
食品と同梱される非食品用の包装袋

【課題】人為的な引裂きが困難でありながらも、通気性を有しかつ内容物が流出することのない包装袋を提供する。
【解決手段】包装袋10は、乾燥剤等の非食品を包装しており、食品と同梱される。包装袋10に用いられる包装材料は、包装している非食品が流出しない程度の通気性を有する基材層上に、ネット上の補強層を積層して構成される。また包装袋10は、エッジ12での、ノッチなしで測定したトラペゾイド引裂き強度が50[N]以上である。
【解決手段】包装袋10は、乾燥剤等の非食品を包装しており、食品と同梱される。包装袋10に用いられる包装材料は、包装している非食品が流出しない程度の通気性を有する基材層上に、ネット上の補強層を積層して構成される。また包装袋10は、エッジ12での、ノッチなしで測定したトラペゾイド引裂き強度が50[N]以上である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、食品とともに外装袋や外装容器内に収納される乾燥剤や脱酸素剤等の非食品を包装するのに適した包装袋に関する。
【背景技術】
【0002】
食品の変質、腐敗、劣化などを防止するために、脱酸素剤や乾燥剤などの機能性物品が多く用いられている。この種の機能性物品は、適度な通気性を有する包装袋に包装されて、外装袋や外装容器に食品と同梱される。
【0003】
例えば特許文献1には、不織布層と、網状構造の強化材層と、透湿性フィルムとを積層した通気性包装材料が開示されている。
【特許文献1】特開2003−340951号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
上述した従来の包装材料は、主として収納している機能性物品が包装材料を突き破ることによって機能性物品が流出するのを防止する観点で、突き刺し強度等の機械的強度が決定されており、包装袋を人為的に破ることによる機能性物品の流出までは想定していなかった。
【0005】
機能性物品の包装袋には、食べられない旨の注意書きが印刷されているのが通例である。しかし、印刷情報を理解できない幼児や外国人、さらに痴呆性老人などは、これを食品と思い込み、機能性物品を包装した包装袋を開封しようとすることがある。このような場合、包装袋が手で容易に開封できると、実際に包装袋を開封して内容物を口に含んでしまうおそれがある。こういった誤食を防止するために、包装材料は高い引裂き強度を持つことが重要となる。
【0006】
そこで、ナイロンフィルムが高い引裂き強度を有していることを利用して、ナイロンフィルムで機能性物品を包装することが考えられる。しかし、ナイロンフィルムは通気性が低く、機能性物品の機能を良好に発揮できないおそれがある。また、傷などが入ると引裂き強度が極端に低下する。通気性の問題に関しては、不織布を用いることも考えられる。しかし、不織布は内容物の密封性に乏しく、内容物が粉末状である場合には不織布を構成する繊維間から内容物が流出することがある。
【0007】
本発明は、上述した問題点に鑑みてなされたものであり、人為的な引裂きが困難でありながらも、通気性を有しかつ内容物が流出することのない包装袋を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するため本発明の包装袋は、通気性を有する包装材料から作られ、非食品を包装して食品と同梱される包装袋であって、
前記包装材料は、前記非食品が流出しない程度の通気性を有する基材層上にネット状の補強層を積層した構造を有し、エッジ部での、ノッチなしで測定したトラペゾイド引裂き強度が50[N]以上であることを特徴とする。
【0009】
本発明の包装袋によれば、補強層は、ネット状であるので基材層の通気性を損なうことなく、必要な引裂き強度を包装袋に与える。そして、包装袋は、エッジ部でのトラペゾイド引裂き強度が50N以上であるので、この包装袋を手で引き裂くのは困難である。
【発明の効果】
【0010】
本発明によれば、本発明による包装袋が非食品を包装しており食品と同梱されていたとしても、この包装袋を手で引き裂いて開封するのは困難であるので、包装されている非食品の誤食を防止することができる。しかも、包装袋は適度な通気性を有しており、包装されている非食品の機能を効果的に発揮させることができ、かつ非食品の流出も防止することができる。
【発明を実施するための最良の形態】
【0011】
次に、本発明の実施形態について図面を参照して説明する。
【0012】
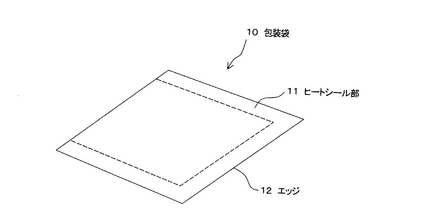
図1は、本発明の一実施形態による包装袋の概略斜視図である。図1に示す包装袋10は、食品を包装する外装袋や外装容器などの外装体内に、食品とともに収容される非食品を包装したものである。包装袋10の周縁にはヒートシール部11が形成されており、包装されている非食品は、このヒートシール部11によって包装袋10内に密封されている。外装体には、食品の品質を維持するために、乾燥剤や脱酸素剤などを食品と同梱することが多い。また、食品を温かくして食することができるように起熱剤を同梱することもある。包装袋10は、これら非食品である機能性物品が、食品や人体と直接接触しないようにする。ただし、このような機能性物品がその機能を発揮するためには、包装袋10の内外気が流通している必要がある。すなわち、この包装袋10を形成する包装材料は通気性を有している。
【0013】
なお、図1には、いわゆる三方シールタイプの包装袋10が示されているが、包装袋10の形態は任意である。また、この包装袋10は開封することを目的としていないので、ノッチは形成されていない。
【0014】
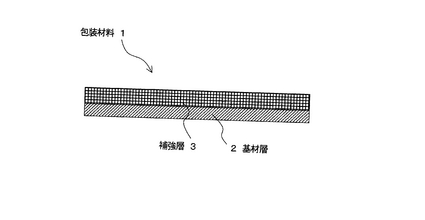
図2に、図1に示す包装袋を製造するのに用いられる包装材料の模式的断面図を示す。本実施形態の包装材料1は、基材層2と、基材層2の片面に積層された補強層3とからなる。この包装材料1から包装袋10(図1参照)を作る際は、補強層3を内側にして機能性物品を包囲し、対面した補強層3同士をヒートシールする。
【0015】
図2には基材層2と補強層3との2層構造の包装材料1を示したが、必要に応じて、補強層3の基材層2が積層された面と反対側の面にヒートシール層(不図示)を設け、このヒートシール層をヒートシールに利用することもできる。以下に述べるように、補強層3は熱可塑性樹脂製のフィルムを延伸することによって必要な機械的強度を発現させているが、補強層3を直接ヒートシールに利用すると、ヒートシール条件(特にヒートシール温度)によっては、補強層3の機械的強度が低下することもある。したがって、ヒートシールによって補強層3の機械的強度が大きく低下するようなおそれがある場合には、上記のヒートシール層を設けることが好ましい。
【0016】
基材層2は、通気性を有していれば任意の材質のものを用いることができる。ただし、通気性が高すぎると内容物が包装袋から流出するおそれがあるので、基材層2の通気性は、内容物が流出しない程度の通気性である必要がある。
【0017】
この観点から、基材層2としては、紙や有孔フィルムなどを好ましく用いることができる。有孔フィルムは、フィルムに対する任意の穿孔方法を用いて容易に作製することができる。穿孔方法としては、熱鉄針接触法、レザー法、針布を用いて機械的に穿孔する方法など、種々の方法を挙げることができ、中でも、熱鉄針接触法や、機械的に穿孔する方法が好ましく用いられる。有孔フィルムに形成される孔の直径、形状および分布は、内容物の種類に応じて、必要な通気性が得られかつ内容物が流出しない範囲で適宜選定される。
【0018】
補強層3は、包装材料1に必要な引裂き強度を与える。また、補強層3はネット状構造を有しており、したがって、補強層3を基材層2に積層しても、包装材料1に必要な通気性は確保される。
【0019】
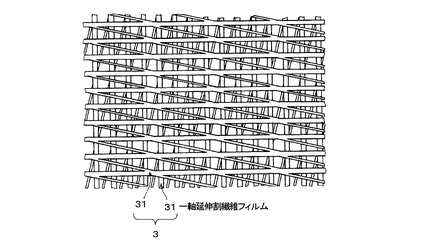
図3に、本実施形態で用いている補強層3の平面図を示す。図3に示すように、補強層3は、2枚の一軸延伸割繊維フィルム31を熱融着によって経緯積層したものである。
【0020】
一軸延伸割繊維フィルム31は、図4(b)に示すように、第1の熱可塑性樹脂からなる層31aの両面に、第1の熱可塑性樹脂よりも低い融点を有する第2の熱可塑性樹脂からなる層31bを積層した層構成を有し、図4(a)に示すように、互いに平行に延びた複数の幹繊維32と、幹繊維に対して交差して延び、隣接する幹繊維32同士を繋ぐ枝繊維33とで構成される。枝繊維33は幹繊維32と比べて細く、一軸延伸割繊維フィルム31の機械的強度は主として幹繊維32によって与えられる。
【0021】
第2の熱可塑性樹脂からなる層31bの厚みは、一軸延伸割繊維フィルム31全体の厚みの50%以下、望ましくは40%以下である。一軸延伸割繊維フィルム31同士の熱融着時の接着強度等の諸物性を満足させるためには、第2の熱可塑性樹脂からなる層31bの厚みは5μm以上であればよいが、好ましくは10〜100μmの範囲から選択される。
【0022】
一軸延伸割繊維フィルム31の製造方法としては、例えば、以下に示すような方法が挙げられる。
【0023】
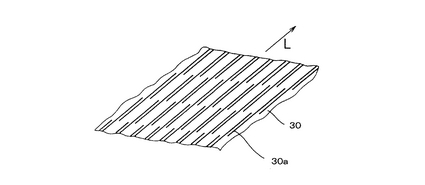
まず、多層インフレーション法あるいは多層Tダイ法などの押出成形により、第1の熱可塑性樹脂からなる層31aの両面に第2の熱可塑性樹脂からなる層31bが積層された3層構造の原反フィルムを製造する。次いで、図5に示すように、この原反フィルム30に、縦方向(図5に示すL方向)に千鳥掛けに、スプリッターを用いて割繊(スプリット処理)するか、または熱刃によりスリット処理を施して多数の平行なスリット30aを形成し、これを縦方向に延伸し、さらにこれと直交する方向に拡幅する。これにより、図4に示すような、幹繊維32がほぼ縦方向に配列された一軸延伸割繊維フィルム31が得られる。
【0024】
延伸倍率(配向倍率)は、1.1〜15倍が好ましく、より好ましくは3〜10倍である。延伸倍率が1.1倍未満では、機械的強度が十分でなくなるおそれがある。一方、延伸倍率が15倍を超えると、通常の方法で延伸することが難しく、高価な装置を必要とするなどの問題が生じる。延伸は、多段で行うことが延伸むらを防止するために好ましい。
【0025】
最後に、以上のようにして得られた一軸延伸割繊維フィルム31を、延伸方向が直交するように2枚重ね合わせ、これを加熱して融着することにより、図3に示したような補強層3が得られる。熱融着に際しては、重ね合わせた一軸延伸割繊維フィルム31を、対向配置された一対の加熱シリンダ間に供給し、幅方向の収縮が生じないように固定しながら、しかも第1の熱可塑性樹脂からなる層31aの延伸効果が失われないように、第1の熱可塑性樹脂の融点以下で、かつ第2の熱可塑性樹脂の融点以上の温度で熱融着を行う。
【0026】
補強層3は、2枚の一軸延伸割繊維フィルム31を経緯積層したものなので、縦横両方向に高い引張強度を有している。また、補強層3はネット状構造を有しているので、引裂きが断続的に停止し、結果的に高い引裂き強度が得られる。補強層3の引裂き強度は、補強層3の目付量によって調整することができる。すなわち、補強層3の目付量を大きくすれば、それだけ高い引裂き強度が得られる。
【0027】
引裂き強度の測定法には幾つかの方法があるが、本発明ではトラペゾイド試験法により測定された引裂き強度であるトラペゾイド引裂き強度で包装材料の機械的強度を規定する。その理由は、トラペゾイド試験法による引裂き試験では、試験片への引裂き力の加わり方が、通常の引張試験と比較して、包装袋を手で無理に開封しようとするときの状況に近いからである。
【0028】
トラペゾイド試験法でも通常の引裂き強度の測定と同様に短冊状の試験片を用い、その長手方向両端部をチャックで保持して引っ張り、試験片が破断するまでの最大荷重を引裂き強度とする。ただし、通常の引裂き強度の測定と異なるのは、2つのチャック間での試験片の領域が台形(トラペゾイド)になるように試験片を保持する点である。チャックは互いに平行に設置されるので、試験片の一方の側辺は張られた状態となり、他方の側辺は弛んだ状態となっている。
【0029】
JIS L1906「一般長繊維不織布試験方法」では、長繊維不織布のトラペゾイド試験法が規定されており、本発明ではこの試験方法を参考にしてトラペゾイド引裂き強度を測定する。JIS L1906に規定されているトラペゾイド試験法では、幅50mm、長さ250mm以上の試験片を用い、チャック間の試験片の領域の寸法が、一方の側辺が100mm、他方の側辺が150mmとなるように、試験片をチャックする。これにより、試験片の一方の側辺は張られた状態となり、他方の側辺は弛んだ状態となる。さらに、試験片の張られた側の中央部にノッチが形成される。
【0030】
ただし、本発明が適用される包装袋の用途においては、包装袋は、サイズが長辺でもせいぜい10cm程度と比較的小さく、しかも開封を目的とするものではないのでノッチも不要である。そこで、本発明においては、トラペゾイド引裂き強度の測定を、実際に引き裂く際の動作に則して、次のような条件で行った。試験片は、図1において包装袋10のヒートシールされた辺の、ヒートシール部11も含めたエッジ12の部分を、エッジ12に沿って50mm幅で採取する。試験片にはノッチを設けない。また、チャック間の試験片の領域の寸法が、包装袋10のエッジ12側の側辺が25mm、他方の側辺が50mmとなるように試験片をチャックする。引張速度は200mm/minとする。
【0031】
本発明者らの検討結果によれば、上記の条件で測定したトラペゾイド引裂き強度が50N以上であれば、包装袋10をそのエッジ12から手で無理に引き裂こうとしても、引き裂くのが極めて困難になることが分かった。本実施形態の包装袋10は、図1に示すヒートシール部11での、ノッチを設けないで測定したトラペゾイド引裂き強度が50N以上となっている。ヒートシール部11では、ヒートシールによって補強層3が部分的に溶融固化し、引裂き強度も僅かに低下する傾向にあるので、ヒートシール部11がある引裂き強度を有していれば、ヒートシール部11以外の部分はそれ以上の引裂き強度を有する。
【0032】
したがって、非食品である機能性物品を包装した包装袋10を手で引き裂いて開封するのは困難であり、この包装袋10が食品と同梱されていたとしても機能性物品の誤食を防止することができる。しかも包装袋10は通気性を有しているので、機能性物品の性能を効果的に発揮させることができる。
【0033】
図3では、補強層3として、縦方向に延伸した一軸延伸割繊維フィルム31を経緯積層した例を示したが、この他にも、以下に例示するような種々の構造のものを用いることができる。なお、以下に示す例においても、上述したように、包装材料の使用目的や要求される性能等を考慮して基材層および補強層の目付や構成材料を適宜変更することができる。
【0034】
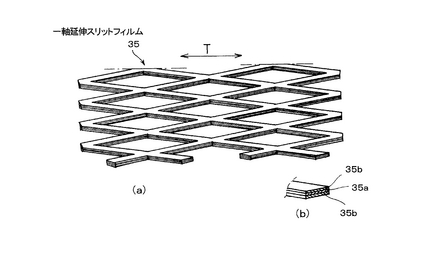
図6に、補強層3に用いることのできる一軸延伸スリットフィルム35の部分斜視図を示す。一軸延伸スリットフィルム35は、図4に示した一軸延伸割繊維フィルム31を製造するのに用いたのと同じ原反フィルムから作ることができる。すなわち、一軸延伸スリットフィルム35は、図6に示すように、第1の熱可塑性樹脂からなる層35aと、その両面に積層された、第1の熱可塑性樹脂よりも低い融点を有する第2の熱可塑性樹脂からなる層35bとで構成される。そして、その層構成を有する原反フィルムを、横方向(図6に示す矢印T方向)に千鳥掛けに割繊またはスリット処理したものを、横方向に延伸し、これを縦方向に伸長することによって、網状構造を有し主として横方向への引張強度が高い一軸延伸スリットフィルム35が得られる。
【0035】
得られた一軸延伸スリットフィルム35は、延伸方向が直交するように2枚重ね合わせられて熱融着され、これによって補強層3を構成することができる。あるいは、図4に示した一軸延伸割繊維フィルム31と組み合わせ、延伸方向が直交するように一軸延伸割繊維フィルム31と一軸延伸スリットフィルム35とを重ね合わせて熱融着することによっても補強層3を構成することができる。
【0036】
一軸延伸割繊維フィルム31、一軸延伸スリットフィルム35を構成する樹脂としては、例えば、ポリエチレン、ポリプロピレン等のポリオレフィンおよびこれらの共重合体、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステルおよびこれらの共重合体、ナイロン6、ナイロン66等のポリアミドおよびこれらの共重合体、ポリ塩化ビニル、メタクリル酸またはその誘導体の重合体および共重合体、ポリスチレン、ポリスルホン、ポリテトラクロロエチレンポリカーボネート、ポリウレタン等が挙げられる。その中でも、割繊性の良好なポリオレフィンおよびその重合体、ポリエステルおよびその重合体が好ましい。また、第1の熱可塑性樹脂と第2の熱可塑性樹脂との融点の差は、製造上の理由から、5℃以上であることが必要であり、好ましくは10〜50℃である。
【0037】
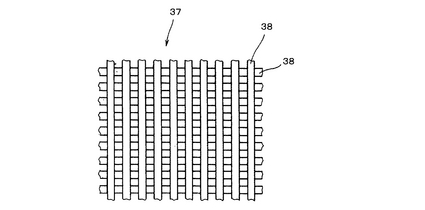
以上、それぞれ網状に形成した一軸延伸網状フィルムである一軸延伸割繊維フィルムや一軸延伸スリットフィルムを組み合わせて補強層3を構成した例を示したが、補強層3としては、この他に、図7および図8に示すような、一軸延伸多層テープ38からなる不織布37や織布39なども用いることができる。これら不織布37および織布39は、いずれも図4に示した一軸延伸割繊維フィルム31を製造するのに用いたのと同様の原反フィルムを1.1〜15倍、好ましくは3〜10倍に一軸延伸した後、延伸方向に沿って2mm〜7mmの幅で裁断した一軸延伸多層テープ38からなる。原反フィルムの裁断は延伸前であってもよい。図7に示す不織布37は、複数の一軸延伸多層テープ38を一定の間隔をあけて平行に並べ、それを一軸延伸多層テープ38の長手方向が直交するように2層に積層したものである。図8に示す織布39は、この一軸延伸多層テープ38を縦横に織成したものである。
【0038】
また、ネット状の補強層には、上述した一軸延伸割繊維フィルムや一軸延伸スリットフィルムからなる格子網状体や、一軸延伸多層テープからなる織布、不織布の他に、一軸延伸割繊維フィルムまたは一軸延伸スリットフィルムと一軸延伸多層テープとを延伸方向が直交するように積層した積層体や、熱可塑性樹脂から紡糸され延伸されたフィラメントを延伸方向が直交するように組み合わせた織布や不織布を用いることもできる。さらに、上記の織布や不織布は、一軸延伸多層テープだけでなく、ポリエチレンやポリプロピレンなどの熱可塑性樹脂から紡糸した延伸ヤーンから作ることもできる。あるいは、押出成形によって得られた原反フィルムに網目状の孔あけ加工を施し、これを互いに直交する2方向に、同時または逐次に延伸したネット状シートを補強層として用いることもできる。この場合は1枚のフィルムから補強層を形成することができるので、補強層を形成するのに積層工程あるいは織成工程が不要となる。
【0039】
ネット状の補強層に好ましく用いることのできる具体的なものの例としては、新日石プラスト(株)製のポリエチレン割繊維不織布である「日石ワリフ」(登録商標)、コンウェッド社製のプラスチック縦横延伸ネットである「コンウェッドネット」(商品名)、モノフィラメントを利用した縦横交差織物である萩原工業(株)製の「メルタック」(商品名)などが挙げられる。
【実施例】
【0040】
以下に、本発明の具体的な実施例について比較例とともに説明する。
【0041】
〈包装袋の作製〉
(実施例1)
基材層として目付35g/m2の耐水加工を施した白洋紙を用意し、この紙を新日石プラスト(株)製のポリエチレン割繊維不織布である「日石ワリフ」(グレード名:MS(T)、目付:31g/m2)で補強した包装材を作製した。次いで、自動製袋機にこの包装材を供給し、包装材の適宜箇所をヒートシールすることによって、空の包装袋を作製した。ヒートシール温度は、140℃とした。また、製袋速度は30袋/分とした。
【0042】
(実施例2)
補強層に用いた「日石ワリフ」の目付を変更したこと以外は、実施例1と同様にして包装袋を作製した。本実施例では目付35g/m2の「日石ワリフ」を用いた(グレード名:HS(T))。
【0043】
(実施例3)
補強層に用いた「日石ワリフ」の目付を変更したこと以外は、実施例1と同様にして包装袋を作製した。本実施例では目付24g/m2の「日石ワリフ」を用いた(グレード名S(T)よりも目付を高くした試作品)。
【0044】
(比較例1)
補強層に用いた「日石ワリフ」の目付を変更したこと以外は、実施例1と同様にして包装袋を作製した。本実施例では目付18g/m2の「日石ワリフ」を用いた(グレード名:S(T))。
【0045】
(比較例2)
補強層として目付が16g/m2のポリエチレン製フラットヤーンからなるクロス(交差織布)を用いたこと以外は、実施例1と同様にして包装袋を作製した。
【0046】
〈評価〉
実施例1〜3、比較例1,2で得られた各包装袋についてそれぞれ、ヒートシールされたエッジ部をその辺に沿って50mm幅で切断した試験片を採取した。採取した試験片を、前述したノッチなしのトラペゾイド試験法によって引裂き強度を測定した。引裂き強度の測定に際し、試験片の、チャック間の領域の寸法は、突っ張り側を25mm、弛み側を50mmとし、引張速度は200mm/minとした。
【0047】
また、実施例1〜3、比較例1,2で得られた各包装袋の開封を10人の被験者に試みてもらい、開封の困難性(難開封性)について評価した。各被験者は包装袋の開封強さについて「強い」、「どちらとも言えない」、「弱い」の3段階で判定し、各被験者の判定を総合して各実施例および比較例の難開封性の評価とした。
【0048】
評価結果を表1に示す。
【0049】
【表1】

【0050】
表1より、比較例1は構造上は実施例1〜3と同様であるが補強層の目付が小さくトラペゾイド引裂き強度が小さいため、被験者による判定もあまり良好ではなかった。つまり、包装袋を手で引き裂いて開封するのが困難であるというためには、トラペゾイド引裂き強度が50N以上である必要があると言える。さらに、トラペゾイド引裂き強度が60N以上であれば、殆どの人が手で引き裂いて開封するのがより困難であると感じる。
【図面の簡単な説明】
【0051】
【図1】本発明の一実施形態による包装袋の概略斜視図である。
【図2】図1に示す包装袋に用いる包装材料の模式的断面図である。
【図3】図2に示す補強層の一例の平面図である。
【図4】図3に示す一軸延伸割繊維フィルムの部分斜視図である。
【図5】図4に示す一軸延伸割繊維フィルムを製造するのに用いられる原反フィルムの、スリットを入れた状態での部分斜視図である。
【図6】図2に示す包装材料の補強層に適用可能な、横方向に延伸された一軸延伸スリットフィルムの部分斜視図である。
【図7】図2に示す包装材料の補強層に適用可能な不織布の平面図である。
【図8】図2に示す包装材料の補強層に適用可能な織布の斜視図である。
【符号の説明】
【0052】
1 包装材料
2 基材層
3 補強層
31 一軸延伸割繊維フィルム
35 一軸延伸スリットフィルム
37 不織布
38 一軸延伸テープ
39 織布
10 包装袋
11 ヒートシール部
12 エッジ
【技術分野】
【0001】
本発明は、食品とともに外装袋や外装容器内に収納される乾燥剤や脱酸素剤等の非食品を包装するのに適した包装袋に関する。
【背景技術】
【0002】
食品の変質、腐敗、劣化などを防止するために、脱酸素剤や乾燥剤などの機能性物品が多く用いられている。この種の機能性物品は、適度な通気性を有する包装袋に包装されて、外装袋や外装容器に食品と同梱される。
【0003】
例えば特許文献1には、不織布層と、網状構造の強化材層と、透湿性フィルムとを積層した通気性包装材料が開示されている。
【特許文献1】特開2003−340951号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
上述した従来の包装材料は、主として収納している機能性物品が包装材料を突き破ることによって機能性物品が流出するのを防止する観点で、突き刺し強度等の機械的強度が決定されており、包装袋を人為的に破ることによる機能性物品の流出までは想定していなかった。
【0005】
機能性物品の包装袋には、食べられない旨の注意書きが印刷されているのが通例である。しかし、印刷情報を理解できない幼児や外国人、さらに痴呆性老人などは、これを食品と思い込み、機能性物品を包装した包装袋を開封しようとすることがある。このような場合、包装袋が手で容易に開封できると、実際に包装袋を開封して内容物を口に含んでしまうおそれがある。こういった誤食を防止するために、包装材料は高い引裂き強度を持つことが重要となる。
【0006】
そこで、ナイロンフィルムが高い引裂き強度を有していることを利用して、ナイロンフィルムで機能性物品を包装することが考えられる。しかし、ナイロンフィルムは通気性が低く、機能性物品の機能を良好に発揮できないおそれがある。また、傷などが入ると引裂き強度が極端に低下する。通気性の問題に関しては、不織布を用いることも考えられる。しかし、不織布は内容物の密封性に乏しく、内容物が粉末状である場合には不織布を構成する繊維間から内容物が流出することがある。
【0007】
本発明は、上述した問題点に鑑みてなされたものであり、人為的な引裂きが困難でありながらも、通気性を有しかつ内容物が流出することのない包装袋を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するため本発明の包装袋は、通気性を有する包装材料から作られ、非食品を包装して食品と同梱される包装袋であって、
前記包装材料は、前記非食品が流出しない程度の通気性を有する基材層上にネット状の補強層を積層した構造を有し、エッジ部での、ノッチなしで測定したトラペゾイド引裂き強度が50[N]以上であることを特徴とする。
【0009】
本発明の包装袋によれば、補強層は、ネット状であるので基材層の通気性を損なうことなく、必要な引裂き強度を包装袋に与える。そして、包装袋は、エッジ部でのトラペゾイド引裂き強度が50N以上であるので、この包装袋を手で引き裂くのは困難である。
【発明の効果】
【0010】
本発明によれば、本発明による包装袋が非食品を包装しており食品と同梱されていたとしても、この包装袋を手で引き裂いて開封するのは困難であるので、包装されている非食品の誤食を防止することができる。しかも、包装袋は適度な通気性を有しており、包装されている非食品の機能を効果的に発揮させることができ、かつ非食品の流出も防止することができる。
【発明を実施するための最良の形態】
【0011】
次に、本発明の実施形態について図面を参照して説明する。
【0012】
図1は、本発明の一実施形態による包装袋の概略斜視図である。図1に示す包装袋10は、食品を包装する外装袋や外装容器などの外装体内に、食品とともに収容される非食品を包装したものである。包装袋10の周縁にはヒートシール部11が形成されており、包装されている非食品は、このヒートシール部11によって包装袋10内に密封されている。外装体には、食品の品質を維持するために、乾燥剤や脱酸素剤などを食品と同梱することが多い。また、食品を温かくして食することができるように起熱剤を同梱することもある。包装袋10は、これら非食品である機能性物品が、食品や人体と直接接触しないようにする。ただし、このような機能性物品がその機能を発揮するためには、包装袋10の内外気が流通している必要がある。すなわち、この包装袋10を形成する包装材料は通気性を有している。
【0013】
なお、図1には、いわゆる三方シールタイプの包装袋10が示されているが、包装袋10の形態は任意である。また、この包装袋10は開封することを目的としていないので、ノッチは形成されていない。
【0014】
図2に、図1に示す包装袋を製造するのに用いられる包装材料の模式的断面図を示す。本実施形態の包装材料1は、基材層2と、基材層2の片面に積層された補強層3とからなる。この包装材料1から包装袋10(図1参照)を作る際は、補強層3を内側にして機能性物品を包囲し、対面した補強層3同士をヒートシールする。
【0015】
図2には基材層2と補強層3との2層構造の包装材料1を示したが、必要に応じて、補強層3の基材層2が積層された面と反対側の面にヒートシール層(不図示)を設け、このヒートシール層をヒートシールに利用することもできる。以下に述べるように、補強層3は熱可塑性樹脂製のフィルムを延伸することによって必要な機械的強度を発現させているが、補強層3を直接ヒートシールに利用すると、ヒートシール条件(特にヒートシール温度)によっては、補強層3の機械的強度が低下することもある。したがって、ヒートシールによって補強層3の機械的強度が大きく低下するようなおそれがある場合には、上記のヒートシール層を設けることが好ましい。
【0016】
基材層2は、通気性を有していれば任意の材質のものを用いることができる。ただし、通気性が高すぎると内容物が包装袋から流出するおそれがあるので、基材層2の通気性は、内容物が流出しない程度の通気性である必要がある。
【0017】
この観点から、基材層2としては、紙や有孔フィルムなどを好ましく用いることができる。有孔フィルムは、フィルムに対する任意の穿孔方法を用いて容易に作製することができる。穿孔方法としては、熱鉄針接触法、レザー法、針布を用いて機械的に穿孔する方法など、種々の方法を挙げることができ、中でも、熱鉄針接触法や、機械的に穿孔する方法が好ましく用いられる。有孔フィルムに形成される孔の直径、形状および分布は、内容物の種類に応じて、必要な通気性が得られかつ内容物が流出しない範囲で適宜選定される。
【0018】
補強層3は、包装材料1に必要な引裂き強度を与える。また、補強層3はネット状構造を有しており、したがって、補強層3を基材層2に積層しても、包装材料1に必要な通気性は確保される。
【0019】
図3に、本実施形態で用いている補強層3の平面図を示す。図3に示すように、補強層3は、2枚の一軸延伸割繊維フィルム31を熱融着によって経緯積層したものである。
【0020】
一軸延伸割繊維フィルム31は、図4(b)に示すように、第1の熱可塑性樹脂からなる層31aの両面に、第1の熱可塑性樹脂よりも低い融点を有する第2の熱可塑性樹脂からなる層31bを積層した層構成を有し、図4(a)に示すように、互いに平行に延びた複数の幹繊維32と、幹繊維に対して交差して延び、隣接する幹繊維32同士を繋ぐ枝繊維33とで構成される。枝繊維33は幹繊維32と比べて細く、一軸延伸割繊維フィルム31の機械的強度は主として幹繊維32によって与えられる。
【0021】
第2の熱可塑性樹脂からなる層31bの厚みは、一軸延伸割繊維フィルム31全体の厚みの50%以下、望ましくは40%以下である。一軸延伸割繊維フィルム31同士の熱融着時の接着強度等の諸物性を満足させるためには、第2の熱可塑性樹脂からなる層31bの厚みは5μm以上であればよいが、好ましくは10〜100μmの範囲から選択される。
【0022】
一軸延伸割繊維フィルム31の製造方法としては、例えば、以下に示すような方法が挙げられる。
【0023】
まず、多層インフレーション法あるいは多層Tダイ法などの押出成形により、第1の熱可塑性樹脂からなる層31aの両面に第2の熱可塑性樹脂からなる層31bが積層された3層構造の原反フィルムを製造する。次いで、図5に示すように、この原反フィルム30に、縦方向(図5に示すL方向)に千鳥掛けに、スプリッターを用いて割繊(スプリット処理)するか、または熱刃によりスリット処理を施して多数の平行なスリット30aを形成し、これを縦方向に延伸し、さらにこれと直交する方向に拡幅する。これにより、図4に示すような、幹繊維32がほぼ縦方向に配列された一軸延伸割繊維フィルム31が得られる。
【0024】
延伸倍率(配向倍率)は、1.1〜15倍が好ましく、より好ましくは3〜10倍である。延伸倍率が1.1倍未満では、機械的強度が十分でなくなるおそれがある。一方、延伸倍率が15倍を超えると、通常の方法で延伸することが難しく、高価な装置を必要とするなどの問題が生じる。延伸は、多段で行うことが延伸むらを防止するために好ましい。
【0025】
最後に、以上のようにして得られた一軸延伸割繊維フィルム31を、延伸方向が直交するように2枚重ね合わせ、これを加熱して融着することにより、図3に示したような補強層3が得られる。熱融着に際しては、重ね合わせた一軸延伸割繊維フィルム31を、対向配置された一対の加熱シリンダ間に供給し、幅方向の収縮が生じないように固定しながら、しかも第1の熱可塑性樹脂からなる層31aの延伸効果が失われないように、第1の熱可塑性樹脂の融点以下で、かつ第2の熱可塑性樹脂の融点以上の温度で熱融着を行う。
【0026】
補強層3は、2枚の一軸延伸割繊維フィルム31を経緯積層したものなので、縦横両方向に高い引張強度を有している。また、補強層3はネット状構造を有しているので、引裂きが断続的に停止し、結果的に高い引裂き強度が得られる。補強層3の引裂き強度は、補強層3の目付量によって調整することができる。すなわち、補強層3の目付量を大きくすれば、それだけ高い引裂き強度が得られる。
【0027】
引裂き強度の測定法には幾つかの方法があるが、本発明ではトラペゾイド試験法により測定された引裂き強度であるトラペゾイド引裂き強度で包装材料の機械的強度を規定する。その理由は、トラペゾイド試験法による引裂き試験では、試験片への引裂き力の加わり方が、通常の引張試験と比較して、包装袋を手で無理に開封しようとするときの状況に近いからである。
【0028】
トラペゾイド試験法でも通常の引裂き強度の測定と同様に短冊状の試験片を用い、その長手方向両端部をチャックで保持して引っ張り、試験片が破断するまでの最大荷重を引裂き強度とする。ただし、通常の引裂き強度の測定と異なるのは、2つのチャック間での試験片の領域が台形(トラペゾイド)になるように試験片を保持する点である。チャックは互いに平行に設置されるので、試験片の一方の側辺は張られた状態となり、他方の側辺は弛んだ状態となっている。
【0029】
JIS L1906「一般長繊維不織布試験方法」では、長繊維不織布のトラペゾイド試験法が規定されており、本発明ではこの試験方法を参考にしてトラペゾイド引裂き強度を測定する。JIS L1906に規定されているトラペゾイド試験法では、幅50mm、長さ250mm以上の試験片を用い、チャック間の試験片の領域の寸法が、一方の側辺が100mm、他方の側辺が150mmとなるように、試験片をチャックする。これにより、試験片の一方の側辺は張られた状態となり、他方の側辺は弛んだ状態となる。さらに、試験片の張られた側の中央部にノッチが形成される。
【0030】
ただし、本発明が適用される包装袋の用途においては、包装袋は、サイズが長辺でもせいぜい10cm程度と比較的小さく、しかも開封を目的とするものではないのでノッチも不要である。そこで、本発明においては、トラペゾイド引裂き強度の測定を、実際に引き裂く際の動作に則して、次のような条件で行った。試験片は、図1において包装袋10のヒートシールされた辺の、ヒートシール部11も含めたエッジ12の部分を、エッジ12に沿って50mm幅で採取する。試験片にはノッチを設けない。また、チャック間の試験片の領域の寸法が、包装袋10のエッジ12側の側辺が25mm、他方の側辺が50mmとなるように試験片をチャックする。引張速度は200mm/minとする。
【0031】
本発明者らの検討結果によれば、上記の条件で測定したトラペゾイド引裂き強度が50N以上であれば、包装袋10をそのエッジ12から手で無理に引き裂こうとしても、引き裂くのが極めて困難になることが分かった。本実施形態の包装袋10は、図1に示すヒートシール部11での、ノッチを設けないで測定したトラペゾイド引裂き強度が50N以上となっている。ヒートシール部11では、ヒートシールによって補強層3が部分的に溶融固化し、引裂き強度も僅かに低下する傾向にあるので、ヒートシール部11がある引裂き強度を有していれば、ヒートシール部11以外の部分はそれ以上の引裂き強度を有する。
【0032】
したがって、非食品である機能性物品を包装した包装袋10を手で引き裂いて開封するのは困難であり、この包装袋10が食品と同梱されていたとしても機能性物品の誤食を防止することができる。しかも包装袋10は通気性を有しているので、機能性物品の性能を効果的に発揮させることができる。
【0033】
図3では、補強層3として、縦方向に延伸した一軸延伸割繊維フィルム31を経緯積層した例を示したが、この他にも、以下に例示するような種々の構造のものを用いることができる。なお、以下に示す例においても、上述したように、包装材料の使用目的や要求される性能等を考慮して基材層および補強層の目付や構成材料を適宜変更することができる。
【0034】
図6に、補強層3に用いることのできる一軸延伸スリットフィルム35の部分斜視図を示す。一軸延伸スリットフィルム35は、図4に示した一軸延伸割繊維フィルム31を製造するのに用いたのと同じ原反フィルムから作ることができる。すなわち、一軸延伸スリットフィルム35は、図6に示すように、第1の熱可塑性樹脂からなる層35aと、その両面に積層された、第1の熱可塑性樹脂よりも低い融点を有する第2の熱可塑性樹脂からなる層35bとで構成される。そして、その層構成を有する原反フィルムを、横方向(図6に示す矢印T方向)に千鳥掛けに割繊またはスリット処理したものを、横方向に延伸し、これを縦方向に伸長することによって、網状構造を有し主として横方向への引張強度が高い一軸延伸スリットフィルム35が得られる。
【0035】
得られた一軸延伸スリットフィルム35は、延伸方向が直交するように2枚重ね合わせられて熱融着され、これによって補強層3を構成することができる。あるいは、図4に示した一軸延伸割繊維フィルム31と組み合わせ、延伸方向が直交するように一軸延伸割繊維フィルム31と一軸延伸スリットフィルム35とを重ね合わせて熱融着することによっても補強層3を構成することができる。
【0036】
一軸延伸割繊維フィルム31、一軸延伸スリットフィルム35を構成する樹脂としては、例えば、ポリエチレン、ポリプロピレン等のポリオレフィンおよびこれらの共重合体、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステルおよびこれらの共重合体、ナイロン6、ナイロン66等のポリアミドおよびこれらの共重合体、ポリ塩化ビニル、メタクリル酸またはその誘導体の重合体および共重合体、ポリスチレン、ポリスルホン、ポリテトラクロロエチレンポリカーボネート、ポリウレタン等が挙げられる。その中でも、割繊性の良好なポリオレフィンおよびその重合体、ポリエステルおよびその重合体が好ましい。また、第1の熱可塑性樹脂と第2の熱可塑性樹脂との融点の差は、製造上の理由から、5℃以上であることが必要であり、好ましくは10〜50℃である。
【0037】
以上、それぞれ網状に形成した一軸延伸網状フィルムである一軸延伸割繊維フィルムや一軸延伸スリットフィルムを組み合わせて補強層3を構成した例を示したが、補強層3としては、この他に、図7および図8に示すような、一軸延伸多層テープ38からなる不織布37や織布39なども用いることができる。これら不織布37および織布39は、いずれも図4に示した一軸延伸割繊維フィルム31を製造するのに用いたのと同様の原反フィルムを1.1〜15倍、好ましくは3〜10倍に一軸延伸した後、延伸方向に沿って2mm〜7mmの幅で裁断した一軸延伸多層テープ38からなる。原反フィルムの裁断は延伸前であってもよい。図7に示す不織布37は、複数の一軸延伸多層テープ38を一定の間隔をあけて平行に並べ、それを一軸延伸多層テープ38の長手方向が直交するように2層に積層したものである。図8に示す織布39は、この一軸延伸多層テープ38を縦横に織成したものである。
【0038】
また、ネット状の補強層には、上述した一軸延伸割繊維フィルムや一軸延伸スリットフィルムからなる格子網状体や、一軸延伸多層テープからなる織布、不織布の他に、一軸延伸割繊維フィルムまたは一軸延伸スリットフィルムと一軸延伸多層テープとを延伸方向が直交するように積層した積層体や、熱可塑性樹脂から紡糸され延伸されたフィラメントを延伸方向が直交するように組み合わせた織布や不織布を用いることもできる。さらに、上記の織布や不織布は、一軸延伸多層テープだけでなく、ポリエチレンやポリプロピレンなどの熱可塑性樹脂から紡糸した延伸ヤーンから作ることもできる。あるいは、押出成形によって得られた原反フィルムに網目状の孔あけ加工を施し、これを互いに直交する2方向に、同時または逐次に延伸したネット状シートを補強層として用いることもできる。この場合は1枚のフィルムから補強層を形成することができるので、補強層を形成するのに積層工程あるいは織成工程が不要となる。
【0039】
ネット状の補強層に好ましく用いることのできる具体的なものの例としては、新日石プラスト(株)製のポリエチレン割繊維不織布である「日石ワリフ」(登録商標)、コンウェッド社製のプラスチック縦横延伸ネットである「コンウェッドネット」(商品名)、モノフィラメントを利用した縦横交差織物である萩原工業(株)製の「メルタック」(商品名)などが挙げられる。
【実施例】
【0040】
以下に、本発明の具体的な実施例について比較例とともに説明する。
【0041】
〈包装袋の作製〉
(実施例1)
基材層として目付35g/m2の耐水加工を施した白洋紙を用意し、この紙を新日石プラスト(株)製のポリエチレン割繊維不織布である「日石ワリフ」(グレード名:MS(T)、目付:31g/m2)で補強した包装材を作製した。次いで、自動製袋機にこの包装材を供給し、包装材の適宜箇所をヒートシールすることによって、空の包装袋を作製した。ヒートシール温度は、140℃とした。また、製袋速度は30袋/分とした。
【0042】
(実施例2)
補強層に用いた「日石ワリフ」の目付を変更したこと以外は、実施例1と同様にして包装袋を作製した。本実施例では目付35g/m2の「日石ワリフ」を用いた(グレード名:HS(T))。
【0043】
(実施例3)
補強層に用いた「日石ワリフ」の目付を変更したこと以外は、実施例1と同様にして包装袋を作製した。本実施例では目付24g/m2の「日石ワリフ」を用いた(グレード名S(T)よりも目付を高くした試作品)。
【0044】
(比較例1)
補強層に用いた「日石ワリフ」の目付を変更したこと以外は、実施例1と同様にして包装袋を作製した。本実施例では目付18g/m2の「日石ワリフ」を用いた(グレード名:S(T))。
【0045】
(比較例2)
補強層として目付が16g/m2のポリエチレン製フラットヤーンからなるクロス(交差織布)を用いたこと以外は、実施例1と同様にして包装袋を作製した。
【0046】
〈評価〉
実施例1〜3、比較例1,2で得られた各包装袋についてそれぞれ、ヒートシールされたエッジ部をその辺に沿って50mm幅で切断した試験片を採取した。採取した試験片を、前述したノッチなしのトラペゾイド試験法によって引裂き強度を測定した。引裂き強度の測定に際し、試験片の、チャック間の領域の寸法は、突っ張り側を25mm、弛み側を50mmとし、引張速度は200mm/minとした。
【0047】
また、実施例1〜3、比較例1,2で得られた各包装袋の開封を10人の被験者に試みてもらい、開封の困難性(難開封性)について評価した。各被験者は包装袋の開封強さについて「強い」、「どちらとも言えない」、「弱い」の3段階で判定し、各被験者の判定を総合して各実施例および比較例の難開封性の評価とした。
【0048】
評価結果を表1に示す。
【0049】
【表1】
【0050】
表1より、比較例1は構造上は実施例1〜3と同様であるが補強層の目付が小さくトラペゾイド引裂き強度が小さいため、被験者による判定もあまり良好ではなかった。つまり、包装袋を手で引き裂いて開封するのが困難であるというためには、トラペゾイド引裂き強度が50N以上である必要があると言える。さらに、トラペゾイド引裂き強度が60N以上であれば、殆どの人が手で引き裂いて開封するのがより困難であると感じる。
【図面の簡単な説明】
【0051】
【図1】本発明の一実施形態による包装袋の概略斜視図である。
【図2】図1に示す包装袋に用いる包装材料の模式的断面図である。
【図3】図2に示す補強層の一例の平面図である。
【図4】図3に示す一軸延伸割繊維フィルムの部分斜視図である。
【図5】図4に示す一軸延伸割繊維フィルムを製造するのに用いられる原反フィルムの、スリットを入れた状態での部分斜視図である。
【図6】図2に示す包装材料の補強層に適用可能な、横方向に延伸された一軸延伸スリットフィルムの部分斜視図である。
【図7】図2に示す包装材料の補強層に適用可能な不織布の平面図である。
【図8】図2に示す包装材料の補強層に適用可能な織布の斜視図である。
【符号の説明】
【0052】
1 包装材料
2 基材層
3 補強層
31 一軸延伸割繊維フィルム
35 一軸延伸スリットフィルム
37 不織布
38 一軸延伸テープ
39 織布
10 包装袋
11 ヒートシール部
12 エッジ
【特許請求の範囲】
【請求項1】
通気性を有する包装材料から作られ、非食品を包装して食品と同梱される包装袋であって、
前記包装材料は、前記非食品が流出しない程度の通気性を有する基材層上にネット状の補強層を積層した構造を有し、
エッジ部での、ノッチなしで測定したトラペゾイド引裂き強度が50[N]以上であることを特徴とする包装袋。
【請求項2】
前記トラペゾイド引裂き強度が60[N]以上である請求項1に記載の包装袋。
【請求項3】
前記補強層は、熱可塑性樹脂からなる原フィルムから作られた、
(1)一軸延伸網状フィルムを延伸方向が直交するように積層してなる不織布、
(2)一軸延伸テープを延伸方向が直交するように織成してなる織布、
(3)一軸延伸テープを延伸方向が直交するように積層してなる不織布、
(4)一軸延伸網状フィルムと一軸延伸テープとを延伸方向が直交するように積層した積層体、または
(5)前記原フィルムに網目状の孔あけ加工を施したものを、互いに直交する2方向に延伸してなるネット状シート、
のいずれかである請求項1または2に記載の包装袋。
【請求項4】
前記非食品は、乾燥剤、脱酸素剤、または起熱剤である請求項1ないし3のいずれか1項に記載の包装袋。
【請求項1】
通気性を有する包装材料から作られ、非食品を包装して食品と同梱される包装袋であって、
前記包装材料は、前記非食品が流出しない程度の通気性を有する基材層上にネット状の補強層を積層した構造を有し、
エッジ部での、ノッチなしで測定したトラペゾイド引裂き強度が50[N]以上であることを特徴とする包装袋。
【請求項2】
前記トラペゾイド引裂き強度が60[N]以上である請求項1に記載の包装袋。
【請求項3】
前記補強層は、熱可塑性樹脂からなる原フィルムから作られた、
(1)一軸延伸網状フィルムを延伸方向が直交するように積層してなる不織布、
(2)一軸延伸テープを延伸方向が直交するように織成してなる織布、
(3)一軸延伸テープを延伸方向が直交するように積層してなる不織布、
(4)一軸延伸網状フィルムと一軸延伸テープとを延伸方向が直交するように積層した積層体、または
(5)前記原フィルムに網目状の孔あけ加工を施したものを、互いに直交する2方向に延伸してなるネット状シート、
のいずれかである請求項1または2に記載の包装袋。
【請求項4】
前記非食品は、乾燥剤、脱酸素剤、または起熱剤である請求項1ないし3のいずれか1項に記載の包装袋。
【図1】

【図2】
【図3】
【図4】

【図5】
【図6】
【図7】
【図8】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2006−8205(P2006−8205A)
【公開日】平成18年1月12日(2006.1.12)
【国際特許分類】
【出願番号】特願2004−189765(P2004−189765)
【出願日】平成16年6月28日(2004.6.28)
【出願人】(504249824)新日石プラスト株式会社 (11)
【Fターム(参考)】
【公開日】平成18年1月12日(2006.1.12)
【国際特許分類】
【出願日】平成16年6月28日(2004.6.28)
【出願人】(504249824)新日石プラスト株式会社 (11)
【Fターム(参考)】
[ Back to top ]