
食品用ジッパ付包装袋
【課題】冷却効率を向上させることの可能な食品用ジッパ付包装袋を提供する。
【解決手段】
食品用ジッパ付包装袋は、食品を収容可能な袋体1と、当該袋体1の開口部1aに接着されたジッパ6とを備えて構成される。上記袋体1は、相対的に熱伝導率が低く、且つ、可視領域の光を透過させる透明部としての透明樹脂シート2と、相対的に熱伝導率が高く、且つ、可視領域の光を透過させない熱伝導部としての熱伝導シート3とから構成されるものである。
【解決手段】
食品用ジッパ付包装袋は、食品を収容可能な袋体1と、当該袋体1の開口部1aに接着されたジッパ6とを備えて構成される。上記袋体1は、相対的に熱伝導率が低く、且つ、可視領域の光を透過させる透明部としての透明樹脂シート2と、相対的に熱伝導率が高く、且つ、可視領域の光を透過させない熱伝導部としての熱伝導シート3とから構成されるものである。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、開口部を開放可能に封止するジッパを備えた包装袋であって、特に、その内部に収納された食品を冷凍する際に用いられるジッパ付包装袋に関する。
【背景技術】
【0002】
従来より、例えば特許文献1に記載のように、食品を包装する包装袋として、その内部に収納された食品の保持性を向上させるべく、袋体の開口部の内面に帯状のジッパを備えた、いわゆるジッパ付包装袋が多用されている。こうしたジッパ付包装袋においては、上記開口部の内周全体を二等分した一方に雄型嵌合部が、そしてその他方に雌型嵌合部が、それぞれ食品を収納する空間を形成する袋体の内周面に設けられている。すなわち、これら帯状をなす一対の雄型嵌合部と雌型嵌合部とにより上記ジッパが構成されており、該ジッパの嵌合状態と非嵌合状態との切替えにより当該包装袋の封止と開放とが繰り返して実現される。
【0003】
こうしたジッパ付包装体の特に袋体の形成材料としては通常、例えば、ポリエチレン系樹脂、ポリプロピレン系樹脂、あるいはポリアミド樹脂等からなる樹脂シートが用いられている。これらの樹脂シートは、ガスバリア性が高い、透湿度が小さい、若しくは強度が高い等、食品保存用の包装袋として用いた場合に有利な特徴を有する。また、いずれも熱可塑性樹脂であって、溶融成型が容易で大量生産性に優れているという点も、これら樹脂材料がジッパ付包装袋の形成材料として広く用いられている所以である。
【0004】
ここで、家庭では一般に、野菜、鮮魚、精肉といった生鮮食品、あるいは熱を加えて調理した食品等、様々な食品を冷蔵庫の備える冷凍室で冷凍保存することが多く、こうした場合、食品保存用の包装袋として上述のジッパ付包装袋が用いられることも少なくない。このように冷凍される食品、特に水分含有量が多い生鮮食品にあっては、表面付近の氷が水蒸気として昇華することや、表面が酸素と接触して酸化されることよって変質する、いわゆる冷凍焼けが起こりやすい。
【0005】
そこで、そもそも冷凍保存用として製造されたジッパ付包装袋では、例えば、常温、あるいは例えば4℃等の冷蔵時の温度で使用される包装袋と比較して、袋体を形成する樹脂材料が肉厚とされている。これにより、ジッパ付包装体としてのガスバリア性及び耐乾燥性が向上され、上述のような問題が緩和されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特表2001−509119号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、家庭用の冷蔵庫に設けられた冷凍室はその設定温度が−20℃程度と、業務用の冷凍庫が−30℃〜−50℃であるのに対し高い温度であるとともに、その開閉が頻繁に行われやすく、これに起因してその温度が設定温度以上となることも多い。加えて、この冷凍室は、その内部に収容された食品等に冷却した空気を衝突させることで温度を低下させる、いわゆる空冷式であるとともに、冷凍室を構成する筐体や内部に設けられたトレー等はABS樹脂等の樹脂材料にて形成され、熱伝導率がそれほど高くない。こうした種々の要因から、家庭用の冷凍室では、食品の凍結速度が緩慢になりやすく、これに起因して食品が本来有していた旨み、風味、あるいは食感等が損なわれやすい。
【0008】
そのため、食品の冷凍保存時に用いられる上記ジッパ付包装体には、こうした環境下にて冷凍した場合でも、食品の劣化を抑制するような機能が望まれている。
本発明は、こうした実情に鑑みてなされたものあり、その目的は、冷却効率を向上させることの可能な食品用ジッパ付包装袋を提供することにある。
【課題を解決するための手段】
【0009】
以下、上記課題を解決するための手段及びその作用効果について記載する。
請求項1に記載の発明は、食品を収容可能な袋体と、当該袋体の開口部に接着されたジッパとを備え、前記袋体が、相対的に熱伝導率が低く、且つ、可視領域の光を透過させる透明部と、相対的に熱伝導率が高く、且つ、可視領域の光を透過させない熱伝導部とからなることをその要旨とする。
【0010】
請求項1に記載の発明によれば、可視領域の光を透過させる透明部から食品が視認可能となり、こうした透明部以外の部分を、熱伝導率の高い熱伝導部としているため、袋体の内部に収納された食品を冷蔵庫の冷凍室内で冷凍させる際に、食品の有する熱がより効率的に冷凍室側へ伝達され、その温度低下速度がより急峻なものとなる。すなわち、当該食品用ジッパ付包装体により、食品の冷却効率が向上され、その冷凍に係る時間が短縮されることとなり、該食品の品質が担保されやすくなる。
【0011】
ここで、食品、特に生鮮食品の冷凍に際しては通常、食品の温度降下時に「最大氷結晶生成帯」と呼ばれ、細胞内の液体成分が固体化して氷結晶となる温度帯を通過する。この最大氷結晶生成帯の通過に要する時間が長期化するほど、細胞内に生成された氷結晶が大きくなる。これにより、氷結晶が、細胞の有する細胞膜によって包含しきれない程の大きさになってしまうと、細胞膜が破れた状態、いわゆる細胞が破壊された状態となる。このように細胞膜が破れてしまうと、食品の解凍時に、細胞膜の内部にあるべき細胞液等の溶液成分が全て流出し、これに起因して食品の品質が劣化することになる。
【0012】
そこで、上記請求項1に記載の発明によるように、食品の冷却効率を向上し、その温度低下速度を急峻なものとすれば、最大氷結晶生成帯を通過する時間も自ずと短縮されることとなり、細胞内に生成される氷結晶もそれほど大きくならず、細胞膜が破れ難くなるため、食品の品質劣化を抑制することが可能ともなる。
【0013】
一方、袋体に適用できる可撓性と高い熱伝導率とを備えた材料、例えば、金属や炭素等の材料では、熱伝導を担う要素が可視領域の光を反射させることになる。こうした材料により袋体の全体が構成されることになれば、高い冷却効率が得られたとしても、袋体の内部が視認不能となってしまい、食品用ジッパ付包装袋としての利便性を欠くことになってしまう。この点、上記発明では、袋体の一部をその内部に収納された食品が視認可能な透明部としている。これにより、透明部を介すれば袋体の内部に収納した食品を確実に視認することができ、食品用ジッパ付包装袋としての利便性が向上されることにもなる。
【0014】
請求項2に記載の発明は、前記透明部が、透明樹脂膜からなり、前記熱伝導部が、透明樹脂膜と金属膜との積層膜からなることをその要旨とする。
金属材料は、当該食品用ジッパ付包装袋のような袋体を形成可能な材料のなかで特に熱伝導率が高い類の材料でありながら取り扱いも比較的容易であり、また、その種類によっては入手が容易であって、且つ安価なものである。
【0015】
そこで、請求項2に記載の発明によるように、熱伝導部における高い熱伝導性を金属膜が担う構成となれば、当該ジッパ付包装袋の冷却効率をより確実に向上させることが可能となる。加えて、金属膜は、樹脂膜と比較して透湿度が小さく、耐乾燥性にも優れるため
、該包装袋の内部に収納された食品の乾燥を抑制することも可能となり、ひいては、食品の品質がより維持されやすくもなる。また、透明部についてはこれを、透明樹脂膜にて構成するようにしているために、視認性がより得られやすくもなる。
【0016】
なお、構成材料が有する可撓性の観点からすれば、金属材料の可撓性が樹脂材料のそれよりも一般に低くなるため、単にこうした金属材料のみから熱伝導部を構成するとなれば、当該食品用ジッパ包装袋の適用範囲や耐久性が損なわれかねない。この点、金属膜と透明樹脂膜との積層膜から熱伝導部が構成されるこの発明では、金属膜のみから熱伝導部が構成される場合と比較して、熱伝導部の可撓性が透明樹脂膜により担保されることとなり、また透明樹脂膜が積層される分だけその剛性も向上可能になる。
【0017】
請求項3に記載の発明は、前記袋体の内側となる面が、前記透明部の透明樹脂膜と前記熱伝導部の透明樹脂膜とから構成されることをその要旨とする。
請求項3に記載の発明によれば、熱伝導部も含めて袋体の内面全体が樹脂材料からなるため、当該ジッパ付包装袋の内部に収納される食品は樹脂材料とのみ接触することになり、その品質がより保持されやすくなる。
【0018】
請求項4に記載の発明は、前記透明部は、一側面が熱可塑性樹脂層である透明樹脂シートであり、前記熱伝導部は、一側面が熱可塑性樹脂層である熱伝導シートであり、前記袋体は、前記透明樹脂シートの熱可塑性樹脂層と前記熱伝導シートの熱可塑性樹脂層とが前記袋体の内側となるかたちに前記透明樹脂シートの辺と前記熱伝導シートの辺とが接着されてなることをその要旨とする。
【0019】
請求項4に記載の発明によれば、透明樹脂シートの表面と熱伝導シートの表面とが熱可塑性樹脂層からなるため、これら透明樹脂シートと熱伝導シートとを接着させるための接着層を別途設けずとも、これら袋体シートを接触させて加熱することにより熱溶着による封止が可能となる。
【0020】
請求項5に記載の発明は、前記透明樹脂シートが、それの熱可塑性樹脂層よりも高い剛性を有する保護層と前記熱可塑性樹脂層との間に接着層が挟まれたシートであり、前記熱伝導シートが、それの熱可塑性樹脂層よりも高い剛性を有する保護層と前記熱可塑性樹脂層との間に前記金属膜と接着層とが挟まれたシートであることをその要旨とする。
【0021】
請求項5に記載の発明によれば、袋体の外側面となる樹脂層が、相対的に高い剛性を有する材料にて構成されるようにしているため、当該ジッパ付包装袋が有する食品を保護する機能が向上させることはもとより、例えば、保護層の内側に形成される金属膜が薄膜として構成される場合であっても、金属膜の損傷を抑制することが可能ともなる。
【0022】
請求項6に記載の発明は、前記透明樹脂シートの熱可塑性樹脂層及び前記熱伝導シートの熱可塑性樹脂層が、直鎖状低密度ポリエチレンからなる層であり、前記透明樹脂シートの保護層及び前記熱伝導シートの保護層が、ポリエチレンテレフタレートからなる層であり、前記金属膜が、アルミニウム膜であることをその要旨とする。
【0023】
合成樹脂材料に含まれる直鎖状低密度ポリエチレンは、同材料に属するもののうちでも比較的融点が低く、且つ熱溶着により接着した部分の剥がれ難さを示すヒートシール強度が大きい材料であり、他方、同合成樹脂材料に含まれるポリエチレンテレフタレートは、比較的耐熱性に優れた材料である。また、金属材料の1つであるアルミニウムは、熱伝導率が比較的高い金属材料であるとともに、入手も容易で安価である。加えて、アルミニウムは、金属膜の形成方法として多用される真空蒸着法によって薄膜化することが容易な材料でもある。
【0024】
そこで、上記請求項6に記載の発明によるように、透明樹脂シート及び熱伝導シートのそれぞれが備える熱可塑性樹脂層を上記直鎖状低密度ポリエチレンにて構成することとすれば、これら2つの熱可塑性樹脂層の3辺が接着されて構成される袋体のヒートシール強度を大きくすることができ、ひいては、ジッパ付包装袋としての機械的強度を向上させることができる。また、金属膜をアルミニウムにて形成するようにすれば、熱伝導率が高い金属膜とすることが可能でありながら、その形成が容易であって、且つ安価なものとすることが可能である。しかも、この金属膜の外側を覆う保護層を構成するポリエチレンテレフタレートは、上記金属膜を真空蒸着にて形成する際の被蒸着材料として用いることが可能であるため、金属膜の形成を容易なものとし、さらには、金属膜の形成方法として蒸着を用いることにより、極薄い膜厚の金属膜を形成することも可能となるため、同金属膜の膜厚に係る自由度を向上させることができるようにもなる。
【図面の簡単な説明】
【0025】
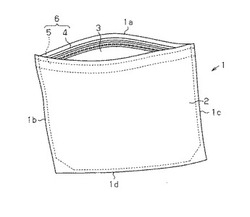
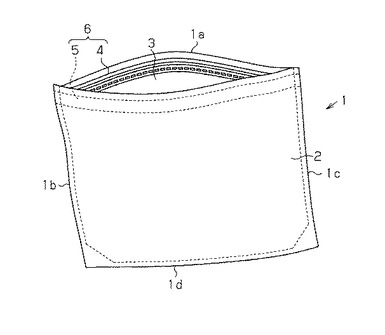
【図1】本発明の一実施の形態に係る食品用ジッパ付包装袋の斜視構造を示す斜視図。
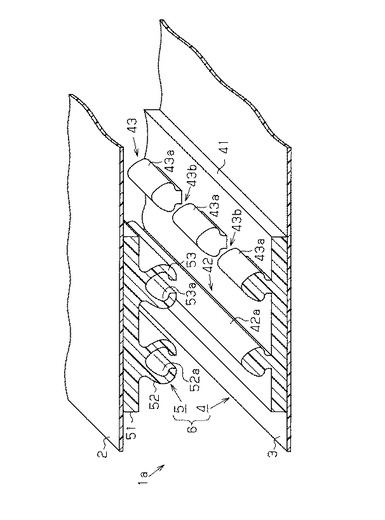
【図2】同実施の形態の部分斜視構造を拡大して示す拡大部分斜視図。
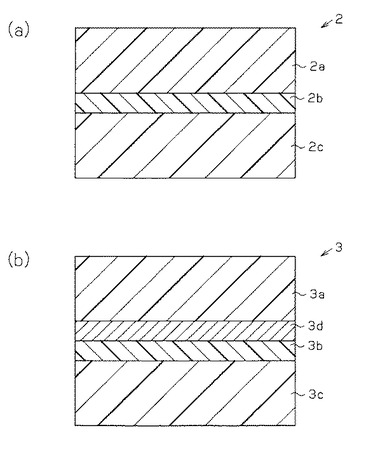
【図3】(a)透明樹脂シートの断面構造を示す断面図、(b)熱伝導シートの断面構造を示す断面図。
【図4】食品用ジッパ付包装袋内に収納されて冷凍に供された食品の中心温度と該食品の冷凍を開始してからの経過時間との関係を示すグラフ。
【発明を実施するための形態】
【0026】
以下、本発明に係る食品用ジッパ付包装袋を具現化した一実施の形態について、図1〜図4を参照して説明する。
図1は、本実施の形態に係る食品用ジッパ付包装袋の斜視構造を示している。同図1に示されるように、食品が収納される袋体1は、可視光を透過可能であって、内部の食品が視認可能な透明、若しくは半透明の透明樹脂シート2と、この透明樹脂シート2よりも熱伝導性が高い熱伝導シート3とを備えている。これら透明樹脂シート2と熱伝導シート3とは、各々対応する3辺にて、すなわち袋体1の開口部1aを除き、同袋体1の側部1b,1c及び底部1dとなる部位にて接着されて袋体1を構成している。なお、袋体1の底部1dにおいては、熱伝導シート3が一重に折り返されており、同熱伝導シート3の先端となる辺が、これと対応する上記透明樹脂シート2の辺と接着されている。こうした構成により、袋体1の底部1dにおける厚みである、いわゆる底襠が形成されている。袋体1の開口部1a側の内周面には、互いに嵌合可能な雄型テープ体4と雌型テープ体5とが、これらの嵌合部が対向し且つ開口部1aの一端から他端に渡る態様で接着されている。すなわち、これらテープ体4,5により、袋体1の開口部1aを開封可能に封止するジッパ6が構成されている。これら雄型テープ体4と雌型テープ体5とのうち、雌型テープ体5が透明樹脂シート2に、そして、雄型テープ体4が熱伝導シート3にそれぞれ接着されている。また、ジッパ6の両端は、雄型テープ体4と雌型テープ体5とが嵌合され、上記透明樹脂シート2と熱伝導シート3との間に配置されて接着されることにより、開放不可能に封止されている。
【0027】
こうした食品用ジッパ付包装袋にあっては、食品を収容する袋体1の片側の面が、可視光を透過し、該包装袋の使用者がその内部を視認可能な透明度を有する透明樹脂シート2にて構成されているため、使用者は該包装袋を用いて保存した食品が何であるかを瞬時に判断することができる。また、上記袋体1の他方の面は、透明樹脂シート2よりも熱伝導率の高い熱伝導シート3にて構成するようにしている。そのため、例えば、食品を当該ジッパ付包装袋の袋体1内に収容した状態で、冷蔵庫、あるいは冷凍室等、該包装体の外部環境温度がその内部の食品の温度よりも低い環境で保存した場合に、熱伝導シート3を介
して、食品が有する熱をジッパ付包装体の外部に伝導することができ、食品の冷却を効率よく行うことができるようになる。ちなみに、こうした効果は、食品の冷凍時、すなわち、食品とその外部環境との温度差が大きく、しかも、低下させたい温度幅も大きい場合に顕著となる。
【0028】
さらに、上述のジッパ付包装袋は、袋体1の開口部1aには、これを開封可能に封止するジッパ6が設けられていることから、袋体1内に食品を収容して保存するに際し、ジッパ6にて上記開口部1aを封止するようにすれば、密封された空間内で食品を保存することができ、その状態が維持されやすくなる。
【0029】
加えて、袋体1の底部1dに底襠が設けられているため、各辺の寸法が同一で且つ、この底襠がないものと比較して、包装袋としての容積が大きくなり、ひいては、1つの包装袋で収容可能な食品の量を増大させることが可能となる。
【0030】
上記雄型テープ体4と雌型テープ体5とにより構成されるジッパ6の詳細を、図2を参照して以下に説明する。なお、図2には、これらテープ体4,5からなるジッパ6の部分斜視構造が拡大して示されている。
【0031】
同図2に示されるように、ジッパ6を構成する雄型テープ体4は、熱伝導シート3に直接接着される基体41と、同基体41と一体に形成されて、袋体1の内面側に突出する第1凸部42aを有する第1雄型嵌合部42と、第2凸部43aを有する第2雄型嵌合部43とにより構成されている。これら雄型嵌合部42,43のうち、第1雄型嵌合部42は、より袋体1の開口部1a(図1)側に設けられるともに、この第1雄型嵌合部42が有する第1凸部42aは、上記開口部1aの一端から他端に渡り連続的に形成されている。一方、第2雄型嵌合部43は、第1雄型嵌合部42と並列に、且つこれよりも袋体1の底部1d(図1)側に設けられている。また、この第2雄型嵌合部43が有する第2凸部43aは、袋体1の開口部1aにおける一端から他端までに渡り、同袋体1の内面側に突出しない非嵌合空間43bを所定間隔毎に複数有して不連続に形成されている。
【0032】
他方、雌型テープ体5には、透明樹脂シート2に直接接着される基体51と、同基体51と一体に形成されて、袋体1の内面側に突出する第1凹部52aを有する第1雌型嵌合部52と、第2凹部53aを有する第2雌型嵌合部53とにより構成されている。これら雌型嵌合部52,53のうち、第1雌型嵌合部52は、より袋体1の開口部1a(図1)側、且つ上記第1雄型嵌合部42の第1凸部42aに対応する位置に、同袋体1の開口部1aの一端から他端に渡り連続的に形成されている。一方、第2雌型嵌合部53は、上記第1雌型嵌合部52と並行に、これよりも袋体1の底部1d(図1)側であって、且つ上記第2雄型嵌合部43が有する第2凸部43aに対応する位置に設けられている。また、この第2雌型嵌合部53についても、上記第1雌型嵌合部52と同様、袋体1の開口部1aの一端から他端に渡り連続的に形成されている。
【0033】
このように、袋体1の開口部1aを開封可能に封止するジッパ6は、嵌合部の2つの組、正確には、第1雄型嵌合部42と第1雌型嵌合部52との組、及び第2雄型嵌合部43と第2雌型嵌合部53との組からなる。これらのうち、より開口部1a側に設けられる第1雄型嵌合部42と第1雌型嵌合部52との組にあっては、これら嵌合部42,52のそれぞれが有する第1凸部42a及び第1凹部52aが、開口部1aの一端からその他端に渡り連続的に形成されており、これらが嵌合されて開口部1aが封止されることにより、袋体1の気密性が確実に保たれることになる。
【0034】
一方、第1雄型嵌合部42と第1雌型嵌合部52との組よりも袋体1の底部1d側に設けられる第2雄型嵌合部43と第2雌型嵌合部53との組では、第2雌型嵌合部53が有
する第2凹部53aは上記第1凹部52a同様、開口部1aの一端から他端に渡り連続的に形成されている。これに対して、第2雄型嵌合部43が有する第2凸部43aは不連続に形成されている。そのため第2凸部43aと第2凹部53aとが嵌合されると、第2凸部43aが形成されていない部位、すなわち上記非嵌合空間43bにて、袋体1の内部に収容された食品はほとんどの場合通過させないものの、袋体1内に捕集された空気等の気体については確実に通過させる程度の空隙が生じることになる。
【0035】
このような構成により、袋体1の底部1d側に設けられた第2凸部43aと第2凹部53aとを嵌合させた状態で袋体1の内部に残存した空気を脱気した後に、これらの外側に設けられた第1凸部42aと第1凹部52aとを嵌合させるようにすれば、袋体1の内部の残存空気をより容易に排除しつつ、袋体1の気密性を確実に維持することが可能となる。また、一旦2つの嵌合部の組の両方を嵌合させた場合であっても、袋体1内に空気が残存しているときには、第1凸部42aと第1凹部52aとの嵌合のみを解除し、第2凸部43a及び第2凹部53aを嵌合させた状態で、袋体1内の残存空気を脱気することもでき、内部に収容された食品を外部に漏出させることなくこうした操作が可能ともなる。
【0036】
次に、先の図1に示される透明樹脂シート2と熱伝導シート3との詳細な構成を、図3を参照して説明する。図3(a)には透明樹脂シート2の断面構造が、また、図3(b)には熱伝導シート3の断面構造がそれぞれ示されている。なお、これら図3(a)及び図3(b)に示される断面構造にあってはいずれも、その上層ほど上記袋体1の外側面となる層であり、他方、その下層ほど袋体1の内側となる層である。
【0037】
図3(a)に示されるように、上記透明樹脂シート2は、袋体1の外側面を構成する保護層2aと、同袋体1の内側面を構成する熱可塑性樹脂層2cとが、これらを接着する接着層2bを介して積層された構成である。これら各層について詳述すれば、最外層である保護層2aは、合成樹脂材料の1つであって、透明度が高く、比較的耐熱性に優れたポリエチレンテレフタレート(PET)からなり、その厚さは例えば12μmである。また、最内層である熱可塑性樹脂層2cは、これも合成樹脂材料の1つであって、比較的融点が低く、且つ熱接着により接着した部分の剥がれ難さの指標であるヒートシール強度が大きい直鎖状低密度ポリエチレン(LLDPE)からなり、その厚さは例えば40μmである。なお、袋体1の外側面を構成する保護層2aの形成材料であるPETは、袋体1の内側面を構成する熱可塑性樹脂層2cの形成材料であるLLDPEよりも剛性が高い合成樹脂材料である。そして、これら2つの層2a,2cを接着する接着層2bは、保護層2aとなるPET膜、あるいは熱可塑性樹脂層2cとなるLLDPE膜の少なくとも一方に塗布されて乾燥させた後、当該接着層2bを挟んで2つの膜を重ねた上、加熱しながら圧着する、いわゆるドライラミネートに適した接着材であるウレタン樹脂からなる。このように形成された透明樹脂シート2は、その厚さが例えば55μmである。
【0038】
一方、図3(b)に示されるように、上記熱伝導シート3は、袋体1の外側面を構成する保護層3aと、同袋体1の内側面を構成する熱可塑性樹脂層3cとが、これらを接着する接着層3bを介して積層されるとともに、保護層3aと接着層3bとの間に金属層3dが設けられた構成である。これらのうち、保護層3a、接着層3b、及び熱可塑性樹脂層3cはそれぞれ、上記透明樹脂シート2を構成する保護層2a、接着層2b、及び熱可塑性樹脂層2cと同一の材料からなり、その厚さも同一とすることができる。熱伝導シート3に特有の構成層である金属層3dは、例えばアルミニウムからなるものであり、同アルミニウムを真空条件下で上記保護層3aに蒸着させることにより形成され、その厚さは例えば400〜500Åである。なお、この金属層3dの材料としては上記アルミニウムに限らず、銅や金、あるいは銀等の他の金属材料を用いることが可能である。
【0039】
上述のような構成を有する透明樹脂シート2及び熱伝導シート3を備えるジッパ付包装
袋は、例えば以下のような手順で製造される。
まず、保護層2aを構成するPET膜、及び熱可塑性樹脂層2cを構成するLLDPE膜の少なくとも一方に接着層2bとなるウレタン樹脂が塗布される。そして、このウレタン樹脂を乾燥させた後、PET膜とLLDPE膜とをドライラミネートにより接着した積層膜が形成され、これが所望とする大きさに切断されて、接着層2bにて接着された保護層2aと熱可塑性樹脂層2cとからなる透明樹脂シート2が製造される。
【0040】
一方、保護膜3aを構成するPET膜の片面にアルミニウムが真空条件下で蒸着されて、アルミニウムの薄膜が蒸着されたPET膜が形成される。その後、上記透明樹脂シート2の製造時と同様に、アルミニウム膜が蒸着されたPET膜とLLDPE膜とがウレタン樹脂を介してドライラミネートにより接着された後、所望の大きさに切断されて保護層3a、金属層3d、接着層3b、及び熱可塑性樹脂層3cからなる熱伝導シート3が製造される。
【0041】
こうして製造された透明樹脂シート2と熱伝導シート3とのそれぞれに、例えばポリエチレン系の樹脂(PE)にて構成された上記雄型テープ体4(図1)、及び雌型テープ体5(図1)のいずれかが、熱可塑性樹脂層2c,3cに熱溶着される。なお、本実施の形態では上述のように、透明樹脂シート2に雌型テープ体5が、また、熱伝導シート3に雄型テープ体4がそれぞれ熱溶着される。その後、これら透明樹脂シート2と熱伝導シート3とが、その熱可塑性樹脂層2c,3cが内側となる態様にて対向され、これらシート2,3の対応する3辺、すなわち、上記テープ体4,5が接着されなかった3辺が熱圧着されて上記袋体1、ひいてはジッパ付包装袋が製造される。なお、このとき、袋体1の底部1dに上述の底襠が形成される。
【0042】
このように、袋体1を構成する熱伝導シート3がアルミニウム膜からなる金属層3dを有する構成であることから、この金属層3dにより熱伝導シート3の熱伝導効率が高く維持され、当該ジッパ付包装袋の冷却効率をより確実に向上させることが可能となる。また、アルミニウム膜からなる金属層3dは、例えば上述のような合成樹脂からなる樹脂膜と比較して透湿度が小さく、耐乾燥性にも優れるため、該包装袋の内部に収容された食品の乾燥を抑制することも可能となり、ひいては、食品の品質がより維持されやすくもなる。しかも、こうした金属層3dを、入手も容易で安価であって且つ、金属膜の形成方法として多用される真空蒸着法によって薄膜化することが容易な金属であるアルミニウムにて形成するようにしたため、熱伝導率が高い金属層3dとしつつも、他の金属、例えば金や銀等を用いる場合と比較して、その形成が容易であって、且つ安価なものとすることが可能である。
【0043】
ここで、構成材料が有する可撓性に鑑みた場合、金属材料の可撓性は一般に、樹脂材料が有する可撓性より低い。そのため、たとえ熱伝導効率が高いとはいえ、単にこうした金属材料のみから熱伝導シートを構成すると、当該食品用ジッパ包装袋の適用範囲や耐久性が損なわれる虞がある。これに対し、本実施の形態では、金属層3dと透明樹脂層である保護層3a、熱可塑性樹脂層3cとの積層膜から熱伝導シート3が構成されるため、金属層のみから構成される熱伝導シートと比較して、熱伝導シートの可撓性が透明樹脂層により担保されるとともに、その剛性も透明樹脂層が積層される分だけ向上可能になる。
【0044】
しかも、この金属層3dの外側を覆う保護層3aが、比較的耐熱性に優れるPETにて構成されるため、金属層3dを真空蒸着にて形成する際の被蒸着材料として用いることが可能である。これにより、金属層3dの形成方法として真空蒸着を用いることで、極薄い厚さの金属層3dを形成することも可能となるため、同金属層3dの膜厚に係る自由度を向上させることができるようにもなる。
【0045】
また、袋体1の内側面全体、すなわち、上記透明樹脂シート2の最内層と熱伝導シート3の最内層とが、合成樹脂材料であるLLDPEにて構成されることから、包装袋の内部に収容される食品は、化学的な反応性が低い材料であるLLDPEとのみ接触することになる。故に、例えば、金属層が袋体の内側面に露出した包装袋と比較して、ジッパ付包装袋の内部に収容された食品の品質がより保持されやすくなる。
【0046】
加えて、こうして透明樹脂シート2の内側面と熱伝導シート3の内側面とが、いずれもLLDPEの熱可塑性樹脂層2c,3cにて構成されるため、これら透明樹脂シート2と熱伝導シート3とを接着させるための接着層を別途設けずとも、これらシート2,3を接触させて加熱することにより、熱溶着による封止が可能である。しかも、このLLDPEは、合成樹脂材料のなかでも比較的融点が低く、且つ熱溶着により接着した部分の剥がれ難さを示すヒートシール強度が大きい材料であることから、袋体1の側部1b、1c及び底部1dの接着にこうした材料を用いることにより、加熱温度を低く保つことが可能であるとともに、ジッパ付包装体としての機械的強度が向上されることともなる。一方、上記袋体1の外側面全体、すなわち、上記2つのシート2,3の最外層となる保護層2a,3aが、例えば、同袋体1の内側面となる熱可塑性樹脂層2c,3cよりも相対的に高い剛性を有する材料、すなわちPETにて構成されるため、当該ジッパ付包装袋の食品保護機能が向上する。これとともに、熱伝導シート3にあっては、保護層3aの内側に形成される金属層3dであるアルミニウム蒸着膜の損傷を抑制することが可能ともなる。
【0047】
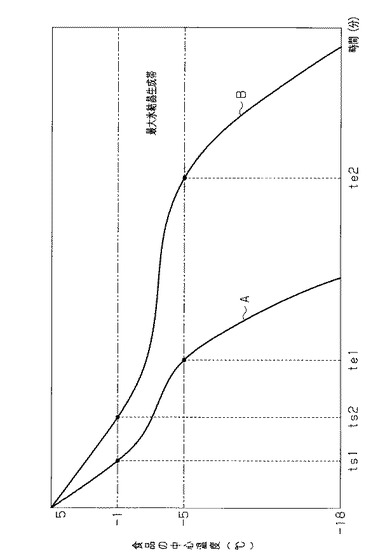
図4は、本実施の形態に係る食品用ジッパ付包装袋に食品、例えば精肉や鮮魚等の生鮮食品を収納してこれを家庭用冷蔵庫の冷凍室を用いて冷凍した場合の、食品の中心温度と冷凍を開始してからの経過時間との関係を示すグラフである。なお、同図4には、本実施の形態に係る食品用ジッパ付包装袋を用いた場合の食品の温度変化が実線Aで示されるとともに、これとの比較例として、従来の食品用ジッパ付包装体、すなわち袋体の両面が透明樹脂シートからなる包装袋を用いた場合の食品の温度変化が実線Bにて示されている。また、このグラフでは、食品の細胞膜内に存在する細胞液等の各種溶液成分が固体化し、氷結晶となる温度帯域である「最大氷結晶生成帯」が「−1℃〜−5℃」である食品を例示している。
【0048】
同図4に実線Aにて示されるように、本実施の形態に係る食品用ジッパ付包装袋に収容されて冷凍に供された食品は、その中心温度が低下し始める。なお、家庭用冷蔵庫の冷凍室は、冷却した空気を食品に衝突させてその温度を低下させる、いわゆる空冷式であり、食品の外側から順に冷却されてその温度が低下する。そのため、食品の中心は、同一食品のなかでも最も温度が低下し難く、冷凍速度の緩慢化による影響を最も受けやすい部位であることから、食品の中心温度の変化が改善されることで、該食品全体としての温度変化が改善されたと見なすことができる。
【0049】
実線Aにおけるタイミングts1にて、食品の中心温度が「−1℃」となり、食品内の溶液成分が固体化し始める。そして、タイミングte1にて、食品の中心温度が「−5℃」となるまで、食品内に生じた氷結晶が成長を続けることとなる。つまり、食品の中心温度が上記最大氷結晶生成帯に含まれる温度である間は、一旦形成された氷結晶の核を中心としてこれが拡大され続けることとなるため、最大氷結晶生成帯の通過に要する時間が長いほど、食品の細胞内に生成される氷結晶が大きくなる。こうして形成される氷結晶の大きさが細胞膜内に収容され得ない程の大きさになると、同細胞膜は破壊されることになる。その後、食品が解凍されると、本来細胞内にあるべき溶液成分が全て細胞外に流出し、これに起因して食品の風味や食感が劣化することとなる。なお、タイミングte1以降は、タイミングts1〜タイミングte1にて生成された氷結晶の大きさがほぼ保たれた状態で食品の温度のみが低下する。
【0050】
他方、同図4にて実線Bにて示されるように、従来の食品用ジッパ付包装袋に収容された食品が冷凍に供されると、本実施の形態に係る食品用ジッパ付包装袋を用いた場合と同様、食品の中心温度は低下するものの、冷凍の開始からタイミングts2に至るまでの低下速度は小さく、大凡2分の1程度となる。そして、タイミングts2にて食品の中心温度が「−1℃」となり、最大氷結晶生成帯に突入すると、タイミングte2にて同温度が「−5℃」となるまで最大氷結晶生成帯内に滞在することとなる。すなわち、従来の食品用ジッパ付包装袋を用いた場合、本実施の形態に係る食品用ジッパ付包装袋を用いた場合に、食品の中心温度が最大氷結晶生成帯の通過に要する時間(タイミングts1〜タイミングte1)に対し、その2.5倍程度の時間を最大氷結晶生成帯の通過に要する。
【0051】
このように、本実施の形態に係る食品用ジッパ付包装袋によれば、従来の食品用ジッパ付包装体と比較して、その内部に食品を収容してこれを冷凍に供した場合、その温度低下速度を高くする、すなわち食品の冷却効率を向上させることができる。これにより最大氷結晶生成帯を通過する時間も自ずと短縮されて、細胞内に生成される氷結晶の拡大を抑制でき、ひいては氷結晶による細胞膜の破壊を抑制可能になる。故に、冷凍した食品を解凍した際に、同食品の細胞内にあるべき溶液成分が流出することも抑制され、食品の品質、例えば風味や食感等の劣化を抑制することが可能ともなる。
【0052】
以上説明したように、本実施の形態に係る食品用ジッパ付包装袋によれば、以下に列挙する効果が得られるようになる。
(1)袋体1を、可視領域の光を透過可能な透明樹脂シート2と、可視領域の光は透過させず、且つ透明樹脂シート2よりも熱伝導効率がよい熱伝導シート3とによって構成するようにした。これにより、可視光を通過させる透明樹脂シート2を介して、袋体1の内部に収容された食品が視認可能となるとともに、熱伝導率の高い熱伝導シート3により、袋体1の内部に収納された食品を冷蔵庫の冷凍室内で冷凍させる際に、食品の有する熱がより効率的に冷凍室側へ伝達され、その温度低下速度がより急峻なものとなる。すなわち、当該食品用ジッパ付包装体により、食品の冷却効率が向上され、その冷凍に係る時間が短縮される。これにより、最大氷結晶生成帯を通過する時間も短縮されることとなり、食品、例えば鮮魚や精肉等の生鮮食品の細胞内に生成される氷結晶もそれほど大きくならず、細胞膜が破れ難くなるため、食品の品質劣化を抑制することが可能ともなる。
【0053】
(2)熱伝導シート3における高い熱伝導性を、金属層3dであるアルミニウム膜が担う構成とした。そのため、当該ジッパ付包装袋の冷却効率をより確実に向上させることが可能となる。
【0054】
(3)加えて、アルミニウム膜からなる金属層3dは、例えば合成樹脂からなる膜と比較して透湿度が小さく、耐乾燥性にも優れるため、該包装袋の内部に収容された食品の乾燥を抑制することも可能となり、ひいては、食品の品質がより維持されやすくもなる。
【0055】
(4)金属層3dと透明樹脂層である保護層3a、熱可塑性樹脂層3cとの積層膜から熱伝導シート3を構成するようにした。これにより、金属層のみから熱伝導シートが構成される場合と比較して、熱伝導シート3の可撓性が透明樹脂層により担保されることに加え、透明樹脂層が積層される分だけその剛性も向上可能になる。すなわち、構成材料が有する可撓性に鑑みて、金属材料の可撓性が樹脂材料のそれよりも一般に低くなるため、単にこうした金属材料のみから熱伝導シートを構成すると、当該食品用ジッパ包装袋の適用範囲や耐久性が損なわれかねない、といった懸念を解消することができる。
【0056】
(5)金属層3dを備える熱伝導シート3も含んで、袋体1の内側面全体が樹脂材料である直鎖状低密度ポリウレタンにて構成するようにした。これにより、当該ジッパ付包装袋の内部に収容される食品は樹脂材料である直鎖状低密度ポリウレタンとのみ接触するこ
とになり、例えば、金属層が袋体の内側面に露出した包装袋と比較して、その品質がより保持されやすくなる。
【0057】
(6)透明樹脂シート2の内側面と熱伝導シート3の内側面とが、いずれも直鎖状低密度ポリエチレンの熱可塑性樹脂層2c,3cからなるようにした。そのため、これら透明樹脂シート2と熱伝導シート3とを接着させるための接着層を別途設けずとも、これらシート2,3を接触させて加熱することにより、熱溶着による封止が可能となる。
【0058】
(7)袋体1の外側面となる保護層2a,3aを、例えば、同袋体1の内側面となる熱可塑性樹脂層2c,3cの形成材料よりも相対的に高い剛性を有する材料であるポリエチレンテレフタレートにて構成されるようにした。これにより、当該ジッパ付包装袋の食品保護機能を向上することはもとより、熱伝導シート3にあっては、保護層3aの内側に形成される金属層3dであるアルミニウム蒸着膜の損傷を抑制することが可能ともなる。
【0059】
(8)透明樹脂シート2及び熱伝導シート3のそれぞれが備える熱可塑性樹脂層2c,3cを、比較的融点が低く、且つ熱溶着により接着した部分の剥がれ難さを示すヒートシール強度が大きい材料である直鎖状低密度ポリエチレンにて構成することとした。これにより、これら2つの熱可塑性樹脂層2c,3cの3辺が接着されて構成される上記袋体1のヒートシール強度を大きくすることができ、ひいては、ジッパ付包装袋としての機械的強度を向上させることができる。
【0060】
(9)また、金属層3dを、a.熱伝導率が比較的高い、b.入手も容易で安価である、c.金属膜の形成方法として多用される真空蒸着法によって薄膜化することが容易である、といった特徴を有する金属であるアルミニウムにて形成するようにした。これにより、熱伝導率が高い金属層3dとすることが可能でありながら、その形成が容易であって、且つ安価なものとすることが可能である。
【0061】
(10)しかも、この金属層3dの外側を覆う保護層3aを、比較的耐熱性に優れるポリエチレンテレフタレートにて構成するようにした。これにより、金属層3dを真空蒸着にて形成する際の被蒸着材料として用いることが可能であるため、金属層3dの形成を容易なものとすることができる。さらには、金属層3dの形成方法として蒸着を用いることにより、極薄い厚さの金属層3dを形成することも可能となるため、同金属層3dの膜厚に係る自由度を向上させることができるようにもなる。
【0062】
なお、上記実施の形態は、これを適宜変更した以下の態様にて実行することも可能である。
・袋体1の底部1dには底襠を設けるようにしたが、これを設けない構成としてもよい。
【0063】
・ジッパ6を構成する雄型テープ体4、雌型テープ体5のそれぞれが有する嵌合部の形状は、上述のような形状や数に限らず、他の形状や数の嵌合部を有するテープ体からなるジッパも適宜採用可能である。例えば、a.第1雄型嵌合部42のみを有する雄型テープ体と第1雌型嵌合部52のみを有する雌型テープ体とにより構成されるジッパ、b.第2雄型嵌合部43のみを有する雄型テープ体と第2雌型嵌合部53のみを有する雌型テープ体とにより構成されるジッパ、c.並行且つ連続に設けられた2つの雄型嵌合部を有する雄型テープ体と、並行に設けられた2つの雌型嵌合部を有し、袋体1の開口部1a側に設けられた嵌合部は連続的に形成され、他方は不連続に形成された雌型テープ体とにより構成されるジッパ、d.袋体1の内面側に向かって2つの凸部が連続して設けられた雄型嵌合部を有する雄型テープ体と、これに対応する2つの凹部が連続して設けられた雌型嵌合部を有する雌型テープ体とにより構成されるジッパ、等々が適宜採用可能である。
【0064】
・雄型テープ体4を熱伝導シート3に、また、雌型テープ体5を透明樹脂シート2に接着するに際して接着剤を用いることなく、これらを接着するようにした。これに限らず、テープ体4,5あるいはシート2、3の少なくとも一方に接着剤を塗布して接着するようにしてもよい。
【0065】
・透明樹脂シート2と熱伝導シート3との対応する3辺を接着する際には、特に接着剤を塗布することなくこれらを熱溶着するようにした。これに限らず、これらシート2,3の少なくとも一方に接着剤を塗布し、これらシート2,3を接着するようにしてもよい。
【0066】
・金属層3dは、その厚さを400〜500Åとしたが、これに限らず、例えば冷凍時の環境や、袋体1の内部に収容する食品の種類等、用途に合わせて適宜変更可能である。
・金属層3dは、例えば1〜50μm程度の厚さを有するアルミ箔であっても良い。ここで、金属層3dをなすアルミニウム膜(アルミ箔)の厚さが厚いほど、熱伝導シート3としての熱伝導性が向上されるため、より厚い金属層3dを有する熱伝導シート3を備えるジッパ付包装体ほど、これに収納された食品に対する冷却効率が向上される。つまり、金属層3dをアルミ箔にて構成することにより、該ジッパ付包装体としてより好適なものとすることができる。なお、金属層3dを上述のような厚さを有するアルミ箔とする場合には、上記保護層3aとの間に別途接着層を設ける必要がある。
・金属層3dは、アルミニウムをポリエチレンテレフタレートからなる保護層3aに蒸着して形成するようにした。これに限らず、保護層3aとは別途に予めアルミニウム膜を生成しておき、これを保護膜3aに接着するようにしてもよい。
【0067】
・金属層3dはアルミニウム膜からなるようにしたが、これに限らず、例えば銅や銀、金等の金属材料にて構成してもよい。ただし、アルミニウム膜を用いると、他の金属材料を用いた場合と比較して安価である等の利点があることは上述の通りである。
【0068】
・熱可塑性樹脂層2c,3cは直鎖状低密度ポリエチレンにて構成されるものとした。これに限らず、熱溶着が可能な他の合成樹脂材料を用いるようにしてもよい。ただし、熱可塑性樹脂層2c,3cの形成材料として上記直鎖状低密度ポリエチレンを用いれば、接着部のヒートシール強度を向上可能であることは上述の通りである。
【0069】
・保護層2a,3aはポリエチレンテレフタレートにて構成するようにしたが、これに限らず、同材料と同程度の剛性や透明度が保たれる樹脂材料であれば適宜採用可能である。
【0070】
・透明樹脂シート2及び熱伝導シート3はそれぞれその最外層となる保護層2a,3aを有する構成とした。これに限らず、該保護層2a,3aを設けない構成としてもよい。すなわち、透明樹脂シート2は熱可塑性樹脂層2cが、熱伝導シート3は金属層3dが、それぞれのシート2,3の最外層となる構成であってもよい。
【0071】
・熱伝導シート3は、金属層3dが保護層3aと熱可塑性樹脂層3cとによって挟まれた構成としたが、これに限らず、金属層のみからなるようにしてもよい。
・熱伝導シート3が透明樹脂膜と金属膜との積層膜によって構成されるようにした。これに限らず、金属膜の代替として、例えば熱伝導効率の高いポリマーやセラミック等を用いるようにしてもよい。ただし、熱伝導シートの熱伝導効率は、これら材料よりも金属膜を用いた場合の方が高くなる。
【0072】
・熱伝導シート3に設けられる熱可塑性樹脂層は透明樹脂膜からなるようにしたが、これに限らず、透明性が確保させていない膜、換言すれば可視領域の光を透過しない膜であ
ってもよい。
【0073】
・袋体1は、可視領域の光を透過する透明樹脂シート2と、可視領域の光は透過せず、且つ高い熱伝導効率を有する熱伝導シート3とを接着した構成、すなわち、袋体1は、その一方の面全体が可視領域の光を透過する透明部であるとともに、他方の面全体が熱伝導性の高い熱伝導部である構成とした。これに限らず、上記透明部は袋体の一部に設けられているのみであり、それ以外の部位は熱伝導効率の高い熱伝導部としてもよい。例えば、a.袋体1の一方の面のうち、開口側2分の1(3分の1や4分の1等であってもよい)のみを透明部とし、それ以外の部位ともう一方の面を熱伝導部とする、b.袋体1の一方の面の側部1b,1c側4分の1(2分の1や3分の1等であってもよい)のみを透明部とし、それ以外の部位及びもう一方の面を熱伝導部とする、c.袋体1の一方の面の中心に所定の面積の円形、あるいは楕円形(多角形であってもよい)等の透明部を設けるとともに、それ以外の部位及びもう一方の面を熱伝導部とする、等々、要するに袋体1の内部に収容された食品を視認可能な透明部が設けられている構成であれば、適宜採用可能である。
【符号の説明】
【0074】
1…袋体、1a…開口部、1b,1c…側部、1d…底部、2…透明樹脂シート、2a…保護層、2b…接着層、2c…熱可塑性樹脂層、3…熱伝導シート、3a…保護層、3b…接着層、3c…熱可塑性樹脂層、3d…金属層、4…雄型テープ体、5…雌型テープ体、6…ジッパ、41…基体、42…第1雄型嵌合部、42a…第1凸部、43…第2雄型嵌合部、43a…第2凸部、43b…非嵌合空間、51…基体、52…第1雌型嵌合部、52a…第1凹部、53…第2雌型嵌合部、53a…第2凹部。
【技術分野】
【0001】
この発明は、開口部を開放可能に封止するジッパを備えた包装袋であって、特に、その内部に収納された食品を冷凍する際に用いられるジッパ付包装袋に関する。
【背景技術】
【0002】
従来より、例えば特許文献1に記載のように、食品を包装する包装袋として、その内部に収納された食品の保持性を向上させるべく、袋体の開口部の内面に帯状のジッパを備えた、いわゆるジッパ付包装袋が多用されている。こうしたジッパ付包装袋においては、上記開口部の内周全体を二等分した一方に雄型嵌合部が、そしてその他方に雌型嵌合部が、それぞれ食品を収納する空間を形成する袋体の内周面に設けられている。すなわち、これら帯状をなす一対の雄型嵌合部と雌型嵌合部とにより上記ジッパが構成されており、該ジッパの嵌合状態と非嵌合状態との切替えにより当該包装袋の封止と開放とが繰り返して実現される。
【0003】
こうしたジッパ付包装体の特に袋体の形成材料としては通常、例えば、ポリエチレン系樹脂、ポリプロピレン系樹脂、あるいはポリアミド樹脂等からなる樹脂シートが用いられている。これらの樹脂シートは、ガスバリア性が高い、透湿度が小さい、若しくは強度が高い等、食品保存用の包装袋として用いた場合に有利な特徴を有する。また、いずれも熱可塑性樹脂であって、溶融成型が容易で大量生産性に優れているという点も、これら樹脂材料がジッパ付包装袋の形成材料として広く用いられている所以である。
【0004】
ここで、家庭では一般に、野菜、鮮魚、精肉といった生鮮食品、あるいは熱を加えて調理した食品等、様々な食品を冷蔵庫の備える冷凍室で冷凍保存することが多く、こうした場合、食品保存用の包装袋として上述のジッパ付包装袋が用いられることも少なくない。このように冷凍される食品、特に水分含有量が多い生鮮食品にあっては、表面付近の氷が水蒸気として昇華することや、表面が酸素と接触して酸化されることよって変質する、いわゆる冷凍焼けが起こりやすい。
【0005】
そこで、そもそも冷凍保存用として製造されたジッパ付包装袋では、例えば、常温、あるいは例えば4℃等の冷蔵時の温度で使用される包装袋と比較して、袋体を形成する樹脂材料が肉厚とされている。これにより、ジッパ付包装体としてのガスバリア性及び耐乾燥性が向上され、上述のような問題が緩和されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特表2001−509119号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、家庭用の冷蔵庫に設けられた冷凍室はその設定温度が−20℃程度と、業務用の冷凍庫が−30℃〜−50℃であるのに対し高い温度であるとともに、その開閉が頻繁に行われやすく、これに起因してその温度が設定温度以上となることも多い。加えて、この冷凍室は、その内部に収容された食品等に冷却した空気を衝突させることで温度を低下させる、いわゆる空冷式であるとともに、冷凍室を構成する筐体や内部に設けられたトレー等はABS樹脂等の樹脂材料にて形成され、熱伝導率がそれほど高くない。こうした種々の要因から、家庭用の冷凍室では、食品の凍結速度が緩慢になりやすく、これに起因して食品が本来有していた旨み、風味、あるいは食感等が損なわれやすい。
【0008】
そのため、食品の冷凍保存時に用いられる上記ジッパ付包装体には、こうした環境下にて冷凍した場合でも、食品の劣化を抑制するような機能が望まれている。
本発明は、こうした実情に鑑みてなされたものあり、その目的は、冷却効率を向上させることの可能な食品用ジッパ付包装袋を提供することにある。
【課題を解決するための手段】
【0009】
以下、上記課題を解決するための手段及びその作用効果について記載する。
請求項1に記載の発明は、食品を収容可能な袋体と、当該袋体の開口部に接着されたジッパとを備え、前記袋体が、相対的に熱伝導率が低く、且つ、可視領域の光を透過させる透明部と、相対的に熱伝導率が高く、且つ、可視領域の光を透過させない熱伝導部とからなることをその要旨とする。
【0010】
請求項1に記載の発明によれば、可視領域の光を透過させる透明部から食品が視認可能となり、こうした透明部以外の部分を、熱伝導率の高い熱伝導部としているため、袋体の内部に収納された食品を冷蔵庫の冷凍室内で冷凍させる際に、食品の有する熱がより効率的に冷凍室側へ伝達され、その温度低下速度がより急峻なものとなる。すなわち、当該食品用ジッパ付包装体により、食品の冷却効率が向上され、その冷凍に係る時間が短縮されることとなり、該食品の品質が担保されやすくなる。
【0011】
ここで、食品、特に生鮮食品の冷凍に際しては通常、食品の温度降下時に「最大氷結晶生成帯」と呼ばれ、細胞内の液体成分が固体化して氷結晶となる温度帯を通過する。この最大氷結晶生成帯の通過に要する時間が長期化するほど、細胞内に生成された氷結晶が大きくなる。これにより、氷結晶が、細胞の有する細胞膜によって包含しきれない程の大きさになってしまうと、細胞膜が破れた状態、いわゆる細胞が破壊された状態となる。このように細胞膜が破れてしまうと、食品の解凍時に、細胞膜の内部にあるべき細胞液等の溶液成分が全て流出し、これに起因して食品の品質が劣化することになる。
【0012】
そこで、上記請求項1に記載の発明によるように、食品の冷却効率を向上し、その温度低下速度を急峻なものとすれば、最大氷結晶生成帯を通過する時間も自ずと短縮されることとなり、細胞内に生成される氷結晶もそれほど大きくならず、細胞膜が破れ難くなるため、食品の品質劣化を抑制することが可能ともなる。
【0013】
一方、袋体に適用できる可撓性と高い熱伝導率とを備えた材料、例えば、金属や炭素等の材料では、熱伝導を担う要素が可視領域の光を反射させることになる。こうした材料により袋体の全体が構成されることになれば、高い冷却効率が得られたとしても、袋体の内部が視認不能となってしまい、食品用ジッパ付包装袋としての利便性を欠くことになってしまう。この点、上記発明では、袋体の一部をその内部に収納された食品が視認可能な透明部としている。これにより、透明部を介すれば袋体の内部に収納した食品を確実に視認することができ、食品用ジッパ付包装袋としての利便性が向上されることにもなる。
【0014】
請求項2に記載の発明は、前記透明部が、透明樹脂膜からなり、前記熱伝導部が、透明樹脂膜と金属膜との積層膜からなることをその要旨とする。
金属材料は、当該食品用ジッパ付包装袋のような袋体を形成可能な材料のなかで特に熱伝導率が高い類の材料でありながら取り扱いも比較的容易であり、また、その種類によっては入手が容易であって、且つ安価なものである。
【0015】
そこで、請求項2に記載の発明によるように、熱伝導部における高い熱伝導性を金属膜が担う構成となれば、当該ジッパ付包装袋の冷却効率をより確実に向上させることが可能となる。加えて、金属膜は、樹脂膜と比較して透湿度が小さく、耐乾燥性にも優れるため
、該包装袋の内部に収納された食品の乾燥を抑制することも可能となり、ひいては、食品の品質がより維持されやすくもなる。また、透明部についてはこれを、透明樹脂膜にて構成するようにしているために、視認性がより得られやすくもなる。
【0016】
なお、構成材料が有する可撓性の観点からすれば、金属材料の可撓性が樹脂材料のそれよりも一般に低くなるため、単にこうした金属材料のみから熱伝導部を構成するとなれば、当該食品用ジッパ包装袋の適用範囲や耐久性が損なわれかねない。この点、金属膜と透明樹脂膜との積層膜から熱伝導部が構成されるこの発明では、金属膜のみから熱伝導部が構成される場合と比較して、熱伝導部の可撓性が透明樹脂膜により担保されることとなり、また透明樹脂膜が積層される分だけその剛性も向上可能になる。
【0017】
請求項3に記載の発明は、前記袋体の内側となる面が、前記透明部の透明樹脂膜と前記熱伝導部の透明樹脂膜とから構成されることをその要旨とする。
請求項3に記載の発明によれば、熱伝導部も含めて袋体の内面全体が樹脂材料からなるため、当該ジッパ付包装袋の内部に収納される食品は樹脂材料とのみ接触することになり、その品質がより保持されやすくなる。
【0018】
請求項4に記載の発明は、前記透明部は、一側面が熱可塑性樹脂層である透明樹脂シートであり、前記熱伝導部は、一側面が熱可塑性樹脂層である熱伝導シートであり、前記袋体は、前記透明樹脂シートの熱可塑性樹脂層と前記熱伝導シートの熱可塑性樹脂層とが前記袋体の内側となるかたちに前記透明樹脂シートの辺と前記熱伝導シートの辺とが接着されてなることをその要旨とする。
【0019】
請求項4に記載の発明によれば、透明樹脂シートの表面と熱伝導シートの表面とが熱可塑性樹脂層からなるため、これら透明樹脂シートと熱伝導シートとを接着させるための接着層を別途設けずとも、これら袋体シートを接触させて加熱することにより熱溶着による封止が可能となる。
【0020】
請求項5に記載の発明は、前記透明樹脂シートが、それの熱可塑性樹脂層よりも高い剛性を有する保護層と前記熱可塑性樹脂層との間に接着層が挟まれたシートであり、前記熱伝導シートが、それの熱可塑性樹脂層よりも高い剛性を有する保護層と前記熱可塑性樹脂層との間に前記金属膜と接着層とが挟まれたシートであることをその要旨とする。
【0021】
請求項5に記載の発明によれば、袋体の外側面となる樹脂層が、相対的に高い剛性を有する材料にて構成されるようにしているため、当該ジッパ付包装袋が有する食品を保護する機能が向上させることはもとより、例えば、保護層の内側に形成される金属膜が薄膜として構成される場合であっても、金属膜の損傷を抑制することが可能ともなる。
【0022】
請求項6に記載の発明は、前記透明樹脂シートの熱可塑性樹脂層及び前記熱伝導シートの熱可塑性樹脂層が、直鎖状低密度ポリエチレンからなる層であり、前記透明樹脂シートの保護層及び前記熱伝導シートの保護層が、ポリエチレンテレフタレートからなる層であり、前記金属膜が、アルミニウム膜であることをその要旨とする。
【0023】
合成樹脂材料に含まれる直鎖状低密度ポリエチレンは、同材料に属するもののうちでも比較的融点が低く、且つ熱溶着により接着した部分の剥がれ難さを示すヒートシール強度が大きい材料であり、他方、同合成樹脂材料に含まれるポリエチレンテレフタレートは、比較的耐熱性に優れた材料である。また、金属材料の1つであるアルミニウムは、熱伝導率が比較的高い金属材料であるとともに、入手も容易で安価である。加えて、アルミニウムは、金属膜の形成方法として多用される真空蒸着法によって薄膜化することが容易な材料でもある。
【0024】
そこで、上記請求項6に記載の発明によるように、透明樹脂シート及び熱伝導シートのそれぞれが備える熱可塑性樹脂層を上記直鎖状低密度ポリエチレンにて構成することとすれば、これら2つの熱可塑性樹脂層の3辺が接着されて構成される袋体のヒートシール強度を大きくすることができ、ひいては、ジッパ付包装袋としての機械的強度を向上させることができる。また、金属膜をアルミニウムにて形成するようにすれば、熱伝導率が高い金属膜とすることが可能でありながら、その形成が容易であって、且つ安価なものとすることが可能である。しかも、この金属膜の外側を覆う保護層を構成するポリエチレンテレフタレートは、上記金属膜を真空蒸着にて形成する際の被蒸着材料として用いることが可能であるため、金属膜の形成を容易なものとし、さらには、金属膜の形成方法として蒸着を用いることにより、極薄い膜厚の金属膜を形成することも可能となるため、同金属膜の膜厚に係る自由度を向上させることができるようにもなる。
【図面の簡単な説明】
【0025】
【図1】本発明の一実施の形態に係る食品用ジッパ付包装袋の斜視構造を示す斜視図。
【図2】同実施の形態の部分斜視構造を拡大して示す拡大部分斜視図。
【図3】(a)透明樹脂シートの断面構造を示す断面図、(b)熱伝導シートの断面構造を示す断面図。
【図4】食品用ジッパ付包装袋内に収納されて冷凍に供された食品の中心温度と該食品の冷凍を開始してからの経過時間との関係を示すグラフ。
【発明を実施するための形態】
【0026】
以下、本発明に係る食品用ジッパ付包装袋を具現化した一実施の形態について、図1〜図4を参照して説明する。
図1は、本実施の形態に係る食品用ジッパ付包装袋の斜視構造を示している。同図1に示されるように、食品が収納される袋体1は、可視光を透過可能であって、内部の食品が視認可能な透明、若しくは半透明の透明樹脂シート2と、この透明樹脂シート2よりも熱伝導性が高い熱伝導シート3とを備えている。これら透明樹脂シート2と熱伝導シート3とは、各々対応する3辺にて、すなわち袋体1の開口部1aを除き、同袋体1の側部1b,1c及び底部1dとなる部位にて接着されて袋体1を構成している。なお、袋体1の底部1dにおいては、熱伝導シート3が一重に折り返されており、同熱伝導シート3の先端となる辺が、これと対応する上記透明樹脂シート2の辺と接着されている。こうした構成により、袋体1の底部1dにおける厚みである、いわゆる底襠が形成されている。袋体1の開口部1a側の内周面には、互いに嵌合可能な雄型テープ体4と雌型テープ体5とが、これらの嵌合部が対向し且つ開口部1aの一端から他端に渡る態様で接着されている。すなわち、これらテープ体4,5により、袋体1の開口部1aを開封可能に封止するジッパ6が構成されている。これら雄型テープ体4と雌型テープ体5とのうち、雌型テープ体5が透明樹脂シート2に、そして、雄型テープ体4が熱伝導シート3にそれぞれ接着されている。また、ジッパ6の両端は、雄型テープ体4と雌型テープ体5とが嵌合され、上記透明樹脂シート2と熱伝導シート3との間に配置されて接着されることにより、開放不可能に封止されている。
【0027】
こうした食品用ジッパ付包装袋にあっては、食品を収容する袋体1の片側の面が、可視光を透過し、該包装袋の使用者がその内部を視認可能な透明度を有する透明樹脂シート2にて構成されているため、使用者は該包装袋を用いて保存した食品が何であるかを瞬時に判断することができる。また、上記袋体1の他方の面は、透明樹脂シート2よりも熱伝導率の高い熱伝導シート3にて構成するようにしている。そのため、例えば、食品を当該ジッパ付包装袋の袋体1内に収容した状態で、冷蔵庫、あるいは冷凍室等、該包装体の外部環境温度がその内部の食品の温度よりも低い環境で保存した場合に、熱伝導シート3を介
して、食品が有する熱をジッパ付包装体の外部に伝導することができ、食品の冷却を効率よく行うことができるようになる。ちなみに、こうした効果は、食品の冷凍時、すなわち、食品とその外部環境との温度差が大きく、しかも、低下させたい温度幅も大きい場合に顕著となる。
【0028】
さらに、上述のジッパ付包装袋は、袋体1の開口部1aには、これを開封可能に封止するジッパ6が設けられていることから、袋体1内に食品を収容して保存するに際し、ジッパ6にて上記開口部1aを封止するようにすれば、密封された空間内で食品を保存することができ、その状態が維持されやすくなる。
【0029】
加えて、袋体1の底部1dに底襠が設けられているため、各辺の寸法が同一で且つ、この底襠がないものと比較して、包装袋としての容積が大きくなり、ひいては、1つの包装袋で収容可能な食品の量を増大させることが可能となる。
【0030】
上記雄型テープ体4と雌型テープ体5とにより構成されるジッパ6の詳細を、図2を参照して以下に説明する。なお、図2には、これらテープ体4,5からなるジッパ6の部分斜視構造が拡大して示されている。
【0031】
同図2に示されるように、ジッパ6を構成する雄型テープ体4は、熱伝導シート3に直接接着される基体41と、同基体41と一体に形成されて、袋体1の内面側に突出する第1凸部42aを有する第1雄型嵌合部42と、第2凸部43aを有する第2雄型嵌合部43とにより構成されている。これら雄型嵌合部42,43のうち、第1雄型嵌合部42は、より袋体1の開口部1a(図1)側に設けられるともに、この第1雄型嵌合部42が有する第1凸部42aは、上記開口部1aの一端から他端に渡り連続的に形成されている。一方、第2雄型嵌合部43は、第1雄型嵌合部42と並列に、且つこれよりも袋体1の底部1d(図1)側に設けられている。また、この第2雄型嵌合部43が有する第2凸部43aは、袋体1の開口部1aにおける一端から他端までに渡り、同袋体1の内面側に突出しない非嵌合空間43bを所定間隔毎に複数有して不連続に形成されている。
【0032】
他方、雌型テープ体5には、透明樹脂シート2に直接接着される基体51と、同基体51と一体に形成されて、袋体1の内面側に突出する第1凹部52aを有する第1雌型嵌合部52と、第2凹部53aを有する第2雌型嵌合部53とにより構成されている。これら雌型嵌合部52,53のうち、第1雌型嵌合部52は、より袋体1の開口部1a(図1)側、且つ上記第1雄型嵌合部42の第1凸部42aに対応する位置に、同袋体1の開口部1aの一端から他端に渡り連続的に形成されている。一方、第2雌型嵌合部53は、上記第1雌型嵌合部52と並行に、これよりも袋体1の底部1d(図1)側であって、且つ上記第2雄型嵌合部43が有する第2凸部43aに対応する位置に設けられている。また、この第2雌型嵌合部53についても、上記第1雌型嵌合部52と同様、袋体1の開口部1aの一端から他端に渡り連続的に形成されている。
【0033】
このように、袋体1の開口部1aを開封可能に封止するジッパ6は、嵌合部の2つの組、正確には、第1雄型嵌合部42と第1雌型嵌合部52との組、及び第2雄型嵌合部43と第2雌型嵌合部53との組からなる。これらのうち、より開口部1a側に設けられる第1雄型嵌合部42と第1雌型嵌合部52との組にあっては、これら嵌合部42,52のそれぞれが有する第1凸部42a及び第1凹部52aが、開口部1aの一端からその他端に渡り連続的に形成されており、これらが嵌合されて開口部1aが封止されることにより、袋体1の気密性が確実に保たれることになる。
【0034】
一方、第1雄型嵌合部42と第1雌型嵌合部52との組よりも袋体1の底部1d側に設けられる第2雄型嵌合部43と第2雌型嵌合部53との組では、第2雌型嵌合部53が有
する第2凹部53aは上記第1凹部52a同様、開口部1aの一端から他端に渡り連続的に形成されている。これに対して、第2雄型嵌合部43が有する第2凸部43aは不連続に形成されている。そのため第2凸部43aと第2凹部53aとが嵌合されると、第2凸部43aが形成されていない部位、すなわち上記非嵌合空間43bにて、袋体1の内部に収容された食品はほとんどの場合通過させないものの、袋体1内に捕集された空気等の気体については確実に通過させる程度の空隙が生じることになる。
【0035】
このような構成により、袋体1の底部1d側に設けられた第2凸部43aと第2凹部53aとを嵌合させた状態で袋体1の内部に残存した空気を脱気した後に、これらの外側に設けられた第1凸部42aと第1凹部52aとを嵌合させるようにすれば、袋体1の内部の残存空気をより容易に排除しつつ、袋体1の気密性を確実に維持することが可能となる。また、一旦2つの嵌合部の組の両方を嵌合させた場合であっても、袋体1内に空気が残存しているときには、第1凸部42aと第1凹部52aとの嵌合のみを解除し、第2凸部43a及び第2凹部53aを嵌合させた状態で、袋体1内の残存空気を脱気することもでき、内部に収容された食品を外部に漏出させることなくこうした操作が可能ともなる。
【0036】
次に、先の図1に示される透明樹脂シート2と熱伝導シート3との詳細な構成を、図3を参照して説明する。図3(a)には透明樹脂シート2の断面構造が、また、図3(b)には熱伝導シート3の断面構造がそれぞれ示されている。なお、これら図3(a)及び図3(b)に示される断面構造にあってはいずれも、その上層ほど上記袋体1の外側面となる層であり、他方、その下層ほど袋体1の内側となる層である。
【0037】
図3(a)に示されるように、上記透明樹脂シート2は、袋体1の外側面を構成する保護層2aと、同袋体1の内側面を構成する熱可塑性樹脂層2cとが、これらを接着する接着層2bを介して積層された構成である。これら各層について詳述すれば、最外層である保護層2aは、合成樹脂材料の1つであって、透明度が高く、比較的耐熱性に優れたポリエチレンテレフタレート(PET)からなり、その厚さは例えば12μmである。また、最内層である熱可塑性樹脂層2cは、これも合成樹脂材料の1つであって、比較的融点が低く、且つ熱接着により接着した部分の剥がれ難さの指標であるヒートシール強度が大きい直鎖状低密度ポリエチレン(LLDPE)からなり、その厚さは例えば40μmである。なお、袋体1の外側面を構成する保護層2aの形成材料であるPETは、袋体1の内側面を構成する熱可塑性樹脂層2cの形成材料であるLLDPEよりも剛性が高い合成樹脂材料である。そして、これら2つの層2a,2cを接着する接着層2bは、保護層2aとなるPET膜、あるいは熱可塑性樹脂層2cとなるLLDPE膜の少なくとも一方に塗布されて乾燥させた後、当該接着層2bを挟んで2つの膜を重ねた上、加熱しながら圧着する、いわゆるドライラミネートに適した接着材であるウレタン樹脂からなる。このように形成された透明樹脂シート2は、その厚さが例えば55μmである。
【0038】
一方、図3(b)に示されるように、上記熱伝導シート3は、袋体1の外側面を構成する保護層3aと、同袋体1の内側面を構成する熱可塑性樹脂層3cとが、これらを接着する接着層3bを介して積層されるとともに、保護層3aと接着層3bとの間に金属層3dが設けられた構成である。これらのうち、保護層3a、接着層3b、及び熱可塑性樹脂層3cはそれぞれ、上記透明樹脂シート2を構成する保護層2a、接着層2b、及び熱可塑性樹脂層2cと同一の材料からなり、その厚さも同一とすることができる。熱伝導シート3に特有の構成層である金属層3dは、例えばアルミニウムからなるものであり、同アルミニウムを真空条件下で上記保護層3aに蒸着させることにより形成され、その厚さは例えば400〜500Åである。なお、この金属層3dの材料としては上記アルミニウムに限らず、銅や金、あるいは銀等の他の金属材料を用いることが可能である。
【0039】
上述のような構成を有する透明樹脂シート2及び熱伝導シート3を備えるジッパ付包装
袋は、例えば以下のような手順で製造される。
まず、保護層2aを構成するPET膜、及び熱可塑性樹脂層2cを構成するLLDPE膜の少なくとも一方に接着層2bとなるウレタン樹脂が塗布される。そして、このウレタン樹脂を乾燥させた後、PET膜とLLDPE膜とをドライラミネートにより接着した積層膜が形成され、これが所望とする大きさに切断されて、接着層2bにて接着された保護層2aと熱可塑性樹脂層2cとからなる透明樹脂シート2が製造される。
【0040】
一方、保護膜3aを構成するPET膜の片面にアルミニウムが真空条件下で蒸着されて、アルミニウムの薄膜が蒸着されたPET膜が形成される。その後、上記透明樹脂シート2の製造時と同様に、アルミニウム膜が蒸着されたPET膜とLLDPE膜とがウレタン樹脂を介してドライラミネートにより接着された後、所望の大きさに切断されて保護層3a、金属層3d、接着層3b、及び熱可塑性樹脂層3cからなる熱伝導シート3が製造される。
【0041】
こうして製造された透明樹脂シート2と熱伝導シート3とのそれぞれに、例えばポリエチレン系の樹脂(PE)にて構成された上記雄型テープ体4(図1)、及び雌型テープ体5(図1)のいずれかが、熱可塑性樹脂層2c,3cに熱溶着される。なお、本実施の形態では上述のように、透明樹脂シート2に雌型テープ体5が、また、熱伝導シート3に雄型テープ体4がそれぞれ熱溶着される。その後、これら透明樹脂シート2と熱伝導シート3とが、その熱可塑性樹脂層2c,3cが内側となる態様にて対向され、これらシート2,3の対応する3辺、すなわち、上記テープ体4,5が接着されなかった3辺が熱圧着されて上記袋体1、ひいてはジッパ付包装袋が製造される。なお、このとき、袋体1の底部1dに上述の底襠が形成される。
【0042】
このように、袋体1を構成する熱伝導シート3がアルミニウム膜からなる金属層3dを有する構成であることから、この金属層3dにより熱伝導シート3の熱伝導効率が高く維持され、当該ジッパ付包装袋の冷却効率をより確実に向上させることが可能となる。また、アルミニウム膜からなる金属層3dは、例えば上述のような合成樹脂からなる樹脂膜と比較して透湿度が小さく、耐乾燥性にも優れるため、該包装袋の内部に収容された食品の乾燥を抑制することも可能となり、ひいては、食品の品質がより維持されやすくもなる。しかも、こうした金属層3dを、入手も容易で安価であって且つ、金属膜の形成方法として多用される真空蒸着法によって薄膜化することが容易な金属であるアルミニウムにて形成するようにしたため、熱伝導率が高い金属層3dとしつつも、他の金属、例えば金や銀等を用いる場合と比較して、その形成が容易であって、且つ安価なものとすることが可能である。
【0043】
ここで、構成材料が有する可撓性に鑑みた場合、金属材料の可撓性は一般に、樹脂材料が有する可撓性より低い。そのため、たとえ熱伝導効率が高いとはいえ、単にこうした金属材料のみから熱伝導シートを構成すると、当該食品用ジッパ包装袋の適用範囲や耐久性が損なわれる虞がある。これに対し、本実施の形態では、金属層3dと透明樹脂層である保護層3a、熱可塑性樹脂層3cとの積層膜から熱伝導シート3が構成されるため、金属層のみから構成される熱伝導シートと比較して、熱伝導シートの可撓性が透明樹脂層により担保されるとともに、その剛性も透明樹脂層が積層される分だけ向上可能になる。
【0044】
しかも、この金属層3dの外側を覆う保護層3aが、比較的耐熱性に優れるPETにて構成されるため、金属層3dを真空蒸着にて形成する際の被蒸着材料として用いることが可能である。これにより、金属層3dの形成方法として真空蒸着を用いることで、極薄い厚さの金属層3dを形成することも可能となるため、同金属層3dの膜厚に係る自由度を向上させることができるようにもなる。
【0045】
また、袋体1の内側面全体、すなわち、上記透明樹脂シート2の最内層と熱伝導シート3の最内層とが、合成樹脂材料であるLLDPEにて構成されることから、包装袋の内部に収容される食品は、化学的な反応性が低い材料であるLLDPEとのみ接触することになる。故に、例えば、金属層が袋体の内側面に露出した包装袋と比較して、ジッパ付包装袋の内部に収容された食品の品質がより保持されやすくなる。
【0046】
加えて、こうして透明樹脂シート2の内側面と熱伝導シート3の内側面とが、いずれもLLDPEの熱可塑性樹脂層2c,3cにて構成されるため、これら透明樹脂シート2と熱伝導シート3とを接着させるための接着層を別途設けずとも、これらシート2,3を接触させて加熱することにより、熱溶着による封止が可能である。しかも、このLLDPEは、合成樹脂材料のなかでも比較的融点が低く、且つ熱溶着により接着した部分の剥がれ難さを示すヒートシール強度が大きい材料であることから、袋体1の側部1b、1c及び底部1dの接着にこうした材料を用いることにより、加熱温度を低く保つことが可能であるとともに、ジッパ付包装体としての機械的強度が向上されることともなる。一方、上記袋体1の外側面全体、すなわち、上記2つのシート2,3の最外層となる保護層2a,3aが、例えば、同袋体1の内側面となる熱可塑性樹脂層2c,3cよりも相対的に高い剛性を有する材料、すなわちPETにて構成されるため、当該ジッパ付包装袋の食品保護機能が向上する。これとともに、熱伝導シート3にあっては、保護層3aの内側に形成される金属層3dであるアルミニウム蒸着膜の損傷を抑制することが可能ともなる。
【0047】
図4は、本実施の形態に係る食品用ジッパ付包装袋に食品、例えば精肉や鮮魚等の生鮮食品を収納してこれを家庭用冷蔵庫の冷凍室を用いて冷凍した場合の、食品の中心温度と冷凍を開始してからの経過時間との関係を示すグラフである。なお、同図4には、本実施の形態に係る食品用ジッパ付包装袋を用いた場合の食品の温度変化が実線Aで示されるとともに、これとの比較例として、従来の食品用ジッパ付包装体、すなわち袋体の両面が透明樹脂シートからなる包装袋を用いた場合の食品の温度変化が実線Bにて示されている。また、このグラフでは、食品の細胞膜内に存在する細胞液等の各種溶液成分が固体化し、氷結晶となる温度帯域である「最大氷結晶生成帯」が「−1℃〜−5℃」である食品を例示している。
【0048】
同図4に実線Aにて示されるように、本実施の形態に係る食品用ジッパ付包装袋に収容されて冷凍に供された食品は、その中心温度が低下し始める。なお、家庭用冷蔵庫の冷凍室は、冷却した空気を食品に衝突させてその温度を低下させる、いわゆる空冷式であり、食品の外側から順に冷却されてその温度が低下する。そのため、食品の中心は、同一食品のなかでも最も温度が低下し難く、冷凍速度の緩慢化による影響を最も受けやすい部位であることから、食品の中心温度の変化が改善されることで、該食品全体としての温度変化が改善されたと見なすことができる。
【0049】
実線Aにおけるタイミングts1にて、食品の中心温度が「−1℃」となり、食品内の溶液成分が固体化し始める。そして、タイミングte1にて、食品の中心温度が「−5℃」となるまで、食品内に生じた氷結晶が成長を続けることとなる。つまり、食品の中心温度が上記最大氷結晶生成帯に含まれる温度である間は、一旦形成された氷結晶の核を中心としてこれが拡大され続けることとなるため、最大氷結晶生成帯の通過に要する時間が長いほど、食品の細胞内に生成される氷結晶が大きくなる。こうして形成される氷結晶の大きさが細胞膜内に収容され得ない程の大きさになると、同細胞膜は破壊されることになる。その後、食品が解凍されると、本来細胞内にあるべき溶液成分が全て細胞外に流出し、これに起因して食品の風味や食感が劣化することとなる。なお、タイミングte1以降は、タイミングts1〜タイミングte1にて生成された氷結晶の大きさがほぼ保たれた状態で食品の温度のみが低下する。
【0050】
他方、同図4にて実線Bにて示されるように、従来の食品用ジッパ付包装袋に収容された食品が冷凍に供されると、本実施の形態に係る食品用ジッパ付包装袋を用いた場合と同様、食品の中心温度は低下するものの、冷凍の開始からタイミングts2に至るまでの低下速度は小さく、大凡2分の1程度となる。そして、タイミングts2にて食品の中心温度が「−1℃」となり、最大氷結晶生成帯に突入すると、タイミングte2にて同温度が「−5℃」となるまで最大氷結晶生成帯内に滞在することとなる。すなわち、従来の食品用ジッパ付包装袋を用いた場合、本実施の形態に係る食品用ジッパ付包装袋を用いた場合に、食品の中心温度が最大氷結晶生成帯の通過に要する時間(タイミングts1〜タイミングte1)に対し、その2.5倍程度の時間を最大氷結晶生成帯の通過に要する。
【0051】
このように、本実施の形態に係る食品用ジッパ付包装袋によれば、従来の食品用ジッパ付包装体と比較して、その内部に食品を収容してこれを冷凍に供した場合、その温度低下速度を高くする、すなわち食品の冷却効率を向上させることができる。これにより最大氷結晶生成帯を通過する時間も自ずと短縮されて、細胞内に生成される氷結晶の拡大を抑制でき、ひいては氷結晶による細胞膜の破壊を抑制可能になる。故に、冷凍した食品を解凍した際に、同食品の細胞内にあるべき溶液成分が流出することも抑制され、食品の品質、例えば風味や食感等の劣化を抑制することが可能ともなる。
【0052】
以上説明したように、本実施の形態に係る食品用ジッパ付包装袋によれば、以下に列挙する効果が得られるようになる。
(1)袋体1を、可視領域の光を透過可能な透明樹脂シート2と、可視領域の光は透過させず、且つ透明樹脂シート2よりも熱伝導効率がよい熱伝導シート3とによって構成するようにした。これにより、可視光を通過させる透明樹脂シート2を介して、袋体1の内部に収容された食品が視認可能となるとともに、熱伝導率の高い熱伝導シート3により、袋体1の内部に収納された食品を冷蔵庫の冷凍室内で冷凍させる際に、食品の有する熱がより効率的に冷凍室側へ伝達され、その温度低下速度がより急峻なものとなる。すなわち、当該食品用ジッパ付包装体により、食品の冷却効率が向上され、その冷凍に係る時間が短縮される。これにより、最大氷結晶生成帯を通過する時間も短縮されることとなり、食品、例えば鮮魚や精肉等の生鮮食品の細胞内に生成される氷結晶もそれほど大きくならず、細胞膜が破れ難くなるため、食品の品質劣化を抑制することが可能ともなる。
【0053】
(2)熱伝導シート3における高い熱伝導性を、金属層3dであるアルミニウム膜が担う構成とした。そのため、当該ジッパ付包装袋の冷却効率をより確実に向上させることが可能となる。
【0054】
(3)加えて、アルミニウム膜からなる金属層3dは、例えば合成樹脂からなる膜と比較して透湿度が小さく、耐乾燥性にも優れるため、該包装袋の内部に収容された食品の乾燥を抑制することも可能となり、ひいては、食品の品質がより維持されやすくもなる。
【0055】
(4)金属層3dと透明樹脂層である保護層3a、熱可塑性樹脂層3cとの積層膜から熱伝導シート3を構成するようにした。これにより、金属層のみから熱伝導シートが構成される場合と比較して、熱伝導シート3の可撓性が透明樹脂層により担保されることに加え、透明樹脂層が積層される分だけその剛性も向上可能になる。すなわち、構成材料が有する可撓性に鑑みて、金属材料の可撓性が樹脂材料のそれよりも一般に低くなるため、単にこうした金属材料のみから熱伝導シートを構成すると、当該食品用ジッパ包装袋の適用範囲や耐久性が損なわれかねない、といった懸念を解消することができる。
【0056】
(5)金属層3dを備える熱伝導シート3も含んで、袋体1の内側面全体が樹脂材料である直鎖状低密度ポリウレタンにて構成するようにした。これにより、当該ジッパ付包装袋の内部に収容される食品は樹脂材料である直鎖状低密度ポリウレタンとのみ接触するこ
とになり、例えば、金属層が袋体の内側面に露出した包装袋と比較して、その品質がより保持されやすくなる。
【0057】
(6)透明樹脂シート2の内側面と熱伝導シート3の内側面とが、いずれも直鎖状低密度ポリエチレンの熱可塑性樹脂層2c,3cからなるようにした。そのため、これら透明樹脂シート2と熱伝導シート3とを接着させるための接着層を別途設けずとも、これらシート2,3を接触させて加熱することにより、熱溶着による封止が可能となる。
【0058】
(7)袋体1の外側面となる保護層2a,3aを、例えば、同袋体1の内側面となる熱可塑性樹脂層2c,3cの形成材料よりも相対的に高い剛性を有する材料であるポリエチレンテレフタレートにて構成されるようにした。これにより、当該ジッパ付包装袋の食品保護機能を向上することはもとより、熱伝導シート3にあっては、保護層3aの内側に形成される金属層3dであるアルミニウム蒸着膜の損傷を抑制することが可能ともなる。
【0059】
(8)透明樹脂シート2及び熱伝導シート3のそれぞれが備える熱可塑性樹脂層2c,3cを、比較的融点が低く、且つ熱溶着により接着した部分の剥がれ難さを示すヒートシール強度が大きい材料である直鎖状低密度ポリエチレンにて構成することとした。これにより、これら2つの熱可塑性樹脂層2c,3cの3辺が接着されて構成される上記袋体1のヒートシール強度を大きくすることができ、ひいては、ジッパ付包装袋としての機械的強度を向上させることができる。
【0060】
(9)また、金属層3dを、a.熱伝導率が比較的高い、b.入手も容易で安価である、c.金属膜の形成方法として多用される真空蒸着法によって薄膜化することが容易である、といった特徴を有する金属であるアルミニウムにて形成するようにした。これにより、熱伝導率が高い金属層3dとすることが可能でありながら、その形成が容易であって、且つ安価なものとすることが可能である。
【0061】
(10)しかも、この金属層3dの外側を覆う保護層3aを、比較的耐熱性に優れるポリエチレンテレフタレートにて構成するようにした。これにより、金属層3dを真空蒸着にて形成する際の被蒸着材料として用いることが可能であるため、金属層3dの形成を容易なものとすることができる。さらには、金属層3dの形成方法として蒸着を用いることにより、極薄い厚さの金属層3dを形成することも可能となるため、同金属層3dの膜厚に係る自由度を向上させることができるようにもなる。
【0062】
なお、上記実施の形態は、これを適宜変更した以下の態様にて実行することも可能である。
・袋体1の底部1dには底襠を設けるようにしたが、これを設けない構成としてもよい。
【0063】
・ジッパ6を構成する雄型テープ体4、雌型テープ体5のそれぞれが有する嵌合部の形状は、上述のような形状や数に限らず、他の形状や数の嵌合部を有するテープ体からなるジッパも適宜採用可能である。例えば、a.第1雄型嵌合部42のみを有する雄型テープ体と第1雌型嵌合部52のみを有する雌型テープ体とにより構成されるジッパ、b.第2雄型嵌合部43のみを有する雄型テープ体と第2雌型嵌合部53のみを有する雌型テープ体とにより構成されるジッパ、c.並行且つ連続に設けられた2つの雄型嵌合部を有する雄型テープ体と、並行に設けられた2つの雌型嵌合部を有し、袋体1の開口部1a側に設けられた嵌合部は連続的に形成され、他方は不連続に形成された雌型テープ体とにより構成されるジッパ、d.袋体1の内面側に向かって2つの凸部が連続して設けられた雄型嵌合部を有する雄型テープ体と、これに対応する2つの凹部が連続して設けられた雌型嵌合部を有する雌型テープ体とにより構成されるジッパ、等々が適宜採用可能である。
【0064】
・雄型テープ体4を熱伝導シート3に、また、雌型テープ体5を透明樹脂シート2に接着するに際して接着剤を用いることなく、これらを接着するようにした。これに限らず、テープ体4,5あるいはシート2、3の少なくとも一方に接着剤を塗布して接着するようにしてもよい。
【0065】
・透明樹脂シート2と熱伝導シート3との対応する3辺を接着する際には、特に接着剤を塗布することなくこれらを熱溶着するようにした。これに限らず、これらシート2,3の少なくとも一方に接着剤を塗布し、これらシート2,3を接着するようにしてもよい。
【0066】
・金属層3dは、その厚さを400〜500Åとしたが、これに限らず、例えば冷凍時の環境や、袋体1の内部に収容する食品の種類等、用途に合わせて適宜変更可能である。
・金属層3dは、例えば1〜50μm程度の厚さを有するアルミ箔であっても良い。ここで、金属層3dをなすアルミニウム膜(アルミ箔)の厚さが厚いほど、熱伝導シート3としての熱伝導性が向上されるため、より厚い金属層3dを有する熱伝導シート3を備えるジッパ付包装体ほど、これに収納された食品に対する冷却効率が向上される。つまり、金属層3dをアルミ箔にて構成することにより、該ジッパ付包装体としてより好適なものとすることができる。なお、金属層3dを上述のような厚さを有するアルミ箔とする場合には、上記保護層3aとの間に別途接着層を設ける必要がある。
・金属層3dは、アルミニウムをポリエチレンテレフタレートからなる保護層3aに蒸着して形成するようにした。これに限らず、保護層3aとは別途に予めアルミニウム膜を生成しておき、これを保護膜3aに接着するようにしてもよい。
【0067】
・金属層3dはアルミニウム膜からなるようにしたが、これに限らず、例えば銅や銀、金等の金属材料にて構成してもよい。ただし、アルミニウム膜を用いると、他の金属材料を用いた場合と比較して安価である等の利点があることは上述の通りである。
【0068】
・熱可塑性樹脂層2c,3cは直鎖状低密度ポリエチレンにて構成されるものとした。これに限らず、熱溶着が可能な他の合成樹脂材料を用いるようにしてもよい。ただし、熱可塑性樹脂層2c,3cの形成材料として上記直鎖状低密度ポリエチレンを用いれば、接着部のヒートシール強度を向上可能であることは上述の通りである。
【0069】
・保護層2a,3aはポリエチレンテレフタレートにて構成するようにしたが、これに限らず、同材料と同程度の剛性や透明度が保たれる樹脂材料であれば適宜採用可能である。
【0070】
・透明樹脂シート2及び熱伝導シート3はそれぞれその最外層となる保護層2a,3aを有する構成とした。これに限らず、該保護層2a,3aを設けない構成としてもよい。すなわち、透明樹脂シート2は熱可塑性樹脂層2cが、熱伝導シート3は金属層3dが、それぞれのシート2,3の最外層となる構成であってもよい。
【0071】
・熱伝導シート3は、金属層3dが保護層3aと熱可塑性樹脂層3cとによって挟まれた構成としたが、これに限らず、金属層のみからなるようにしてもよい。
・熱伝導シート3が透明樹脂膜と金属膜との積層膜によって構成されるようにした。これに限らず、金属膜の代替として、例えば熱伝導効率の高いポリマーやセラミック等を用いるようにしてもよい。ただし、熱伝導シートの熱伝導効率は、これら材料よりも金属膜を用いた場合の方が高くなる。
【0072】
・熱伝導シート3に設けられる熱可塑性樹脂層は透明樹脂膜からなるようにしたが、これに限らず、透明性が確保させていない膜、換言すれば可視領域の光を透過しない膜であ
ってもよい。
【0073】
・袋体1は、可視領域の光を透過する透明樹脂シート2と、可視領域の光は透過せず、且つ高い熱伝導効率を有する熱伝導シート3とを接着した構成、すなわち、袋体1は、その一方の面全体が可視領域の光を透過する透明部であるとともに、他方の面全体が熱伝導性の高い熱伝導部である構成とした。これに限らず、上記透明部は袋体の一部に設けられているのみであり、それ以外の部位は熱伝導効率の高い熱伝導部としてもよい。例えば、a.袋体1の一方の面のうち、開口側2分の1(3分の1や4分の1等であってもよい)のみを透明部とし、それ以外の部位ともう一方の面を熱伝導部とする、b.袋体1の一方の面の側部1b,1c側4分の1(2分の1や3分の1等であってもよい)のみを透明部とし、それ以外の部位及びもう一方の面を熱伝導部とする、c.袋体1の一方の面の中心に所定の面積の円形、あるいは楕円形(多角形であってもよい)等の透明部を設けるとともに、それ以外の部位及びもう一方の面を熱伝導部とする、等々、要するに袋体1の内部に収容された食品を視認可能な透明部が設けられている構成であれば、適宜採用可能である。
【符号の説明】
【0074】
1…袋体、1a…開口部、1b,1c…側部、1d…底部、2…透明樹脂シート、2a…保護層、2b…接着層、2c…熱可塑性樹脂層、3…熱伝導シート、3a…保護層、3b…接着層、3c…熱可塑性樹脂層、3d…金属層、4…雄型テープ体、5…雌型テープ体、6…ジッパ、41…基体、42…第1雄型嵌合部、42a…第1凸部、43…第2雄型嵌合部、43a…第2凸部、43b…非嵌合空間、51…基体、52…第1雌型嵌合部、52a…第1凹部、53…第2雌型嵌合部、53a…第2凹部。
【特許請求の範囲】
【請求項1】
食品を収容可能な袋体と、
当該袋体の開口部に接着されたジッパとを備え、
前記袋体が、
相対的に熱伝導率が低く、且つ、可視領域の光を透過させる透明部と、
相対的に熱伝導率が高く、且つ、可視領域の光を透過させない熱伝導部とからなる
ことを特徴とする食品用ジッパ付包装袋。
【請求項2】
前記透明部が、透明樹脂膜からなり、
前記熱伝導部が、透明樹脂膜と金属膜との積層膜からなる
請求項1に記載の食品用ジッパ付包装袋。
【請求項3】
前記袋体の内側となる面が、前記透明部の透明樹脂膜と前記熱伝導部の透明樹脂膜とから構成される
請求項2に記載の食品用ジッパ付包装袋。
【請求項4】
前記透明部は、一側面が熱可塑性樹脂層である透明樹脂シートであり、
前記熱伝導部は、一側面が熱可塑性樹脂層である熱伝導シートであり、
前記袋体は、
前記透明樹脂シートの熱可塑性樹脂層と前記熱伝導シートの熱可塑性樹脂層とが前記袋体の内側となるかたちに前記透明樹脂シートの辺と前記熱伝導シートの辺とが接着されてなる
請求項3に記載の食品用ジッパ付包装袋。
【請求項5】
前記透明樹脂シートが、それの熱可塑性樹脂層よりも高い剛性を有する保護層と前記熱可塑性樹脂層との間に接着層が挟まれたシートであり、
前記熱伝導シートが、それの熱可塑性樹脂層よりも高い剛性を有する保護層と前記熱可塑性樹脂層との間に前記金属膜と接着層とが挟まれたシートである
請求項4に記載の食品用ジッパ付包装袋。
【請求項6】
前記透明樹脂シートの熱可塑性樹脂層及び前記熱伝導シートの熱可塑性樹脂層が、直鎖状低密度ポリエチレンからなる層であり、
前記透明樹脂シートの保護層及び前記熱伝導シートの保護層が、ポリエチレンテレフタレートからなる層であり、
前記金属膜が、アルミニウム膜である
請求項5に記載の食品用ジッパ付包装袋。
【請求項1】
食品を収容可能な袋体と、
当該袋体の開口部に接着されたジッパとを備え、
前記袋体が、
相対的に熱伝導率が低く、且つ、可視領域の光を透過させる透明部と、
相対的に熱伝導率が高く、且つ、可視領域の光を透過させない熱伝導部とからなる
ことを特徴とする食品用ジッパ付包装袋。
【請求項2】
前記透明部が、透明樹脂膜からなり、
前記熱伝導部が、透明樹脂膜と金属膜との積層膜からなる
請求項1に記載の食品用ジッパ付包装袋。
【請求項3】
前記袋体の内側となる面が、前記透明部の透明樹脂膜と前記熱伝導部の透明樹脂膜とから構成される
請求項2に記載の食品用ジッパ付包装袋。
【請求項4】
前記透明部は、一側面が熱可塑性樹脂層である透明樹脂シートであり、
前記熱伝導部は、一側面が熱可塑性樹脂層である熱伝導シートであり、
前記袋体は、
前記透明樹脂シートの熱可塑性樹脂層と前記熱伝導シートの熱可塑性樹脂層とが前記袋体の内側となるかたちに前記透明樹脂シートの辺と前記熱伝導シートの辺とが接着されてなる
請求項3に記載の食品用ジッパ付包装袋。
【請求項5】
前記透明樹脂シートが、それの熱可塑性樹脂層よりも高い剛性を有する保護層と前記熱可塑性樹脂層との間に接着層が挟まれたシートであり、
前記熱伝導シートが、それの熱可塑性樹脂層よりも高い剛性を有する保護層と前記熱可塑性樹脂層との間に前記金属膜と接着層とが挟まれたシートである
請求項4に記載の食品用ジッパ付包装袋。
【請求項6】
前記透明樹脂シートの熱可塑性樹脂層及び前記熱伝導シートの熱可塑性樹脂層が、直鎖状低密度ポリエチレンからなる層であり、
前記透明樹脂シートの保護層及び前記熱伝導シートの保護層が、ポリエチレンテレフタレートからなる層であり、
前記金属膜が、アルミニウム膜である
請求項5に記載の食品用ジッパ付包装袋。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−1084(P2011−1084A)
【公開日】平成23年1月6日(2011.1.6)
【国際特許分類】
【出願番号】特願2009−144530(P2009−144530)
【出願日】平成21年6月17日(2009.6.17)
【出願人】(000001100)株式会社クレハ (477)
【Fターム(参考)】
【公開日】平成23年1月6日(2011.1.6)
【国際特許分類】
【出願日】平成21年6月17日(2009.6.17)
【出願人】(000001100)株式会社クレハ (477)
【Fターム(参考)】
[ Back to top ]