
食品容器用積層材料及びその製造方法
【課題】ガスバリヤー性と耐熱性、更には、断熱性を併せ持つとともに、ガスバリヤー層と他層の接着性が強固で、使用時の電子レンジや熱湯による加熱や、発泡層を形成させるための加熱処理により、剥離や、シワや凹凸が生じない紙製容器を作製することができる食品容器用積層材料を提供する。
【解決手段】第1層のポリオレフィン系樹脂層Aと、第2層のガスバリヤー性樹脂層Bと、第3層の紙基材層Cと、第4層のポリオレフィン層Dとからなり、前記第1層と第2層の間、及び第2層と第3層との間に、接着性ポリオレフィン系樹脂層h1、h2が介在し、40〜60℃で48〜96時間養生されてなる食品容器用積層材料、又は、第4層が第3層の紙基材C中の水分の蒸発により形成された発泡層Eである食品容器用積層材料である。
【解決手段】第1層のポリオレフィン系樹脂層Aと、第2層のガスバリヤー性樹脂層Bと、第3層の紙基材層Cと、第4層のポリオレフィン層Dとからなり、前記第1層と第2層の間、及び第2層と第3層との間に、接着性ポリオレフィン系樹脂層h1、h2が介在し、40〜60℃で48〜96時間養生されてなる食品容器用積層材料、又は、第4層が第3層の紙基材C中の水分の蒸発により形成された発泡層Eである食品容器用積層材料である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、酸素ガスや臭気物質等を遮断するガスバリア性を有するとともに、耐熱性に優れ、更には、断熱性に優れた食品容器用積層材料及びその製造方法に関する。
【背景技術】
【0002】
近年、ワンウエイの食品容器においては、紙とポリオレフィン系樹脂を主体とした積層材料が多用されている。例えば、牛乳やジュース用等の紙容器においては、通常、低密度ポリエチレン/紙/低密度ポリエチレン(以下、低密度ポリエチレンをLDPEと略記する。)という構成を採り、特にロングライフ用のガスバリヤー性を必要とする製品には、アルミニウム箔、ポリエステル系樹脂層、エチレン−ビニルアルコール共重合体樹脂層などを上記構成に加えている(例えば特許文献1参照)。また、水分の多い冷凍食品の包装容器でも、同様の構成が採用されている。さらに、最近ではミネラルウオーター、日本酒、ウイスキー、お茶などにも紙を使った多層構成の包装材料が使用され、その構成は多様化してきている。これらの包装基材の目標とする特性は、内容物の種類や賞味期限などによりそれぞれ異なるが、酸素ガス遮断による内容物の酸化劣化防止、内容物への臭気物質・異味物質移行防止はすべてに必要な特性であると言える。
【0003】
一方、インスタント食品のカップなど、断熱性が求められる用途の場合には、発泡ポリスチレン樹脂製の容器が広く用いられていたが、近年、紙基材に熱可塑性樹脂をコーティングして、加熱処理により紙基材に含まれる水分を蒸発させて熱可塑性樹脂を発泡させる方法(特許文献2参照)、さらに紙基材と熱可塑性樹脂との接着強度等を限定した容器(特許文献3参照)、熱可塑性樹脂の発泡層がシングルサイト触媒を用いたエチレン−αオレフィン共重合体である発泡加工紙(特許文献4参照)、さらに、熱可塑性樹脂のメルトマスフローレート(MFR)を限定した紙製容器の胴部材原材料シート(特許文献5参照)も提供されている。
【0004】
しかしながら、ガスバリヤー性と耐熱性、更には、断熱性を併せ持つ紙製材料や容器は未だ提供されていない。即ち、特許文献1に記載されているようなガスバリヤー性を有する紙製容器に、上記特許文献2乃至5に記載された方法で断熱性を付与しようとすれば、加熱処理時にアルミニウム箔、ポリエステル系樹脂層、エチレン−ビニルアルコール共重合体樹脂層等のガスバリヤー層が剥離したり、また、これらガスバリヤー層と他層の間に接着剤層を設けたとしても、熱により変形したり、シワや凹凸が発生するという問題が生じる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平7−76336号公報
【特許文献2】特開昭57−110439号公報
【特許文献3】特許第3596681号公報
【特許文献4】特開平10−128928号公報
【特許文献5】特開2008−247458号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明はかかる実情に鑑み、上記従来技術の問題点を解消し、優れたガスバリヤー性と耐熱性を有し、更に、断熱性を併せ持つとともに、ガスバリヤー層と他層との接着性が強固で、使用時の加熱や製造時の加熱処理によりシワや凹凸が生じない紙製容器を作製することができる食品容器用積層材料及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は上記目的を達成するためになされたもので、本発明の請求項1は、第1層のポリオレフィン系樹脂層Aと、第2層のガスバリヤー性樹脂層Bと、第3層の紙基材層Cと、第4層のポリオレフィン系樹脂層Dとからなり、
前記第1層のポリオレフィン系樹脂層Aと第2層のガスバリヤー性樹脂層Bとの間、及び第2層のガスバリヤー性樹脂層Bと第3層の紙基材層Cとの間に、接着性ポリオレフィン系樹脂層h1、h2が介在している積層体からなることを特徴とする食品容器用積層材料を内容とする。
【0008】
本発明の請求項2は、第1層のポリオレフィン系樹脂層Aと、第2層のガスバリヤー性樹脂層Bと、第3層の紙基材層Cと、第4層のポリオレフィン系樹脂層Dとからなり、
前記第1層のポリオレフィン系樹脂層Aと第2層のガスバリヤー性樹脂層Bとの間、及び第2層のガスバリヤー性樹脂層Bと第3層の紙基材層Cとの間に、接着性ポリオレフィン系樹脂層h1、h2が介在し、第4層のポリオレフィン系樹脂層Dが第3層の紙基材C中の水分の加熱蒸発により形成された発泡層Eである積層体からなることを特徴とする食品容器用積層材料を内容とする。
【0009】
本発明の請求項3は、第2層のガスバリヤー性樹脂層Bがポリエステル樹脂からなることを特徴とする請求項1又は2に記載の食品容器用積層材料を内容とする。
【0010】
本発明の請求項4は、接着性ポリオレフィン系樹脂層h1、h2が、高密度又は中密度ポリエチレン樹脂からなることを特徴とする請求項1乃至3のいずれかに記載の食品容器用積層材料を内容とする。
【0011】
本発明の請求項5は、第1層のポリオレフィン系樹脂層Aと、第2層のガスバリヤー性樹脂層Bと、第3層の紙基材層Cと、第4層のポリオレフィン系樹脂層Dとからなり、
前記第1層のポリオレフィン系樹脂層Aと第2層のガスバリヤー性樹脂層Bとの間、及び第2層のガスバリヤー性樹脂層Bと第3層の紙基材層Cとの間に、接着性ポリオレフィン系樹脂層h1、h2が介在している積層体を、40〜60℃で48〜96時間養生することを特徴とする請求項1、3又は4記載の食品容器用積層材料の製造方法を内容とする。
【0012】
本発明の請求項6は、第1層のポリオレフィン系樹脂層Aと、第2層のガスバリヤー性樹脂層Bと、第3層の紙基材層Cと、第4層のポリオレフィン系樹脂層Dとからなり、
前記第1層のポリオレフィン系樹脂層Aと第2層のガスバリヤー性樹脂層Bとの間、及び第2層のガスバリヤー性樹脂層Bと第3層の紙基材層Cとの間に、接着性ポリオレフィン系樹脂層h1、h2が介在している積層体を40〜60℃で48〜96時間養生し、
次いで、加熱処理して第4層のポリオレフィン系樹脂層Dを第3層の紙基材C中の水分の蒸発により発泡させて発泡層Eを形成することを特徴とする請求項2、3又は4記載の食品容器用積層材料の製造方法を内容とする。
【0013】
本発明の請求項7は、第2層のガスバリヤー性樹脂層Bの接着性ポリオレフィン系樹脂層h1、h2と接する面をコロナ放電処理することを特徴とする請求項5又は6に記載の食品容器用積層材料の製造方法を内容とする。
【0014】
本発明の請求項8は、第3層の紙基材層Cの第4層のポリオレフィン系樹脂層Dと接する面をコロナ放電処理することを特徴とする請求項5乃至7のいずれかに記載の食品容器用積層材料の製造方法を内容とする。
【0015】
本発明の請求項9は、第2層のガスバリヤー性樹脂層Bと第3層の紙基材層Cを接着性ポリオレフィン系樹脂層h2でサンドラミネートすることを特徴とする請求項5乃至8のいずれかに記載の食品容器用積層材料の製造方法を内容とする。
【0016】
本発明の請求項10は、第1層のポリオレフィン系樹脂層Aと接着性ポリオレフィン系樹脂層h1とを第2層のガスバリヤー性樹脂層Bに共押出しラミネートすることにより積層することを特徴とする請求項5乃至9のいずれかに記載の食品容器用積層材料の製造方法を内容とする。
【0017】
本発明の請求項11は、第4層のポリオレフィン系樹脂層Dを第3層の紙基材層Cに押出しラミネートすることにより積層することを特徴とする請求項5乃至10のいずれかに記載の食品容器用積層材料の製造方法を内容とする。
【発明の効果】
【0018】
本発明の食品容器用積層材料は、ガスバリヤー性樹脂層と紙基材層とを有し、接着剤層として接着性ポリオレフィン系樹脂、好ましくは、高密度又は中密度ポリエチレン樹脂を用いることにより、ガスバリヤー性と耐熱性、更には、断熱性を併せ持ち、ガスバリヤー性樹脂層と他層との接着性が強固で、使用時の電子レンジや熱湯による加熱や発泡層を形成するための加熱処理によりシワや凹凸が生じない紙製容器を作製することができる。
【0019】
また、本発明の食品容器用積層材料の製造方法によれば、積層体を40〜60℃で48〜96時間養生することにより、ガスバリヤー性樹脂層と他層との接着性ポリオレフィン系樹脂層を介しての接着性を強固にすることができ、これにより上記した使用時の加熱や製造時の加熱処理によってもガスバリヤー性樹脂層と他層とが剥離しなくなるとともに、シワや凹凸の発生が抑制される。
また、ガスバリヤー性樹脂層の接着性ポリオレフィン系樹脂層と接する面をコロナ放電処理するのが好ましい。
【0020】
また、第2層の紙基材層のポリオレフィン系樹脂層と接する面をコロナ放電処理すれば、加熱処理して第3層の紙基材中の水分の蒸発により第4層のポリオレフィン系樹脂層を発泡させる際に、紙基材層とポリオレフィン系樹脂層が剥離することなく、均一な発泡状態が得られる。
【0021】
具体的な積層方法としては、第2層のガスバリヤー性樹脂層と第3層の紙基材層を接着性ポリオレフィン系樹脂層でサンドラミネートし、次いで、第1層のポリオレフィン系樹脂層と接着性ポリオレフィン系樹脂層とを第2層のガスバリヤー性樹脂層に共押出しラミネートし、更に、第4層のポリオレフィン系樹脂層を第3層の紙基材層に押出しラミネートする方法が好適である。
【図面の簡単な説明】
【0022】
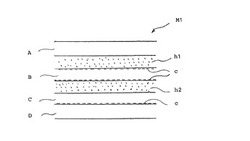
【図1】図1は本発明の食品容器用積層材料の一例を示す概略断面図である。
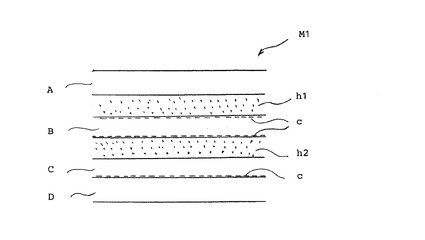
【図2】図2は本発明の食品容器用積層材料の他の例を示す概略断面図である。
【発明を実施するための形態】
【0023】
本発明における食品容器用積層材料M1は、図1に示すように、第1層のポリオレフィン系樹脂層Aと、第2層のガスバリヤー性樹脂層Bと、第3層の紙基材層Cと、第4層のポリオレフィン系樹脂層Dとからなり、前記第1層Aと第2層Bの間、及び第2層Bと第3層Cとの間に、接着性ポリオレフィン系樹脂層h1、h2が介在している積層体からなることを特徴とする。
また、本発明における食品容器用積層材料M2は、図2に示すように、上記食品容器用積層材料M1において、第4層のポリオレフィン系樹脂層Dが第3層の紙基材C中の水分の加熱蒸発により形成された発泡層Eからなることを特徴とする。
本発明の食品容器用積層材料M1、M2は、第1層のポリオレフィン樹脂層Aが食品容器の内側を構成し、第4層のポリオレフィン系樹脂層Dが食品容器の外側を構成する。
【0024】
本発明の食品容器用積層材料M1、M2において、第1層のポリオレフィン系樹脂層Aに使用されるポリオレフィン系樹脂としてはポリエチレン、エチレンとプロピレンとの共重合体、エチレンと他のα−オレフィンとの共重合体、ポリプロピレン、プロピレンと他のα−オレフィンとの共重合体、及びこれらの混合物等が挙げられる。他のα−オレフィンとしては、ブテン−1、ヘキセン−1等が挙げられ、これらは30重量%以下が好ましい。
就中、押出ラミネート加工し易いポリエチレンが好適である。第1層のポリオレフィン系樹脂層Aの厚さは、10〜20μm程度が好ましい。
【0025】
本発明で第2層のガスバリヤー性樹脂層Bに使用される樹脂としては、ポリエステル樹脂、ポリアミド樹脂、エチレン−ビニルアルコール共重合樹脂、ポリ塩化ビニリデン樹脂等が挙げられるが、ガスバリア性及び他層との接着性の点から、ポリエステル樹脂が好ましく、特にポリエチレンテレフタレートが好ましい。第2層のガスバリヤー性樹脂層Bの厚さは、15〜30μm程度が好ましい。
【0026】
本発明における第3層の紙基材Cとしては、好ましくは100〜400g/m2 程度、更に好ましくは200〜300g/m2 程度の板紙で、特に食品用としては、蛍光染料等を含まない、バージンパルプで構成された紙であることが好ましく、例えば、カップ原紙などが好適である。
この第3層の紙基材C中の水分を蒸発させて第4層のポリオレフィン系樹脂層を発泡層とする場合は、該紙基材中の含水量は通常2〜15重量%、好ましくは4〜10重量%である。
【0027】
本発明における第4層のポリオレフィン系樹脂層Dに使用されるポリオレフィン系樹脂としては、第1層のポリオレフィン系樹脂層Aと同様、ポリエチレン及びその共重合体、ポリプロピレン及びその共重合体、及びこれらの混合物等が挙げられる。就中、押出ラミネート加工し易い低密度ポリエチレンが好適である。
第4層のポリオレフィン系樹脂層Dを、ラミネートした後積層したシートを加熱処理することにより、紙基材C中に含まれる水分を利用して発泡させて発泡層(断熱層)を形成させる場合は、メルトフローレート(MFR)が高いほうが好ましく、具体的には13. 0〜23.0g/10分程度が好ましい。
第4層のポリオレフィン系樹脂層Dの厚さは、50〜90μm程度が好ましい。
【0028】
本発明においては、第1層のポリオレフィン系樹脂層Aと第2層のガスバリヤー性樹脂組成物Bとの間、及び第2層Bと第3層の紙基材Cとの間に、接着性ポリオレフィン系樹脂層h1、h2を介在させる。ガスバリヤー性の高い樹脂は一般的に他の樹脂との接着性が低いため、これらガスバリヤー性の高い樹脂との接着性が良い樹脂が接着剤として用いられ、また、使用時にレンジで加熱されたり、熱湯で加熱されたりすることが多いため、耐熱性に優れた接着剤が用いられる。このような接着性ポリオレフィン系樹脂としては、具体的には、臭気が少ない高密度又は中密度ポリエチレン樹脂が用いられる。市販品としては、東ソー株式会社製「ペトロセン(登録商標)DLZ15E(融点133℃、密度944kg/cm3 )」が挙げられる。また、耐熱性が低い接着性ポリオレフィン系樹脂に耐熱性が高い高密度ポリエチレン樹脂を混合して必要とする耐熱性を確保することもできる。例えば、、日本ポリエチレン株式会社製「ノバテック(登録商標)LC605Y(融点107℃、密度918kg/cm3 )」に京葉ポリエチレン株式会社製「G1801(融点134℃、密度962kg/cm3 )」を混合する等である。
【0029】
また、第2層のガスバリヤー性樹脂層Bの接着性ポリオレフィン系樹脂層h1、h2と接する面をコロナ放電処理することにより、ガスバリヤー性樹脂層Bと接着性ポリオレフィン系樹脂層h1、h2の接着性を高めるのが好ましい。
【0030】
積層方法は特に限定されず、上記の樹脂及び紙基材が図1に示した順序で積層されれば、どのような積層方法で積層してもよい。好ましい積層方法としては、まず、シート又はフィルム状のガスバリヤー性樹脂層Bと紙基材Cとを接着性ポリオレフィン系樹脂層h2用樹脂でサンドラミネートすることにより第2層B、接着剤層h2、第3層Cからなる積層体を形成する。
次に、第1層のポリオレフィン系樹脂層Aと接着性ポリオレフィン系樹脂層h1については、前記のように形成された第2層のガスバリヤー性樹脂層Bに、第1層のポリオレフィン系樹脂層Aと接着性ポリオレフィン系樹脂層h1用樹脂とを共押出しラミネートして形成する。
更に、第4層のポリオレフィン系樹脂層Dを形成するには、前記のように形成された第3層の紙基材層Cに、第4層のポリオレフィン系樹脂層Dを押出しラミネートすることにより形成する。
【0031】
本発明においては、上記のように積層された積層体を40〜60℃で48〜96時間養生するのが好ましい。ここで養生とは、各層間、特に、接着性ポリオレフィン系樹脂層h1を介しての第1層のポリオレフィン系樹脂層Aと第2層のガスバリヤー性樹脂層Bとの接着、及び接着性ポリオレフィン系樹脂層h2を介しての第2層のガスバリヤー性樹脂組成物Bと第3層の紙基材Cとの間の接着を強固にするためと、及び、第3層の紙基材層Cに含まれる水分を第4層のポリオレフィン系樹脂層Dに移行させるために、所定温度で一定時間保つことを言う。
【0032】
上記の如くして得られた積層体は、電子レンジや熱湯により加熱されても剥離したり、シワや凹凸が発生することが抑制されているので、特に加熱して食される、カレー、シチュー、パスタソース、煮込み料理やスープ等のレトルトパウチの食品容器用積層材料として好適である。
【0033】
食品容器用積層材料M1に断熱層を設けた食品容器用積層材料M2を得るには、図2に示すように、上記積層材料(食品容器用積層材料M1)を110〜150℃で50〜400秒加熱することにより、第3層の紙基材層Cから第4層のポリオレフィン系樹脂層Dに移行した水分が蒸発し、その蒸気圧により第4層のポリオレフィン系樹脂層Dが発泡して発泡層、即ち、断熱層が形成される。このようにして得られた断熱層を有する食品容器用積層材料M2は、コーヒーやスープ等のカップや即席ラーメン等の断熱容器として有用である。
【実施例】
【0034】
以下、本発明を実施例を挙げて更に詳細に説明するが、本発明はこれら実施例のみに限定されるものではない。
【0035】
実施例1
(第2層B、接着剤層h2、第3層Cの形成)
紙基材層Cとしてカップ原紙(坪量250g/m2 、日本製紙株式会社製)を、ガスバリヤー性樹脂層Bとして2軸延伸ポリエチレンテレフタレートフィルム(製品名:S25、厚さ25μm、ユニチカ株式会社製、以下、PETフィルムと略す)を、接着性ポリオレフィン系樹脂層h2として高密度ポリエチレン樹脂(商品名:ペトロセン(登録商標)DLZ15E、MFR:9. 0g/10分、密度:944kg/m3 、融点:133℃、東ソー株式会社製)をそれぞれ用いた。
予め、PETフィルムの両面にコロナ放電処理を施してから、接着性ポリオレフィン系樹脂を樹脂温度330℃で厚さ20μmで押出し、カップ原紙とPETフィルムをサンドラミネートし、PETフィルム層からなる第2層のガスバリヤー性樹脂層B、接着性ポリオレフィン系樹脂層h2、カップ原紙からなる第3層の紙基材層Cからなる第1の積層体L1を得た。
【0036】
(第1層A、接着剤層h1の形成)
第1層のポリオレフィン系樹脂層Aとして中密度ポリエチレン樹脂(製品名:ペトロセン(登録商標)LW04−1、MFR:6. 5g/10分、密度:940kg/m3 、融点:133℃、東ソー株式会社製)を、接着性ポリオレフィン系樹脂層h1として前述の高密度ポリエチレン樹脂(ペトロセン(登録商標)DLZ15E)をそれぞれ用いた。
上記2種のポリエチレン樹脂を樹脂温度330℃で共押出しし、接着性ポリオレフィン系樹脂層h1側が上記第1の積層体L1の第2層のガスバリヤー性樹脂層Bに接するようにラミネートし、前記第1の積層体L1に、更にポリエチレン樹脂からなる第1層のポリオレフィン系樹脂層Aと高密度ポリエチレン樹脂からなる接着性ポリオレフィン系樹脂層h1からなる第2の積層体L2を得た。共押出ししたポリエチレン樹脂の厚さは、第1層Aと接着剤層h1を合わせて25μmであり、第1層Aと接着剤層h1の厚さの比は、ほぼ1対1であった。
【0037】
(第4層Dの形成)
ポリオレフィン系樹脂として低密度ポリエチレン樹脂(製品名:ノバテックLC701、MFR:14. 0g/10分、密度:918kg/m3 、融点:133℃、日本ポリエチレン株式会社製)を用いた。
上記第2の積層体L2の第3層の紙基材層D側にコロナ放電処理を施してから、当該第3層の紙基材層Cに上記低密度ポリエチレン樹脂を樹脂温度320℃で押出しラミネートし、上記第2の積層体L2に更に第4層のポリオレフィン系樹脂層Dを積層した第3の積層体L3を得た。第4層Dの厚さは70μmであった。
【0038】
(養生)
上記第3の積層体L3を温度40℃のオーブンに入れ、そのまま3日間養生することにより食品容器用積層材料M1を得た。
【0039】
(第4層Dの発泡層の形成)
上記食品容器用積層材料M1を、温度120℃のオーブンに入れ5分間加熱処理した。第4層のポリオレフィン系樹脂Dに、セル径が均一で、全面にわたり厚さが均一な発泡層が形成された食品容器用積層材料M2を得た。
【0040】
(熱水浸漬試験)
上記の如くして得られた食品容器用積層材料M1、M2を95℃の熱湯に浸漬し、そのまま20℃の室内で放冷して一日後に取り出し、接着部位h1(第1層のポリオレフィン系樹脂層Aと第2層のガスバリヤー性樹脂層Bとの間)及びh2(第2層のガスバリヤー性樹脂層Bと第3層の紙基材層Cとの間)の接着力を観察したところ、これらの接着部位h1、h2に浮き(シワ、凹凸)、剥れは全く確認されなかった。
【0041】
(食材浸漬試験)
市販のカレールウを熱湯に溶かし、液温92℃のカレールウを得た。このカレールウに本発明の食品容器用積層材料M1、M2を浸漬し、そのまま20℃の室内で放冷して一日後に取り出し、接着部位h1、h2の接着力を観察したところ、これらの接着部位h1、h2に浮き(シワ、凹凸)、剥れは全く確認されなかった。
【0042】
(耐熱性試験)
食品容器用積層材料M1、M2を用い、第1層のポリオレフィン系樹脂層Aを内側に、第4層のポリオレフィン系樹脂層Dを外側になるように円筒体を作製し、ギアオーブンで130℃×6分加熱し、外観の変化(シワ、凹凸の発生状況)を観察した。シワや凹凸は全く観察されなかった。
【0043】
実施例2
接着性ポリオレフィン系樹脂層h1、h2のポリエチレン樹脂を、日本ポリエチレン株式会社製の低密度ポリエチレン樹脂「ノバテック(登録商標)LC605Y(密度:918kg/cm3 、融点:107℃)」と京葉ポリエチレン株式会社製の高密度ポリエチレン樹脂「G1801(密度;962kg/cm3 、融点:134℃)」の混合物(混合重量比=60/40、密度:935kg/cm3 )に変更した他は実施例1と同様の方法で、食品容器用積層材料M1、M2を得、熱水浸漬試験、食材浸漬試験及び耐熱性試験を行った。結果を表1に示す。
【0044】
比較例1
接着性ポリオレフィン系樹脂層h1、h2のポリエチレン樹脂を、日本ポリエチレン株式会社製の低密度ポリエチレン樹脂「ノバテック(登録商標)LC605Y(密度:918kg/cm3 、融点:107℃)」に変更した他は実施例1と同様の方法で、食品容器用積層材料M1、M2を得、熱水浸漬試験、食材浸漬試験及び耐熱性試験を行った。結果を表1に示す。
【0045】
【表1】

【産業上の利用可能性】
【0046】
叙上のとおり、本発明に係る食品容器用積層材料は、ガスバリヤー性と耐熱性、更には断熱性を併せ持ち、使用時に電子レンジや熱湯で加熱する際や、発泡層を形成させるための加熱処理する際においても、各層間の剥離やシワや凹凸の発生が抑制され、商品価値の高い食品容器を提供することができる。
【符号の説明】
【0047】
M1、M2 食品容器用積層材料
A 第1層のポリオレフィン系樹脂層
B 第2層のガスバリヤー性樹脂層
C 第3層の紙基材層
D 第4層のポリオレフィン系樹脂層
E 発泡層
h1、h2 接着性ポリオレフィン系樹脂層
c コロナ放電処理
【技術分野】
【0001】
本発明は、酸素ガスや臭気物質等を遮断するガスバリア性を有するとともに、耐熱性に優れ、更には、断熱性に優れた食品容器用積層材料及びその製造方法に関する。
【背景技術】
【0002】
近年、ワンウエイの食品容器においては、紙とポリオレフィン系樹脂を主体とした積層材料が多用されている。例えば、牛乳やジュース用等の紙容器においては、通常、低密度ポリエチレン/紙/低密度ポリエチレン(以下、低密度ポリエチレンをLDPEと略記する。)という構成を採り、特にロングライフ用のガスバリヤー性を必要とする製品には、アルミニウム箔、ポリエステル系樹脂層、エチレン−ビニルアルコール共重合体樹脂層などを上記構成に加えている(例えば特許文献1参照)。また、水分の多い冷凍食品の包装容器でも、同様の構成が採用されている。さらに、最近ではミネラルウオーター、日本酒、ウイスキー、お茶などにも紙を使った多層構成の包装材料が使用され、その構成は多様化してきている。これらの包装基材の目標とする特性は、内容物の種類や賞味期限などによりそれぞれ異なるが、酸素ガス遮断による内容物の酸化劣化防止、内容物への臭気物質・異味物質移行防止はすべてに必要な特性であると言える。
【0003】
一方、インスタント食品のカップなど、断熱性が求められる用途の場合には、発泡ポリスチレン樹脂製の容器が広く用いられていたが、近年、紙基材に熱可塑性樹脂をコーティングして、加熱処理により紙基材に含まれる水分を蒸発させて熱可塑性樹脂を発泡させる方法(特許文献2参照)、さらに紙基材と熱可塑性樹脂との接着強度等を限定した容器(特許文献3参照)、熱可塑性樹脂の発泡層がシングルサイト触媒を用いたエチレン−αオレフィン共重合体である発泡加工紙(特許文献4参照)、さらに、熱可塑性樹脂のメルトマスフローレート(MFR)を限定した紙製容器の胴部材原材料シート(特許文献5参照)も提供されている。
【0004】
しかしながら、ガスバリヤー性と耐熱性、更には、断熱性を併せ持つ紙製材料や容器は未だ提供されていない。即ち、特許文献1に記載されているようなガスバリヤー性を有する紙製容器に、上記特許文献2乃至5に記載された方法で断熱性を付与しようとすれば、加熱処理時にアルミニウム箔、ポリエステル系樹脂層、エチレン−ビニルアルコール共重合体樹脂層等のガスバリヤー層が剥離したり、また、これらガスバリヤー層と他層の間に接着剤層を設けたとしても、熱により変形したり、シワや凹凸が発生するという問題が生じる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平7−76336号公報
【特許文献2】特開昭57−110439号公報
【特許文献3】特許第3596681号公報
【特許文献4】特開平10−128928号公報
【特許文献5】特開2008−247458号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明はかかる実情に鑑み、上記従来技術の問題点を解消し、優れたガスバリヤー性と耐熱性を有し、更に、断熱性を併せ持つとともに、ガスバリヤー層と他層との接着性が強固で、使用時の加熱や製造時の加熱処理によりシワや凹凸が生じない紙製容器を作製することができる食品容器用積層材料及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は上記目的を達成するためになされたもので、本発明の請求項1は、第1層のポリオレフィン系樹脂層Aと、第2層のガスバリヤー性樹脂層Bと、第3層の紙基材層Cと、第4層のポリオレフィン系樹脂層Dとからなり、
前記第1層のポリオレフィン系樹脂層Aと第2層のガスバリヤー性樹脂層Bとの間、及び第2層のガスバリヤー性樹脂層Bと第3層の紙基材層Cとの間に、接着性ポリオレフィン系樹脂層h1、h2が介在している積層体からなることを特徴とする食品容器用積層材料を内容とする。
【0008】
本発明の請求項2は、第1層のポリオレフィン系樹脂層Aと、第2層のガスバリヤー性樹脂層Bと、第3層の紙基材層Cと、第4層のポリオレフィン系樹脂層Dとからなり、
前記第1層のポリオレフィン系樹脂層Aと第2層のガスバリヤー性樹脂層Bとの間、及び第2層のガスバリヤー性樹脂層Bと第3層の紙基材層Cとの間に、接着性ポリオレフィン系樹脂層h1、h2が介在し、第4層のポリオレフィン系樹脂層Dが第3層の紙基材C中の水分の加熱蒸発により形成された発泡層Eである積層体からなることを特徴とする食品容器用積層材料を内容とする。
【0009】
本発明の請求項3は、第2層のガスバリヤー性樹脂層Bがポリエステル樹脂からなることを特徴とする請求項1又は2に記載の食品容器用積層材料を内容とする。
【0010】
本発明の請求項4は、接着性ポリオレフィン系樹脂層h1、h2が、高密度又は中密度ポリエチレン樹脂からなることを特徴とする請求項1乃至3のいずれかに記載の食品容器用積層材料を内容とする。
【0011】
本発明の請求項5は、第1層のポリオレフィン系樹脂層Aと、第2層のガスバリヤー性樹脂層Bと、第3層の紙基材層Cと、第4層のポリオレフィン系樹脂層Dとからなり、
前記第1層のポリオレフィン系樹脂層Aと第2層のガスバリヤー性樹脂層Bとの間、及び第2層のガスバリヤー性樹脂層Bと第3層の紙基材層Cとの間に、接着性ポリオレフィン系樹脂層h1、h2が介在している積層体を、40〜60℃で48〜96時間養生することを特徴とする請求項1、3又は4記載の食品容器用積層材料の製造方法を内容とする。
【0012】
本発明の請求項6は、第1層のポリオレフィン系樹脂層Aと、第2層のガスバリヤー性樹脂層Bと、第3層の紙基材層Cと、第4層のポリオレフィン系樹脂層Dとからなり、
前記第1層のポリオレフィン系樹脂層Aと第2層のガスバリヤー性樹脂層Bとの間、及び第2層のガスバリヤー性樹脂層Bと第3層の紙基材層Cとの間に、接着性ポリオレフィン系樹脂層h1、h2が介在している積層体を40〜60℃で48〜96時間養生し、
次いで、加熱処理して第4層のポリオレフィン系樹脂層Dを第3層の紙基材C中の水分の蒸発により発泡させて発泡層Eを形成することを特徴とする請求項2、3又は4記載の食品容器用積層材料の製造方法を内容とする。
【0013】
本発明の請求項7は、第2層のガスバリヤー性樹脂層Bの接着性ポリオレフィン系樹脂層h1、h2と接する面をコロナ放電処理することを特徴とする請求項5又は6に記載の食品容器用積層材料の製造方法を内容とする。
【0014】
本発明の請求項8は、第3層の紙基材層Cの第4層のポリオレフィン系樹脂層Dと接する面をコロナ放電処理することを特徴とする請求項5乃至7のいずれかに記載の食品容器用積層材料の製造方法を内容とする。
【0015】
本発明の請求項9は、第2層のガスバリヤー性樹脂層Bと第3層の紙基材層Cを接着性ポリオレフィン系樹脂層h2でサンドラミネートすることを特徴とする請求項5乃至8のいずれかに記載の食品容器用積層材料の製造方法を内容とする。
【0016】
本発明の請求項10は、第1層のポリオレフィン系樹脂層Aと接着性ポリオレフィン系樹脂層h1とを第2層のガスバリヤー性樹脂層Bに共押出しラミネートすることにより積層することを特徴とする請求項5乃至9のいずれかに記載の食品容器用積層材料の製造方法を内容とする。
【0017】
本発明の請求項11は、第4層のポリオレフィン系樹脂層Dを第3層の紙基材層Cに押出しラミネートすることにより積層することを特徴とする請求項5乃至10のいずれかに記載の食品容器用積層材料の製造方法を内容とする。
【発明の効果】
【0018】
本発明の食品容器用積層材料は、ガスバリヤー性樹脂層と紙基材層とを有し、接着剤層として接着性ポリオレフィン系樹脂、好ましくは、高密度又は中密度ポリエチレン樹脂を用いることにより、ガスバリヤー性と耐熱性、更には、断熱性を併せ持ち、ガスバリヤー性樹脂層と他層との接着性が強固で、使用時の電子レンジや熱湯による加熱や発泡層を形成するための加熱処理によりシワや凹凸が生じない紙製容器を作製することができる。
【0019】
また、本発明の食品容器用積層材料の製造方法によれば、積層体を40〜60℃で48〜96時間養生することにより、ガスバリヤー性樹脂層と他層との接着性ポリオレフィン系樹脂層を介しての接着性を強固にすることができ、これにより上記した使用時の加熱や製造時の加熱処理によってもガスバリヤー性樹脂層と他層とが剥離しなくなるとともに、シワや凹凸の発生が抑制される。
また、ガスバリヤー性樹脂層の接着性ポリオレフィン系樹脂層と接する面をコロナ放電処理するのが好ましい。
【0020】
また、第2層の紙基材層のポリオレフィン系樹脂層と接する面をコロナ放電処理すれば、加熱処理して第3層の紙基材中の水分の蒸発により第4層のポリオレフィン系樹脂層を発泡させる際に、紙基材層とポリオレフィン系樹脂層が剥離することなく、均一な発泡状態が得られる。
【0021】
具体的な積層方法としては、第2層のガスバリヤー性樹脂層と第3層の紙基材層を接着性ポリオレフィン系樹脂層でサンドラミネートし、次いで、第1層のポリオレフィン系樹脂層と接着性ポリオレフィン系樹脂層とを第2層のガスバリヤー性樹脂層に共押出しラミネートし、更に、第4層のポリオレフィン系樹脂層を第3層の紙基材層に押出しラミネートする方法が好適である。
【図面の簡単な説明】
【0022】
【図1】図1は本発明の食品容器用積層材料の一例を示す概略断面図である。
【図2】図2は本発明の食品容器用積層材料の他の例を示す概略断面図である。
【発明を実施するための形態】
【0023】
本発明における食品容器用積層材料M1は、図1に示すように、第1層のポリオレフィン系樹脂層Aと、第2層のガスバリヤー性樹脂層Bと、第3層の紙基材層Cと、第4層のポリオレフィン系樹脂層Dとからなり、前記第1層Aと第2層Bの間、及び第2層Bと第3層Cとの間に、接着性ポリオレフィン系樹脂層h1、h2が介在している積層体からなることを特徴とする。
また、本発明における食品容器用積層材料M2は、図2に示すように、上記食品容器用積層材料M1において、第4層のポリオレフィン系樹脂層Dが第3層の紙基材C中の水分の加熱蒸発により形成された発泡層Eからなることを特徴とする。
本発明の食品容器用積層材料M1、M2は、第1層のポリオレフィン樹脂層Aが食品容器の内側を構成し、第4層のポリオレフィン系樹脂層Dが食品容器の外側を構成する。
【0024】
本発明の食品容器用積層材料M1、M2において、第1層のポリオレフィン系樹脂層Aに使用されるポリオレフィン系樹脂としてはポリエチレン、エチレンとプロピレンとの共重合体、エチレンと他のα−オレフィンとの共重合体、ポリプロピレン、プロピレンと他のα−オレフィンとの共重合体、及びこれらの混合物等が挙げられる。他のα−オレフィンとしては、ブテン−1、ヘキセン−1等が挙げられ、これらは30重量%以下が好ましい。
就中、押出ラミネート加工し易いポリエチレンが好適である。第1層のポリオレフィン系樹脂層Aの厚さは、10〜20μm程度が好ましい。
【0025】
本発明で第2層のガスバリヤー性樹脂層Bに使用される樹脂としては、ポリエステル樹脂、ポリアミド樹脂、エチレン−ビニルアルコール共重合樹脂、ポリ塩化ビニリデン樹脂等が挙げられるが、ガスバリア性及び他層との接着性の点から、ポリエステル樹脂が好ましく、特にポリエチレンテレフタレートが好ましい。第2層のガスバリヤー性樹脂層Bの厚さは、15〜30μm程度が好ましい。
【0026】
本発明における第3層の紙基材Cとしては、好ましくは100〜400g/m2 程度、更に好ましくは200〜300g/m2 程度の板紙で、特に食品用としては、蛍光染料等を含まない、バージンパルプで構成された紙であることが好ましく、例えば、カップ原紙などが好適である。
この第3層の紙基材C中の水分を蒸発させて第4層のポリオレフィン系樹脂層を発泡層とする場合は、該紙基材中の含水量は通常2〜15重量%、好ましくは4〜10重量%である。
【0027】
本発明における第4層のポリオレフィン系樹脂層Dに使用されるポリオレフィン系樹脂としては、第1層のポリオレフィン系樹脂層Aと同様、ポリエチレン及びその共重合体、ポリプロピレン及びその共重合体、及びこれらの混合物等が挙げられる。就中、押出ラミネート加工し易い低密度ポリエチレンが好適である。
第4層のポリオレフィン系樹脂層Dを、ラミネートした後積層したシートを加熱処理することにより、紙基材C中に含まれる水分を利用して発泡させて発泡層(断熱層)を形成させる場合は、メルトフローレート(MFR)が高いほうが好ましく、具体的には13. 0〜23.0g/10分程度が好ましい。
第4層のポリオレフィン系樹脂層Dの厚さは、50〜90μm程度が好ましい。
【0028】
本発明においては、第1層のポリオレフィン系樹脂層Aと第2層のガスバリヤー性樹脂組成物Bとの間、及び第2層Bと第3層の紙基材Cとの間に、接着性ポリオレフィン系樹脂層h1、h2を介在させる。ガスバリヤー性の高い樹脂は一般的に他の樹脂との接着性が低いため、これらガスバリヤー性の高い樹脂との接着性が良い樹脂が接着剤として用いられ、また、使用時にレンジで加熱されたり、熱湯で加熱されたりすることが多いため、耐熱性に優れた接着剤が用いられる。このような接着性ポリオレフィン系樹脂としては、具体的には、臭気が少ない高密度又は中密度ポリエチレン樹脂が用いられる。市販品としては、東ソー株式会社製「ペトロセン(登録商標)DLZ15E(融点133℃、密度944kg/cm3 )」が挙げられる。また、耐熱性が低い接着性ポリオレフィン系樹脂に耐熱性が高い高密度ポリエチレン樹脂を混合して必要とする耐熱性を確保することもできる。例えば、、日本ポリエチレン株式会社製「ノバテック(登録商標)LC605Y(融点107℃、密度918kg/cm3 )」に京葉ポリエチレン株式会社製「G1801(融点134℃、密度962kg/cm3 )」を混合する等である。
【0029】
また、第2層のガスバリヤー性樹脂層Bの接着性ポリオレフィン系樹脂層h1、h2と接する面をコロナ放電処理することにより、ガスバリヤー性樹脂層Bと接着性ポリオレフィン系樹脂層h1、h2の接着性を高めるのが好ましい。
【0030】
積層方法は特に限定されず、上記の樹脂及び紙基材が図1に示した順序で積層されれば、どのような積層方法で積層してもよい。好ましい積層方法としては、まず、シート又はフィルム状のガスバリヤー性樹脂層Bと紙基材Cとを接着性ポリオレフィン系樹脂層h2用樹脂でサンドラミネートすることにより第2層B、接着剤層h2、第3層Cからなる積層体を形成する。
次に、第1層のポリオレフィン系樹脂層Aと接着性ポリオレフィン系樹脂層h1については、前記のように形成された第2層のガスバリヤー性樹脂層Bに、第1層のポリオレフィン系樹脂層Aと接着性ポリオレフィン系樹脂層h1用樹脂とを共押出しラミネートして形成する。
更に、第4層のポリオレフィン系樹脂層Dを形成するには、前記のように形成された第3層の紙基材層Cに、第4層のポリオレフィン系樹脂層Dを押出しラミネートすることにより形成する。
【0031】
本発明においては、上記のように積層された積層体を40〜60℃で48〜96時間養生するのが好ましい。ここで養生とは、各層間、特に、接着性ポリオレフィン系樹脂層h1を介しての第1層のポリオレフィン系樹脂層Aと第2層のガスバリヤー性樹脂層Bとの接着、及び接着性ポリオレフィン系樹脂層h2を介しての第2層のガスバリヤー性樹脂組成物Bと第3層の紙基材Cとの間の接着を強固にするためと、及び、第3層の紙基材層Cに含まれる水分を第4層のポリオレフィン系樹脂層Dに移行させるために、所定温度で一定時間保つことを言う。
【0032】
上記の如くして得られた積層体は、電子レンジや熱湯により加熱されても剥離したり、シワや凹凸が発生することが抑制されているので、特に加熱して食される、カレー、シチュー、パスタソース、煮込み料理やスープ等のレトルトパウチの食品容器用積層材料として好適である。
【0033】
食品容器用積層材料M1に断熱層を設けた食品容器用積層材料M2を得るには、図2に示すように、上記積層材料(食品容器用積層材料M1)を110〜150℃で50〜400秒加熱することにより、第3層の紙基材層Cから第4層のポリオレフィン系樹脂層Dに移行した水分が蒸発し、その蒸気圧により第4層のポリオレフィン系樹脂層Dが発泡して発泡層、即ち、断熱層が形成される。このようにして得られた断熱層を有する食品容器用積層材料M2は、コーヒーやスープ等のカップや即席ラーメン等の断熱容器として有用である。
【実施例】
【0034】
以下、本発明を実施例を挙げて更に詳細に説明するが、本発明はこれら実施例のみに限定されるものではない。
【0035】
実施例1
(第2層B、接着剤層h2、第3層Cの形成)
紙基材層Cとしてカップ原紙(坪量250g/m2 、日本製紙株式会社製)を、ガスバリヤー性樹脂層Bとして2軸延伸ポリエチレンテレフタレートフィルム(製品名:S25、厚さ25μm、ユニチカ株式会社製、以下、PETフィルムと略す)を、接着性ポリオレフィン系樹脂層h2として高密度ポリエチレン樹脂(商品名:ペトロセン(登録商標)DLZ15E、MFR:9. 0g/10分、密度:944kg/m3 、融点:133℃、東ソー株式会社製)をそれぞれ用いた。
予め、PETフィルムの両面にコロナ放電処理を施してから、接着性ポリオレフィン系樹脂を樹脂温度330℃で厚さ20μmで押出し、カップ原紙とPETフィルムをサンドラミネートし、PETフィルム層からなる第2層のガスバリヤー性樹脂層B、接着性ポリオレフィン系樹脂層h2、カップ原紙からなる第3層の紙基材層Cからなる第1の積層体L1を得た。
【0036】
(第1層A、接着剤層h1の形成)
第1層のポリオレフィン系樹脂層Aとして中密度ポリエチレン樹脂(製品名:ペトロセン(登録商標)LW04−1、MFR:6. 5g/10分、密度:940kg/m3 、融点:133℃、東ソー株式会社製)を、接着性ポリオレフィン系樹脂層h1として前述の高密度ポリエチレン樹脂(ペトロセン(登録商標)DLZ15E)をそれぞれ用いた。
上記2種のポリエチレン樹脂を樹脂温度330℃で共押出しし、接着性ポリオレフィン系樹脂層h1側が上記第1の積層体L1の第2層のガスバリヤー性樹脂層Bに接するようにラミネートし、前記第1の積層体L1に、更にポリエチレン樹脂からなる第1層のポリオレフィン系樹脂層Aと高密度ポリエチレン樹脂からなる接着性ポリオレフィン系樹脂層h1からなる第2の積層体L2を得た。共押出ししたポリエチレン樹脂の厚さは、第1層Aと接着剤層h1を合わせて25μmであり、第1層Aと接着剤層h1の厚さの比は、ほぼ1対1であった。
【0037】
(第4層Dの形成)
ポリオレフィン系樹脂として低密度ポリエチレン樹脂(製品名:ノバテックLC701、MFR:14. 0g/10分、密度:918kg/m3 、融点:133℃、日本ポリエチレン株式会社製)を用いた。
上記第2の積層体L2の第3層の紙基材層D側にコロナ放電処理を施してから、当該第3層の紙基材層Cに上記低密度ポリエチレン樹脂を樹脂温度320℃で押出しラミネートし、上記第2の積層体L2に更に第4層のポリオレフィン系樹脂層Dを積層した第3の積層体L3を得た。第4層Dの厚さは70μmであった。
【0038】
(養生)
上記第3の積層体L3を温度40℃のオーブンに入れ、そのまま3日間養生することにより食品容器用積層材料M1を得た。
【0039】
(第4層Dの発泡層の形成)
上記食品容器用積層材料M1を、温度120℃のオーブンに入れ5分間加熱処理した。第4層のポリオレフィン系樹脂Dに、セル径が均一で、全面にわたり厚さが均一な発泡層が形成された食品容器用積層材料M2を得た。
【0040】
(熱水浸漬試験)
上記の如くして得られた食品容器用積層材料M1、M2を95℃の熱湯に浸漬し、そのまま20℃の室内で放冷して一日後に取り出し、接着部位h1(第1層のポリオレフィン系樹脂層Aと第2層のガスバリヤー性樹脂層Bとの間)及びh2(第2層のガスバリヤー性樹脂層Bと第3層の紙基材層Cとの間)の接着力を観察したところ、これらの接着部位h1、h2に浮き(シワ、凹凸)、剥れは全く確認されなかった。
【0041】
(食材浸漬試験)
市販のカレールウを熱湯に溶かし、液温92℃のカレールウを得た。このカレールウに本発明の食品容器用積層材料M1、M2を浸漬し、そのまま20℃の室内で放冷して一日後に取り出し、接着部位h1、h2の接着力を観察したところ、これらの接着部位h1、h2に浮き(シワ、凹凸)、剥れは全く確認されなかった。
【0042】
(耐熱性試験)
食品容器用積層材料M1、M2を用い、第1層のポリオレフィン系樹脂層Aを内側に、第4層のポリオレフィン系樹脂層Dを外側になるように円筒体を作製し、ギアオーブンで130℃×6分加熱し、外観の変化(シワ、凹凸の発生状況)を観察した。シワや凹凸は全く観察されなかった。
【0043】
実施例2
接着性ポリオレフィン系樹脂層h1、h2のポリエチレン樹脂を、日本ポリエチレン株式会社製の低密度ポリエチレン樹脂「ノバテック(登録商標)LC605Y(密度:918kg/cm3 、融点:107℃)」と京葉ポリエチレン株式会社製の高密度ポリエチレン樹脂「G1801(密度;962kg/cm3 、融点:134℃)」の混合物(混合重量比=60/40、密度:935kg/cm3 )に変更した他は実施例1と同様の方法で、食品容器用積層材料M1、M2を得、熱水浸漬試験、食材浸漬試験及び耐熱性試験を行った。結果を表1に示す。
【0044】
比較例1
接着性ポリオレフィン系樹脂層h1、h2のポリエチレン樹脂を、日本ポリエチレン株式会社製の低密度ポリエチレン樹脂「ノバテック(登録商標)LC605Y(密度:918kg/cm3 、融点:107℃)」に変更した他は実施例1と同様の方法で、食品容器用積層材料M1、M2を得、熱水浸漬試験、食材浸漬試験及び耐熱性試験を行った。結果を表1に示す。
【0045】
【表1】
【産業上の利用可能性】
【0046】
叙上のとおり、本発明に係る食品容器用積層材料は、ガスバリヤー性と耐熱性、更には断熱性を併せ持ち、使用時に電子レンジや熱湯で加熱する際や、発泡層を形成させるための加熱処理する際においても、各層間の剥離やシワや凹凸の発生が抑制され、商品価値の高い食品容器を提供することができる。
【符号の説明】
【0047】
M1、M2 食品容器用積層材料
A 第1層のポリオレフィン系樹脂層
B 第2層のガスバリヤー性樹脂層
C 第3層の紙基材層
D 第4層のポリオレフィン系樹脂層
E 発泡層
h1、h2 接着性ポリオレフィン系樹脂層
c コロナ放電処理
【特許請求の範囲】
【請求項1】
第1層のポリオレフィン系樹脂層Aと、第2層のガスバリヤー性樹脂層Bと、第3層の紙基材層Cと、第4層のポリオレフィン系樹脂層Dとからなり、
前記第1層のポリオレフィン系樹脂層Aと第2層のガスバリヤー性樹脂層Bとの間、及び第2層のガスバリヤー性樹脂層Bと第3層の紙基材層Cとの間に、接着性ポリオレフィン系樹脂層h1、h2が介在している積層体からなることを特徴とする食品容器用積層材料。
【請求項2】
第1層のポリオレフィン系樹脂層Aと、第2層のガスバリヤー性樹脂層Bと、第3層の紙基材層Cと、第4層のポリオレフィン系樹脂層Dとからなり、
前記第1層のポリオレフィン系樹脂層Aと第2層のガスバリヤー性樹脂層Bとの間、及び第2層のガスバリヤー性樹脂層Bと第3層の紙基材層Cとの間に、接着性ポリオレフィン系樹脂層h1、h2が介在し、第4層のポリオレフィン系樹脂層Dが第3層の紙基材C中の水分の加熱蒸発により形成された発泡層Eである積層体からなることを特徴とする食品容器用積層材料。
【請求項3】
第2層のガスバリヤー性樹脂層Bがポリエステル樹脂からなることを特徴とする請求項1又は2に記載の食品容器用積層材料。
【請求項4】
接着性ポリオレフィン系樹脂層h1、h2が、高密度又は中密度ポリエチレン樹脂からなることを特徴とする請求項1乃至3のいずれかに記載の食品容器用積層材料。
【請求項5】
第1層のポリオレフィン系樹脂層Aと、第2層のガスバリヤー性樹脂層Bと、第3層の紙基材層Cと、第4層のポリオレフィン系樹脂層Dとからなり、
前記第1層のポリオレフィン系樹脂層Aと第2層のガスバリヤー性樹脂層Bとの間、及び第2層のガスバリヤー性樹脂層Bと第3層の紙基材層Cとの間に、接着性ポリオレフィン系樹脂層h1、h2が介在している積層体を、40〜60℃で48〜96時間養生することを特徴とする請求項1、3又は4記載の食品容器用積層材料の製造方法。
【請求項6】
第1層のポリオレフィン系樹脂層Aと、第2層のガスバリヤー性樹脂層Bと、第3層の紙基材層Cと、第4層のポリオレフィン系樹脂層Dとからなり、
前記第1層のポリオレフィン系樹脂層Aと第2層のガスバリヤー性樹脂層Bとの間、及び第2層のガスバリヤー性樹脂層Bと第3層の紙基材層Cとの間に、接着性ポリオレフィン系樹脂層h1、h2が介在している積層体を40〜60℃で48〜96時間養生し、
次いで、加熱処理して第4層のポリオレフィン系樹脂層Dを第3層の紙基材C中の水分の蒸発により発泡させて発泡層Eを形成することを特徴とする請求項2、3又は4記載の食品容器用積層材料の製造方法。
【請求項7】
第2層のガスバリヤー性樹脂層Bの接着性ポリオレフィン系樹脂層h1、h2と接する面をコロナ放電処理することを特徴とする請求項5又は6に記載の食品容器用積層材料の製造方法。
【請求項8】
第3層の紙基材層Cの第4層のポリオレフィン系樹脂層Dと接する面をコロナ放電処理することを特徴とする請求項5乃至7のいずれかに記載の食品容器用積層材料の製造方法。
【請求項9】
第2層のガスバリヤー性樹脂層Bと第3層の紙基材層Cを接着性ポリオレフィン系樹脂層h2でサンドラミネートすることを特徴とする請求項5乃至8のいずれかに記載の食品容器用積層材料の製造方法。
【請求項10】
第1層のポリオレフィン系樹脂層Aと接着性ポリオレフィン系樹脂層h1とを第2層のガスバリヤー性樹脂層Bに共押出しラミネートすることにより積層することを特徴とする請求項5乃至9のいずれかに記載の食品容器用積層材料の製造方法。
【請求項11】
第4層のポリオレフィン系樹脂層Dを第3層の紙基材層Cに押出しラミネートすることにより積層することを特徴とする請求項5乃至10のいずれかに記載の食品容器用積層材料の製造方法。
【請求項1】
第1層のポリオレフィン系樹脂層Aと、第2層のガスバリヤー性樹脂層Bと、第3層の紙基材層Cと、第4層のポリオレフィン系樹脂層Dとからなり、
前記第1層のポリオレフィン系樹脂層Aと第2層のガスバリヤー性樹脂層Bとの間、及び第2層のガスバリヤー性樹脂層Bと第3層の紙基材層Cとの間に、接着性ポリオレフィン系樹脂層h1、h2が介在している積層体からなることを特徴とする食品容器用積層材料。
【請求項2】
第1層のポリオレフィン系樹脂層Aと、第2層のガスバリヤー性樹脂層Bと、第3層の紙基材層Cと、第4層のポリオレフィン系樹脂層Dとからなり、
前記第1層のポリオレフィン系樹脂層Aと第2層のガスバリヤー性樹脂層Bとの間、及び第2層のガスバリヤー性樹脂層Bと第3層の紙基材層Cとの間に、接着性ポリオレフィン系樹脂層h1、h2が介在し、第4層のポリオレフィン系樹脂層Dが第3層の紙基材C中の水分の加熱蒸発により形成された発泡層Eである積層体からなることを特徴とする食品容器用積層材料。
【請求項3】
第2層のガスバリヤー性樹脂層Bがポリエステル樹脂からなることを特徴とする請求項1又は2に記載の食品容器用積層材料。
【請求項4】
接着性ポリオレフィン系樹脂層h1、h2が、高密度又は中密度ポリエチレン樹脂からなることを特徴とする請求項1乃至3のいずれかに記載の食品容器用積層材料。
【請求項5】
第1層のポリオレフィン系樹脂層Aと、第2層のガスバリヤー性樹脂層Bと、第3層の紙基材層Cと、第4層のポリオレフィン系樹脂層Dとからなり、
前記第1層のポリオレフィン系樹脂層Aと第2層のガスバリヤー性樹脂層Bとの間、及び第2層のガスバリヤー性樹脂層Bと第3層の紙基材層Cとの間に、接着性ポリオレフィン系樹脂層h1、h2が介在している積層体を、40〜60℃で48〜96時間養生することを特徴とする請求項1、3又は4記載の食品容器用積層材料の製造方法。
【請求項6】
第1層のポリオレフィン系樹脂層Aと、第2層のガスバリヤー性樹脂層Bと、第3層の紙基材層Cと、第4層のポリオレフィン系樹脂層Dとからなり、
前記第1層のポリオレフィン系樹脂層Aと第2層のガスバリヤー性樹脂層Bとの間、及び第2層のガスバリヤー性樹脂層Bと第3層の紙基材層Cとの間に、接着性ポリオレフィン系樹脂層h1、h2が介在している積層体を40〜60℃で48〜96時間養生し、
次いで、加熱処理して第4層のポリオレフィン系樹脂層Dを第3層の紙基材C中の水分の蒸発により発泡させて発泡層Eを形成することを特徴とする請求項2、3又は4記載の食品容器用積層材料の製造方法。
【請求項7】
第2層のガスバリヤー性樹脂層Bの接着性ポリオレフィン系樹脂層h1、h2と接する面をコロナ放電処理することを特徴とする請求項5又は6に記載の食品容器用積層材料の製造方法。
【請求項8】
第3層の紙基材層Cの第4層のポリオレフィン系樹脂層Dと接する面をコロナ放電処理することを特徴とする請求項5乃至7のいずれかに記載の食品容器用積層材料の製造方法。
【請求項9】
第2層のガスバリヤー性樹脂層Bと第3層の紙基材層Cを接着性ポリオレフィン系樹脂層h2でサンドラミネートすることを特徴とする請求項5乃至8のいずれかに記載の食品容器用積層材料の製造方法。
【請求項10】
第1層のポリオレフィン系樹脂層Aと接着性ポリオレフィン系樹脂層h1とを第2層のガスバリヤー性樹脂層Bに共押出しラミネートすることにより積層することを特徴とする請求項5乃至9のいずれかに記載の食品容器用積層材料の製造方法。
【請求項11】
第4層のポリオレフィン系樹脂層Dを第3層の紙基材層Cに押出しラミネートすることにより積層することを特徴とする請求項5乃至10のいずれかに記載の食品容器用積層材料の製造方法。
【図1】

【図2】

【図2】
【公開番号】特開2010−253763(P2010−253763A)
【公開日】平成22年11月11日(2010.11.11)
【国際特許分類】
【出願番号】特願2009−105187(P2009−105187)
【出願日】平成21年4月23日(2009.4.23)
【出願人】(000166649)五洋紙工株式会社 (43)
【Fターム(参考)】
【公開日】平成22年11月11日(2010.11.11)
【国際特許分類】
【出願日】平成21年4月23日(2009.4.23)
【出願人】(000166649)五洋紙工株式会社 (43)
【Fターム(参考)】
[ Back to top ]