
食品包装用トレー形容器、無菌包装食品、無菌包装食品の製造方法
【課題】個食トレー炊飯製法による無菌包装米飯の製造にあたり、トレー形容器の食品収容用の凹形部の深さを深くしても凹形部の外周壁の変形が生じにくく、無菌包装食品の生産安定性を確保でき、凹形部外周壁の変形が製品(商品)外観に影響を与えることを防止あるいは抑制できる技術の開発。
【解決手段】食品を収容するための凹形部21の外周壁21bが、板状壁部21c、直壁部21d、湾曲壁部21e、コーナー部21f、21gを具備する構成であり、外周壁のコーナー部以外の周方向の複数箇所に、凹形部21の深さ方向に沿って延在するリブ21iが複数並列に形成された補強部21jを有する食品包装用トレー形容器20、無菌包装食品、無菌包装食品の製造方法を提供する。
【解決手段】食品を収容するための凹形部21の外周壁21bが、板状壁部21c、直壁部21d、湾曲壁部21e、コーナー部21f、21gを具備する構成であり、外周壁のコーナー部以外の周方向の複数箇所に、凹形部21の深さ方向に沿って延在するリブ21iが複数並列に形成された補強部21jを有する食品包装用トレー形容器20、無菌包装食品、無菌包装食品の製造方法を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、米飯等の調理済み食品の無菌包装に用いられる食品包装用トレー形容器、それを用いた無菌包装食品、無菌包装食品の製造方法に関する。
【背景技術】
【0002】
調理済み食品をレトルトパウチ、プラスチック製のトレー形容器といった容器を用いて無菌包装した無菌包装食品は、電子レンジや湯煎などによる簡易加熱で喫食可能であることから市場に広く出回るようになってきている。この種の無菌包装食品としては、現在、例えば白飯、赤飯、具入りご飯、粥、雑炊等の米飯加工食品の他、カレーやシチュー等の流動性食品などにも応用され、多くの種類が市販されている。
【0003】
この種の無菌包装食品は食品の無菌包装(いわゆる商業的無菌性を確保した包装状態)を実現するため、その製造上、食品の殺菌が必須である。例えば米飯の無菌包装の場合、米飯の殺菌を完全にするには加圧加熱殺菌を行う必要がある。しかしながら、通常の炊飯条件を超える高温高圧下で強く殺菌すると米飯に与えるダメージが大きくなり、食感が失われたり、黄色く変色するといった問題がある。逆に、加圧加熱殺菌を弱く行うと、通常の炊飯に近い美味しい米飯を得ることができるが、微生物による汚染が発生することが危惧される。
【0004】
例えば、通常のレトルトパウチ米飯では115〜120℃、20〜50分間の加熱殺菌が行われるが、米飯の炊き立ての食味や香りの維持が容易でないのが実情である。また、製造工程及び流通過程において、米粒の結着や潰れが生じやすくなる、テクスチャー(歯ごたえ、舌触り、のど越しなど)を損ねることが知られていた。
また、釜炊きした米飯を容器に無菌的に充填する方法(以下、釜炊き無菌充填法とも言う)も広く実施されている。しかし、この釜炊き無菌充填法では、製品及び包材について高度な菌数管理が必要であるといった問題を抱えている。
【0005】
そこで、水に浸潰済みの精米(生米)を水切りしてトレー形容器内に計量充填し、それを容器ごと高温高圧蒸気で加熱処理(殺菌工程)を行った後、容器に炊き水を充填して炊飯(炊飯工程)を行う方法(以下、個食トレー炊飯製法とも言う)が提案されている(例えば特許文献1)。この方法では、例えば140〜145℃の高温で合計24〜64秒の範囲の短時間で1又は複数回の加熱処理により殺菌を完全に行うことができ、釜炊き無菌充填法に比べて大掛かりな無菌充填施設を必要とすることなく(製造ラインも省スペース化できる)より安全な無菌包装食品を提供できる。また、100℃程度(例えば100〜105℃)での炊飯を行えるため食品素材の香味を損なうことがなく商品価値の高い無菌包装食品を製造できるといった利点が指摘されている(例えば特許文献2)。また、レトルトパウチ米飯に比べて、殺菌工程、炊飯工程における加圧加熱のムラが少なくなるといった利点もある。なお、上述の殺菌工程における加熱温度、炊飯時の加熱温度は一例であり、殺菌工程、炊飯は、上述よりも若干低い温度で行うことも可能である。
また、この無菌包装食品の製造方法(個食トレー炊飯製法)は、米飯に限らずパスタ食品にも適用でき(例えば特許文献3)、麺類や粥等のデンプン系食品に幅広く適用可能であることが知られている。
【0006】
上述の個食トレー炊飯製法の場合、原料米の炊飯後、無菌環境下でフィルム等の蓋体を用いて容器開口部をシールすることで、製品(以下、無菌包装米飯とも言う)が得られる。また、この無菌包装米飯については、米飯を収容する凹形部が複数形成されたトレー形容器を用い、このトレー形容器の前記凹形部間に位置する部分及び蓋体に分割用のミシン目を形成して、切り離しによってユーザーが一部の凹形部に収容されている米飯だけ消費し、他の凹形部を開封せずに米飯を保存できるようにした技術も開発されている。この無菌包装米飯用のトレー形容器に関しては以下の特許文献4−7の技術が存在する。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特許第2838198号公報
【特許文献2】特許第3020837号公報
【特許文献3】特開2007−289052号公報
【特許文献4】特開2009−023690号公報
【特許文献5】特開2008−302950号公報
【特許文献6】特開2001−301736号公報
【特許文献7】特開2002−059971号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、従来の無菌包装米飯用のトレー形容器にあっては、容量を大きくするために米飯収容用の凹形部の深さを深くすると、加圧加熱蒸気によって殺菌工程を行った際にプラスチック製の容器の強度低下による容器側壁(凹形部の側壁)の曲がりが生じやすくなる。そして、容器側壁が曲がってしまい、これに伴い、米飯収容用凹形部の開口部の周囲のフランジ部にも曲がりが生じて、フィルム等の蓋体の前記フランジ部への取り付けによる前記開口部の密閉が困難になることがあり、製品を安定して生産できないとの問題点が指摘されていた。このため、例えば個々の凹形部の米飯収容量が大きいほど、無菌包装米飯の製品歩留まりが低下し、安定量産が困難となる傾向があった。
また、個食トレー炊飯製法による製品(無菌包装米飯)製造にあっては、炊飯完了後にフィルム等の蓋体を用いて米飯収容用凹形部の開口部を密閉(シール工程)した後、炊飯温度(調理温度)よりも若干低い温度で所定時間維持する蒸らし工程を行い、次いで冷却工程を行うが(例えば特許文献2、図1等参照)、冷却工程の際、米飯収容用凹形部内の気体の体積減少に伴い容器側壁に曲がりが生じやすく、容器側壁の変形(曲がり)が製品(商品)外観に与える影響(見栄えが悪くなる)が無視できない大きさとなるケースも多く発生するといった問題があった。
【0009】
本発明は、前記課題に鑑みて、容量を大きくするために食品収容用の凹形部の深さを深くしても前記凹形部の外周壁の変形が生じにくく、無菌包装食品の生産安定性を確保でき、凹形部外周壁の変形が製品(商品)外観に影響を与えることを防止あるいは抑制して凹形部外周壁の変形による商品価値の低下を防ぐことができる、食品包装用トレー形容器、無菌包装食品、無菌包装食品の製造方法の提供を目的としている。
【課題を解決するための手段】
【0010】
上記課題を解決するために、本発明では以下の構成を提供する。
第1の発明は、調理済みの食品の無菌包装に用いられるプラスチック製のトレー形容器であって、前記食品を収容するための凹形部を有し、前記凹形部の外周壁は、その周方向において湾曲状態に延在する湾曲壁部、コーナー部、前記凹形部の深さ方向に直交する直線に沿って延在する直壁部から選択される2以上を有し、しかも前記コーナー部以外の部分の周方向の2以上の箇所に、前記凹形部の深さ方向に沿って延在するリブが複数並列に形成された補強部を有することを特徴とする食品包装用トレー形容器を提供する。
第2の発明は、調理済みの食品の無菌包装に用いられるプラスチック製のトレー形容器であって、前記食品を収容するための凹形部を有し、前記凹形部の外周壁は、その周方向において湾曲状態に延在する湾曲壁部、コーナー部、前記凹形部の深さ方向に直交する直線に沿って延在する直壁部から選択される2以上を有し、しかも前記湾曲壁部、前記コーナー部、前記直壁部のうち前記外周壁を構成する2以上に前記凹形部の深さ方向に沿って延在するリブが複数並列に形成され、前記外周壁周方向における前記リブの形成密度が、前記コーナー部における前記形成密度をMc、前記湾曲壁部における前記形成密度をMw、前記直壁部における前記形成密度をMsとしたとき、Mc<Mw、Mw<Ms、Mc<Msのうちの1以上を満たすことを特徴とする食品包装用トレー形容器を提供する。
第3の発明は、
前記凹形部の外周壁が直壁部を有するものである第1又は2の発明の食品包装用トレー形容器であって、前記凹形部を複数有し、隣り合う凹形部の間が連結部を介して繋がっており、隣り合う凹形部は、その外周壁の隣り合う凹形部間に確保された隙間を介して互いに対面する部分に互いに並行に延在し前記直壁部として機能する板状壁部を有し、前記外周壁は前記板状壁部を含む1以上の直壁部と、前記板状壁部の延在方向両側に設けられたコーナー部とを有するとともに、該外周壁のうち前記板状壁部及び該板状壁部の延在方向両側の前記コーナー部を除いた部分である側面形成部が、湾曲壁部、コーナー部、直壁部から選択される2以上によって構成され、しかも該側面形成部及び前記板状壁部のうち少なくとも前記側面形成部に前記リブが形成されていることを特徴とする食品包装用トレー形容器を提供する。
第4の発明は、前記凹形部は底壁部の外周から立ち上げるように前記外周壁が周設された構成になっており、前記リブは前記外周壁から前記底壁部の外周部にも延在するように形成されていることを特徴する第1〜3のいずれかの発明の食品包装用トレー形容器を提供する。
第5の発明は、前記リブが、前記凹形部の外周壁からその内面側に突出するように形成されていることを特徴する第1〜4のいずれかの発明の食品包装用トレー形容器を提供する。
第6の発明は、前記リブが、前記凹形部の外周壁からその外面側に突出するように形成されていることを特徴する第1〜5のいずれかの発明の食品包装用トレー形容器を提供する。
第7の発明は、さらに、前記凹形部の開口縁部から外側に張り出すように突設されたフランジ部を有することを特徴する第1〜6のいずれかの発明の食品包装用トレー形容器を提供する。
第8の発明は、第1〜7のいずれかの発明の食品包装用トレー形容器の前記凹形部に調理済み食品が収容され、前記凹形部の内側の食品収納部の開口部が、前記凹形部の開口縁部及び/又は該開口縁部から外側に張り出すように突設されたフランジ部に被着されたフィルムによって塞がれていることを特徴とする無菌包装食品を提供する。
第9の発明は、前記食品包装用トレー形容器は前記凹形部を複数有し、隣り合う凹形部の間が連結壁部を介して繋がっており、隣り合う凹形部の間の切り離し用のミシン目が、前記連結壁部と該連結壁部上面を覆うように設けられた前記フィルムとを貫通する複数の孔によって形成されていることを特徴とする第8発明の無菌包装食品を提供する。
第10の発明は、前記調理済み食品がデンプン系食品であることを特徴とする第8又は9発明の無菌包装食品を提供する。
第11の発明は、前記調理済み食品が米飯であることを特徴とする第10発明の無菌包装食品を提供する。
第12の発明は、第1〜7のいずれかの発明の食品包装用トレー形容器の凹形部内に食品原料を充填する原料充填工程と、この原料充填工程の後、前記食品原料を前記食品包装用トレー形容器の前記凹形部に充填状態のまま加熱して殺菌する殺菌工程と、この殺菌工程を完了した前記食品原料を前記食品包装用トレー形容器の前記凹形部に充填状態のまま前記食品包装用トレー形容器ごと加熱して調理する加熱調理工程と、この加熱調理工程の完了後、前記食品包装用トレー形容器の前記食品収納部内の調理済み食品の温度を60℃以上に保った状態で、前記食品包装用トレー形容器の前記凹形部の内側の食品収納部の開口部を前記凹形部の開口縁部及び/又は該開口縁部から外側に張り出すように突設されたフランジ部へのフィルムの被着によって密封するシール工程を具備し、前記シール工程の完了後に前記調理済み食品を常温まで冷却させることを特徴とする無菌包装食品の製造方法を提供する。
【発明の効果】
【0011】
本発明によれば、凹形部外周壁に凹形部の深さ方向に沿って延在するリブが複数並列に形成されている構成により、容量を大きくするために凹形部の深さを深くしても無菌包装食品の製造工程における前記凹形部の外周壁の変形が生じにくくなる。このため、無菌包装食品の生産安定性を確保できる。また、凹形部外周壁の変形が製品(無菌包装食品)外観に影響を与えることを防止あるいは抑制できるから、凹形部外周壁の変形が製品(無菌包装食品)の外観(見栄え)に影響を与えて商品価値を低下させるといった不都合を防ぐことができ、見栄え(外観)が良く商品価値を担保できる製品(商品)の製造を容易に実現できる。
さらに、本発明では、複数のリブからなる補強部の凹形部外周壁の周方向における形成位置(第1の発明)、あるいは凹形部外周壁の周方向におけるリブの形成密度の違い(第2の発明)によって、凹形部外周壁の周方向全体あるいは特に無菌包装食品外観に与える影響が大きい部分の曲げ強度の均等化を図ることで、リブの形成数を抑えることができ、凹形部外周壁の変形の防止又は抑制を低コストで実現できる。
【図面の簡単な説明】
【0012】
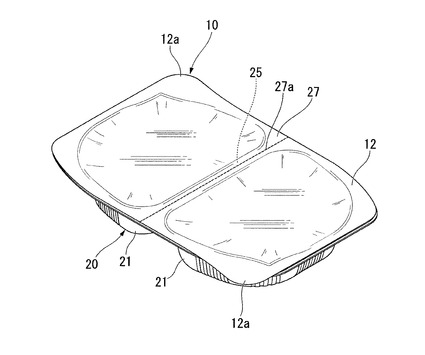
【図1】本発明に係る1実施形態の無菌包装食品(無菌包装米飯)を示す斜視図である。
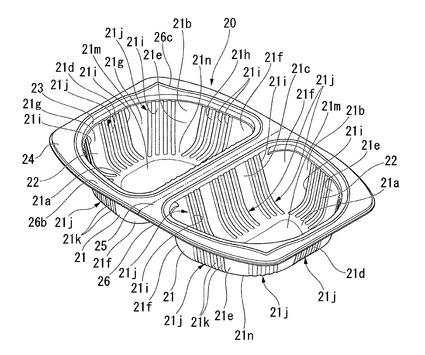
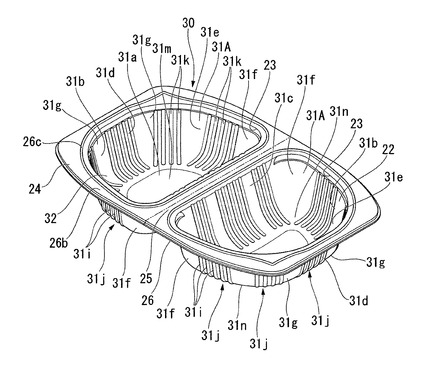
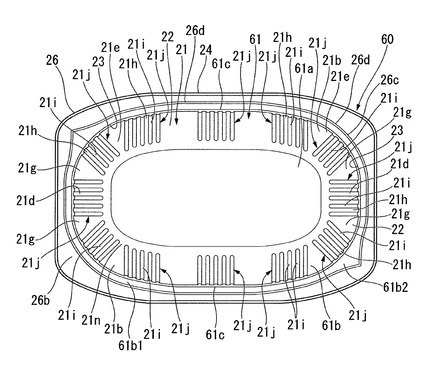
【図2】図1の無菌包装食品の製造に用いられる食品包装用トレー形容器を示す斜視図である。
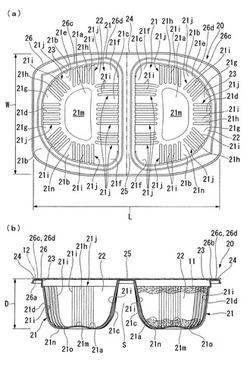
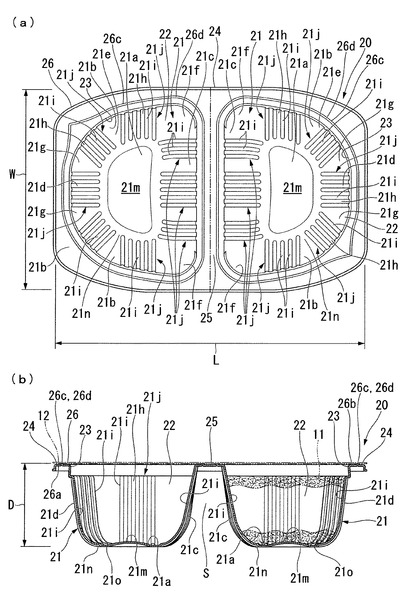
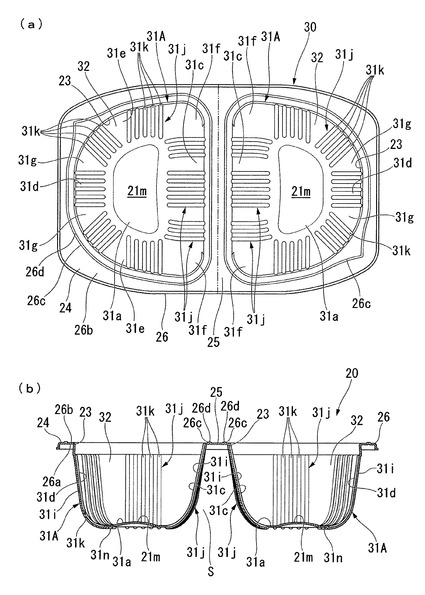
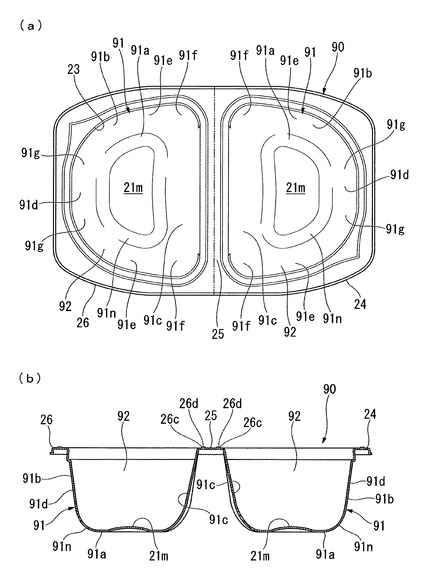
【図3】図2の食品包装用トレー形容器の構成を示す図であって、(a)は平面図、(b)は正断面図である。
【図4】本発明に係る食品包装用トレー形容器の別態様を示す図であって、凹形部の外周壁に、互いに並行に形成された複数本の外リブ(外周壁外面側に突出するリブ)からなる補強部を設けた構成の食品包装用トレー形容器の一例を示す斜視図である。
【図5】図4の食品包装用トレー形容器の構成を示す図であって、(a)は平面図、(b)は正断面図である。
【図6】本発明に係る食品包装用トレー形容器の別態様を示す図であって、凹形部の外周壁の周方向全周にわたって複数本の内リブ(外周壁内面側に突出するリブ)を互いに並行に形成した構成の食品包装用トレー形容器の一例を示す斜視図である。
【図7】本発明に係る食品包装用トレー形容器の別態様を示す図であって、凹形部の外周壁の周方向全周にわたって複数本の外リブ(外周壁内面側に突出するリブ)を互いに並行に形成した構成の食品包装用トレー形容器の一例を示す斜視図である。
【図8】本発明に係る食品包装用トレー形容器の別態様を示す図であって、凹形部をひとつだけ有する構成の食品包装用トレー形容器の一例を示す平面図である。
【図9】比較例(比較例1)の食品包装用トレー形容器の構成を示す図であって、(a)は平面図、(b)は正断面図である。
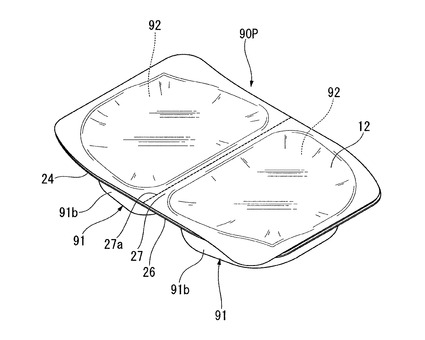
【図10】図9の食品包装用トレー形容器を用いて個食トレー炊飯製法によって製造した無菌包装米飯を示す斜視図である。
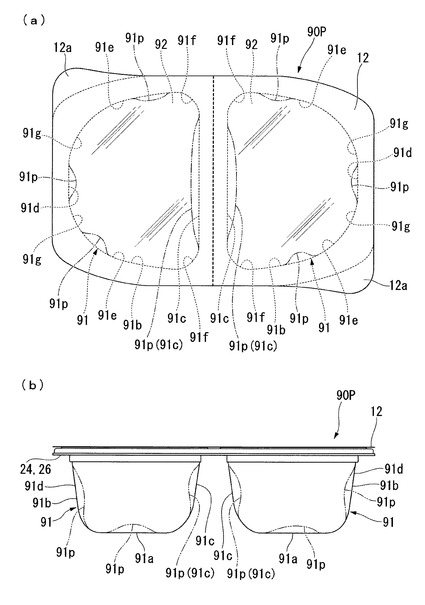
【図11】図10の無菌包装米飯を示す図であって、(a)は平面図、(b)は正面図である。
【図12】比較例(比較例2)の食品包装用トレー形容器の構成を示す図であって、(a)は平面図、(b)は正断面図である。
【発明を実施するための形態】
【0013】
以下、本発明に係る食品包装用トレー形容器、無菌包装食品、無菌包装食品の製造方法の1実施形態について、図面を参照して説明する。
まず、図1に示す無菌包装食品10、及びこの製造に用いる食品包装用トレー形容器20(以下、トレー容器とも言う)について説明する。
なお、図1、図2、図3(b)において、図中上側を上、下側を下として説明する。
【0014】
図1、図2、図3(a)、(b)に示すように、前記無菌包装食品10は、プラスチック製のトレー容器20に形成されている食品収容用の凹形部21に調理済み食品として米飯11(デンプン系食品)が収容され、前記トレー容器20の前記凹形部21の内側の食品収納部22の開口部が、該開口部の周囲に位置する前記凹形部21の開口縁部23から外側に張り出すように突設されたフランジ部24に被着されたフィルム12によって塞がれた構成になっている。以下、この無菌包装食品10を無菌包装米飯とも言う。
【0015】
図2、図3(a)、(b)は前記トレー容器20を説明する図である。
以下、トレー容器20の構成を具体的に説明する。
前記トレー容器20はプラスチック製の一体成形品である。
トレー容器20の材質としては、例えばポリエチレンテレフタレート等のポリエステル系樹脂、ポリプロピレン、ポリエチレン等のポリオレフィン系樹脂など、この種の容器に一般に使用されているものと同じ材質を採用できる。
【0016】
一方、フィルム12も、この種の容器の凹形部内側の食品収納部の開口部の密閉のためのヒートシールに一般に用いられている汎用のものを採用できる。このフィルム12としては、例えば二軸延伸ポリエチレンテレフタレートフィルム、二軸延伸ナイロンフィルムといったフィルム基材の片面に、ポリプロピレン等の樹脂層からなるシーラント層を形成したものを用いることができる。
【0017】
このトレー容器20は前記凹形部21を2つ有し、隣り合う凹形部21の間が連結部25を介して繋がった概略構成となっている。
図2、図3(a)、(b)に示すように、前記凹形部21は、底壁部21aと、該底壁部21aの外周から立ち上げるように周設された外周壁21bとを具備する。この凹形部21の内側の食品収納部22は、食品(米飯11)が入っていないときには空間となっている。
【0018】
前記トレー容器20の2つの凹形部21は、前記連結部25を介して互いに離隔して設けられている。また、各凹形部21は、その外周壁21bの、隣り合う凹形部21間に確保された溝状の隙間Sを介して互いに対面する部分に、互いに並行に延在する板状壁部21cを有している。この板状壁部21cは、トレー容器20の平面視(図3(a)参照)において、凹形部21の深さ方向(図3(b)上下方向)に垂直の直線(仮想直線)に沿って延在するように形成されており、本発明に係る直壁部として機能する。
【0019】
図2、図3(a)に示すように、各凹形部21の外周壁21bは、前記板状壁部21cと、前記食品収納部22を介して前記板状壁部21cと対向する位置に該板状壁部21cと並行するように形成された直壁部である外側直壁部21dと、前記板状壁部21cの外周壁21b周方向における延在方向両端と前記外側直壁部21dの前記外周壁21bの周方向における延在方向両端との間に設けられ、トレー容器20の平面視(図3(a)参照)において該外周壁21bの周方向に湾曲状態に延在する一対の湾曲壁部21eとを具備している。
前記外側直壁部21dは、凹形部21の深さ方向(図3(b)上下方向)に垂直の直線(仮想直線)に沿って延在するように形成されている。板状壁部21cと外側直壁部21dとは、それぞれ、凹形部20内側の食品収納部22を介して互いに平行に延在する仮想直線に沿って形成されている。
【0020】
前記外側直壁部21dは、その前記外周壁21bの周方向における延在方向寸法を前記板状壁部21cよりも短くしてある。そして、凹形部21は、トレー容器20の平面視(図3(a)参照)において略台形状に形成されている。また、トレー容器20の平面視(図3(a)参照)において凹形部21の底壁部21aも略台形状に形成されている。
なお、板状壁部21cの外周壁21b周方向における延在方向両端と湾曲壁部21eとの間、外側直壁部21dの外周壁21b周方向における延在方向両端と湾曲壁部21eとの間には、それぞれ、外周壁21bの周方向において該外周壁21bの一部が前記湾曲壁部21eに比べて格段に小さい湾曲半径を以て湾曲形成された部分であるコーナー部21f、21gが設けられている。
【0021】
また、図3(a)、(b)等に示すように、各凹形部21の外周壁21bは、底壁部21a側からその反対側(開口縁部23の側)へ行くに従って平面視形状が次第に大きくなるテーパ状に形成されている。
【0022】
図2、図3(a)に示すように、前記トレー容器20の前記凹形部21は、その外周壁21bの周方向のうちコーナー部21f、21g以外の部分(板状壁部21c、外側直壁部21d、湾曲壁部21e)の複数箇所(図示例では8箇所)に、該外周壁21bの内面側(食品収納部22内側)に突出し該凹形部21の深さ方向に沿って延在する突条状のリブ21i(以下、内リブとも言う)が複数並列に形成された部位である補強部21を有する構成となっている。前記補強部21jは、外周壁21bの周方向において互いに離隔させて分散配置されている。
【0023】
前記補強部21jは、外周壁21bの、板状壁部21c、2つの湾曲壁部21e、外側直壁部21dのそれぞれに設けられている。
図示例のトレー容器20において前記補強部21jは、板状壁部21cの延在方向(外周壁21b周方向に沿う方向)の3箇所、外側直壁部21dの延在方向全体、各湾曲壁部21eの延在方向2箇所、の計8箇所に設けられている。
なお、前記補強部21jは、凹形部21の外周壁21bのコーナー部21f、21gには設けられていない。
【0024】
図2、図3(a)に示すように、前記内リブ21iは、凹形部21の外周壁21bの一部を食品収納部22側に突出するように屈曲又は湾曲した形状に形成した部位である。図2等に示すように、このトレー容器20の凹形部21の外周壁21bの前記内リブ21iに対応する位置には、外周壁21bの外周面から窪む溝部21kが形成されている。この溝部21kは突条状の前記内リブ21iに沿って凹形部21の深さ方向に延在している。
図示例のトレー容器20の凹形部21の前記内リブ21iは、具体的には、外周壁21bの一部を該外周壁21b内面側に突出する湾曲形状に形成した部位であり、前記溝部21kは前記内リブ21iに沿って延在する断面半円状の溝状の凹所となっている。
【0025】
さらに、各補強部21jの内リブ21iは、それぞれ、前記外周壁21bから、底壁部21aと外周壁21bとの間のコーナー部(以下、底部コーナー部21n)、及び底壁部21aの外周部にも延在するように形成されている。この内リブ21iは、凹形部21の外周壁21b、底部コーナー部21n、底壁部21a外周部から、凹形部21内側の食品収納部22に臨む内面側に突出する突条状に形成されている。また、前記溝部21kは、凹形部21の外周壁21b、底部コーナー部21n、底壁部21a外周部に、その外面(食品収納部22とは反対側の面)から窪み前記内リブ21iに沿って延在する溝状に形成されている。
底壁部21aの外周部以外の部分は前記リブ21iが形成されていない板状の底板部21mとされている。図示例のトレー容器20において前記底板部21mはその中央部を頂点とするドーム状に湾曲した湾曲板状とされ、底壁部21a外周部から凹形部21内側に張り出すように形成されている。
【0026】
上述のように、各補強部21jのリブ21iがそれぞれ前記外周壁21bから底壁部21aの外周部にも延在するように形成されている構成であれば、各リブ21iによって、底部コーナー部21n及び底壁部21a外周部の強度を高めることができる。しかも、底板部21mの周囲に環状に延在し多数のリブ21iによって強度が高められた底壁部21a外周部が、各凹形部21及びトレー容器20全体を平坦な設置面上に安定設置するための底面21oを形成する構成となっている。
このトレー容器20にあっては、多数のリブ21iによって強度が高められた底部コーナー部21n及び底壁部21a外周部が環状の高強度部を形成することで凹形部21全体の形状安定性を高めることができる。前記高強度部は、後述のようにこのトレー容器20を用いて個食トレー炊飯製法によって無菌包装食品10を製造した場合でも変形が生じにくい。このため、前記高強度部を具備する構成であれば、無菌包装食品10の商品陳列棚上面等の平坦な設置面上での設置安定性を高めることができる。
【0027】
なお、凹形部21の前記底板部21mとしては、上述のようなドーム形のものに限定されず、例えば凹形部21の深さ方向に直交する平板状であっても良い。
【0028】
前記凹形部21の開口縁部23は、前記外周壁21bの底壁部21bとは反対の端部を指す。
前記フランジ部24は、凹形部21の開口縁部23から外側に張り出す板状片である。
隣り合う凹形部21間の連結部25は、前記フランジ部24に連続する板状に形成されている。この連結部25は本発明に係る連結壁部としても機能する。また、この連結部25は前記フランジ部の一部としても機能する。
そして、このトレー容器20は、凹形部21の開口縁部23、フランジ部24、連結部25によって1枚の板状に形成された枠板部26を有し、前記凹形部21は枠板部26から該枠板部26の片面(裏面26a。図3(b)参照)側に突出状態に形成されている。
【0029】
前記枠板部26の前記凹形部21が突出されている裏面26a側とは反対の上面26bには、前記フィルム12が例えば熱溶着(ヒートシール)等によって被着される突部であるフィルム被着用突部26cが、前記食品収納部22の開口部を囲繞する突条状に突設されている。前記フィルム被着用突部26cは具体的にはフランジ部24上に突設されている。
図3(b)仮想線に示すように、前記フィルム12は、前記枠板部26から突出するフィルム被着用突部26cの突端の端面26dに熱溶着等によって被着されて、食品収納部22の開口部をシールする。
なお、フィルム12は、前記フィルム被着用突部26c突端(突端の端面26d)に加えて、例えば枠板部26の上面26bのうち前記フィルム被着用突部26cから外側に位置する部分などに被着しても良い。
【0030】
フィルム12を枠板部26から突出するフィルム被着用突部26c突端の端面26dに被着する構成であれば、トレー容器20上に設けたフィルム12による食品収納部22の開口部のヒートシール時に、フィルム被着用突部26cの全長にわたってその突端の端面26d全体にフィルム12を確実に押し付けることができ、食品収納部22の開口部のシールを確実に行えるといった利点がある。
図示例のフィルム被着用突部26c突端の端面26dはフィルム被着用突部26cの全長にわたって延在する平坦面となっており、フィルム12の被着によるシール性の確保に有利である。また、このフィルム被着用突部26cは、後述のようにこのトレー容器20を用いて個食トレー炊飯製法によって無菌包装食品10を製造する工程におけるフランジ部24、枠状部26の変形を防止または抑制する機能を果たす。
【0031】
図1、図3(a)に示すように、この無菌包装食品10(無菌包装米飯)にあっては、
前記フィルム12をトレー容器20の枠板部26の外周から外側に張り出させた部分であり、当該無菌包装食品10の使用者(消費者)がフィルム12をトレー容器20から引き剥がすために手指で把持するための剥がし操作部12aを有している。この剥がし操作部12aを使用者が手指で把持してトレー容器20の枠板部上面26bから捲り上げるように引っ張り操作することで、フィルム12をトレー容器20から引き剥がす作業を楽に行うことができる。
前記剥がし操作部12aは、複数の凹形部21の個々に対応して設けられている。
【0032】
また、図1、図3(a)に示すように、この無菌包装食品10(無菌包装米飯)にあっては、前記連結部25と前記フィルム12の前記連結部25上面を覆うように設けられた部分とからなる中間壁部27に、該中間壁部27を介して隣り合う凹形部21の間の切り離し用のミシン目27aを有している。このミシン目27aは、前記中間壁部27をその厚み方向に貫通する孔27bを一列に複数配列させて形成されたものである。
前記ミシン目27aは、後述のように、この無菌包装米飯10を個食トレー炊飯製法によって製造する場合に、凹形部21内の精米(生米)の炊飯完了後、トレー容器20上(枠板部26上)にフィルム12を熱溶着して食品収納部22の開口部の密封を完了した状態(中間壁部27が形成された状態)で、例えばカッター等を用いた機械的切断、レーザ切断等によって中間壁部27に形成される。
【0033】
次に、前記無菌包装食品10(無菌包装米飯)を個食トレー炊飯製法によって製造する製造方法の一例(製造方法例)を説明する。
まず、水に浸潰済みの精米(生米。食品原料)を水切りして殺菌済みのトレー容器20の凹形部21内側の食品収納部22内に計量充填する原料充填工程を行い、次いで、前記精米を前記トレー容器20の前記凹形部21に充填状態のままトレー容器20ごと加熱して殺菌する殺菌工程を行う。
この殺菌工程は、例えば凹形部21に精米が充填された状態のトレー容器20を処理チャンバ搬入し、該処理チャンバに導入した高温高圧蒸気によって加熱する。この殺菌工程にあっては、高温高圧蒸気を用いて食品原料(ここでは精米)を120〜145℃で数秒程度の短時間加熱を複数回繰り返すことが好ましい。この殺菌工程では、120〜145℃の高温蒸気を用いて合計24〜64秒の範囲の短時間で1又は複数回の加熱処理を行う。これにより殺菌を完全に行うことができる。
【0034】
前記殺菌工程の完了後、次に、前記精米をトレー容器20の前記凹形部に充填状態のままトレー容器20ごと加熱して調理(炊飯)する加熱調理工程を行い、この加熱調理工程の完了後、トレー容器20の前記凹形部21の内側の食品収納部22内のガスを窒素に置換し、この窒素置換状態を維持したまま食品収納部22の開口部をフィルム12を用いたヒートシールによって密封するシール工程を行う。
その後、炊飯温度(調理温度)よりも若干低い温度(例えば80℃±5℃)で所定時間維持する蒸らし工程を行い、次いで精米を炊飯してなる米飯を常温まで冷却する冷却工程を行う。そして、シール工程にてトレー容器20上(枠板部26)を覆うように設けられたフィルム12の連結部25上を覆うように設けられた部分と連結部25とによって構成された中間壁部27にミシン目27aを形成する(ミシン目形成工程を行う)ことで、無菌包装米飯10が得られる。
【0035】
本発明に係るトレー容器20は、凹形部21の外周壁21bのコーナー部21f、21g以外の箇所(板状壁部21c、外側直壁部21d、湾曲壁部21e)に、複数本のリブ21iを互いに並列に形成してなる補強部21jが分散配置されている構成により、外周壁21bの変形が生じにくい。
上述の無菌包装食品10(無菌包装米飯)の製造方法にあっては、食品を収容する容器として本発明に係る前記トレー容器20を用いているため、殺菌工程や加熱調理工程にてプラスチック製のトレー容器20が加熱されても、その外周壁21bの変形が生じにくい。このため、凹形部21内側の食品収納部22の容量を大きくするために凹形部21の深さを深くしても、フィルム12を熱溶着する枠板部26の変形を防止あるいはシール工程に影響が無い程度に抑えることが可能となり、トレー容器20の凹形部21ひとつあたりの米飯の収容量が100gを超える大容量化を容易に実現できるようになる。
【0036】
また、シール工程、蒸らし工程の後の冷却工程にて、食品収納部22内の気体の収縮(体積減少)によって、トレー容器20の凹形部21の外周壁21bには食品収納部22の中央部に向かう方向の変形力が作用するが、凹形部21の外周壁21bの周方向におけるコーナー部21f、21g以外の部分(板状壁部21c、外側直壁部21d、湾曲壁部21e)の複数箇所に複数本のリブ21iを互いに並列に形成してなる補強部21jが分散配置されている構成であれば、冷却工程での外周壁21bの変形も生じにくくなる。このため、冷却後の製品(無菌包装食品10)におけるトレー容器20の凹形部21の外周壁21bが大きく変形して商品としての見栄えが悪くなるといった不都合が生じにくくなり、外周壁21bの変形による商品価値の低下を避けることが可能となる。
【0037】
冷却後の製品(無菌包装食品10)におけるトレー容器20の凹形部21の外周壁21bの変形に起因する商品としての見栄えを良好に確保する点では、凹形部21のうち、特に、板状壁部21c及びその延在方向両端のコーナー部21f(板壁側コーナー部)以外の部分(以下、側面形成部とも言う)の変形を防止又は抑制することが有効である。このため、凹形部21の外周壁21bの側面形成部については、高い強度を確保できるコーナー部21g(外側コーナー部)以外の部分に補強部21jが設けられている構成とすることにより、冷却工程における外周壁21bの変形を防止又は抑制することが、商品としての外観(見栄え)を良好に確保する点で有効に寄与する。
【0038】
図9(a)、(b)は、比較例(比較例1)のトレー容器90の一例を示す。このトレー容器90は、上述のトレー容器20の凹形部21の外周壁21bから補強部21jを省略した構成になっている。また、図10は、前記トレー容器90を用いて上述の無菌包装食品10の製造方法と同様の個食トレー炊飯製法によって製造した無菌包装米飯90Pを示す斜視図、図11(a)はこの無菌包装米飯90Pを示す平面図、(b)は前記無菌包装米飯90Pを示す正面図である。
図9(a)、(b)〜図11(a)、(b)において、前記トレー容器90の凹形部に符号91、この凹形部91の底壁部に符号91a、外周壁に符号91b、板状壁部に符号91c、外側直壁部に符号91d、湾曲壁部に符号91e、コーナー部に符号91f、91g、底壁部91aと外周壁91bとの間のコーナー部(底部コーナー部)に符号91n、食品収納部に符号92を付記する。また、無菌包装米飯90Pの図1〜図3(a)、(b)を参照して説明した無菌包装食品10と共通の構成部分には共通の符号を付す。
【0039】
図9(a)、(b)において、上述のトレー容器90の凹形部91の外周壁91bはその全周にわたって一定の厚みに形成されている。このトレー容器90の凹形部91の外周壁91bのうち、コーナー部91f、91gは、その構造により、板状壁部91c、外側直壁部91d、湾曲壁部91eに比べて格段に高い曲げ強度(曲げ耐力)を確保できる。
このため、このトレー容器90を用いて上述の無菌包装食品10の製造方法と同様の個食トレー炊飯製法によって無菌包装米飯90Pを製造した場合、殺菌工程や加熱調理工程にてトレー容器90が加熱されたときに、コーナー部91f、91gに比べて曲げ耐力が低い板状壁部91c、外側直壁部91d、湾曲壁部91eの方が変形が生じやすい。
【0040】
また、コーナー部91f、91gに比べて板状壁部91c、外側直壁部91d、湾曲壁部91eの方が、シール工程、蒸らし工程の後の冷却工程での食品収納部22内の気体の収縮(体積減少)による変形を受けやすい。図11(a)、(b)に仮想線で示すように、冷却工程による板状壁部91c、外側直壁部91d、湾曲壁部91eの変形は、凹形部91内面側に膨出する形状の変形部91pとして形成される傾向がある。変形部91pのサイズが大きいと、製品(商品)外観に与える影響(見栄えが悪くなる)が大きくなる。
【0041】
なお、凹形部91の底壁部91aと外周壁91bとの間の底部コーナー部91n、フランジ部24と外周壁91bとの境界部、連結部25と外周壁91bとの境界部は、凹形部91の外周壁91bの板状壁部91c、外側直壁部91d、湾曲壁部91eに比べて格段に高い曲げ強度を確保できる。
しかしながら、板状壁部91c、外側直壁部91d、湾曲壁部91eに高い変形耐力を確保することが難しいため、殺菌工程や加熱調理工程での板状壁部91c、外側直壁部91d、湾曲壁部91eの変形を抑えることが容易でなく、この変形が大きい場合、枠板部26の変形を招き、シール工程による食品収納部22の開口部のシール性の確保に影響を与えることとなる。また、冷却工程等での板状壁部91c、外側直壁部91d、湾曲壁部91eの変形によって凹形部91の底壁部91aも変形すると、平坦面上に設置したときの安定性(設置安定性)を損ない、例えば複数積み重ねておくことが容易でなくなる等の不都合を招く。
【0042】
凹形部91の外周壁91bの板状壁部91c、外側直壁部91d、湾曲壁部91eの強度を高める方法のひとつとして外周壁91bの厚みを大きく(厚くする)ことが考えられるが、例えばシール工程後の冷却工程での食品収納部22内の気体の収縮(体積減少)による板状壁部91c、外側直壁部91d、湾曲壁部91eの変形を防止するには外周壁91bの厚みをかなり大きくする必要があり、大幅なコストアップを要することとなる。
【0043】
これに対して本発明に係るトレー容器20は、凹形部21の外周壁21bの板状壁部21c、外側直壁部21d、湾曲壁部21eに補強部21jを設けた構成であるため、例えば外周壁21の厚みを大きくするといった対策を採らなくても凹形部21の外周壁21bに高い形状安定性を確保できる。このため、図9(a)、(b)等を参照して説明したトレー容器90を用いる場合に比べて、殺菌工程や加熱調理工程での枠板部26の変形を防止あるいはシール工程に影響が無い程度に抑えることを容易に実現できる。その結果、凹形部21の深さを深くして、トレー容器20の凹形部21ひとつあたりの米飯の収容量を増大するといったことも容易となる。
また、冷却工程における外周壁21bの板状壁部21c、外側直壁部21d、湾曲壁部21eの変形の防止あるいは抑制についても、外周壁21の厚みを大きくするといった対策を採らなくても容易に実現できるようになる。
【0044】
また、前記トレー容器20は、多数のリブ21iによって強度が高められた底部コーナー部21n及び底壁部21a外周部が環状の高強度部を形成することで凹形部21全体の形状安定性を高めることができることも、外周壁21bの板状壁部21c、外側直壁部21d、湾曲壁部21eの変形の防止あるいは抑制に有効に寄与する。
また、トレー容器20の凹形部21の底壁部21a外周部については、該トレー容器20を用いて個食トレー炊飯製法によって前記無菌包装食品10を製造したときの変形をほぼ完全に防止でき、底面21oの歪みを確実に防ぐことができるため、商品陳列棚上面等の平坦な設置面上での設置安定性を確実に確保できることも言うまでも無い。
【0045】
ところで、トレー容器20の凹形部21の外周壁21bの板状壁部21c、外側直壁部21d、湾曲壁部21eに補強部21jを設けることは、凹形部21の外周壁21bの全周にわたって曲げ強度の均等化を図る点で有効である。
すなわち、凹形部外周壁にリブを形成していない、図9(a)、(b)に例示したトレー容器90の場合、凹形部外周壁の変形が生じるのは、コーナー部91f、91gに比べて曲げ強度が低い板状壁部91c、外側直壁部91d、湾曲壁部91eである。また、本発明者の鋭意検討の結果、凹形部外周壁の変形は、板状壁部91c、外側直壁部91d、湾曲壁部91eのうち板状壁部91cに生じやすいことを把握できている(例えば後述の試験1−3)。これは、湾曲壁部91eに比べて、板状壁部91c、外側直壁部91dの方が曲げ強度が低いこと、板状壁部91cの方が外側直壁部91dに比べて、凹形部91の深さ方向に直交する方向の寸法(延在方向寸法)が格段に大きく、板状壁部91cの延在両端のコーナー部91f(板壁側コーナー部)から該板状壁部91c中央部までの距離が、外側直壁部91dの延在方向両端のコーナー部91g(外側コーナー部)から該外側直壁部91d中央部までの距離に比べてかなり大きいこと、に起因するものと考えられる。
【0046】
また、本発明者の検証の結果、凹形部外周壁91bの変形は、外周壁91bのうち曲げ耐力の弱い部分に集中的に発生するものと考えられる。
無菌包装食品を製造(サンプル作製)した後のトレー容器の凹形部外周壁91bに見られる変形は、主としてシール工程、蒸らし工程の後の冷却工程での食品収納部32内の気体の収縮(体積減少)に起因する変形であるものと考えられ、外周壁のうち、食品収納部22内の気体の収縮により最初に変形を開始した箇所から変形が進行していく傾向があるものと考えられる。
【0047】
図3(a)、(b)に示すように、本発明に係るトレー容器20は、凹形部21の外周壁21bはその周方向の複数箇所にコーナー部21f、21gを有しており、しかも外周壁21bの周方向においてコーナー部間に位置する区間の全て(すなわち、図示例のトレー容器20の場合は板状壁部21c、外側直壁部21d、一対の湾曲壁部21e)に補強部21jを設けた構成により、外周壁にリブを形成していない既述のトレー容器90に比べて、凹形部21の外周壁21bの全周にわたって曲げ強度(曲げ耐力)の均等化が図られた構成になっている。
【0048】
しかも、トレー容器20の凹形部21の外周壁21bは、外側直壁部21dについてはその延在方向全体に補強部21jが設けられ、板状壁部21cについてはその延在方向(外周壁周方向)の互いに離隔した3箇所に補強部21jが設けられ、外周部21bのうち、冷却工程での食品収納部22内の気体の収縮によって変形が、板状壁部21jの補強部21j以外の所に位置する平板状部分に集中的に生じる構成とされている。
【0049】
板状壁部21cは、いわば、冷却工程での食品収納部22内の気体の収縮に伴い変形する部分が複数の補強部21jによって区分けされた構成になっており、冷却工程での食品収納部22内の気体の収縮に伴い、外周壁21b周方向における補強部21j同士間に位置する部分、コーナー部21fと補強部21jとの間に位置する部分が、それぞれ変形する可能性があるが、板状壁部21c全体については補強部21jによって変形耐力が高められる結果、無菌包装食品10外観に影響を与えるような大きな変形が生じることを回避できる。
【0050】
また、板状壁部21cの外周壁21b周方向における補強部21j同士間に位置する平板状部分、コーナー部21fと補強部21jとの間に位置する平板状部分に変形が生じると、それによって凹形部21の内外の圧力差が緩和されることになり、外周壁21bの他の部分、特に側面形成部の変形を防止できる。これにより、外周壁21bの板状壁部21c及びその延在方向両端のコーナー部21f以外の部分、すなわち外周壁21bにおいて板状壁部21cに比べて無菌包装食品10外観に与える影響が大きい部分の変形を防止あるいは殆ど変形が生じないように抑えることが可能となり、外観の見栄えの良い製品(無菌包装食品10)の安定供給が可能となる。
【0051】
つまり、図2、図3(a)、(b)に示す図示例のトレー容器20の凹形部21の外周壁21bは、外側直壁部21dの外周壁21b周方向全長、湾曲壁部21eのコーナー部21f側の端部に、それぞれ補強部21jが形成されており、板状壁部21cのうち、外周壁21b周方向における補強部21j同士間に位置する部分、及びコーナー部21fと補強部21jとの間に位置する部分のみが平板状になっており、この部分が外周壁21bにおいて最も変形しやすい部分となっている。
このため、冷却工程での食品収納部22内の気体の収縮に伴う外周壁21bの変形を、板状壁部21cの外周壁21b周方向における補強部21j同士間に位置する部分、コーナー部21fと補強部21jとの間に位置する部分に限定することができ、外周壁21bの板状壁部21c以外の部分の変形を防止する効果がより確実に得られるようになっている。
【0052】
なお、湾曲壁部21eには、その外周壁21b周方向におけるコーナー部21f(板壁側コーナー部)側の端部と、コーナー部21g(外側コーナー部)側の端部とに補強部21jが形成されているが、湾曲壁部21eのコーナー部21f側の端部は非常に緩やかな曲率で湾曲形成されており、凹形部21bの深さ方向に直交する直線(仮想直線)に沿って延在する壁部(本発明に係る直壁部)に近い構成となっている。この部分に補強部21jを形成した構成は、外周壁21bの側面形成部全体の曲げ強度の均等化に寄与する。
【0053】
(補強部を具備するトレー容器の別態様)
上述のトレー容器20では、補強部21jとして、凹形部21の外周壁21bのうち内リブ21iを複数本並列に形成した部位を例示したが、本発明に係るトレー容器の補強部としては、例えば図4、図5(a)、(b)に示すトレー容器30のように、補強部を構成するリブを、凹形部31の外周壁31b外側に突出し凹形部31の深さ方向(図5(b)上下方向)に延在する突条状の複数本のリブ31i(以下、外リブとも言う)に変更した構成とすることも可能である。
【0054】
図4、図5(a)、(b)に示すトレー容器30は、既述のトレー容器20の凹形部21の内リブ21iを外リブ31iに変更した点のみが既述のトレー容器20と異なる。このトレー容器30は、内リブ21i及び溝部21kにかえて外リブ31i及び溝部31kを有している点以外は、既述のトレー容器20と同様の構成になっている。
図5(a)に示すように、このトレー容器30の凹形部31の外周壁31bの外リブ31i及び溝部31k以外の部分の平面視形状は、既述のトレー容器20の凹形部21の外周壁21bの内リブ21i及び溝部21k以外の部分と同じになっている。
【0055】
図4、図5(a)、(b)に示すように、このトレー容器30の凹形部31は、底壁部31aと、該底壁部31aの外周から立ち上げるように周設された外周壁31bとを具備する。前記外周壁31bは、板状壁部31cと、外側直壁部31dと、一対の湾曲壁部31eと、この一対の湾曲壁部31eと板状壁部31cとの間のコーナー部31f(板壁側コーナー部)と、一対の湾曲壁部31eと外側直壁部31dとの間のコーナー部31g(外側コーナー部)とを具備している。
外周壁31b周方向における外リブ31iの形成位置は、既述のトレー容器20の外周壁21bにおける内リブ21iの形成位置と同じになっている。
【0056】
図4、図5(a)、(b)に示すトレー容器30の凹形部31は、外周壁31b周方向において既述のトレー容器20の補強部21jと同じ位置に、複数本の前記外リブ31iからなる補強部31jが設けられた構成になっている。
前記外リブ31iは、凹形部31の外周壁31bの一部を該外周壁31b外側に張り出すように屈曲又は湾曲した形状に形成したものである。前記外周壁31bの前記外リブ31iに対応する位置には、該外周壁31bの内周面から窪む溝部31kが形成されている。この溝部31kは、突条状の前記外リブ31iに沿って凹形部31の深さ方向に延在している。
図4に示すように、図示例のトレー容器30の凹形部31の前記外リブ31iは、具体的には、外周壁31bの一部を該外周壁31b外側に突出する湾曲形状に形成した部位であり、前記溝部31kは前記外リブ31iに沿って延在する断面半円状の溝状の凹所となっている。
【0057】
このトレー容器30の外リブ31iは、凹形部31の外周壁31bから底壁部31aの外周部に延在するように形成されている。
前記底壁部31aは、その外周部から内側部分がドーム形の底板部21mとされている。前記外リブ31iは、凹形部31の外周壁31bから、底壁部31aと外周壁31bとの間の底部コーナー部31n、及び前記底壁部31aの前記底板部21m外側に張り出す外周部の食品収納部32とは反対側の面にも延在形成されている。そして、前記外リブ31iの前記底壁部31a外周部に形成された部分が、凹形部31を平坦な設置面上に安定に設置するための底部を形成している。この底部は、前記底壁部31a外周部に形成された複数本の外リブ31iの前記底壁部31aからの突出端部が、凹形部31の深さ方向に直交する平坦面な仮想面(底面31o)に配列された構成になっている。
【0058】
このトレー容器30にあっては、多数の外リブ31iによって強度が高められた底部コーナー部31n及び底壁部31a外周部が環状の高強度部を形成することで凹形部31全体の形状安定性を高めることができる。
また、このトレー容器30を、個食トレー炊飯製法による無菌包装食品(例えば無菌包装米飯)の製造に用いた場合でも、殺菌工程、加熱調理工程、冷却工程にて外周壁31bに変形が生じることを防止あるいは抑制することができる。
【0059】
(補強部を具備していないトレー容器の例)
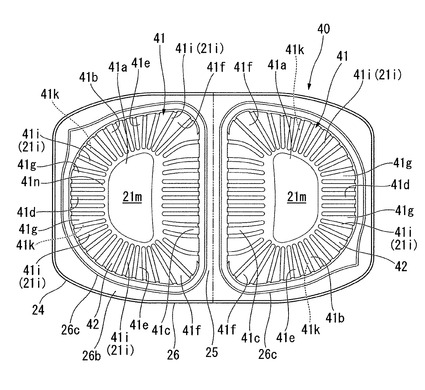
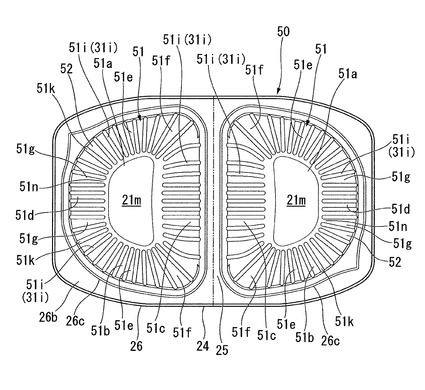
本発明に係るトレー容器の凹形部としては、図6に示すトレー容器40、図7に示すトレー容器50のように、凹形部41、51の外周壁41b、51bの全周にわたって内リブ41iあるいは外リブ51iを形成した構成も採用可能である。
なお、図6に示すトレー容器40の外周壁41bのリブは内リブ41i、図7に示すトレー容器50の外周壁51bのリブは外リブ51iである。
【0060】
図6に示すトレー容器40は、図2、図3(a)、(b)に例示したトレー容器20の凹形部21の外周壁21b周方向における内リブ21i及び溝部21kの形成位置を変更した点のみが既述のトレー容器20と異なる。このトレー容器40の内リブ21iに図中符号41i、溝部21kに図中符号41kを付記する。
このトレー容器40は、その凹形部41の外周壁41bの全周にわたって多数の内リブ41iを外周壁周方向に互いに間隔をあけて形成した構成になっている。
このトレー容器40の凹形部41の外周壁41bの内リブ41i及び溝部41k以外の部分の平面視形状は、既述のトレー容器20の凹形部21の外周壁21bの内リブ21i及び溝部21k以外の部分と同じになっている。このトレー容器40の内リブ41i及び溝部41k以外の構成は既述のトレー容器20と同様になっている。
【0061】
図6に示すように、このトレー容器40の凹形部41は、底壁部41aと、該底壁部41aの外周から立ち上げるように周設された外周壁41bとを具備する。前記外周壁41bは、板状壁部41cと、外側直壁部41dと、一対の湾曲壁部41eと、この一対の湾曲壁部41eと板状壁部41cとの間のコーナー部41f(板壁側コーナー部)と、一対の湾曲壁部41eと外側直壁部41dとの間のコーナー部41g(外側コーナー部)とを具備している。また、底壁部41aの底板部21mの周囲(外側)の外周部の外面、すなわち、凹形部41内側の食品収納部42とは反対側の面が、この凹形部41の底面として機能する。
内リブ41iは、外周壁41bの、板状壁部41c、外側直壁部41d、一対の湾曲壁部41e、コーナー部41f、41gにそれぞれ形成されている。また、各内リブ41iは、外周壁41bから、該外周壁41bと底壁部41aとの間の底部コーナー部41n及び底壁部41aの底板部21mの周囲(外側)の外周部にも延在形成されている。
【0062】
前記内リブ41iは、凹形部41の外周壁41b、底部コーナー部41n、底壁部41a外周部から、凹形部41内側の食品収納部42に臨む内面側に突出する突条状に形成されている。また、凹形部41には、外周壁41b、底部コーナー部41n、底壁部41a外周部に、その外面(食品収納部42とは反対側)から窪み前記内リブ41iに沿って延在する溝部41kが形成されている。
【0063】
一方、図7に示すトレー容器50は、図6に示すトレー容器40の内リブ41iを外リブ31iに変更したものであり、外リブ31iを採用した点以外の構成は、図6に示すトレー容器40と同様になっている。このトレー容器50の外リブ31iに図中符号51i、溝部31kに符号51kを付記する。
このトレー容器50は、その凹形部51の外周壁51bの全周にわたって多数の外リブ51iを外周壁51b周方向に互いに間隔をあけて形成した構成になっている。
このトレー容器50の凹形部51の外周壁51bの外リブ51i及び溝部51k以外の部分の平面視形状は、既述のトレー容器40の凹形部41の外周壁41bの内リブ21i及び溝部21k以外の部分と同じになっている。このトレー容器50の外周壁51b周方向における外リブ51iの形成位置は、図6のトレー容器40における内リブ41iの形成位置と同じである。
【0064】
図7に示すように、このトレー容器50の凹形部51は、底壁部51aと、該底壁部51aの外周から立ち上げるように周設された外周壁51bとを具備する。前記外周壁51bは、板状壁部51cと、外側直壁部51dと、一対の湾曲壁部51eと、この一対の湾曲壁部51eと板状壁部51cとの間のコーナー部51f(板壁側コーナー部)と、一対の湾曲壁部51eと外側直壁部51dとの間のコーナー部51g(外側コーナー部)とを具備している。
【0065】
外リブ51iは、外周壁51bの、板状壁部51c、外側直壁部51d、一対の湾曲壁部51e、コーナー部51f、51gにそれぞれ形成されている。また、各外リブ51iは、外周壁51bから、該外周壁51bと底壁部51aとの間の底部コーナー部51n及び底壁部51aの底板部51mの周囲(外側)の外周部にも延在形成されている。
そして、前記外リブ51iの前記底壁部51a外周部に形成された部分が、凹形部51を平坦な設置面上に安定に設置するための底部を形成している。この底部は、底壁部51a外周部に形成された複数本の外リブ51iの底壁部51aからの突出端部が凹形部51の深さ方向に直交する平坦な仮想面(底面)に配列された構成になっている。
【0066】
前記外リブ51iは、凹形部51の外周壁51b、底部コーナー部51n、底壁部51a外周部から、凹形部51内側の食品収納部52とは反対の外面側に突出する突条状に形成されている。また、凹形部51には、外周壁51b、底部コーナー部51n、底壁部51a外周部に、その食品収納部52に臨む内面から窪み前記外リブ51iに沿って延在する溝部51kが形成されている。
【0067】
このトレー容器40、50の場合、リブ41i、51iは外周壁41b、51bの全周にわたって多数並列形成されており、補強部21j、31jを具備するトレー容器20、31の凹形部21、31に比べて、凹形部41、51の底部コーナー部31n、41n及び底壁部41a、51aの外周部におけるリブ41i、51iの形成位置の偏在が小さいため、例えば図1〜図5(a)、(b)に例示したトレー容器20、30の凹形部に比べて底壁部41a、51a外周部の形状安定性をさらに高めることができる。
【0068】
但し、内リブ21i、外リブ31iは、外周壁41b、51bのコーナー部41f、41g、51f、51gに比べて外周壁41b、51bの他の部分の方が、外周壁41b、51b周方向における形成密度が高く(平均配列ピッチが小さく)なるように形成されている。
また、外周壁41b、51bの湾曲壁部91eに比べて板状壁部41c、51cの方が、外周壁41b、51b周方向におけるリブの形成密度が高く(平均配列ピッチが小さく)なっている。
【0069】
このトレー容器40、51の凹形部41、51は、外周壁41b、51b周方向におけるリブの配置が、コーナー部におけるリブの形成密度をMc、前記湾曲壁部におけるリブの形成密度をMw、前記直壁部におけるリブの形成密度をMsとしたとき、Mc<Mw、Mw<Ms、Mc<Msを満たす。
図6、図7に示すトレー容器40、50は、このように、外周壁41b、51b周方向におけるリブの形成密度(コーナー部、湾曲壁部、直壁部のそれぞれにおけるリブの平均配列ピッチ)が一様でなく、リブの形成密度が互いに異なる部分を有することで、外周壁全体の曲げ強度の均等化を図った構成となっている。
【0070】
補強部21j、31jを具備する既述のトレー容器20、30の凹形部21、31は、補強部21j、31jが外周壁21bの周方向のコーナー部を除く複数箇所に互いに離隔させて分散配置された構成であり、外周壁21b、31b周方向において補強部21j、31j間にリブが設けられていない部分が存在する構成となっている。補強部21j、31jは、いわば、トレー容器40、50の凹形部41、51に比べて狭い範囲に複数本のリブを集合形成して局所的に非常に高い曲げ強度を得られるようにした部分であり、外周壁の前記補強部の周囲に位置する部分の変形をも該補強部によって防止又は抑制するものである。
これに対して、図6、図7に示すトレー容器40、50は外周壁41b、51bの全周にわたって多数のリブが外周壁周方向に互いに間隔を開けて配列形成された構成であるため、凹形部41、51におけるリブの形成本数を既述のトレー容器20、30の凹形部21、31におけるリブの形成本数に比べて多くしなくても、外周壁41b、51bの全周にわたって満遍なく外周壁41b、51bの強度アップを図ることを容易に実現できる。したがって、このトレー容器40、50によれば、個食トレー炊飯製法による無菌包装食品の製造に使用した場合に、外周壁41b、51bの全周にわたってその変形を防止又は抑制することを容易に実現でき、外周壁41b、51bの局所的な変形を防止できる。
【0071】
なお、リブは、必ずしも外周壁41b、51bの全周にわたって設ける必要はなく、例えば、外周壁41b、51bのコーナー部91f、91g以外の部分に、凹形部の深さ方向に直交する直線(仮想直線)に沿って延在する直壁部(板状壁部91c、外側直壁部91d)に比べて湾曲壁部91eの方が形成密度が低くなるようにして並列に配列形成しても良い。
【0072】
また、例えば、凹形部の外周壁41b、51bの全周にわたって多数のリブが隙間無く連続的に形成された構成であると、外周壁周方向における曲げ強度の均等化のためには、外周壁周方向におけるリブの形成密度の違いに応じてリブのサイズを変更する等の対応が必要になり、凹形部の構造が複雑化するため、トレー容器を製造するための金型のコストの上昇、トレー容器の樹脂成形精度の確保のための製造条件管理(例えば成形樹脂の温度管理等)が複雑になる等の不都合を招く上、リブサイズが不揃いであることがら凹形部外観の見栄えも悪くなるといった問題がある。
これに対して、上述のトレー容器40、50のように、凹形部の外周壁41b、51bの全周にわたって多数のリブが外周壁周方向に互いに間隔を開けて形成された構成であれば、リブのサイズを不揃いにする必要がなく、製造も容易であり、製造コストを抑えることもできる。
【0073】
(凹形部の他の態様)
また、本発明に係るトレー容器の凹形部としては、例えばトレー容器20、30の凹形部21、31の板状壁部21cから補強部を省略した平板状の板状壁部を有する構成等も採用可能である。
板状壁部は、凹形部外周壁の側面形成部に比べて商品外観に与える影響が小さいため、この板状壁部への補強部の形成を省略してトレー容器を製造するための金型の単純化を図ることで、コストダウンが容易となる。
このトレー容器の場合、凹形部の外周壁周方向における補強部の形成位置は、外周壁の側面形成部の外周壁周方向における複数箇所(但しコーナー部を除く)となる。側面形成部が1以上の直壁部を有するものである場合は、全ての直壁部に補強部を設けることが好ましい。また、側面形成部が、ひとつの湾曲壁部のみで形成されている場合は該湾曲壁部の外周壁周方向に沿う延在方向の複数箇所に補強部を分散配置することが好ましい。側面形成部が1以上のコーナー部と複数の湾曲壁部とで構成されている場合は、各湾曲壁部に補強部を設けた構成とすることが好ましい。いずれもの場合も、補強部は、側面形成部全体の曲げ強度の均等化を図るようにその形成位置を設定する。
【0074】
トレー容器の凹形部は、板状壁部に補強部を設ける場合、板状壁部に補強部を設けない場合のいずれの場合でも、その外周壁のうち、側面形成部のコーナー部以外の外周壁周方向の1又は複数箇所に補強部を設ける構成により、外周壁の板状壁部以外の部分の曲げ強度の均等化を容易に図ることができる。これにより、製品(無菌包装食品)の外周壁の側面形成部に変形(殺菌工程、加熱調理工程、冷却工程にて生じる変形)が生じることを防止することができ、当該部分に生じる変形が製品外観に影響を与えるといった不都合を防止できる。
【0075】
また、本発明に係るトレー容器の凹形部としては、補強部として内リブ21iによって構成された補強部21jのみを具備する構成、外リブ31iによって構成された補強部31iのみを具備する構成を採用できるが、さらに、内リブ21iのみからなる補強部21j及び外リブ31iのみからなる補強部31jの両方を具備する構成のものも含む。
また、トレー容器の凹形部の外周壁の周方向における補強部の形成位置は、補強部が外周壁の周方向の2以上の箇所に分散配置された構成であれば良く、補強部の形成数に応じて適宜設定できる。
【0076】
なお、トレー容器の2つの凹形部の間の連結部は、2つの凹形部に繋がった状態に形成されているため、凹形部外周壁の板状壁部以外の部分から延出する片持ち状態の突片であるフランジ部に比べて変形しにくい。連結部は、板状壁部を含む凹形部外周壁全体が大きく変形しない限り、フィルム12を用いてヒートシールするシール工程に影響するような変形を生じない。
但し、連結部は、凹形部外周壁の板状壁部以外の部分に突設されているフランジ部と連続する板状に形成されているため、板状壁部が変形しなくても、凹形部外周壁の板状壁部以外の部分の変形によって該部分に突設されているフランジ部が変形すれば、その影響を受けてシール工程に影響するような変形を生じ得る。凹形部外周壁の板状壁部以外の部分及び該部分に突設されているフランジ部の変形が小さく(あるいは変形が無い)、板状壁部に変形が生じた場合は、板状壁部が大きく変形し、連結部にかなり強い変形力が作用しない限り、連結部にシール工程に影響するような変形は生じない。
【0077】
本発明に係るトレー容器、すなわち凹形部の外周壁に多数のリブ(内リブ21i又は外リブ31i)が形成された構成のトレー容器を、個食トレー炊飯製法による無菌包装米飯の製造に用いた場合は、凹形部に形成されている内リブ21i間の凹溝部21hあるいは外リブ31iに対応して凹形部外周壁内面から窪むように形成された溝部31kによって、凹形部内の食品原料(食材。ここでは精米)と凹形部外周壁内面との間に僅かな隙間を確保することが可能である。これにより、殺菌工程や、加熱調理工程にて、凹形部内側(食品収納部)に加圧加熱蒸気の対流が生じやすくなり、凹形部内の食品原料(精米)全体に蒸気が行き渡って殺菌や加熱調理をむら無く行うことができる。また、凹形部内の食品原料の加熱調理の均一性を容易に確保でき、凹形部内の精米全体を確実に所望温度に加熱できるため食感、香味に優れた米飯を容易に得ることができるようになる。
また、各リブが凹形部の底壁部外周部にまで延在形成されていることも、凹形部内側での蒸気の対流の形成に有効に寄与することは言うまでも無い。
米飯以外の調理済み食品を凹形部内に収容した構成の無菌包装食品を個食トレー炊飯製法を応用して製造する場合も、凹形部に形成されているリブが、凹形部内の食品原料全体の殺菌性、調理均一性の確保に有効に寄与することは言うまでも無い。
【0078】
また、本発明に係るトレー容器を用いて個食トレー炊飯製法によって製造した無菌包装米飯であれば、外周壁に形成された多数のリブによって、凹形部内側の食品収納部内の米飯が凹形部内面に密着することが防がれ、食品収納部からの米飯の取り出しを楽に行えるといった利点がある。
食品収納部内の米飯の取り出しを容易にする点では、図1〜図5(a)、(b)に例示したトレー容器20、30のように、凹形部外周壁にリブを複数並列に形成してなる補強部を外周壁周方向の3以上の箇所に具備する構成のトレー容器を採用することが特に有利である。このトレー容器の場合は、補強部において隣り合う内リブ21i間の凹溝部21hあるいは外リブ31iに対応して凹形部外周壁内面から窪むように形成された溝部31kによって、補強部の形成範囲のほぼ全体を米飯の凹形部内面に対する密着度が低い領域とすることができ、これにより凹形部内からの米飯の取り出しを容易に行える。
図6、図7に例示したトレー容器40、50についても、外周壁のリブ(外リブの場合は溝部31k)が米飯の凹形部内面に対する密着度を低下させる機能を果たし、米飯の取り出しを容易にする効果を得ることができる。
【0079】
本発明に係るトレー容器の凹形部の平面視形状(換言すれば食品収納部の平面視形状)は図3(a)、(b)に例示した台形状に限定されず、例えば、矩形状、楕円状、三角形状等も採用可能である。
また、本発明に係るトレー容器としては、凹形部を1つのみ、3以上有する構成のものも採用可能である。また、各凹形部の平面視形状(換言すれば食品収納部の平面視形状)も適宜選択可能である。凹形部の外周壁としては、コーナー部が存在せず湾曲壁部及び直壁部のみからなる構成(例えば、平面視楕円状の外周壁であり、その長軸方向中央部が直壁部とされた構成のもの等)、湾曲壁部が存在せずコーナー部及び直壁部のみからなる構成(例えば平面視矩形状、三角形状等)も採用可能である。さらに、例えば、緩やかに湾曲する3又は4本の湾曲壁部と、湾曲壁部同士を繋ぐコーナー部とからなる平面視概略三角形状あるいは概略矩形状の外周壁のように、直壁部が存在せずコーナー部及び湾曲壁部のみからなる構成のものも採用可能である。
【0080】
外周壁の補強手段として複数のリブからなる補強部を採用する場合は、外周壁のコーナー部以外の部分の周方向の複数箇所に補強部を形成した構成とする。
また、補強手段として凹形部外周壁の周方向に複数のリブを互いに間隔をあけて形成する構成を採用する場合は、前記コーナー部におけるリブの形成密度をMc、前記湾曲壁部におけるリブの形成密度をMw、前記直壁部におけるリブの形成密度をMsとしたとき、Mc<Mw、Mw<Ms、Mc<Msのうちの1以上を満たす構成とする。
【0081】
例えば、図8に示すトレー容器60のように、いわば、既述の図3(a)、(b)等を参照して説明したトレー容器20の2つの凹形部21を互いに連通させ一体化した構造の平面視細長形状の凹形部61をひとつのみ有する構成のものも採用可能である。このトレー容器60の凹形部61は、該凹形部61の平面視長手方向(図8左右)両側に、コーナー部21g、湾曲壁部21e、外側直壁部21dからなる一対の台形状外周壁61b1、61b2が、凹形部61の平面視長手方向中央部に互いに平行に設けられた一対の中央直壁部61c1(直壁部)の両側にそれぞれ連続するようにして設けられ、中央直壁部61c1を介して対向配置された構成の平面視細長の外周壁61bを有している。この外周壁61bは、細長形状の底壁部61aの外周全周から立ち上げるように立設されている。
【0082】
また、このトレー容器60の凹形部61は、外周壁61bのコーナー部21g以外の各部、すなわち、湾曲壁部21e、外側直壁部21d、中央直壁部61c1に補強部21jが設けられ、外周壁61b全体の曲げ強度の均等化が図られた構成になっている。前記補強部21jの内リブ21iは、底壁部61aと外周壁61bとの間の底部コーナー部61n及び底壁部61a外周部にも延在形成されている。
【0083】
本発明に係るトレー容器としては、図8に例示したトレー容器の内リブ21iにかえて外リブ31iを採用した構成、内リブ21iあるいは外リブ31iを外周壁周方向の全周にわたって互いに間隔をあけて配列形成した構成も採用可能である。
【0084】
本発明に係るトレー容器、無菌包装食品、無菌包装食品の製造方法は、トレー容器の凹形部に食品(調理済み食品)として米飯を収容した構成の無菌包装食品(無菌包装米飯)の個食トレー炊飯製法による製造に適用することに限定されず、パスタ食品、その他の麺類、粥等の各種デンプン系食品に幅広く適用可能である。
【0085】
(検証試験)
本発明者は、本発明に係る実施例のトレー容器、比較例のトレー容器を用いて性能試験を行った。
【0086】
(試験1)
以下の実施例1−6、比較例1,2のトレー容器をそれぞれ複数用意し、個食トレー炊飯製法によって無菌包装米飯を製造し、製造後のトレー容器の変形状態(外観)を目視観察した。
【0087】
(実施例1)
図2、図3(a)、(b)のトレー容器20の2つの凹形部21の板状壁部21cから補強部21jを省略しリブの無い平板状の板状壁部を有する構成としたトレー容器を用いて個食トレー炊飯製法によって無菌包装米飯を製造した。
このトレー容器の外周壁の厚みは1.2mm、凹形部内側の食品収納部の容量(食品収納部ひとつあたりの容量)が115mm3(115mL)、2つの凹形部の容量の合計が230mm3(230mL)である。
この凹形部内側の食品収納部の容量は、後述の実施例2−6、比較例1、2についても共通である。
【0088】
このトレー容器は全体として細長に形成されており、2つの凹形部は該トレー容器の長手方向に互いに離隔した位置に形成されている。このトレー容器の長手方向寸法は、後述の実施例3のトレー容器(図2、図3(a)、(b)に例示したトレー容器20)の長手方向寸法L(図3(a)参照)と同じであり175mmである。また、図3(a)、(b)に示すように実施例3のトレー容器20は、その平面視長手方向に直交する幅方向の寸法W(図3(a)参照)が115mm、凹形部21の深さDが40mmとなっている。これら長手方向寸法L、幅方向寸法W、深さDは、実施例1、2、4−6、比較例1、2についても共通である。
【0089】
無菌包装米飯の製造は、トレー容器の2つの凹形部にそれぞれ炊飯後150g相当の精米及び水を充填して、殺菌工程、加熱調理工程、シール工程、蒸らし工程、冷却工程、ミシン目形成工程を行った。
トレー容器の2つの凹形部にそれぞれ炊飯後150gの米飯相当の精米及び水を充填して、殺菌工程、加熱調理工程、シール工程、蒸らし工程、冷却工程、ミシン目形成工程を行い無菌包装米飯を得ることは、後述の実施例2−6、比較例1、2についても共通である。実施例1−6、比較例1、2は、互いのトレー容器の構成のみが異なり、それぞれのトレー容器を用いた無菌包装米飯の製造に係る殺菌温度、加熱調理時の加熱温度等の製造条件は既述の製造方法例(無菌包装食品の製造方法の一例)にしたがって同じに揃えた。
【0090】
(実施例2)
実施例1のトレー容器の補強部を変更し、各凹形部の外周壁の板状壁部以外の部分の全周にわたって多数のリブ(外リブ)を並列に形成した構成のトレー容器を採用した。各リブは外周壁から凹形部の底壁部外周部に延在するように形成されている。このトレー容器は、図7に示すトレー容器50の外周壁50b周方向において板状壁部51cに形成されているリブ20pを省略(該当のリブ20pの底壁部51aに形成されている部分も省略)した形状、構造のものである。
また、このトレー容器の外周壁の厚みは1.2mmである。
このトレー容器を用いて実施例1と同様の条件で個食トレー炊飯製法によって無菌包装米飯を製造した。
【0091】
(実施例3)
図3(a)、(b)に示す形状、構造のトレー容器を採用した。
このトレー容器の外周壁の厚みは1.05mmである。
このトレー容器を用いて実施例1と同様の条件で個食トレー炊飯製法によって無菌包装米飯を製造した。
【0092】
(実施例4)
実施例3のトレー容器の外周壁の厚みを1.20mmに変更した構成のトレー容器を採用して、実施例1と同様の条件で個食トレー炊飯製法によって無菌包装米飯を製造した。
【0093】
(実施例5)
図7と同様の形状、構造のトレー容器を採用した。
このトレー容器の外周壁の厚みは1.05mmである。
このトレー容器を用いて実施例1と同様の条件で個食トレー炊飯製法によって無菌包装米飯を製造した。
【0094】
(実施例6)
実施例5のトレー容器の外周壁の厚みを1.20mmに変更した構成のトレー容器を採用して、実施例1と同様の条件で個食トレー炊飯製法によって無菌包装米飯を製造した。
【0095】
(比較例1)
図10、図11(a)、(b)に示す形状、構造のトレー容器、すなわち、凹形部外周壁にリブを形成していない構成のトレー容器を採用した。
このトレー容器の外周壁の厚みは1.1mmである。
このトレー容器を用いて実施例1と同様の条件で個食トレー炊飯製法によって無菌包装米飯を製造した。
【0096】
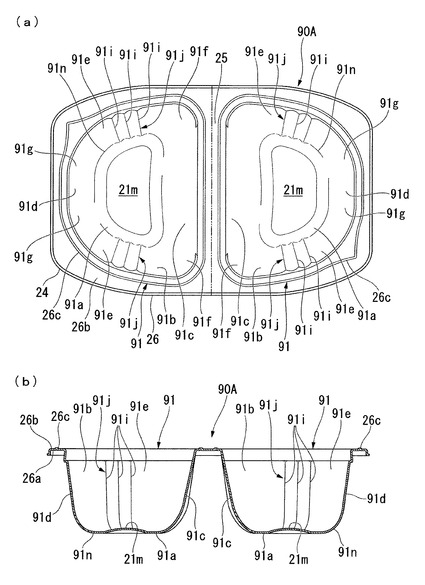
(比較例2)
図12(a)、(b)に示すように、図9(a)、(b)のトレー容器90の各凹形部91の一対の湾曲壁部91eの外周壁91b周方向中央部に、3本の内リブ91iを互いに並行に形成してなる補強部91jをそれぞれ1つずつ形成してなるトレー容器90Aを採用して、実施例1と同様の条件で個食トレー炊飯製法によって無菌包装米飯を製造した。
このトレー容器の外周壁の厚みは1.1mmである。
また、前記内リブ91iは、凹形部91の外周壁91bのみに上下方向に延在するように形成した。この内リブ91iは凹形部91の底壁部91aには延在形成されていない。
【0097】
比較例1、2では、図11(a)、(b)に仮想線で示すように、無菌包装米飯のトレー容器の凹形部91の外周壁91bの板状壁部91c、外側直壁部91d、湾曲壁部91eのいずれか1以上に大きい凹み(変形部91p)が形成された。特に、板状壁部91cには、シール工程、蒸らし工程の後の冷却工程での食品収納部22内の気体の収縮(体積減少)に起因すると見られる大きい変形部91pが形成される。フランジ部24も湾曲している。
【0098】
実施例1では、凹形部の外周壁のうち、互いに離隔して設けられている2つの凹形部の互いに対面する部分に互いに並行するように形成されている板状壁部の中央部のみに凹みが形成された。この凹みは、比較例1、2の板状壁部91cの凹みと比較して視覚的に目立ちにくく感じるものであった。フランジ部の湾曲は見られなかった。
凹形部の外周壁のうち板状壁部のみに凹みが形成されることは実施例2−6でも同様であった。但し、実施例2、3では板状壁部の凹みの大きさが実施例1とほぼ同等であったのに対し、実施例4では実施例1−3に比べて凹みのサイズが小さかった。また、実施例5の板状壁部の凹みは実施例4と同程度の大きさであったが、実施例6の凹みは実施例4、5に比べて明らかに小さいものであった。
また、実施例2−6でもフランジ部の湾曲は見られなかった。
【0099】
上述のことから、凹形部の外周壁の周方向の2箇所のみに補強部を設けた比較例2では、外周壁の変形抑制効果が確認できなかったが、実施例1−6はいずれも、比較例1、2との比較で凹形部外周壁の変形抑制効果が得られていることが明らかであった。
また、実施例4−6の板状壁部の変形抑制効果が高いことが明らかになった。
【0100】
(試験2)
上述の実施例1−6、比較例1、2のトレー容器の凹形部の深さをそれぞれ50mmに変更した構成のトレー容器(実施例7−12、比較例3、4のトレー容器)を採用し、トレー容器の2つの凹形部にそれぞれ炊飯後200gの米飯相当の精米及び水を充填して、実施例1と同様の条件で個食トレー炊飯製法によって無菌包装米飯(実施例7−12、比較例3、4の無菌包装米飯)を製造した。
比較例3、4では凹形部外周壁に大きい凹みが形成され、一部のサンプル品(無菌包装米飯)にはトレー容器に破損が生じているものもあった。
実施例7−12については、トレー容器に破損を生じたものは無く、また、凹形部外周壁には板状壁部のみに凹みが形成された。実施例7−9の板状壁部の凹みは比較例3、4の板状壁部の凹みと比較して視覚的に目立ちにくく感じるものであった。実施例10、11の板状壁部の凹みは実施例7−9に比べてサイズが小さく、実施例12の板状壁部の凹みのサイズはさらに小さいものであった。
なお、実施例1−6、比較例1、2についても、トレー容器の破損は見られなかった。
【0101】
(試験3)
上述の実施例1−6、比較例1、2のトレー容器の凹形部の深さをそれぞれ30mmに変更した構成のトレー容器(実施例13−18、比較例5、6のトレー容器)を採用し、トレー容器の2つの凹形部にそれぞれ炊飯後120gの米飯相当の精米及び水を充填して、実施例1と同様の条件で個食トレー炊飯製法によって無菌包装米飯(実施例13−18、比較例5、6の無菌包装米飯)を製造した。
比較例5、6では凹形部外周壁に大きい凹みが形成されることが確認された。サンプル品(無菌包装米飯)の破損は見られなかった。
実施例13−18については、トレー容器に破損を生じたものは無く、また、凹形部外周壁には板状壁部のみに凹みが形成された。実施例13−15の板状壁部の凹みは比較例5、6の板状壁部の凹みと比較して視覚的に目立ちにくく感じるものであった。実施例116、17の板状壁部の凹みは実施例13−15に比べてサイズが小さく、実施例18の板状壁部の凹みのサイズはさらに小さいものであった。
【0102】
上述の試験1及び試験2、3の結果から、実施例はいずれも、比較例との比較で凹形部外周壁の変形抑制効果が得られていることが明らかであった。
【符号の説明】
【0103】
10…無菌包装食品、11…米飯、12…フィルム、12a…剥がし操作部、
20…食品包装用トレー形容器、21…凹形部、21a…底壁部、21b…外周壁、21c…直壁部(板状壁部)、21d…直壁部(外側直壁部)、21e…湾曲壁部、21f,21g…コーナー部、21h…凹溝部、21i…リブ、内リブ)、21j…補強部、21k…溝部、21m…底板部、21n…底部コーナー部、21o…底面、22…食品収納部、23…開口縁部、24…フランジ部、25…連結部、26…枠板部、26a…裏面、26b…上面、26c…フィルム被着用突部、26d…(フィルム被着用突部の)端面、27…中間壁部、27a…ミシン目、
30…食品包装用トレー形容器、31…凹形部、31a…底壁部、31b…外周壁、31c…直壁部(板状壁部)、31d…直壁部(外側直壁部)、31e…湾曲壁部、31f,31g…コーナー部、31i…リブ、外リブ)、31k…溝部、31n…底部コーナー部、31o…底面、32…食品収納部、
40…食品包装用トレー形容器、41…凹形部、41a…底壁部、41b…外周壁、41c…直壁部(板状壁部)、41d…直壁部(外側直壁部)、41e…湾曲壁部、41f,41g…コーナー部、41i…リブ、内リブ)、41k…溝部、41n…底部コーナー部、42…食品収納部、
50…食品包装用トレー形容器、51…凹形部、51a…底壁部、51b…外周壁、51c…直壁部(板状壁部)、51d…直壁部(外側直壁部)、51e…湾曲壁部、51f,51g…コーナー部、51i…リブ、外リブ)、51k…溝部、51n…底部コーナー部、52…食品収納部、
60…食品包装用トレー形容器、61…凹形部、61a…底壁部、61b…外周壁、61c…直壁部(中央直壁部)、61n…底部コーナー部、
S…隙間。
【技術分野】
【0001】
本発明は、米飯等の調理済み食品の無菌包装に用いられる食品包装用トレー形容器、それを用いた無菌包装食品、無菌包装食品の製造方法に関する。
【背景技術】
【0002】
調理済み食品をレトルトパウチ、プラスチック製のトレー形容器といった容器を用いて無菌包装した無菌包装食品は、電子レンジや湯煎などによる簡易加熱で喫食可能であることから市場に広く出回るようになってきている。この種の無菌包装食品としては、現在、例えば白飯、赤飯、具入りご飯、粥、雑炊等の米飯加工食品の他、カレーやシチュー等の流動性食品などにも応用され、多くの種類が市販されている。
【0003】
この種の無菌包装食品は食品の無菌包装(いわゆる商業的無菌性を確保した包装状態)を実現するため、その製造上、食品の殺菌が必須である。例えば米飯の無菌包装の場合、米飯の殺菌を完全にするには加圧加熱殺菌を行う必要がある。しかしながら、通常の炊飯条件を超える高温高圧下で強く殺菌すると米飯に与えるダメージが大きくなり、食感が失われたり、黄色く変色するといった問題がある。逆に、加圧加熱殺菌を弱く行うと、通常の炊飯に近い美味しい米飯を得ることができるが、微生物による汚染が発生することが危惧される。
【0004】
例えば、通常のレトルトパウチ米飯では115〜120℃、20〜50分間の加熱殺菌が行われるが、米飯の炊き立ての食味や香りの維持が容易でないのが実情である。また、製造工程及び流通過程において、米粒の結着や潰れが生じやすくなる、テクスチャー(歯ごたえ、舌触り、のど越しなど)を損ねることが知られていた。
また、釜炊きした米飯を容器に無菌的に充填する方法(以下、釜炊き無菌充填法とも言う)も広く実施されている。しかし、この釜炊き無菌充填法では、製品及び包材について高度な菌数管理が必要であるといった問題を抱えている。
【0005】
そこで、水に浸潰済みの精米(生米)を水切りしてトレー形容器内に計量充填し、それを容器ごと高温高圧蒸気で加熱処理(殺菌工程)を行った後、容器に炊き水を充填して炊飯(炊飯工程)を行う方法(以下、個食トレー炊飯製法とも言う)が提案されている(例えば特許文献1)。この方法では、例えば140〜145℃の高温で合計24〜64秒の範囲の短時間で1又は複数回の加熱処理により殺菌を完全に行うことができ、釜炊き無菌充填法に比べて大掛かりな無菌充填施設を必要とすることなく(製造ラインも省スペース化できる)より安全な無菌包装食品を提供できる。また、100℃程度(例えば100〜105℃)での炊飯を行えるため食品素材の香味を損なうことがなく商品価値の高い無菌包装食品を製造できるといった利点が指摘されている(例えば特許文献2)。また、レトルトパウチ米飯に比べて、殺菌工程、炊飯工程における加圧加熱のムラが少なくなるといった利点もある。なお、上述の殺菌工程における加熱温度、炊飯時の加熱温度は一例であり、殺菌工程、炊飯は、上述よりも若干低い温度で行うことも可能である。
また、この無菌包装食品の製造方法(個食トレー炊飯製法)は、米飯に限らずパスタ食品にも適用でき(例えば特許文献3)、麺類や粥等のデンプン系食品に幅広く適用可能であることが知られている。
【0006】
上述の個食トレー炊飯製法の場合、原料米の炊飯後、無菌環境下でフィルム等の蓋体を用いて容器開口部をシールすることで、製品(以下、無菌包装米飯とも言う)が得られる。また、この無菌包装米飯については、米飯を収容する凹形部が複数形成されたトレー形容器を用い、このトレー形容器の前記凹形部間に位置する部分及び蓋体に分割用のミシン目を形成して、切り離しによってユーザーが一部の凹形部に収容されている米飯だけ消費し、他の凹形部を開封せずに米飯を保存できるようにした技術も開発されている。この無菌包装米飯用のトレー形容器に関しては以下の特許文献4−7の技術が存在する。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特許第2838198号公報
【特許文献2】特許第3020837号公報
【特許文献3】特開2007−289052号公報
【特許文献4】特開2009−023690号公報
【特許文献5】特開2008−302950号公報
【特許文献6】特開2001−301736号公報
【特許文献7】特開2002−059971号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、従来の無菌包装米飯用のトレー形容器にあっては、容量を大きくするために米飯収容用の凹形部の深さを深くすると、加圧加熱蒸気によって殺菌工程を行った際にプラスチック製の容器の強度低下による容器側壁(凹形部の側壁)の曲がりが生じやすくなる。そして、容器側壁が曲がってしまい、これに伴い、米飯収容用凹形部の開口部の周囲のフランジ部にも曲がりが生じて、フィルム等の蓋体の前記フランジ部への取り付けによる前記開口部の密閉が困難になることがあり、製品を安定して生産できないとの問題点が指摘されていた。このため、例えば個々の凹形部の米飯収容量が大きいほど、無菌包装米飯の製品歩留まりが低下し、安定量産が困難となる傾向があった。
また、個食トレー炊飯製法による製品(無菌包装米飯)製造にあっては、炊飯完了後にフィルム等の蓋体を用いて米飯収容用凹形部の開口部を密閉(シール工程)した後、炊飯温度(調理温度)よりも若干低い温度で所定時間維持する蒸らし工程を行い、次いで冷却工程を行うが(例えば特許文献2、図1等参照)、冷却工程の際、米飯収容用凹形部内の気体の体積減少に伴い容器側壁に曲がりが生じやすく、容器側壁の変形(曲がり)が製品(商品)外観に与える影響(見栄えが悪くなる)が無視できない大きさとなるケースも多く発生するといった問題があった。
【0009】
本発明は、前記課題に鑑みて、容量を大きくするために食品収容用の凹形部の深さを深くしても前記凹形部の外周壁の変形が生じにくく、無菌包装食品の生産安定性を確保でき、凹形部外周壁の変形が製品(商品)外観に影響を与えることを防止あるいは抑制して凹形部外周壁の変形による商品価値の低下を防ぐことができる、食品包装用トレー形容器、無菌包装食品、無菌包装食品の製造方法の提供を目的としている。
【課題を解決するための手段】
【0010】
上記課題を解決するために、本発明では以下の構成を提供する。
第1の発明は、調理済みの食品の無菌包装に用いられるプラスチック製のトレー形容器であって、前記食品を収容するための凹形部を有し、前記凹形部の外周壁は、その周方向において湾曲状態に延在する湾曲壁部、コーナー部、前記凹形部の深さ方向に直交する直線に沿って延在する直壁部から選択される2以上を有し、しかも前記コーナー部以外の部分の周方向の2以上の箇所に、前記凹形部の深さ方向に沿って延在するリブが複数並列に形成された補強部を有することを特徴とする食品包装用トレー形容器を提供する。
第2の発明は、調理済みの食品の無菌包装に用いられるプラスチック製のトレー形容器であって、前記食品を収容するための凹形部を有し、前記凹形部の外周壁は、その周方向において湾曲状態に延在する湾曲壁部、コーナー部、前記凹形部の深さ方向に直交する直線に沿って延在する直壁部から選択される2以上を有し、しかも前記湾曲壁部、前記コーナー部、前記直壁部のうち前記外周壁を構成する2以上に前記凹形部の深さ方向に沿って延在するリブが複数並列に形成され、前記外周壁周方向における前記リブの形成密度が、前記コーナー部における前記形成密度をMc、前記湾曲壁部における前記形成密度をMw、前記直壁部における前記形成密度をMsとしたとき、Mc<Mw、Mw<Ms、Mc<Msのうちの1以上を満たすことを特徴とする食品包装用トレー形容器を提供する。
第3の発明は、
前記凹形部の外周壁が直壁部を有するものである第1又は2の発明の食品包装用トレー形容器であって、前記凹形部を複数有し、隣り合う凹形部の間が連結部を介して繋がっており、隣り合う凹形部は、その外周壁の隣り合う凹形部間に確保された隙間を介して互いに対面する部分に互いに並行に延在し前記直壁部として機能する板状壁部を有し、前記外周壁は前記板状壁部を含む1以上の直壁部と、前記板状壁部の延在方向両側に設けられたコーナー部とを有するとともに、該外周壁のうち前記板状壁部及び該板状壁部の延在方向両側の前記コーナー部を除いた部分である側面形成部が、湾曲壁部、コーナー部、直壁部から選択される2以上によって構成され、しかも該側面形成部及び前記板状壁部のうち少なくとも前記側面形成部に前記リブが形成されていることを特徴とする食品包装用トレー形容器を提供する。
第4の発明は、前記凹形部は底壁部の外周から立ち上げるように前記外周壁が周設された構成になっており、前記リブは前記外周壁から前記底壁部の外周部にも延在するように形成されていることを特徴する第1〜3のいずれかの発明の食品包装用トレー形容器を提供する。
第5の発明は、前記リブが、前記凹形部の外周壁からその内面側に突出するように形成されていることを特徴する第1〜4のいずれかの発明の食品包装用トレー形容器を提供する。
第6の発明は、前記リブが、前記凹形部の外周壁からその外面側に突出するように形成されていることを特徴する第1〜5のいずれかの発明の食品包装用トレー形容器を提供する。
第7の発明は、さらに、前記凹形部の開口縁部から外側に張り出すように突設されたフランジ部を有することを特徴する第1〜6のいずれかの発明の食品包装用トレー形容器を提供する。
第8の発明は、第1〜7のいずれかの発明の食品包装用トレー形容器の前記凹形部に調理済み食品が収容され、前記凹形部の内側の食品収納部の開口部が、前記凹形部の開口縁部及び/又は該開口縁部から外側に張り出すように突設されたフランジ部に被着されたフィルムによって塞がれていることを特徴とする無菌包装食品を提供する。
第9の発明は、前記食品包装用トレー形容器は前記凹形部を複数有し、隣り合う凹形部の間が連結壁部を介して繋がっており、隣り合う凹形部の間の切り離し用のミシン目が、前記連結壁部と該連結壁部上面を覆うように設けられた前記フィルムとを貫通する複数の孔によって形成されていることを特徴とする第8発明の無菌包装食品を提供する。
第10の発明は、前記調理済み食品がデンプン系食品であることを特徴とする第8又は9発明の無菌包装食品を提供する。
第11の発明は、前記調理済み食品が米飯であることを特徴とする第10発明の無菌包装食品を提供する。
第12の発明は、第1〜7のいずれかの発明の食品包装用トレー形容器の凹形部内に食品原料を充填する原料充填工程と、この原料充填工程の後、前記食品原料を前記食品包装用トレー形容器の前記凹形部に充填状態のまま加熱して殺菌する殺菌工程と、この殺菌工程を完了した前記食品原料を前記食品包装用トレー形容器の前記凹形部に充填状態のまま前記食品包装用トレー形容器ごと加熱して調理する加熱調理工程と、この加熱調理工程の完了後、前記食品包装用トレー形容器の前記食品収納部内の調理済み食品の温度を60℃以上に保った状態で、前記食品包装用トレー形容器の前記凹形部の内側の食品収納部の開口部を前記凹形部の開口縁部及び/又は該開口縁部から外側に張り出すように突設されたフランジ部へのフィルムの被着によって密封するシール工程を具備し、前記シール工程の完了後に前記調理済み食品を常温まで冷却させることを特徴とする無菌包装食品の製造方法を提供する。
【発明の効果】
【0011】
本発明によれば、凹形部外周壁に凹形部の深さ方向に沿って延在するリブが複数並列に形成されている構成により、容量を大きくするために凹形部の深さを深くしても無菌包装食品の製造工程における前記凹形部の外周壁の変形が生じにくくなる。このため、無菌包装食品の生産安定性を確保できる。また、凹形部外周壁の変形が製品(無菌包装食品)外観に影響を与えることを防止あるいは抑制できるから、凹形部外周壁の変形が製品(無菌包装食品)の外観(見栄え)に影響を与えて商品価値を低下させるといった不都合を防ぐことができ、見栄え(外観)が良く商品価値を担保できる製品(商品)の製造を容易に実現できる。
さらに、本発明では、複数のリブからなる補強部の凹形部外周壁の周方向における形成位置(第1の発明)、あるいは凹形部外周壁の周方向におけるリブの形成密度の違い(第2の発明)によって、凹形部外周壁の周方向全体あるいは特に無菌包装食品外観に与える影響が大きい部分の曲げ強度の均等化を図ることで、リブの形成数を抑えることができ、凹形部外周壁の変形の防止又は抑制を低コストで実現できる。
【図面の簡単な説明】
【0012】
【図1】本発明に係る1実施形態の無菌包装食品(無菌包装米飯)を示す斜視図である。
【図2】図1の無菌包装食品の製造に用いられる食品包装用トレー形容器を示す斜視図である。
【図3】図2の食品包装用トレー形容器の構成を示す図であって、(a)は平面図、(b)は正断面図である。
【図4】本発明に係る食品包装用トレー形容器の別態様を示す図であって、凹形部の外周壁に、互いに並行に形成された複数本の外リブ(外周壁外面側に突出するリブ)からなる補強部を設けた構成の食品包装用トレー形容器の一例を示す斜視図である。
【図5】図4の食品包装用トレー形容器の構成を示す図であって、(a)は平面図、(b)は正断面図である。
【図6】本発明に係る食品包装用トレー形容器の別態様を示す図であって、凹形部の外周壁の周方向全周にわたって複数本の内リブ(外周壁内面側に突出するリブ)を互いに並行に形成した構成の食品包装用トレー形容器の一例を示す斜視図である。
【図7】本発明に係る食品包装用トレー形容器の別態様を示す図であって、凹形部の外周壁の周方向全周にわたって複数本の外リブ(外周壁内面側に突出するリブ)を互いに並行に形成した構成の食品包装用トレー形容器の一例を示す斜視図である。
【図8】本発明に係る食品包装用トレー形容器の別態様を示す図であって、凹形部をひとつだけ有する構成の食品包装用トレー形容器の一例を示す平面図である。
【図9】比較例(比較例1)の食品包装用トレー形容器の構成を示す図であって、(a)は平面図、(b)は正断面図である。
【図10】図9の食品包装用トレー形容器を用いて個食トレー炊飯製法によって製造した無菌包装米飯を示す斜視図である。
【図11】図10の無菌包装米飯を示す図であって、(a)は平面図、(b)は正面図である。
【図12】比較例(比較例2)の食品包装用トレー形容器の構成を示す図であって、(a)は平面図、(b)は正断面図である。
【発明を実施するための形態】
【0013】
以下、本発明に係る食品包装用トレー形容器、無菌包装食品、無菌包装食品の製造方法の1実施形態について、図面を参照して説明する。
まず、図1に示す無菌包装食品10、及びこの製造に用いる食品包装用トレー形容器20(以下、トレー容器とも言う)について説明する。
なお、図1、図2、図3(b)において、図中上側を上、下側を下として説明する。
【0014】
図1、図2、図3(a)、(b)に示すように、前記無菌包装食品10は、プラスチック製のトレー容器20に形成されている食品収容用の凹形部21に調理済み食品として米飯11(デンプン系食品)が収容され、前記トレー容器20の前記凹形部21の内側の食品収納部22の開口部が、該開口部の周囲に位置する前記凹形部21の開口縁部23から外側に張り出すように突設されたフランジ部24に被着されたフィルム12によって塞がれた構成になっている。以下、この無菌包装食品10を無菌包装米飯とも言う。
【0015】
図2、図3(a)、(b)は前記トレー容器20を説明する図である。
以下、トレー容器20の構成を具体的に説明する。
前記トレー容器20はプラスチック製の一体成形品である。
トレー容器20の材質としては、例えばポリエチレンテレフタレート等のポリエステル系樹脂、ポリプロピレン、ポリエチレン等のポリオレフィン系樹脂など、この種の容器に一般に使用されているものと同じ材質を採用できる。
【0016】
一方、フィルム12も、この種の容器の凹形部内側の食品収納部の開口部の密閉のためのヒートシールに一般に用いられている汎用のものを採用できる。このフィルム12としては、例えば二軸延伸ポリエチレンテレフタレートフィルム、二軸延伸ナイロンフィルムといったフィルム基材の片面に、ポリプロピレン等の樹脂層からなるシーラント層を形成したものを用いることができる。
【0017】
このトレー容器20は前記凹形部21を2つ有し、隣り合う凹形部21の間が連結部25を介して繋がった概略構成となっている。
図2、図3(a)、(b)に示すように、前記凹形部21は、底壁部21aと、該底壁部21aの外周から立ち上げるように周設された外周壁21bとを具備する。この凹形部21の内側の食品収納部22は、食品(米飯11)が入っていないときには空間となっている。
【0018】
前記トレー容器20の2つの凹形部21は、前記連結部25を介して互いに離隔して設けられている。また、各凹形部21は、その外周壁21bの、隣り合う凹形部21間に確保された溝状の隙間Sを介して互いに対面する部分に、互いに並行に延在する板状壁部21cを有している。この板状壁部21cは、トレー容器20の平面視(図3(a)参照)において、凹形部21の深さ方向(図3(b)上下方向)に垂直の直線(仮想直線)に沿って延在するように形成されており、本発明に係る直壁部として機能する。
【0019】
図2、図3(a)に示すように、各凹形部21の外周壁21bは、前記板状壁部21cと、前記食品収納部22を介して前記板状壁部21cと対向する位置に該板状壁部21cと並行するように形成された直壁部である外側直壁部21dと、前記板状壁部21cの外周壁21b周方向における延在方向両端と前記外側直壁部21dの前記外周壁21bの周方向における延在方向両端との間に設けられ、トレー容器20の平面視(図3(a)参照)において該外周壁21bの周方向に湾曲状態に延在する一対の湾曲壁部21eとを具備している。
前記外側直壁部21dは、凹形部21の深さ方向(図3(b)上下方向)に垂直の直線(仮想直線)に沿って延在するように形成されている。板状壁部21cと外側直壁部21dとは、それぞれ、凹形部20内側の食品収納部22を介して互いに平行に延在する仮想直線に沿って形成されている。
【0020】
前記外側直壁部21dは、その前記外周壁21bの周方向における延在方向寸法を前記板状壁部21cよりも短くしてある。そして、凹形部21は、トレー容器20の平面視(図3(a)参照)において略台形状に形成されている。また、トレー容器20の平面視(図3(a)参照)において凹形部21の底壁部21aも略台形状に形成されている。
なお、板状壁部21cの外周壁21b周方向における延在方向両端と湾曲壁部21eとの間、外側直壁部21dの外周壁21b周方向における延在方向両端と湾曲壁部21eとの間には、それぞれ、外周壁21bの周方向において該外周壁21bの一部が前記湾曲壁部21eに比べて格段に小さい湾曲半径を以て湾曲形成された部分であるコーナー部21f、21gが設けられている。
【0021】
また、図3(a)、(b)等に示すように、各凹形部21の外周壁21bは、底壁部21a側からその反対側(開口縁部23の側)へ行くに従って平面視形状が次第に大きくなるテーパ状に形成されている。
【0022】
図2、図3(a)に示すように、前記トレー容器20の前記凹形部21は、その外周壁21bの周方向のうちコーナー部21f、21g以外の部分(板状壁部21c、外側直壁部21d、湾曲壁部21e)の複数箇所(図示例では8箇所)に、該外周壁21bの内面側(食品収納部22内側)に突出し該凹形部21の深さ方向に沿って延在する突条状のリブ21i(以下、内リブとも言う)が複数並列に形成された部位である補強部21を有する構成となっている。前記補強部21jは、外周壁21bの周方向において互いに離隔させて分散配置されている。
【0023】
前記補強部21jは、外周壁21bの、板状壁部21c、2つの湾曲壁部21e、外側直壁部21dのそれぞれに設けられている。
図示例のトレー容器20において前記補強部21jは、板状壁部21cの延在方向(外周壁21b周方向に沿う方向)の3箇所、外側直壁部21dの延在方向全体、各湾曲壁部21eの延在方向2箇所、の計8箇所に設けられている。
なお、前記補強部21jは、凹形部21の外周壁21bのコーナー部21f、21gには設けられていない。
【0024】
図2、図3(a)に示すように、前記内リブ21iは、凹形部21の外周壁21bの一部を食品収納部22側に突出するように屈曲又は湾曲した形状に形成した部位である。図2等に示すように、このトレー容器20の凹形部21の外周壁21bの前記内リブ21iに対応する位置には、外周壁21bの外周面から窪む溝部21kが形成されている。この溝部21kは突条状の前記内リブ21iに沿って凹形部21の深さ方向に延在している。
図示例のトレー容器20の凹形部21の前記内リブ21iは、具体的には、外周壁21bの一部を該外周壁21b内面側に突出する湾曲形状に形成した部位であり、前記溝部21kは前記内リブ21iに沿って延在する断面半円状の溝状の凹所となっている。
【0025】
さらに、各補強部21jの内リブ21iは、それぞれ、前記外周壁21bから、底壁部21aと外周壁21bとの間のコーナー部(以下、底部コーナー部21n)、及び底壁部21aの外周部にも延在するように形成されている。この内リブ21iは、凹形部21の外周壁21b、底部コーナー部21n、底壁部21a外周部から、凹形部21内側の食品収納部22に臨む内面側に突出する突条状に形成されている。また、前記溝部21kは、凹形部21の外周壁21b、底部コーナー部21n、底壁部21a外周部に、その外面(食品収納部22とは反対側の面)から窪み前記内リブ21iに沿って延在する溝状に形成されている。
底壁部21aの外周部以外の部分は前記リブ21iが形成されていない板状の底板部21mとされている。図示例のトレー容器20において前記底板部21mはその中央部を頂点とするドーム状に湾曲した湾曲板状とされ、底壁部21a外周部から凹形部21内側に張り出すように形成されている。
【0026】
上述のように、各補強部21jのリブ21iがそれぞれ前記外周壁21bから底壁部21aの外周部にも延在するように形成されている構成であれば、各リブ21iによって、底部コーナー部21n及び底壁部21a外周部の強度を高めることができる。しかも、底板部21mの周囲に環状に延在し多数のリブ21iによって強度が高められた底壁部21a外周部が、各凹形部21及びトレー容器20全体を平坦な設置面上に安定設置するための底面21oを形成する構成となっている。
このトレー容器20にあっては、多数のリブ21iによって強度が高められた底部コーナー部21n及び底壁部21a外周部が環状の高強度部を形成することで凹形部21全体の形状安定性を高めることができる。前記高強度部は、後述のようにこのトレー容器20を用いて個食トレー炊飯製法によって無菌包装食品10を製造した場合でも変形が生じにくい。このため、前記高強度部を具備する構成であれば、無菌包装食品10の商品陳列棚上面等の平坦な設置面上での設置安定性を高めることができる。
【0027】
なお、凹形部21の前記底板部21mとしては、上述のようなドーム形のものに限定されず、例えば凹形部21の深さ方向に直交する平板状であっても良い。
【0028】
前記凹形部21の開口縁部23は、前記外周壁21bの底壁部21bとは反対の端部を指す。
前記フランジ部24は、凹形部21の開口縁部23から外側に張り出す板状片である。
隣り合う凹形部21間の連結部25は、前記フランジ部24に連続する板状に形成されている。この連結部25は本発明に係る連結壁部としても機能する。また、この連結部25は前記フランジ部の一部としても機能する。
そして、このトレー容器20は、凹形部21の開口縁部23、フランジ部24、連結部25によって1枚の板状に形成された枠板部26を有し、前記凹形部21は枠板部26から該枠板部26の片面(裏面26a。図3(b)参照)側に突出状態に形成されている。
【0029】
前記枠板部26の前記凹形部21が突出されている裏面26a側とは反対の上面26bには、前記フィルム12が例えば熱溶着(ヒートシール)等によって被着される突部であるフィルム被着用突部26cが、前記食品収納部22の開口部を囲繞する突条状に突設されている。前記フィルム被着用突部26cは具体的にはフランジ部24上に突設されている。
図3(b)仮想線に示すように、前記フィルム12は、前記枠板部26から突出するフィルム被着用突部26cの突端の端面26dに熱溶着等によって被着されて、食品収納部22の開口部をシールする。
なお、フィルム12は、前記フィルム被着用突部26c突端(突端の端面26d)に加えて、例えば枠板部26の上面26bのうち前記フィルム被着用突部26cから外側に位置する部分などに被着しても良い。
【0030】
フィルム12を枠板部26から突出するフィルム被着用突部26c突端の端面26dに被着する構成であれば、トレー容器20上に設けたフィルム12による食品収納部22の開口部のヒートシール時に、フィルム被着用突部26cの全長にわたってその突端の端面26d全体にフィルム12を確実に押し付けることができ、食品収納部22の開口部のシールを確実に行えるといった利点がある。
図示例のフィルム被着用突部26c突端の端面26dはフィルム被着用突部26cの全長にわたって延在する平坦面となっており、フィルム12の被着によるシール性の確保に有利である。また、このフィルム被着用突部26cは、後述のようにこのトレー容器20を用いて個食トレー炊飯製法によって無菌包装食品10を製造する工程におけるフランジ部24、枠状部26の変形を防止または抑制する機能を果たす。
【0031】
図1、図3(a)に示すように、この無菌包装食品10(無菌包装米飯)にあっては、
前記フィルム12をトレー容器20の枠板部26の外周から外側に張り出させた部分であり、当該無菌包装食品10の使用者(消費者)がフィルム12をトレー容器20から引き剥がすために手指で把持するための剥がし操作部12aを有している。この剥がし操作部12aを使用者が手指で把持してトレー容器20の枠板部上面26bから捲り上げるように引っ張り操作することで、フィルム12をトレー容器20から引き剥がす作業を楽に行うことができる。
前記剥がし操作部12aは、複数の凹形部21の個々に対応して設けられている。
【0032】
また、図1、図3(a)に示すように、この無菌包装食品10(無菌包装米飯)にあっては、前記連結部25と前記フィルム12の前記連結部25上面を覆うように設けられた部分とからなる中間壁部27に、該中間壁部27を介して隣り合う凹形部21の間の切り離し用のミシン目27aを有している。このミシン目27aは、前記中間壁部27をその厚み方向に貫通する孔27bを一列に複数配列させて形成されたものである。
前記ミシン目27aは、後述のように、この無菌包装米飯10を個食トレー炊飯製法によって製造する場合に、凹形部21内の精米(生米)の炊飯完了後、トレー容器20上(枠板部26上)にフィルム12を熱溶着して食品収納部22の開口部の密封を完了した状態(中間壁部27が形成された状態)で、例えばカッター等を用いた機械的切断、レーザ切断等によって中間壁部27に形成される。
【0033】
次に、前記無菌包装食品10(無菌包装米飯)を個食トレー炊飯製法によって製造する製造方法の一例(製造方法例)を説明する。
まず、水に浸潰済みの精米(生米。食品原料)を水切りして殺菌済みのトレー容器20の凹形部21内側の食品収納部22内に計量充填する原料充填工程を行い、次いで、前記精米を前記トレー容器20の前記凹形部21に充填状態のままトレー容器20ごと加熱して殺菌する殺菌工程を行う。
この殺菌工程は、例えば凹形部21に精米が充填された状態のトレー容器20を処理チャンバ搬入し、該処理チャンバに導入した高温高圧蒸気によって加熱する。この殺菌工程にあっては、高温高圧蒸気を用いて食品原料(ここでは精米)を120〜145℃で数秒程度の短時間加熱を複数回繰り返すことが好ましい。この殺菌工程では、120〜145℃の高温蒸気を用いて合計24〜64秒の範囲の短時間で1又は複数回の加熱処理を行う。これにより殺菌を完全に行うことができる。
【0034】
前記殺菌工程の完了後、次に、前記精米をトレー容器20の前記凹形部に充填状態のままトレー容器20ごと加熱して調理(炊飯)する加熱調理工程を行い、この加熱調理工程の完了後、トレー容器20の前記凹形部21の内側の食品収納部22内のガスを窒素に置換し、この窒素置換状態を維持したまま食品収納部22の開口部をフィルム12を用いたヒートシールによって密封するシール工程を行う。
その後、炊飯温度(調理温度)よりも若干低い温度(例えば80℃±5℃)で所定時間維持する蒸らし工程を行い、次いで精米を炊飯してなる米飯を常温まで冷却する冷却工程を行う。そして、シール工程にてトレー容器20上(枠板部26)を覆うように設けられたフィルム12の連結部25上を覆うように設けられた部分と連結部25とによって構成された中間壁部27にミシン目27aを形成する(ミシン目形成工程を行う)ことで、無菌包装米飯10が得られる。
【0035】
本発明に係るトレー容器20は、凹形部21の外周壁21bのコーナー部21f、21g以外の箇所(板状壁部21c、外側直壁部21d、湾曲壁部21e)に、複数本のリブ21iを互いに並列に形成してなる補強部21jが分散配置されている構成により、外周壁21bの変形が生じにくい。
上述の無菌包装食品10(無菌包装米飯)の製造方法にあっては、食品を収容する容器として本発明に係る前記トレー容器20を用いているため、殺菌工程や加熱調理工程にてプラスチック製のトレー容器20が加熱されても、その外周壁21bの変形が生じにくい。このため、凹形部21内側の食品収納部22の容量を大きくするために凹形部21の深さを深くしても、フィルム12を熱溶着する枠板部26の変形を防止あるいはシール工程に影響が無い程度に抑えることが可能となり、トレー容器20の凹形部21ひとつあたりの米飯の収容量が100gを超える大容量化を容易に実現できるようになる。
【0036】
また、シール工程、蒸らし工程の後の冷却工程にて、食品収納部22内の気体の収縮(体積減少)によって、トレー容器20の凹形部21の外周壁21bには食品収納部22の中央部に向かう方向の変形力が作用するが、凹形部21の外周壁21bの周方向におけるコーナー部21f、21g以外の部分(板状壁部21c、外側直壁部21d、湾曲壁部21e)の複数箇所に複数本のリブ21iを互いに並列に形成してなる補強部21jが分散配置されている構成であれば、冷却工程での外周壁21bの変形も生じにくくなる。このため、冷却後の製品(無菌包装食品10)におけるトレー容器20の凹形部21の外周壁21bが大きく変形して商品としての見栄えが悪くなるといった不都合が生じにくくなり、外周壁21bの変形による商品価値の低下を避けることが可能となる。
【0037】
冷却後の製品(無菌包装食品10)におけるトレー容器20の凹形部21の外周壁21bの変形に起因する商品としての見栄えを良好に確保する点では、凹形部21のうち、特に、板状壁部21c及びその延在方向両端のコーナー部21f(板壁側コーナー部)以外の部分(以下、側面形成部とも言う)の変形を防止又は抑制することが有効である。このため、凹形部21の外周壁21bの側面形成部については、高い強度を確保できるコーナー部21g(外側コーナー部)以外の部分に補強部21jが設けられている構成とすることにより、冷却工程における外周壁21bの変形を防止又は抑制することが、商品としての外観(見栄え)を良好に確保する点で有効に寄与する。
【0038】
図9(a)、(b)は、比較例(比較例1)のトレー容器90の一例を示す。このトレー容器90は、上述のトレー容器20の凹形部21の外周壁21bから補強部21jを省略した構成になっている。また、図10は、前記トレー容器90を用いて上述の無菌包装食品10の製造方法と同様の個食トレー炊飯製法によって製造した無菌包装米飯90Pを示す斜視図、図11(a)はこの無菌包装米飯90Pを示す平面図、(b)は前記無菌包装米飯90Pを示す正面図である。
図9(a)、(b)〜図11(a)、(b)において、前記トレー容器90の凹形部に符号91、この凹形部91の底壁部に符号91a、外周壁に符号91b、板状壁部に符号91c、外側直壁部に符号91d、湾曲壁部に符号91e、コーナー部に符号91f、91g、底壁部91aと外周壁91bとの間のコーナー部(底部コーナー部)に符号91n、食品収納部に符号92を付記する。また、無菌包装米飯90Pの図1〜図3(a)、(b)を参照して説明した無菌包装食品10と共通の構成部分には共通の符号を付す。
【0039】
図9(a)、(b)において、上述のトレー容器90の凹形部91の外周壁91bはその全周にわたって一定の厚みに形成されている。このトレー容器90の凹形部91の外周壁91bのうち、コーナー部91f、91gは、その構造により、板状壁部91c、外側直壁部91d、湾曲壁部91eに比べて格段に高い曲げ強度(曲げ耐力)を確保できる。
このため、このトレー容器90を用いて上述の無菌包装食品10の製造方法と同様の個食トレー炊飯製法によって無菌包装米飯90Pを製造した場合、殺菌工程や加熱調理工程にてトレー容器90が加熱されたときに、コーナー部91f、91gに比べて曲げ耐力が低い板状壁部91c、外側直壁部91d、湾曲壁部91eの方が変形が生じやすい。
【0040】
また、コーナー部91f、91gに比べて板状壁部91c、外側直壁部91d、湾曲壁部91eの方が、シール工程、蒸らし工程の後の冷却工程での食品収納部22内の気体の収縮(体積減少)による変形を受けやすい。図11(a)、(b)に仮想線で示すように、冷却工程による板状壁部91c、外側直壁部91d、湾曲壁部91eの変形は、凹形部91内面側に膨出する形状の変形部91pとして形成される傾向がある。変形部91pのサイズが大きいと、製品(商品)外観に与える影響(見栄えが悪くなる)が大きくなる。
【0041】
なお、凹形部91の底壁部91aと外周壁91bとの間の底部コーナー部91n、フランジ部24と外周壁91bとの境界部、連結部25と外周壁91bとの境界部は、凹形部91の外周壁91bの板状壁部91c、外側直壁部91d、湾曲壁部91eに比べて格段に高い曲げ強度を確保できる。
しかしながら、板状壁部91c、外側直壁部91d、湾曲壁部91eに高い変形耐力を確保することが難しいため、殺菌工程や加熱調理工程での板状壁部91c、外側直壁部91d、湾曲壁部91eの変形を抑えることが容易でなく、この変形が大きい場合、枠板部26の変形を招き、シール工程による食品収納部22の開口部のシール性の確保に影響を与えることとなる。また、冷却工程等での板状壁部91c、外側直壁部91d、湾曲壁部91eの変形によって凹形部91の底壁部91aも変形すると、平坦面上に設置したときの安定性(設置安定性)を損ない、例えば複数積み重ねておくことが容易でなくなる等の不都合を招く。
【0042】
凹形部91の外周壁91bの板状壁部91c、外側直壁部91d、湾曲壁部91eの強度を高める方法のひとつとして外周壁91bの厚みを大きく(厚くする)ことが考えられるが、例えばシール工程後の冷却工程での食品収納部22内の気体の収縮(体積減少)による板状壁部91c、外側直壁部91d、湾曲壁部91eの変形を防止するには外周壁91bの厚みをかなり大きくする必要があり、大幅なコストアップを要することとなる。
【0043】
これに対して本発明に係るトレー容器20は、凹形部21の外周壁21bの板状壁部21c、外側直壁部21d、湾曲壁部21eに補強部21jを設けた構成であるため、例えば外周壁21の厚みを大きくするといった対策を採らなくても凹形部21の外周壁21bに高い形状安定性を確保できる。このため、図9(a)、(b)等を参照して説明したトレー容器90を用いる場合に比べて、殺菌工程や加熱調理工程での枠板部26の変形を防止あるいはシール工程に影響が無い程度に抑えることを容易に実現できる。その結果、凹形部21の深さを深くして、トレー容器20の凹形部21ひとつあたりの米飯の収容量を増大するといったことも容易となる。
また、冷却工程における外周壁21bの板状壁部21c、外側直壁部21d、湾曲壁部21eの変形の防止あるいは抑制についても、外周壁21の厚みを大きくするといった対策を採らなくても容易に実現できるようになる。
【0044】
また、前記トレー容器20は、多数のリブ21iによって強度が高められた底部コーナー部21n及び底壁部21a外周部が環状の高強度部を形成することで凹形部21全体の形状安定性を高めることができることも、外周壁21bの板状壁部21c、外側直壁部21d、湾曲壁部21eの変形の防止あるいは抑制に有効に寄与する。
また、トレー容器20の凹形部21の底壁部21a外周部については、該トレー容器20を用いて個食トレー炊飯製法によって前記無菌包装食品10を製造したときの変形をほぼ完全に防止でき、底面21oの歪みを確実に防ぐことができるため、商品陳列棚上面等の平坦な設置面上での設置安定性を確実に確保できることも言うまでも無い。
【0045】
ところで、トレー容器20の凹形部21の外周壁21bの板状壁部21c、外側直壁部21d、湾曲壁部21eに補強部21jを設けることは、凹形部21の外周壁21bの全周にわたって曲げ強度の均等化を図る点で有効である。
すなわち、凹形部外周壁にリブを形成していない、図9(a)、(b)に例示したトレー容器90の場合、凹形部外周壁の変形が生じるのは、コーナー部91f、91gに比べて曲げ強度が低い板状壁部91c、外側直壁部91d、湾曲壁部91eである。また、本発明者の鋭意検討の結果、凹形部外周壁の変形は、板状壁部91c、外側直壁部91d、湾曲壁部91eのうち板状壁部91cに生じやすいことを把握できている(例えば後述の試験1−3)。これは、湾曲壁部91eに比べて、板状壁部91c、外側直壁部91dの方が曲げ強度が低いこと、板状壁部91cの方が外側直壁部91dに比べて、凹形部91の深さ方向に直交する方向の寸法(延在方向寸法)が格段に大きく、板状壁部91cの延在両端のコーナー部91f(板壁側コーナー部)から該板状壁部91c中央部までの距離が、外側直壁部91dの延在方向両端のコーナー部91g(外側コーナー部)から該外側直壁部91d中央部までの距離に比べてかなり大きいこと、に起因するものと考えられる。
【0046】
また、本発明者の検証の結果、凹形部外周壁91bの変形は、外周壁91bのうち曲げ耐力の弱い部分に集中的に発生するものと考えられる。
無菌包装食品を製造(サンプル作製)した後のトレー容器の凹形部外周壁91bに見られる変形は、主としてシール工程、蒸らし工程の後の冷却工程での食品収納部32内の気体の収縮(体積減少)に起因する変形であるものと考えられ、外周壁のうち、食品収納部22内の気体の収縮により最初に変形を開始した箇所から変形が進行していく傾向があるものと考えられる。
【0047】
図3(a)、(b)に示すように、本発明に係るトレー容器20は、凹形部21の外周壁21bはその周方向の複数箇所にコーナー部21f、21gを有しており、しかも外周壁21bの周方向においてコーナー部間に位置する区間の全て(すなわち、図示例のトレー容器20の場合は板状壁部21c、外側直壁部21d、一対の湾曲壁部21e)に補強部21jを設けた構成により、外周壁にリブを形成していない既述のトレー容器90に比べて、凹形部21の外周壁21bの全周にわたって曲げ強度(曲げ耐力)の均等化が図られた構成になっている。
【0048】
しかも、トレー容器20の凹形部21の外周壁21bは、外側直壁部21dについてはその延在方向全体に補強部21jが設けられ、板状壁部21cについてはその延在方向(外周壁周方向)の互いに離隔した3箇所に補強部21jが設けられ、外周部21bのうち、冷却工程での食品収納部22内の気体の収縮によって変形が、板状壁部21jの補強部21j以外の所に位置する平板状部分に集中的に生じる構成とされている。
【0049】
板状壁部21cは、いわば、冷却工程での食品収納部22内の気体の収縮に伴い変形する部分が複数の補強部21jによって区分けされた構成になっており、冷却工程での食品収納部22内の気体の収縮に伴い、外周壁21b周方向における補強部21j同士間に位置する部分、コーナー部21fと補強部21jとの間に位置する部分が、それぞれ変形する可能性があるが、板状壁部21c全体については補強部21jによって変形耐力が高められる結果、無菌包装食品10外観に影響を与えるような大きな変形が生じることを回避できる。
【0050】
また、板状壁部21cの外周壁21b周方向における補強部21j同士間に位置する平板状部分、コーナー部21fと補強部21jとの間に位置する平板状部分に変形が生じると、それによって凹形部21の内外の圧力差が緩和されることになり、外周壁21bの他の部分、特に側面形成部の変形を防止できる。これにより、外周壁21bの板状壁部21c及びその延在方向両端のコーナー部21f以外の部分、すなわち外周壁21bにおいて板状壁部21cに比べて無菌包装食品10外観に与える影響が大きい部分の変形を防止あるいは殆ど変形が生じないように抑えることが可能となり、外観の見栄えの良い製品(無菌包装食品10)の安定供給が可能となる。
【0051】
つまり、図2、図3(a)、(b)に示す図示例のトレー容器20の凹形部21の外周壁21bは、外側直壁部21dの外周壁21b周方向全長、湾曲壁部21eのコーナー部21f側の端部に、それぞれ補強部21jが形成されており、板状壁部21cのうち、外周壁21b周方向における補強部21j同士間に位置する部分、及びコーナー部21fと補強部21jとの間に位置する部分のみが平板状になっており、この部分が外周壁21bにおいて最も変形しやすい部分となっている。
このため、冷却工程での食品収納部22内の気体の収縮に伴う外周壁21bの変形を、板状壁部21cの外周壁21b周方向における補強部21j同士間に位置する部分、コーナー部21fと補強部21jとの間に位置する部分に限定することができ、外周壁21bの板状壁部21c以外の部分の変形を防止する効果がより確実に得られるようになっている。
【0052】
なお、湾曲壁部21eには、その外周壁21b周方向におけるコーナー部21f(板壁側コーナー部)側の端部と、コーナー部21g(外側コーナー部)側の端部とに補強部21jが形成されているが、湾曲壁部21eのコーナー部21f側の端部は非常に緩やかな曲率で湾曲形成されており、凹形部21bの深さ方向に直交する直線(仮想直線)に沿って延在する壁部(本発明に係る直壁部)に近い構成となっている。この部分に補強部21jを形成した構成は、外周壁21bの側面形成部全体の曲げ強度の均等化に寄与する。
【0053】
(補強部を具備するトレー容器の別態様)
上述のトレー容器20では、補強部21jとして、凹形部21の外周壁21bのうち内リブ21iを複数本並列に形成した部位を例示したが、本発明に係るトレー容器の補強部としては、例えば図4、図5(a)、(b)に示すトレー容器30のように、補強部を構成するリブを、凹形部31の外周壁31b外側に突出し凹形部31の深さ方向(図5(b)上下方向)に延在する突条状の複数本のリブ31i(以下、外リブとも言う)に変更した構成とすることも可能である。
【0054】
図4、図5(a)、(b)に示すトレー容器30は、既述のトレー容器20の凹形部21の内リブ21iを外リブ31iに変更した点のみが既述のトレー容器20と異なる。このトレー容器30は、内リブ21i及び溝部21kにかえて外リブ31i及び溝部31kを有している点以外は、既述のトレー容器20と同様の構成になっている。
図5(a)に示すように、このトレー容器30の凹形部31の外周壁31bの外リブ31i及び溝部31k以外の部分の平面視形状は、既述のトレー容器20の凹形部21の外周壁21bの内リブ21i及び溝部21k以外の部分と同じになっている。
【0055】
図4、図5(a)、(b)に示すように、このトレー容器30の凹形部31は、底壁部31aと、該底壁部31aの外周から立ち上げるように周設された外周壁31bとを具備する。前記外周壁31bは、板状壁部31cと、外側直壁部31dと、一対の湾曲壁部31eと、この一対の湾曲壁部31eと板状壁部31cとの間のコーナー部31f(板壁側コーナー部)と、一対の湾曲壁部31eと外側直壁部31dとの間のコーナー部31g(外側コーナー部)とを具備している。
外周壁31b周方向における外リブ31iの形成位置は、既述のトレー容器20の外周壁21bにおける内リブ21iの形成位置と同じになっている。
【0056】
図4、図5(a)、(b)に示すトレー容器30の凹形部31は、外周壁31b周方向において既述のトレー容器20の補強部21jと同じ位置に、複数本の前記外リブ31iからなる補強部31jが設けられた構成になっている。
前記外リブ31iは、凹形部31の外周壁31bの一部を該外周壁31b外側に張り出すように屈曲又は湾曲した形状に形成したものである。前記外周壁31bの前記外リブ31iに対応する位置には、該外周壁31bの内周面から窪む溝部31kが形成されている。この溝部31kは、突条状の前記外リブ31iに沿って凹形部31の深さ方向に延在している。
図4に示すように、図示例のトレー容器30の凹形部31の前記外リブ31iは、具体的には、外周壁31bの一部を該外周壁31b外側に突出する湾曲形状に形成した部位であり、前記溝部31kは前記外リブ31iに沿って延在する断面半円状の溝状の凹所となっている。
【0057】
このトレー容器30の外リブ31iは、凹形部31の外周壁31bから底壁部31aの外周部に延在するように形成されている。
前記底壁部31aは、その外周部から内側部分がドーム形の底板部21mとされている。前記外リブ31iは、凹形部31の外周壁31bから、底壁部31aと外周壁31bとの間の底部コーナー部31n、及び前記底壁部31aの前記底板部21m外側に張り出す外周部の食品収納部32とは反対側の面にも延在形成されている。そして、前記外リブ31iの前記底壁部31a外周部に形成された部分が、凹形部31を平坦な設置面上に安定に設置するための底部を形成している。この底部は、前記底壁部31a外周部に形成された複数本の外リブ31iの前記底壁部31aからの突出端部が、凹形部31の深さ方向に直交する平坦面な仮想面(底面31o)に配列された構成になっている。
【0058】
このトレー容器30にあっては、多数の外リブ31iによって強度が高められた底部コーナー部31n及び底壁部31a外周部が環状の高強度部を形成することで凹形部31全体の形状安定性を高めることができる。
また、このトレー容器30を、個食トレー炊飯製法による無菌包装食品(例えば無菌包装米飯)の製造に用いた場合でも、殺菌工程、加熱調理工程、冷却工程にて外周壁31bに変形が生じることを防止あるいは抑制することができる。
【0059】
(補強部を具備していないトレー容器の例)
本発明に係るトレー容器の凹形部としては、図6に示すトレー容器40、図7に示すトレー容器50のように、凹形部41、51の外周壁41b、51bの全周にわたって内リブ41iあるいは外リブ51iを形成した構成も採用可能である。
なお、図6に示すトレー容器40の外周壁41bのリブは内リブ41i、図7に示すトレー容器50の外周壁51bのリブは外リブ51iである。
【0060】
図6に示すトレー容器40は、図2、図3(a)、(b)に例示したトレー容器20の凹形部21の外周壁21b周方向における内リブ21i及び溝部21kの形成位置を変更した点のみが既述のトレー容器20と異なる。このトレー容器40の内リブ21iに図中符号41i、溝部21kに図中符号41kを付記する。
このトレー容器40は、その凹形部41の外周壁41bの全周にわたって多数の内リブ41iを外周壁周方向に互いに間隔をあけて形成した構成になっている。
このトレー容器40の凹形部41の外周壁41bの内リブ41i及び溝部41k以外の部分の平面視形状は、既述のトレー容器20の凹形部21の外周壁21bの内リブ21i及び溝部21k以外の部分と同じになっている。このトレー容器40の内リブ41i及び溝部41k以外の構成は既述のトレー容器20と同様になっている。
【0061】
図6に示すように、このトレー容器40の凹形部41は、底壁部41aと、該底壁部41aの外周から立ち上げるように周設された外周壁41bとを具備する。前記外周壁41bは、板状壁部41cと、外側直壁部41dと、一対の湾曲壁部41eと、この一対の湾曲壁部41eと板状壁部41cとの間のコーナー部41f(板壁側コーナー部)と、一対の湾曲壁部41eと外側直壁部41dとの間のコーナー部41g(外側コーナー部)とを具備している。また、底壁部41aの底板部21mの周囲(外側)の外周部の外面、すなわち、凹形部41内側の食品収納部42とは反対側の面が、この凹形部41の底面として機能する。
内リブ41iは、外周壁41bの、板状壁部41c、外側直壁部41d、一対の湾曲壁部41e、コーナー部41f、41gにそれぞれ形成されている。また、各内リブ41iは、外周壁41bから、該外周壁41bと底壁部41aとの間の底部コーナー部41n及び底壁部41aの底板部21mの周囲(外側)の外周部にも延在形成されている。
【0062】
前記内リブ41iは、凹形部41の外周壁41b、底部コーナー部41n、底壁部41a外周部から、凹形部41内側の食品収納部42に臨む内面側に突出する突条状に形成されている。また、凹形部41には、外周壁41b、底部コーナー部41n、底壁部41a外周部に、その外面(食品収納部42とは反対側)から窪み前記内リブ41iに沿って延在する溝部41kが形成されている。
【0063】
一方、図7に示すトレー容器50は、図6に示すトレー容器40の内リブ41iを外リブ31iに変更したものであり、外リブ31iを採用した点以外の構成は、図6に示すトレー容器40と同様になっている。このトレー容器50の外リブ31iに図中符号51i、溝部31kに符号51kを付記する。
このトレー容器50は、その凹形部51の外周壁51bの全周にわたって多数の外リブ51iを外周壁51b周方向に互いに間隔をあけて形成した構成になっている。
このトレー容器50の凹形部51の外周壁51bの外リブ51i及び溝部51k以外の部分の平面視形状は、既述のトレー容器40の凹形部41の外周壁41bの内リブ21i及び溝部21k以外の部分と同じになっている。このトレー容器50の外周壁51b周方向における外リブ51iの形成位置は、図6のトレー容器40における内リブ41iの形成位置と同じである。
【0064】
図7に示すように、このトレー容器50の凹形部51は、底壁部51aと、該底壁部51aの外周から立ち上げるように周設された外周壁51bとを具備する。前記外周壁51bは、板状壁部51cと、外側直壁部51dと、一対の湾曲壁部51eと、この一対の湾曲壁部51eと板状壁部51cとの間のコーナー部51f(板壁側コーナー部)と、一対の湾曲壁部51eと外側直壁部51dとの間のコーナー部51g(外側コーナー部)とを具備している。
【0065】
外リブ51iは、外周壁51bの、板状壁部51c、外側直壁部51d、一対の湾曲壁部51e、コーナー部51f、51gにそれぞれ形成されている。また、各外リブ51iは、外周壁51bから、該外周壁51bと底壁部51aとの間の底部コーナー部51n及び底壁部51aの底板部51mの周囲(外側)の外周部にも延在形成されている。
そして、前記外リブ51iの前記底壁部51a外周部に形成された部分が、凹形部51を平坦な設置面上に安定に設置するための底部を形成している。この底部は、底壁部51a外周部に形成された複数本の外リブ51iの底壁部51aからの突出端部が凹形部51の深さ方向に直交する平坦な仮想面(底面)に配列された構成になっている。
【0066】
前記外リブ51iは、凹形部51の外周壁51b、底部コーナー部51n、底壁部51a外周部から、凹形部51内側の食品収納部52とは反対の外面側に突出する突条状に形成されている。また、凹形部51には、外周壁51b、底部コーナー部51n、底壁部51a外周部に、その食品収納部52に臨む内面から窪み前記外リブ51iに沿って延在する溝部51kが形成されている。
【0067】
このトレー容器40、50の場合、リブ41i、51iは外周壁41b、51bの全周にわたって多数並列形成されており、補強部21j、31jを具備するトレー容器20、31の凹形部21、31に比べて、凹形部41、51の底部コーナー部31n、41n及び底壁部41a、51aの外周部におけるリブ41i、51iの形成位置の偏在が小さいため、例えば図1〜図5(a)、(b)に例示したトレー容器20、30の凹形部に比べて底壁部41a、51a外周部の形状安定性をさらに高めることができる。
【0068】
但し、内リブ21i、外リブ31iは、外周壁41b、51bのコーナー部41f、41g、51f、51gに比べて外周壁41b、51bの他の部分の方が、外周壁41b、51b周方向における形成密度が高く(平均配列ピッチが小さく)なるように形成されている。
また、外周壁41b、51bの湾曲壁部91eに比べて板状壁部41c、51cの方が、外周壁41b、51b周方向におけるリブの形成密度が高く(平均配列ピッチが小さく)なっている。
【0069】
このトレー容器40、51の凹形部41、51は、外周壁41b、51b周方向におけるリブの配置が、コーナー部におけるリブの形成密度をMc、前記湾曲壁部におけるリブの形成密度をMw、前記直壁部におけるリブの形成密度をMsとしたとき、Mc<Mw、Mw<Ms、Mc<Msを満たす。
図6、図7に示すトレー容器40、50は、このように、外周壁41b、51b周方向におけるリブの形成密度(コーナー部、湾曲壁部、直壁部のそれぞれにおけるリブの平均配列ピッチ)が一様でなく、リブの形成密度が互いに異なる部分を有することで、外周壁全体の曲げ強度の均等化を図った構成となっている。
【0070】
補強部21j、31jを具備する既述のトレー容器20、30の凹形部21、31は、補強部21j、31jが外周壁21bの周方向のコーナー部を除く複数箇所に互いに離隔させて分散配置された構成であり、外周壁21b、31b周方向において補強部21j、31j間にリブが設けられていない部分が存在する構成となっている。補強部21j、31jは、いわば、トレー容器40、50の凹形部41、51に比べて狭い範囲に複数本のリブを集合形成して局所的に非常に高い曲げ強度を得られるようにした部分であり、外周壁の前記補強部の周囲に位置する部分の変形をも該補強部によって防止又は抑制するものである。
これに対して、図6、図7に示すトレー容器40、50は外周壁41b、51bの全周にわたって多数のリブが外周壁周方向に互いに間隔を開けて配列形成された構成であるため、凹形部41、51におけるリブの形成本数を既述のトレー容器20、30の凹形部21、31におけるリブの形成本数に比べて多くしなくても、外周壁41b、51bの全周にわたって満遍なく外周壁41b、51bの強度アップを図ることを容易に実現できる。したがって、このトレー容器40、50によれば、個食トレー炊飯製法による無菌包装食品の製造に使用した場合に、外周壁41b、51bの全周にわたってその変形を防止又は抑制することを容易に実現でき、外周壁41b、51bの局所的な変形を防止できる。
【0071】
なお、リブは、必ずしも外周壁41b、51bの全周にわたって設ける必要はなく、例えば、外周壁41b、51bのコーナー部91f、91g以外の部分に、凹形部の深さ方向に直交する直線(仮想直線)に沿って延在する直壁部(板状壁部91c、外側直壁部91d)に比べて湾曲壁部91eの方が形成密度が低くなるようにして並列に配列形成しても良い。
【0072】
また、例えば、凹形部の外周壁41b、51bの全周にわたって多数のリブが隙間無く連続的に形成された構成であると、外周壁周方向における曲げ強度の均等化のためには、外周壁周方向におけるリブの形成密度の違いに応じてリブのサイズを変更する等の対応が必要になり、凹形部の構造が複雑化するため、トレー容器を製造するための金型のコストの上昇、トレー容器の樹脂成形精度の確保のための製造条件管理(例えば成形樹脂の温度管理等)が複雑になる等の不都合を招く上、リブサイズが不揃いであることがら凹形部外観の見栄えも悪くなるといった問題がある。
これに対して、上述のトレー容器40、50のように、凹形部の外周壁41b、51bの全周にわたって多数のリブが外周壁周方向に互いに間隔を開けて形成された構成であれば、リブのサイズを不揃いにする必要がなく、製造も容易であり、製造コストを抑えることもできる。
【0073】
(凹形部の他の態様)
また、本発明に係るトレー容器の凹形部としては、例えばトレー容器20、30の凹形部21、31の板状壁部21cから補強部を省略した平板状の板状壁部を有する構成等も採用可能である。
板状壁部は、凹形部外周壁の側面形成部に比べて商品外観に与える影響が小さいため、この板状壁部への補強部の形成を省略してトレー容器を製造するための金型の単純化を図ることで、コストダウンが容易となる。
このトレー容器の場合、凹形部の外周壁周方向における補強部の形成位置は、外周壁の側面形成部の外周壁周方向における複数箇所(但しコーナー部を除く)となる。側面形成部が1以上の直壁部を有するものである場合は、全ての直壁部に補強部を設けることが好ましい。また、側面形成部が、ひとつの湾曲壁部のみで形成されている場合は該湾曲壁部の外周壁周方向に沿う延在方向の複数箇所に補強部を分散配置することが好ましい。側面形成部が1以上のコーナー部と複数の湾曲壁部とで構成されている場合は、各湾曲壁部に補強部を設けた構成とすることが好ましい。いずれもの場合も、補強部は、側面形成部全体の曲げ強度の均等化を図るようにその形成位置を設定する。
【0074】
トレー容器の凹形部は、板状壁部に補強部を設ける場合、板状壁部に補強部を設けない場合のいずれの場合でも、その外周壁のうち、側面形成部のコーナー部以外の外周壁周方向の1又は複数箇所に補強部を設ける構成により、外周壁の板状壁部以外の部分の曲げ強度の均等化を容易に図ることができる。これにより、製品(無菌包装食品)の外周壁の側面形成部に変形(殺菌工程、加熱調理工程、冷却工程にて生じる変形)が生じることを防止することができ、当該部分に生じる変形が製品外観に影響を与えるといった不都合を防止できる。
【0075】
また、本発明に係るトレー容器の凹形部としては、補強部として内リブ21iによって構成された補強部21jのみを具備する構成、外リブ31iによって構成された補強部31iのみを具備する構成を採用できるが、さらに、内リブ21iのみからなる補強部21j及び外リブ31iのみからなる補強部31jの両方を具備する構成のものも含む。
また、トレー容器の凹形部の外周壁の周方向における補強部の形成位置は、補強部が外周壁の周方向の2以上の箇所に分散配置された構成であれば良く、補強部の形成数に応じて適宜設定できる。
【0076】
なお、トレー容器の2つの凹形部の間の連結部は、2つの凹形部に繋がった状態に形成されているため、凹形部外周壁の板状壁部以外の部分から延出する片持ち状態の突片であるフランジ部に比べて変形しにくい。連結部は、板状壁部を含む凹形部外周壁全体が大きく変形しない限り、フィルム12を用いてヒートシールするシール工程に影響するような変形を生じない。
但し、連結部は、凹形部外周壁の板状壁部以外の部分に突設されているフランジ部と連続する板状に形成されているため、板状壁部が変形しなくても、凹形部外周壁の板状壁部以外の部分の変形によって該部分に突設されているフランジ部が変形すれば、その影響を受けてシール工程に影響するような変形を生じ得る。凹形部外周壁の板状壁部以外の部分及び該部分に突設されているフランジ部の変形が小さく(あるいは変形が無い)、板状壁部に変形が生じた場合は、板状壁部が大きく変形し、連結部にかなり強い変形力が作用しない限り、連結部にシール工程に影響するような変形は生じない。
【0077】
本発明に係るトレー容器、すなわち凹形部の外周壁に多数のリブ(内リブ21i又は外リブ31i)が形成された構成のトレー容器を、個食トレー炊飯製法による無菌包装米飯の製造に用いた場合は、凹形部に形成されている内リブ21i間の凹溝部21hあるいは外リブ31iに対応して凹形部外周壁内面から窪むように形成された溝部31kによって、凹形部内の食品原料(食材。ここでは精米)と凹形部外周壁内面との間に僅かな隙間を確保することが可能である。これにより、殺菌工程や、加熱調理工程にて、凹形部内側(食品収納部)に加圧加熱蒸気の対流が生じやすくなり、凹形部内の食品原料(精米)全体に蒸気が行き渡って殺菌や加熱調理をむら無く行うことができる。また、凹形部内の食品原料の加熱調理の均一性を容易に確保でき、凹形部内の精米全体を確実に所望温度に加熱できるため食感、香味に優れた米飯を容易に得ることができるようになる。
また、各リブが凹形部の底壁部外周部にまで延在形成されていることも、凹形部内側での蒸気の対流の形成に有効に寄与することは言うまでも無い。
米飯以外の調理済み食品を凹形部内に収容した構成の無菌包装食品を個食トレー炊飯製法を応用して製造する場合も、凹形部に形成されているリブが、凹形部内の食品原料全体の殺菌性、調理均一性の確保に有効に寄与することは言うまでも無い。
【0078】
また、本発明に係るトレー容器を用いて個食トレー炊飯製法によって製造した無菌包装米飯であれば、外周壁に形成された多数のリブによって、凹形部内側の食品収納部内の米飯が凹形部内面に密着することが防がれ、食品収納部からの米飯の取り出しを楽に行えるといった利点がある。
食品収納部内の米飯の取り出しを容易にする点では、図1〜図5(a)、(b)に例示したトレー容器20、30のように、凹形部外周壁にリブを複数並列に形成してなる補強部を外周壁周方向の3以上の箇所に具備する構成のトレー容器を採用することが特に有利である。このトレー容器の場合は、補強部において隣り合う内リブ21i間の凹溝部21hあるいは外リブ31iに対応して凹形部外周壁内面から窪むように形成された溝部31kによって、補強部の形成範囲のほぼ全体を米飯の凹形部内面に対する密着度が低い領域とすることができ、これにより凹形部内からの米飯の取り出しを容易に行える。
図6、図7に例示したトレー容器40、50についても、外周壁のリブ(外リブの場合は溝部31k)が米飯の凹形部内面に対する密着度を低下させる機能を果たし、米飯の取り出しを容易にする効果を得ることができる。
【0079】
本発明に係るトレー容器の凹形部の平面視形状(換言すれば食品収納部の平面視形状)は図3(a)、(b)に例示した台形状に限定されず、例えば、矩形状、楕円状、三角形状等も採用可能である。
また、本発明に係るトレー容器としては、凹形部を1つのみ、3以上有する構成のものも採用可能である。また、各凹形部の平面視形状(換言すれば食品収納部の平面視形状)も適宜選択可能である。凹形部の外周壁としては、コーナー部が存在せず湾曲壁部及び直壁部のみからなる構成(例えば、平面視楕円状の外周壁であり、その長軸方向中央部が直壁部とされた構成のもの等)、湾曲壁部が存在せずコーナー部及び直壁部のみからなる構成(例えば平面視矩形状、三角形状等)も採用可能である。さらに、例えば、緩やかに湾曲する3又は4本の湾曲壁部と、湾曲壁部同士を繋ぐコーナー部とからなる平面視概略三角形状あるいは概略矩形状の外周壁のように、直壁部が存在せずコーナー部及び湾曲壁部のみからなる構成のものも採用可能である。
【0080】
外周壁の補強手段として複数のリブからなる補強部を採用する場合は、外周壁のコーナー部以外の部分の周方向の複数箇所に補強部を形成した構成とする。
また、補強手段として凹形部外周壁の周方向に複数のリブを互いに間隔をあけて形成する構成を採用する場合は、前記コーナー部におけるリブの形成密度をMc、前記湾曲壁部におけるリブの形成密度をMw、前記直壁部におけるリブの形成密度をMsとしたとき、Mc<Mw、Mw<Ms、Mc<Msのうちの1以上を満たす構成とする。
【0081】
例えば、図8に示すトレー容器60のように、いわば、既述の図3(a)、(b)等を参照して説明したトレー容器20の2つの凹形部21を互いに連通させ一体化した構造の平面視細長形状の凹形部61をひとつのみ有する構成のものも採用可能である。このトレー容器60の凹形部61は、該凹形部61の平面視長手方向(図8左右)両側に、コーナー部21g、湾曲壁部21e、外側直壁部21dからなる一対の台形状外周壁61b1、61b2が、凹形部61の平面視長手方向中央部に互いに平行に設けられた一対の中央直壁部61c1(直壁部)の両側にそれぞれ連続するようにして設けられ、中央直壁部61c1を介して対向配置された構成の平面視細長の外周壁61bを有している。この外周壁61bは、細長形状の底壁部61aの外周全周から立ち上げるように立設されている。
【0082】
また、このトレー容器60の凹形部61は、外周壁61bのコーナー部21g以外の各部、すなわち、湾曲壁部21e、外側直壁部21d、中央直壁部61c1に補強部21jが設けられ、外周壁61b全体の曲げ強度の均等化が図られた構成になっている。前記補強部21jの内リブ21iは、底壁部61aと外周壁61bとの間の底部コーナー部61n及び底壁部61a外周部にも延在形成されている。
【0083】
本発明に係るトレー容器としては、図8に例示したトレー容器の内リブ21iにかえて外リブ31iを採用した構成、内リブ21iあるいは外リブ31iを外周壁周方向の全周にわたって互いに間隔をあけて配列形成した構成も採用可能である。
【0084】
本発明に係るトレー容器、無菌包装食品、無菌包装食品の製造方法は、トレー容器の凹形部に食品(調理済み食品)として米飯を収容した構成の無菌包装食品(無菌包装米飯)の個食トレー炊飯製法による製造に適用することに限定されず、パスタ食品、その他の麺類、粥等の各種デンプン系食品に幅広く適用可能である。
【0085】
(検証試験)
本発明者は、本発明に係る実施例のトレー容器、比較例のトレー容器を用いて性能試験を行った。
【0086】
(試験1)
以下の実施例1−6、比較例1,2のトレー容器をそれぞれ複数用意し、個食トレー炊飯製法によって無菌包装米飯を製造し、製造後のトレー容器の変形状態(外観)を目視観察した。
【0087】
(実施例1)
図2、図3(a)、(b)のトレー容器20の2つの凹形部21の板状壁部21cから補強部21jを省略しリブの無い平板状の板状壁部を有する構成としたトレー容器を用いて個食トレー炊飯製法によって無菌包装米飯を製造した。
このトレー容器の外周壁の厚みは1.2mm、凹形部内側の食品収納部の容量(食品収納部ひとつあたりの容量)が115mm3(115mL)、2つの凹形部の容量の合計が230mm3(230mL)である。
この凹形部内側の食品収納部の容量は、後述の実施例2−6、比較例1、2についても共通である。
【0088】
このトレー容器は全体として細長に形成されており、2つの凹形部は該トレー容器の長手方向に互いに離隔した位置に形成されている。このトレー容器の長手方向寸法は、後述の実施例3のトレー容器(図2、図3(a)、(b)に例示したトレー容器20)の長手方向寸法L(図3(a)参照)と同じであり175mmである。また、図3(a)、(b)に示すように実施例3のトレー容器20は、その平面視長手方向に直交する幅方向の寸法W(図3(a)参照)が115mm、凹形部21の深さDが40mmとなっている。これら長手方向寸法L、幅方向寸法W、深さDは、実施例1、2、4−6、比較例1、2についても共通である。
【0089】
無菌包装米飯の製造は、トレー容器の2つの凹形部にそれぞれ炊飯後150g相当の精米及び水を充填して、殺菌工程、加熱調理工程、シール工程、蒸らし工程、冷却工程、ミシン目形成工程を行った。
トレー容器の2つの凹形部にそれぞれ炊飯後150gの米飯相当の精米及び水を充填して、殺菌工程、加熱調理工程、シール工程、蒸らし工程、冷却工程、ミシン目形成工程を行い無菌包装米飯を得ることは、後述の実施例2−6、比較例1、2についても共通である。実施例1−6、比較例1、2は、互いのトレー容器の構成のみが異なり、それぞれのトレー容器を用いた無菌包装米飯の製造に係る殺菌温度、加熱調理時の加熱温度等の製造条件は既述の製造方法例(無菌包装食品の製造方法の一例)にしたがって同じに揃えた。
【0090】
(実施例2)
実施例1のトレー容器の補強部を変更し、各凹形部の外周壁の板状壁部以外の部分の全周にわたって多数のリブ(外リブ)を並列に形成した構成のトレー容器を採用した。各リブは外周壁から凹形部の底壁部外周部に延在するように形成されている。このトレー容器は、図7に示すトレー容器50の外周壁50b周方向において板状壁部51cに形成されているリブ20pを省略(該当のリブ20pの底壁部51aに形成されている部分も省略)した形状、構造のものである。
また、このトレー容器の外周壁の厚みは1.2mmである。
このトレー容器を用いて実施例1と同様の条件で個食トレー炊飯製法によって無菌包装米飯を製造した。
【0091】
(実施例3)
図3(a)、(b)に示す形状、構造のトレー容器を採用した。
このトレー容器の外周壁の厚みは1.05mmである。
このトレー容器を用いて実施例1と同様の条件で個食トレー炊飯製法によって無菌包装米飯を製造した。
【0092】
(実施例4)
実施例3のトレー容器の外周壁の厚みを1.20mmに変更した構成のトレー容器を採用して、実施例1と同様の条件で個食トレー炊飯製法によって無菌包装米飯を製造した。
【0093】
(実施例5)
図7と同様の形状、構造のトレー容器を採用した。
このトレー容器の外周壁の厚みは1.05mmである。
このトレー容器を用いて実施例1と同様の条件で個食トレー炊飯製法によって無菌包装米飯を製造した。
【0094】
(実施例6)
実施例5のトレー容器の外周壁の厚みを1.20mmに変更した構成のトレー容器を採用して、実施例1と同様の条件で個食トレー炊飯製法によって無菌包装米飯を製造した。
【0095】
(比較例1)
図10、図11(a)、(b)に示す形状、構造のトレー容器、すなわち、凹形部外周壁にリブを形成していない構成のトレー容器を採用した。
このトレー容器の外周壁の厚みは1.1mmである。
このトレー容器を用いて実施例1と同様の条件で個食トレー炊飯製法によって無菌包装米飯を製造した。
【0096】
(比較例2)
図12(a)、(b)に示すように、図9(a)、(b)のトレー容器90の各凹形部91の一対の湾曲壁部91eの外周壁91b周方向中央部に、3本の内リブ91iを互いに並行に形成してなる補強部91jをそれぞれ1つずつ形成してなるトレー容器90Aを採用して、実施例1と同様の条件で個食トレー炊飯製法によって無菌包装米飯を製造した。
このトレー容器の外周壁の厚みは1.1mmである。
また、前記内リブ91iは、凹形部91の外周壁91bのみに上下方向に延在するように形成した。この内リブ91iは凹形部91の底壁部91aには延在形成されていない。
【0097】
比較例1、2では、図11(a)、(b)に仮想線で示すように、無菌包装米飯のトレー容器の凹形部91の外周壁91bの板状壁部91c、外側直壁部91d、湾曲壁部91eのいずれか1以上に大きい凹み(変形部91p)が形成された。特に、板状壁部91cには、シール工程、蒸らし工程の後の冷却工程での食品収納部22内の気体の収縮(体積減少)に起因すると見られる大きい変形部91pが形成される。フランジ部24も湾曲している。
【0098】
実施例1では、凹形部の外周壁のうち、互いに離隔して設けられている2つの凹形部の互いに対面する部分に互いに並行するように形成されている板状壁部の中央部のみに凹みが形成された。この凹みは、比較例1、2の板状壁部91cの凹みと比較して視覚的に目立ちにくく感じるものであった。フランジ部の湾曲は見られなかった。
凹形部の外周壁のうち板状壁部のみに凹みが形成されることは実施例2−6でも同様であった。但し、実施例2、3では板状壁部の凹みの大きさが実施例1とほぼ同等であったのに対し、実施例4では実施例1−3に比べて凹みのサイズが小さかった。また、実施例5の板状壁部の凹みは実施例4と同程度の大きさであったが、実施例6の凹みは実施例4、5に比べて明らかに小さいものであった。
また、実施例2−6でもフランジ部の湾曲は見られなかった。
【0099】
上述のことから、凹形部の外周壁の周方向の2箇所のみに補強部を設けた比較例2では、外周壁の変形抑制効果が確認できなかったが、実施例1−6はいずれも、比較例1、2との比較で凹形部外周壁の変形抑制効果が得られていることが明らかであった。
また、実施例4−6の板状壁部の変形抑制効果が高いことが明らかになった。
【0100】
(試験2)
上述の実施例1−6、比較例1、2のトレー容器の凹形部の深さをそれぞれ50mmに変更した構成のトレー容器(実施例7−12、比較例3、4のトレー容器)を採用し、トレー容器の2つの凹形部にそれぞれ炊飯後200gの米飯相当の精米及び水を充填して、実施例1と同様の条件で個食トレー炊飯製法によって無菌包装米飯(実施例7−12、比較例3、4の無菌包装米飯)を製造した。
比較例3、4では凹形部外周壁に大きい凹みが形成され、一部のサンプル品(無菌包装米飯)にはトレー容器に破損が生じているものもあった。
実施例7−12については、トレー容器に破損を生じたものは無く、また、凹形部外周壁には板状壁部のみに凹みが形成された。実施例7−9の板状壁部の凹みは比較例3、4の板状壁部の凹みと比較して視覚的に目立ちにくく感じるものであった。実施例10、11の板状壁部の凹みは実施例7−9に比べてサイズが小さく、実施例12の板状壁部の凹みのサイズはさらに小さいものであった。
なお、実施例1−6、比較例1、2についても、トレー容器の破損は見られなかった。
【0101】
(試験3)
上述の実施例1−6、比較例1、2のトレー容器の凹形部の深さをそれぞれ30mmに変更した構成のトレー容器(実施例13−18、比較例5、6のトレー容器)を採用し、トレー容器の2つの凹形部にそれぞれ炊飯後120gの米飯相当の精米及び水を充填して、実施例1と同様の条件で個食トレー炊飯製法によって無菌包装米飯(実施例13−18、比較例5、6の無菌包装米飯)を製造した。
比較例5、6では凹形部外周壁に大きい凹みが形成されることが確認された。サンプル品(無菌包装米飯)の破損は見られなかった。
実施例13−18については、トレー容器に破損を生じたものは無く、また、凹形部外周壁には板状壁部のみに凹みが形成された。実施例13−15の板状壁部の凹みは比較例5、6の板状壁部の凹みと比較して視覚的に目立ちにくく感じるものであった。実施例116、17の板状壁部の凹みは実施例13−15に比べてサイズが小さく、実施例18の板状壁部の凹みのサイズはさらに小さいものであった。
【0102】
上述の試験1及び試験2、3の結果から、実施例はいずれも、比較例との比較で凹形部外周壁の変形抑制効果が得られていることが明らかであった。
【符号の説明】
【0103】
10…無菌包装食品、11…米飯、12…フィルム、12a…剥がし操作部、
20…食品包装用トレー形容器、21…凹形部、21a…底壁部、21b…外周壁、21c…直壁部(板状壁部)、21d…直壁部(外側直壁部)、21e…湾曲壁部、21f,21g…コーナー部、21h…凹溝部、21i…リブ、内リブ)、21j…補強部、21k…溝部、21m…底板部、21n…底部コーナー部、21o…底面、22…食品収納部、23…開口縁部、24…フランジ部、25…連結部、26…枠板部、26a…裏面、26b…上面、26c…フィルム被着用突部、26d…(フィルム被着用突部の)端面、27…中間壁部、27a…ミシン目、
30…食品包装用トレー形容器、31…凹形部、31a…底壁部、31b…外周壁、31c…直壁部(板状壁部)、31d…直壁部(外側直壁部)、31e…湾曲壁部、31f,31g…コーナー部、31i…リブ、外リブ)、31k…溝部、31n…底部コーナー部、31o…底面、32…食品収納部、
40…食品包装用トレー形容器、41…凹形部、41a…底壁部、41b…外周壁、41c…直壁部(板状壁部)、41d…直壁部(外側直壁部)、41e…湾曲壁部、41f,41g…コーナー部、41i…リブ、内リブ)、41k…溝部、41n…底部コーナー部、42…食品収納部、
50…食品包装用トレー形容器、51…凹形部、51a…底壁部、51b…外周壁、51c…直壁部(板状壁部)、51d…直壁部(外側直壁部)、51e…湾曲壁部、51f,51g…コーナー部、51i…リブ、外リブ)、51k…溝部、51n…底部コーナー部、52…食品収納部、
60…食品包装用トレー形容器、61…凹形部、61a…底壁部、61b…外周壁、61c…直壁部(中央直壁部)、61n…底部コーナー部、
S…隙間。
【特許請求の範囲】
【請求項1】
調理済みの食品の無菌包装に用いられるプラスチック製のトレー形容器であって、
前記食品を収容するための凹形部を有し、前記凹形部の外周壁は、その周方向において湾曲状態に延在する湾曲壁部、コーナー部、前記凹形部の深さ方向に直交する直線に沿って延在する直壁部から選択される2以上を有し、しかも前記コーナー部以外の部分の周方向の2以上の箇所に、前記凹形部の深さ方向に沿って延在するリブが複数並列に形成された補強部を有することを特徴とする食品包装用トレー形容器。
【請求項2】
調理済みの食品の無菌包装に用いられるプラスチック製のトレー形容器であって、
前記食品を収容するための凹形部を有し、前記凹形部の外周壁は、その周方向において湾曲状態に延在する湾曲壁部、コーナー部、前記凹形部の深さ方向に直交する直線に沿って延在する直壁部から選択される2以上を有し、しかも前記湾曲壁部、前記コーナー部、前記直壁部のうち前記外周壁を構成する2以上に前記凹形部の深さ方向に沿って延在するリブが複数並列に形成され、前記外周壁周方向における前記リブの形成密度が、前記コーナー部における前記形成密度をMc、前記湾曲壁部における前記形成密度をMw、前記直壁部における前記形成密度をMsとしたとき、Mc<Mw、Mw<Ms、Mc<Msのうちの1以上を満たすことを特徴とする食品包装用トレー形容器。
【請求項3】
前記凹形部の外周壁が直壁部を有するものである請求項1又は2記載の食品包装用トレー形容器であって、
前記凹形部を複数有し、隣り合う凹形部の間が連結部を介して繋がっており、
隣り合う凹形部は、その外周壁の隣り合う凹形部間に確保された隙間を介して互いに対面する部分に互いに並行に延在し前記直壁部として機能する板状壁部を有し、前記外周壁は前記板状壁部を含む1以上の直壁部と、前記板状壁部の延在方向両側に設けられたコーナー部とを有するとともに、該外周壁のうち前記板状壁部及び該板状壁部の延在方向両側の前記コーナー部を除いた部分である側面形成部が、湾曲壁部、コーナー部、直壁部から選択される2以上によって構成され、しかも該側面形成部及び前記板状壁部のうち少なくとも前記側面形成部に前記リブが形成されていることを特徴とする食品包装用トレー形容器。
【請求項4】
前記凹形部は底壁部の外周から立ち上げるように前記外周壁が周設された構成になっており、前記リブは前記外周壁から前記底壁部の外周部にも延在するように形成されていることを特徴する請求項1〜3のいずれかに記載の食品包装用トレー形容器。
【請求項5】
前記リブが、前記凹形部の外周壁からその内面側に突出するように形成されていることを特徴する請求項1〜4のいずれかに記載の食品包装用トレー形容器。
【請求項6】
前記リブが、前記凹形部の外周壁からその外面側に突出するように形成されていることを特徴する請求項1〜4のいずれかに記載の食品包装用トレー形容器。
【請求項7】
さらに、前記凹形部の開口縁部から外側に張り出すように突設されたフランジ部を有することを特徴する請求項1〜6のいずれかに記載の食品包装用トレー形容器。
【請求項8】
請求項1〜7のいずれかに記載の食品包装用トレー形容器の前記凹形部に調理済み食品が収容され、前記凹形部の内側の食品収納部の開口部が、前記凹形部の開口縁部及び/又は該開口縁部から外側に張り出すように突設されたフランジ部に被着されたフィルムによって塞がれていることを特徴とする無菌包装食品。
【請求項9】
前記食品包装用トレー形容器は前記凹形部を複数有し、隣り合う凹形部の間が連結壁部を介して繋がっており、隣り合う凹形部の間の切り離し用のミシン目が、前記連結壁部と該連結壁部上面を覆うように設けられた前記フィルムとを貫通する複数の孔によって形成されていることを特徴とする請求項8記載の無菌包装食品。
【請求項10】
前記調理済み食品がデンプン系食品であることを特徴とする請求項8又は9記載の無菌包装食品。
【請求項11】
前記調理済み食品が米飯であることを特徴とする請求項11記載の無菌包装食品。
【請求項12】
請求項1〜7のいずれかに記載の食品包装用トレー形容器の凹形部内に食品原料を充填する原料充填工程と、
この原料充填工程の後、前記食品原料を前記食品包装用トレー形容器の前記凹形部に充填状態のまま加熱して殺菌する殺菌工程と、
この殺菌工程を完了した前記食品原料を前記食品包装用トレー形容器の前記凹形部に充填状態のまま前記食品包装用トレー形容器ごと加熱して調理する加熱調理工程と、
この加熱調理工程の完了後、前記食品包装用トレー形容器の前記食品収納部内の調理済み食品の温度を60℃以上に保った状態で、前記食品包装用トレー形容器の前記凹形部の内側の食品収納部の開口部を前記凹形部の開口縁部及び/又は該開口縁部から外側に張り出すように突設されたフランジ部へのフィルムの被着によって密封するシール工程を具備し、前記シール工程の完了後に前記調理済み食品を常温まで冷却させることを特徴とする無菌包装食品の製造方法。
【請求項1】
調理済みの食品の無菌包装に用いられるプラスチック製のトレー形容器であって、
前記食品を収容するための凹形部を有し、前記凹形部の外周壁は、その周方向において湾曲状態に延在する湾曲壁部、コーナー部、前記凹形部の深さ方向に直交する直線に沿って延在する直壁部から選択される2以上を有し、しかも前記コーナー部以外の部分の周方向の2以上の箇所に、前記凹形部の深さ方向に沿って延在するリブが複数並列に形成された補強部を有することを特徴とする食品包装用トレー形容器。
【請求項2】
調理済みの食品の無菌包装に用いられるプラスチック製のトレー形容器であって、
前記食品を収容するための凹形部を有し、前記凹形部の外周壁は、その周方向において湾曲状態に延在する湾曲壁部、コーナー部、前記凹形部の深さ方向に直交する直線に沿って延在する直壁部から選択される2以上を有し、しかも前記湾曲壁部、前記コーナー部、前記直壁部のうち前記外周壁を構成する2以上に前記凹形部の深さ方向に沿って延在するリブが複数並列に形成され、前記外周壁周方向における前記リブの形成密度が、前記コーナー部における前記形成密度をMc、前記湾曲壁部における前記形成密度をMw、前記直壁部における前記形成密度をMsとしたとき、Mc<Mw、Mw<Ms、Mc<Msのうちの1以上を満たすことを特徴とする食品包装用トレー形容器。
【請求項3】
前記凹形部の外周壁が直壁部を有するものである請求項1又は2記載の食品包装用トレー形容器であって、
前記凹形部を複数有し、隣り合う凹形部の間が連結部を介して繋がっており、
隣り合う凹形部は、その外周壁の隣り合う凹形部間に確保された隙間を介して互いに対面する部分に互いに並行に延在し前記直壁部として機能する板状壁部を有し、前記外周壁は前記板状壁部を含む1以上の直壁部と、前記板状壁部の延在方向両側に設けられたコーナー部とを有するとともに、該外周壁のうち前記板状壁部及び該板状壁部の延在方向両側の前記コーナー部を除いた部分である側面形成部が、湾曲壁部、コーナー部、直壁部から選択される2以上によって構成され、しかも該側面形成部及び前記板状壁部のうち少なくとも前記側面形成部に前記リブが形成されていることを特徴とする食品包装用トレー形容器。
【請求項4】
前記凹形部は底壁部の外周から立ち上げるように前記外周壁が周設された構成になっており、前記リブは前記外周壁から前記底壁部の外周部にも延在するように形成されていることを特徴する請求項1〜3のいずれかに記載の食品包装用トレー形容器。
【請求項5】
前記リブが、前記凹形部の外周壁からその内面側に突出するように形成されていることを特徴する請求項1〜4のいずれかに記載の食品包装用トレー形容器。
【請求項6】
前記リブが、前記凹形部の外周壁からその外面側に突出するように形成されていることを特徴する請求項1〜4のいずれかに記載の食品包装用トレー形容器。
【請求項7】
さらに、前記凹形部の開口縁部から外側に張り出すように突設されたフランジ部を有することを特徴する請求項1〜6のいずれかに記載の食品包装用トレー形容器。
【請求項8】
請求項1〜7のいずれかに記載の食品包装用トレー形容器の前記凹形部に調理済み食品が収容され、前記凹形部の内側の食品収納部の開口部が、前記凹形部の開口縁部及び/又は該開口縁部から外側に張り出すように突設されたフランジ部に被着されたフィルムによって塞がれていることを特徴とする無菌包装食品。
【請求項9】
前記食品包装用トレー形容器は前記凹形部を複数有し、隣り合う凹形部の間が連結壁部を介して繋がっており、隣り合う凹形部の間の切り離し用のミシン目が、前記連結壁部と該連結壁部上面を覆うように設けられた前記フィルムとを貫通する複数の孔によって形成されていることを特徴とする請求項8記載の無菌包装食品。
【請求項10】
前記調理済み食品がデンプン系食品であることを特徴とする請求項8又は9記載の無菌包装食品。
【請求項11】
前記調理済み食品が米飯であることを特徴とする請求項11記載の無菌包装食品。
【請求項12】
請求項1〜7のいずれかに記載の食品包装用トレー形容器の凹形部内に食品原料を充填する原料充填工程と、
この原料充填工程の後、前記食品原料を前記食品包装用トレー形容器の前記凹形部に充填状態のまま加熱して殺菌する殺菌工程と、
この殺菌工程を完了した前記食品原料を前記食品包装用トレー形容器の前記凹形部に充填状態のまま前記食品包装用トレー形容器ごと加熱して調理する加熱調理工程と、
この加熱調理工程の完了後、前記食品包装用トレー形容器の前記食品収納部内の調理済み食品の温度を60℃以上に保った状態で、前記食品包装用トレー形容器の前記凹形部の内側の食品収納部の開口部を前記凹形部の開口縁部及び/又は該開口縁部から外側に張り出すように突設されたフランジ部へのフィルムの被着によって密封するシール工程を具備し、前記シール工程の完了後に前記調理済み食品を常温まで冷却させることを特徴とする無菌包装食品の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2011−42385(P2011−42385A)
【公開日】平成23年3月3日(2011.3.3)
【国際特許分類】
【出願番号】特願2009−191165(P2009−191165)
【出願日】平成21年8月20日(2009.8.20)
【出願人】(000140650)テーブルマーク株式会社 (55)
【Fターム(参考)】
【公開日】平成23年3月3日(2011.3.3)
【国際特許分類】
【出願日】平成21年8月20日(2009.8.20)
【出願人】(000140650)テーブルマーク株式会社 (55)
【Fターム(参考)】
[ Back to top ]