
食パンの製造方法およびパン生地の整形装置
【課題】本発明の課題は、焼成後の食パンの腰折れを抑制することである。
【解決手段】本発明にしたがって、パン生地を棒状に整形すること、棒状のパン生地から、中央の折り曲げ部分に切れ目が入ったM字型生地を得ること、切れ目が入ったM字型生地を焼成型に型詰めすること、焼成型に入れたパン生地を焼成すること、によって食パンを製造することにより、腰折れが抑制された食パンを得ることができる。
【解決手段】本発明にしたがって、パン生地を棒状に整形すること、棒状のパン生地から、中央の折り曲げ部分に切れ目が入ったM字型生地を得ること、切れ目が入ったM字型生地を焼成型に型詰めすること、焼成型に入れたパン生地を焼成すること、によって食パンを製造することにより、腰折れが抑制された食パンを得ることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、食パンの製造方法およびパン生地の整形装置に関する。特に本発明は、腰折れ(ケーブイン)が抑制された食パンの製造方法等に関する。
【背景技術】
【0002】
焼成型に型詰めしたパン生地を焼成して製造される食パンについて、食パンの側面が内側に折れ曲がって外観を損なう「腰折れ」現象が発生することが知られている。腰折れは、ケーブインまたはケービングなどとも呼ばれており、このような腰折れが発生した食パンは商品価値が劣り、不良品とされることもあるため、腰折れを抑制することは食パンの製造において重要な技術課題である。
【0003】
食パンの腰折れは、焼成直後は発生していなくても、焼成後の食パンが包装・箱詰めされて消費者が手にするまでの間に発生することがある。例えば、焼成後、出荷先の注文店等への配分作業、配分場での待機、搬送車両への積載作業、車両による配送、配送後の店舗への積み下ろし作業、出荷先の店舗内で保管、また、大規模にチェーン展開しているコンビニエンスストアやスーパーなどが出荷先の場合はそれらの各配送センターへの車両による配送、積み下ろし作業、その後の一時的な保管などにおいて、腰折れが発生する。
【0004】
従来、このような腰折れを防止するためにいくつかの方法が提案されている。例えば、パン生地へ添加剤を添加するという化学的な方法により腰折れを防止するものとして、特許文献1〜4を挙げることができる。特許文献1(特開昭49−117639号)には、L−アスコルビン酸、ステアリル乳酸カルシウム、及びグリシンをパン生地に添加することにより腰折れを抑制することが記載されている。また、特許文献2(特開平5−292870号)では、デキストリン類をパン生地に添加することにより腰折れを抑制することが提案されている。さらに、特許文献3(特開2002−119196号)および特許文献4(特開2002−186406号)では、カルシウムをパン生地に添加することにより腰折れを抑制することが記載されている。
【0005】
一方、物理的な方法により腰折れを防止するものとして、特許文献5〜8を挙げることができる。特許文献5(特開昭52−1071号)は、焼成直後のパン全体に衝撃を加えて、パン組織内に包蔵するガス体を外部空気と置換する方法に関する。また、特許文献6(特公平3−65939号)には、パン生地成形時において棒状に伸ばしたパン生地に1/2〜2回転のひねりを加えてから食型に投入する方法が記載されている。さらに、特許文献7(特開平6−319432号)には、成型したパン生地の折曲げ位置にスタンピングを行ってからホイロをとり焼成することによって腰折れを抑制することが記載されている。さらにまた、特許文献8(特開2006−61062号)には、焼成したパンの腰折れしやすい面が下面となるように焼成後のパンを物流用の箱やトレイに収納することによって腰折れを抑制することが記載されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開昭49−117639号公報
【特許文献2】特開平5−292870号公報
【特許文献3】特開2002−119196号公報
【特許文献4】特開2002−186406号公報
【特許文献5】特開昭52−1071号公報
【特許文献6】特公平3−65939号公報
【特許文献7】特開平6−319432号公報
【特許文献8】特開2006−61062号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上記のいずれの従来技術によっても、焼成後の食パンの腰折れを十分に抑制することは難しく、特に、食パンを連続的に大量生産する場合、焼成後の食パンの腰折れを十分に防止することは困難であり、より効率的に食パンの腰折れを抑制する方法が求められていた。例えば、特許文献1〜4に記載された発明では、効果が十分とは言えず、また、特許文献5〜8に記載された発明は、本来は不要な手間や設備を必要とするものであり特に大量生産により食パンを製造するような場合、より多くの手間のかかる作業や過剰な設備を要することは現実的でない。例えば、特許文献8に係る発明では、腰折れしやすい焼成面を特定し、腰折れしやすい焼成面を下にして物流用容器に焼成パンを収納するが、そもそも腰折れしやすい面を特定すること自体難しく、また、焼成後の食パンを消費者が手にするまでの間、腰折れしやすい面を下にして保管・管理することは困難である。
【0008】
一般に、食パンを製造する方法として、棒状のパン生地をM字型に整形して、このM字型のパン生地を焼成型に、上方からみてM字に見えるようにねかせて載置して型詰めし、ホイロ後、焼成することによって食パンを製造することが知られている。この場合、左右の両端面を除く焼成面のうちM字型パン生地のM字の足側(下側)または頭側(上側)により形成される焼成後の食パンの両側面について、パン生地をきちんと整ったM字型生地に整形した場合には、焼成面による強弱の差はほとんどなく、腰折れもほとんど発生しない。
【0009】
しかし、連続的な大量生産において、また、手作業においても、ライン作業における連続的な整形においては、きちんと整ったM字型生地を整形し続けることは必ずしも容易ではなく、生地によって、M字の両端の足が長くなったり、短くなったりするというバラツキが生じることがある。また、3斤用焼成型にパン生地を投入・収容する場合、3個のM字型パン生地を焼成型に型詰めすることになるが、連続的な大量生産においてはすべての焼成型について、3個のM字型パン生地をきれいに並んだ形で収容することは容易ではなく、1〜3個のM字型パン生地が同方向または異なる方向に斜めに傾いた状態で収容される場合もある。このような場合、その作用機構は不明であるが、M字型パン生地のM字の足側(下側)または頭側(上側)により形成される焼成後の食パンの側面が反対側の側面より弱くなることがあり、この弱い側面または両側面が腰折れし易いことが本発明者によって見出された。例えば、M字型パン生地のM字の両端の足が短くなって「ひ」の字形のようになってしまった場合、焼成後のパンの焼成面のうちM字型パン生地のM字の足側により形成される側面が弱くなり、その結果、該側面やその反対側のM字型パン生地の頭側により形成される焼成後の食パンの側面が腰折れしやすくなる。
【0010】
このように、M字型生地を焼成型に入れて焼成することにより食パンを製造する場合、特に連続的に食パンを大量に製造する場合に、焼成後の食パンに腰折れが発生しやすいという技術課題が存在する。本発明の課題は、そのような焼成後の食パンの焼成面のうちM字型パン生地のM字の足側(下側)または頭側(上側)により形成される焼成後の食パンの側面について、両側面の強弱の差を抑制し、食パンの腰折れを防止することである。
【課題を解決するための手段】
【0011】
上記課題を解決するため鋭意研究した結果、本発明者は、棒状に整形したパン生地から、中央の折り曲げ部分に切れ目が入ったM字型生地を整形し、該切れ目が入ったM字型生地を焼成型に型詰めして焼成することにより、焼成後の食パンの腰折れを効果的に抑制できることを見出し、本発明を完成させた。
【0012】
すなわち、本発明は、これに限定されるものではないが、以下の発明を包含する。
(1) パン生地を棒状に整形すること;棒状のパン生地から、中央の折り曲げ部分に切れ目が入ったM字型生地を整形すること;切れ目が入ったM字型生地を焼成型に型詰めすること;焼成型に入れたパン生地を焼成すること;を含んでなる食パンの製造方法。
(2) 前記M字型生地の整形工程において、M字型に折り曲げたパン生地を左右両側から狭圧しながら搬送し、搬送されるM字型に折り曲げたパン生地の中央部に切れ目を入れて、M字型生地を整形する、(1)に記載の食パンの製造方法。
(3) 前記M字型生地の整形工程において、棒状のパン生地の中央部を搬送方向とは逆方向に一時的に押さえるとともに、棒状のパン生地の中央部と左右の両端部までのそれぞれほぼ中間部2箇所を搬送方向へ押し込むことにより、棒状のパン生地をM字型に折り曲げ、その後、前記中央部の押さえを解除するとともに、前記中間部2箇所をさらに押し込み、M字型に折り曲げたパン生地を搬送方向へ押し出す、(1)または(2)に記載の食パンの製造方法。
(4) 前記M字型生地の切れ目が、パン生地の上面からその厚さ方向に入れられる、(1)〜(3)のいずれかに記載の食パンの製造方法。
(5) 前記M字型生地の上面からその厚さ方向に入れられた切れ目の深さが、当該パン生地の厚さの45〜95%である、(4)に記載の食パンの製造方法。
(6) パン生地を搬送する搬送装置と;搬送装置上の左右両側に設けられた、搬送方向の上流から下流に向かって徐々に幅狭となり、その後に略平行となる一対の狭圧手段と;搬送装置の上方に設けられた、搬送されるパン生地の中央部に切れ目を入れるカッターと;を備える、パン生地の整形装置。
(7) 待機位置から押さえ位置に進出して搬送される棒状パン生地の中央部に当接して搬送方向とは逆方向に一時的に押さえ、その後、後退して前記押さえを解除して前記待機位置に戻り待機する押さえ部材と;前記棒状パン生地の中央部から左右の両端部までのそれぞれほぼ中間部2箇所を搬送方向へ押し込み、その後、該中間部2箇所をさらに押し込み、パン生地を前記搬送装置へ送り出すための一対の押出部材と;を有するM字折り曲げ機構を、前記搬送装置の上流近傍にさらに備える、(6)に記載のパン生地整形装置。
(8) 前記M字折り曲げ機構が、前記一対の押出部材のそれぞれの外側に、パン生地の搬送方向に向かって徐々に幅狭となって最も下流側の出口の幅が前記一対の狭圧手段の入口の幅以下となるように設けられた、搬送されるパン生地の左右両側に当接してパン生地を制動する一対の両端ガイド部材、をさらに備える、(7)に記載のパン生地整形装置。
(9) 前記カッターが、前記一対の狭圧手段のほぼ中間線上の任意の位置に、その切断面がパン生地の搬送方向とほぼ平行になるように設けられる、(7)または(8)に記載のパン生地整形装置。
(10) 前記カッターが、駆動回転する丸刃カッターである、(7)〜(9)のいずれかに記載のパン生地整形装置。
【発明の効果】
【0013】
本発明に従って棒状に整形したパン生地から、中央の折り曲げ部分に切れ目が入ったM字型生地を整形し、該切れ目が入ったM字型生地を焼成型に型詰めして焼成することにより、焼成後の食パンの腰折れを防止することができる。本発明によって腰折れが抑制される作用機構の詳細は必ずしも明らかではないが、M字型生地の中央部に切れ目を入れてから焼成することによって、焼成後の食パンの焼成面のうちM字型パン生地のM字の足側(下側)または頭側(上側)により形成される焼成後の食パンの側面のうち、いずれか一方の弱い側面又は両側面が強化され、両側面の強弱の実質的差異が小さくなる結果、該食パンの腰折れが防止されるものと推測される。
【図面の簡単な説明】
【0014】
【図1】図1は、M字型パン生地を示す模式図である。
【図2】図2は、棒状のパン生地をM字型に整形する工程の一例を示す模式図である。
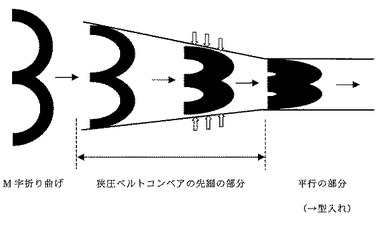
【図3】図3は、M字に折り曲げたパン生地を狭圧部材を用いて整形する工程の一例を示す模式図である。
【図4】図4は、本発明のパン生地整形装置の一例を示す模式図である。
【図5】図5は、本発明のパン生地整形装置の一例を示す模式図である。
【図6】図6は、本発明のパン生地整形装置のM字折り曲げ機構の一例を示す模式図である。
【図7】図7は、本発明のパン生地整形装置のM字折り曲げ機構の一例を示す模式図である。
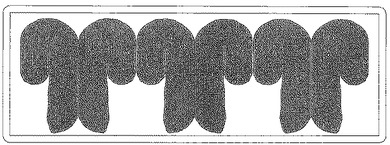
【図8】図8は、3斤用焼成型に3つのM字型パン生地を型詰めした場合の例を示す模式図である。
【発明を実施するための形態】
【0015】
本発明は、棒状に整形したパン生地から、中央の折り曲げ部分に切れ目が入ったM字型生地を整形し、該切れ目が入ったM字型生地を焼成型に型詰めして焼成することにより、焼成後の食パンの腰折れを効果的に抑制する技術に関する。一つの態様において、本発明は、M字型パン生地の中央の折り曲げ部分に切れ目を有するパン生地を用いた食パンの製造方法に関する。また、本発明は、M字型パン生地の中央の折り曲げ部分に切れ目を有するパン生地の整形装置に関する。
【0016】
本発明における食パンとは、四角い焼成型に入れられたパン生地を焼成して得られるパンを意味する。後述するように、本発明の食パンは、M字型整形したパン生地を焼成型に型詰めし、焼成することにより製造される。
【0017】
棒状パン生地の調製
本発明の食パンの製造方法においては、使用するパン生地に制限はなく、その原料配合、製造工程は特に問わない。具体的には、例えば、小麦粉、水、イースト、食塩、砂糖、油脂等の原料を混捏してパン生地を製造することができるが、本発明のパン生地の原料はこれに限定されるものでなく、小麦粉以外の穀粉や他の材料を添加してもよい。
【0018】
混捏後のパン生地は、通常行われるように、分割して丸めた後、中間醗酵させてよい。一般に、パン生地を工業的に大量生産する場合には、大型ミキサーにより原料を混捏して作成したパン生地を、先ず分割機によって分割し、次いで丸目機によって丸めて球状にし、その後、該球状の生地を、さらに整形する前に中間発酵させる(ベンチタイム)。
【0019】
本発明は、パン生地を棒状に整形することを含むが、パン生地を棒状に整形することができれば、具体的な方法は特に問わない。例えば、中間発酵させた球状のパン生地をローラ間を通して略扁平状とした後に、略扁平状のパン生地を巻き込んでカール整形して棒状のパン生地を得ることができる。この場合、球状のパン生地を連続的に段階的に狭くした複数のローラ間を通過させて略扁平状のパン生地を得て、次いで、この略扁平状のパン生地をカールネットの下を通過させる等により巻き込んでカール整形をして棒状のパン生地とすることができる。その他の方法としては、例えば、混捏後のパン生地を大分割して、これを連続した一定の厚さのシート状に成形して連続供給し、側面から回転するローラーをあてて、連続した棒状のパン生地を作り、これを任意のタイミングで切断することにより棒状パン生地を得ることもできる(例えば、特許第2558200号公報に記載の方法など)。
【0020】
M字型パン生地の整形
本発明において「M字型に折り曲げる(た)」とは、棒状パン生地を折り曲げ部分以外の棒状の部分が隣同士でくっつかない程度に折り曲げた状態とすることを言い、「M字型に折り曲げた(パン)生地」とはその程度に折り曲げられた状態のパン生地を言う。また、本発明において「棒状生地をM字型に整形する過程」とは、棒状のパン生地をM字型に折り曲げ始めてから、M字の両外側部から狭圧する等により、折り曲げ部分以外の棒状の部分が隣同士で略並行となりほぼ完全にくっついた状態となるようにするまでのことを言い、最終的にほぼ完全にくっついた状態に整形されたものを「M字型(パン)生地」と言う。
【0021】
本発明の食パンの製造方法においては、棒状のパン生地から、中央の折り曲げ部分に切れ目が入ったM字型生地を整形する。本発明におけるM字型生地とは、棒状のパン生地を3箇所で折り曲げてM字型にすることによって得られるパン生地であり、本発明においては、M字型生地をねかせて載置したときに、これを平面的に見て、M字型生地のM字の上側を頭側、M字の下側を足側といい、M字の上側・下側方向(頭側・足側方向)を上下方向とし、M字の奥行方向(高さ方向)を厚さ方向とする(図1)。本発明のM字型生地は、上下逆さまにしてみればW字型ともいえるが、当然のことながら、W字の上側がM字型生地の足側、W字の下側がM字型生地の頭側に相当する。
【0022】
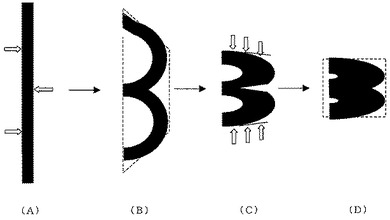
M字型生地の整形は、様々な方法で行うことができる。好ましい態様においてM字型生地の整形は、図2・3に示すように、まず棒状パン生地をほぼ1/4等分するときの各等分点の3箇所を折り曲げ部分として(図2A)、棒状生地が隣同士でくっつかない程度に棒状パン生地をM字に軽く折り曲げ(図2B)、その後、パン生地の両側部から狭圧する等により(図2C)、折り曲げ部分以外の棒状の部分が隣同士で略並行となりほぼ完全にくっついた状態(図2D)となるようにして行う。
【0023】
後述する通り、本発明では、棒状生地からM字型に折り曲げたパン生地とする工程と、該M字型に折り曲げたパン生地から完全に「M字型生地」に整形する工程の両方を手作業で行ってもよいし、前者の工程を手作業で行い、後者の工程を自動的に機械で行ってもよく、さらに、これら両方の工程を自動的に機械で行ってもよい。
【0024】
本発明においては、中央の折り曲げ部分に切れ目が入ったM字型生地を用い、本発明のM字型生地は切れ目を境にほぼ左右対称の形状となる。本発明において、M字型生地の中央の折り曲げ部分とは、M字の完全に中央だけでなく、M字の中央部の折り曲げ部分の近傍を含む概念である。また、M字型生地の中央の折り曲げ部分で完全に切断した場合、すなわち、M字の中央で生地を切断してU字型の生地が2つ生じるような場合は、本発明の「切れ目」には該当しない。本発明における「切れ目」とは、M字型生地の中央部に切れ目が入っているものの、M字型生地を完全に分断させることはせず、「切れ目」の入った生地自体はつながっていることが必要である。
【0025】
本発明においては、切れ目がM字型生地の中央の折り曲げ部付近に設けられていればよく、切れ目を入れる方向等は特に限定されない。例えば、M字型パン生地の上下方向または厚さ方向にわたって、それぞれ全体的若しくは部分的に切れ目を入れることができる。しかし、M字型パン生地の上下方向にわたって全体的または部分的に切れ目を入れることが望ましい。さらには、M字型生地の中央部に入れる切れ目は、M字型生地の上下方向の全体にわたって入れることがより望ましい。そして、この場合には、少なくともM字に折り曲げたパン生地の中央の折り曲げ部分における下側端に達するように切れ目を入れることが好ましい。さらに、パン生地の上下方向全体にわたって切れ目を入れる場合、パン生地の厚さ方向に上から下に向かって切れ目を入れることになる。これにより、確実に、焼成後の食パンの側面部が強化される。
【0026】
本発明において切れ目の深さ又は幅の程度は特に制限されない。パン生地の厚さ方向に切れ目を入れる場合の好ましい態様において、M字型生地の中央に入れられる切れ目の深さは、当該パン生地の上面からその厚さ方向の長さの45〜95%に相当する程度であることが望ましく、60〜90%に相当する程度であることがより望ましく、65〜85%に相当する程度にすることが最も望ましい。45%未満だと、切れ目を入れる効果が小さくなり、95%を超えるとパン生地がほとんど2分される状態に近くなり、焼成後のパンのM字型生地のM字の足側と頭側により形成される両側面のうちM字の足側が頭側よりも著しく強化され過ぎて両側面の強弱のバランスが不均衡となるおそれが生じる。また、機械化自動ラインにおいては、パン生地がほとんど二分された状態ではその取り扱いが容易でなく、その後の型入れを正確に行いにくくなる。
【0027】
さらに、本発明において切れ目を入れるタイミングは特に制限されず、パン生地を棒状整形してからM字型生地に整形して当該M字型生地を焼成型に型詰めするまでの間であればいつでもよい。具体的には、M字型に折り曲げる前の棒状生地の段階で切れ目を入れてもよく、棒状生地をM字型生地に整形する過程で切れ目を入れてもよく、棒状生地をM字型に整形した後に切れ目を入れてもよい。例えば、手作業で切れ目をいれる場合には、いずれのタイミングで切れ目をいれてもよいが、特に機械化自動ラインで大量生産する場合、M字型に整形する過程でM字型に折り曲げたパン生地に切れ目を入れると工程の時間短縮につながり望ましい。同様に、パン生地を搬送しながら切れ目を入れることにより、連続的かつ効率的に切れ目をいれることが望ましく、具体的には後述するパン生地整形装置により、連続的に搬送しながらM字型に折り曲げたパン生地に切れ目を入れることがより望ましい。
【0028】
本発明においてパン生地に切れ目を入れるカッターは特に制限されず、一般的に用いられる装置を使用することができる。本発明で用いるカッターとしては、例えば、丸い形状の丸刃が好ましく、これにより、連続的に正確な切れ目を入れることができる。
【0029】
また、本発明におけるカッターとしては、駆動回転するカッター、好ましくは丸刃カッターを用いることが望ましい。特に、パン生地とその搬送方向と順方向で丸刃が接触するように駆動回転する丸刃カッターにより切れ目を入れると、パン生地に正確な切れ目を入れることができ好適である。これに対し、仮に、パン生地とその搬送方向と逆方向で丸刃が接触するように駆動回転する丸刃カッターにより切れ目を入れようとするとカッターにパン生地がひっかかり、製造工程がストップしたり、パン生地の載置位置がずれたりするおそれがあるためである。
【0030】
(機械的なM字型生地の整形工程)
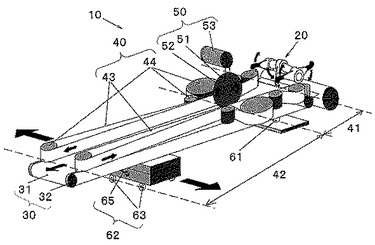
本発明の好ましい態様において、図4・5に示すような装置により、M字型に折り曲げたパン生地を機械的に「M字型生地」に整形することができる。この場合、パン生地を搬送する搬送装置30と、この搬送装置30上の左右両側に、搬送装置30の搬送方向下流に向かって上流から徐々に幅狭となり、その後に略平行となるように設けられた一対の狭圧手段40と、搬送装置30の上方に設けられ、搬送されるパン生地に切れ目を入れるカッター50と、を備えるパン生地の整形装置10を用いることができる。すなわち、この装置は、パン生地を搬送する搬送装置30を備えるが、搬送装置としてはパン生地を搬送できれば特に制限はなく、例えば、コンベアベルト31と複数のコンベアプーリ32と該プーリ32を駆動させる機構とを備えるベルトコンベアのような搬送装置30が挙げられる。
【0031】
また、本発明の装置の狭圧手段40は、上記搬送装置30上の左右両側に、搬送装置の搬送方向下流に向かって上流から徐々に幅狭となり、その後に略平行となるように一対設けられる。かかる狭圧手段40は、棒状パン生地をM字型生地に成型する過程でM字型に折り曲げたパン生地を横方向から圧迫し、M字型生地を成形する。この狭圧手段40は、駆動するものでも、駆動しないものでもよく、例えば、滑面の板状部材としてもよく、また、駆動はしないが自由に回動するように細長いローラーを縦に並べたものでもよく、このようなローラーを駆動させるローラーコンベアとしてもよいが、好ましい態様は、狭圧ベルトコンベア40とすることであり、これを駆動して搬送装置30とともにパン生地を搬送することがよい。すなわち、好ましい態様において、搬送装置30上の左右に一対の狭圧ベルトコンベア40が設けられ、この狭圧ベルトコンベア40は、両側方から、搬送装置30上を搬送されるパン生地に当接するようにベルト面を内側に向けて立設して設けられる。このような左右一対の狭圧ベルトコンベア40は、それぞれコンベアベルト43と複数のコンベアプーリ44と該コンベアプーリ44を駆動させる機構を備えており、好ましくは搬送コンベア30と同方向に、同速度で動いて、M字型に折り曲げたパン生地を両側方から狭圧しながら搬送する。また、かかる狭圧手段40は、上流側から搬送方向下流に向かって徐々に幅狭となり、その後に略平行となるように設けられる。例えば、このような装置により、M字型に折り曲げたパン生地を左右両側から狭圧しながら搬送してM字型生地の整形を完了し、M字型パン生地を製造ライン下流の型入れ装置(図示せず)に搬送する。
【0032】
さらに、本発明の装置は、パン生地に切れ目を入れるためのカッター50を備える。上述したようにカッター50の形状等は特に制限されないが、駆動回転可能な丸刃をカッター50として用いることが好ましい。駆動回転可能な丸刃をカッター50として用いる場合、例えば、丸刃カッター51と、丸刃カッター51を固定した回動軸52と、回動軸52を回動可能に支持する軸受けと、該回動軸52を回転させる駆動機構53とを備えさせることができる。好ましい態様において、パン生地と、その搬送方向と順方向で丸刃が接触するように駆動回転する丸刃カッター51を、パン生地の上方からパン生地に当たるようにして切れ目を入れることができる。このようにすることで、パン生地にきれいな切れ目を正確に設けることができる。より具体的には、例えば、搬送装置30のパン生地を載置して搬送する面から数mm〜数cm程度上方の高さに丸刃カッター51の先端部が位置するように丸刃カッター51を設置し、搬送装置30上を搬送されるパン生地に切れ目を入れることができる。この際、カッターの高さを調整することにより、パン生地に入れる切れ目の深さを調整することができる。また、好ましい態様において、本発明のカッター50は、上記一対の狭圧手段40の中間線上の任意の位置に、その切断面がパン生地の搬送方向と平行となるように設けることができる。一対の狭圧手段40には、徐々に幅狭となる上流側の領域41と平行となる下流側の領域42があるが、本発明のカッター50は、これらのうち狭圧手段40同士が徐々に幅狭となる上流側の領域41に設けることが好ましい。これにより、M字型に折り曲げられたパン生地を狭圧手段40により完全にM字型生地に整形する過程において切れ目を入れることができることから、M字型生地の整形と切れ目を入れることを同時に行うことができ、効率的な製造工程とすることができる。
【0033】
(機械的なM字型に折り曲げる整形工程)
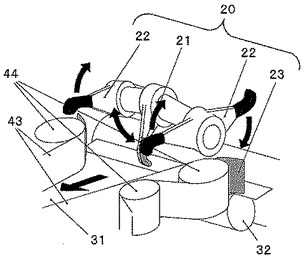
本発明においては、図6・7に示すようなM字折り曲げ機構20により、棒状のパン生地からM字型に折り曲げたパン生地を機械的に整形することができる。
【0034】
本発明の好ましい態様において、棒状のパン生地からM字型に折り曲げたパン生地を整形する装置として、待機位置から搬送方向と逆方向に押さえ位置に進出して前記搬送装置上を搬送される棒状パン生地の中央部Aに当接して搬送方向とは逆方向に一時的に押さえ、その後、押さえ位置から後退して前記押さえを解除して前記待機位置に戻り待機する押さえ部材21と、前記棒状パン生地の中央部Aから左右の両端部までのそれぞれほぼ中間部B(2箇所)を搬送方向へ押し込み、その後、該中間部B(2箇所)をさらに押し込み、下流側へ押し出して前記搬送装置30へ送り出すための一対の押出部材22と、を有するM字折り曲げ機構20を備えるパン生地整形装置10を用いることができる。また、例えば、実開平3−43977号公報、特公昭51−32710号公報に記載の装置を用いて、棒状生地をM字型に折り曲げることができる。
【0035】
本発明の好ましい態様において、上記M字折り曲げ機構20は上記搬送装置30の上流近傍に設けられ、棒状のパン生地をM字型に折り曲げる。上記押さえ部材21は、待機位置と押さえ位置とを往復移動し、搬送される棒状パン生地に合わせて待機位置から押さえ移置に進出し、該押さえ位置において該棒状パン生地の中央部Aで当接して、パン生地を搬送方向とは逆方向に一時的に押さえ、その後、後退して前記パン生地の押さえを解除して待機位置に戻り待機するように設けられる。このような押さえ部材21によって、M字型生地の中央部Aに折り曲げ部を形成させることができる。
【0036】
本発明の上記折り曲げ機構20の押出部材22は、前記押さえ部材21が押さえ位置で前記搬送装置上を搬送される棒状パン生地の中央部Aに当接して一時的に押さえたときに、該棒状パン生地の中央部Aと該中央部Aから左右の両端部までのそれぞれほぼ中間部B(2箇所)を搬送方向へ押し込み、その後、前記押さえ部材21が後退して前記待機位置に戻るべく前記押さえを解除した後に、前記中間部B(2箇所)をさらに押し込み、下流側へ押し出して前記搬送部材へ送り出すように設けられた一対の部材であり、上記押さえ部材21の外側に設けられ、前記押さえ部材21の両脇を一定周期で上流から下流へ移動することが好ましい。
【0037】
また、本発明の上記M字折り曲げ機構20は、上記一対の押出部材22のそれぞれの外側に、パン生地の搬送方向に向かって徐々に幅狭となって最も下流側の出口の幅が上記狭圧手段40の入口の幅以下となるように設けられ、搬送されるパン生地の左右両側に当接して制動するための一対の両端ガイド部材23をさらに有することが好ましい。両端ガイド部材23としては、これに限定されないが、板状の部材などを用いることができる。
【0038】
このようなM字折り曲げ機構20で棒状パン生地を折り曲げるときのパン生地載置面として、自由に回動する細いローラーや、単に表面が滑らかな載置板などを用いることができるが、後者を用いることがより望ましい。これらのパン生地載置面の表面は、テフロン(登録商標)などにより表面加工してもよい。
【0039】
上記M字折り曲げ機構20によって棒状生地を折り曲げる手順の具体的な一例を示すと、以下のとおりである。すなわち、連続的に搬送されてくる棒状生地が、該M字折り曲げ機構20の載置板上に移載され、載置板上の押さえ位置において、待機位置から押さえ位置に進出する押さえ部材21により棒状生地の中央部Aが搬送方法の逆方向から押さえられ、棒状生地の両端部が両端ガイド部材23にかかるとともに、該棒状生地の中央部Aと左右両端部との中間部B(2箇所)が一対の押出部材22により搬送方向へ押し込まれる。それにより、棒状生地は、その中央部A及び中間部B(2箇所)、すなわち棒状パン生地のほぼ1/4等分するときの各等分点の3箇所を折り曲げ部分としてM字型に折り曲げられた状態となる。その後、押さえ部材21が押さえ位置から待機位置へ後退して前記パン生地の中央部Aの押さえが解除された後、押出部材22がそのまま前記の中間部B(2箇所)をさらに搬送方向へ押し出す。このようにM字に折り曲げられたパン生地が押出部材22により前方へ押し出されて、両端ガイド部材23の間からM字型に折り曲げたパン生地が搬送装置30上に送り出される。
【0040】
(手作業工程と機械的工程の併用)
本発明においては、機械による工程と手作業による工程とを混在させてもよく、例えば、手作業により、棒状パン生地をM字型に折り曲げるようにしてもよく、この場合、人手により棒状パン生地をほぼ1/4等分するときの各等分点の3箇所で折り曲げて、パン生地をM字型に折り曲げた状態としてから、当該パン生地を、上述した搬送装置30と狭圧手段40とを備えるパン生地整形装置10の上流側から搬送装置30上に供給して、M字型生地を整形してもよい。
【0041】
(機械的な切れ目カット工程)
上述したとおり、本発明において機械によって自動的に切れ目を入れる場合、M字型に折り曲げたパン生地を狭圧して完全にくっついた状態のM字型パン生地に整形する過程において切れ目を入れることが好ましい。その理由は、このようにすることで、M字型に折り曲げたパン生地からM字型生地に整形する工程と切れ目を入れる工程とを同時に行うことができ、パン生地の製造工程を短時間で効率的に行うことが可能になる。また、折り曲げる前の棒状生地に切れ目を入れるとM字の折り曲げがきれいに行いにくく、また、折り曲げ部分以外の棒状の部分が完全にくっつくまで狭圧してM字型パン生地に整形した後に切れ目を入れると、例えば、回転する丸刃で切れ目を入れようとする場合には、くっついた部分に丸刃があたってしまい、切る必要のない部分まで切ってしまい、M字型パン生地の中央付近の折り曲げ部分だけに切れ目を正確に入れにくくなるためである。
【0042】
そして、図4に示すように、カッター50は、一対の狭圧手段40の中間線上の任意の位置に、その切断面がパン生地の搬送方向と平行となるように設けることが好ましく、さらに、該カッター50は、一対の狭圧手段40が平行となる位置より上流に設けることがより望ましい。
【0043】
M字型パン生地の焼成型への型詰め
本発明の食パンの製造方法は、上記のようにして得られた切れ目が入ったM字型パン生地を焼成型に型詰めする工程を含む。切れ目の入ったM字型パン生地を焼成型に入れる方法は具体的に問わないが、焼成型にきれいに充填されることが好ましい。ただし、本発明の切れ目の入ったM字型生地を用いることにより、焼成型に型詰めされたパン生地が多少ズレている場合や、M字型生地がきれいなM字型となっていない場合(例えば、M字型生地のM字の両端の足が短くなって「ひ」の字のようになっている場合)であっても、M字型生地のM字の足側(下側)又は頭側(上側)により形成される焼成後の食パンの側面の腰折れを抑制することができる。
【0044】
本発明で用いる食パン用の焼成型は特に制限されないが、3斤用の焼成型を好適に用いることができる。3斤用焼成型を用いる場合、切れ目の入ったM字型パン生地(1斤分に相当する)を3つ焼成型に型詰めすることになる。この場合、M字型パン生地の型詰めは、手作業で行ってもよく、機械的に行ってもよい。
【0045】
整形後のM字型パン生地を機械的に焼成型に型詰めする場合、例えば、以下のように行うことができる。すなわち、1斤分のM字型パン生地を3斤用焼成型に型詰めする場合、図4・5に示すように、パン生地整形装置の一部又は全部を適宜左右にスウィングさせる機構を備えることによって、焼成型に複数のM字型パン生地を型詰めすることができる。具体的には、例えば、特開2007−244269号公報に記載の装置のように、M字型パン生地を搬送する搬送装置30として搬送ベルトコンベアを用いることとし、これを基台(図示せず)上に設置し、当該基台を、当該基台の上流側の任意位置において幅方向の中心位置に支軸61を設けてこれを支点として、当該基台の下流側端部(M字型パン生地排出口)を進行方向に対して幅方向に一定幅でスウィングさせることにより、複数のM字型パン生地を焼成型に型詰めすることができる。
【0046】
M字型パン生地を機械的に焼成型に型詰めする場合、例えば、以下の態様の装置を用いることができる。例えば、上記の搬送ベルトコンベア30とともに左右一対の狭圧手段40及びカッター50とを基台上に一体的に搭載し、該基台の上流側端部付近に自由に回動するよう回動機構(支軸と軸受け:図示せず)を設け、該基台の下流側付近の下部に、進行方向に対して幅方向に進行するように付設される一又は複数の車輪63と、該車輪63を進行方向に対して幅方向に一定幅で往復動させるための往復駆動機構62とを設ける。該往復駆動機構62としては、例えば、基台の下流側下部の車輪63が付設される付近にロッド65を設けて、該ロッド65を進行方法に対して幅方向に一定幅で往復移動させることにより、前記支軸61を中心として基台の下流側が幅方向に一定幅でスウィング動作させることができる。ロッド65を往復移動させる機構は特に制限されず、図5に示されるようなクランク機構64でもよく、あるいは、ピストン機構などでもよい。このような装置により、該基台に一体的に設けた搬送ベルトコンベア30、左右一対の狭圧手段40及びカッター50を一体的にスウィング動作して、焼成型に複数のM字型生地を型詰めすることができる。例えば、3つのM字型生地を3斤用焼成型に型詰めする場合、前記基台の下流側を左側で停止させて1つめのパン生地を、間欠的に搬送される3斤用焼成型の一つが所定位置に停止したときに該焼成型内の左側に入れ、次いで、前記基台の下流側をスウィングさせて真ん中で停止させて2つ目のパン生地を焼成型内の真ん中に入れ、さらに、前記基台の下流側をスウィングさせて右側で停止させて3つ目のパン生地を焼成型内の右側に入れることにより、該3斤用焼成型内の左側、中央、右側に、この順で3つのM字型パン生地を型詰めすることができ、その後に搬送されてきて所定位置に停止する次の3斤用焼成型に対しては、右側、中央、左側の順に前記基台の下流側をスウィングさせて3つのM字型パン生地を該3斤用焼成型の右側、中央、左側の順に型詰めすればよい。このように、上記基台上に、搬送ベルトコンベア30、左右一対の狭圧手段40及びカッター50を一体的に搭載させて、該基台をスウィング動作させる態様の装置とすることにより、棒状のパン生地から中央の折り曲げ部分に切れ目が入ったM字型生地を整形することと、該整形後のM字型生地を焼成型へ型詰めすることとを同時に連続的に行うことが可能である。
【0047】
パン生地の焼成
本発明の食パンの製造方法は、上記のように型詰めされたパン生地を焼成することを含む。食パンの焼成条件は特に制限されず、用途や条件に応じて適宜選択することができる。本発明の食パンの製造方法は、角型食パンにも山型食パンに適用できるが、角型食パンが好適である。角型食パンを製造する場合、焼成型に蓋をして食パンを焼成すればよく、山型食パンを製造する場合、焼成型に蓋をせずに食パンを焼成すればよい。
【実施例】
【0048】
以下、本発明の実施例を挙げて本発明をさらに詳述するが、本発明はこれに限定されるものではない。なお、特に断らない限り、本明細書において、部および%はそれぞれ質量基準であり、数値範囲はその端点を含むものとして記載される。
【0049】
[角型食パンの製造]
実施例1
以下の表に示す原料配合にしたがって原料穀粉として小麦粉を100質量%用いて、中種法により角型食パンを製造した。
【0050】
まず、中種作成工程において、表1に示す原料配合にしたがって小麦粉70質量%を用いて中種を作成した。中種は、原料を混ぜ合わせた後、ミキサーを用いて低速で3分間、高速で2分間、生地を混捏した。捏上温度は24℃だった。その後、混捏した生地を28℃で4時間発酵させ、中種生地を得た。
【0051】
次いで、本捏工程(パン生地作成工程)において、この中種生地に、表2に示す原料配合にしたがって小麦粉その他の原料を添加し、ミキサーを用いて低速で2分間、高速で3分間混捏し、油脂を添加した後に、再びミキサーで低速で2分間、高速で6分間パン生地を混捏した。捏上温度は27℃だった。
【0052】
その後、フロアータイムを20分間とった後、生地を500gごとに分割し、丸め作業をした。続いて、中間発酵(ベンチタイム)を20分間とり、ガス抜き(圧延)をした。
【0053】
圧延した上記パン生地をカーリングにより巻き込み、パン生地を棒状に整形した。図4〜7に示すパン生地整形装置を用いて、棒状のパン生地をM字型に整形し、このM字型に整形する過程でM字型に折り曲げたパン生地の中央の折り曲げ部分に上部から切れ目を入れた。切れ目の深さは、当該パン生地の断面長の約70%だった。同様にして、中央の折り曲げ部分に切れ目が入ったM字型生地を3つ整形した。
【0054】
ここで、本実施例で用いたパン生地整形装置10は、図4・5に示されるように、パン生地を搬送する搬送装置30と、搬送装置30上の左右両側に、搬送装置30の搬送方向前方に向かって上流から徐々に幅狭となり、その後に略平行となるように設けられた一対の狭圧手段40と、搬送装置30の上方に設けられ、搬送されるパン生地に切れ目を入れるカッター50とを備えており、前記カッター50は、パン生地の搬送方向と順方向で丸刃が接触するように駆動回転する丸刃カッター51を備え、前記一対の狭圧手段40のほぼ中間線上の位置であって、前記搬送装置30の上方に設けられている。
【0055】
さらに、このパン生地整形装置10は、図6・7に示されるような、(i)待機位置から押え位置に進出して搬送される棒状パン生地の中央部Aに当接して搬送方向とは逆方向に一時的に押さえ、その後、押さえ位置から後退して前記押さえを解除して前記待機位置に戻り待機する押さえ部材21と;(ii)前記棒状パン生地の中央部Aから左右の両端部までのそれぞれほぼ中間部B(2箇所)を搬送方向へ押し込み、その後、該中間部B(2箇所)をさらに押し込み、下流側へ押し出して前記搬送装置へ送り出すための一対の押出部材22と;(iii)前記一対の押出部材22のそれぞれの外側に、パン生地の搬送方向前方に向かって徐々に幅狭となって、最も下流側の出口の幅が前記狭圧部材40の入口の幅以下となるように設けられ、搬送されるパン生地の左右両側に当接して制動するための一対の両端ガイド部材として、それぞれが内側に凸状に湾曲した一対の湾曲面部材23とを有するM字折り曲げ機構20を、さらに備えている。
【0056】
このようなパン生地整形装置10に入れられた棒状パン生地は、M字折り曲げ機構20によりM字型に折り曲げられた後に、前記搬送装置30と狭圧手段40により完全なM字型生地へと整形されつつ、前記丸刃カッター51によりM字中央の折り曲げ部に切れ目が入れられた。
【0057】
このように整形したM字型生地3個を、3斤食パン類用焼成型に型詰めした。型詰めした生地を、38℃にて50分間最終発酵(ホイロ)し、焼成型に蓋をしてから、210℃で33分間焼成して、角型の3斤食パンを製造した。本実施例においては、製造日を変えて、角型の3斤食パンを3回製造した(それぞれ、実施例1A、1B、1Cとする)。
【0058】
このようにして製造した3斤食パンについて、24時間経過後に、後述の測定を行った。
【0059】
【表1】

【0060】
【表2】
【0061】
【表3】
【0062】
実施例2
手作業によりM字型生地の両端(足の部分)が短くなるように整形し、かつ、中央部の折り曲げ部分の切れ目の深さを当該パン生地の上面からその厚さの約50%としてカットして型詰めした。それら以外は、実施例1と同様にして角型の3斤食パンを製造した。なお、本実施例において焼成型に型詰めされたM字型生地の模式図を図8に示す。
【0063】
実施例3
実施例1と同様にして角型の3斤食パンを製造し、それを3等分にカットして1斤食パンを製造した。本実施例においては、製造日を変えて、角型の1斤食パンを2回製造した(それぞれ、実施例3A、3Bとする)。
【0064】
比較例1
M字型生地を整形する過程で切れ目を入れなかったこと以外は、実施例1と同様にして角型の3斤食パンを製造した。
【0065】
比較例2
M字型生地を整形する過程で切れ目を入れなかったこと以外は、実施例2と同様にして角型の3斤食パンを製造した。
【0066】
[角型食パンの評価]
上記実施例および比較例で製造した角型食パンについて、M字型生地の頭側および足側に対応するパンの側面における腰折れの深さ、腰折れの容積、またはその両方を測定した。腰折れの深さについては、1斤食パンの場合は最も深く折れている箇所の深さを1箇所測定し、3斤食パンの場合は3斤食パンを3等分した各々の領域(1斤分に該当する)で最も深く折れている箇所の深さを合計3箇所測定し、腰折れの深さの平均値を算出した。この際、M字型生地の頭側側面および足側側面に対応する食パンの側面について、腰折れの深さを測定した。また、腰折れの容積については、1斤食パンの場合も3斤食パンの場合も、頭側および足側の側面全体について菜種油置換法によって測定した。
【0067】
実施例1および比較例1の結果を表4〜6、実施例2および比較例2の結果を表7、実施例3の結果を表8・9に示す。
【0068】
【表4】
【0069】
【表5】
【0070】
【表6】
【0071】
表4から明らかなように、実施例1の方が、比較例1に比べて、深さ、容積とも数値が小さく、本件発明の実施例は比較例に比べて腰折れが抑制されていた。また、比較例1の食パンでは、足側側面の方が頭側側面よりもかなり腰折れしているのに比べて、実施例1の食パンでは、足側側面と頭側側面における腰折れの程度にそれほどの差はなく、食パンの側面による腰折れの程度の差が小さかった。
【0072】
また、表5(実施例1B)および表6(実施例1C)から明らかなように、3斤食パンにおいて検体数を多くした場合も、腰折れが抑制されており、足側側面と頭側側面における腰折れの程度の差が小さかった。
【0073】
【表7】
【0074】
表7から明らかなように、実施例2の方が、比較例2に比べて、深さ、容積とも数値がかなり小さく、本件発明の実施例は比較例に比べて腰折れが抑制されていた。また、比較例2の食パンでは、足側側面の方が頭側側面よりもかなり腰折れしているのに比べて、実施例2の食パンでは、足側側面と頭側側面における腰折れの程度に差はなく、食パンの側面による腰折れの程度の差が小さかった。
【0075】
【表8】
【0076】
【表9】
【0077】
また、表8(実施例3A)および表9(実施例3B)から明らかなように、本発明によって1斤食パンを製造した場合も、腰折れが抑制されており、足側側面と頭側側面における腰折れの程度の差が小さかった。
【符号の説明】
【0078】
10 パン生地整形装置
20 M字折り曲げ機構
21 押さえ部材
22 押出部材
23 両端ガイド部材(湾曲面部材)
30 搬送装置(搬送ベルトコンベア)
31 コンベアベルト
32 コンベアプーリ
40 狭圧手段(狭圧ベルトコンベア)
41 上流側の領域
42 下流側の領域
43 コンベアベルト
44 コンベアプーリ
50 カッター
51 丸刃カッター
52 回動軸
53 駆動機構
61 支軸
62 往復駆動機構
63 車輪
64 クランク機構
65 ロッド
A 棒状パン生地の中央部
B 棒状パン生地の中間部
【技術分野】
【0001】
本発明は、食パンの製造方法およびパン生地の整形装置に関する。特に本発明は、腰折れ(ケーブイン)が抑制された食パンの製造方法等に関する。
【背景技術】
【0002】
焼成型に型詰めしたパン生地を焼成して製造される食パンについて、食パンの側面が内側に折れ曲がって外観を損なう「腰折れ」現象が発生することが知られている。腰折れは、ケーブインまたはケービングなどとも呼ばれており、このような腰折れが発生した食パンは商品価値が劣り、不良品とされることもあるため、腰折れを抑制することは食パンの製造において重要な技術課題である。
【0003】
食パンの腰折れは、焼成直後は発生していなくても、焼成後の食パンが包装・箱詰めされて消費者が手にするまでの間に発生することがある。例えば、焼成後、出荷先の注文店等への配分作業、配分場での待機、搬送車両への積載作業、車両による配送、配送後の店舗への積み下ろし作業、出荷先の店舗内で保管、また、大規模にチェーン展開しているコンビニエンスストアやスーパーなどが出荷先の場合はそれらの各配送センターへの車両による配送、積み下ろし作業、その後の一時的な保管などにおいて、腰折れが発生する。
【0004】
従来、このような腰折れを防止するためにいくつかの方法が提案されている。例えば、パン生地へ添加剤を添加するという化学的な方法により腰折れを防止するものとして、特許文献1〜4を挙げることができる。特許文献1(特開昭49−117639号)には、L−アスコルビン酸、ステアリル乳酸カルシウム、及びグリシンをパン生地に添加することにより腰折れを抑制することが記載されている。また、特許文献2(特開平5−292870号)では、デキストリン類をパン生地に添加することにより腰折れを抑制することが提案されている。さらに、特許文献3(特開2002−119196号)および特許文献4(特開2002−186406号)では、カルシウムをパン生地に添加することにより腰折れを抑制することが記載されている。
【0005】
一方、物理的な方法により腰折れを防止するものとして、特許文献5〜8を挙げることができる。特許文献5(特開昭52−1071号)は、焼成直後のパン全体に衝撃を加えて、パン組織内に包蔵するガス体を外部空気と置換する方法に関する。また、特許文献6(特公平3−65939号)には、パン生地成形時において棒状に伸ばしたパン生地に1/2〜2回転のひねりを加えてから食型に投入する方法が記載されている。さらに、特許文献7(特開平6−319432号)には、成型したパン生地の折曲げ位置にスタンピングを行ってからホイロをとり焼成することによって腰折れを抑制することが記載されている。さらにまた、特許文献8(特開2006−61062号)には、焼成したパンの腰折れしやすい面が下面となるように焼成後のパンを物流用の箱やトレイに収納することによって腰折れを抑制することが記載されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開昭49−117639号公報
【特許文献2】特開平5−292870号公報
【特許文献3】特開2002−119196号公報
【特許文献4】特開2002−186406号公報
【特許文献5】特開昭52−1071号公報
【特許文献6】特公平3−65939号公報
【特許文献7】特開平6−319432号公報
【特許文献8】特開2006−61062号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上記のいずれの従来技術によっても、焼成後の食パンの腰折れを十分に抑制することは難しく、特に、食パンを連続的に大量生産する場合、焼成後の食パンの腰折れを十分に防止することは困難であり、より効率的に食パンの腰折れを抑制する方法が求められていた。例えば、特許文献1〜4に記載された発明では、効果が十分とは言えず、また、特許文献5〜8に記載された発明は、本来は不要な手間や設備を必要とするものであり特に大量生産により食パンを製造するような場合、より多くの手間のかかる作業や過剰な設備を要することは現実的でない。例えば、特許文献8に係る発明では、腰折れしやすい焼成面を特定し、腰折れしやすい焼成面を下にして物流用容器に焼成パンを収納するが、そもそも腰折れしやすい面を特定すること自体難しく、また、焼成後の食パンを消費者が手にするまでの間、腰折れしやすい面を下にして保管・管理することは困難である。
【0008】
一般に、食パンを製造する方法として、棒状のパン生地をM字型に整形して、このM字型のパン生地を焼成型に、上方からみてM字に見えるようにねかせて載置して型詰めし、ホイロ後、焼成することによって食パンを製造することが知られている。この場合、左右の両端面を除く焼成面のうちM字型パン生地のM字の足側(下側)または頭側(上側)により形成される焼成後の食パンの両側面について、パン生地をきちんと整ったM字型生地に整形した場合には、焼成面による強弱の差はほとんどなく、腰折れもほとんど発生しない。
【0009】
しかし、連続的な大量生産において、また、手作業においても、ライン作業における連続的な整形においては、きちんと整ったM字型生地を整形し続けることは必ずしも容易ではなく、生地によって、M字の両端の足が長くなったり、短くなったりするというバラツキが生じることがある。また、3斤用焼成型にパン生地を投入・収容する場合、3個のM字型パン生地を焼成型に型詰めすることになるが、連続的な大量生産においてはすべての焼成型について、3個のM字型パン生地をきれいに並んだ形で収容することは容易ではなく、1〜3個のM字型パン生地が同方向または異なる方向に斜めに傾いた状態で収容される場合もある。このような場合、その作用機構は不明であるが、M字型パン生地のM字の足側(下側)または頭側(上側)により形成される焼成後の食パンの側面が反対側の側面より弱くなることがあり、この弱い側面または両側面が腰折れし易いことが本発明者によって見出された。例えば、M字型パン生地のM字の両端の足が短くなって「ひ」の字形のようになってしまった場合、焼成後のパンの焼成面のうちM字型パン生地のM字の足側により形成される側面が弱くなり、その結果、該側面やその反対側のM字型パン生地の頭側により形成される焼成後の食パンの側面が腰折れしやすくなる。
【0010】
このように、M字型生地を焼成型に入れて焼成することにより食パンを製造する場合、特に連続的に食パンを大量に製造する場合に、焼成後の食パンに腰折れが発生しやすいという技術課題が存在する。本発明の課題は、そのような焼成後の食パンの焼成面のうちM字型パン生地のM字の足側(下側)または頭側(上側)により形成される焼成後の食パンの側面について、両側面の強弱の差を抑制し、食パンの腰折れを防止することである。
【課題を解決するための手段】
【0011】
上記課題を解決するため鋭意研究した結果、本発明者は、棒状に整形したパン生地から、中央の折り曲げ部分に切れ目が入ったM字型生地を整形し、該切れ目が入ったM字型生地を焼成型に型詰めして焼成することにより、焼成後の食パンの腰折れを効果的に抑制できることを見出し、本発明を完成させた。
【0012】
すなわち、本発明は、これに限定されるものではないが、以下の発明を包含する。
(1) パン生地を棒状に整形すること;棒状のパン生地から、中央の折り曲げ部分に切れ目が入ったM字型生地を整形すること;切れ目が入ったM字型生地を焼成型に型詰めすること;焼成型に入れたパン生地を焼成すること;を含んでなる食パンの製造方法。
(2) 前記M字型生地の整形工程において、M字型に折り曲げたパン生地を左右両側から狭圧しながら搬送し、搬送されるM字型に折り曲げたパン生地の中央部に切れ目を入れて、M字型生地を整形する、(1)に記載の食パンの製造方法。
(3) 前記M字型生地の整形工程において、棒状のパン生地の中央部を搬送方向とは逆方向に一時的に押さえるとともに、棒状のパン生地の中央部と左右の両端部までのそれぞれほぼ中間部2箇所を搬送方向へ押し込むことにより、棒状のパン生地をM字型に折り曲げ、その後、前記中央部の押さえを解除するとともに、前記中間部2箇所をさらに押し込み、M字型に折り曲げたパン生地を搬送方向へ押し出す、(1)または(2)に記載の食パンの製造方法。
(4) 前記M字型生地の切れ目が、パン生地の上面からその厚さ方向に入れられる、(1)〜(3)のいずれかに記載の食パンの製造方法。
(5) 前記M字型生地の上面からその厚さ方向に入れられた切れ目の深さが、当該パン生地の厚さの45〜95%である、(4)に記載の食パンの製造方法。
(6) パン生地を搬送する搬送装置と;搬送装置上の左右両側に設けられた、搬送方向の上流から下流に向かって徐々に幅狭となり、その後に略平行となる一対の狭圧手段と;搬送装置の上方に設けられた、搬送されるパン生地の中央部に切れ目を入れるカッターと;を備える、パン生地の整形装置。
(7) 待機位置から押さえ位置に進出して搬送される棒状パン生地の中央部に当接して搬送方向とは逆方向に一時的に押さえ、その後、後退して前記押さえを解除して前記待機位置に戻り待機する押さえ部材と;前記棒状パン生地の中央部から左右の両端部までのそれぞれほぼ中間部2箇所を搬送方向へ押し込み、その後、該中間部2箇所をさらに押し込み、パン生地を前記搬送装置へ送り出すための一対の押出部材と;を有するM字折り曲げ機構を、前記搬送装置の上流近傍にさらに備える、(6)に記載のパン生地整形装置。
(8) 前記M字折り曲げ機構が、前記一対の押出部材のそれぞれの外側に、パン生地の搬送方向に向かって徐々に幅狭となって最も下流側の出口の幅が前記一対の狭圧手段の入口の幅以下となるように設けられた、搬送されるパン生地の左右両側に当接してパン生地を制動する一対の両端ガイド部材、をさらに備える、(7)に記載のパン生地整形装置。
(9) 前記カッターが、前記一対の狭圧手段のほぼ中間線上の任意の位置に、その切断面がパン生地の搬送方向とほぼ平行になるように設けられる、(7)または(8)に記載のパン生地整形装置。
(10) 前記カッターが、駆動回転する丸刃カッターである、(7)〜(9)のいずれかに記載のパン生地整形装置。
【発明の効果】
【0013】
本発明に従って棒状に整形したパン生地から、中央の折り曲げ部分に切れ目が入ったM字型生地を整形し、該切れ目が入ったM字型生地を焼成型に型詰めして焼成することにより、焼成後の食パンの腰折れを防止することができる。本発明によって腰折れが抑制される作用機構の詳細は必ずしも明らかではないが、M字型生地の中央部に切れ目を入れてから焼成することによって、焼成後の食パンの焼成面のうちM字型パン生地のM字の足側(下側)または頭側(上側)により形成される焼成後の食パンの側面のうち、いずれか一方の弱い側面又は両側面が強化され、両側面の強弱の実質的差異が小さくなる結果、該食パンの腰折れが防止されるものと推測される。
【図面の簡単な説明】
【0014】
【図1】図1は、M字型パン生地を示す模式図である。
【図2】図2は、棒状のパン生地をM字型に整形する工程の一例を示す模式図である。
【図3】図3は、M字に折り曲げたパン生地を狭圧部材を用いて整形する工程の一例を示す模式図である。
【図4】図4は、本発明のパン生地整形装置の一例を示す模式図である。
【図5】図5は、本発明のパン生地整形装置の一例を示す模式図である。
【図6】図6は、本発明のパン生地整形装置のM字折り曲げ機構の一例を示す模式図である。
【図7】図7は、本発明のパン生地整形装置のM字折り曲げ機構の一例を示す模式図である。
【図8】図8は、3斤用焼成型に3つのM字型パン生地を型詰めした場合の例を示す模式図である。
【発明を実施するための形態】
【0015】
本発明は、棒状に整形したパン生地から、中央の折り曲げ部分に切れ目が入ったM字型生地を整形し、該切れ目が入ったM字型生地を焼成型に型詰めして焼成することにより、焼成後の食パンの腰折れを効果的に抑制する技術に関する。一つの態様において、本発明は、M字型パン生地の中央の折り曲げ部分に切れ目を有するパン生地を用いた食パンの製造方法に関する。また、本発明は、M字型パン生地の中央の折り曲げ部分に切れ目を有するパン生地の整形装置に関する。
【0016】
本発明における食パンとは、四角い焼成型に入れられたパン生地を焼成して得られるパンを意味する。後述するように、本発明の食パンは、M字型整形したパン生地を焼成型に型詰めし、焼成することにより製造される。
【0017】
棒状パン生地の調製
本発明の食パンの製造方法においては、使用するパン生地に制限はなく、その原料配合、製造工程は特に問わない。具体的には、例えば、小麦粉、水、イースト、食塩、砂糖、油脂等の原料を混捏してパン生地を製造することができるが、本発明のパン生地の原料はこれに限定されるものでなく、小麦粉以外の穀粉や他の材料を添加してもよい。
【0018】
混捏後のパン生地は、通常行われるように、分割して丸めた後、中間醗酵させてよい。一般に、パン生地を工業的に大量生産する場合には、大型ミキサーにより原料を混捏して作成したパン生地を、先ず分割機によって分割し、次いで丸目機によって丸めて球状にし、その後、該球状の生地を、さらに整形する前に中間発酵させる(ベンチタイム)。
【0019】
本発明は、パン生地を棒状に整形することを含むが、パン生地を棒状に整形することができれば、具体的な方法は特に問わない。例えば、中間発酵させた球状のパン生地をローラ間を通して略扁平状とした後に、略扁平状のパン生地を巻き込んでカール整形して棒状のパン生地を得ることができる。この場合、球状のパン生地を連続的に段階的に狭くした複数のローラ間を通過させて略扁平状のパン生地を得て、次いで、この略扁平状のパン生地をカールネットの下を通過させる等により巻き込んでカール整形をして棒状のパン生地とすることができる。その他の方法としては、例えば、混捏後のパン生地を大分割して、これを連続した一定の厚さのシート状に成形して連続供給し、側面から回転するローラーをあてて、連続した棒状のパン生地を作り、これを任意のタイミングで切断することにより棒状パン生地を得ることもできる(例えば、特許第2558200号公報に記載の方法など)。
【0020】
M字型パン生地の整形
本発明において「M字型に折り曲げる(た)」とは、棒状パン生地を折り曲げ部分以外の棒状の部分が隣同士でくっつかない程度に折り曲げた状態とすることを言い、「M字型に折り曲げた(パン)生地」とはその程度に折り曲げられた状態のパン生地を言う。また、本発明において「棒状生地をM字型に整形する過程」とは、棒状のパン生地をM字型に折り曲げ始めてから、M字の両外側部から狭圧する等により、折り曲げ部分以外の棒状の部分が隣同士で略並行となりほぼ完全にくっついた状態となるようにするまでのことを言い、最終的にほぼ完全にくっついた状態に整形されたものを「M字型(パン)生地」と言う。
【0021】
本発明の食パンの製造方法においては、棒状のパン生地から、中央の折り曲げ部分に切れ目が入ったM字型生地を整形する。本発明におけるM字型生地とは、棒状のパン生地を3箇所で折り曲げてM字型にすることによって得られるパン生地であり、本発明においては、M字型生地をねかせて載置したときに、これを平面的に見て、M字型生地のM字の上側を頭側、M字の下側を足側といい、M字の上側・下側方向(頭側・足側方向)を上下方向とし、M字の奥行方向(高さ方向)を厚さ方向とする(図1)。本発明のM字型生地は、上下逆さまにしてみればW字型ともいえるが、当然のことながら、W字の上側がM字型生地の足側、W字の下側がM字型生地の頭側に相当する。
【0022】
M字型生地の整形は、様々な方法で行うことができる。好ましい態様においてM字型生地の整形は、図2・3に示すように、まず棒状パン生地をほぼ1/4等分するときの各等分点の3箇所を折り曲げ部分として(図2A)、棒状生地が隣同士でくっつかない程度に棒状パン生地をM字に軽く折り曲げ(図2B)、その後、パン生地の両側部から狭圧する等により(図2C)、折り曲げ部分以外の棒状の部分が隣同士で略並行となりほぼ完全にくっついた状態(図2D)となるようにして行う。
【0023】
後述する通り、本発明では、棒状生地からM字型に折り曲げたパン生地とする工程と、該M字型に折り曲げたパン生地から完全に「M字型生地」に整形する工程の両方を手作業で行ってもよいし、前者の工程を手作業で行い、後者の工程を自動的に機械で行ってもよく、さらに、これら両方の工程を自動的に機械で行ってもよい。
【0024】
本発明においては、中央の折り曲げ部分に切れ目が入ったM字型生地を用い、本発明のM字型生地は切れ目を境にほぼ左右対称の形状となる。本発明において、M字型生地の中央の折り曲げ部分とは、M字の完全に中央だけでなく、M字の中央部の折り曲げ部分の近傍を含む概念である。また、M字型生地の中央の折り曲げ部分で完全に切断した場合、すなわち、M字の中央で生地を切断してU字型の生地が2つ生じるような場合は、本発明の「切れ目」には該当しない。本発明における「切れ目」とは、M字型生地の中央部に切れ目が入っているものの、M字型生地を完全に分断させることはせず、「切れ目」の入った生地自体はつながっていることが必要である。
【0025】
本発明においては、切れ目がM字型生地の中央の折り曲げ部付近に設けられていればよく、切れ目を入れる方向等は特に限定されない。例えば、M字型パン生地の上下方向または厚さ方向にわたって、それぞれ全体的若しくは部分的に切れ目を入れることができる。しかし、M字型パン生地の上下方向にわたって全体的または部分的に切れ目を入れることが望ましい。さらには、M字型生地の中央部に入れる切れ目は、M字型生地の上下方向の全体にわたって入れることがより望ましい。そして、この場合には、少なくともM字に折り曲げたパン生地の中央の折り曲げ部分における下側端に達するように切れ目を入れることが好ましい。さらに、パン生地の上下方向全体にわたって切れ目を入れる場合、パン生地の厚さ方向に上から下に向かって切れ目を入れることになる。これにより、確実に、焼成後の食パンの側面部が強化される。
【0026】
本発明において切れ目の深さ又は幅の程度は特に制限されない。パン生地の厚さ方向に切れ目を入れる場合の好ましい態様において、M字型生地の中央に入れられる切れ目の深さは、当該パン生地の上面からその厚さ方向の長さの45〜95%に相当する程度であることが望ましく、60〜90%に相当する程度であることがより望ましく、65〜85%に相当する程度にすることが最も望ましい。45%未満だと、切れ目を入れる効果が小さくなり、95%を超えるとパン生地がほとんど2分される状態に近くなり、焼成後のパンのM字型生地のM字の足側と頭側により形成される両側面のうちM字の足側が頭側よりも著しく強化され過ぎて両側面の強弱のバランスが不均衡となるおそれが生じる。また、機械化自動ラインにおいては、パン生地がほとんど二分された状態ではその取り扱いが容易でなく、その後の型入れを正確に行いにくくなる。
【0027】
さらに、本発明において切れ目を入れるタイミングは特に制限されず、パン生地を棒状整形してからM字型生地に整形して当該M字型生地を焼成型に型詰めするまでの間であればいつでもよい。具体的には、M字型に折り曲げる前の棒状生地の段階で切れ目を入れてもよく、棒状生地をM字型生地に整形する過程で切れ目を入れてもよく、棒状生地をM字型に整形した後に切れ目を入れてもよい。例えば、手作業で切れ目をいれる場合には、いずれのタイミングで切れ目をいれてもよいが、特に機械化自動ラインで大量生産する場合、M字型に整形する過程でM字型に折り曲げたパン生地に切れ目を入れると工程の時間短縮につながり望ましい。同様に、パン生地を搬送しながら切れ目を入れることにより、連続的かつ効率的に切れ目をいれることが望ましく、具体的には後述するパン生地整形装置により、連続的に搬送しながらM字型に折り曲げたパン生地に切れ目を入れることがより望ましい。
【0028】
本発明においてパン生地に切れ目を入れるカッターは特に制限されず、一般的に用いられる装置を使用することができる。本発明で用いるカッターとしては、例えば、丸い形状の丸刃が好ましく、これにより、連続的に正確な切れ目を入れることができる。
【0029】
また、本発明におけるカッターとしては、駆動回転するカッター、好ましくは丸刃カッターを用いることが望ましい。特に、パン生地とその搬送方向と順方向で丸刃が接触するように駆動回転する丸刃カッターにより切れ目を入れると、パン生地に正確な切れ目を入れることができ好適である。これに対し、仮に、パン生地とその搬送方向と逆方向で丸刃が接触するように駆動回転する丸刃カッターにより切れ目を入れようとするとカッターにパン生地がひっかかり、製造工程がストップしたり、パン生地の載置位置がずれたりするおそれがあるためである。
【0030】
(機械的なM字型生地の整形工程)
本発明の好ましい態様において、図4・5に示すような装置により、M字型に折り曲げたパン生地を機械的に「M字型生地」に整形することができる。この場合、パン生地を搬送する搬送装置30と、この搬送装置30上の左右両側に、搬送装置30の搬送方向下流に向かって上流から徐々に幅狭となり、その後に略平行となるように設けられた一対の狭圧手段40と、搬送装置30の上方に設けられ、搬送されるパン生地に切れ目を入れるカッター50と、を備えるパン生地の整形装置10を用いることができる。すなわち、この装置は、パン生地を搬送する搬送装置30を備えるが、搬送装置としてはパン生地を搬送できれば特に制限はなく、例えば、コンベアベルト31と複数のコンベアプーリ32と該プーリ32を駆動させる機構とを備えるベルトコンベアのような搬送装置30が挙げられる。
【0031】
また、本発明の装置の狭圧手段40は、上記搬送装置30上の左右両側に、搬送装置の搬送方向下流に向かって上流から徐々に幅狭となり、その後に略平行となるように一対設けられる。かかる狭圧手段40は、棒状パン生地をM字型生地に成型する過程でM字型に折り曲げたパン生地を横方向から圧迫し、M字型生地を成形する。この狭圧手段40は、駆動するものでも、駆動しないものでもよく、例えば、滑面の板状部材としてもよく、また、駆動はしないが自由に回動するように細長いローラーを縦に並べたものでもよく、このようなローラーを駆動させるローラーコンベアとしてもよいが、好ましい態様は、狭圧ベルトコンベア40とすることであり、これを駆動して搬送装置30とともにパン生地を搬送することがよい。すなわち、好ましい態様において、搬送装置30上の左右に一対の狭圧ベルトコンベア40が設けられ、この狭圧ベルトコンベア40は、両側方から、搬送装置30上を搬送されるパン生地に当接するようにベルト面を内側に向けて立設して設けられる。このような左右一対の狭圧ベルトコンベア40は、それぞれコンベアベルト43と複数のコンベアプーリ44と該コンベアプーリ44を駆動させる機構を備えており、好ましくは搬送コンベア30と同方向に、同速度で動いて、M字型に折り曲げたパン生地を両側方から狭圧しながら搬送する。また、かかる狭圧手段40は、上流側から搬送方向下流に向かって徐々に幅狭となり、その後に略平行となるように設けられる。例えば、このような装置により、M字型に折り曲げたパン生地を左右両側から狭圧しながら搬送してM字型生地の整形を完了し、M字型パン生地を製造ライン下流の型入れ装置(図示せず)に搬送する。
【0032】
さらに、本発明の装置は、パン生地に切れ目を入れるためのカッター50を備える。上述したようにカッター50の形状等は特に制限されないが、駆動回転可能な丸刃をカッター50として用いることが好ましい。駆動回転可能な丸刃をカッター50として用いる場合、例えば、丸刃カッター51と、丸刃カッター51を固定した回動軸52と、回動軸52を回動可能に支持する軸受けと、該回動軸52を回転させる駆動機構53とを備えさせることができる。好ましい態様において、パン生地と、その搬送方向と順方向で丸刃が接触するように駆動回転する丸刃カッター51を、パン生地の上方からパン生地に当たるようにして切れ目を入れることができる。このようにすることで、パン生地にきれいな切れ目を正確に設けることができる。より具体的には、例えば、搬送装置30のパン生地を載置して搬送する面から数mm〜数cm程度上方の高さに丸刃カッター51の先端部が位置するように丸刃カッター51を設置し、搬送装置30上を搬送されるパン生地に切れ目を入れることができる。この際、カッターの高さを調整することにより、パン生地に入れる切れ目の深さを調整することができる。また、好ましい態様において、本発明のカッター50は、上記一対の狭圧手段40の中間線上の任意の位置に、その切断面がパン生地の搬送方向と平行となるように設けることができる。一対の狭圧手段40には、徐々に幅狭となる上流側の領域41と平行となる下流側の領域42があるが、本発明のカッター50は、これらのうち狭圧手段40同士が徐々に幅狭となる上流側の領域41に設けることが好ましい。これにより、M字型に折り曲げられたパン生地を狭圧手段40により完全にM字型生地に整形する過程において切れ目を入れることができることから、M字型生地の整形と切れ目を入れることを同時に行うことができ、効率的な製造工程とすることができる。
【0033】
(機械的なM字型に折り曲げる整形工程)
本発明においては、図6・7に示すようなM字折り曲げ機構20により、棒状のパン生地からM字型に折り曲げたパン生地を機械的に整形することができる。
【0034】
本発明の好ましい態様において、棒状のパン生地からM字型に折り曲げたパン生地を整形する装置として、待機位置から搬送方向と逆方向に押さえ位置に進出して前記搬送装置上を搬送される棒状パン生地の中央部Aに当接して搬送方向とは逆方向に一時的に押さえ、その後、押さえ位置から後退して前記押さえを解除して前記待機位置に戻り待機する押さえ部材21と、前記棒状パン生地の中央部Aから左右の両端部までのそれぞれほぼ中間部B(2箇所)を搬送方向へ押し込み、その後、該中間部B(2箇所)をさらに押し込み、下流側へ押し出して前記搬送装置30へ送り出すための一対の押出部材22と、を有するM字折り曲げ機構20を備えるパン生地整形装置10を用いることができる。また、例えば、実開平3−43977号公報、特公昭51−32710号公報に記載の装置を用いて、棒状生地をM字型に折り曲げることができる。
【0035】
本発明の好ましい態様において、上記M字折り曲げ機構20は上記搬送装置30の上流近傍に設けられ、棒状のパン生地をM字型に折り曲げる。上記押さえ部材21は、待機位置と押さえ位置とを往復移動し、搬送される棒状パン生地に合わせて待機位置から押さえ移置に進出し、該押さえ位置において該棒状パン生地の中央部Aで当接して、パン生地を搬送方向とは逆方向に一時的に押さえ、その後、後退して前記パン生地の押さえを解除して待機位置に戻り待機するように設けられる。このような押さえ部材21によって、M字型生地の中央部Aに折り曲げ部を形成させることができる。
【0036】
本発明の上記折り曲げ機構20の押出部材22は、前記押さえ部材21が押さえ位置で前記搬送装置上を搬送される棒状パン生地の中央部Aに当接して一時的に押さえたときに、該棒状パン生地の中央部Aと該中央部Aから左右の両端部までのそれぞれほぼ中間部B(2箇所)を搬送方向へ押し込み、その後、前記押さえ部材21が後退して前記待機位置に戻るべく前記押さえを解除した後に、前記中間部B(2箇所)をさらに押し込み、下流側へ押し出して前記搬送部材へ送り出すように設けられた一対の部材であり、上記押さえ部材21の外側に設けられ、前記押さえ部材21の両脇を一定周期で上流から下流へ移動することが好ましい。
【0037】
また、本発明の上記M字折り曲げ機構20は、上記一対の押出部材22のそれぞれの外側に、パン生地の搬送方向に向かって徐々に幅狭となって最も下流側の出口の幅が上記狭圧手段40の入口の幅以下となるように設けられ、搬送されるパン生地の左右両側に当接して制動するための一対の両端ガイド部材23をさらに有することが好ましい。両端ガイド部材23としては、これに限定されないが、板状の部材などを用いることができる。
【0038】
このようなM字折り曲げ機構20で棒状パン生地を折り曲げるときのパン生地載置面として、自由に回動する細いローラーや、単に表面が滑らかな載置板などを用いることができるが、後者を用いることがより望ましい。これらのパン生地載置面の表面は、テフロン(登録商標)などにより表面加工してもよい。
【0039】
上記M字折り曲げ機構20によって棒状生地を折り曲げる手順の具体的な一例を示すと、以下のとおりである。すなわち、連続的に搬送されてくる棒状生地が、該M字折り曲げ機構20の載置板上に移載され、載置板上の押さえ位置において、待機位置から押さえ位置に進出する押さえ部材21により棒状生地の中央部Aが搬送方法の逆方向から押さえられ、棒状生地の両端部が両端ガイド部材23にかかるとともに、該棒状生地の中央部Aと左右両端部との中間部B(2箇所)が一対の押出部材22により搬送方向へ押し込まれる。それにより、棒状生地は、その中央部A及び中間部B(2箇所)、すなわち棒状パン生地のほぼ1/4等分するときの各等分点の3箇所を折り曲げ部分としてM字型に折り曲げられた状態となる。その後、押さえ部材21が押さえ位置から待機位置へ後退して前記パン生地の中央部Aの押さえが解除された後、押出部材22がそのまま前記の中間部B(2箇所)をさらに搬送方向へ押し出す。このようにM字に折り曲げられたパン生地が押出部材22により前方へ押し出されて、両端ガイド部材23の間からM字型に折り曲げたパン生地が搬送装置30上に送り出される。
【0040】
(手作業工程と機械的工程の併用)
本発明においては、機械による工程と手作業による工程とを混在させてもよく、例えば、手作業により、棒状パン生地をM字型に折り曲げるようにしてもよく、この場合、人手により棒状パン生地をほぼ1/4等分するときの各等分点の3箇所で折り曲げて、パン生地をM字型に折り曲げた状態としてから、当該パン生地を、上述した搬送装置30と狭圧手段40とを備えるパン生地整形装置10の上流側から搬送装置30上に供給して、M字型生地を整形してもよい。
【0041】
(機械的な切れ目カット工程)
上述したとおり、本発明において機械によって自動的に切れ目を入れる場合、M字型に折り曲げたパン生地を狭圧して完全にくっついた状態のM字型パン生地に整形する過程において切れ目を入れることが好ましい。その理由は、このようにすることで、M字型に折り曲げたパン生地からM字型生地に整形する工程と切れ目を入れる工程とを同時に行うことができ、パン生地の製造工程を短時間で効率的に行うことが可能になる。また、折り曲げる前の棒状生地に切れ目を入れるとM字の折り曲げがきれいに行いにくく、また、折り曲げ部分以外の棒状の部分が完全にくっつくまで狭圧してM字型パン生地に整形した後に切れ目を入れると、例えば、回転する丸刃で切れ目を入れようとする場合には、くっついた部分に丸刃があたってしまい、切る必要のない部分まで切ってしまい、M字型パン生地の中央付近の折り曲げ部分だけに切れ目を正確に入れにくくなるためである。
【0042】
そして、図4に示すように、カッター50は、一対の狭圧手段40の中間線上の任意の位置に、その切断面がパン生地の搬送方向と平行となるように設けることが好ましく、さらに、該カッター50は、一対の狭圧手段40が平行となる位置より上流に設けることがより望ましい。
【0043】
M字型パン生地の焼成型への型詰め
本発明の食パンの製造方法は、上記のようにして得られた切れ目が入ったM字型パン生地を焼成型に型詰めする工程を含む。切れ目の入ったM字型パン生地を焼成型に入れる方法は具体的に問わないが、焼成型にきれいに充填されることが好ましい。ただし、本発明の切れ目の入ったM字型生地を用いることにより、焼成型に型詰めされたパン生地が多少ズレている場合や、M字型生地がきれいなM字型となっていない場合(例えば、M字型生地のM字の両端の足が短くなって「ひ」の字のようになっている場合)であっても、M字型生地のM字の足側(下側)又は頭側(上側)により形成される焼成後の食パンの側面の腰折れを抑制することができる。
【0044】
本発明で用いる食パン用の焼成型は特に制限されないが、3斤用の焼成型を好適に用いることができる。3斤用焼成型を用いる場合、切れ目の入ったM字型パン生地(1斤分に相当する)を3つ焼成型に型詰めすることになる。この場合、M字型パン生地の型詰めは、手作業で行ってもよく、機械的に行ってもよい。
【0045】
整形後のM字型パン生地を機械的に焼成型に型詰めする場合、例えば、以下のように行うことができる。すなわち、1斤分のM字型パン生地を3斤用焼成型に型詰めする場合、図4・5に示すように、パン生地整形装置の一部又は全部を適宜左右にスウィングさせる機構を備えることによって、焼成型に複数のM字型パン生地を型詰めすることができる。具体的には、例えば、特開2007−244269号公報に記載の装置のように、M字型パン生地を搬送する搬送装置30として搬送ベルトコンベアを用いることとし、これを基台(図示せず)上に設置し、当該基台を、当該基台の上流側の任意位置において幅方向の中心位置に支軸61を設けてこれを支点として、当該基台の下流側端部(M字型パン生地排出口)を進行方向に対して幅方向に一定幅でスウィングさせることにより、複数のM字型パン生地を焼成型に型詰めすることができる。
【0046】
M字型パン生地を機械的に焼成型に型詰めする場合、例えば、以下の態様の装置を用いることができる。例えば、上記の搬送ベルトコンベア30とともに左右一対の狭圧手段40及びカッター50とを基台上に一体的に搭載し、該基台の上流側端部付近に自由に回動するよう回動機構(支軸と軸受け:図示せず)を設け、該基台の下流側付近の下部に、進行方向に対して幅方向に進行するように付設される一又は複数の車輪63と、該車輪63を進行方向に対して幅方向に一定幅で往復動させるための往復駆動機構62とを設ける。該往復駆動機構62としては、例えば、基台の下流側下部の車輪63が付設される付近にロッド65を設けて、該ロッド65を進行方法に対して幅方向に一定幅で往復移動させることにより、前記支軸61を中心として基台の下流側が幅方向に一定幅でスウィング動作させることができる。ロッド65を往復移動させる機構は特に制限されず、図5に示されるようなクランク機構64でもよく、あるいは、ピストン機構などでもよい。このような装置により、該基台に一体的に設けた搬送ベルトコンベア30、左右一対の狭圧手段40及びカッター50を一体的にスウィング動作して、焼成型に複数のM字型生地を型詰めすることができる。例えば、3つのM字型生地を3斤用焼成型に型詰めする場合、前記基台の下流側を左側で停止させて1つめのパン生地を、間欠的に搬送される3斤用焼成型の一つが所定位置に停止したときに該焼成型内の左側に入れ、次いで、前記基台の下流側をスウィングさせて真ん中で停止させて2つ目のパン生地を焼成型内の真ん中に入れ、さらに、前記基台の下流側をスウィングさせて右側で停止させて3つ目のパン生地を焼成型内の右側に入れることにより、該3斤用焼成型内の左側、中央、右側に、この順で3つのM字型パン生地を型詰めすることができ、その後に搬送されてきて所定位置に停止する次の3斤用焼成型に対しては、右側、中央、左側の順に前記基台の下流側をスウィングさせて3つのM字型パン生地を該3斤用焼成型の右側、中央、左側の順に型詰めすればよい。このように、上記基台上に、搬送ベルトコンベア30、左右一対の狭圧手段40及びカッター50を一体的に搭載させて、該基台をスウィング動作させる態様の装置とすることにより、棒状のパン生地から中央の折り曲げ部分に切れ目が入ったM字型生地を整形することと、該整形後のM字型生地を焼成型へ型詰めすることとを同時に連続的に行うことが可能である。
【0047】
パン生地の焼成
本発明の食パンの製造方法は、上記のように型詰めされたパン生地を焼成することを含む。食パンの焼成条件は特に制限されず、用途や条件に応じて適宜選択することができる。本発明の食パンの製造方法は、角型食パンにも山型食パンに適用できるが、角型食パンが好適である。角型食パンを製造する場合、焼成型に蓋をして食パンを焼成すればよく、山型食パンを製造する場合、焼成型に蓋をせずに食パンを焼成すればよい。
【実施例】
【0048】
以下、本発明の実施例を挙げて本発明をさらに詳述するが、本発明はこれに限定されるものではない。なお、特に断らない限り、本明細書において、部および%はそれぞれ質量基準であり、数値範囲はその端点を含むものとして記載される。
【0049】
[角型食パンの製造]
実施例1
以下の表に示す原料配合にしたがって原料穀粉として小麦粉を100質量%用いて、中種法により角型食パンを製造した。
【0050】
まず、中種作成工程において、表1に示す原料配合にしたがって小麦粉70質量%を用いて中種を作成した。中種は、原料を混ぜ合わせた後、ミキサーを用いて低速で3分間、高速で2分間、生地を混捏した。捏上温度は24℃だった。その後、混捏した生地を28℃で4時間発酵させ、中種生地を得た。
【0051】
次いで、本捏工程(パン生地作成工程)において、この中種生地に、表2に示す原料配合にしたがって小麦粉その他の原料を添加し、ミキサーを用いて低速で2分間、高速で3分間混捏し、油脂を添加した後に、再びミキサーで低速で2分間、高速で6分間パン生地を混捏した。捏上温度は27℃だった。
【0052】
その後、フロアータイムを20分間とった後、生地を500gごとに分割し、丸め作業をした。続いて、中間発酵(ベンチタイム)を20分間とり、ガス抜き(圧延)をした。
【0053】
圧延した上記パン生地をカーリングにより巻き込み、パン生地を棒状に整形した。図4〜7に示すパン生地整形装置を用いて、棒状のパン生地をM字型に整形し、このM字型に整形する過程でM字型に折り曲げたパン生地の中央の折り曲げ部分に上部から切れ目を入れた。切れ目の深さは、当該パン生地の断面長の約70%だった。同様にして、中央の折り曲げ部分に切れ目が入ったM字型生地を3つ整形した。
【0054】
ここで、本実施例で用いたパン生地整形装置10は、図4・5に示されるように、パン生地を搬送する搬送装置30と、搬送装置30上の左右両側に、搬送装置30の搬送方向前方に向かって上流から徐々に幅狭となり、その後に略平行となるように設けられた一対の狭圧手段40と、搬送装置30の上方に設けられ、搬送されるパン生地に切れ目を入れるカッター50とを備えており、前記カッター50は、パン生地の搬送方向と順方向で丸刃が接触するように駆動回転する丸刃カッター51を備え、前記一対の狭圧手段40のほぼ中間線上の位置であって、前記搬送装置30の上方に設けられている。
【0055】
さらに、このパン生地整形装置10は、図6・7に示されるような、(i)待機位置から押え位置に進出して搬送される棒状パン生地の中央部Aに当接して搬送方向とは逆方向に一時的に押さえ、その後、押さえ位置から後退して前記押さえを解除して前記待機位置に戻り待機する押さえ部材21と;(ii)前記棒状パン生地の中央部Aから左右の両端部までのそれぞれほぼ中間部B(2箇所)を搬送方向へ押し込み、その後、該中間部B(2箇所)をさらに押し込み、下流側へ押し出して前記搬送装置へ送り出すための一対の押出部材22と;(iii)前記一対の押出部材22のそれぞれの外側に、パン生地の搬送方向前方に向かって徐々に幅狭となって、最も下流側の出口の幅が前記狭圧部材40の入口の幅以下となるように設けられ、搬送されるパン生地の左右両側に当接して制動するための一対の両端ガイド部材として、それぞれが内側に凸状に湾曲した一対の湾曲面部材23とを有するM字折り曲げ機構20を、さらに備えている。
【0056】
このようなパン生地整形装置10に入れられた棒状パン生地は、M字折り曲げ機構20によりM字型に折り曲げられた後に、前記搬送装置30と狭圧手段40により完全なM字型生地へと整形されつつ、前記丸刃カッター51によりM字中央の折り曲げ部に切れ目が入れられた。
【0057】
このように整形したM字型生地3個を、3斤食パン類用焼成型に型詰めした。型詰めした生地を、38℃にて50分間最終発酵(ホイロ)し、焼成型に蓋をしてから、210℃で33分間焼成して、角型の3斤食パンを製造した。本実施例においては、製造日を変えて、角型の3斤食パンを3回製造した(それぞれ、実施例1A、1B、1Cとする)。
【0058】
このようにして製造した3斤食パンについて、24時間経過後に、後述の測定を行った。
【0059】
【表1】
【0060】
【表2】
【0061】
【表3】
【0062】
実施例2
手作業によりM字型生地の両端(足の部分)が短くなるように整形し、かつ、中央部の折り曲げ部分の切れ目の深さを当該パン生地の上面からその厚さの約50%としてカットして型詰めした。それら以外は、実施例1と同様にして角型の3斤食パンを製造した。なお、本実施例において焼成型に型詰めされたM字型生地の模式図を図8に示す。
【0063】
実施例3
実施例1と同様にして角型の3斤食パンを製造し、それを3等分にカットして1斤食パンを製造した。本実施例においては、製造日を変えて、角型の1斤食パンを2回製造した(それぞれ、実施例3A、3Bとする)。
【0064】
比較例1
M字型生地を整形する過程で切れ目を入れなかったこと以外は、実施例1と同様にして角型の3斤食パンを製造した。
【0065】
比較例2
M字型生地を整形する過程で切れ目を入れなかったこと以外は、実施例2と同様にして角型の3斤食パンを製造した。
【0066】
[角型食パンの評価]
上記実施例および比較例で製造した角型食パンについて、M字型生地の頭側および足側に対応するパンの側面における腰折れの深さ、腰折れの容積、またはその両方を測定した。腰折れの深さについては、1斤食パンの場合は最も深く折れている箇所の深さを1箇所測定し、3斤食パンの場合は3斤食パンを3等分した各々の領域(1斤分に該当する)で最も深く折れている箇所の深さを合計3箇所測定し、腰折れの深さの平均値を算出した。この際、M字型生地の頭側側面および足側側面に対応する食パンの側面について、腰折れの深さを測定した。また、腰折れの容積については、1斤食パンの場合も3斤食パンの場合も、頭側および足側の側面全体について菜種油置換法によって測定した。
【0067】
実施例1および比較例1の結果を表4〜6、実施例2および比較例2の結果を表7、実施例3の結果を表8・9に示す。
【0068】
【表4】
【0069】
【表5】
【0070】
【表6】
【0071】
表4から明らかなように、実施例1の方が、比較例1に比べて、深さ、容積とも数値が小さく、本件発明の実施例は比較例に比べて腰折れが抑制されていた。また、比較例1の食パンでは、足側側面の方が頭側側面よりもかなり腰折れしているのに比べて、実施例1の食パンでは、足側側面と頭側側面における腰折れの程度にそれほどの差はなく、食パンの側面による腰折れの程度の差が小さかった。
【0072】
また、表5(実施例1B)および表6(実施例1C)から明らかなように、3斤食パンにおいて検体数を多くした場合も、腰折れが抑制されており、足側側面と頭側側面における腰折れの程度の差が小さかった。
【0073】
【表7】
【0074】
表7から明らかなように、実施例2の方が、比較例2に比べて、深さ、容積とも数値がかなり小さく、本件発明の実施例は比較例に比べて腰折れが抑制されていた。また、比較例2の食パンでは、足側側面の方が頭側側面よりもかなり腰折れしているのに比べて、実施例2の食パンでは、足側側面と頭側側面における腰折れの程度に差はなく、食パンの側面による腰折れの程度の差が小さかった。
【0075】
【表8】
【0076】
【表9】
【0077】
また、表8(実施例3A)および表9(実施例3B)から明らかなように、本発明によって1斤食パンを製造した場合も、腰折れが抑制されており、足側側面と頭側側面における腰折れの程度の差が小さかった。
【符号の説明】
【0078】
10 パン生地整形装置
20 M字折り曲げ機構
21 押さえ部材
22 押出部材
23 両端ガイド部材(湾曲面部材)
30 搬送装置(搬送ベルトコンベア)
31 コンベアベルト
32 コンベアプーリ
40 狭圧手段(狭圧ベルトコンベア)
41 上流側の領域
42 下流側の領域
43 コンベアベルト
44 コンベアプーリ
50 カッター
51 丸刃カッター
52 回動軸
53 駆動機構
61 支軸
62 往復駆動機構
63 車輪
64 クランク機構
65 ロッド
A 棒状パン生地の中央部
B 棒状パン生地の中間部
【特許請求の範囲】
【請求項1】
パン生地を棒状に整形すること、
棒状のパン生地から、中央の折り曲げ部分に切れ目が入ったM字型生地を整形すること、
切れ目が入ったM字型生地を焼成型に型詰めすること、
焼成型に入れたパン生地を焼成すること、
を含んでなる食パンの製造方法。
【請求項2】
前記M字型生地の整形工程において、M字型に折り曲げたパン生地を左右両側から狭圧しながら搬送し、搬送されるM字型に折り曲げたパン生地の中央部に切れ目を入れて、M字型生地を整形する、請求項1に記載の食パンの製造方法。
【請求項3】
前記M字型生地の整形工程において、棒状のパン生地の中央部を搬送方向とは逆方向に一時的に押さえるとともに、棒状のパン生地の中央部と左右の両端部までのそれぞれほぼ中間部2箇所を搬送方向へ押し込むことにより、棒状のパン生地をM字型に折り曲げ、その後、前記中央部の押さえを解除するとともに、前記中間部2箇所をさらに押し込み、M字型に折り曲げたパン生地を搬送方向へ押し出す、請求項1または2に記載の食パンの製造方法。
【請求項4】
前記M字型生地の切れ目が、パン生地の上面からその厚さ方向に入れられる、請求項1〜3のいずれかに記載の食パンの製造方法。
【請求項5】
前記M字型生地の上面からその厚さ方向に入れられる切れ目の深さが、当該パン生地の厚さの45〜95%である、請求項4に記載の食パンの製造方法。
【請求項6】
パン生地を搬送する搬送装置と、
搬送装置上の左右両側に設けられた、搬送方向の上流から下流に向かって徐々に幅狭となり、その後に略平行となる一対の狭圧手段と、
搬送装置の上方に設けられた、搬送されるパン生地の中央部に切れ目を入れるカッターと、
を備える、パン生地の整形装置。
【請求項7】
待機位置から押さえ位置に進出して搬送される棒状パン生地の中央部に当接して搬送方向とは逆方向に一時的に押さえ、その後、後退して前記押さえを解除して前記待機位置に戻り待機する押さえ部材と、
前記棒状パン生地の中央部から左右の両端部までのそれぞれほぼ中間部2箇所を搬送方向へ押し込み、その後、該中間部2箇所をさらに押し込み、パン生地を前記搬送装置へ送り出すための一対の押出部材と、
を有するM字折り曲げ機構を、前記搬送装置の上流近傍にさらに備える、請求項6に記載のパン生地整形装置。
【請求項8】
前記M字折り曲げ機構が、前記一対の押出部材のそれぞれの外側に、パン生地の搬送方向に向かって徐々に幅狭となって最も下流側の出口の幅が前記一対の狭圧手段の入口の幅以下となるように設けられた、搬送されるパン生地の左右両側に当接してパン生地を制動する一対の両端ガイド部材、をさらに備える、請求項7に記載のパン生地整形装置。
【請求項9】
前記カッターが、前記一対の狭圧手段のほぼ中間線上の任意の位置に、その切断面がパン生地の搬送方向とほぼ平行になるように設けられる、請求項7または8に記載のパン生地整形装置。
【請求項10】
前記カッターが、駆動回転する丸刃カッターである、請求項7〜9のいずれかに記載のパン生地整形装置。
【請求項1】
パン生地を棒状に整形すること、
棒状のパン生地から、中央の折り曲げ部分に切れ目が入ったM字型生地を整形すること、
切れ目が入ったM字型生地を焼成型に型詰めすること、
焼成型に入れたパン生地を焼成すること、
を含んでなる食パンの製造方法。
【請求項2】
前記M字型生地の整形工程において、M字型に折り曲げたパン生地を左右両側から狭圧しながら搬送し、搬送されるM字型に折り曲げたパン生地の中央部に切れ目を入れて、M字型生地を整形する、請求項1に記載の食パンの製造方法。
【請求項3】
前記M字型生地の整形工程において、棒状のパン生地の中央部を搬送方向とは逆方向に一時的に押さえるとともに、棒状のパン生地の中央部と左右の両端部までのそれぞれほぼ中間部2箇所を搬送方向へ押し込むことにより、棒状のパン生地をM字型に折り曲げ、その後、前記中央部の押さえを解除するとともに、前記中間部2箇所をさらに押し込み、M字型に折り曲げたパン生地を搬送方向へ押し出す、請求項1または2に記載の食パンの製造方法。
【請求項4】
前記M字型生地の切れ目が、パン生地の上面からその厚さ方向に入れられる、請求項1〜3のいずれかに記載の食パンの製造方法。
【請求項5】
前記M字型生地の上面からその厚さ方向に入れられる切れ目の深さが、当該パン生地の厚さの45〜95%である、請求項4に記載の食パンの製造方法。
【請求項6】
パン生地を搬送する搬送装置と、
搬送装置上の左右両側に設けられた、搬送方向の上流から下流に向かって徐々に幅狭となり、その後に略平行となる一対の狭圧手段と、
搬送装置の上方に設けられた、搬送されるパン生地の中央部に切れ目を入れるカッターと、
を備える、パン生地の整形装置。
【請求項7】
待機位置から押さえ位置に進出して搬送される棒状パン生地の中央部に当接して搬送方向とは逆方向に一時的に押さえ、その後、後退して前記押さえを解除して前記待機位置に戻り待機する押さえ部材と、
前記棒状パン生地の中央部から左右の両端部までのそれぞれほぼ中間部2箇所を搬送方向へ押し込み、その後、該中間部2箇所をさらに押し込み、パン生地を前記搬送装置へ送り出すための一対の押出部材と、
を有するM字折り曲げ機構を、前記搬送装置の上流近傍にさらに備える、請求項6に記載のパン生地整形装置。
【請求項8】
前記M字折り曲げ機構が、前記一対の押出部材のそれぞれの外側に、パン生地の搬送方向に向かって徐々に幅狭となって最も下流側の出口の幅が前記一対の狭圧手段の入口の幅以下となるように設けられた、搬送されるパン生地の左右両側に当接してパン生地を制動する一対の両端ガイド部材、をさらに備える、請求項7に記載のパン生地整形装置。
【請求項9】
前記カッターが、前記一対の狭圧手段のほぼ中間線上の任意の位置に、その切断面がパン生地の搬送方向とほぼ平行になるように設けられる、請求項7または8に記載のパン生地整形装置。
【請求項10】
前記カッターが、駆動回転する丸刃カッターである、請求項7〜9のいずれかに記載のパン生地整形装置。
【図1】


【図2】
【図3】
【図4】
【図5】

【図6】
【図7】

【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−34(P2011−34A)
【公開日】平成23年1月6日(2011.1.6)
【国際特許分類】
【出願番号】特願2009−145040(P2009−145040)
【出願日】平成21年6月18日(2009.6.18)
【出願人】(000178594)山崎製パン株式会社 (42)
【Fターム(参考)】
【公開日】平成23年1月6日(2011.1.6)
【国際特許分類】
【出願日】平成21年6月18日(2009.6.18)
【出願人】(000178594)山崎製パン株式会社 (42)
【Fターム(参考)】
[ Back to top ]