の表面をナイロン製ストッキングで摩擦(20〜40回程度)させることで静電気を起こし、この成形体31を銅板上に載置し、オシロスコープでインパルス電圧を計測した。
【0148】
オシロスコープは、横川電機(株)製(型式 DL−1640)を使用し、周波数特性 200MHz、最高サンプルレート 200MS/sで実施した。
(G)静電電圧測定試験
図8に示すように、各実施例および比較例で得られた成形体31の10cm×20cmの部分の表面をナイロン製ストッキングで摩擦(20〜40回程度)させることで静電気を起こした。この成形体31の表面に静電電圧測定器(STATIRON−M2、シシド静電気社製)24を配設して成形体の静電電圧を測定した。
(H)静電容量測定試験
図9に示すように、各実施例および比較例で得られた成形体31の表裏面に円板状の電極26,26をそれぞれ配設した。電極の表面積は51.5cm2とした。
【0149】
両電極間に静電容量測定器(自動シェーリングブリッジ、総研電気社製)28を図9のように接続し、成形体の静電容量を測定した。
(実施例1)
チタン酸アルミニウム系セラミックス焼結粉体が分散したプリプレグシートの製造
(A)樹脂組成物の調製
撹拌装置内で、エポキシ樹脂jER828を温度80℃にて10分撹拌後、その中に、エポキシ樹脂jER1001を投入し、さらに10分撹拌した。使用したjER828とjER1001の比率は、重量比で4:6であった。
【0150】
撹拌を継続しながら、真空脱泡を20分行った。その後、チタン酸アルミニウム系セラミックス焼結粉体を、上記のエポキシ樹脂の合計量に対し、重量比で1:1の割合になる量を投入し、さらに20分間撹拌を継続した。
【0151】
その後、温度を60℃にして、硬化剤DICY15と硬化促進剤DCMU99を投入した。エポキシ樹脂の合計量100重量部に対して硬化剤DICY15を5重量部、硬化促進剤DCMU99を2重量部添加した。
【0152】
真空脱泡を行いながら、温度60℃にて30分撹拌を行い、チタン酸アルミニウム系セラミックス焼結粉体が分散したエポキシ樹脂組成物を調製した。
(B)樹脂の塗布
上記(A)で得られたエポキシ樹脂組成物を、マルチコータM−500((株)ヒラノテクシード)にて、離型紙(WBE90R−DT、リンテック(株)社製)上に薄く塗布して樹脂塗布離型紙を作成した。塗布方法は、コーティングロールにエポキシ樹脂組成物を一旦塗布し、その塗布した樹脂組成物を離型紙上に薄く塗布するコンマリバース方式にて行った。
【0153】
離型紙上へのエポキシ樹脂組成物の塗布量は、目付け、約34g/m2、約42g/m2、約64g/m2の3種類を作成した。なお、作成したシートは幅330mm×長さ200mであった。
(C)プリプレグシート1の作成
図1に示した、開繊装置と樹脂含浸部を連続して配置したプリプレグシート製造装置を用いて、チタン酸アルミニウム系セラミックス焼結粉体が樹脂中に分散したプリプレグシート1を製造した。
【0154】
開繊装置では、空気開繊部、縦振動付与部、横振動付与部を設置した構成になっている。樹脂含浸部は加熱加圧ロールを上下に組み合わせた加熱加圧ロール組を2連、冷却加圧ロールを上下に組み合わせた冷却加圧ロール組を2連、連続させた構成になっている。そして、開繊装置で得られた繊維束を開繊させたシート状の開繊糸シートの片面にエポキシ樹脂組成物が連続して含浸できるようになっている。
【0155】
繊維束として、炭素繊維(三菱レイヨン(株)社製、パイロフィルTR50S−15K;集束本数15000本)を使用した。繊維束の本数は13本で、繊維束の間隔を24mmに設定した。繊維束に付与される初期張力を150gに設定し、搬送速度5m/分で搬送した。空気開繊部における吸引気流の流速(繊維束のない開放状態)は20m/秒で、加熱機構から吹き出される熱風温度は120℃とした。
【0156】
縦振動付与機構は、振動回数600rpmで、繊維束を押圧するロールのストローク量は10mmに設定した。幅方向振動付与機構は、振動回数が450rpmで、開繊糸を幅方向に振動させるストローク量は5mmに設定した。
【0157】
なお、縦振動付与機構のロールの直径は10mm、横振動付与機構のロールの直径は25mmで、それぞれ表面は梨地加工を施している。
【0158】
以上のように設定して、繊維束を搬送して、シート幅約310mmの開繊糸シートを連続して製造した。開繊糸シートの目付け量は約42g/m2であった。
【0159】
連続して、開繊糸シートを目付け約42g/m2の樹脂組成物塗布離型紙と上側の離型紙との間で挟み込み、加熱加圧ロール組に供給した。加熱加圧ロールの温度は100℃に、冷却ロールは水冷に、そして加熱加圧ロールの線圧は10kgf/cmに設定した。冷却ロールから排出後は、上側の離型紙を巻き取り、下側離型紙に付着した状態のプリプレグシートを製品シートとして巻き取った。加工速度は5m/分であった。
【0160】
チタン酸アルミニウム系セラミックス焼結粉体が樹脂中に分散した厚さ約48μmのプリプレグシート1を得た。得られたプリプレグシート1は、炭素繊維目付け約42g/m2、計算上の繊維体積含有率は約50%であった。
(実施例2)
プリプレグシート2の作成
繊維束として、炭素繊維(東レ(株)社製、トレカT800SC−24K;集束本数24000本)を使用した。繊維束の本数は12本で、繊維束の間隔を27mmに設定した。繊維束に付与される初期張力、搬送速度、空気開繊部における吸引気流の流速、加熱機構から吹き出される熱風温度、縦振動付与機構の振動回数、繊維束を押圧するロールのストローク量、幅方向振動付与機構の振動回数、開繊糸を幅方向に振動させるストローク量などは、実施例1の条件と同等に設定した。
【0161】
以上のように設定して、繊維束を搬送して、シート幅約320mmの開繊糸シートを連続して製造した。開繊糸シートの目付け量は約38g/m2であった。
【0162】
連続して、開繊糸シートを目付け約34g/m2の樹脂塗布離型紙と離型紙と上側の離型紙との間で挟み込み加熱加圧ロール組に供給した。加熱加圧ロール、冷却加圧ロールなどの設定条件および加工速度についても、実施例1と同等に設定した。
【0163】
冷却ロールから排出後は上側の離型紙を巻き取り、下側離型紙に付着した状態のプリプレグシートを製品シートとして巻き取った。
【0164】
チタン酸アルミニウム系セラミックス焼結粉体が樹脂中に分散した厚さ約40μmのプリプレグシート2を得た。得られたプリプレグシート2は、炭素繊維目付け約38g/m2、計算上の繊維体積含有率約52%であった。
(実施例3)
プリプレグシート3の作成
繊維束として、炭素繊維(三菱レイヨン(株)社製、パイロフィルTR50S−15K;集束本数15000本)を使用した。繊維束の本数は40本で、繊維束の間隔を8mmに設定した。
【0165】
この実施例では、開繊機構部は使用せず、直接、繊維束をそのまま樹脂含浸部に供給した。繊維束の初期張力は150gに設定し、搬送速度5m/分で搬送した。炭素繊維のシート幅は約320mmであり、その目付け量は約128g/m2であった。
【0166】
連続して、幅方向に複数本並べられた炭素繊維束を、実施例1の(B)で作成した目付け約64g/m2の樹脂塗布離型紙で上下に挟み込み、加熱加圧ロール組に供給した。実施例1および2の場合とは異なり、樹脂塗布離型紙を上下にセットして、樹脂目付け約128g/m2となるようにした。
【0167】
加熱加圧ロール、冷却ロールなどの設定条件および加圧速度については、実施例1および2と同等に設定した。
【0168】
冷却ロールから排出後は上側の離型紙を巻き取り、下側離型紙に付着した状態のプリプレグシートを製品シートとして巻き取った。
【0169】
チタン酸アルミニウム系セラミックス焼結粉体が樹脂中に分散した厚さ約142μmのプリプレグシート3を得た。得られたプリプレグシート3は炭素繊維目付け約128g/m2、計算上の繊維体積含有率は約50%であった。
(比較例1)
プリプレグシート4の作成
プリプレグシート4(厚み125μm)はチタン酸アルミニウム系セラミックス焼結粉体が分散していない、通常のプリプレグシートで、以下の方法で作成した。
(A)材料の調製
炭素繊維束は、パイロフィルTR50S−15K(三菱レイヨン(株)製造)を使用し、エポキシ樹脂は、実施例1と同様に、jER828とjER1001を重量比4:6で配合した樹脂を使用した。
【0170】
チタン酸アルミニウム系セラミックス焼結粉体を樹脂に投入しないこと以外は、実施例1の(A:樹脂組成物の調製)と同様にしてエポキシ樹脂混合物を調製した。
(B)樹脂の塗布
実施例1で記載した樹脂の塗布方法と同様の方法で、離型紙(WBE90R−DT、リンテック(株)社製)上に約31g/m2となるエポキシ樹脂を塗布して樹脂塗布離型紙を作成した。
(C)プリプレグシート4の作成
実施例3と同様の方法にて、厚さ約125μmのプリプレグシート4を作成した。
【0171】
つまり、炭素繊維TR50S−15Kを8mmピッチで40本並べた後、樹脂塗布離型紙を上下から挟み込み、厚み125μmのプリプレグシート4を作成した。作成されたプリプレグシート4は炭素繊維目付け約128g/m2、計算上の繊維体積含有率約58%であった。
(実施例4)
薄層セラミックス/厚層/薄層セラミックス積層板(厚み5.3mm)
上記実施例1で作成したプリプレグシート1(厚み48μm)を使用し、そのプリプレグシートを切り出して、切り出したプリプレグシート1を[0/90]12で合計24枚積層して第1のプリプレグ積層材を得た。厚さは約1.15mmであった。
【0172】
上記比較例1で作成したプリプレグシート4(厚み125μm)を使用し、そのプリプレグシート4を切り出して、切り出したプリプレグシート4を[0/90]6Sで合計24枚積層して第2のプリプレグ積層材を得た。厚さは約3mmであった。
【0173】
上記実施例1で作成したプリプレグシート1(厚み48μm)を使用し、そのプリプレグシートを切り出して、切り出したプリプレグシート1を[90/0]12で合計24枚積層して第3のプリプレグ積層材を得た。厚さは約1.15mmであった。
【0174】
第1のプリプレグ積層材の上に第2のプリプレグ積層材を重ね、さらにその上に第3のプリプレグ積層材を重ねて炭素繊維強化複合材料とし、オートクレーブ装置にセットし、130℃、0.5MPaの加工条件にて2時間成形を行い、エポキシ樹脂を硬化させて、厚さ約5.3mmの30cm×30cmの平板形状の成形体を作成した。
【0175】
得られた成形体は、下層から順に、厚み48μmの層が繊維方向0度、90度の方向に配向させて12回、計24層積層され、次いで、厚み125μmの層が繊維方向0度、90度の方向に配向させて6回、計12層積層され、次いで、厚み125μmの層が繊維方向90度、0度の方向に配向させて6回、計12層積層され、最後に、厚み48μmの層が繊維方向90度、0度の方向に配向させて12回、計24層積層された構成になっている。
(実施例5)
厚層セラミックス/厚層/厚層セラミックス積層板(厚み5.3mm)
上記実施例3で作成したプリプレグシート3(厚み142μm)を使用し、そのプリプレグシートを切り出して、切り出したプリプレグシート3を[0/90]4で合計8枚積層して第1のプリプレグ積層材を得た。厚さは約1.16mmであった。
【0176】
上記比較例1で作成したプリプレグシート4(厚み125μm)を使用し、そのプリプレグシート4を切り出して、切り出したプリプレグシート4を[0/90]6Sで合計24枚積層して第2のプリプレグ積層材を得た。厚さは約3mmであった。
【0177】
上記実施例3で作成したプリプレグシート3(厚み142μm)を使用し、そのプリプレグシートを切り出して、切り出したプリプレグシート3を[90/0]4で合計8枚積層して第3のプリプレグ積層材を得た。厚さは約1.16mmであった。
【0178】
第1のプリプレグ積層材の上に第2のプリプレグ積層材を重ね、さらにその上に第3のプリプレグ積層材を重ねて炭素繊維強化複合材料とし、オートクレーブ装置にセットし、130℃、0.5MPaの加工条件にて2時間成形を行い、エポキシ樹脂を硬化させて、厚さ約5.3mmの30cm×30cmの平板形状の成形体を作成した。
(実施例6)
薄層セラミックス/バータム板/薄層セラミックス積層板(厚み約7mm)
上記実施例2で作成したプリプレグシート2(厚み40μm)を使用し、そのプリプレグシートを切り出して、切り出したプリプレグシート2を[0/90]12で合計24枚積層して第1のプリプレグ積層材を得た。厚さは約1mmであった。
【0179】
バータム板として、一般市販品(厚さ5mmの織物積層(エポキシ樹脂)との複合品)を使用した。
【0180】
上記実施例2で作成したプリプレグシート2(厚み40μm)を使用し、そのプリプレグシートを切り出して、切り出したプリプレグシート2を[90/0]12で合計24枚積層して第2のプリプレグ積層材を得た。厚さは約1mmであった。
【0181】
第1のプリプレグ積層材の上にバータム板を重ね、さらにその上に第2のプリプレグ積層材を重ねて炭素繊維強化複合材料とし、オートクレーブ装置にセットし、130℃、0.5MPaの加工条件にて2時間成形を行い、エポキシ樹脂を硬化させて、厚さ約7mmの30cm×30cmの平板形状の成形体を作成した。
(実施例7)
薄層セラミックス/バータム板/薄層セラミックス積層板(厚み約6mm)
上記実施例2で作成したプリプレグシート2(厚み40μm)を使用し、そのプリプレグシートを切り出して、切り出したプリプレグシート2を[0/90]12で合計24枚積層して第1のプリプレグ積層材を得た。厚さは約1mmであった。
【0182】
バータム板として、一般市販品(厚さ4mmの織物積層(エポキシ樹脂)との複合品)を使用した。
【0183】
上記実施例2で作成したプリプレグシート2(厚み40μm)を使用し、そのプリプレグシートを切り出して、切り出したプリプレグシート2を[90/0]12で合計24枚積層して第2のプリプレグ積層材を得た。厚さは約1mmであった。
【0184】
第1のプリプレグ積層材の上にバータム板を重ね、さらにその上に第2のプリプレグ積層材を重ねて炭素繊維強化複合材料とし、オートクレーブ装置にセットし、130℃、0.5MPaの加工条件にて2時間成形を行い、エポキシ樹脂を硬化させて、厚さ約6mmの30cm×30cmの平板形状の成形体を作成した。
(実施例8)
表面に樹脂組成物層を有する成形体
上記実施例7で作成した炭素繊維強化複合材料の表面に、樹脂組成物を手で塗布して厚さ約0.5mmの樹脂組成物層を形成した。その樹脂組成物は、セラミックスとエポキシ樹脂の比率を80重量部:100重量部としたこと以外は、実施例1(A)と同様にしてエポキシ樹脂組成物を得た。
【0185】
この炭素繊維強化複合材料をオートクレーブ装置にセットし、130℃、0.5MPaの加工条件にて2時間成形を行い、エポキシ樹脂を硬化させて、厚さ約6.5mmの30cm×30cmの平板形状の成形体を作成した。
(実施例9)
薄層セラミックス/バータム板/薄層セラミックス積層板(厚み約3mm)
上記実施例2で作成したプリプレグシート2(厚み40μm)を使用し、そのプリプレグシートを切り出して、切り出したプリプレグシート2を[0/90]12で合計24枚積層して第1のプリプレグ積層材を得た。厚さは約1mmであった。
【0186】
バータム板として、一般市販品(厚さ1mmの織物積層(エポキシ樹脂)との複合品)を使用した。
【0187】
上記実施例2で作成したプリプレグシート2(厚み40μm)を使用し、そのプリプレグシートを切り出して、切り出したプリプレグシート2を[90/0]12で合計24枚積層して第2のプリプレグ積層材を得た。厚さは約1mmであった。
【0188】
第1のプリプレグ積層材の上にバータム板を重ね、さらにその上に第2のプリプレグ積層材を重ねて炭素繊維強化複合材料とし、オートクレーブ装置にセットし、130℃、0.5MPaの加工条件にて2時間成形を行い、エポキシ樹脂を硬化させて、厚さ約3mmの30cm×30cmの平板形状の成形体を作成した。
(実施例10)
エポキシ樹脂100重量部に対して、チタン酸アルミニウム系セラミックス焼結粉体を140重量部使用したこと以外は、実施例1と同様にしてエポキシ樹脂組成物を得、この樹脂組成物からプリプレグシート5を得た。
【0189】
このプリプレグシート5を用いたこと以外は実施例4と同様にして、厚さ約5.3mmの30cm×30cmの平板形状の成形体を作成した。
(実施例11)
エポキシ樹脂100重量部に対して、チタン酸アルミニウム系セラミックス焼結粉体を60重量部使用したこと以外は、実施例1と同様にしてエポキシ樹脂組成物を得、この樹脂組成物からプリプレグシート6を得た。
【0190】
このプリプレグシート6を用いたこと以外は実施例4と同様にして、厚さ約5.3mmの30cm×30cmの平板形状の成形体を作成した。
(実施例12)
エポキシ樹脂100重量部に対して、チタン酸アルミニウム系セラミックス焼結粉体を200重量部使用したこと以外は、実施例1と同様にしてエポキシ樹脂組成物を得、この樹脂組成物からプリプレグシート7を得た。
【0191】
このプリプレグシート7を用いたこと以外は実施例4と同様にして、厚さ約5.3mmの30cm×30cmの平板形状の成形体を作成した。
(実施例13)
実施例のチタン酸アルミニウム系セラミックス焼結粉体の調製(C)と同様にして得られた焼結クリンカーをボールミルにて48時間粉砕し、篩にて分級した。篩サイズ10〜30μm、平均粒径x=15μmのチタン酸アルミニウム系セラミックス焼結粉体を準備した。
【0192】
このチタン酸アルミニウム系セラミックス焼結粉体を使用したこと以外は、実施例4と同様にして、厚さ約5.3mmの30cm×30cmの平板形状の成形体を作成した。
(比較例2)
成形体(厚み約5mm)の作成
上記比較例1の(C)で得られた厚み125μmのプリプレグシート4を使用し、そのプリプレグシートの繊維方向を0度とした30cm×30cmのシートを20枚、繊維方向を90度とした30cm×30cmのシートを20枚切り出し、[0/90]10Sの構成にて積層を行った。
【0193】
このプリプレグ積層材をオートクレーブ装置にセットし、130℃、0.5MPaの加工条件にて2時間成形を行い、エポキシ樹脂を硬化させて、厚さ約5mmの30cm×30cmの平板形状の成形体を作成した。
(落雷の模擬試験結果)
実施例4−13および比較例2で得られた成形体を用いて、図3−4に示したインパルス電圧発生装置(仕様:20,000V/25,000A定格)による落雷の模擬試験を行った。
【0194】
試験条件は次のとおりとした。
【0195】
ギャップ長さ:10mm
印加波形:10/350μs
設定電流:25KA
測定電流値および充電電圧は次のとおりであった。
【0196】
実施例4では、測定電流値は24.6KA、充電電圧は21.2KVであった。
【0197】
実施例5では、測定電流値は25.0KA、充電電圧は21.2KVであった。
【0198】
実施例6では、測定電流値は25.0KA、充電電圧は21.2KVであった。
【0199】
実施例7では、測定電流値は24.5KA、充電電圧は21.2KVであった。
【0200】
実施例8では、測定電流値は24.3KA、充電電圧は21.2KVであった。
【0201】
実施例9では、測定電流値は24.5KA、充電電圧は21.2KVであった。
【0202】
実施例10−13では、測定電流値は24.5KA、充電電圧は21.2KVであった。
【0203】
印加電圧(20KV/25KA=625KW)を上記の実施例4−13で得られた試験体(成形体)に放電したところ、試験体の表面での端子板間10mmで落雷放電したが、試験体は、全く破損等のダメージになるような損壊は見られなかった。試験端子板間で放電した時に、ステンレス材(SUS304)は熔損していた。発生温度は1350℃〜1,500℃程度であると思われる。
【0204】
比較例2で得られた試験体(成形体)について、上記と同様に放電したところ、試験体の表面での端子板間10mmで落雷放電し、試験体は大きく破損を受けていた。
【0205】
なお、上記印加電圧/電流で得られたジュール熱(KJ)は次式で計算される。
【0206】
【数1】
【0207】
実施例7の成形体の表面−裏面間の抵抗は22オーム、中心部の抵抗は12オームであった。
【0208】
実施例8の成形体の表面の樹脂組成物層の抵抗は3.065Tオーム(3,065Mオーム)であった。
【0209】
図10に、実施例7で得られた成形体の雷インパルス電流試験の印加波形を示した。電流値は24.5KAであった。
【0210】
図11に、実施例8で得られた成形体の雷インパルス電流試験の印加波形を示した。電流値は24.3KAであった。
【0211】
図12に、実施例9で得られた成形体の雷インパルス電流試験の印加波形を示した。電流値は24.5KAであった。
【0212】
また、本発明で使用した落雷の模擬試験装置を用いて実施した放電電圧のインパルス波形を図13(A)に示し、一般的な落雷の模擬試験装置を用いて実施した放電電圧のインパルス波形を図13(B)に示す。
【0213】
これらの波形からわかるように、本発明で使用した落雷の模擬試験装置では、一般的な落雷の模擬試験装置に比べて約25倍の印加電圧が得られるものである。
【0214】
以上のことから、本発明の成形体においては、落雷時の瞬間雷エネルギーによる発火温度(約1,500℃前後)からのバリア効果が期待できることがわかる。
(貫通試験結果)
図6に示す貫通試験装置を使用し、次の条件で貫通試験を実施した。
【0215】
印加波形:10/350μs
設定電流:25KA
実施例7では、測定電流値は23.8KA、充電電圧は21.2KVであった。
【0216】
実施例9では、測定電流値は23.8KA、充電電圧は21.2KVであった。
【0217】
実施例4−6,8,10−13では、測定電流値は23.8KA、充電電圧は21.2KVであった。
【0218】
貫通実験を行った結果、上記実施例4−13で得られた成形体は、端子局部間で貫通は見られなかった。
【0219】
比較例2で得られた成形体は、貫通が見られた。成形体の表面は広範囲に破損し、穴も大きく開いて炭素繊維糸がバラバラに剥離し、ささくれた状態であった。
【0220】
実施例4−13で得られた成形体では、その裏面側において、アース側端子(円盤形)の平面圧縮跡が見られたが貫通はされておらず、レントゲンによる非破壊検査でも貫通されていないことがわかった。
【0221】
図14に、実施例9で得られた成形体の貫通方向における波形を示した。電流値は23.8KAであった。
【0222】
図15に、実施例7で得られた成形体の貫通方向における波形を示した。電流値は23.8KAであった。
(静電気散逸(ESI)試験結果)
試験結果を図16−20に示す。
【0223】
図16は、比較例2で得られた成形体の5v/divにおける測定値であり、最小値が26.7Vであることを示している。
【0224】
図17は、比較例2で得られた成形体の10v/divにおける測定値であり、最大値が61.5Vであることを示している。
【0225】
図18は、実施例4で得られた成形体の5v/divにおける測定値であり、最大値が23.3Vであることを示している。
【0226】
図19は、実施例5で得られた成形体の5v/divにおける測定値であり、最大値が13.1Vであることを示している。
【0227】
図20は、実施例6で得られた成形体の5v/divにおける測定値であり、最小値が0.5Vであることを示している。
【0228】
図16−20から次のことがわかる。
(1)CFRPのみの板の場合、最大61.5V、最小26.7Vである。
(2)CFRPセラミックス複合板の場合、最大13.1V、最小0.5Vである。
【0229】
上記の結果から、CFRPのみの場合に比べ、セラミックスとの複合板のほうが静電量が明らかに小さいことが判明した。
【0230】
航空機、例えば、A−350(エアバス)の場合、機体の約50%にCFRPが使用されており、一例として、表面積では約440m2がCFRPである。ここに帯電する静電容量はかなりのものとなり、スパーク時のインパルス電圧は非常に危険である。これに対して、本発明の成形体は、帯電する静電容量が小さいために、安全であるといえる。
【0231】
上記実施例の今回の試験結果から、最大61.5V:最13.1Vは4.7倍、最小26.7V:最小0.5Vは、53.4倍の帯電率の差があることがわかった。
(静電電圧測定試験結果)
成形体の静電電圧を測定したところ、実施例4の成形体の静電電圧は500V、実施例5の成形体の静電電圧は500Vであった。
【0232】
実施例4および5の成形体において、表面上の静電気インパルス電圧は発生したが、CFRP(表面層)の抵抗値が低いために、コンデンサ容量が0に等しい。よって、エネルギー1/2CV2の計算からエネルギーは0となり、その結果帯電はしないことがわかる。他の実施例の成形体においても、実施例4および5の成形体の結果と同様であった。
(静電容量測定試験結果)
成形体の静電容量を測定したところ、実施例4の成形体の静電容量は0クーロン(測定不能)、実施例5の成形体の静電容量は0クーロン(測定不能)であった。他の実施例の成形体においても、実施例4および5の成形体の結果と同様であった。
【産業上の利用可能性】
【0233】
本発明によれば、航空機の胴体、主翼、垂直尾翼、水平翼等の構造材などとして、あるいは風車のブレードとして好適に使用することができる。
【符号の説明】
【0234】
2 炭素繊維束
3 開繊された炭素繊維
6 巻取部
8 開繊装置
10 樹脂含浸部
12 開繊する開繊部
13 縦振動付与部
14 横振動付与部
16 加熱加圧ロール組
17 離型紙
18 冷却加圧ロール組
19 別の離型紙
20 プリプレグシート
【特許請求の範囲】
【請求項1】
補強材として炭素繊維を使用し、マトリックスとして樹脂組成物を使用した炭素繊維強化複合材料の飛行物体用または風車用の成形体において、
該樹脂組成物が、樹脂とチタン酸アルミニウム系セラミックス焼結粉体とを含有し、該チタン酸アルミニウム系セラミックス焼結粉体が該成形体の少なくとも表面層の該樹脂中に分散している成形体。
【請求項2】
前記チタン酸アルミニウム系セラミックス焼結粉体が、前記樹脂100重量部に対して50〜300重量部配合されている請求項1に記載の成形体。
【請求項3】
前記チタン酸アルミニウム系セラミックス焼結粉体の平均粒子径が、0.001〜100μmである請求項1または2に記載の成形体。
【請求項4】
前記チタン酸アルミニウム系セラミックス焼結粉体が、二酸化チタン、アルミナおよびアルカリ長石を含む原料から形成された成形体を焼成、粉砕して得られる請求項1〜3のいずれか1項に記載の成形体。
【請求項5】
前記樹脂が、熱硬化性樹脂、熱可塑性樹脂、または熱硬化性樹脂と熱可塑性樹脂との混合物である請求項1〜4のいずれか1項に記載の成形体。
【請求項6】
前記炭素繊維が、一方向に引き揃えられた炭素繊維であり、該炭素繊維に前記樹脂組成物が含浸して得られた樹脂含浸繊維層が厚み方向に複数積層されて前記炭素繊維強化複合材料が構成され、
該それぞれの樹脂含浸繊維層において炭素繊維が一方向に配向しており、該複数の樹脂含浸繊維層の全体として炭素繊維が多方向へ配向している、請求項1〜5のいずれか1項に記載の成形体。
【請求項7】
前記各樹脂含浸繊維層の厚さが20〜80μmである請求項6に記載の成形体。
【請求項8】
前記樹脂含浸繊維層と樹脂含浸繊維層との間に、前記樹脂組成物からなる樹脂組成物層が設けられている、請求項6または7に記載の成形体。
【請求項9】
前記炭素繊維が、一方向に引き揃えられた炭素繊維であり、該炭素繊維に樹脂が含浸して得られた樹脂含浸繊維層が厚み方向に複数積層されて炭素繊維強化複合材料が構成され、
該それぞれの樹脂含浸繊維層において炭素繊維が一方向に配向しており、該複数の樹脂含浸繊維層の全体として炭素繊維が多方向へ配向し、
該樹脂含浸繊維層と樹脂含浸繊維層の間に前記樹脂組成物からなる樹脂組成物層が設けられている、請求項1〜5のいずれか1項に記載の成形体。
【請求項10】
さらに芯材を有し、該芯材の少なくとも片面に前記炭素繊維強化複合材料が配置されている、請求項1〜9のいずれか1項に記載の成形体。
【請求項11】
前記芯材が、補強材として炭素繊維を使用し、マトリックスとして樹脂を使用した炭素繊維強化複合材料である、請求項10に記載の成形体。
【請求項12】
前記炭素繊維強化複合材料の少なくとも片面に、前記樹脂組成物を塗布して形成された樹脂組成物層が設けられている、請求項1〜11のいずれか1項に記載の成形体。
【請求項1】
補強材として炭素繊維を使用し、マトリックスとして樹脂組成物を使用した炭素繊維強化複合材料の飛行物体用または風車用の成形体において、
該樹脂組成物が、樹脂とチタン酸アルミニウム系セラミックス焼結粉体とを含有し、該チタン酸アルミニウム系セラミックス焼結粉体が該成形体の少なくとも表面層の該樹脂中に分散している成形体。
【請求項2】
前記チタン酸アルミニウム系セラミックス焼結粉体が、前記樹脂100重量部に対して50〜300重量部配合されている請求項1に記載の成形体。
【請求項3】
前記チタン酸アルミニウム系セラミックス焼結粉体の平均粒子径が、0.001〜100μmである請求項1または2に記載の成形体。
【請求項4】
前記チタン酸アルミニウム系セラミックス焼結粉体が、二酸化チタン、アルミナおよびアルカリ長石を含む原料から形成された成形体を焼成、粉砕して得られる請求項1〜3のいずれか1項に記載の成形体。
【請求項5】
前記樹脂が、熱硬化性樹脂、熱可塑性樹脂、または熱硬化性樹脂と熱可塑性樹脂との混合物である請求項1〜4のいずれか1項に記載の成形体。
【請求項6】
前記炭素繊維が、一方向に引き揃えられた炭素繊維であり、該炭素繊維に前記樹脂組成物が含浸して得られた樹脂含浸繊維層が厚み方向に複数積層されて前記炭素繊維強化複合材料が構成され、
該それぞれの樹脂含浸繊維層において炭素繊維が一方向に配向しており、該複数の樹脂含浸繊維層の全体として炭素繊維が多方向へ配向している、請求項1〜5のいずれか1項に記載の成形体。
【請求項7】
前記各樹脂含浸繊維層の厚さが20〜80μmである請求項6に記載の成形体。
【請求項8】
前記樹脂含浸繊維層と樹脂含浸繊維層との間に、前記樹脂組成物からなる樹脂組成物層が設けられている、請求項6または7に記載の成形体。
【請求項9】
前記炭素繊維が、一方向に引き揃えられた炭素繊維であり、該炭素繊維に樹脂が含浸して得られた樹脂含浸繊維層が厚み方向に複数積層されて炭素繊維強化複合材料が構成され、
該それぞれの樹脂含浸繊維層において炭素繊維が一方向に配向しており、該複数の樹脂含浸繊維層の全体として炭素繊維が多方向へ配向し、
該樹脂含浸繊維層と樹脂含浸繊維層の間に前記樹脂組成物からなる樹脂組成物層が設けられている、請求項1〜5のいずれか1項に記載の成形体。
【請求項10】
さらに芯材を有し、該芯材の少なくとも片面に前記炭素繊維強化複合材料が配置されている、請求項1〜9のいずれか1項に記載の成形体。
【請求項11】
前記芯材が、補強材として炭素繊維を使用し、マトリックスとして樹脂を使用した炭素繊維強化複合材料である、請求項10に記載の成形体。
【請求項12】
前記炭素繊維強化複合材料の少なくとも片面に、前記樹脂組成物を塗布して形成された樹脂組成物層が設けられている、請求項1〜11のいずれか1項に記載の成形体。
【図1】

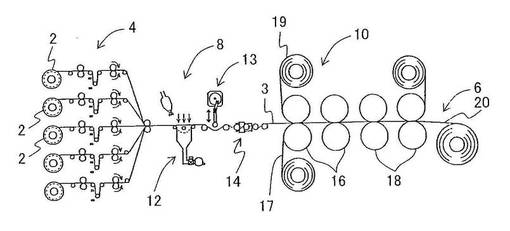
【図2】
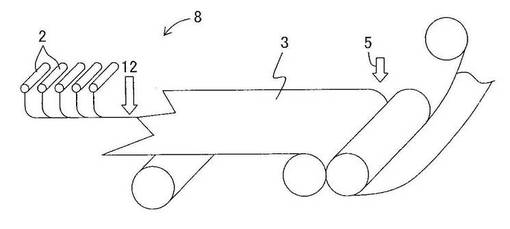
【図3】
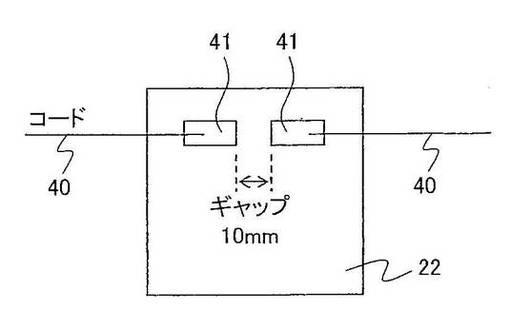
【図4】
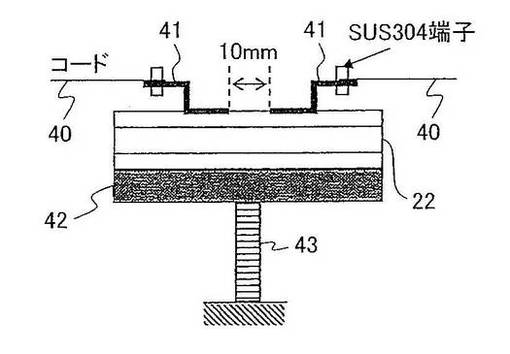
【図5】
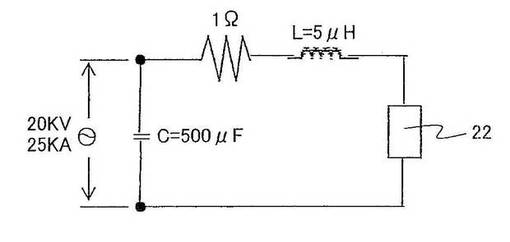
【図6】
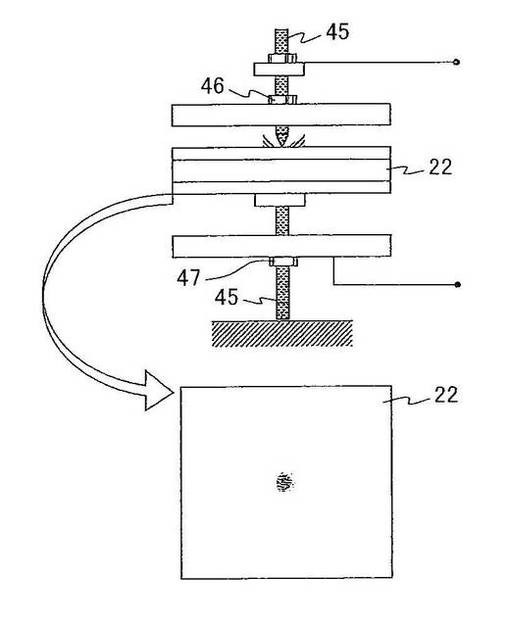
【図7】
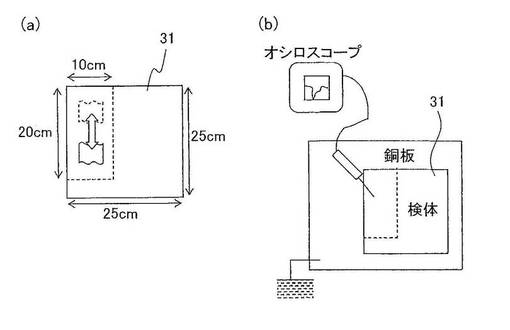
【図8】
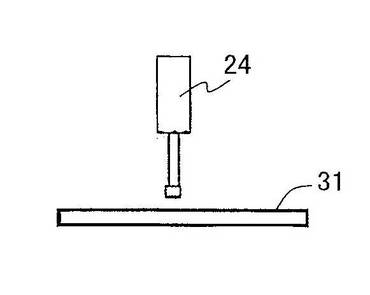
【図9】
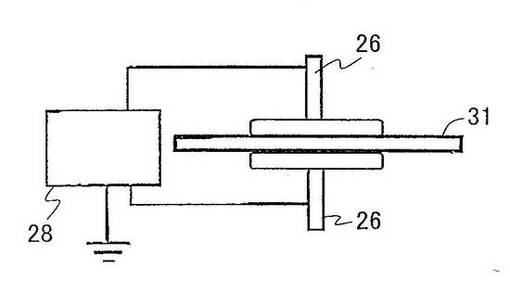
【図10】
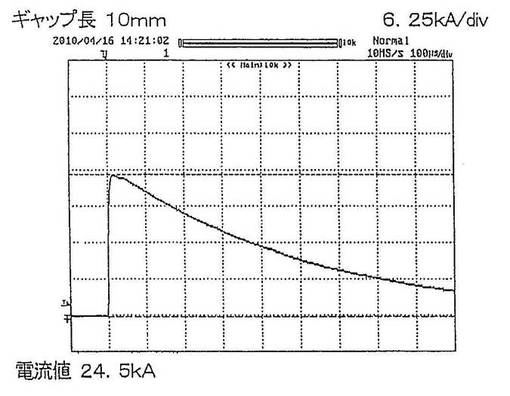
【図11】
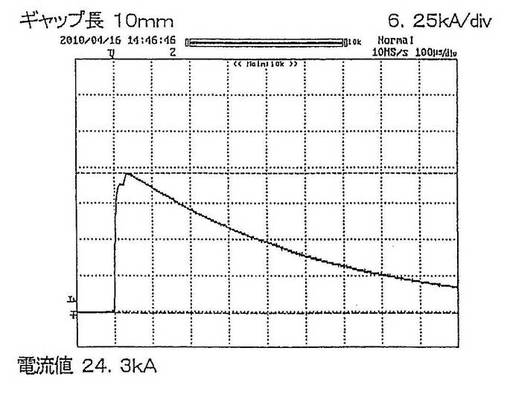
【図12】
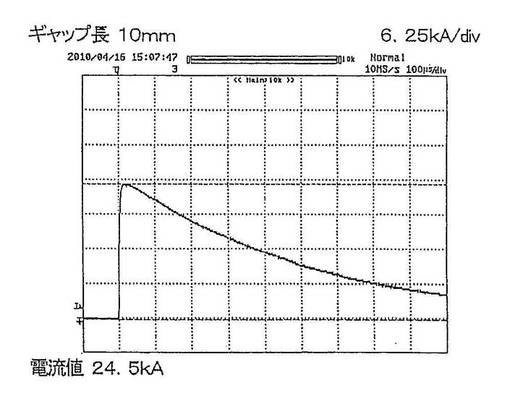
【図13】
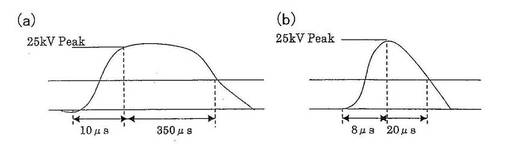
【図14】
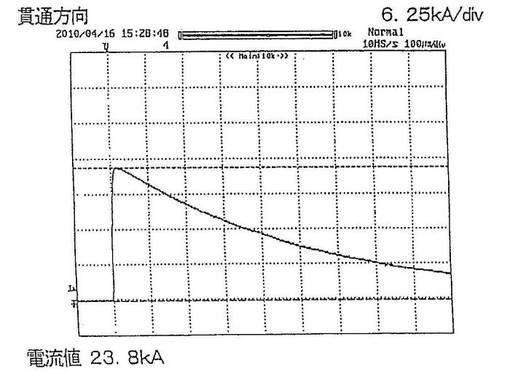
【図15】
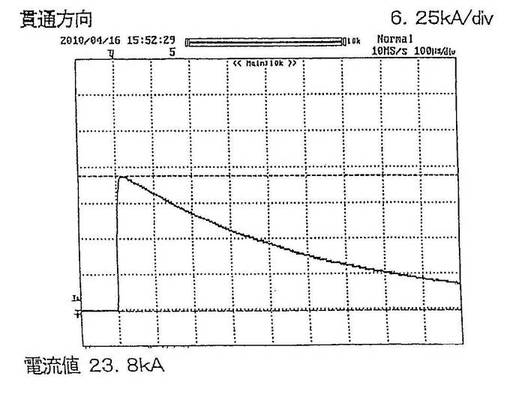
【図16】
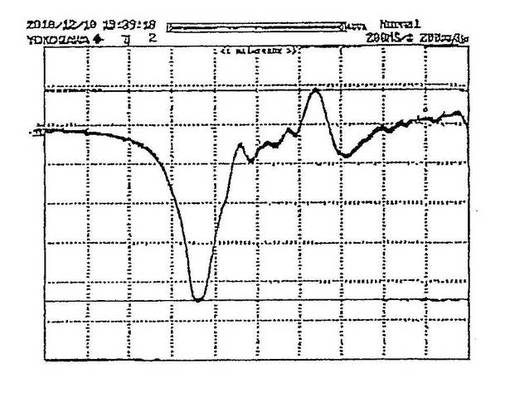
【図17】
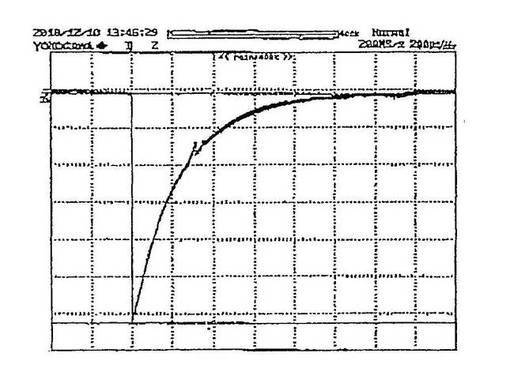
【図18】
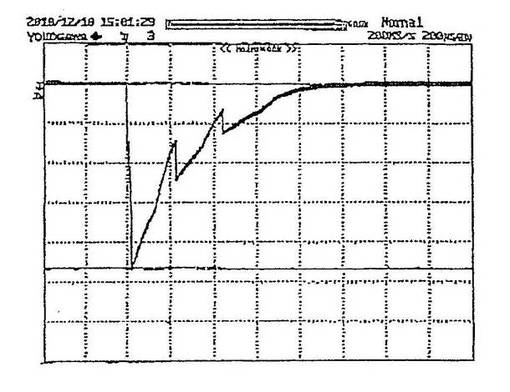
【図19】
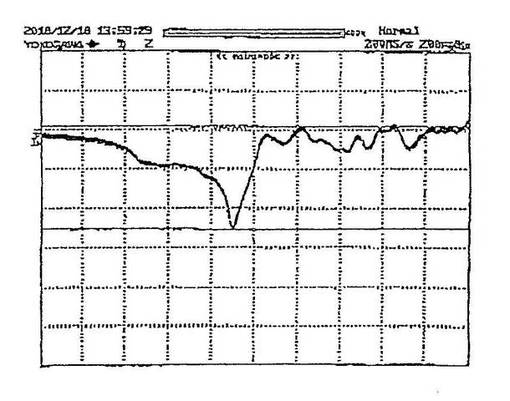
【図20】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【公開番号】特開2012−153839(P2012−153839A)
【公開日】平成24年8月16日(2012.8.16)
【国際特許分類】
【出願番号】特願2011−15829(P2011−15829)
【出願日】平成23年1月27日(2011.1.27)
【出願人】(592029256)福井県 (122)
【出願人】(511024953)株式会社エコ・アール (4)
【出願人】(592193753)
【Fターム(参考)】
【公開日】平成24年8月16日(2012.8.16)
【国際特許分類】
【出願日】平成23年1月27日(2011.1.27)
【出願人】(592029256)福井県 (122)
【出願人】(511024953)株式会社エコ・アール (4)
【出願人】(592193753)
【Fターム(参考)】
[ Back to top ]