
食品包装用シート
【課題】紙による外観上の高級感を演出できるとともに、食品衛生上の安全性が確保され、積層シート端部の浮き剥がれもなく、包装袋外部に沁み出しすることなく吸水及び吸油が可能であり、被包装物を外部から視認可能とする構成も採用でき、かつ製造及び製袋が容易な食品包装用シートを提供すること。
【解決手段】外層と内層が積層されてなる食品包装用シートにおいて、外層は透明フィルムからなり、内層は基材シートからなり、透明フィルムと基材シートの貼り合わせは、熱溶融性樹脂を用いた押出溶融ラミネートによりなされており、基材シートは、少なくとも被包装物が接する面においてヒートシール性を有するものである。基材シートは、被包装物を外部から視認し得るように透明フィルムを部分的に被覆していることが好ましい。
【解決手段】外層と内層が積層されてなる食品包装用シートにおいて、外層は透明フィルムからなり、内層は基材シートからなり、透明フィルムと基材シートの貼り合わせは、熱溶融性樹脂を用いた押出溶融ラミネートによりなされており、基材シートは、少なくとも被包装物が接する面においてヒートシール性を有するものである。基材シートは、被包装物を外部から視認し得るように透明フィルムを部分的に被覆していることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、食品包装用シートに関する。
【背景技術】
【0002】
一般にパン、おにぎり、菓子等の食品に対しては、透明フィルムによる包装がよく知られていたが、近年、和紙調の基材を用いた包装材を使用して外観上の高級感を演出することが行われている(特許文献1〜4を参照)。
【0003】
特許文献1では、食品包装材について、紙又は不織布からなりヒートシール性を有する表層部(外層)によって、フィルム基体(内層)を被覆し、両層はドライラミネート法で接着することが記載されている(段落0017−0020を参照)が、包装袋とした場合の内部に位置する内層がフィルムであるため、被包装物である食品に由来する水分や油分を吸収することができず、包装中に食品の風味が劣化する欠点があった。また、ドライラミネート法は接着剤や溶剤を用いるものであるため、食品包装材への使用は食品衛生上の問題があった。さらにドライラミネート法で積層シートの端部まで接着剤を塗布すると、積層シート端部で両層の間から接着剤が漏出し、巻取時にブロッキングして、次工程で断紙してしまう可能性が高くなるために、積層シートの端部には接着剤を塗布することができない。このため積層シート端部で浮きや剥がれが生じ、食品包装材としての見栄えが悪くなる問題もあった。
【0004】
特許文献2では、紙等からなるシートから構成された食品包装袋の一部に、内部を視認可能とすべく開口部を設け、当該開口部は視認可能な透明性のフィルムで形成することが記載され(請求項1及び2を参照)、さらに透明性フィルムの端部を、シートに接着剤で接着することが記載されている(段落0016を参照)。これは接着剤を用いるものであるため特許文献1の場合と同様の食品衛生上の問題や、浮き剥がれの問題があった。さらに、吸水及び吸油能は有するものの、シートが紙のみから構成されるので、食品包装袋の外部に、吸収された水分や油分が沁み出してしまうという問題もあった。さらには、透明フィルムは単層で構成されているため、ピンホールやキズ等によって密閉性が低下し、酸素混入による酸素劣化が促進されてしまう恐れがあった。
【0005】
特許文献3では、外層を紙とし内層を樹脂フィルムとするフィルム(第一のシート状物)に対して、内層の一部にさらに吸水紙を積層してなる食品包装体において、内部を視認可能とするために、二重の透明フィルム(第二のシート状物)を用いたものが記載されている。しかしこの食品包装体では、食品からの水分や油分を吸収するために3種類の層を必要とするものであり、また、内部を視認可能とするためにさらに透明フィルムを有するものであるため、製造法が非常に複雑である。さらに第一のシート状物と第二のシート状物との接着には接着剤が必要になり、上記と同様の食品衛生上の問題や、浮きや剥がれの問題があった。
【0006】
特許文献4では、吸水性のある紙を外層とし、通気性のある合成繊維よりなる不織布を内層とした食品用包装用紙において、両層を熱可塑性合成樹脂で貼合することが記載されている。この食品用包装用紙では水蒸気が不織布を通過するので外層の紙が吸水するが、吸油は不可能である。さらにこの食品用包装用紙では、被包装物を視認可能とする構成を採用することはできない。
【特許文献1】特開2004−262536号公報
【特許文献2】実用新案登録3050153号公報
【特許文献3】特開平9−2540号公報
【特許文献4】特開平8−119344号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、上記現状に鑑み、紙による外観上の高級感を演出できるとともに、食品衛生上の安全性が確保され、積層シート端部の浮き剥がれもなく、包装袋外部に沁み出しすることなく吸水及び吸油が可能であり、被包装物を外部から視認可能とする構成も採用することができ、かつ製造及び製袋が容易な食品包装用シートを提供することを課題とする。
【課題を解決するための手段】
【0008】
本発明は、外層と内層が積層されてなる食品包装用シートであって、前記外層は透明フィルムからなり、前記内層は基材シートからなり、前記透明フィルムと前記基材の貼り合わせは、熱溶融性樹脂を用いた押出溶融ラミネートによりなされており、前記基材シートは、少なくとも被包装物が接する面においてヒートシール性を有するものである、ことを特徴とする食品包装用シートに関する。
【0009】
本発明において、前記基材シートは、被包装物を外部から視認し得るように前記透明フィルムを部分的に被覆していることが好ましい。また、前記基材シートは両面ヒートシール性を有するものであることが好ましい。さらには、前記押出溶融ラミネートによる前記透明フィルムと前記基材シートとの貼り合わせは、両者の接触面で部分的になされていることが好ましい。
【発明の効果】
【0010】
本発明の食品包装用シートは、外層が透明フィルムであることから内層の基材シートが食品包装袋の外観を構成するので紙による外観上の高級感を演出できるとともに、シート製造時に接着剤や溶剤を用いる必要がないので食品衛生上の安全性を確保することができ、接着剤が基材シートと透明フィルムとの間から漏出しないように接着剤層を狭く設ける必要もなくなるので、基材シートと透明フィルムとを端部まで十分に接着させることができ、積層シート端部の浮き剥がれが生じにくく食品包装袋の外観が良好になる。
【0011】
本発明の食品包装用シートでは、基材シートが内層を構成することから、被包装物に由来する水分及び油分を吸収することができる。すなわち、被包装物から発生する水蒸気を吸収して包装袋内部での結露を防止するとともに、被包装物に付着している余分な油を吸収することができるので、被包装物である食品の風味を維持することが可能である。また、本発明の食品包装用シートは食品を収納して冷蔵した後において、そのまま電子レンジで加熱することができる。その際に発生する水蒸気は内層の基材シートに吸収されるので、結露した水分が被包装物の食品に再付着するのを防止する効果もある。さらには、透明フィルムを外層としていることから、吸水及び吸油能を持つにもかかわらず、食品包装袋の外部への水分や油分の沁み出しを防止することができる。
【0012】
本発明の食品包装用シートは、透明フィルムと基材シートとを、熱溶融性樹脂を用いた押出溶融ラミネートにより貼り合わせすることにより製造されるので、シート製造時の作業性がきわめて良好である。
【0013】
本発明の食品包装用シートは、内層の基材シートが少なくとも被包装物が接する面においてヒートシール性を有することから、その内層同士を対向させて加熱下で加圧することによって、接着材等を使用せずともシート間の接着が可能になり、容易に食品包装袋を製造することができる。
【0014】
本発明の食品包装用シートにおいて内層の基材シートが前記透明フィルムを部分的に被覆している場合には、被包装物を外部から一部視認することができ、被包装物の外観を把握しやすくなる。包装袋内部の視認が可能であれば、消費者は食品を確認することができて安心であるし、これによって消費者の購買意欲をかき立てることが可能である。
【0015】
本発明の食品包装用シートにおいて基材シートが両面ヒートシール性を有する場合には、当該食品包装用シートを製造する際に押出溶融ラミネート時の加熱によって、基材シート自体も融着するために、押出溶融ラミネートによる接着性をさらに高めることができる。
【0016】
本発明の食品包装用シートにおいて、押出溶融ラミネートによる透明フィルムと基材シートとの貼り合わせが、両者の接触面で部分的になされている場合には、外観上消費者の注意を促す効果を持ち、また、それによって透明フィルムと基材シートの間に空気が封入される場合には、それによる断熱効果も期待できる。
【発明を実施するための最良の形態】
【0017】
本発明の食品包装用シートは、外層と内層が積層されて構成されるものである。ここで内層とは、食品包装袋とした場合の内部に位置する層をいい、外層とは、食品包装袋とした場合の外面を構成する層をいう。内層を構成する基材シートは、被包装物である食品に接触し得るものであることから、食品衛生上安全なものであることが好ましい。また、当該基材シートは、内層でありながら食品包装袋の外観を構成するものであるので、食品販売時の外観上の高級感を確保するために、和紙調風合を持つものがより好ましい。
【0018】
本発明の食品包装用シートで内層を構成する基材シートの原料としては特に限定されないが、例えば、針葉樹晒クラフトパルプ(NBKP)、針葉樹未晒クラフトパルプ(NUKP)、広葉樹晒クラフトパルプ(LBKP)、広葉樹未晒クラフトパルプ(LUKP)等の化学パルプ;サーモメカニカルパルプ(TMP)、加圧ストーングランドパルプ(PGW)等の機械パルプ等の天然繊維を使用できるが、これらのパルプのうちNKPが、パルプ強度が強いため好ましい。また、不織布繊維やレーヨン繊維等も混抄することができる。さらに、ケナフ、バガス等の非木材パルプも使用可能である。レーヨン繊維を10重量%以上配合することにより和紙調風合が出て高級感が増すので好ましい。
【0019】
本発明における基材シートは、食品衛生上の安全性を確保しつつ製袋時の内層間の接着を容易に行うことができるよう、少なくとも被包装物が接する面においてヒートシール性を有することが必要である。これによって接着剤を別途使用することなく、容易に製袋が可能になる。なお本発明において「ヒートシール性を有する」とは、基材シート原料の合計量に対する合成繊維の配合率が30重量%以上のものをいう。さらに、押出溶融ラミネートによる接着性を向上させるには、被包装物が接する面だけではなく、両面においてヒートシール性を有することが好ましい。
【0020】
本発明における基材シートがヒートシール性を有するには、ヒートシール性を有する合成繊維を基材シートの原料として配合することが好ましい。当該合成繊維としては特に限定されないが、ポリプロピレン(PP)系繊維、ポリエチレン(PE)系繊維、ポリエチレンテレフタレート(PET)系繊維等の低融点ポリエステル系繊維、これらの混合物等が挙げられる。当該合成繊維の融点は105〜150℃の範囲にあるのが好ましい。105℃未満では抄紙時のドライヤー熱により抄紙マシン内で熱融着する場合があり、150℃を超えるとヒートシール性が損なわれる場合がある。
【0021】
合成繊維の配合量としては特に限定されないが、十分なヒートシール性を確保するために、基材シート全量に対する合成繊維の合計量として30〜100重量%が好ましい。30重量%未満では十分なヒートシール性を得ることが困難である。良好なヒートシール性と経済性を両立させる観点から、35〜55重量%の範囲が最も好ましい。良好な吸水性及び吸油性を確保する観点からは、80重量%以下がより好ましい。天然繊維とレーヨンの合計配合量が基材シート全量に対して20重量%未満であると、吸水性や吸油性がやや低下する。最も好ましいのは、天然繊維とレーヨンの合計配合量が基材シート全量に対して60重量%である。
【0022】
基材シートの米坪としては特に限定されないが、6〜40g/m2の範囲が好ましく、8〜30g/m2の範囲がより好ましい。6g/m2未満では抄造が困難になり、意図しない破れが発生しやすくなる。40g/m2を超えると、和紙調の風合いが損なわれる傾向にあり、剛度があるため包装が困難となる。
【0023】
本発明の食品包装用シートにおいて外層を構成する透明フィルムの原料としては特に限定されないが、例えば、鎖状低密度ポリエチレン(LLDPE)、高密度ポリエチレン(HDPE)、無延伸ポリプロピレンフィルム(CPP)、延伸ポリプロピレンフィルム(OPP)、ポリエチレンテレフタレート(PET)、ナイロン等が挙げられる。なお本発明において「透明」とは、被包装物を視認するのに足る透明性を意味し、半透明などと言われるものも含まれる。
【0024】
一般に、被包装物の包装は、135℃〜150℃の範囲の温度でのヒートシールで行うため、反ラミネート面(製袋時ラミネートされない面)のフィルムの融点は160℃以上が好ましい。当該融点がヒートシール温度内のフィルムを使用すると製袋時に溶出してヒートシール機のシールバーを汚す恐れがあるため、特に無延伸ポリプロピレンフィルム(CPP)、延伸ポリプロピレンフィルム(OPP)、ポリエチレンテレフタレート(PET)、ナイロンが好ましい。
【0025】
透明フィルムの厚みは特に限定されないが、15〜40μmの範囲が好ましい。15μm未満では強度不足で意図しない破れが発生しやすくなり、40μmを超えると、反対に包装袋の開封が困難となる傾向にある。
【0026】
本発明の食品包装用シートにおいては透明フィルムと基材シートとを押出溶融ラミネートにより貼り合わせる。なお本発明において押出溶融ラミネートとは、透明フィルムと基材シートのあいだに、溶融した熱溶融性樹脂を押出した後、これを冷却することによって、熱溶融性樹脂層によって透明フィルムと基材シートとを接着する方法のことをいう。押出溶融ラミネートに使用する熱溶融性樹脂としては特に限定されないが、ポリエチレン、ポリプロピレン等の110〜170℃程度の低融点合成樹脂であることが好ましい。また、ラミネート機の冷却ロールをミラーロールとすることで高い透明性が得られ、マットロールとすることで半透明性が得られる等、用途によって使い分けることができる。形成される熱溶融性樹脂層の厚みとしては特に限定されないが、8〜20μm程度である。
【0027】
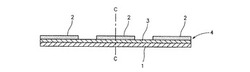
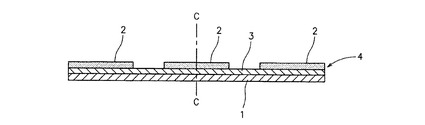
本発明の食品包装用シートの好ましい態様では、図2での断面図で見られるように、外層である透明フィルムの上に、熱溶融性樹脂からなる層が全面的に積層され、さらにその上に、内層である基材シートが部分的に積層される。ここでは、被包装物の視認を可能とするとともに、基材シートによって被覆されていない透明フィルム表面が熱溶融性樹脂層によって被覆されている。すなわち、被包装物の視認を可能にする窓部分においても、透明フィルム層が単層ではなく、内側が熱溶融性樹脂層によって被覆されることになるので、透明フィルム層におけるピンホールやキズ等によって食品包装袋内の密閉性が低下するのを防止することができる。接着剤を用いたドライラミネート法においては、このような構成は実質的に採用不可能であり、また、食品衛生上も好ましくない。
【実施例】
【0028】
以下に実施例を掲げて本発明を詳細に説明するが、本発明はこれら実施例に限定されるものではない。
【0029】
実施例1〜20及び比較例1〜4
内層の基材シートとしては、表1記載の配合率(重量%)での各原料から、表1記載の米坪となるよう抄造したものを用いた。なお表1中、合成繊維は、PP:ポリプロピレン繊維(チッソ社製、品番:EPC−CHOP、鞘部の融点:128℃、芯部の融点:165℃)と、PET:ポリエステル繊維(ユニチカファイバー社製、品番:4080、鞘部の融点:110℃、芯部の融点:265℃)とを50重量%ずつ含むものであり、天然繊維は、NBKP:針葉樹晒クラフトパルプであり、レーヨンは、レーヨン繊維(ダイワボウレーヨン社製、品番:コロナSB)である。
【0030】
外層の透明フィルムとしては、表1記載のフィルムを使用した。なお表1中、OPPは、2軸延伸ポリプロピレンフィルム(東セロ社製、品番:HCOP#30、ラミネート面の融点:140℃、反ラミネート面の融点:160℃)であり、CPPは、無延伸ポリプロピレンフィルム(東セロ社製、品番:GHC#30、ラミネート面の融点:135℃、反ラミネート面の融点:160℃)である。
【0031】
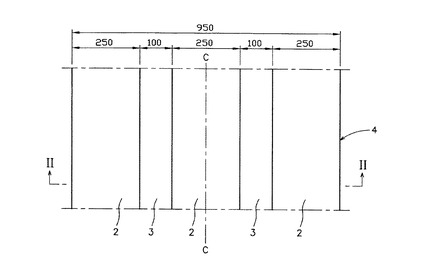
図1及び図2に示すように、950mm幅の透明フィルム1に対して250mm幅×3本の基材シート2を使用した。基材シート同士の間隔は100mmとし、表1記載の接着方法で貼り合わせを行った。
【0032】
表1中の溶融ラミネートは以下のように実施した。熱溶融性樹脂としてポリエチレン樹脂(日本ポリエチレン社製、品番ノバテックLD)を用い、押出溶融ラミネート機にてTダイ温度310℃、ラミネート厚15μmで、基材シートと透明フィルムをサンドラミネートした。
【0033】
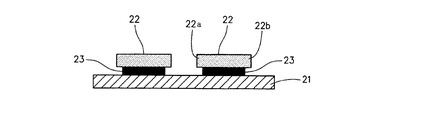
表1中のドライラミネートは以下のように実施した。図3に示すように、ポリウレタン系接着剤(東洋モートン社製、品番:トモフレックスTM−319)を、乾燥重量3g/m2となるよう透明フィルム21に塗布し、基材シート22と貼り合わせた。但し、基材シート端部からの接着剤はみだし防止のため、各基材シートの両端(22a,22b)3mmは未塗布とした。
【0034】
以上のようにして得られた食品包装シートに対して以下の評価を行った。結果を表1に示す。
【0035】
[1]ラミネート加工適性:各食品包装シートを製造する際のラミネート工程にあたって、基材シートがシワ入りや断紙をせずにラミネート加工が可能か否かで判断した。
◎:基材シートがシワ入りや断紙をせず、ラミネート加工スピード130m/分〜180m/分で加工できた。
○:基材シートはシワ入りや断紙はしないが、ラミネート加工スピード50m/分〜130m/分と加工スピードをダウンして加工できた。
×:基材シートがシワ入りや断紙をし、ラミネート加工スピードを落としても加工できなかった。
【0036】
[2]ヒートシール強度:各食品包装シートにおいて内層の外表面同士を、傾斜型熱傾斜試験機(株式会社東洋精機製作所社製、TYPE H6−100)を用い、JISZ0238に定められる「密封軟包装袋のヒートシール強度試験」測定方法に順じて評価したが、試験片の巾は15mm×10mmとし、シール温度は160℃、1kg/cm2、1秒間の加圧条件下で貼り合わせ、それによるヒートシール強度値で評価した。
◎:ヒートシール強度が3N/15mm以上
○:ヒートシール強度が1.5N/15mm以上〜3N/15mm未満
×:ヒートシール強度が1.5N/未満
【0037】
[3]製袋適性:各食品包装シートを用いて製袋を行い(図2に示す食品包装用シートを、中央線Cに沿って、基材シート2を内側にして折り畳み、開放されている3辺を、上記と同様にヒートシールをする)、その際の適性を評価した。
◎:問題なく製袋できた。製袋加工スピード40ショット/分以上。
○:製袋はできたが、シートのコシがありすぎて、製袋スピードをダウンした。製袋加工スピード20以上〜40ショット/分未満。
×:ヒートシールができず、製袋できなかった。
【0038】
[4]見栄え:各食品包装シートについて、内部の視認可能性、積層シート端部の浮き、透明フィルム−基材シート間の密着性で評価した。
◎:基材シートの端部まで密着しており見栄えがよく、手で剥すこともできない。
○:故意に手で剥さない限り、基材シートの端部は密着されている。
×:基材シートの端部が浮いており、見栄えが悪い。
【0039】
[5]高級感:基材シートの和紙調の度合いで評価した。
◎:繊維の不均一性があり、和紙調の高級感がある。
○:和紙調の雰囲気がある。
【0040】
[6]レンジ適性:各食品包装シートを用いてカレーパンを包装した後、電子レンジ200ワットで30秒加熱し、吸水性、吸油性等を評価した。
◎:油及び水分が適度に吸収され、カレーパンの風味を保ち食感がいい。
○:油及び水分が吸収されるが、カレーパンが濡れたようになり食感が悪く、若干結露がみられる。
×:油及び水分が吸収されず、カレーパンがビジャビジャになり結露がみられる。
【0041】
[7]開封時カット性:各食品包装シートをヒートシールにより袋状にしてから、開封して評価を行った。
◎:開封時にフィルムの伸びが全くなく、余分な力を使わずに開封できた。
○:開封時にフィルムの伸びがわずかに見られたが、余分な力は感じなかった。
【0042】
【表1】

【0043】
総合評価 表1から明らかなように、実施例1〜20の食品包装用シートはいずれも、ラミネート加工適性、ヒートシール強度、製袋適性、見栄え、高級感、レンジ適性、開封時カット性において◎又は〇の評価が得られ、食品包装用シートとして優れたものであった。これに対して比較例1〜4の食品包装用シートはラミネート加工適性が良好で、内部の視認はできるものの、合成繊維の配合量が20重量%以下の比較例1〜3はヒートシール強度、製袋適性が×という評価であり、またドライラミネート法で作成した食品包装シートに関する比較例4は、溶剤及び接着剤を用いているため、基材シートの内側への貼り合わせは食品衛生上問題がある。またドライラミネートは基材シートに対して接着剤を狭く塗布しないと、基材端部で接着剤の洩れにより巻取時にブロッキングして、次工程で断紙してしまう可能性が高いため基材シートの紙端部まで接着剤を塗布することができず、製袋適性、見栄え、レンジ適性が×という評価であり、実用に適しないものであった。
【産業上の利用可能性】
【0044】
本発明の食品包装用シートにより、パン、おにぎり、菓子等の食品を収納し、包装することのできる食品包装袋が提供される。
【図面の簡単な説明】
【0045】
【図1】各実施例で使用した食品包装用シートの一部平面図
【図2】図1の食品包装用シートのII−II断面概略図
【図3】比較例4で使用した食品包装用シートの断面概略図
【符号の説明】
【0046】
1 外層の透明フィルム
2 内層の基材シート
3 熱溶融性樹脂からなる層
4 食品包装用シート
21 外層の透明フィルム
22 内層の基材シート
22a、22b 基材シートの端部
23 接着剤層
【技術分野】
【0001】
本発明は、食品包装用シートに関する。
【背景技術】
【0002】
一般にパン、おにぎり、菓子等の食品に対しては、透明フィルムによる包装がよく知られていたが、近年、和紙調の基材を用いた包装材を使用して外観上の高級感を演出することが行われている(特許文献1〜4を参照)。
【0003】
特許文献1では、食品包装材について、紙又は不織布からなりヒートシール性を有する表層部(外層)によって、フィルム基体(内層)を被覆し、両層はドライラミネート法で接着することが記載されている(段落0017−0020を参照)が、包装袋とした場合の内部に位置する内層がフィルムであるため、被包装物である食品に由来する水分や油分を吸収することができず、包装中に食品の風味が劣化する欠点があった。また、ドライラミネート法は接着剤や溶剤を用いるものであるため、食品包装材への使用は食品衛生上の問題があった。さらにドライラミネート法で積層シートの端部まで接着剤を塗布すると、積層シート端部で両層の間から接着剤が漏出し、巻取時にブロッキングして、次工程で断紙してしまう可能性が高くなるために、積層シートの端部には接着剤を塗布することができない。このため積層シート端部で浮きや剥がれが生じ、食品包装材としての見栄えが悪くなる問題もあった。
【0004】
特許文献2では、紙等からなるシートから構成された食品包装袋の一部に、内部を視認可能とすべく開口部を設け、当該開口部は視認可能な透明性のフィルムで形成することが記載され(請求項1及び2を参照)、さらに透明性フィルムの端部を、シートに接着剤で接着することが記載されている(段落0016を参照)。これは接着剤を用いるものであるため特許文献1の場合と同様の食品衛生上の問題や、浮き剥がれの問題があった。さらに、吸水及び吸油能は有するものの、シートが紙のみから構成されるので、食品包装袋の外部に、吸収された水分や油分が沁み出してしまうという問題もあった。さらには、透明フィルムは単層で構成されているため、ピンホールやキズ等によって密閉性が低下し、酸素混入による酸素劣化が促進されてしまう恐れがあった。
【0005】
特許文献3では、外層を紙とし内層を樹脂フィルムとするフィルム(第一のシート状物)に対して、内層の一部にさらに吸水紙を積層してなる食品包装体において、内部を視認可能とするために、二重の透明フィルム(第二のシート状物)を用いたものが記載されている。しかしこの食品包装体では、食品からの水分や油分を吸収するために3種類の層を必要とするものであり、また、内部を視認可能とするためにさらに透明フィルムを有するものであるため、製造法が非常に複雑である。さらに第一のシート状物と第二のシート状物との接着には接着剤が必要になり、上記と同様の食品衛生上の問題や、浮きや剥がれの問題があった。
【0006】
特許文献4では、吸水性のある紙を外層とし、通気性のある合成繊維よりなる不織布を内層とした食品用包装用紙において、両層を熱可塑性合成樹脂で貼合することが記載されている。この食品用包装用紙では水蒸気が不織布を通過するので外層の紙が吸水するが、吸油は不可能である。さらにこの食品用包装用紙では、被包装物を視認可能とする構成を採用することはできない。
【特許文献1】特開2004−262536号公報
【特許文献2】実用新案登録3050153号公報
【特許文献3】特開平9−2540号公報
【特許文献4】特開平8−119344号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、上記現状に鑑み、紙による外観上の高級感を演出できるとともに、食品衛生上の安全性が確保され、積層シート端部の浮き剥がれもなく、包装袋外部に沁み出しすることなく吸水及び吸油が可能であり、被包装物を外部から視認可能とする構成も採用することができ、かつ製造及び製袋が容易な食品包装用シートを提供することを課題とする。
【課題を解決するための手段】
【0008】
本発明は、外層と内層が積層されてなる食品包装用シートであって、前記外層は透明フィルムからなり、前記内層は基材シートからなり、前記透明フィルムと前記基材の貼り合わせは、熱溶融性樹脂を用いた押出溶融ラミネートによりなされており、前記基材シートは、少なくとも被包装物が接する面においてヒートシール性を有するものである、ことを特徴とする食品包装用シートに関する。
【0009】
本発明において、前記基材シートは、被包装物を外部から視認し得るように前記透明フィルムを部分的に被覆していることが好ましい。また、前記基材シートは両面ヒートシール性を有するものであることが好ましい。さらには、前記押出溶融ラミネートによる前記透明フィルムと前記基材シートとの貼り合わせは、両者の接触面で部分的になされていることが好ましい。
【発明の効果】
【0010】
本発明の食品包装用シートは、外層が透明フィルムであることから内層の基材シートが食品包装袋の外観を構成するので紙による外観上の高級感を演出できるとともに、シート製造時に接着剤や溶剤を用いる必要がないので食品衛生上の安全性を確保することができ、接着剤が基材シートと透明フィルムとの間から漏出しないように接着剤層を狭く設ける必要もなくなるので、基材シートと透明フィルムとを端部まで十分に接着させることができ、積層シート端部の浮き剥がれが生じにくく食品包装袋の外観が良好になる。
【0011】
本発明の食品包装用シートでは、基材シートが内層を構成することから、被包装物に由来する水分及び油分を吸収することができる。すなわち、被包装物から発生する水蒸気を吸収して包装袋内部での結露を防止するとともに、被包装物に付着している余分な油を吸収することができるので、被包装物である食品の風味を維持することが可能である。また、本発明の食品包装用シートは食品を収納して冷蔵した後において、そのまま電子レンジで加熱することができる。その際に発生する水蒸気は内層の基材シートに吸収されるので、結露した水分が被包装物の食品に再付着するのを防止する効果もある。さらには、透明フィルムを外層としていることから、吸水及び吸油能を持つにもかかわらず、食品包装袋の外部への水分や油分の沁み出しを防止することができる。
【0012】
本発明の食品包装用シートは、透明フィルムと基材シートとを、熱溶融性樹脂を用いた押出溶融ラミネートにより貼り合わせすることにより製造されるので、シート製造時の作業性がきわめて良好である。
【0013】
本発明の食品包装用シートは、内層の基材シートが少なくとも被包装物が接する面においてヒートシール性を有することから、その内層同士を対向させて加熱下で加圧することによって、接着材等を使用せずともシート間の接着が可能になり、容易に食品包装袋を製造することができる。
【0014】
本発明の食品包装用シートにおいて内層の基材シートが前記透明フィルムを部分的に被覆している場合には、被包装物を外部から一部視認することができ、被包装物の外観を把握しやすくなる。包装袋内部の視認が可能であれば、消費者は食品を確認することができて安心であるし、これによって消費者の購買意欲をかき立てることが可能である。
【0015】
本発明の食品包装用シートにおいて基材シートが両面ヒートシール性を有する場合には、当該食品包装用シートを製造する際に押出溶融ラミネート時の加熱によって、基材シート自体も融着するために、押出溶融ラミネートによる接着性をさらに高めることができる。
【0016】
本発明の食品包装用シートにおいて、押出溶融ラミネートによる透明フィルムと基材シートとの貼り合わせが、両者の接触面で部分的になされている場合には、外観上消費者の注意を促す効果を持ち、また、それによって透明フィルムと基材シートの間に空気が封入される場合には、それによる断熱効果も期待できる。
【発明を実施するための最良の形態】
【0017】
本発明の食品包装用シートは、外層と内層が積層されて構成されるものである。ここで内層とは、食品包装袋とした場合の内部に位置する層をいい、外層とは、食品包装袋とした場合の外面を構成する層をいう。内層を構成する基材シートは、被包装物である食品に接触し得るものであることから、食品衛生上安全なものであることが好ましい。また、当該基材シートは、内層でありながら食品包装袋の外観を構成するものであるので、食品販売時の外観上の高級感を確保するために、和紙調風合を持つものがより好ましい。
【0018】
本発明の食品包装用シートで内層を構成する基材シートの原料としては特に限定されないが、例えば、針葉樹晒クラフトパルプ(NBKP)、針葉樹未晒クラフトパルプ(NUKP)、広葉樹晒クラフトパルプ(LBKP)、広葉樹未晒クラフトパルプ(LUKP)等の化学パルプ;サーモメカニカルパルプ(TMP)、加圧ストーングランドパルプ(PGW)等の機械パルプ等の天然繊維を使用できるが、これらのパルプのうちNKPが、パルプ強度が強いため好ましい。また、不織布繊維やレーヨン繊維等も混抄することができる。さらに、ケナフ、バガス等の非木材パルプも使用可能である。レーヨン繊維を10重量%以上配合することにより和紙調風合が出て高級感が増すので好ましい。
【0019】
本発明における基材シートは、食品衛生上の安全性を確保しつつ製袋時の内層間の接着を容易に行うことができるよう、少なくとも被包装物が接する面においてヒートシール性を有することが必要である。これによって接着剤を別途使用することなく、容易に製袋が可能になる。なお本発明において「ヒートシール性を有する」とは、基材シート原料の合計量に対する合成繊維の配合率が30重量%以上のものをいう。さらに、押出溶融ラミネートによる接着性を向上させるには、被包装物が接する面だけではなく、両面においてヒートシール性を有することが好ましい。
【0020】
本発明における基材シートがヒートシール性を有するには、ヒートシール性を有する合成繊維を基材シートの原料として配合することが好ましい。当該合成繊維としては特に限定されないが、ポリプロピレン(PP)系繊維、ポリエチレン(PE)系繊維、ポリエチレンテレフタレート(PET)系繊維等の低融点ポリエステル系繊維、これらの混合物等が挙げられる。当該合成繊維の融点は105〜150℃の範囲にあるのが好ましい。105℃未満では抄紙時のドライヤー熱により抄紙マシン内で熱融着する場合があり、150℃を超えるとヒートシール性が損なわれる場合がある。
【0021】
合成繊維の配合量としては特に限定されないが、十分なヒートシール性を確保するために、基材シート全量に対する合成繊維の合計量として30〜100重量%が好ましい。30重量%未満では十分なヒートシール性を得ることが困難である。良好なヒートシール性と経済性を両立させる観点から、35〜55重量%の範囲が最も好ましい。良好な吸水性及び吸油性を確保する観点からは、80重量%以下がより好ましい。天然繊維とレーヨンの合計配合量が基材シート全量に対して20重量%未満であると、吸水性や吸油性がやや低下する。最も好ましいのは、天然繊維とレーヨンの合計配合量が基材シート全量に対して60重量%である。
【0022】
基材シートの米坪としては特に限定されないが、6〜40g/m2の範囲が好ましく、8〜30g/m2の範囲がより好ましい。6g/m2未満では抄造が困難になり、意図しない破れが発生しやすくなる。40g/m2を超えると、和紙調の風合いが損なわれる傾向にあり、剛度があるため包装が困難となる。
【0023】
本発明の食品包装用シートにおいて外層を構成する透明フィルムの原料としては特に限定されないが、例えば、鎖状低密度ポリエチレン(LLDPE)、高密度ポリエチレン(HDPE)、無延伸ポリプロピレンフィルム(CPP)、延伸ポリプロピレンフィルム(OPP)、ポリエチレンテレフタレート(PET)、ナイロン等が挙げられる。なお本発明において「透明」とは、被包装物を視認するのに足る透明性を意味し、半透明などと言われるものも含まれる。
【0024】
一般に、被包装物の包装は、135℃〜150℃の範囲の温度でのヒートシールで行うため、反ラミネート面(製袋時ラミネートされない面)のフィルムの融点は160℃以上が好ましい。当該融点がヒートシール温度内のフィルムを使用すると製袋時に溶出してヒートシール機のシールバーを汚す恐れがあるため、特に無延伸ポリプロピレンフィルム(CPP)、延伸ポリプロピレンフィルム(OPP)、ポリエチレンテレフタレート(PET)、ナイロンが好ましい。
【0025】
透明フィルムの厚みは特に限定されないが、15〜40μmの範囲が好ましい。15μm未満では強度不足で意図しない破れが発生しやすくなり、40μmを超えると、反対に包装袋の開封が困難となる傾向にある。
【0026】
本発明の食品包装用シートにおいては透明フィルムと基材シートとを押出溶融ラミネートにより貼り合わせる。なお本発明において押出溶融ラミネートとは、透明フィルムと基材シートのあいだに、溶融した熱溶融性樹脂を押出した後、これを冷却することによって、熱溶融性樹脂層によって透明フィルムと基材シートとを接着する方法のことをいう。押出溶融ラミネートに使用する熱溶融性樹脂としては特に限定されないが、ポリエチレン、ポリプロピレン等の110〜170℃程度の低融点合成樹脂であることが好ましい。また、ラミネート機の冷却ロールをミラーロールとすることで高い透明性が得られ、マットロールとすることで半透明性が得られる等、用途によって使い分けることができる。形成される熱溶融性樹脂層の厚みとしては特に限定されないが、8〜20μm程度である。
【0027】
本発明の食品包装用シートの好ましい態様では、図2での断面図で見られるように、外層である透明フィルムの上に、熱溶融性樹脂からなる層が全面的に積層され、さらにその上に、内層である基材シートが部分的に積層される。ここでは、被包装物の視認を可能とするとともに、基材シートによって被覆されていない透明フィルム表面が熱溶融性樹脂層によって被覆されている。すなわち、被包装物の視認を可能にする窓部分においても、透明フィルム層が単層ではなく、内側が熱溶融性樹脂層によって被覆されることになるので、透明フィルム層におけるピンホールやキズ等によって食品包装袋内の密閉性が低下するのを防止することができる。接着剤を用いたドライラミネート法においては、このような構成は実質的に採用不可能であり、また、食品衛生上も好ましくない。
【実施例】
【0028】
以下に実施例を掲げて本発明を詳細に説明するが、本発明はこれら実施例に限定されるものではない。
【0029】
実施例1〜20及び比較例1〜4
内層の基材シートとしては、表1記載の配合率(重量%)での各原料から、表1記載の米坪となるよう抄造したものを用いた。なお表1中、合成繊維は、PP:ポリプロピレン繊維(チッソ社製、品番:EPC−CHOP、鞘部の融点:128℃、芯部の融点:165℃)と、PET:ポリエステル繊維(ユニチカファイバー社製、品番:4080、鞘部の融点:110℃、芯部の融点:265℃)とを50重量%ずつ含むものであり、天然繊維は、NBKP:針葉樹晒クラフトパルプであり、レーヨンは、レーヨン繊維(ダイワボウレーヨン社製、品番:コロナSB)である。
【0030】
外層の透明フィルムとしては、表1記載のフィルムを使用した。なお表1中、OPPは、2軸延伸ポリプロピレンフィルム(東セロ社製、品番:HCOP#30、ラミネート面の融点:140℃、反ラミネート面の融点:160℃)であり、CPPは、無延伸ポリプロピレンフィルム(東セロ社製、品番:GHC#30、ラミネート面の融点:135℃、反ラミネート面の融点:160℃)である。
【0031】
図1及び図2に示すように、950mm幅の透明フィルム1に対して250mm幅×3本の基材シート2を使用した。基材シート同士の間隔は100mmとし、表1記載の接着方法で貼り合わせを行った。
【0032】
表1中の溶融ラミネートは以下のように実施した。熱溶融性樹脂としてポリエチレン樹脂(日本ポリエチレン社製、品番ノバテックLD)を用い、押出溶融ラミネート機にてTダイ温度310℃、ラミネート厚15μmで、基材シートと透明フィルムをサンドラミネートした。
【0033】
表1中のドライラミネートは以下のように実施した。図3に示すように、ポリウレタン系接着剤(東洋モートン社製、品番:トモフレックスTM−319)を、乾燥重量3g/m2となるよう透明フィルム21に塗布し、基材シート22と貼り合わせた。但し、基材シート端部からの接着剤はみだし防止のため、各基材シートの両端(22a,22b)3mmは未塗布とした。
【0034】
以上のようにして得られた食品包装シートに対して以下の評価を行った。結果を表1に示す。
【0035】
[1]ラミネート加工適性:各食品包装シートを製造する際のラミネート工程にあたって、基材シートがシワ入りや断紙をせずにラミネート加工が可能か否かで判断した。
◎:基材シートがシワ入りや断紙をせず、ラミネート加工スピード130m/分〜180m/分で加工できた。
○:基材シートはシワ入りや断紙はしないが、ラミネート加工スピード50m/分〜130m/分と加工スピードをダウンして加工できた。
×:基材シートがシワ入りや断紙をし、ラミネート加工スピードを落としても加工できなかった。
【0036】
[2]ヒートシール強度:各食品包装シートにおいて内層の外表面同士を、傾斜型熱傾斜試験機(株式会社東洋精機製作所社製、TYPE H6−100)を用い、JISZ0238に定められる「密封軟包装袋のヒートシール強度試験」測定方法に順じて評価したが、試験片の巾は15mm×10mmとし、シール温度は160℃、1kg/cm2、1秒間の加圧条件下で貼り合わせ、それによるヒートシール強度値で評価した。
◎:ヒートシール強度が3N/15mm以上
○:ヒートシール強度が1.5N/15mm以上〜3N/15mm未満
×:ヒートシール強度が1.5N/未満
【0037】
[3]製袋適性:各食品包装シートを用いて製袋を行い(図2に示す食品包装用シートを、中央線Cに沿って、基材シート2を内側にして折り畳み、開放されている3辺を、上記と同様にヒートシールをする)、その際の適性を評価した。
◎:問題なく製袋できた。製袋加工スピード40ショット/分以上。
○:製袋はできたが、シートのコシがありすぎて、製袋スピードをダウンした。製袋加工スピード20以上〜40ショット/分未満。
×:ヒートシールができず、製袋できなかった。
【0038】
[4]見栄え:各食品包装シートについて、内部の視認可能性、積層シート端部の浮き、透明フィルム−基材シート間の密着性で評価した。
◎:基材シートの端部まで密着しており見栄えがよく、手で剥すこともできない。
○:故意に手で剥さない限り、基材シートの端部は密着されている。
×:基材シートの端部が浮いており、見栄えが悪い。
【0039】
[5]高級感:基材シートの和紙調の度合いで評価した。
◎:繊維の不均一性があり、和紙調の高級感がある。
○:和紙調の雰囲気がある。
【0040】
[6]レンジ適性:各食品包装シートを用いてカレーパンを包装した後、電子レンジ200ワットで30秒加熱し、吸水性、吸油性等を評価した。
◎:油及び水分が適度に吸収され、カレーパンの風味を保ち食感がいい。
○:油及び水分が吸収されるが、カレーパンが濡れたようになり食感が悪く、若干結露がみられる。
×:油及び水分が吸収されず、カレーパンがビジャビジャになり結露がみられる。
【0041】
[7]開封時カット性:各食品包装シートをヒートシールにより袋状にしてから、開封して評価を行った。
◎:開封時にフィルムの伸びが全くなく、余分な力を使わずに開封できた。
○:開封時にフィルムの伸びがわずかに見られたが、余分な力は感じなかった。
【0042】
【表1】
【0043】
総合評価 表1から明らかなように、実施例1〜20の食品包装用シートはいずれも、ラミネート加工適性、ヒートシール強度、製袋適性、見栄え、高級感、レンジ適性、開封時カット性において◎又は〇の評価が得られ、食品包装用シートとして優れたものであった。これに対して比較例1〜4の食品包装用シートはラミネート加工適性が良好で、内部の視認はできるものの、合成繊維の配合量が20重量%以下の比較例1〜3はヒートシール強度、製袋適性が×という評価であり、またドライラミネート法で作成した食品包装シートに関する比較例4は、溶剤及び接着剤を用いているため、基材シートの内側への貼り合わせは食品衛生上問題がある。またドライラミネートは基材シートに対して接着剤を狭く塗布しないと、基材端部で接着剤の洩れにより巻取時にブロッキングして、次工程で断紙してしまう可能性が高いため基材シートの紙端部まで接着剤を塗布することができず、製袋適性、見栄え、レンジ適性が×という評価であり、実用に適しないものであった。
【産業上の利用可能性】
【0044】
本発明の食品包装用シートにより、パン、おにぎり、菓子等の食品を収納し、包装することのできる食品包装袋が提供される。
【図面の簡単な説明】
【0045】
【図1】各実施例で使用した食品包装用シートの一部平面図
【図2】図1の食品包装用シートのII−II断面概略図
【図3】比較例4で使用した食品包装用シートの断面概略図
【符号の説明】
【0046】
1 外層の透明フィルム
2 内層の基材シート
3 熱溶融性樹脂からなる層
4 食品包装用シート
21 外層の透明フィルム
22 内層の基材シート
22a、22b 基材シートの端部
23 接着剤層
【特許請求の範囲】
【請求項1】
外層と内層が積層されてなる食品包装用シートであって、
前記外層は透明フィルムからなり、前記内層は少なくとも合成繊維を含む基材シートからなり、
前記透明フィルムと前記基材シートの貼り合わせは、熱溶融性樹脂を用いた押出溶融ラミネートによりなされており、
前記基材シートは、少なくとも被包装物が接する面においてヒートシール性を有するものである、ことを特徴とする食品包装用シート。
【請求項2】
前記基材シートは、被包装物を外部から視認し得るように前記透明フィルムを部分的に被覆している、請求項1記載の食品包装用シート。
【請求項3】
前記基材シートは両面ヒートシール性を有するものである請求項1又は2記載の食品包装用シート。
【請求項4】
前記押出溶融ラミネートによる前記透明フィルムと前記基材シートとの貼り合わせは、両者の接触面で部分的になされている請求項1〜3のいずれかに記載の食品包装用シート。
【請求項1】
外層と内層が積層されてなる食品包装用シートであって、
前記外層は透明フィルムからなり、前記内層は少なくとも合成繊維を含む基材シートからなり、
前記透明フィルムと前記基材シートの貼り合わせは、熱溶融性樹脂を用いた押出溶融ラミネートによりなされており、
前記基材シートは、少なくとも被包装物が接する面においてヒートシール性を有するものである、ことを特徴とする食品包装用シート。
【請求項2】
前記基材シートは、被包装物を外部から視認し得るように前記透明フィルムを部分的に被覆している、請求項1記載の食品包装用シート。
【請求項3】
前記基材シートは両面ヒートシール性を有するものである請求項1又は2記載の食品包装用シート。
【請求項4】
前記押出溶融ラミネートによる前記透明フィルムと前記基材シートとの貼り合わせは、両者の接触面で部分的になされている請求項1〜3のいずれかに記載の食品包装用シート。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2008−189334(P2008−189334A)
【公開日】平成20年8月21日(2008.8.21)
【国際特許分類】
【出願番号】特願2007−23248(P2007−23248)
【出願日】平成19年2月1日(2007.2.1)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
【公開日】平成20年8月21日(2008.8.21)
【国際特許分類】
【出願日】平成19年2月1日(2007.2.1)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
[ Back to top ]