
食品包装台紙用シートおよび食品包装台紙
【課題】環境への負荷が小さく、液体が染み出す食品の包装に適している上に、簡便な構成である食品包装台紙用シートを提供する。
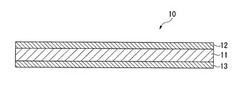
【解決手段】本発明の食品包装台紙用シート10は、紙基材11と、紙基材11の一方の面側に設けられた透液層12と、紙基材11の他方の面側に設けられた非透液層13とを具備し、透液層12は、液体を透過可能な連続孔を有する第1の熱可塑性樹脂からなる層であり、非透液層13は、液体を透過可能な連続孔を有さない第2の熱可塑性樹脂からなる層である。本発明の食品包装台紙用シート10は、紙基材11がクラフト紙であることが好ましい。
【解決手段】本発明の食品包装台紙用シート10は、紙基材11と、紙基材11の一方の面側に設けられた透液層12と、紙基材11の他方の面側に設けられた非透液層13とを具備し、透液層12は、液体を透過可能な連続孔を有する第1の熱可塑性樹脂からなる層であり、非透液層13は、液体を透過可能な連続孔を有さない第2の熱可塑性樹脂からなる層である。本発明の食品包装台紙用シート10は、紙基材11がクラフト紙であることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、生鮮食品等を包装するための台紙用シートおよび食品包装台紙に関する。
【背景技術】
【0002】
生鮮食品や惣菜類等の食品を販売する際には、食品を、底面部と側面部とを有する立体形状の発泡スチロール製のトレーに載せ、透明なラップフィルムで包むことが多かった。
ところで、食品が取り出された後の使用済みの発泡スチロールのトレーは、一部がリサイクル用に回収されているが、回収されないものもある。回収されなかったトレーは埋去処分または焼却処分されている。
しかし、発泡スチロールは生分解性を有さないため、埋去処分した場合、半永久的に土中に残留し、環境への負荷が大きかった。一方、焼却処分の場合には、ポリスチレンは燃焼カロリーが高いため、焼却炉を損傷させやすく、焼却炉寿命を短くするという問題を有していた。
そこで、トレーを構成する材質として、ポリスチレン等のプラスチックに代えて、耐水材を含浸処理または表面処理した紙を用いることが提案されている(特許文献1)。紙のトレーであれば、リサイクル性が高いため、環境への負荷が小さく、また、焼却した際の燃焼エネルギーが高くないため、焼却炉を傷めにくい。
【0003】
生鮮食品等においては、その内部から水分や油分等の液体が染み出すものがある。そのため、特許文献1に記載のトレーでは、染み出した液体により食品がトレーに密着しないように底面および側面の内側を波状としている。しかし、特許文献1に記載の紙トレーを用いて包装した場合には、耐水処理を施したとしても、液体がトレーに浸透して柔らかくなり、上記形状を保持できなかった。
特許文献2には、紙基材の一方の面に吸水層および吸油層が接着層を介して積層されたシートからなる立体形状の紙トレーが提案されている。しかし、この紙トレーは、層の数が多く、簡便な構成ではなかった。また、吸水層および吸油層の吸液性が不充分であると、紙基材に液体が浸透するため、トレーの立体形状を保持できないことがあった。
また、特許文献3には、紙基材に液体が浸透しないようにその両面にバリア性のある熱可塑性樹脂層を設けたシートを成形した紙トレーが開示されている。しかし、特許文献3に記載のトレーを用いて包装した場合には、液体がトレーの底に溜まるため、包装した食品の見栄えを悪化させることがあった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平7−40968号公報
【特許文献2】特開2001−96648号公報
【特許文献3】特開2006−315741号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、環境への負荷が小さく、液体が染み出す食品の包装に適している上に、簡便な構成である食品包装台紙用シートおよび食品包装台紙を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明者は、底面部と側面部とを有する立体形状のトレーではなく、単なる2次元形状のシート(平面状のシート)でも食品の包装が可能なこと、2次元状のシートであれば、形状保持の必要性が低いため、紙基材に液体が浸透してもよいことを見出して、以下の食品包装台紙用シートおよび食品包装台紙を発明した。
【0007】
すなわち、本発明は、以下の態様を有する。
[1]紙基材と、該紙基材の一方の面側に設けられた透液層と、前記紙基材の他方の面側に設けられた非透液層とを具備し、前記透液層は、液体を透過可能な連続孔を有する第1の熱可塑性樹脂からなる層であり、前記非透液層は、液体を透過可能な連続孔を有さない第2の熱可塑性樹脂からなる層であることを特徴とする食品包装台紙用シート。
[2]紙基材がクラフト紙である[1]に記載の食品包装台紙用シート。
[3]透液層の連続孔が第1の熱可塑性樹脂の発泡により形成されており、第1の熱可塑性樹脂の融点が第2の熱可塑性樹脂の融点よりも低い[1]または[2]に記載の食品包装台紙用シート。
[4][1]〜[3]のいずれか1項に記載の食品包装台紙用シートからなる2次元形状の食品包装台紙。
【発明の効果】
【0008】
本発明の食品包装台紙用シートおよび食品包装台紙は、環境への負荷が小さく、液体が染み出す食品の包装に適している上に、簡便な構成である。
【図面の簡単な説明】
【0009】
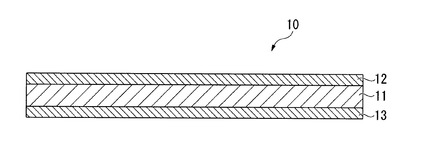
【図1】本発明の食品包装台紙用シートの一実施形態を示す断面図である。
【発明を実施するための形態】
【0010】
本発明の食品包装台紙用シートの一実施形態について説明する。
図1に、本実施形態の食品包装台紙用シートの断面図を示す。本実施形態の食品包装台紙用シート10は、紙基材11と、紙基材11の一方の面に設けられた透液層12と、紙基材11の他方の面に設けられた非透液層13とを具備するシートである。
【0011】
(紙基材)
紙基材11としては、例えば、クラフト紙(晒クラフト紙、未晒クラフト紙)、上質紙、(白)板紙、紙器用原紙、カップ原紙等を使用することができる。これらの中でも、液体を吸収しても剛性低下が生じにくいことから、クラフト紙が好ましく、衛生面で、晒クラフトがより好ましい。
ここで、クラフト紙とは、木質材料の蒸解により得たクラフトパルプを抄紙した紙である。クラフトパルプは蒸解後に漂白処理されたものでもよいし、漂白処理されていないものでもよい。
紙基材11には、吸液剤が含まれてもよい。吸液剤としては、アクリル酸ポリマー等の吸水性樹脂や、活性炭、シリカゲルおよびゼオライト等の多孔質体を使用することができる。
また、食品包装台紙用シート10の意匠性を向上させるために、紙基材11には印刷が施されていてもよい。
【0012】
紙基材11の坪量は50〜300g/m2が好ましく、80〜150g/m2がより好ましい。紙基材11の坪量が前記下限値以上であれば、充分な吸液性および剛性を確保でき、前記上限値以下であれば、可撓性を確保することができる。
【0013】
(透液層)
透液層12は、液体を透過可能な連続孔を有する第1の熱可塑性樹脂からなる層である。液体を透過可能な層とは、JIS K7129のA法(リッシー法と称されることもある。)に従って測定した透湿度が3500g/m2・24hr以上のことである。また、連続孔は、第1の熱可塑性樹脂の発泡により形成された孔、または、第1の熱可塑性樹脂の層を貫通させた貫通孔である。
第1の熱可塑性樹脂としては公知の樹脂を制限なく使用できるが、食品包装時に使用するラップフィルムと容易に接着して包装が簡便になることから、ヒートシール可能な樹脂が好ましい。ヒートシール可能な樹脂としては、例えば、分岐状低密度ポリエチレン、直鎖状低密度ポリエチレン、エチレン−プロピレン共重合体、エチレン−ブテン共重合体、エチレン−オクテン共重合体、エチレン−酢酸ビニル共重合体等が挙げられる。これらの中でも、汎用性の点から、分岐状低密度ポリエチレンが好ましい。
第1の熱可塑性樹脂は、後述する非透液層13を構成する第2の熱可塑性樹脂と異なってもよいし、同一でもよい。透液層12の連続孔が、紙基材11に含まれる水分を利用した発泡により形成された場合には、第1の熱可塑性樹脂は、第2の熱可塑性樹脂よりも融点が低いものが好ましい。第1の熱可塑性樹脂が第2の熱可塑性樹脂よりも融点が低いものであると、第2の熱可塑性樹脂よりも溶融粘度が小さくなりやすい。そのため、後述する(1)〜(3)の製造方法において、紙基材11に含まれる水分を利用して第1の熱可塑性樹脂を発泡させる場合、第1の熱可塑性樹脂には、紙基材11から発生した水蒸気が容易に入り込んで気泡が形成しやすく、一方、第2の熱可塑性樹脂には水蒸気が入り込みにくく、気泡が生じにくい。したがって、第1の熱可塑性樹脂のみを容易に発泡させることができる。
さらには、第1の熱可塑性樹脂の融点は、第2の熱可塑性樹脂の融点よりも5℃以上低いことが好ましく、10℃以上低いことが好ましい。
また、食品包装台紙用シート10の意匠性を向上させるために、透液層12には印刷が施されていてもよいし、着色剤が含まれて着色されていてもよい。
【0014】
透液層12の厚さは5〜50μmが好ましく、10〜30μmがより好ましい。透液層12の厚さが前記下限値以上であれば、透液層12の強度を充分に確保しやすくなり、前記上限値以下であれば、充分な透液性を確保しやすい。
【0015】
(非透液層)
非透液層13は、液体を透過可能な連続孔を有さない第2の熱可塑性樹脂からなる層である。第2の熱可塑性樹脂としては公知の樹脂を制限なく使用でき、例えば、直鎖状低密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、エチレン−ブテン共重合体、エチレン−オクテン共重合体、エチレン−酢酸ビニル共重合体等を使用することができる。これらの中でも、剛性と汎用性が高いことから、直鎖状低密度ポリエチレン、高密度ポリエチレン、ポリプロピレンが好ましい。
また、ガスバリア性が要求される場合には、第2の熱可塑性樹脂として、エチレン−ビニルアルコール共重合体等のガスバリア性樹脂を用いればよい。
また、食品包装台紙用シート10の意匠性を向上させるために、非透液層13には印刷が施されていてもよいし、着色剤が含まれて着色されていてもよい。
【0016】
非透液層13の厚さは5〜50μmが好ましく、10〜30μmがより好ましい。非透液層13の厚さが前記下限値以上であれば、液体の透過を充分に抑制することができ、かつ、充分な剛性を確保でき、前記上限値以下であれば、容易に形成可能になる。
【0017】
(製造方法)
上記食品包装台紙用シート10の製造方法としては、例えば、下記(1)〜(3)の方法を採用することができる。
(1)押出ラミネートによって紙基材11の一方の面に第1の熱可塑性樹脂の層を積層すると共に発泡させて透液層12を設ける透液層積層工程と、押出ラミネートによって紙基材11の他方の面に第2の熱可塑性樹脂の層を発泡させずに積層して非透液層13を設ける非透液層積層工程とを有する方法。
(2)押出ラミネートによって紙基材11の一方の面に第1の熱可塑性樹脂の層を発泡させずに積層する第1の熱可塑性樹脂層積層工程と、押出ラミネートによって紙基材11の他方の面に第2の熱可塑性樹脂の層を発泡させずに積層して非透液層13を設ける非透液層積層工程と、前記第1の熱可塑性樹脂の層に連続孔を形成して透液層12を得る透液層形成工程とを有する方法。
(3)押出成形によって第1の熱可塑性樹脂の層を発泡させずに形成する第1の熱可塑性樹脂層形成工程と、押出成形によって第2の熱可塑性樹脂の層を発泡させずに形成して非透液層13を形成する非透液層形成工程と、紙基材11の一方の面に前記第1の熱可塑性樹脂層を貼り合せる第1の熱可塑性樹脂層積層工程と、紙基材11の他方の面に非透液層13を貼り合せる非透液層積層工程と、前記第1の熱可塑性樹脂の層に連続孔を形成して透液層12を得る透液層形成工程とを有する方法。
【0018】
上記(1)の方法において、第1の熱可塑性樹脂を発泡させる方法としては、第1の熱可塑性樹脂に予め発泡剤を含有させて押出機から吐出させる際に発泡させる方法が挙げられる。発泡剤としては、加熱によって気化してガスを発生する揮発性発泡剤(例えば、水、各種有機溶剤等)、加熱によって分解してガスを発生する分解性発泡剤(例えば、アゾ化合物、ヒドラジン化合物、ヒドラジド化合物、炭酸アンモニウム等)が挙げられる。
発泡剤として揮発性発泡剤を用いる場合には、第1の熱可塑性樹脂を吐出するダイスの温度を、第1の熱可塑性樹脂が溶融すると共に揮発性発泡剤が揮発する温度以上にし、第1の熱可塑性樹脂の分解温度未満にすることが好ましい。
発泡剤として分解性発泡剤を用いる場合には、第1の熱可塑性樹脂を吐出するダイスの温度を、第1の熱可塑性樹脂が溶融すると共に分解性発泡剤が分解する温度以上にし、第1の熱可塑性樹脂の分解温度未満にすることが好ましい。
また、第2の熱可塑性樹脂を吐出するダイスの温度を、第2の熱可塑性樹脂が溶融する温度以上にし、第2の熱可塑性樹脂の分解温度未満にすることが好ましい。
上記(1)の方法において、非透液層積層工程にて、第2の熱可塑性樹脂を発泡させないようにするためには、第2の熱可塑性樹脂に発泡剤を配合しなければよい。
(1)の方法では、透液層積層工程の後に非透液層積層工程をおこなってもよいし、非透液層積層工程の後に透液層積層工程をおこなってもよいし、透液層積層工程と非透液層積層工程とを同時におこなってもよい。
【0019】
上記(2)の方法の透液層形成工程において、第1の熱可塑性樹脂の層に連続孔を形成する方法としては、第1の熱可塑性樹脂を発泡させる方法、穿孔ピンを用いて第1の熱可塑性樹脂の層を穿孔する方法が挙げられる。第1の熱可塑性樹脂を発泡させる方法として、紙基材11を予め水で湿潤させておき、透液層形成工程にて水が蒸発する温度に加熱する方法が挙げられる。
(2)の方法では、第1の熱可塑性樹脂層積層工程の後に非透液層積層工程をおこなってもよいし、非透液層積層工程の後に第1の熱可塑性樹脂層積層工程をおこなってもよいし、第1の熱可塑性樹脂層積層工程と非透液層積層工程とを同時におこなってもよい。
さらに、透液層形成工程にて、第1の熱可塑性樹脂を発泡させる場合には、(A)第1の熱可塑性樹脂層積層工程、非透液層積層工程および透液層形成工程を別々におこなってもよいし、(B)第1の熱可塑性樹脂層積層工程と非透液層積層工程とを同時におこない、透液層形成工程は別におこなってもよいし、(C)第1の熱可塑性樹脂層積層工程、非透液層積層工程および透液層形成工程を同時におこなってもよい。
【0020】
上記(3)の方法の透液層形成工程において、第1の熱可塑性樹脂の層に連続孔を形成する方法としては、穿孔ピンを用いて第1の熱可塑性樹脂の層を穿孔する方法が挙げられる。
また、(3)の方法では、第1の熱可塑性樹脂層積層工程の後に非透液層積層工程をおこなってもよいし、非透液層積層工程の後に第1の熱可塑性樹脂層積層工程をおこなってもよいし、第1の熱可塑性樹脂層積層工程と非透液層積層工程とを同時におこなってもよい。
【0021】
(使用方法)
上記食品包装台紙用シート10の使用方法としては、例えば、食品包装台紙用シート10を裁断して2次元形状の食品包装台紙を作成する台紙作成工程と、前記食品包装台紙の透液層12の露出面に食品を載せた後、ラップフィルムを被せると共に該ラップフィルムと透液層12とをヒートシールする包装工程とを有する方法が挙げられる。
台紙作成工程においては、包装する食品の形状に合わせて食品包装台紙用シートを裁断すればよい。裁断後の具体的な形状としては、例えば、矩形状、真円形状、楕円形状、三角形状、台形状等が挙げられる。
包装工程にて使用するラップフィルムとしては、透明性およびヒートシール性が高く、低コストであることから、ポリオレフィン系樹脂(例えば、分岐状低密度ポリエチレン、直鎖状低密度ポリエチレン、エチレン−酢酸ビニル共重合体等)のフィルムが好ましい。
包装工程におけるヒートシール温度は、透液層12およびラップフィルムが共に溶融する温度とすればよい。
【0022】
また、食品包装台紙用シート10の使用方法として、上記台紙作成工程により得た食品包装台紙の透液層12の露出面に食品を載せた後、ラップフィルムで包むと共にラップフィルム同士をヒートシールする方法や、食品包装台紙の透液層12の露出面に食品を載せた後、ラップフィルムで包むと共にラップフィルム同士を粘着テープで接着する方法を採ることもできる。
【0023】
食品包装台紙用シート10で包装される食品としては、肉類、魚介類、野菜、果実等の生鮮食料品や、揚げ物等の惣菜類が挙げられる。
【0024】
(作用効果)
上記食品包装台紙用シート10は、紙基材11を利用したものであるから、リサイクル性に優れ、環境への負荷が小さい。また、燃焼カロリーが低いため、リサイクルせずに焼却処分した場合には、焼却炉を損傷させにくい。
食品包装台紙用シート10の透液層12に、液体が染み出す食品を載せた際には、液体が透液層12を通って紙基材11に達する。液体は紙基材11に吸収させることができるため、液体が食品包装台紙用シート10上に溜まることを防止でき、包装した食品の見栄えの悪化を防止できる。また、非透液層13により外部への液体の漏出を防止できる。したがって、食品包装台紙用シート10は、液体が染み出す食品の包装に適している。
さらに、食品包装台紙用シート10は、紙基材11自体を吸液層として使用できるため、簡便な構成である。
【0025】
(他の実施形態)
なお、本発明は上記実施形態に限定されない。
例えば、食品包装台紙用シートには、水分を吸収可能な吸水層、油分を吸収可能な吸油層の少なくとも一方を、紙基材11と透液層12の間に設けてもよい。吸水層としては、パルプ、レーヨン等からなる湿式不織布を用いることができ、吸油層としては、ポリオレフィンからなるスパンボンド不織布を用いることができる。
【符号の説明】
【0026】
10 食品包装台紙用シート
11 紙基材
12 透液層
13 非透液層
【技術分野】
【0001】
本発明は、生鮮食品等を包装するための台紙用シートおよび食品包装台紙に関する。
【背景技術】
【0002】
生鮮食品や惣菜類等の食品を販売する際には、食品を、底面部と側面部とを有する立体形状の発泡スチロール製のトレーに載せ、透明なラップフィルムで包むことが多かった。
ところで、食品が取り出された後の使用済みの発泡スチロールのトレーは、一部がリサイクル用に回収されているが、回収されないものもある。回収されなかったトレーは埋去処分または焼却処分されている。
しかし、発泡スチロールは生分解性を有さないため、埋去処分した場合、半永久的に土中に残留し、環境への負荷が大きかった。一方、焼却処分の場合には、ポリスチレンは燃焼カロリーが高いため、焼却炉を損傷させやすく、焼却炉寿命を短くするという問題を有していた。
そこで、トレーを構成する材質として、ポリスチレン等のプラスチックに代えて、耐水材を含浸処理または表面処理した紙を用いることが提案されている(特許文献1)。紙のトレーであれば、リサイクル性が高いため、環境への負荷が小さく、また、焼却した際の燃焼エネルギーが高くないため、焼却炉を傷めにくい。
【0003】
生鮮食品等においては、その内部から水分や油分等の液体が染み出すものがある。そのため、特許文献1に記載のトレーでは、染み出した液体により食品がトレーに密着しないように底面および側面の内側を波状としている。しかし、特許文献1に記載の紙トレーを用いて包装した場合には、耐水処理を施したとしても、液体がトレーに浸透して柔らかくなり、上記形状を保持できなかった。
特許文献2には、紙基材の一方の面に吸水層および吸油層が接着層を介して積層されたシートからなる立体形状の紙トレーが提案されている。しかし、この紙トレーは、層の数が多く、簡便な構成ではなかった。また、吸水層および吸油層の吸液性が不充分であると、紙基材に液体が浸透するため、トレーの立体形状を保持できないことがあった。
また、特許文献3には、紙基材に液体が浸透しないようにその両面にバリア性のある熱可塑性樹脂層を設けたシートを成形した紙トレーが開示されている。しかし、特許文献3に記載のトレーを用いて包装した場合には、液体がトレーの底に溜まるため、包装した食品の見栄えを悪化させることがあった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平7−40968号公報
【特許文献2】特開2001−96648号公報
【特許文献3】特開2006−315741号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、環境への負荷が小さく、液体が染み出す食品の包装に適している上に、簡便な構成である食品包装台紙用シートおよび食品包装台紙を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明者は、底面部と側面部とを有する立体形状のトレーではなく、単なる2次元形状のシート(平面状のシート)でも食品の包装が可能なこと、2次元状のシートであれば、形状保持の必要性が低いため、紙基材に液体が浸透してもよいことを見出して、以下の食品包装台紙用シートおよび食品包装台紙を発明した。
【0007】
すなわち、本発明は、以下の態様を有する。
[1]紙基材と、該紙基材の一方の面側に設けられた透液層と、前記紙基材の他方の面側に設けられた非透液層とを具備し、前記透液層は、液体を透過可能な連続孔を有する第1の熱可塑性樹脂からなる層であり、前記非透液層は、液体を透過可能な連続孔を有さない第2の熱可塑性樹脂からなる層であることを特徴とする食品包装台紙用シート。
[2]紙基材がクラフト紙である[1]に記載の食品包装台紙用シート。
[3]透液層の連続孔が第1の熱可塑性樹脂の発泡により形成されており、第1の熱可塑性樹脂の融点が第2の熱可塑性樹脂の融点よりも低い[1]または[2]に記載の食品包装台紙用シート。
[4][1]〜[3]のいずれか1項に記載の食品包装台紙用シートからなる2次元形状の食品包装台紙。
【発明の効果】
【0008】
本発明の食品包装台紙用シートおよび食品包装台紙は、環境への負荷が小さく、液体が染み出す食品の包装に適している上に、簡便な構成である。
【図面の簡単な説明】
【0009】
【図1】本発明の食品包装台紙用シートの一実施形態を示す断面図である。
【発明を実施するための形態】
【0010】
本発明の食品包装台紙用シートの一実施形態について説明する。
図1に、本実施形態の食品包装台紙用シートの断面図を示す。本実施形態の食品包装台紙用シート10は、紙基材11と、紙基材11の一方の面に設けられた透液層12と、紙基材11の他方の面に設けられた非透液層13とを具備するシートである。
【0011】
(紙基材)
紙基材11としては、例えば、クラフト紙(晒クラフト紙、未晒クラフト紙)、上質紙、(白)板紙、紙器用原紙、カップ原紙等を使用することができる。これらの中でも、液体を吸収しても剛性低下が生じにくいことから、クラフト紙が好ましく、衛生面で、晒クラフトがより好ましい。
ここで、クラフト紙とは、木質材料の蒸解により得たクラフトパルプを抄紙した紙である。クラフトパルプは蒸解後に漂白処理されたものでもよいし、漂白処理されていないものでもよい。
紙基材11には、吸液剤が含まれてもよい。吸液剤としては、アクリル酸ポリマー等の吸水性樹脂や、活性炭、シリカゲルおよびゼオライト等の多孔質体を使用することができる。
また、食品包装台紙用シート10の意匠性を向上させるために、紙基材11には印刷が施されていてもよい。
【0012】
紙基材11の坪量は50〜300g/m2が好ましく、80〜150g/m2がより好ましい。紙基材11の坪量が前記下限値以上であれば、充分な吸液性および剛性を確保でき、前記上限値以下であれば、可撓性を確保することができる。
【0013】
(透液層)
透液層12は、液体を透過可能な連続孔を有する第1の熱可塑性樹脂からなる層である。液体を透過可能な層とは、JIS K7129のA法(リッシー法と称されることもある。)に従って測定した透湿度が3500g/m2・24hr以上のことである。また、連続孔は、第1の熱可塑性樹脂の発泡により形成された孔、または、第1の熱可塑性樹脂の層を貫通させた貫通孔である。
第1の熱可塑性樹脂としては公知の樹脂を制限なく使用できるが、食品包装時に使用するラップフィルムと容易に接着して包装が簡便になることから、ヒートシール可能な樹脂が好ましい。ヒートシール可能な樹脂としては、例えば、分岐状低密度ポリエチレン、直鎖状低密度ポリエチレン、エチレン−プロピレン共重合体、エチレン−ブテン共重合体、エチレン−オクテン共重合体、エチレン−酢酸ビニル共重合体等が挙げられる。これらの中でも、汎用性の点から、分岐状低密度ポリエチレンが好ましい。
第1の熱可塑性樹脂は、後述する非透液層13を構成する第2の熱可塑性樹脂と異なってもよいし、同一でもよい。透液層12の連続孔が、紙基材11に含まれる水分を利用した発泡により形成された場合には、第1の熱可塑性樹脂は、第2の熱可塑性樹脂よりも融点が低いものが好ましい。第1の熱可塑性樹脂が第2の熱可塑性樹脂よりも融点が低いものであると、第2の熱可塑性樹脂よりも溶融粘度が小さくなりやすい。そのため、後述する(1)〜(3)の製造方法において、紙基材11に含まれる水分を利用して第1の熱可塑性樹脂を発泡させる場合、第1の熱可塑性樹脂には、紙基材11から発生した水蒸気が容易に入り込んで気泡が形成しやすく、一方、第2の熱可塑性樹脂には水蒸気が入り込みにくく、気泡が生じにくい。したがって、第1の熱可塑性樹脂のみを容易に発泡させることができる。
さらには、第1の熱可塑性樹脂の融点は、第2の熱可塑性樹脂の融点よりも5℃以上低いことが好ましく、10℃以上低いことが好ましい。
また、食品包装台紙用シート10の意匠性を向上させるために、透液層12には印刷が施されていてもよいし、着色剤が含まれて着色されていてもよい。
【0014】
透液層12の厚さは5〜50μmが好ましく、10〜30μmがより好ましい。透液層12の厚さが前記下限値以上であれば、透液層12の強度を充分に確保しやすくなり、前記上限値以下であれば、充分な透液性を確保しやすい。
【0015】
(非透液層)
非透液層13は、液体を透過可能な連続孔を有さない第2の熱可塑性樹脂からなる層である。第2の熱可塑性樹脂としては公知の樹脂を制限なく使用でき、例えば、直鎖状低密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、エチレン−ブテン共重合体、エチレン−オクテン共重合体、エチレン−酢酸ビニル共重合体等を使用することができる。これらの中でも、剛性と汎用性が高いことから、直鎖状低密度ポリエチレン、高密度ポリエチレン、ポリプロピレンが好ましい。
また、ガスバリア性が要求される場合には、第2の熱可塑性樹脂として、エチレン−ビニルアルコール共重合体等のガスバリア性樹脂を用いればよい。
また、食品包装台紙用シート10の意匠性を向上させるために、非透液層13には印刷が施されていてもよいし、着色剤が含まれて着色されていてもよい。
【0016】
非透液層13の厚さは5〜50μmが好ましく、10〜30μmがより好ましい。非透液層13の厚さが前記下限値以上であれば、液体の透過を充分に抑制することができ、かつ、充分な剛性を確保でき、前記上限値以下であれば、容易に形成可能になる。
【0017】
(製造方法)
上記食品包装台紙用シート10の製造方法としては、例えば、下記(1)〜(3)の方法を採用することができる。
(1)押出ラミネートによって紙基材11の一方の面に第1の熱可塑性樹脂の層を積層すると共に発泡させて透液層12を設ける透液層積層工程と、押出ラミネートによって紙基材11の他方の面に第2の熱可塑性樹脂の層を発泡させずに積層して非透液層13を設ける非透液層積層工程とを有する方法。
(2)押出ラミネートによって紙基材11の一方の面に第1の熱可塑性樹脂の層を発泡させずに積層する第1の熱可塑性樹脂層積層工程と、押出ラミネートによって紙基材11の他方の面に第2の熱可塑性樹脂の層を発泡させずに積層して非透液層13を設ける非透液層積層工程と、前記第1の熱可塑性樹脂の層に連続孔を形成して透液層12を得る透液層形成工程とを有する方法。
(3)押出成形によって第1の熱可塑性樹脂の層を発泡させずに形成する第1の熱可塑性樹脂層形成工程と、押出成形によって第2の熱可塑性樹脂の層を発泡させずに形成して非透液層13を形成する非透液層形成工程と、紙基材11の一方の面に前記第1の熱可塑性樹脂層を貼り合せる第1の熱可塑性樹脂層積層工程と、紙基材11の他方の面に非透液層13を貼り合せる非透液層積層工程と、前記第1の熱可塑性樹脂の層に連続孔を形成して透液層12を得る透液層形成工程とを有する方法。
【0018】
上記(1)の方法において、第1の熱可塑性樹脂を発泡させる方法としては、第1の熱可塑性樹脂に予め発泡剤を含有させて押出機から吐出させる際に発泡させる方法が挙げられる。発泡剤としては、加熱によって気化してガスを発生する揮発性発泡剤(例えば、水、各種有機溶剤等)、加熱によって分解してガスを発生する分解性発泡剤(例えば、アゾ化合物、ヒドラジン化合物、ヒドラジド化合物、炭酸アンモニウム等)が挙げられる。
発泡剤として揮発性発泡剤を用いる場合には、第1の熱可塑性樹脂を吐出するダイスの温度を、第1の熱可塑性樹脂が溶融すると共に揮発性発泡剤が揮発する温度以上にし、第1の熱可塑性樹脂の分解温度未満にすることが好ましい。
発泡剤として分解性発泡剤を用いる場合には、第1の熱可塑性樹脂を吐出するダイスの温度を、第1の熱可塑性樹脂が溶融すると共に分解性発泡剤が分解する温度以上にし、第1の熱可塑性樹脂の分解温度未満にすることが好ましい。
また、第2の熱可塑性樹脂を吐出するダイスの温度を、第2の熱可塑性樹脂が溶融する温度以上にし、第2の熱可塑性樹脂の分解温度未満にすることが好ましい。
上記(1)の方法において、非透液層積層工程にて、第2の熱可塑性樹脂を発泡させないようにするためには、第2の熱可塑性樹脂に発泡剤を配合しなければよい。
(1)の方法では、透液層積層工程の後に非透液層積層工程をおこなってもよいし、非透液層積層工程の後に透液層積層工程をおこなってもよいし、透液層積層工程と非透液層積層工程とを同時におこなってもよい。
【0019】
上記(2)の方法の透液層形成工程において、第1の熱可塑性樹脂の層に連続孔を形成する方法としては、第1の熱可塑性樹脂を発泡させる方法、穿孔ピンを用いて第1の熱可塑性樹脂の層を穿孔する方法が挙げられる。第1の熱可塑性樹脂を発泡させる方法として、紙基材11を予め水で湿潤させておき、透液層形成工程にて水が蒸発する温度に加熱する方法が挙げられる。
(2)の方法では、第1の熱可塑性樹脂層積層工程の後に非透液層積層工程をおこなってもよいし、非透液層積層工程の後に第1の熱可塑性樹脂層積層工程をおこなってもよいし、第1の熱可塑性樹脂層積層工程と非透液層積層工程とを同時におこなってもよい。
さらに、透液層形成工程にて、第1の熱可塑性樹脂を発泡させる場合には、(A)第1の熱可塑性樹脂層積層工程、非透液層積層工程および透液層形成工程を別々におこなってもよいし、(B)第1の熱可塑性樹脂層積層工程と非透液層積層工程とを同時におこない、透液層形成工程は別におこなってもよいし、(C)第1の熱可塑性樹脂層積層工程、非透液層積層工程および透液層形成工程を同時におこなってもよい。
【0020】
上記(3)の方法の透液層形成工程において、第1の熱可塑性樹脂の層に連続孔を形成する方法としては、穿孔ピンを用いて第1の熱可塑性樹脂の層を穿孔する方法が挙げられる。
また、(3)の方法では、第1の熱可塑性樹脂層積層工程の後に非透液層積層工程をおこなってもよいし、非透液層積層工程の後に第1の熱可塑性樹脂層積層工程をおこなってもよいし、第1の熱可塑性樹脂層積層工程と非透液層積層工程とを同時におこなってもよい。
【0021】
(使用方法)
上記食品包装台紙用シート10の使用方法としては、例えば、食品包装台紙用シート10を裁断して2次元形状の食品包装台紙を作成する台紙作成工程と、前記食品包装台紙の透液層12の露出面に食品を載せた後、ラップフィルムを被せると共に該ラップフィルムと透液層12とをヒートシールする包装工程とを有する方法が挙げられる。
台紙作成工程においては、包装する食品の形状に合わせて食品包装台紙用シートを裁断すればよい。裁断後の具体的な形状としては、例えば、矩形状、真円形状、楕円形状、三角形状、台形状等が挙げられる。
包装工程にて使用するラップフィルムとしては、透明性およびヒートシール性が高く、低コストであることから、ポリオレフィン系樹脂(例えば、分岐状低密度ポリエチレン、直鎖状低密度ポリエチレン、エチレン−酢酸ビニル共重合体等)のフィルムが好ましい。
包装工程におけるヒートシール温度は、透液層12およびラップフィルムが共に溶融する温度とすればよい。
【0022】
また、食品包装台紙用シート10の使用方法として、上記台紙作成工程により得た食品包装台紙の透液層12の露出面に食品を載せた後、ラップフィルムで包むと共にラップフィルム同士をヒートシールする方法や、食品包装台紙の透液層12の露出面に食品を載せた後、ラップフィルムで包むと共にラップフィルム同士を粘着テープで接着する方法を採ることもできる。
【0023】
食品包装台紙用シート10で包装される食品としては、肉類、魚介類、野菜、果実等の生鮮食料品や、揚げ物等の惣菜類が挙げられる。
【0024】
(作用効果)
上記食品包装台紙用シート10は、紙基材11を利用したものであるから、リサイクル性に優れ、環境への負荷が小さい。また、燃焼カロリーが低いため、リサイクルせずに焼却処分した場合には、焼却炉を損傷させにくい。
食品包装台紙用シート10の透液層12に、液体が染み出す食品を載せた際には、液体が透液層12を通って紙基材11に達する。液体は紙基材11に吸収させることができるため、液体が食品包装台紙用シート10上に溜まることを防止でき、包装した食品の見栄えの悪化を防止できる。また、非透液層13により外部への液体の漏出を防止できる。したがって、食品包装台紙用シート10は、液体が染み出す食品の包装に適している。
さらに、食品包装台紙用シート10は、紙基材11自体を吸液層として使用できるため、簡便な構成である。
【0025】
(他の実施形態)
なお、本発明は上記実施形態に限定されない。
例えば、食品包装台紙用シートには、水分を吸収可能な吸水層、油分を吸収可能な吸油層の少なくとも一方を、紙基材11と透液層12の間に設けてもよい。吸水層としては、パルプ、レーヨン等からなる湿式不織布を用いることができ、吸油層としては、ポリオレフィンからなるスパンボンド不織布を用いることができる。
【符号の説明】
【0026】
10 食品包装台紙用シート
11 紙基材
12 透液層
13 非透液層
【特許請求の範囲】
【請求項1】
紙基材と、該紙基材の一方の面側に設けられた透液層と、前記紙基材の他方の面側に設けられた非透液層とを具備し、
前記透液層は、液体を透過可能な連続孔を有する第1の熱可塑性樹脂からなる層であり、前記非透液層は、液体を透過可能な連続孔を有さない第2の熱可塑性樹脂からなる層であることを特徴とする食品包装台紙用シート。
【請求項2】
紙基材がクラフト紙である請求項1に記載の食品包装台紙用シート。
【請求項3】
透液層の連続孔が第1の熱可塑性樹脂の発泡により形成されており、第1の熱可塑性樹脂の融点が第2の熱可塑性樹脂の融点よりも低い請求項1または2に記載の食品包装台紙用シート。
【請求項4】
請求項1〜3のいずれか1項に記載の食品包装台紙用シートからなる2次元形状の食品包装台紙。
【請求項1】
紙基材と、該紙基材の一方の面側に設けられた透液層と、前記紙基材の他方の面側に設けられた非透液層とを具備し、
前記透液層は、液体を透過可能な連続孔を有する第1の熱可塑性樹脂からなる層であり、前記非透液層は、液体を透過可能な連続孔を有さない第2の熱可塑性樹脂からなる層であることを特徴とする食品包装台紙用シート。
【請求項2】
紙基材がクラフト紙である請求項1に記載の食品包装台紙用シート。
【請求項3】
透液層の連続孔が第1の熱可塑性樹脂の発泡により形成されており、第1の熱可塑性樹脂の融点が第2の熱可塑性樹脂の融点よりも低い請求項1または2に記載の食品包装台紙用シート。
【請求項4】
請求項1〜3のいずれか1項に記載の食品包装台紙用シートからなる2次元形状の食品包装台紙。
【図1】


【公開番号】特開2012−210951(P2012−210951A)
【公開日】平成24年11月1日(2012.11.1)
【国際特許分類】
【出願番号】特願2011−76676(P2011−76676)
【出願日】平成23年3月30日(2011.3.30)
【出願人】(595178748)王子タック株式会社 (76)
【出願人】(000122298)王子製紙株式会社 (2,055)
【Fターム(参考)】
【公開日】平成24年11月1日(2012.11.1)
【国際特許分類】
【出願日】平成23年3月30日(2011.3.30)
【出願人】(595178748)王子タック株式会社 (76)
【出願人】(000122298)王子製紙株式会社 (2,055)
【Fターム(参考)】
[ Back to top ]