
食品計量装置およびボール食品充填装置

【課題】
稼動速度によらず、計量を円滑に行うことができる食品計量装置およびこれを備えたボール食品充填装置を提供する。
【解決手段】
ボール食品を蓄積し蓄積した複数のボール食品を落下させる供給装置11と、供給装置から落下する複数のボール食品を、送り出し口を『閉』として受け取り、送り出し口を『開』として送り出す計量ホッパー12と、計量ホッパーが受け取った複数のボール食品を、送り出し口が『開』とされる前に計量する計量装置13と、計量ホッパーから送り出される複数のボール食品を袋内に収容する収容装置14と、複数のボール食品の落下から計量ホッパーの送り出し口の『閉』までを第1角とし、第1角から計量ホッパーの送り出し口の『開』までを第2角として、供給装置と計量ホッパーと計量装置とをサイクル制御するバリカム15とを備える。
稼動速度によらず、計量を円滑に行うことができる食品計量装置およびこれを備えたボール食品充填装置を提供する。
【解決手段】
ボール食品を蓄積し蓄積した複数のボール食品を落下させる供給装置11と、供給装置から落下する複数のボール食品を、送り出し口を『閉』として受け取り、送り出し口を『開』として送り出す計量ホッパー12と、計量ホッパーが受け取った複数のボール食品を、送り出し口が『開』とされる前に計量する計量装置13と、計量ホッパーから送り出される複数のボール食品を袋内に収容する収容装置14と、複数のボール食品の落下から計量ホッパーの送り出し口の『閉』までを第1角とし、第1角から計量ホッパーの送り出し口の『開』までを第2角として、供給装置と計量ホッパーと計量装置とをサイクル制御するバリカム15とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、稼動サイクルに変化があってもボール食品を正確に計量することができる食品計量装置およびボール食品充填装置に関する。
【背景技術】
【0002】
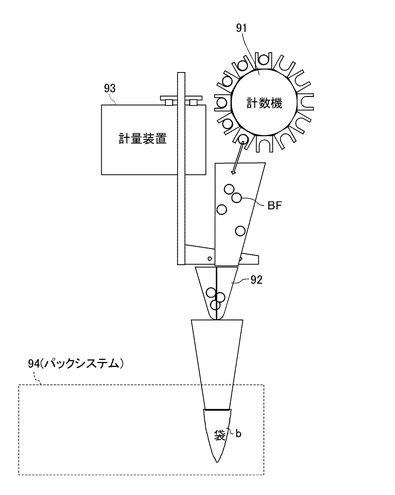
充填装置により、ミートボール等のボール食品BFを袋に充填する場合、図6に示すように、計数機91によりボール食品BFを計数する。そして、これを計量ホッパー92に投入して、計量機93により計量した後、パックシステム94により袋bにパッキングしている。
【発明の開示】
【発明が解決しようとする課題】
【0003】
ところが、この充填装置では、稼動速度によらず、一サイクルを360°として考え、計数タイミングの制御角CA1、投入タイミングの制御角CA2、計量の制御角CA3、袋詰めの制御角CA4,・・・とした場合に、各制御角CA1、CA2、CA3、CA4,・・・が固定とされる。
【0004】
しかし、この値を固定としておくと、ある速度で、計量ホッパー92への投入タイミング、計量ホッパー92の開閉タイミングが良好にとられていても、速度を変えると、開閉タイミングをうまくとることができない。仮に、高速のサイクルで稼動する場合(ラインを高速で稼動する場合)と、中速・低速のサイクルで稼動する場合(ラインを中速・低速で稼動する場合)に、角度調整を調整しようとしても、その調整は容易ではない。
【0005】
本発明は、高速にボール食品を充填する場合にも、中速、低速でボール食品を充填する場合にも、計量を円滑に行うことができる食品計量装置およびこれを備えたボール食品充填装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は食品計量装置は(1)〜(3)を要旨とする。
(1)「 ボール食品を蓄積し、蓄積したボール食品を所定量単位で落下させる供給装置と、前記供給装置から落下する前記所定量のボール食品を、送り出し口を『閉』として受け取り、送り出し口を『開』として送り出す計量ホッパーと、前記計量ホッパーが受け取った前記所定量のボール食品を、送り出し口が『開』とされる前に計量する計量装置と、前記計量ホッパーから送り出される前記所定量のボール食品を、包装袋内に収容する収容装置と、1サイクル360°としたときに前記所定量のボール食品の落下から前記計量ホッパーの送り出し口の『閉』までを第1角とし、前記送り出し口の『閉』から前記計量ホッパーの送り出し口の『開』までを第2角として、前記供給装置と前記計量ホッパーと前記計量装置とをサイクル制御する制御装置とを備えた食品計量装置。」
【0007】
(2)「前記制御装置は、前記第1角を前記1サイクル時間が長いほど小さく設定することを特徴とする(1)に記載の食品計量装置。」
【0008】
(3)「 前記計量ホッパーは、計量に際して過去最新の複数回のサイクルにおける計量値の移動平均により、受け取ったボール食品が重さの規格を満たしているか否かを判断することを特徴とする(1)または(2)に記載の食品計量装置。」
本発明はボール食品充填装置は、(4)を要旨とする。
【0009】
(4)「(1)から(3)の何れかに記載の食品計量装置を備えたボール食品充填装置。」
【発明の効果】
【0010】
本発明によれば、高速にボール食品を充填する場合にも、中速、低速でボール食品を充填する場合にも、計量を円滑に行うことができる。これにより、数不良、目方不良が軽減され、クレーム件数を減らすことができ、また、生ゴミが減少し、環境負荷が軽減され、不良製品の処理に伴う工数が削減される。
【0011】
計量基準値(上限値、下限値)を移動平均に追従させるようにもできるので、時間によって計量物の重量が変動する場合にも対応できる。この場合には、高価なコンピュータスケールを使用せず、安価な差分方式の計量器を用いることができる。
【発明を実施するための最良の形態】
【0012】
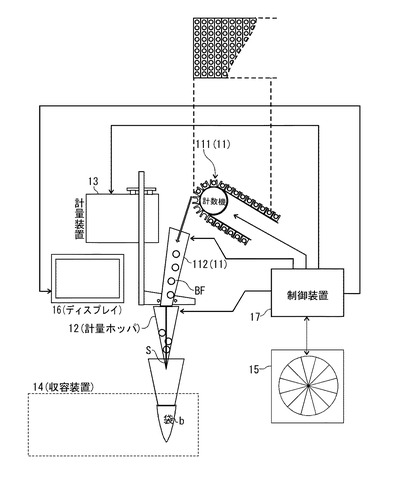
図1は本発明の一実施形態を示す食品計量装置およびボール食品充填装置を示す図である。
図1において、食品計量装置1は、供給装置11と、計量ホッパー12と、計量装置13と、収容装置14と、バリカム15と、ディスプレイ16と、制御装置17とを備えている。
【0013】
供給装置11は、計数機111とトレイ112とを備えている。計数機111はボール食品BFを計数し、トレイ112に複数(所定個数)蓄積でき、トレイ112はこれらのボール食品BFを落下させることができる。
【0014】
供給装置11の落下部(シュート)の形状は、細長く構成されている。これにより、ボール食品BFの跳ね返りによる遊びが無なく、また計量時間を確保するために、ボール食品BFの落下スピードを早くできる。
計量ホッパー12は、概略逆円錐形状をなしており、先端が『開』または『閉』となるように開閉することができる。計量ホッパー12は、トレイ112から落下するボール食品BFを、送り出し口Sを『閉』として受け取り、後述するように、受け取ったボール食品BFを計量後に送り出し口Sを『開』として送り出すことができる。計量ホッパー12は、送り出し口を『開』とする際に、ボール食品BFが固まりになって落下しないように先端が細長に構成されている。
【0015】
計量装置13は、計量ホッパー12を吊り下げるように構成されており、計量ホッパー12が受け取った複数の個数のボール食品BFを計量することができる。
収容装置14は、計量ホッパー12から送り出されるボール食品を袋内に収容し、ソース充填および仮シールをすることができる。バリカム15は、エンコーダとして動作する回転スイッチであり、複数の要素にスイッチタイミング信号を2回転一サイクルや1回転一サイクルといったサイクルで送出できる。
【0016】
バリカム15は、供給装置11による複数のボール食品BFの落下と、計量ホッパー12の送り出し口の『閉』と、計量ホッパー12の送り出し口の『開』とを1サイクルの始点と終点として動作させることができる。バリカム15においては、1サイクルに要する時間を大きくした場合には、供給装置によるボール食品BFの落下から計量ホッパー12の送り出し口の『閉』までの制御角を小さく設定する。バリカム15においては、1サイクルに要する時間を大きくした場合には、供給装置11によるボール食品の落下から計量ホッパー12の送り出し口の『閉』までの第1の制御角を小さく設定する。
【0017】
ディスプレイ16は、現在の設定値(1サイクルの速度)、ボール食品の重量、移動平均値等を表示する。
制御装置17は、食品計量装置1の全体をシーケンス制御するシーケンス部171と、不良判定部172とを備えている。不良判定部171は、計量ホッパー12による計量に際して、直前の複数のサイクルにおける計量値の移動平均により、ボール食品が重さ規格を満たしているか否かを判断することができる。
【0018】
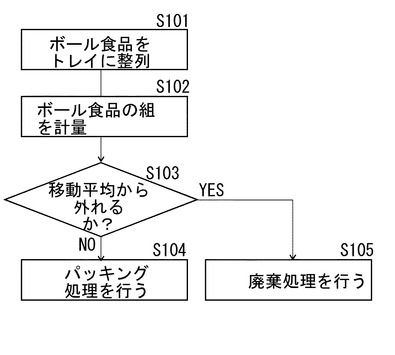
図2はボール食品を袋詰めする際の処理の流れを示す図である。
図2において、(a)供給装置11は、計数機111によりボール食品の計数を行い、10個のボール食品をトレイ112に整列させる(S101)。
【0019】
(b)計量ホッパー12は、供給装置11(トレイ112)からのボール食品を保持する。この時点で、計量装置13により複数のボール食品BFの重量を計量し(S102)、基準値以外のボール食品BF(移動平均から外れるボール食品BF)の組を選別する(S103)。
【0020】
具体的には計量装置13は、A/D変換器により重量の測定結果であるアナログ信号をデジタルデータに変換し、制御装置17のシーケンサに転送する。
制御装置17の不良判定部172は、製品仕様ごとに、ボール食品BFの組(エラーがあるときには所定個数とはならない場合がある)が、登録された上限値および下限値の範囲内(後述する移動平均の範囲内)であるかを計測しこれ選別をする。
【0021】
本実施形態では、計量10回分の計量結果をメモリに蓄えその平均値(移動平均)を基準値にし、上限値および下限値をシフトする。時間帯によって、ボール食品BFの重量が変動する場合があるが、上記の移動平均を採用することで、基準値を追従させることができる(前述したS103参照)。
【0022】
(c)収容装置14は、ボール食品収容工程とソース充填工程と仮シール工程を実行できる。ボール食品収容工程でボール食品BFを袋に充填するが、ソース充填工程では、方不良があったものについては、液の充填を行わないし、仮シール工程では、目方不良のボール食品が入った袋については仮シールを行わない。
【0023】
(d)制御装置17は、不良判定部172が目方不良と判定したボール食品BFが入った袋をラインから除去する。具体的には、受け部19にシュートする。受け部19に目方不良にかかる袋が合計3個落下した時点で、警報を鳴らしラインの稼動を停止(ボール食品BFの供給を停止)し、充填作業を中断する。ボール食品BFが入った袋はラインから除去される(S105)ので、液充填、仮シールがされることはない。
なお、警報が鳴らされたときは、作業員は袋の中身を確認し、数不良やクズ混入のチェックを行い、チェック後に警報を解除し、ラインを再稼動する。
【0024】
(e)この後、真空シール装置によるパッキングを行う(S104)。
本発明では、供給装置11と、計量ホッパー12との作動タイミングが以下のように効率よく制御される。たとえば、充填機のショット数が最大で一分間に40回であるとすると、計量ホッパー12が閉じている時間は1秒ほどしかなく、正確な計量を行うにはこの時間を有効利用しなければならない。そのためには、計量ホッパー12が『開』となり、ボール食品BFの組を放出する直前に計量し、計量ホッパー12が『閉』となる瞬間に次のボール食品BFの組が入るようにタイミングを設定する必要がある。
【0025】
ただし、上記の制御では落下タイミングは固定されるため次のような障害が発生する。すなわち、40ショットに最適なタイミングを設定すると、計数機111の回転数を下げるときには、まだ計量ホッパー12が閉じないうちにボール食品BFが到達し、通過してしまうので計量ができなくなる。充填機の回転数を下げる場合は計数機からの計量物落下タイミングを延滞し遅らせる必要がある。
【0026】
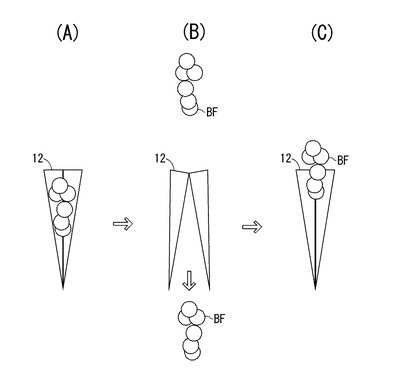
図3(A)〜(C)は、バリカム16により、ボール食品BFが正常に計量される場合を示す。図3(A)は計量ホッパー12にボール食品BFが収容された様子(このとき、計量が行われる)を示している。図3(B)は計量後のボール食品BFを放出する様子を示し、図3(C)は計量前にボール食品BFを受け取る様子を示している。
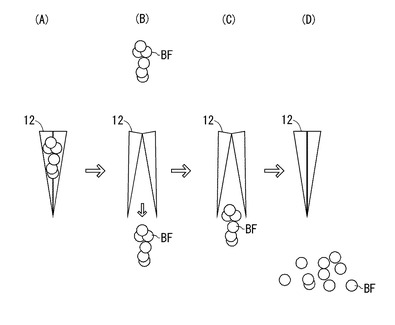
図4(A)〜(D)は、バリカム16により、ボール食品BFが正常に計量されない場合を示している。図4(A)は計量ホッパー12にボール食品BFが収容された様子(このとき、計量が行われる)を示している。図4(B)〜(D)はボール食品BFが計量ホッパー12を通過してしまった場合を示している。
【0027】
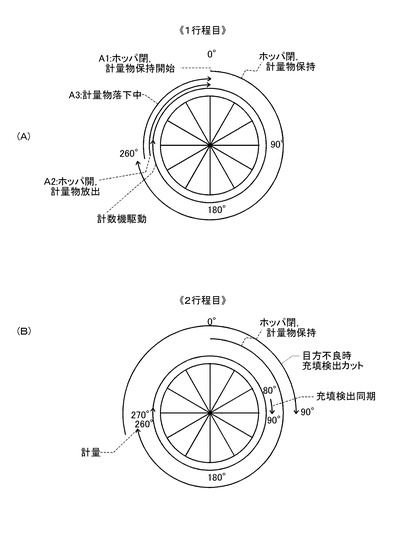
図5(A),(B)にバリカム16の制御の様子を示す。(A)は軸駆動が0°〜360°までに、エンコードされる事柄を示す図である。
図5(A)に示すように、A1において、計量ホッパー12が『閉』となり、ボール食品BFが保持される(0°〜260°)。次に、A2に示すように計量ホッパー12が『開』となり、ボール食品BFを放出するとともに、A3に示すようにボール食品BFをトレイ112から落下させる(260°〜0°)。なお、図5(A),(B)では、第1工程目と、第2工程目とで2回転で1サイクルとしている。
【0028】
複数のボール食品の落下から前記計量ホッパーの送り出し口の『閉』までのタイミングを第1角θ1とし、第1角から前記計量ホッパーの送り出し口の『開』までを第2角θ2として、供給装置11と計量ホッパー12と計量装置13とをサイクル制御することができる。
【0029】
バリカム16は、上記の各タイミングの生成を行う。バリカム16の駆動軸の1回転が1ショット(1行程)に相当する。バリカム16は、1回転の角度を360°にし、1°単位でタイミングを設定できる。
40ショットに最適なタイミングを設定すると次の様になる。この制御装置の場合、計数機111の駆動タイミングは260°〜270°であり、計量ホッパー12の開閉タイミングは260°から0°(360°)となり、計数機111の駆動から計量ホッパー12が閉じるまでの角度は360°−260°=100°となる。
【0030】
計数機の計量物落下位置から計量ホッパー12までの距離が0.4mあり、計数機の駆動モーターが動いて計量物が計量ホッパーに到達する時間は一定で、0.42秒程である。
【0031】
40ショット時に最適なタイミングに設定した場合、
1ショット当たりの時間:1.50s
1ショット当たりの角度:360°
計数機駆動からホッパー閉までの最適な角度:100°
計数機駆動からホッパーまでのボール食品落下時間:0.42s(=1.5×100°/360°)となる。
1分当たりのショット数は、表1で示されるようになる。
【0032】
【表1】

なお、A:1ショット当たりの時間(秒数/ショット)、B:バリカム1°当たりの時間(秒数/°)、C:計数機駆動からホッパー閉までの時間、D:計数機駆動指令から実際に動くまでの延滞時間とすると、
B=A/360、C=B×100、D=C−0.42
であらわされる。
C(計数機駆動からホッパー閉までの時間)は、充填機の回転数に応じて変化する。
計量物の落下時間0.42秒は一定である。
D(計数機駆動指令から実際に動くまでの延滞時間)は計数機駆動からホッパー閉までの時間と落下時間(0.42秒)の差分となり、ホッパーが閉じた瞬間に計量物が到達するようになる。
【0033】
製品数不良は、計数機の整列板にボール食品が入らず9個入りが発生したり、計数機の整列板に2個のボール食品が入り、押しつけられることで落下しないことに原因することが多い。
これが原因で、計数機111が一周するたびに9個入りが発生し、作業員が気付くまで、大量の不良が派生する場合がある。具体的には、計数機111に割れ玉や、クズが入り、その上に乗ったボール食品が弾かれる場合もあるし、計数機111自体の故障で、作動不良を起こし、不良が発生する場合もある。
【0034】
なお、投入ホッパーの作動不良で袋にボール食品が全部入らない、袋取りが悪く袋にボール食品が全部入らない、袋開きが悪く袋にボール食品が全部入らないといった問題も生じるが、計数機111でのトラブルの発生率に比べるとわずかである。
【0035】
このように、不良発生の原因のほとんどが計数機111側の問題であり、ボール食品投入前に、不良発生を知ることができれば、計数機111の以降の工程で選別できる。これにより、数不良の発生を防止でき、さらには、計数機の精度が上がれば、数不良だけでなく、割れ玉やクズ混入を防止でき、結果、クレーム発生を激減できる。
【図面の簡単な説明】
【0036】
【図1】本発明の一実施形態を示す食品計量装置およびボール食品充填装置を示す図である。
【図2】ボール食品を袋詰めする際の処理の流れを示す実施形態である。
【図3】(A)〜(C)はバリカムによりボール食品が正常に計量される場合を示す図である。
【図4】(A)〜(D)はバリカムによりボール食品が正常に計量されない場合を示す図である。
【図5】(A),(B)はバリカムの制御の様子を示す説明図である。
【図6】食品計量装置の例を示す説明図である。
【符号の説明】
【0037】
1 食品計量装置
11 供給装置
12 計量ホッパー
13 計量装置
14 収容装置
15 バリカム
16 ディスプレイ
17 制御装置
【技術分野】
【0001】
本発明は、稼動サイクルに変化があってもボール食品を正確に計量することができる食品計量装置およびボール食品充填装置に関する。
【背景技術】
【0002】
充填装置により、ミートボール等のボール食品BFを袋に充填する場合、図6に示すように、計数機91によりボール食品BFを計数する。そして、これを計量ホッパー92に投入して、計量機93により計量した後、パックシステム94により袋bにパッキングしている。
【発明の開示】
【発明が解決しようとする課題】
【0003】
ところが、この充填装置では、稼動速度によらず、一サイクルを360°として考え、計数タイミングの制御角CA1、投入タイミングの制御角CA2、計量の制御角CA3、袋詰めの制御角CA4,・・・とした場合に、各制御角CA1、CA2、CA3、CA4,・・・が固定とされる。
【0004】
しかし、この値を固定としておくと、ある速度で、計量ホッパー92への投入タイミング、計量ホッパー92の開閉タイミングが良好にとられていても、速度を変えると、開閉タイミングをうまくとることができない。仮に、高速のサイクルで稼動する場合(ラインを高速で稼動する場合)と、中速・低速のサイクルで稼動する場合(ラインを中速・低速で稼動する場合)に、角度調整を調整しようとしても、その調整は容易ではない。
【0005】
本発明は、高速にボール食品を充填する場合にも、中速、低速でボール食品を充填する場合にも、計量を円滑に行うことができる食品計量装置およびこれを備えたボール食品充填装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は食品計量装置は(1)〜(3)を要旨とする。
(1)「 ボール食品を蓄積し、蓄積したボール食品を所定量単位で落下させる供給装置と、前記供給装置から落下する前記所定量のボール食品を、送り出し口を『閉』として受け取り、送り出し口を『開』として送り出す計量ホッパーと、前記計量ホッパーが受け取った前記所定量のボール食品を、送り出し口が『開』とされる前に計量する計量装置と、前記計量ホッパーから送り出される前記所定量のボール食品を、包装袋内に収容する収容装置と、1サイクル360°としたときに前記所定量のボール食品の落下から前記計量ホッパーの送り出し口の『閉』までを第1角とし、前記送り出し口の『閉』から前記計量ホッパーの送り出し口の『開』までを第2角として、前記供給装置と前記計量ホッパーと前記計量装置とをサイクル制御する制御装置とを備えた食品計量装置。」
【0007】
(2)「前記制御装置は、前記第1角を前記1サイクル時間が長いほど小さく設定することを特徴とする(1)に記載の食品計量装置。」
【0008】
(3)「 前記計量ホッパーは、計量に際して過去最新の複数回のサイクルにおける計量値の移動平均により、受け取ったボール食品が重さの規格を満たしているか否かを判断することを特徴とする(1)または(2)に記載の食品計量装置。」
本発明はボール食品充填装置は、(4)を要旨とする。
【0009】
(4)「(1)から(3)の何れかに記載の食品計量装置を備えたボール食品充填装置。」
【発明の効果】
【0010】
本発明によれば、高速にボール食品を充填する場合にも、中速、低速でボール食品を充填する場合にも、計量を円滑に行うことができる。これにより、数不良、目方不良が軽減され、クレーム件数を減らすことができ、また、生ゴミが減少し、環境負荷が軽減され、不良製品の処理に伴う工数が削減される。
【0011】
計量基準値(上限値、下限値)を移動平均に追従させるようにもできるので、時間によって計量物の重量が変動する場合にも対応できる。この場合には、高価なコンピュータスケールを使用せず、安価な差分方式の計量器を用いることができる。
【発明を実施するための最良の形態】
【0012】
図1は本発明の一実施形態を示す食品計量装置およびボール食品充填装置を示す図である。
図1において、食品計量装置1は、供給装置11と、計量ホッパー12と、計量装置13と、収容装置14と、バリカム15と、ディスプレイ16と、制御装置17とを備えている。
【0013】
供給装置11は、計数機111とトレイ112とを備えている。計数機111はボール食品BFを計数し、トレイ112に複数(所定個数)蓄積でき、トレイ112はこれらのボール食品BFを落下させることができる。
【0014】
供給装置11の落下部(シュート)の形状は、細長く構成されている。これにより、ボール食品BFの跳ね返りによる遊びが無なく、また計量時間を確保するために、ボール食品BFの落下スピードを早くできる。
計量ホッパー12は、概略逆円錐形状をなしており、先端が『開』または『閉』となるように開閉することができる。計量ホッパー12は、トレイ112から落下するボール食品BFを、送り出し口Sを『閉』として受け取り、後述するように、受け取ったボール食品BFを計量後に送り出し口Sを『開』として送り出すことができる。計量ホッパー12は、送り出し口を『開』とする際に、ボール食品BFが固まりになって落下しないように先端が細長に構成されている。
【0015】
計量装置13は、計量ホッパー12を吊り下げるように構成されており、計量ホッパー12が受け取った複数の個数のボール食品BFを計量することができる。
収容装置14は、計量ホッパー12から送り出されるボール食品を袋内に収容し、ソース充填および仮シールをすることができる。バリカム15は、エンコーダとして動作する回転スイッチであり、複数の要素にスイッチタイミング信号を2回転一サイクルや1回転一サイクルといったサイクルで送出できる。
【0016】
バリカム15は、供給装置11による複数のボール食品BFの落下と、計量ホッパー12の送り出し口の『閉』と、計量ホッパー12の送り出し口の『開』とを1サイクルの始点と終点として動作させることができる。バリカム15においては、1サイクルに要する時間を大きくした場合には、供給装置によるボール食品BFの落下から計量ホッパー12の送り出し口の『閉』までの制御角を小さく設定する。バリカム15においては、1サイクルに要する時間を大きくした場合には、供給装置11によるボール食品の落下から計量ホッパー12の送り出し口の『閉』までの第1の制御角を小さく設定する。
【0017】
ディスプレイ16は、現在の設定値(1サイクルの速度)、ボール食品の重量、移動平均値等を表示する。
制御装置17は、食品計量装置1の全体をシーケンス制御するシーケンス部171と、不良判定部172とを備えている。不良判定部171は、計量ホッパー12による計量に際して、直前の複数のサイクルにおける計量値の移動平均により、ボール食品が重さ規格を満たしているか否かを判断することができる。
【0018】
図2はボール食品を袋詰めする際の処理の流れを示す図である。
図2において、(a)供給装置11は、計数機111によりボール食品の計数を行い、10個のボール食品をトレイ112に整列させる(S101)。
【0019】
(b)計量ホッパー12は、供給装置11(トレイ112)からのボール食品を保持する。この時点で、計量装置13により複数のボール食品BFの重量を計量し(S102)、基準値以外のボール食品BF(移動平均から外れるボール食品BF)の組を選別する(S103)。
【0020】
具体的には計量装置13は、A/D変換器により重量の測定結果であるアナログ信号をデジタルデータに変換し、制御装置17のシーケンサに転送する。
制御装置17の不良判定部172は、製品仕様ごとに、ボール食品BFの組(エラーがあるときには所定個数とはならない場合がある)が、登録された上限値および下限値の範囲内(後述する移動平均の範囲内)であるかを計測しこれ選別をする。
【0021】
本実施形態では、計量10回分の計量結果をメモリに蓄えその平均値(移動平均)を基準値にし、上限値および下限値をシフトする。時間帯によって、ボール食品BFの重量が変動する場合があるが、上記の移動平均を採用することで、基準値を追従させることができる(前述したS103参照)。
【0022】
(c)収容装置14は、ボール食品収容工程とソース充填工程と仮シール工程を実行できる。ボール食品収容工程でボール食品BFを袋に充填するが、ソース充填工程では、方不良があったものについては、液の充填を行わないし、仮シール工程では、目方不良のボール食品が入った袋については仮シールを行わない。
【0023】
(d)制御装置17は、不良判定部172が目方不良と判定したボール食品BFが入った袋をラインから除去する。具体的には、受け部19にシュートする。受け部19に目方不良にかかる袋が合計3個落下した時点で、警報を鳴らしラインの稼動を停止(ボール食品BFの供給を停止)し、充填作業を中断する。ボール食品BFが入った袋はラインから除去される(S105)ので、液充填、仮シールがされることはない。
なお、警報が鳴らされたときは、作業員は袋の中身を確認し、数不良やクズ混入のチェックを行い、チェック後に警報を解除し、ラインを再稼動する。
【0024】
(e)この後、真空シール装置によるパッキングを行う(S104)。
本発明では、供給装置11と、計量ホッパー12との作動タイミングが以下のように効率よく制御される。たとえば、充填機のショット数が最大で一分間に40回であるとすると、計量ホッパー12が閉じている時間は1秒ほどしかなく、正確な計量を行うにはこの時間を有効利用しなければならない。そのためには、計量ホッパー12が『開』となり、ボール食品BFの組を放出する直前に計量し、計量ホッパー12が『閉』となる瞬間に次のボール食品BFの組が入るようにタイミングを設定する必要がある。
【0025】
ただし、上記の制御では落下タイミングは固定されるため次のような障害が発生する。すなわち、40ショットに最適なタイミングを設定すると、計数機111の回転数を下げるときには、まだ計量ホッパー12が閉じないうちにボール食品BFが到達し、通過してしまうので計量ができなくなる。充填機の回転数を下げる場合は計数機からの計量物落下タイミングを延滞し遅らせる必要がある。
【0026】
図3(A)〜(C)は、バリカム16により、ボール食品BFが正常に計量される場合を示す。図3(A)は計量ホッパー12にボール食品BFが収容された様子(このとき、計量が行われる)を示している。図3(B)は計量後のボール食品BFを放出する様子を示し、図3(C)は計量前にボール食品BFを受け取る様子を示している。
図4(A)〜(D)は、バリカム16により、ボール食品BFが正常に計量されない場合を示している。図4(A)は計量ホッパー12にボール食品BFが収容された様子(このとき、計量が行われる)を示している。図4(B)〜(D)はボール食品BFが計量ホッパー12を通過してしまった場合を示している。
【0027】
図5(A),(B)にバリカム16の制御の様子を示す。(A)は軸駆動が0°〜360°までに、エンコードされる事柄を示す図である。
図5(A)に示すように、A1において、計量ホッパー12が『閉』となり、ボール食品BFが保持される(0°〜260°)。次に、A2に示すように計量ホッパー12が『開』となり、ボール食品BFを放出するとともに、A3に示すようにボール食品BFをトレイ112から落下させる(260°〜0°)。なお、図5(A),(B)では、第1工程目と、第2工程目とで2回転で1サイクルとしている。
【0028】
複数のボール食品の落下から前記計量ホッパーの送り出し口の『閉』までのタイミングを第1角θ1とし、第1角から前記計量ホッパーの送り出し口の『開』までを第2角θ2として、供給装置11と計量ホッパー12と計量装置13とをサイクル制御することができる。
【0029】
バリカム16は、上記の各タイミングの生成を行う。バリカム16の駆動軸の1回転が1ショット(1行程)に相当する。バリカム16は、1回転の角度を360°にし、1°単位でタイミングを設定できる。
40ショットに最適なタイミングを設定すると次の様になる。この制御装置の場合、計数機111の駆動タイミングは260°〜270°であり、計量ホッパー12の開閉タイミングは260°から0°(360°)となり、計数機111の駆動から計量ホッパー12が閉じるまでの角度は360°−260°=100°となる。
【0030】
計数機の計量物落下位置から計量ホッパー12までの距離が0.4mあり、計数機の駆動モーターが動いて計量物が計量ホッパーに到達する時間は一定で、0.42秒程である。
【0031】
40ショット時に最適なタイミングに設定した場合、
1ショット当たりの時間:1.50s
1ショット当たりの角度:360°
計数機駆動からホッパー閉までの最適な角度:100°
計数機駆動からホッパーまでのボール食品落下時間:0.42s(=1.5×100°/360°)となる。
1分当たりのショット数は、表1で示されるようになる。
【0032】
【表1】
なお、A:1ショット当たりの時間(秒数/ショット)、B:バリカム1°当たりの時間(秒数/°)、C:計数機駆動からホッパー閉までの時間、D:計数機駆動指令から実際に動くまでの延滞時間とすると、
B=A/360、C=B×100、D=C−0.42
であらわされる。
C(計数機駆動からホッパー閉までの時間)は、充填機の回転数に応じて変化する。
計量物の落下時間0.42秒は一定である。
D(計数機駆動指令から実際に動くまでの延滞時間)は計数機駆動からホッパー閉までの時間と落下時間(0.42秒)の差分となり、ホッパーが閉じた瞬間に計量物が到達するようになる。
【0033】
製品数不良は、計数機の整列板にボール食品が入らず9個入りが発生したり、計数機の整列板に2個のボール食品が入り、押しつけられることで落下しないことに原因することが多い。
これが原因で、計数機111が一周するたびに9個入りが発生し、作業員が気付くまで、大量の不良が派生する場合がある。具体的には、計数機111に割れ玉や、クズが入り、その上に乗ったボール食品が弾かれる場合もあるし、計数機111自体の故障で、作動不良を起こし、不良が発生する場合もある。
【0034】
なお、投入ホッパーの作動不良で袋にボール食品が全部入らない、袋取りが悪く袋にボール食品が全部入らない、袋開きが悪く袋にボール食品が全部入らないといった問題も生じるが、計数機111でのトラブルの発生率に比べるとわずかである。
【0035】
このように、不良発生の原因のほとんどが計数機111側の問題であり、ボール食品投入前に、不良発生を知ることができれば、計数機111の以降の工程で選別できる。これにより、数不良の発生を防止でき、さらには、計数機の精度が上がれば、数不良だけでなく、割れ玉やクズ混入を防止でき、結果、クレーム発生を激減できる。
【図面の簡単な説明】
【0036】
【図1】本発明の一実施形態を示す食品計量装置およびボール食品充填装置を示す図である。
【図2】ボール食品を袋詰めする際の処理の流れを示す実施形態である。
【図3】(A)〜(C)はバリカムによりボール食品が正常に計量される場合を示す図である。
【図4】(A)〜(D)はバリカムによりボール食品が正常に計量されない場合を示す図である。
【図5】(A),(B)はバリカムの制御の様子を示す説明図である。
【図6】食品計量装置の例を示す説明図である。
【符号の説明】
【0037】
1 食品計量装置
11 供給装置
12 計量ホッパー
13 計量装置
14 収容装置
15 バリカム
16 ディスプレイ
17 制御装置
【特許請求の範囲】
【請求項1】
ボール食品を蓄積し、蓄積したボール食品を所定量単位で落下させる供給装置と、
前記供給装置から落下する前記所定量のボール食品を、送り出し口を『閉』として受け取り、送り出し口を『開』として送り出す計量ホッパーと、
前記計量ホッパーが受け取った前記所定量のボール食品を、送り出し口が『開』とされる前に計量する計量装置と、
前記計量ホッパーから送り出される前記所定量のボール食品を、包装袋内に収容する収容装置と、
1サイクル360°としたときに前記所定量のボール食品の落下から前記計量ホッパーの送り出し口の『閉』までを第1角とし、前記送り出し口の『閉』から前記計量ホッパーの送り出し口の『開』までを第2角として、前記供給装置と前記計量ホッパーと前記計量装置とをサイクル制御する制御装置と、
を備えたことを特徴とする食品計量装置。
【請求項2】
前記制御装置は、前記第1角を前記1サイクル時間が長いほど小さく設定することを特徴とする請求項1に記載の食品計量装置。
【請求項3】
前記計量ホッパーは、計量に際して過去最新の複数回のサイクルにおける計量値の移動平均により、受け取ったボール食品が重さの規格を満たしているか否かを判断することを特徴とする請求項1または2に記載の食品計量装置。
【請求項4】
請求項1から3の何れかに記載の食品計量装置を備えたボール食品充填装置。
【請求項1】
ボール食品を蓄積し、蓄積したボール食品を所定量単位で落下させる供給装置と、
前記供給装置から落下する前記所定量のボール食品を、送り出し口を『閉』として受け取り、送り出し口を『開』として送り出す計量ホッパーと、
前記計量ホッパーが受け取った前記所定量のボール食品を、送り出し口が『開』とされる前に計量する計量装置と、
前記計量ホッパーから送り出される前記所定量のボール食品を、包装袋内に収容する収容装置と、
1サイクル360°としたときに前記所定量のボール食品の落下から前記計量ホッパーの送り出し口の『閉』までを第1角とし、前記送り出し口の『閉』から前記計量ホッパーの送り出し口の『開』までを第2角として、前記供給装置と前記計量ホッパーと前記計量装置とをサイクル制御する制御装置と、
を備えたことを特徴とする食品計量装置。
【請求項2】
前記制御装置は、前記第1角を前記1サイクル時間が長いほど小さく設定することを特徴とする請求項1に記載の食品計量装置。
【請求項3】
前記計量ホッパーは、計量に際して過去最新の複数回のサイクルにおける計量値の移動平均により、受け取ったボール食品が重さの規格を満たしているか否かを判断することを特徴とする請求項1または2に記載の食品計量装置。
【請求項4】
請求項1から3の何れかに記載の食品計量装置を備えたボール食品充填装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2007−240482(P2007−240482A)
【公開日】平成19年9月20日(2007.9.20)
【国際特許分類】
【出願番号】特願2006−67115(P2006−67115)
【出願日】平成18年3月13日(2006.3.13)
【出願人】(391043413)石井食品株式会社 (8)
【Fターム(参考)】
【公開日】平成19年9月20日(2007.9.20)
【国際特許分類】
【出願日】平成18年3月13日(2006.3.13)
【出願人】(391043413)石井食品株式会社 (8)
【Fターム(参考)】
[ Back to top ]