
食品容器用シートの製造方法
【課題】 PETボトルやPETトレーからの回収PETフレークを原料とする食品容器用シートにおいて、物性を向上させるとともに、残留アセトアルデヒドを無いようにする。
【解決手段】 未乾燥の回収PETフレークに鎖延長剤を添加し、該鎖延長剤が添加された回収PETフレークをベント孔が2以上ある押出機のシリンダー1に投入し、押出し温度280℃内外、背圧100〜200kg/cm2、ベント孔3、4から−750mmHg以上の高真空下で吸引・脱気しながら押出成形する。回収PETフレークの低分子量化したPETの分子鎖同志を鎖延長剤によって結びつけて高分子量化させる。水と熱によって解重合化した時に発生するエチレングリコールやアセトアルデヒドを鎖延長剤で捕捉して残留アセトアルデヒドを無くす。
【解決手段】 未乾燥の回収PETフレークに鎖延長剤を添加し、該鎖延長剤が添加された回収PETフレークをベント孔が2以上ある押出機のシリンダー1に投入し、押出し温度280℃内外、背圧100〜200kg/cm2、ベント孔3、4から−750mmHg以上の高真空下で吸引・脱気しながら押出成形する。回収PETフレークの低分子量化したPETの分子鎖同志を鎖延長剤によって結びつけて高分子量化させる。水と熱によって解重合化した時に発生するエチレングリコールやアセトアルデヒドを鎖延長剤で捕捉して残留アセトアルデヒドを無くす。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、食品容器用シートの製造方法に関し、さらに詳しくは、PETボトルやPETトレーからの回収PETフレークを原料として使用し、食品容器用シートの物性を向上させるとともに、残留アセトアルデヒドが無いようにした食品容器用シートの製造方法に関するものである。
【背景技術】
【0002】
近年、PETボトルやPETトレー等に代表されるPET樹脂製容器は、優れた機械的強度や透明性、高い食品安全衛生性から日常的に大量に用いられている。しかしながら一度容器に成形されたPET樹脂は、その成形時の熱により解重合を起こし、分子鎖が切れて低分子量のPET樹脂となって物性が低下する。したがって、回収PETフレークを用いてもう一度食品容器等に成形して再利用することは出来ないものであった。その結果、回収PETフレークの再利用は布団綿、衣料等の繊維用や、卵パック、建築材料等へのマテリアルリサイクルや、一部元の化学原料へ戻すケミカルリサイクルとして再利用されているに過ぎない。
【0003】
一方、低分子量化したPET樹脂の物性を改良する方法としては、充分乾燥した回収PETフレークを圧力7kPa以下、温度200℃以上で固相重合を行って高分子量とする方法(例えば特許文献1参照。)や、低分子鎖を結びつけて高分子量化する改質剤を用いる方法(例えば特許文献2、3、4参照。)が提案されている。
また、PET樹脂を溶融・押出し成形する際に未乾燥のまま押出し成形することが知られている(例えば特許文献5、6参照。)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第4013031号公報
【特許文献2】特許第3503952号公報
【特許文献3】特許第4255838号公報
【特許文献4】特開2006−176711号公報
【特許文献5】特開平4−278310号公報
【特許文献6】特開2004−155968号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1で提案されている固相重合方法では、充分な乾燥の後200℃以上の温度を長時間かける必要があり、膨大な設備費とエネルギー費がかかりコスト高となるものであった。また、特許文献2、3、4で提案されている改質剤による高分子化は、物性は改良されるが、アセトアルデヒドが残留する恐れがあり、食品安全衛生性から好ましいものではなかった。
【0006】
本発明の課題は未乾燥の回収PETフレークを用いて溶融・押出し成形しながら回収PET樹脂の物性を改良しつつ残留アセトアルデヒドのない食品容器用シートの製造方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明者らは、上述した課題を解決すべく鋭意研究した結果、未乾燥の回収PETフレークを使用しても、回収PETフレークに鎖延長剤を添加した後、2以上のベント孔がある押出機により加熱・溶融するとともに、ベント孔から水、アセトアルデヒド等を吸引・脱気することにより、効率よく低分子化した分子鎖同志を結びつけて高分子量化できるとともに、水と熱によって解重合した時に発生するエチレングリコールやエチレングリコールから発生するアセトアルデヒドも捕捉して残留アセトアルデヒドを無くすことが出来ることを見出し、本発明を完成するに至った。
【0008】
すなわち、請求項1に係る食品容器用シートの製造方法は、選別・洗浄・粉砕された未乾燥の回収PETフレークに鎖延長剤を添加し、該鎖延長剤が添加された回収PETフレークをベント孔が2以上ある押出機に投入し、回収PETフレークを加熱・溶融した状態でベント孔から−750mmHg以上の高真空化で吸引・脱気した後、押出成形するものであって、回収PETフレークの低分子量化したPETの分子鎖同志を鎖延長剤によって結びつけて高分子量化させるとともに、水と熱によって解重合化した時に発生するエチレングリコールやアセトアルデヒドを鎖延長剤で捕捉して残留アセトアルデヒドをなくすことを特徴として構成されている。
【0009】
請求項2に係る食品容器用シートの製造方法は、鎖延長剤が少なくとも2個以上の多官能のエポキシ基を有することを特徴として構成されている。
請求項3に係る食品容器用シートの製造方法は、記鎖延長剤の添加が、未乾燥の回収PETフレークに流動パラフィン又はヒマシ油等を0.05〜0.20重量%まぶした後、鎖延長剤の粉沫を添加しミキサー等でミキシングして混合付着させることを特徴として構成されている。
【0010】
請求項4に係る食品容器用シートの製造方法は、食品用器用シートの押出し成形が共押出しTダイ法又は共押出しインフレーション法であることを特徴として構成されている。
【0011】
請求項5に係る食品容器用シートの製造方法は、請求項1、2、3又は4記載の食品容器用シートの製造方法で製造された回収PETフレーク層と、バージンPET層とを共押出しし、食品が接触する内層から、バージンPET層/回収PETフレーク層の2種2層、又はバージンPET層/回収PETフレーク層/バージンPET層の2種3層に配して成ることを特徴として構成されている。
【発明の効果】
【0012】
請求項1に係る食品容器用のシートの製造方法においては、選別・洗浄・粉砕された未乾燥の回収PETフレークを原料として用いている。したがって、通常PET押出し時に必要な設備とエネルギー費で膨大なコストを要する乾燥を行なうことなく安価に提供することが出来る。
【0013】
また、押出機による加熱・溶融の前に予め回収PETフレークに鎖延長剤を添加しているので、押出機に投入直後から、回収フレークの低分子量化したPETの分子鎖同志を鎖延長剤によって結びつけ、高分子量化することができ、また、水と熱によって解重合化した時に発生するエチレングリコールやエチレングリコールから発生するアセトアルデヒドもPET分子鎖に結びつけて鎖延長剤で捕捉することが出来る。
【0014】
回収PETフレークを加熱・溶融して押出す押出機としては、ベント孔が2以上あるものを用いているので、押出し時の高温と常圧下で気体であるエチレングリコール、アセトアルデヒドは、ベント孔から吸引除去される。したがって、鎖延長剤による補足と相まってアセトアルデヒドが残留することが無い。また、同時にベント孔より水分も吸引除去するので、未完走の回収PETフレークを用いても問題ないものである。
【0015】
請求項2に係る食品容器のシートの製造方法においては、鎖延長剤が2以上の多官能のエポキシ基を有しているので、PET分子鎖を結び付ける時に3次元の網目構造の高分子となり物性がより改良される。
【0016】
請求項3に係る食品容器用のシートの製造方法においては、前記鎖延長剤の添加が、未乾燥の回収PETフレークに流動パラフィン又はヒマシ油等を0.05〜0.20重量%まぶした後、鎖延長剤の粉沫を添加しミキサー等でミキシングして混合付着させるので、鎖延長剤を均一に混合させることが出来る。また、マスターバッチを作る必要がないので、安価に提供することが出来る。
【0017】
請求項4に係る食品容器用のシートの製造方法においては、食品容器用シートの押出し成形が共押出しTダイ法又は共押出しインフレーション法であるので、既存の設備で簡単に押出し成形することが出来る。
【0018】
請求項5に係る食品容器用のシートにおいては、食品が接触する内層から、バージンPET層/回収PETフレーク層の2種2層、又はバージンPET層/回収PETフレーク層/バージンPET層の2種3層に配したので、回収PETフレーク層が直接食品に触れることが無く、食品容器として使用することが出来る。
【図面の簡単な説明】
【0019】
【図1】本発明による食品容器用シートの製造方法に用いるベント孔が2以上ある押出機のシリンダー部の模式図である。
【発明を実施するための形態】
【0020】
本発明の食品容器用シートの製造方法においては、まず、選別・粉砕・洗浄された未乾燥の回収PETフレークに鎖延長剤を添加する。回収されたPETボトルやPETトレーは選別、粉砕、洗浄等が行なわれるが順序はこの順にこだわることはなく適宜変更される。例えば、最初に目視で手選別を行ない、粉砕後、ラベル等の風力選別、洗浄後、ポリオフィレン等の比重差選別を行なっても良い。粉砕は粉砕機や裁断機等で約10〜20mm以下のフレーク状に粉砕する。洗浄はアルカリ水による洗浄後、水で洗浄し、遠心脱水して空気乾燥する。この状態で水分量は0.3〜0.5%である。
【0021】
次いで空気乾燥された回収PETフレークに鎖延長剤を添加する。鎖延長剤としては、アクリル酸グリシジル、メタアクリル酸グリシジル、トリメチルロールプロパン・トリグシジルエーテル、エポキシ化大豆油、エポキシ化亜麻仁油等があるが、少なくとも2個以上の多官能のエポキシ基を有することが好ましい。このような鎖延長剤を用いることにより、PET分子鎖を結び付ける際に、3次元の網目構造の高分子となり物性がより改良される。
【0022】
鎖延長剤の添加量は0.2〜2.0重量%が好ましいが、鎖延長剤の持つ性能に従って添加すれば良い。添加方法は回収PETフレークに流動パラフィンやヒマシ油を0.05〜0.20重量%ヘンシェルミキサー等でまぶした後、鎖延長剤の粉沫を添加しヘンシェルミキサー等でミキシングして混合付着させることが好ましく、このように添加することにより鎖延長剤を均一に添加することが出来る。鎖延長剤の粉沫の大きさは、あまり小さいとダマになり易く、大きすぎると不均一になり易いので、粒径30〜300μm程度が均一に混合付着する上で好ましい。
【0023】
鎖延長剤は、PET樹脂のマスターバッチを作製して添加することも出来るが、マスターバッチを作製する費用がかかりコスト高となるので、本発明のように、鎖延長剤を最初から添加しておけば費用を削減することが出来るとともに、解重合が起きると直ちにPET分子鎖を結び付けることが出来るので、押出機のスクリュー全長に亘って反応させることが出来る。
【0024】
次に、上述した鎖延長剤が添加された回収PETフレークを、ベント孔が2以上ある押出機に投入し、回収PETフレークを加熱・溶融した状態でベント孔から−750mmHg以上の高真空化で吸引・脱気した後、押出成形する。
【0025】
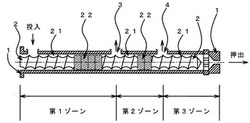
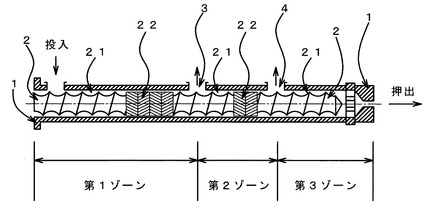
図1に、ベント孔が2以上ある押出機のシリンダー部の模式図を示す。図1において、1はシリンダーで、このシリンダー1の内部にはスクリュー2が設けられ、基端側(樹脂投入側)から、第1ベント孔3及び第2ベント孔4が形成されている。スクリュー2には、加圧圧縮部21とシール部22とが交互に配置されており、シール部22においては、スクリューの溝巾を狭くし、その間を回収PETフレークの溶融樹脂が満たして加圧圧縮部21における背圧100〜200kg/cm2の高圧と、ベント孔3、4部の−750mmHgの高真空との圧力差をシールするもので、樹脂はスクリュー2の回転のみで押し進むようにしてベント孔3、4からの溶融樹脂の吹き上がりを防止している。
【0026】
ベント孔3、4は、コンデンサー(凝縮機)(図示せず)を介して油回転式真空ポンプ(図示せず)に連結されており、コンデンサーは真空度を維持することと、油回転式真空ポンプの油の質を維持するためのものである。コンデンサーがなければ、例えば、水分5,000ppmの回収PETフレークを500kg/hrの吐出量で運転したとすれば、500,000g×0.5/100=2,500g/hrもの水蒸気が発生して高真空を維持出来ず、油回転式真空ポンプの油も水が混入して変質する。
【0027】
以上のような押出機において、回収PETフレークを溶融・押出すには、回収PETフレークをシリンダー1に投入し、押出し温度280℃内外、背圧100〜200kg/cm2、ベント孔3、4から−750mmHg以上の高真空下で吸引・脱気しながら押出してシートを作製する。
【0028】
投入された回収PETフレークは、まず、第1ゾーンにおいて、加熱・溶融されて添加された鎖延長剤と混練される。溶融したPETは水と熱による加水分解や熱分解で解重合が起こり、低分子のPET鎖やエチレングリコール、アセトアルデヒドが発生していると考えられる。しかし鎖延長剤が最初から添加されて混練されているので、低分子のPET鎖を結び付けて3次元の高分子量化や、エチレングルコールやアセトアルデヒドの捕捉などの重合反応も起こり始めていると考えられる。すなわち、エポキシ基
【0029】
【化1】

は開裂して、カルボキシル基(−COOH)、アルデヒド基(−CHO)、水酸基(−OH)等の官能基と結び付き、PET分子鎖を3次元の網目構造の高分子にするとともに、解重合で生じたエチレングリコール、エチレングリコールから発生するアセトアルデヒドをも高分子の一部として捕捉する。また、含有している水分は、280℃における飽和水蒸気圧は65kg/cm2であるので、背圧100kg/cm2以上では液体の状態である。
【0030】
そして、エチレングリコール、アセトアルデヒド、水を含んだ溶融PETは、第1ベント孔3まで来ると、−750mmHg以上の高真空下となっているので、エチレングリコール(沸点198℃)、アセトアルデヒド(沸点20℃)、水(沸点100℃)は気体となり、第1ベント孔3から吸引・脱気される。そして、第1ベント孔3から吸引・脱気し切れなかったエチレングリコール、アセトアルデヒド及び水は、第2ベント孔4により吸引・脱気される。第2ゾーンにおいては、解重合も一部起こっていると考えられるが、大部分は鎖延長剤による重合反応が起こっていると考えられる。
【0031】
第3ゾーンでは殆ど鎖延長剤による重合反応のみが起っているので、新たにアセトアルデヒドが発生しておらず、溶融PETは、残留アセトアルデヒドがない状態で押出される。
【0032】
次いで食品容器用のシートにするには少なくとも食品と接触する層にバージンPET層を配したバージンPET層/回収PETフレーク層の2種2層、又はバージンPET層/回収PETフレーク層/バージンPET層の2種3層のシートを作製する。これらのシートを作製するためには、回収PETフレークシートの主押出し機と同一機能を持った副押出し機を用い、ベント孔から吸引・脱気しながら未乾燥のPET樹脂を押出して、主層の回収PETフレークシートと併せて共押出しを行うことにより作製する。バージンPETシート層の厚みは25μm以上が好ましい。
【実施例】
【0033】
PETボトル及びPETトレーを選別、粉砕、洗浄、遠心脱水そして空気乾燥させた回収PETフレーク(水分量4,500ppm)に流動パラフィン0.10%をヘンシェルミキサーを用いてまぶした後、粉沫状のBASFジャパン株式会社製鎖延長剤ADR4368Sを0.5%添加し、ヘンシェルミキサーで混合撹拌して付着させた。
【0034】
この鎖延長剤を混合付着させた回収PETフレークを主押出し機(日立造船株式会社製、同方向回転2軸押出し機HMT100、L/D=38、吐出量;650kg/hr、2ベント孔)に投入し、押出し温度280℃、ベント孔から−755mmHgの高真空下で吸引・脱気しながら主層を押出した。ベント孔はコンデンサーを経由して油回転式真空ポンプへ連結してある。
【0035】
一方、ユニチカ株式会社製PET樹脂、MA2101M(水分量2,700ppm)を副押出し機(日立造船株式会社製、同方向回転2軸押出し機HMT57、L/D=36、吐出量;200kg/hr、2ベント孔)に投入し、押出し温度280℃、ベント孔から−755mmHgの高真空下で吸引・脱気しながら副層(バージン層)を押出し、主層と合わせて共押出しを行ないバージン層(30μm)/回収PETフレーク層(340μm)/バージン層(30μm)の総厚み400μmのシートを作製した。副押出し機のベント孔もコンデンサーを経由して油回転式真空ポンプへ連結してある。
【0036】
<水分量の挙動>
連続押出し中のスクリュー及び真空吸引を一時停止し、主押出し機、副押出し機の第1及び第2ベント孔位置の樹脂をサンプリングし、含有水分量を測定した。水分測定はプラスチック用水分気化装置ADP−351型(京都電子工業株式会社製)及びカールフィッシャー水分計MKC−210型(京都電子工業株式会社製)を用いた。結果を表1に示す。
【0037】
【表1】
【0038】
回収PETフレーク樹脂もバージン樹脂も投入前の大量の含有水分が第1ベント孔の位置ではいずれも10ppm以下となり、通常PET樹脂の押出し時に必須である50ppm以下をクリアーしている。第2ベント孔の位置では0ppmとなりベント孔から吸引・脱気することにより事前に乾燥する必要がないことが解る。
【0039】
次いでこのバージン層/回収PETフレーク層/バージン層から成る共押出しシートを、株式会社浅野研究所製「FKC型」真空・圧空成形機で表面温度130℃になるように加熱して軟化させ、上部径17.5cm×12cm、下部径15cm×9.5cm、深さ2.5cm、フランジ巾1cmの底部及びコーナーに丸みを持たせた雌型アルミ金型を用い、アルミ金型を60℃に設定し、0.5Mpaの圧空をかけながら、真空・圧空成形し食品トレー容器を得た。この得られた食品トレーは、透明で変形もなく、金型通りの成形体であった。
【0040】
<落下強度による物性の評価>
この食品トレーに水を200ml充填した後、PETフイルム層(12μm)/O−NYフイルム層(15μm)/イージーピール層(35μm)から成る蓋材でヒートシールにより密封した。サンプルを高さ2.0mからコンクリートの固い床に水平底部、垂直長径、垂直短径、垂直コーナー部から先に床に落下するようにして落下テストを行った。結果を表2に示す。
【0041】
【表2】
【0042】
いずれの落下方向からにおいても破損は生じなかった。一般に、コンビニ店の棚は1.8mであるので、落下高さ2.0mに耐えられれば、充分に実用に耐えられる物性まで改善されていると言える。
【0043】
<残留アセトアルデヒドの評価>
食品トレーを1cm×2cmの大きさに裁断して食品トレーの裁断片を作製し、そして、表裏の表面積が全体で250m2に相当する量の多数の裁断片を、500mlスリ合せ共栓付の硝子製の三角フラスコに投入した。次に、40℃の室で40℃のN2ガスで三角フラスコ中の空気を置換した(N2ガス2ml/表面積1cm2)後、共栓で密封し、40℃で24時間放置した。
このように処理した三角フラスコ中の気相を、5名の臭気パネラーで異臭の有無を判定し、また気相中のアセトアルデヒドを島津製作所株式会社製ガスクロマトグラフGC−6A型、FID検出器付で測定した。結果を表3及び表4に示す。
【0044】
【表3】
【0045】
【表4】
【0046】
パネラーによる臭気テストでも異臭は感じられず、ガスクロマトグラフによってもアセトアルデヒドは検出されなかったので、残留アセトアルデヒドは無いことが確認された。
【符号の説明】
【0047】
1:シリンダー
2:スクリュー
21:加圧圧縮部
22:シール部
3:第1ベント孔
4:第2ベント孔
【技術分野】
【0001】
本発明は、食品容器用シートの製造方法に関し、さらに詳しくは、PETボトルやPETトレーからの回収PETフレークを原料として使用し、食品容器用シートの物性を向上させるとともに、残留アセトアルデヒドが無いようにした食品容器用シートの製造方法に関するものである。
【背景技術】
【0002】
近年、PETボトルやPETトレー等に代表されるPET樹脂製容器は、優れた機械的強度や透明性、高い食品安全衛生性から日常的に大量に用いられている。しかしながら一度容器に成形されたPET樹脂は、その成形時の熱により解重合を起こし、分子鎖が切れて低分子量のPET樹脂となって物性が低下する。したがって、回収PETフレークを用いてもう一度食品容器等に成形して再利用することは出来ないものであった。その結果、回収PETフレークの再利用は布団綿、衣料等の繊維用や、卵パック、建築材料等へのマテリアルリサイクルや、一部元の化学原料へ戻すケミカルリサイクルとして再利用されているに過ぎない。
【0003】
一方、低分子量化したPET樹脂の物性を改良する方法としては、充分乾燥した回収PETフレークを圧力7kPa以下、温度200℃以上で固相重合を行って高分子量とする方法(例えば特許文献1参照。)や、低分子鎖を結びつけて高分子量化する改質剤を用いる方法(例えば特許文献2、3、4参照。)が提案されている。
また、PET樹脂を溶融・押出し成形する際に未乾燥のまま押出し成形することが知られている(例えば特許文献5、6参照。)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第4013031号公報
【特許文献2】特許第3503952号公報
【特許文献3】特許第4255838号公報
【特許文献4】特開2006−176711号公報
【特許文献5】特開平4−278310号公報
【特許文献6】特開2004−155968号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1で提案されている固相重合方法では、充分な乾燥の後200℃以上の温度を長時間かける必要があり、膨大な設備費とエネルギー費がかかりコスト高となるものであった。また、特許文献2、3、4で提案されている改質剤による高分子化は、物性は改良されるが、アセトアルデヒドが残留する恐れがあり、食品安全衛生性から好ましいものではなかった。
【0006】
本発明の課題は未乾燥の回収PETフレークを用いて溶融・押出し成形しながら回収PET樹脂の物性を改良しつつ残留アセトアルデヒドのない食品容器用シートの製造方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明者らは、上述した課題を解決すべく鋭意研究した結果、未乾燥の回収PETフレークを使用しても、回収PETフレークに鎖延長剤を添加した後、2以上のベント孔がある押出機により加熱・溶融するとともに、ベント孔から水、アセトアルデヒド等を吸引・脱気することにより、効率よく低分子化した分子鎖同志を結びつけて高分子量化できるとともに、水と熱によって解重合した時に発生するエチレングリコールやエチレングリコールから発生するアセトアルデヒドも捕捉して残留アセトアルデヒドを無くすことが出来ることを見出し、本発明を完成するに至った。
【0008】
すなわち、請求項1に係る食品容器用シートの製造方法は、選別・洗浄・粉砕された未乾燥の回収PETフレークに鎖延長剤を添加し、該鎖延長剤が添加された回収PETフレークをベント孔が2以上ある押出機に投入し、回収PETフレークを加熱・溶融した状態でベント孔から−750mmHg以上の高真空化で吸引・脱気した後、押出成形するものであって、回収PETフレークの低分子量化したPETの分子鎖同志を鎖延長剤によって結びつけて高分子量化させるとともに、水と熱によって解重合化した時に発生するエチレングリコールやアセトアルデヒドを鎖延長剤で捕捉して残留アセトアルデヒドをなくすことを特徴として構成されている。
【0009】
請求項2に係る食品容器用シートの製造方法は、鎖延長剤が少なくとも2個以上の多官能のエポキシ基を有することを特徴として構成されている。
請求項3に係る食品容器用シートの製造方法は、記鎖延長剤の添加が、未乾燥の回収PETフレークに流動パラフィン又はヒマシ油等を0.05〜0.20重量%まぶした後、鎖延長剤の粉沫を添加しミキサー等でミキシングして混合付着させることを特徴として構成されている。
【0010】
請求項4に係る食品容器用シートの製造方法は、食品用器用シートの押出し成形が共押出しTダイ法又は共押出しインフレーション法であることを特徴として構成されている。
【0011】
請求項5に係る食品容器用シートの製造方法は、請求項1、2、3又は4記載の食品容器用シートの製造方法で製造された回収PETフレーク層と、バージンPET層とを共押出しし、食品が接触する内層から、バージンPET層/回収PETフレーク層の2種2層、又はバージンPET層/回収PETフレーク層/バージンPET層の2種3層に配して成ることを特徴として構成されている。
【発明の効果】
【0012】
請求項1に係る食品容器用のシートの製造方法においては、選別・洗浄・粉砕された未乾燥の回収PETフレークを原料として用いている。したがって、通常PET押出し時に必要な設備とエネルギー費で膨大なコストを要する乾燥を行なうことなく安価に提供することが出来る。
【0013】
また、押出機による加熱・溶融の前に予め回収PETフレークに鎖延長剤を添加しているので、押出機に投入直後から、回収フレークの低分子量化したPETの分子鎖同志を鎖延長剤によって結びつけ、高分子量化することができ、また、水と熱によって解重合化した時に発生するエチレングリコールやエチレングリコールから発生するアセトアルデヒドもPET分子鎖に結びつけて鎖延長剤で捕捉することが出来る。
【0014】
回収PETフレークを加熱・溶融して押出す押出機としては、ベント孔が2以上あるものを用いているので、押出し時の高温と常圧下で気体であるエチレングリコール、アセトアルデヒドは、ベント孔から吸引除去される。したがって、鎖延長剤による補足と相まってアセトアルデヒドが残留することが無い。また、同時にベント孔より水分も吸引除去するので、未完走の回収PETフレークを用いても問題ないものである。
【0015】
請求項2に係る食品容器のシートの製造方法においては、鎖延長剤が2以上の多官能のエポキシ基を有しているので、PET分子鎖を結び付ける時に3次元の網目構造の高分子となり物性がより改良される。
【0016】
請求項3に係る食品容器用のシートの製造方法においては、前記鎖延長剤の添加が、未乾燥の回収PETフレークに流動パラフィン又はヒマシ油等を0.05〜0.20重量%まぶした後、鎖延長剤の粉沫を添加しミキサー等でミキシングして混合付着させるので、鎖延長剤を均一に混合させることが出来る。また、マスターバッチを作る必要がないので、安価に提供することが出来る。
【0017】
請求項4に係る食品容器用のシートの製造方法においては、食品容器用シートの押出し成形が共押出しTダイ法又は共押出しインフレーション法であるので、既存の設備で簡単に押出し成形することが出来る。
【0018】
請求項5に係る食品容器用のシートにおいては、食品が接触する内層から、バージンPET層/回収PETフレーク層の2種2層、又はバージンPET層/回収PETフレーク層/バージンPET層の2種3層に配したので、回収PETフレーク層が直接食品に触れることが無く、食品容器として使用することが出来る。
【図面の簡単な説明】
【0019】
【図1】本発明による食品容器用シートの製造方法に用いるベント孔が2以上ある押出機のシリンダー部の模式図である。
【発明を実施するための形態】
【0020】
本発明の食品容器用シートの製造方法においては、まず、選別・粉砕・洗浄された未乾燥の回収PETフレークに鎖延長剤を添加する。回収されたPETボトルやPETトレーは選別、粉砕、洗浄等が行なわれるが順序はこの順にこだわることはなく適宜変更される。例えば、最初に目視で手選別を行ない、粉砕後、ラベル等の風力選別、洗浄後、ポリオフィレン等の比重差選別を行なっても良い。粉砕は粉砕機や裁断機等で約10〜20mm以下のフレーク状に粉砕する。洗浄はアルカリ水による洗浄後、水で洗浄し、遠心脱水して空気乾燥する。この状態で水分量は0.3〜0.5%である。
【0021】
次いで空気乾燥された回収PETフレークに鎖延長剤を添加する。鎖延長剤としては、アクリル酸グリシジル、メタアクリル酸グリシジル、トリメチルロールプロパン・トリグシジルエーテル、エポキシ化大豆油、エポキシ化亜麻仁油等があるが、少なくとも2個以上の多官能のエポキシ基を有することが好ましい。このような鎖延長剤を用いることにより、PET分子鎖を結び付ける際に、3次元の網目構造の高分子となり物性がより改良される。
【0022】
鎖延長剤の添加量は0.2〜2.0重量%が好ましいが、鎖延長剤の持つ性能に従って添加すれば良い。添加方法は回収PETフレークに流動パラフィンやヒマシ油を0.05〜0.20重量%ヘンシェルミキサー等でまぶした後、鎖延長剤の粉沫を添加しヘンシェルミキサー等でミキシングして混合付着させることが好ましく、このように添加することにより鎖延長剤を均一に添加することが出来る。鎖延長剤の粉沫の大きさは、あまり小さいとダマになり易く、大きすぎると不均一になり易いので、粒径30〜300μm程度が均一に混合付着する上で好ましい。
【0023】
鎖延長剤は、PET樹脂のマスターバッチを作製して添加することも出来るが、マスターバッチを作製する費用がかかりコスト高となるので、本発明のように、鎖延長剤を最初から添加しておけば費用を削減することが出来るとともに、解重合が起きると直ちにPET分子鎖を結び付けることが出来るので、押出機のスクリュー全長に亘って反応させることが出来る。
【0024】
次に、上述した鎖延長剤が添加された回収PETフレークを、ベント孔が2以上ある押出機に投入し、回収PETフレークを加熱・溶融した状態でベント孔から−750mmHg以上の高真空化で吸引・脱気した後、押出成形する。
【0025】
図1に、ベント孔が2以上ある押出機のシリンダー部の模式図を示す。図1において、1はシリンダーで、このシリンダー1の内部にはスクリュー2が設けられ、基端側(樹脂投入側)から、第1ベント孔3及び第2ベント孔4が形成されている。スクリュー2には、加圧圧縮部21とシール部22とが交互に配置されており、シール部22においては、スクリューの溝巾を狭くし、その間を回収PETフレークの溶融樹脂が満たして加圧圧縮部21における背圧100〜200kg/cm2の高圧と、ベント孔3、4部の−750mmHgの高真空との圧力差をシールするもので、樹脂はスクリュー2の回転のみで押し進むようにしてベント孔3、4からの溶融樹脂の吹き上がりを防止している。
【0026】
ベント孔3、4は、コンデンサー(凝縮機)(図示せず)を介して油回転式真空ポンプ(図示せず)に連結されており、コンデンサーは真空度を維持することと、油回転式真空ポンプの油の質を維持するためのものである。コンデンサーがなければ、例えば、水分5,000ppmの回収PETフレークを500kg/hrの吐出量で運転したとすれば、500,000g×0.5/100=2,500g/hrもの水蒸気が発生して高真空を維持出来ず、油回転式真空ポンプの油も水が混入して変質する。
【0027】
以上のような押出機において、回収PETフレークを溶融・押出すには、回収PETフレークをシリンダー1に投入し、押出し温度280℃内外、背圧100〜200kg/cm2、ベント孔3、4から−750mmHg以上の高真空下で吸引・脱気しながら押出してシートを作製する。
【0028】
投入された回収PETフレークは、まず、第1ゾーンにおいて、加熱・溶融されて添加された鎖延長剤と混練される。溶融したPETは水と熱による加水分解や熱分解で解重合が起こり、低分子のPET鎖やエチレングリコール、アセトアルデヒドが発生していると考えられる。しかし鎖延長剤が最初から添加されて混練されているので、低分子のPET鎖を結び付けて3次元の高分子量化や、エチレングルコールやアセトアルデヒドの捕捉などの重合反応も起こり始めていると考えられる。すなわち、エポキシ基
【0029】
【化1】
は開裂して、カルボキシル基(−COOH)、アルデヒド基(−CHO)、水酸基(−OH)等の官能基と結び付き、PET分子鎖を3次元の網目構造の高分子にするとともに、解重合で生じたエチレングリコール、エチレングリコールから発生するアセトアルデヒドをも高分子の一部として捕捉する。また、含有している水分は、280℃における飽和水蒸気圧は65kg/cm2であるので、背圧100kg/cm2以上では液体の状態である。
【0030】
そして、エチレングリコール、アセトアルデヒド、水を含んだ溶融PETは、第1ベント孔3まで来ると、−750mmHg以上の高真空下となっているので、エチレングリコール(沸点198℃)、アセトアルデヒド(沸点20℃)、水(沸点100℃)は気体となり、第1ベント孔3から吸引・脱気される。そして、第1ベント孔3から吸引・脱気し切れなかったエチレングリコール、アセトアルデヒド及び水は、第2ベント孔4により吸引・脱気される。第2ゾーンにおいては、解重合も一部起こっていると考えられるが、大部分は鎖延長剤による重合反応が起こっていると考えられる。
【0031】
第3ゾーンでは殆ど鎖延長剤による重合反応のみが起っているので、新たにアセトアルデヒドが発生しておらず、溶融PETは、残留アセトアルデヒドがない状態で押出される。
【0032】
次いで食品容器用のシートにするには少なくとも食品と接触する層にバージンPET層を配したバージンPET層/回収PETフレーク層の2種2層、又はバージンPET層/回収PETフレーク層/バージンPET層の2種3層のシートを作製する。これらのシートを作製するためには、回収PETフレークシートの主押出し機と同一機能を持った副押出し機を用い、ベント孔から吸引・脱気しながら未乾燥のPET樹脂を押出して、主層の回収PETフレークシートと併せて共押出しを行うことにより作製する。バージンPETシート層の厚みは25μm以上が好ましい。
【実施例】
【0033】
PETボトル及びPETトレーを選別、粉砕、洗浄、遠心脱水そして空気乾燥させた回収PETフレーク(水分量4,500ppm)に流動パラフィン0.10%をヘンシェルミキサーを用いてまぶした後、粉沫状のBASFジャパン株式会社製鎖延長剤ADR4368Sを0.5%添加し、ヘンシェルミキサーで混合撹拌して付着させた。
【0034】
この鎖延長剤を混合付着させた回収PETフレークを主押出し機(日立造船株式会社製、同方向回転2軸押出し機HMT100、L/D=38、吐出量;650kg/hr、2ベント孔)に投入し、押出し温度280℃、ベント孔から−755mmHgの高真空下で吸引・脱気しながら主層を押出した。ベント孔はコンデンサーを経由して油回転式真空ポンプへ連結してある。
【0035】
一方、ユニチカ株式会社製PET樹脂、MA2101M(水分量2,700ppm)を副押出し機(日立造船株式会社製、同方向回転2軸押出し機HMT57、L/D=36、吐出量;200kg/hr、2ベント孔)に投入し、押出し温度280℃、ベント孔から−755mmHgの高真空下で吸引・脱気しながら副層(バージン層)を押出し、主層と合わせて共押出しを行ないバージン層(30μm)/回収PETフレーク層(340μm)/バージン層(30μm)の総厚み400μmのシートを作製した。副押出し機のベント孔もコンデンサーを経由して油回転式真空ポンプへ連結してある。
【0036】
<水分量の挙動>
連続押出し中のスクリュー及び真空吸引を一時停止し、主押出し機、副押出し機の第1及び第2ベント孔位置の樹脂をサンプリングし、含有水分量を測定した。水分測定はプラスチック用水分気化装置ADP−351型(京都電子工業株式会社製)及びカールフィッシャー水分計MKC−210型(京都電子工業株式会社製)を用いた。結果を表1に示す。
【0037】
【表1】
【0038】
回収PETフレーク樹脂もバージン樹脂も投入前の大量の含有水分が第1ベント孔の位置ではいずれも10ppm以下となり、通常PET樹脂の押出し時に必須である50ppm以下をクリアーしている。第2ベント孔の位置では0ppmとなりベント孔から吸引・脱気することにより事前に乾燥する必要がないことが解る。
【0039】
次いでこのバージン層/回収PETフレーク層/バージン層から成る共押出しシートを、株式会社浅野研究所製「FKC型」真空・圧空成形機で表面温度130℃になるように加熱して軟化させ、上部径17.5cm×12cm、下部径15cm×9.5cm、深さ2.5cm、フランジ巾1cmの底部及びコーナーに丸みを持たせた雌型アルミ金型を用い、アルミ金型を60℃に設定し、0.5Mpaの圧空をかけながら、真空・圧空成形し食品トレー容器を得た。この得られた食品トレーは、透明で変形もなく、金型通りの成形体であった。
【0040】
<落下強度による物性の評価>
この食品トレーに水を200ml充填した後、PETフイルム層(12μm)/O−NYフイルム層(15μm)/イージーピール層(35μm)から成る蓋材でヒートシールにより密封した。サンプルを高さ2.0mからコンクリートの固い床に水平底部、垂直長径、垂直短径、垂直コーナー部から先に床に落下するようにして落下テストを行った。結果を表2に示す。
【0041】
【表2】
【0042】
いずれの落下方向からにおいても破損は生じなかった。一般に、コンビニ店の棚は1.8mであるので、落下高さ2.0mに耐えられれば、充分に実用に耐えられる物性まで改善されていると言える。
【0043】
<残留アセトアルデヒドの評価>
食品トレーを1cm×2cmの大きさに裁断して食品トレーの裁断片を作製し、そして、表裏の表面積が全体で250m2に相当する量の多数の裁断片を、500mlスリ合せ共栓付の硝子製の三角フラスコに投入した。次に、40℃の室で40℃のN2ガスで三角フラスコ中の空気を置換した(N2ガス2ml/表面積1cm2)後、共栓で密封し、40℃で24時間放置した。
このように処理した三角フラスコ中の気相を、5名の臭気パネラーで異臭の有無を判定し、また気相中のアセトアルデヒドを島津製作所株式会社製ガスクロマトグラフGC−6A型、FID検出器付で測定した。結果を表3及び表4に示す。
【0044】
【表3】
【0045】
【表4】
【0046】
パネラーによる臭気テストでも異臭は感じられず、ガスクロマトグラフによってもアセトアルデヒドは検出されなかったので、残留アセトアルデヒドは無いことが確認された。
【符号の説明】
【0047】
1:シリンダー
2:スクリュー
21:加圧圧縮部
22:シール部
3:第1ベント孔
4:第2ベント孔
【特許請求の範囲】
【請求項1】
選別・粉砕・洗浄された未乾燥の回収PETフレークに鎖延長剤を添加し、該鎖延長剤が添加された回収PETフレークをベント孔が2以上ある押出機に投入し、回収PETフレークを加熱・溶融した状態でベント孔から−750mmHg以上の高真空化で吸引・脱気した後、押出成形して、回収PETフレークの低分子量化したPETの分子鎖同志を鎖延長剤によって結びつけて高分子量化させるとともに、水と熱によって解重合化した時に発生するエチレングリコールやアセトアルデヒドを鎖延長剤で捕捉して残留アセトアルデヒドをなくすことを特徴とする食品容器用シートの製造方法。
【請求項2】
前記鎖延長剤が少なくとも2個以上の多官能のエポキシ基を有することを特徴とする請求項1記載の食品容器用シートの製造方法。
【請求項3】
前記鎖延長剤の添加が、未乾燥の回収PETフレークに流動パラフィン又はヒマシ油等を0.05〜0.20重量%まぶした後、鎖延長剤の粉沫を添加しミキサー等でミキシングして混合付着させることを特徴とする請求項1及び2記載の食品容器用シートの製造方法。
【請求項4】
前記食品容器用シートの押出し成形が共押出しTダイ法又は共押出しインフレーション法であることを特徴とする請求項1、2又は3記載の食品容器用シートの製造方法。
【請求項5】
前記請求項1、2、3又は4記載の食品容器用シートの製造方法で製造される回収PETフレーク層と、バージンPET層とを共押出しし、食品が接触する内層から、バージンPET層/回収PETフレーク層の2種2層、又はバージンPET層/回収PETフレーク層/バージンPET層の2種3層に配して成ることを特徴とする食品容器用シートの製造方法。
【請求項1】
選別・粉砕・洗浄された未乾燥の回収PETフレークに鎖延長剤を添加し、該鎖延長剤が添加された回収PETフレークをベント孔が2以上ある押出機に投入し、回収PETフレークを加熱・溶融した状態でベント孔から−750mmHg以上の高真空化で吸引・脱気した後、押出成形して、回収PETフレークの低分子量化したPETの分子鎖同志を鎖延長剤によって結びつけて高分子量化させるとともに、水と熱によって解重合化した時に発生するエチレングリコールやアセトアルデヒドを鎖延長剤で捕捉して残留アセトアルデヒドをなくすことを特徴とする食品容器用シートの製造方法。
【請求項2】
前記鎖延長剤が少なくとも2個以上の多官能のエポキシ基を有することを特徴とする請求項1記載の食品容器用シートの製造方法。
【請求項3】
前記鎖延長剤の添加が、未乾燥の回収PETフレークに流動パラフィン又はヒマシ油等を0.05〜0.20重量%まぶした後、鎖延長剤の粉沫を添加しミキサー等でミキシングして混合付着させることを特徴とする請求項1及び2記載の食品容器用シートの製造方法。
【請求項4】
前記食品容器用シートの押出し成形が共押出しTダイ法又は共押出しインフレーション法であることを特徴とする請求項1、2又は3記載の食品容器用シートの製造方法。
【請求項5】
前記請求項1、2、3又は4記載の食品容器用シートの製造方法で製造される回収PETフレーク層と、バージンPET層とを共押出しし、食品が接触する内層から、バージンPET層/回収PETフレーク層の2種2層、又はバージンPET層/回収PETフレーク層/バージンPET層の2種3層に配して成ることを特徴とする食品容器用シートの製造方法。
【図1】

【公開番号】特開2011−184580(P2011−184580A)
【公開日】平成23年9月22日(2011.9.22)
【国際特許分類】
【出願番号】特願2010−51749(P2010−51749)
【出願日】平成22年3月9日(2010.3.9)
【出願人】(594146180)中本パックス株式会社 (40)
【Fターム(参考)】
【公開日】平成23年9月22日(2011.9.22)
【国際特許分類】
【出願日】平成22年3月9日(2010.3.9)
【出願人】(594146180)中本パックス株式会社 (40)
【Fターム(参考)】
[ Back to top ]