
食品類の切断加工装置,切断加工方法,及び製造方法
【課題】食品類の外観を損なうことなく,食品類を機械的に水平方向に切断し,切断した食品類の間に添加物質を効率的に添加する。
【解決手段】食品類の上部を保持する上段チャック部3と,食品類の下部を保持する下段チャック部4と,食品類を切断する切断部6と,食品類に添加物質を添加する添加部7と,食品類の切断面を合わせる合せ部8を有する。切断部6は,食品類が上段チャック部3及び下段チャック部4によって保持された状態で,食品類を上部と下部とに切断する。添加部7は,下段チャック部4により保持されている食品類の下部の切断面に対し,添加物質を添加する。合せ部8は,食品類の下部の切断面に添加物質が添加された後に,上段チャック部3に保持されている食品類の上部の切断面と,下段チャック部4に保持されている食品類の下部の切断面とを合わせる。
【解決手段】食品類の上部を保持する上段チャック部3と,食品類の下部を保持する下段チャック部4と,食品類を切断する切断部6と,食品類に添加物質を添加する添加部7と,食品類の切断面を合わせる合せ部8を有する。切断部6は,食品類が上段チャック部3及び下段チャック部4によって保持された状態で,食品類を上部と下部とに切断する。添加部7は,下段チャック部4により保持されている食品類の下部の切断面に対し,添加物質を添加する。合せ部8は,食品類の下部の切断面に添加物質が添加された後に,上段チャック部3に保持されている食品類の上部の切断面と,下段チャック部4に保持されている食品類の下部の切断面とを合わせる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は,食品類を切断した後に切断面に添加物質を添加する加工を行う切断加工装置及び切断加工方法に関する。また,本発明は,この切断加工装置及び切断加工方法を利用した食品類の製造方法に関する。
【背景技術】
【0002】
以前から,例えば,チーズやパンのような食品類を切断し,その間に添加物質を挟み込んで製造された加工食品が知られている。
【0003】
例えば,特許文献1には,成型されたチーズカードの間に食品類をはさんだ後,チーズカードを結着するように熟成させて一体化させることにより得られる食品類を内包した白カビチーズ製品が開示されている。また,特許文献2には,風味物質が添加されたチーズカードをポーションカットするカビによる表面熟成軟質チーズが開示されている。また,文献3には,水平な切断部が設けられたパンの間に,ハンバーグや野菜のような具材を挟み込んで得られる調理パンが開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−176725号公報
【特許文献2】特開2007−20536号公報
【特許文献3】特開平11−32661号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
一方,これらのチーズやパンのような食品類の間に添加物質を挟むためには,食品類を水平に切断する工程を行うことが必要である。しかしながら,食品類自体は軟らかいものであるため,機械的に水平に切断すると,食品類が変形して切断加工後の製品の外観が損なわれる恐れがあり,食品類の形状を保ちながら,食品類を機械的に水平に切断することは困難であった。このため,以前から,食品類を水平に切断する作業は,人手によって行わざるを得ないものであったが,この作業を人手によって行う場合,長時間連続的に大量の食品類を切断し続けることや,水平に切断する作業を衛生環境の保たれた状態で行うことが非常に困難となっていた。
【0006】
さらに,一旦,人手によって食品類を水平に切断し,その間に添加物質を添加する場合,切断された食品類の上部と下部の位置を正確に重ね合わせる作業を効率的に行うことが困難であった。例えば,食品類を水平に切断する作業,添加物質を添加する作業,及び切断した食品類を重ね合わせる作業を,すべて人手によって行うこととすると,生産効率の低下を招く恐れがあった。また,例えば,人手によって食品類を水平に切断する作業を行った後,加工機械を利用して,添加物質を添加する工程と,切断した食品類を重ね合わせる工程を行う場合,食品類の上部と下部に位置ずれが生じ,良品出荷率の低下を招く恐れがあった。
【0007】
このため,現在では,食品類の外観を損なうことなく,食品類を機械的に切断し,切断した食品類の間に添加物質を効率的に添加することのできる切断加工装置,及び切断加工方法が求められている。
【課題を解決するための手段】
【0008】
そこで,本発明の発明者は,上記の従来発明の問題点を解決する手段について鋭意検討した結果,食品類の上部と下部を,それぞれ別個のチャック部によって保持した状態で,ワイヤなどの切断部により上下に切断することにより,食品類の外観を損なうことなく,食品類を機械的に切断することができるという知見を得た。さらに,食品類の切断後,食品類の下部の切断面に添加物質を塗布し,その後に,上下のチャック部の位置合わせを行なって,食品類の上部と下部を重ね合わせることにより,切断した食品類の間に添加物質を効率的に添加することができるという知見を得た。そして,本発明の発明者は,上記の知見に基づけば,従来技術の課題を解決できることに想到し,本発明を完成させた。
具体的に本発明は,以下の構成を有する。
【0009】
本発明の第1の側面は,食品類を切断して加工する切断加工装置に関する。
本発明の切断加工装置は,食品類の切断点よりも上部を保持する上段チャック部3と,食品類の切断点よりも下部を保持する下段チャック部4と,食品類を切断する切断部6と,食品類に対して添加物質を添加する添加部7と,食品類の切断面を合わせる合せ部8と,を有する。
切断部6は,食品類が上段チャック部3及び下段チャック部4によって保持された状態で,食品類を上部と下部とに切断する。
添加部7は,下段チャック部4により保持されている食品類の下部の切断面に対して添加物質を添加する。
合せ部8は,食品類の下部の切断面に添加物質が添加された後,上段チャック部3に保持されている食品類の上部の切断面と,下段チャック部4に保持されている食品類の下部の切断面とを合わせる。
【0010】
上記の構成のように,本発明の切断加工装置は,食品類を切断し,切断面に添加物質を添加することで,添加物質が挟まれた食品類を得ることができる。特に,本発明の切断加工装置は,食品類の上部と下部を,上段チャック部3と下段チャック部4のそれぞれによって保持した状態で,切断部6によって切断するものであるため,例えば,表面熟成軟質チーズのような軟らかい食品類であっても,その外観を崩すことなく切断することができる。
【0011】
本発明の切断加工装置において,上段チャック部3及び下段チャック部4の移動を制御する移動制御手段5を,さらに有することが好ましい。
この場合,移動制御手段5は,食品類を保持する上段チャック部3及び下段チャック部4を,切断部6が位置する方向に移動させる。
切断部6は,移動制御手段5により移動される上段チャック部3及び下段チャック部4に保持された前記食品類が押し付けられることにより,切断点において前記食品類を上部と下部とに切断する。
移動制御手段5は,切断部6により食品類が切断された後,食品類の上部を保持する上段チャック部3と,食品類の下部を保持する前記下段チャック部4の相対的な位置をずらし,下段チャック部4を添加部7が存在する方向に移動させる。
添加部7は,移動制御手段5により移動された下段チャック部4により保持されている食品類の下部の切断面に対して添加物質を添加する。
移動制御手段5は,食品類の下部の切断面に対して添加物質が添加された後,食品類の上部を保持する上段チャック部3と,食品類の下部を保持する下段チャック部4の位置を一致させる。
合せ部8は,移動制御手段5が上段チャック部3と下段チャック部4の位置を一致させた後に,上段チャック部3に保持されている食品類の上部の切断面と,下段チャック部4に保持されている食品類の下部の切断面とを合わせる。
【0012】
上記の構成のように,上段チャック部3と下段チャック部4とで食品類の上下を保持したまま,ワイヤやブレードなどの切断部6に食品類を押し付けて切断することで,例えば,表面熟成軟質チーズのような軟らかい食品類であっても,その外観を崩すことなく容易に切断することができる。また,食品類を上下に切断した後,食品類の下部を保持する下段チャック部4を,添加部7の下へ移動させて食品類の下部の切断面に対して添加物質が添加することで,食品類の切断工程と添加物質の添加工程を一連の流れで行うことができる。従って,本発明によれば,上部と下部に分断された食品類の間に,効率的に(流れ作業的に)添加物質を添加することができる。
【0013】
本発明の切断加工装置において,上段チャック部3及び下段チャック部4は,食品類の上部及び/又は下部に当接する複数の爪部材31,41を有し,複数の爪部材31,41を食品類の上部及び/又は下部の外周面に当接させることにより,食品類の上部及び/又は下部を保持することが好ましい。
【0014】
上記の構成のように,複数の爪部材31,41によって食品類を保持することにより,軟らかく崩れやすい食品類であっても,その形状を崩すことのない適切な押圧力で保持することができる。また,複数の爪部材31,41で食品類の外表面を保持することで,食品類を上段チャック部3及び下段チャック部4から取り外す際に,食品類の外表面が上段チャック部3や下段チャック部4に結着し,剥がれ難くなるような事態を防止できる。
【0015】
本発明の切断加工装置において,上段チャック部3及び下段チャック部4は,爪部材31,41と,ベース部材32,42と,チャック駆動機構33,43を有するものであることが好ましい。ベース部材32,42は,食品類が挿入される中央孔32a,42aと,中央孔32a,42aの周囲に形成された長細の複数のスライド孔32b,42bが形成された形状となっている。この長細のスライド孔32b,42bのそれぞれは,ベース部材32,42の中心に対して,所定角度傾斜して設けられている。また,爪部材31,41は,ベース部材32,42のスライド孔32b,42bのそれぞれに挿通されたスライドピン31a,41aを有し,このスライドピン31a,41aを介して,ベース部材32,42に連結されている。このため,爪部材31,41は,スライドピン31a,41aがスライド孔32b,42bを進退することにより,食品類の外表面に対して,当接又は離間する。また,チャック駆動機構33,43は,爪部材31,41のスライドピン31a,41aが,ベース部材32,42のスライド孔32b,42bを進退するように,ベース部材32,42を駆動させる。例えば,チャック駆動機構33,43は,爪部材31,41のスライドピン31a,41aが,ベース部材32,42に設けられたスライド孔32b,42bの一端から他端までスライドするように,ベース部材32,42を一定角度で回動させる。
【0016】
上記の構成のように,上段チャック部3及び下段チャック部4が,ベース部材32,42の駆動により,爪部材31,41を進退させて食品類を保持することにより,爪部材による押圧力を適切なものに調整し易くなる。このため,軟らかい食品類であっても,その外形を崩すことなく適切に保持することができる。
【0017】
本発明の第2の側面は,食品類を水平に切断して加工する切断加工方法に関する。
本発明の切断加工方法は,まず,食品類の切断点よりも上部を保持する上段チャック部3と,食品類の切断点よりも下部を保持する下段チャック部4とにより,食品類を保持する工程を行う。続いて,食品類が上段チャック部3及び下段チャック部4によって保持された状態で,切断部6により食品類を上部と下部に切断する工程を行う。また,食品類を上部と下部に切断した後,添加部7により,下段チャック部4に保持された食品類の下部の切断面に対して添加物質を添加する工程を行う。そして,添加物質が添加された後,上段チャック部3に保持されている食品類の上部の切断面と,下段チャック部4に保持されている食品類の下部の切断面とを合わせる工程を行う。
【0018】
上記の工程のように,食品類の上部と下部をそれぞれ保持した状態で,食品類を切断することにより,食品類の外観を損なうことなく,その切断面を美麗なものとすることができる。また,食品類の切断工程と添加物質の添加工程を一連の流れで行うことで,食品類の間に効率的に添加物質を添加することができる。特に,本発明の切断加工方法は,上段チャック部3を所定位置に停止させたまま,下段チャック部4のみを移動させて,下段チャック部4に保持された食品類の下部の切断面に,添加物質を添加するものであるため,食品類の移動を抑えることができる。また,例えば,表面熟成軟質チーズのような食品類の場合,チャック部による保持された状態での移動が多いと,その移動の間に外形が崩れる恐れがある。この点,本発明では,下段チャック部4のみを添加物質の添加部7に向かって移動させればよいため,少なくとも上段チャック部3の移動距離を抑えることができ,結果として,食品類の外形が崩れる事態を防止できる。
【0019】
本発明の第3の側面は,添加物質が添加された食品類の製造方法に関する。
本発明の製造方法は,まず,食品類の切断点よりも上部を保持する上段チャック部3と,食品類の切断点よりも下部を保持する下段チャック部4とにより,食品類を保持する工程を行う。続いて,食品類が上段チャック部3及び下段チャック部4によって保持された状態で,切断部6により食品類を上部と下部に切断する工程を行う。また,食品類を上部と下部に切断した後,添加部7により,下段チャック部4に保持された食品類の下部の切断面に対して添加物質を添加する工程を行う。そして,添加物質が添加された後,上段チャック部3に保持されている食品類の上部の切断面と,下段チャック部4に保持されている食品類の下部の切断面とを合わせる工程を行う。
【0020】
上記の製造方法は,食品類の上部と下部をそれぞれ保持した状態で食品類を切断し,その切断面に添加物質を添加するものであるため,製造された食品類は,その外観が損なわれず,またその切断面も美麗なものとなる。
【発明の効果】
【0021】
本発明は,食品類の上部と下部を,上段チャック部と下段チャック部のそれぞれによって保持した状態で,切断部により切断するものであるため,例えば,表面熟成軟質チーズのような軟らかい食品類であっても,その外観を崩すことなく切断することができる。
【0022】
本発明は,食品類の切断後,食品類の下部を保持する下段チャック部を移動させて,食品類の下部の切断面に添加物質を添加するものであるため,食品類の切断工程と添加物質の添加工程を一連の流れで行うことができる。従って,本発明によれば,上部と下部に分断された食品類の間に,効率的に添加物質を添加することができる。
【図面の簡単な説明】
【0023】
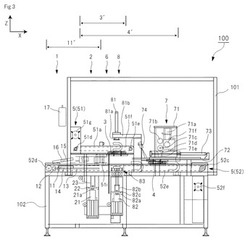
【図1】図1は,本発明の切断加工装置の好ましい実施形態を示す平面図である。
【図2】図2は,切断加工装置の上段チャック部を抽出して示した平面図である。
【図3】図3は,本発明の切断加工装置の好ましい実施形態を示す断面図であり,図1のX−X線における断面形状を示している。
【図4】図4は,本発明の切断加工装置の好ましい実施形態を示す断面図であり,図1のY1−Y1線における断面形状を示している。
【図5】図5は,切断加工装置の上段チャック部及び下段チャック部を抽出して示した図である。
【図6】図6は,上段チャック部及び下段チャック部の保持要素を拡大して示した図である。
【図7】図7は,本発明の切断加工装置の好ましい実施形態を示す断面図であり,図1のY2−Y2線における断面形状を示している。
【図8】図8(a)は,本発明の切断加工装置の好ましい実施形態を示す断面図であり,図1のY3−Y3線における断面形状を示している。図8(b)は,本発明の丸ベルトコンベアと平ベルトコンベアを抽出して示した平面図である。
【図9】図9は,本発明の押え部を抽出して示した側面図である。
【図10】図10は,切断加工されるチーズの各工程における状態を概念的に示した図である。
【発明を実施するための形態】
【0024】
以下,図面を用いて本発明を実施するための好ましい形態について説明する。ただし,本発明は,以下に説明する形態に限定されるものではなく,以下の形態から当業者が自明な範囲で適宜修正したものも含む。
【0025】
(1.切断加工装置の全体構成について)
まず,本発明に係る食品類の切断加工装置100の全体構成について説明する。
切断加工装置100により切断加工される「食品類」は,特に限定されるものでない。「食品類」の例は,カビによる表面熟成軟質チーズ,パン,饅頭,米菓子,餅菓子,チョコレート,ケーキ,アップルパイ,ハム,ソーセージ,又はかまぼこである。特に,切断加工装置の切断加工対象である食品類は,表面熟成軟質チーズであることが好ましい。表面熟成軟質チーズの例としては,カマンベール,ブリー,ブルソー,カプリス・デ・デュー,及びシュプレムが挙げられる。
【0026】
図1は,本発明に係る切断加工装置100の好ましい形態を示す平面図である。図2は,切断加工装置100の上段チャック部3を抽出して示した平面図である。また,図3は,図1におけるX−X線における断面図を示している。なお,図において,立体空間における方向を理解し易くするために,直交座標X,Y,Zを設定した。
図1から図3に示されるように,本実施形態に係る切断加工装置100は,供給部1,受渡し部2,上段チャック部3,下段チャック部4,移動制御手段5,切断部6,添加部7,合せ部8,及び押え部9を有している。
【0027】
供給部1は,装置上流に位置し,加工装置内の衛生環境を保つ衛生空間を形成するための外枠ケース101の外部に設けられている。供給部1は,スライドテーブル11を有し,スライドテーブル11には,切断加工の対象である食品類が,例えば人手によって載置される。本実施形態において,切断加工装置100は,一度の6個の食品類の切断加工が可能である。このため,スライドテーブル11には6個の食品類を載置可能である。ただし,切断加工装置100によって一度に切断加工可能な食品類の個数は,1個であってもよいし,2〜10個,又は4〜8個であってもよい。スライドテーブル11は,テーブル本体11aに,食品類が落下しない程度の大きさの開口を有する食品載置部11bが,切断加工する食品類と同数箇所で設けられている。例えば,図1に示されるように,食品載置部11bには,櫛状の開口を設けることが好ましい。これにより,軟らかい食品類であっても食品載置部11bに結着しにくくなる。この食品載置部11bのそれぞれには,食品類が載置される。スライドテーブル11に所定個数の食品類が載置されると,スライドテーブル11は,移載用ロッドレスシリンダ12の直線運動機構によって,供給用レール13を摺動しながら,搬送方向(X方向正方向)に移動される。これにより,スライドテーブル11は,供給口を介して,外枠ケース101の内部まで進行する。図1及び図3において,スライドテーブル11の移動範囲は,両矢印11´によって示されている。このように,供給部1を設けることで,外枠ケース101内の衛生環境を維持したまま,食品類の供給が可能になる。
【0028】
供給部1の装置下流側には,受渡し部2が位置する。図3に示されるように,受渡し部2は,受渡し用シリンダ21と,受渡し用シリンダ21によって昇降される支持プレート22と,支持プレート22に固定され垂直方向(Z方向)に立設した受渡し用ロッド部材23を有する。受渡し用ロッド部材23は,切断加工を行う食品類の個数に応じた数だけ設けられている。受渡し部2は,通常の状態において,スライドテーブル11が移動する供給レベルよりも下方に位置している。スライドテーブル11は,搬送方向(X方向)に向かって進行し,受渡し部2の上方まで移動して,一旦停止する。スライドテーブル11が停止すると,受渡し用シリンダ21が作動し,ピストンロッド21aを上方(Z方向正方向)に向かって上昇させる。受渡し用シリンダ21のピストンロッド21aは,支持プレート22を押圧することにより,複数個の受渡し用ロッド部材23を上昇させる。受渡し用ロッド部材23は,スライドテーブル11の食品載置部11bに設けられた開口を挿通して,食品類を切断加工レベルまで上昇させる。このとき,受渡し用シリンダ21の上方の切断加工レベルには,上段チャック部3と下段チャック部4が位置している。このため受渡し用ロッド部材23により上昇された食品類は,上段チャック部3と下段チャック部4へと受け渡される。
【0029】
上段チャック部3と下段チャック部4は,受渡し部2によって上昇された食品類を保持するための保持機構を持つ。受渡し用シリンダ21によって上昇された食品類が複数個である場合,上段チャック部3と下段チャック部4は,複数個の食品類を同時に保持する。上段チャック部3と下段チャック部4のそれぞれは,食品類の外形が崩れない程度の押圧力によって食品類を外周面から押圧する。食品類の水平切断点を境とすると,上段チャック部3は食品類の上部を保持し,下段チャック部4は食品類の下部を保持するものである。上段チャック部3と下段チャック部4のそれぞれは,移動制御手段5によって,X方向への移動が制御されている。上段チャック部3と下段チャック部4が食品類の上部及び下部を保持すると,移動制御手段5は,上段チャック部3と下段チャック部4を連動して,搬送方向(X方向正方向)に移動させる。図1及び図3において,上段チャック部3の移動範囲は両矢印3´によって示され,下段チャック部4の移動範囲は両矢印4´によって示されている。
【0030】
受渡し部2の装置下流側には,切断部6が位置する。切断部6の例は,装置の流れ方向と直交する方向(Y方向)にテンションを掛けて張架されたピアノ線などのワイヤ61を含む。上段チャック部3と下段チャック部4は,食品類の上部と下部をそれぞれ保持した状態で,移動制御手段5によって,切断部6が存在する方向に移動される。このため,上段チャック部3と下段チャック部4によって保持された食品類が,上段チャック部3と下段チャック部4の間の切断点において,切断部6に当接する。そして,食品類は,切断部6に当接したまま押し込まれて,上段チャック部3により保持される上部と,下段チャック部4によって保持される下部とに,水平に分断される。このように,食品類は,その上部と下部とを保持された状態で,上部と下部の境に相当する切断点において水平に切断される。このため,食品類が例えば,表面熟成軟質チーズのように軟らかいものであっても,その外形を損なうことなく,美麗な切断面を形成することができる。食品類の切断後,移動制御手段5は,上段チャック部3と下段チャック部4を,平面方向における相対的位置を一致させたまま,切断部6を越えて,搬送方向(X方向正方向)へ水平移動させる。
【0031】
ただし,切断部6は,上段チャック部3と下段チャック部4の間において食品類を切断可能なものであれば,ワイヤに限定されず,例えば,薄刃のブレードなどを採用することもできる。この場合,ブレードの刃体と食品類の接触面積を小さくすることにより,食品類がカッターに付着することを抑えることができる。ブレードの切断刃の形状には制限はないが,特開2008−200814号公報で開示されているような大きさと形状を採り入れることで,チーズを始めとする食品類の切断が容易となる。例えば,切断刃は,切断刃によって切断された食品類相互の切断面の接触を遮断する形状の刃体からなり,当該刃体の一方の端に当該刃体を切断装置の本体部に固定する取付部を備えていると共に,当該取付部から当該取付部に対向する側にあたる先端部までの当該刃体の長手方向の上側部に切断部を備えている構造とすればよい。
【0032】
なお,本発明において,食品類を切断する方法は,上記の構成のように,上段チャック部3及び下段チャック部4を,静止している切断部6が存在する方向に向かって移動させて,食品類を切断部6に押し付けて切断する方法に限定されない。例えば,上段チャック3及び下段チャック部を静止させておき,これらのチャック部が存在する位置に向かって,切断部6を移動させて,食品類を切断することもできる。また,両チャック部3,4を切断部6の方向に移動させつつ,切断部6をチャック部3,4の方向に移動させて,両者の交わる点において食品類を切断する方法も採用し得る。
【0033】
上段チャック部3と下段チャック部4が切断部6を超えた後,移動制御手段5は,両チャック部3,4を,所定位置において一旦停止させる。この所定位置は,合せ部8に相当する位置であることが好ましい。合せ部8は,上段チャック部3と下段チャック部4が水平移動する切断加工レベルを挟んで,装置の高さ方向(Z方向)に互いに対向する位置に,上部の合せ用シリンダ81と,下部の合せ用シリンダ82とを有する。合せ部8は,後の工程において,上段チャック部3に保持されている食品類の上部の切断面と,下段チャック部4に保持されている食品類の下部の切断面とを重ね合わせるように機能する。
【0034】
上段チャック部3と下段チャック部4が所定位置において停止すると,移動制御手段5は,上段チャック部3を,装置の高さ方向上方(Z方向正方向)の待機レベルまで上昇させる。これにより,食品類の上部の切断面と食品類の下部の切断面の間隙が広がる。上段チャック部3は,上昇後,待機レベルにおいて待機状態となる。他方,下段チャック部4は,上段チャック部3の上昇後,移動制御手段5によって,切断加工レベルにおける搬送方向(X方向正方向)への水平移動が再開される。
【0035】
合せ部8の装置下流側には,添加部7が位置している。添加部7は,下段チャック部4により保持されている食品類の下部の切断面に対して添加物質を添加する。食品類に添加される「添加物質」は,切断加工対象である食品類以外の可食物であればよい。添加物質としては,バジルやオレガノ等のハーブ類およびペッパーやシナモン,ガーリック等のスパイス類といった香辛料をはじめとした風味物資を使用することができる。また,添加物質としては,調味料,果実調製品や,野菜類,ナッツ類,又はハム等の獣肉製品などの食品を使用することもできる。さらに,添加物質としては,乳酸菌,アミノ酸,アミノコラーゲン(登録商標),ビフィズス菌,プロフェック(登録商標),又は香料などの食品添加物も使用することができる。また,例えば,加工切断の対象の食品類が白カビチーズである場合に,その中に添加される添加物質を青カビなどの菌類とすることも可能である。これにより,表面に白カビが育成し,内部に青カビが育成したチーズ製品(例えば,ブール・ド・ネージュと呼ばれるチーズ製品)を製造することができる。さらに,添加物質には,上記の可食物に加え,結着剤が含まれていても良い。結着剤としては,例えば,デキストリン,澱粉,加工澱粉,卵白,卵白粉,ゼラチン,寒天,増粘多糖類,カゼイン,プロセスチーズ,軟質チーズ,ホエイ粉,ホエイたんぱく質濃縮物,ホエイたんぱく質分離物,大豆たんぱく質,及びグルテンのいずれか一種以上を用いることができる。例えば,食品類としてチーズが選択された場合において,チーズの上部と下部の間に結着剤を添加して,両者の結合を強固にすることで,上部と下部とを結着させたチーズをポーションカットし易くなる。これらの添加物質は,1種類,あるいは2種類以上を組み合わせて使用することも可能である。
【0036】
下段チャック部4は,移動制御手段5により,添加部7が存在する位置に向かって移動される。添加部7は,下段チャック部4が水平移動する切断加工レベルよりも上方に位置する。このため,下段チャック部4は水平移動することにより,添加部7の高さ方向(Z方向)の下方に進行する。移動制御手段5は,下段チャック部4が添加部7の下方に位置した段階で,下段チャック部4の移動を停止させる。添加部7は,下段チャック部4との平面方向(XY面方向)の相対位置が一致すると,下段チャック部4に保持されている食品類の下部の切断面に対して添加物質を添加する。添加部7が添加物質を添加する方法は,特に限定されず,例えば,食品類の下部の切断面の全体に対して添加物質を均一に散布,塗布,又は噴霧するものであってもよいし,食品類の下部の切断面に対して添加物質を局所的に注入,挿入,又は載置するものであってもよい。
【0037】
添加部7によって添加物質の添加が完了した後,移動制御手段5は,下段チャック部4を,装置上流側に向かって戻り方向(X方向負方向)に,上段チャック部3が待機している所定位置まで水平移動させる。すなわち,本実施形態において,上段チャック部3は合せ部8に相当する位置で待機しているため,下段チャック部4が合せ部8に相当する位置に移動するよう制御を行う。移動制御手段5は,下段チャック部4を水平移動させて,下段チャック部4の平面方向(XY面方向)の位置と,上段チャック部3の平面方向(XY面方向)の位置とを一致させる。これにより,待機レベルにおいて待機している上段チャック部3の下方に,下段チャック部4が位置することとなる。移動制御手段5は,上段チャック部3と下段チャック部4の相対位置が一致した段階で,待機レベルにある上段チャック部3を切断加工レベルまで下降させ,上段チャック部3により保持されている食品類の上部の切断面と,下段チャック部4により保持されている食品類の下部の切断面とを一致させる。
【0038】
本実施形態において,合せ部8は,切断部6と添加部7の間に位置し,上段チャック部3と下段チャック部4を挟んで,装置の高さ方向(Z方向)に互いに対向する位置に,上部の合せ用シリンダ81と下部の合せ用シリンダ82とを有する。また,合せ部8は,丸ベルトコンベア83を有し,この丸ベルトコンベア83は,装置の高さ方向(Z方向)において,上部の合せ用シリンダ81と下部の合せ用シリンダ82の間であって,上段チャック部3と下段チャック部4が位置する切断加工レベルよりも下方の位置に,複数の丸ベルト83aを有する。各丸ベルト83aは,装置幅方向(Y方向)の両端に位置するヘッドプーリ83b及びテールプーリ83cを通ってエンドレスに周回して掛けられており,丸ベルトコンベア駆動モータ83dにより周回駆動される。
【0039】
合せ部8において,上部の合せ用シリンダ81が作動するとピストンロッド81aが下降し,下部の合せ用シリンダ82が作動するとピストンロッド82aが上昇する。上部の合せ用シリンダ81のピストンロッド81aは,上段チャック部3に保持された食品類の上部に当接する。また,下部の合せ用シリンダ82のピストンロッド82aは,食品類の数に応じた本数の合せ用ロッド部材82bを支持する支持プレート82cを押圧する。合せ用ロッド部材82bは,丸ベルト83aの間を挿通して,下段チャック部4に保持された食品類の下部に当接する。これにより,食品類は,上部の合せ用シリンダ81のピストンロッド81aと,合せ用ロッド部材82bによって,上下方向から挟持される。上部の合せ用シリンダ81と下部の合せ用シリンダ82を介して食品類が挟持された段階で,上段チャック部3と下段チャック部4は,食品類の保持を解除する。上段チャック部3と下段チャック部4により保持が解除された後,下部の合せ用シリンダ82のピストンロッド82aが下降し,食品類は,丸ベルトコンベア83における丸ベルト83aの搬送面上に載置される。その後,丸ベルトコンベア83は,丸ベルトコンベア駆動モータ83dを駆動させて,丸ベルト83aを周回させ,上部と下部が重ね合わされた食品類を搬送方向(X方向)と直交する排出方向(Y方向負方向)に,搬出する。食品類は,丸ベルトコンベア83によって搬出されることにより,排出口を介して,外枠ケース101の外部へと排出される。
【0040】
丸ベルトコンベア83による排出方向(Y方向負方向)の下流側には押え部9が位置する。押え部9は,平ベルトコンベア91を有し,丸ベルトコンベア83により搬出された食品類が連続的に平ベルトコンベア91の搬送面上に供給される。平ベルトコンベア91の高さ方向上方(Z方向正方向)には,切断加工される食品類の数に応じた数の押え用シリンダ92が位置する。切断加工された食品類が平ベルトコンベア91の搬送面上に揃った段階で,平ベルトコンベア91は一旦停止し,各押え用シリンダ92が作動する。押え用シリンダ92が作動すると,ピストンロッド92aが下降し,ピストンロッド92aと平ベルトコンベア91の搬送面との間で食品類を上下方向に押圧する。これにより,食品類の上部と下部の結着強度を向上させることができる。その後,再度,平ベルトコンベア91が駆動して,各食品類が,図示しない回収台へと移送される。回収台へと移送された食品類は,例えば,人手によって回収される。
【0041】
(2.切断加工装置の各部構成について)
続いて,図を参照して,好ましい形態に係る切断加工装置の各部の構成について説明する。
【0042】
(2−1.供給部)
図4は,図1のY1−Y1線における断面図に相当し,主として,供給部1,受渡し部2,上段チャック部3,及び下段チャック部4を示している。なお,図4においては,一点鎖線より右方と左方とで,受渡し部2及び上段チャック部3の異なる状態を描画している。一点鎖線右方側は,受渡し部2の受渡し用シリンダ21が作動してピストンロッド21aが延伸した状態である。他方,一点鎖線左方側は,受渡し用シリンダ21のピストンロッド21aが収縮して元の位置に戻った状態となり,かつ,上段チャック部3が上昇した状態を示している。
【0043】
図1,図3,及び図4に示されるように,供給部1は,搬送方向(X方向)に直交する方向(Y方向)を長手とするスライドテーブル11を有する。スライドテーブル11は,テーブル本体11aと,テーブル本体11aに食品類を載置するための食品載置部11bを有する。食品載置部11bは,切断加工される食品類の数に応じた数(本実施形態では6箇所)形成され,各箇所には櫛状の開口が形成されており,食品類を載置しても落下しないようになっている。また,切断加工装置100の基礎架台102の両側面には,移載用ロッドレスシリンダ12が設けられている。移載用ロッドレスシリンダ12は,供給用レール13とリニアガイド14を有し,リニアガイド14はスライドテーブル11の長手方向両端部分にボルト等を介して固定されている。リニアガイド14は,供給用レール13上をスライドするものであり,移載用ロッドレスシリンダ12によってスライドテーブル11を供給用レール13に沿って往復移動させる場合のガイド機構として機能する。移載用ロッドレスシリンダ12の機構としては公知のものを採用することができ,例えば,移載用ロッドレスシリンダ12は,ボールねじの回動により,基礎架台102に固定された供給用レール13に沿って,リニアガイド14を往復動させる。これにより,スライドテーブル11は,移載用ロッドレスシリンダ12を駆動源として,供給用レール13が配設された範囲(図1等に示された両矢印11´の範囲)において,水平方向に移動可能となる。
【0044】
また,切断加工装置100の基礎架台102には,加工装置内の衛生環境を保つ衛生空間を形成するための外枠ケース101が取り付けられる。外枠ケース101の内部には,受渡し部2,上段チャック部3,下段チャック部4,移動制御手段5,切断部6,添加部7,及び合せ部8が配置され,外部からの塵埃が内部に侵入しないようするになっている。また,外枠ケース101は,食品類の供給口と排出口を除き,例えば,透明プラスチック板によって閉じられている。供給部1は,この外枠ケース101の外部に設けられており,スライドテーブル11を供給用レール13に沿って往復動させることで,外枠ケース101の供給口を介して,外枠ケース101内に食品類を供給する。
【0045】
また,供給部1は,外枠ケース101の供給口部分に,供給検知光電スイッチ15及びワーク検出用エリアセンサ16を設けることが好ましい。供給検知光電スイッチ15は,スライドテーブル11の食品載置部11bに対して,例えば,赤外光を照射して,赤外光の透光又は遮光状態によって,食品載置部11bのそれぞれに食品類が載置されたか否かを検出する。また,ワーク検出用エリアセンサ16は,スライドテーブル11の周囲に例えば,赤外光を照射し,照射された赤外光の反射波を検知して,スライドテーブル11の周囲に移動物体(例えば,人手)が存在するか否かを検出する。供給検知光電スイッチ15とワーク検出用エリアセンサ16の検出信号は,図示しない制御装置に送出される。制御装置は,供給検知光電スイッチ15によってスライドテーブル11の食品載置部11bのすべてに食品類が載置されたことが検出され,かつ,ワーク検出用エリアセンサ16によってスライドテーブル11の周囲に移動物体が存在しないことが検出されたときに,移載用ロッドレスシリンダ12を作動させて,スライドテーブル11を水平移動させる。
ただし,供給検知光電スイッチ15とワーク検出用エリアセンサ16は,いずれか一方のみ設けられるものであってもよい。また,移載用ロッドレスシリンダ12は,外枠ケース101の外部に設けられた操作ボックス17を人手によって操作することにより,作動されるものであってもよい。
【0046】
(2−2.受渡し部)
供給部1の装置下流側には受渡し部2が位置し,スライドテーブル11が水平移動されることにより,食品類が受渡し部2まで搬送される。図4に示されるように,受渡し部2は,受渡し用シリンダ21と,支持プレート22と,受渡し用ロッド部材23を有する。受渡し用シリンダ21は,切断加工装置100の基礎架台102の両側面のそれぞれに固定されており,供給用レール13よりも下方に位置する。受渡し用シリンダ21は,上方に向かって延伸するピストンロッド21aを備え,このピストン21aの上端部には,支持プレート22が固定されている。支持プレート22は,装置幅方向(Y方向)を長手とする板状部材であり,支持プレート22の長手方向の両端部は,基礎架台102の両側面に固定された受渡し用シリンダ21のピストンロッド21aのそれぞれに架けて固定されている。受渡し用ロッド部材23は,供給される食品類の数に応じて設けられ,装置の高さ方向に直立し,支持プレート22によって支持固定されている。各受渡し用ロッド部材23の先端部分23a(スライドテーブル11の上方に突出する部分)は,スライドテーブル11の食品載置部11bに形成された開口を挿通可能な形状となっており,例えば,食品載置部11bの開口の形状に応じて櫛状に形成される。また,受渡し部2は,上段チャック部3及び下段チャック部4の機械原点近傍に,原点復帰用近接スイッチ24を有することが好ましい。上段チャック部3及び下段チャック部4の機械原点とは,受渡し部2の高さ方向(Z方向)上方であって,切断部6によって食品類を上下に切断可能な切断加工レベルにあることを意味し,原点復帰用の近接スイッチ24は,上段チャック部3及び下段チャック部4が,機械原点にあるか否かを検知する光センサや磁気センサ等によって構成される。
【0047】
スライドテーブル11が受渡し部2まで移動され,原点復帰用近接スイッチ24によって上段チャック部3及び下段チャック部4が機械原点にあることが検知された場合に,図示しない制御装置は,各受渡し用シリンダ21を作動させて,ピストンロッド21aを上方に延伸させる。図4の一点鎖線右方側において示されるように,各受渡し用シリンダ21のピストンロッド21aが延伸すると,支持プレート22が上方へ持ち上がるとともに,複数の受渡し用ロッド部材23が上昇する。複数の受渡し用ロッド部材23の先端部分23aは,スライドテーブル11の食品載置部11bに形成された開口を挿通して,スライドテーブル11上方に向かって突出することで,食品類を切断加工レベルまで持ち上げる。図4の一点鎖線右方側において示されるように,スライドテーブル11の上方には,上段チャック部3及び下段チャック部4が待機している。受渡し用ロッド部材23が,上段チャック部3及び下段チャック部4の中心開口に食品類を挿入した段階で,受渡し用シリンダ21が一旦停止し,上段チャック部3及び下段チャック部4の保持機構によって,食品類の上部と下部を保持するよう制御される。このとき,受渡し用シリンダ21の停止位置を制御することで,上段チャック部3によって保持される食品類の上部の厚みと,下段チャック部4によって保持される食品類の下部の厚みを調節できる。
【0048】
(2−3.上段チャック部,下段チャック部)
図5及び図6は,上段チャック部3及び下段チャック部4の構成を説明するための図である。図5(a)は,閉じられた状態の上段チャック部の平面図,及びその左側面図を並べて示している。また,図5(b)は,開かれた状態の下段チャック部の平面図,その左側面図,及び背面図を並べて示している。また,図6は,食品類を保持するための保持要素を拡大した拡大平面図であり,図6(a)は閉じられた状態,図6(b)は開かれた状態を,それぞれ示している。
【0049】
図5及び図6に示されるように,上段チャック部3及び下段チャック部4は,切断加工する食品類の数に応じて設けられた複数の保持要素30,40と,複数の保持要素30,40を連動して開閉駆動させるためのチャック駆動機構33,43と,複数の保持要素30,40とチャック駆動機構33,43の基板となる基板部材34,44を備える。
【0050】
各保持要素30,40は,複数の爪部材31,41と,ベース部材32,42を有する。
まず,ベース部材32,42は,食品類を挿入可能な直径を持つ円形の中央孔32a,42aと,中央孔32a,42aの周囲に形成された長細の複数のスライド孔32b,42bを有する形状となっている。ベース部材32,42の中央孔32a,42aが形成された位置においては,基板部材34,44にも中央孔32a,42aと同径又は大径の開口が形成されている。また,各スライド孔32b,42bは,中央孔32a,42aの中心に対して傾斜して形成され,各スライド孔32b,42bの一端から中央孔32a,42aの中心までの距離と,各スライド孔32b,42bの他端から中央孔32a,42aの中心までの距離は異なっている。以下,中央孔32a,42aの中心までの距離が近い各スライド孔32b,42bの一端を近端部といい,中央孔32a,42aの中心までの距離が遠い各スライド孔32b,42bの他端を遠端部ともいう。複数のスライド孔32b,42bそれぞれは,中央孔32a,42aの中心に対する傾斜角が等しい。また,複数のスライド孔32b,42bそれぞれは,近端部から中心までの距離,及び遠端部から中心までの距離も等しくなっている。また,ベース部材32,42は,180度反対の位置に突出部32c,42cを有し,この突出部32c,42cには,連結ピン用孔32d,42dが形成されている。
【0051】
また,各保持要素30,40は,ベース部材32,42の中央孔32a,42aの中心に向かって延びる複数の爪部材31,41を有する。爪部材31,41の数は,2本以上であればよく,3〜6本であってもよい。爪部材31,41の数は,本実施形態のように4本であることが好ましい。各爪部材31,41は,ベース部材32,42の持つスライド孔32b,42bのそれぞれに挿通されたスライドピン31a,41aを有する。スライドピン31a,41aは,各爪部材31,41に固着されており,各爪部材31,41は,スライドピン31a,41aを介してベース部材32,42に連結されている。また,各爪部材31,41は,ガイド枠体35,45内に収納されることで進退方向が制御されている。ガイド枠体35,45は,複数設けられた爪部材31,41のすべてを収納する一体的に形成された枠体であり,爪部材31,41の数に応じた間隔(例えば,本実施形態では90度間隔)で,ガイド部35a,45aを有している。各爪部材31,41は,ガイド枠体35,45のガイド部35a,45aに摺動自在に係合されている。各爪部材31,41は,スライドピン31a,41aがベース部材32,42のスライド孔32b,42bをスライドすると,ガイド部35a,45aの延在方向に従って摺動し,ベース部材32,42の中央孔32a,42aの中心に向かって進退する。さらに,各爪部材31,41の先端には,食品類の外表面に対する当接面積の広がった面当接部31b,41bが形成されていることが好ましい。複数の爪部材31,41の面当接部31b,41bによって,食品類の周側面全体が保持されるものであることが好ましい。これにより,食品類の外形を変形させることを防止しつつ,確実に食品類の上部及び下部を保持することができる。
【0052】
次に,チャック駆動機構33,43は,前後一対の長軸部材33a,43aと,左右一対の短軸部材33b,43bを有する。図5に示されるように,一対の長軸部材33a,43aは,装置幅方向(Y方向)を長手とし,一対の短軸部材33b,43bは,搬送方向(X方向)を長手としている。一対の長軸部材33a,43aの両端部と,一対の短軸部材33b,43bの両端部を四隅ピン33c,43cによって回動可能に連結することにより,矩形の領域が形成される。この矩形の領域内には,複数の保持要素30,40が配置され,各保持要素30,40は,ベース部材32,42の突出部32c,42cに形成された連結ピン用孔32d,42dに,連結ピン33d,43dが差し込まれることにより,前後一対の長軸部材33a,43aの両方に対して,回動可能に連結されている。また,左右一対の短軸部材33b,43bは,その長手方向中心において,支点ピン33e,43eが差し込まれることにより,基板部材34,44に対して,回動可能に連結されている。さらに,一対の短軸部材33b,43bのいずれか一方には,長軸部材33a,43aとの連結点よりも突出した駆動起点部33f,43fが形成されている。この駆動起点部33f,43fは,基板部材34,44に固定されたチャック駆動用シリンダ33g,43gのピストンロッド35h,45hの先端部分に対して,起点ピン33i,43iを介して,回動可能に連結されている。例えば,チャック駆動用シリンダ33g,43gには,エアシリンダを採用することが好ましい。チャック駆動用シリンダ33g,43gが作動することにより,装置幅方向(Y方向)に向かって,ピストンロッド33h,43hが進退する。
【0053】
上段チャック部3において,チャック駆動用シリンダ33gのピストンロッド33hを延伸した状態が,図5(a)に示されている。他方,下段チャック部4において,チャック駆動用シリンダ43gのピストンロッド43hを収縮した状態が,図5(a)に示されている。これらの図を参照して,上段チャック部3と下段チャック部4の保持機構の動作について説明する。
保持機構の駆動源であるチャック駆動用シリンダ33g,43gが作動し,例えば,シリンダ内の空気圧が高まることにより,ピストンロッド33h,43hが延伸する。ピストンロッド33h,43hが延伸すると,その先端に連結された短軸部材33b,43bの駆動起点部33f,43fが押圧されて,駆動起点部33f,43fを持つ短軸部材33b,43bが,支点ピン33e,43eを支点として,所定量回動する。これにより,短軸部材33b,43bの一端に連結された長軸部材33a,43aと,他端に連結された長軸部材33a,43aが,Y方向の正負反対方向にスライドする。一対の長軸部材33a,43aがスライドすると,一対の長軸部材33a,43aに連結されたベース部材32,42が,そのスライド量に応じて回動する。ベース部材32,42が回動すると,ベース部材32,42のスライド孔32b,42bに挿通されたスライドピン31a,41aが,スライド孔32b,42bの遠端部から近端部に向かってスライドする。スライドピン31a,41aがスライド孔32b,42bをスライドすることで,各爪部材31,41は,ガイド枠体35,45におけるガイド部35a,45aの延在方向に従って摺動し,ベース部材32,42の中央孔32a,42aの中心に向かって進行する。このとき,ベース部材32,42の中央孔32a,42aには,食品類が挿入されているため,各爪部材31,41の先端に形成されたた面当接部31b,41bが,食品類の周側面全体に当接し,食品類に適度な押圧力を掛けて,これを保持する。
他方,上段チャック部3と下段チャック部4による食品類の保持を解除する際には,チャック駆動用シリンダ33g,43gのピストンロッド33h,43hを収縮させる。これにより,上記した動作と逆の動作によって,食品類の周側面から各爪部材31,41の先端が離間して,食品類が解放される。
【0054】
上記構成のように,上段チャック部3と下段チャック部4は,複数個の食品類を同時に保持することができ,しかも,各食品類を保持するための押圧力を均一なものとすることができる。また,各食品類を保持するにあたり,その外形が変形しない程度の押圧力に調整をすることが容易となるため,軟らかい各食品類であっても外観を損なうことなく,保持搬送することができる。
【0055】
(2−4.移動制御手段)
上段チャック部3及び下段チャック部4は,それぞれ移動制御手段5により,移動制御されている。本実施形態において,上段チャック部3と下段チャック部4は,それぞれ独立した上段チャック部用移動制御手段51,及び下段チャック部用移動制御手段52によって,移動制御される。図1及び図3において,上段チャック部3の水平方向の移動範囲は,両矢印3´により示され,下段チャック部4の水平方向の移動範囲は,両矢印4´により示される。
【0056】
図2から図4に示されるように,受渡し部2,切断部6,及び合せ部8の上方において,基礎架台102に,上段チャック部用架台51aが備えられており,上段チャック部3は,上段チャック部用架台51aのY方向両端部に架けて配置される。上段チャック部3のY方向両端部には,リニアガイド51bが取り付けられている。リニアガイド51bは,上段チャック部用架台51aの搬送方向(X方向)に向かって敷設された断面略コ字形のレール51c対して,スライド可能に係合され,例えば,ボールねじの回動によりレール51cに沿って往復移動する。上段チャック部用架台51aの両側面部のそれぞれには,上段チャック部用架台51aの搬送方向(X方向)の後端部に位置する駆動タイミングプーリ51dと,搬送方向(X方向)の前端部に位置する従動タイミングプーリ51eと,二つのタイミングプーリ51d,51e間に掛け渡されたタイミングベルト51fと,上段チャック駆動用サーボモータ51gが設けられる。駆動タイミングプーリ51dは,減速機51hを介して,上段チャック駆動用サーボモータ51gの回転軸と連結された状態で配置されている。このため,駆動タイミングプーリ51dは,上段チャック駆動用サーボモータ51gの回転を,タイミングベルト51fに伝達できる。上段チャック駆動用サーボモータ51gの回転トルクが,タイミングベルト51fを介して,リニアガイド51bのボールねじに伝達されることにより,上段チャック部3は,上段チャック部用架台51aに設けられたレール51cに沿って,水平に往復移動する。
【0057】
また,上段チャック部用架台51aは,基礎架台102の幅方向(Y方向)両側部に取り付けられた上段チャック昇降用ガイド付シリンダ51iを介して,基礎架台102と連結されている。上段チャック昇降用ガイド付シリンダ51iは,ピストンロッドを延伸又は収縮させることにより,上段チャック部用架台51aを高さ方向(Z方向)に昇降させることができる。その結果,上段チャック昇降用ガイド付シリンダ51iのピストンロッドの進退により,上段チャック部用架台51aに伴って上段チャック部3が昇降する。
【0058】
図7は,図3のY2―Y2線における断面図に相当し,主として,下段チャック部4及び添加部7を示している。図3及び図7に示されるように,下段チャック部4は,基礎架台102のY方向両端部に架けて配置される。下段チャック部4のY方向両端部には,リニアガイド52aが取り付けられている。また,基礎架台102には,断面略コ字形のレール52bが,搬送方向(X方向)に向かって,受渡し部2から添加部7が存在する位置まで敷設されている。下段チャック部4用のリニアガイド52aは,レール52bに対してスライド可能に係合され,例えば,ボールねじの回動によりレール52bに沿って往復移動する。基礎架台102の両側面部のそれぞれには,搬送方向(X方向)の前端部に位置する駆動タイミングプーリ52cと,搬送方向(X方向)の後端部に位置する従動タイミングプーリ52dと,二つのタイミングプーリ52c,52d間に掛け渡されたタイミングベルト52eと,下段チャック駆動用サーボモータ52fが設けられる。下段チャック部4用の駆動タイミングプーリ52cは,減速機52gを介して,下段チャック駆動用サーボモータ52fの回転軸と連結された状態で配置されている。このため,下段チャック部4用の駆動タイミングプーリ52cは,下段チャック駆動用サーボモータ52fの回転を,タイミングベルト52eに伝達できる。下段チャック駆動用サーボモータ52fの回転トルクが,タイミングベルト52eを介して,下段チャック部4のリニアガイド52aのボールねじに伝達されると,下段チャック部4は,基礎架台102に設けられたレール52bに沿って,水平に往復移動する。
【0059】
上段チャック駆動用サーボモータ51gと下段チャック駆動用サーボモータ52fの回転は,制御装置(図示省略)によって同期するように制御されており,例えば,上段チャック駆動用サーボモータ51gと下段チャック駆動用サーボモータ52fは,受渡し部2から切断部6を越えて合せ部8に至るまでの間,上段チャック部3と下段チャック部4を等速で水平移動させるように回転する。また,その他,上段チャック部3の移動,下段チャック部4の移動,及び上段チャック昇降用ガイド付シリンダによる昇降のタイミングについても,制御装置によって制御される。
【0060】
(2−5.切断部)
図1及び図3に示されるように,受渡し部2の装置下流側には,切断部6が位置し,食品類を保持する上段チャック部3及び下段チャック部4が,移動制御手段5によって,切断部6に向かって水平移動される。本実施形態において,切断部6には,極細で強靱なワイヤ61が用いられる。ワイヤ61の例は,ピアノ線や鋼線である。ワイヤ61の直径は,100μm〜130μm程度であることが好ましい。ワイヤ61は,基礎架台102の幅方向(Y方向)両端部に設けられたワイヤテンション用シリンダ62によりテンションが負荷されて弛まぬように維持されている。ワイヤ61は,ワイヤテンション用シリンダ62によって,上段チャック部3が保持する食品類の上部と下段チャック部4が保持する食品類の下部と境界である切断点において,食品類を切断可能な高さで張架されている。
【0061】
上段チャック部3と下段チャック部4が受渡し部2において食品類を受け取ると,移動制御手段5における上段チャック駆動用サーボモータ51gと下段チャック駆動用サーボモータ52fが同期して回転し,上段チャック部3と下段チャック部4とを搬送方向(X方向正方向)に向かって等速で移動させる。移動制御された上段チャック部3と下段チャック部4は,食品類の上部と下部を保持したまま,受渡し部2下流に位置する切断部6のワイヤ61対して,食品類を押し付ける。このとき,食品類の切断点と同じレベルにワイヤ61が位置しているため,食品類は,切断点を境として,上部と下部とに水平に分断される。
【0062】
(2−6.添加部)
図1及び図3に示されるように,添加部7は,本実施形態において,搬送方向(X方向)の最下流側に位置する。添加部7は,切断部6のワイヤ61によって水平に切断された食品類の下部の切断面に対して添加物質を添加する機能を持つ。本実施形態において,添加部7は,添加物質を添加するためのホッパー71が,基礎架台102の幅方向(Y方向)渡って取り付けられたホッパー用架台72上に設けられている。このためホッパー71は,食品類の下部を保持する下段チャック部4の水平移動レベルよりも上方に位置し,ホッパー71から食品類の下部の切断面に対して,重力に従って添加物質を添加できるようになっている。
【0063】
図3及び図7に示されるように,ホッパー71は,添加物質が格納されるストック部71a内に,添加物質を攪拌するためのアジテーター71bと,一度に塗布する量に応じた添加物質を収容できる溝を持つドラム71cと,ドラム71cの溝に収容された量の添加物質が落下する導出路71dと,導出路71dの出口付近に設けられたメッシュ71eを有する。また,アジテーター71bとドラム71cは,ストック部71aの外部に設けられたホッパー駆動モータ71fにより回転される。アジテーター71bは複数の突起を備えて回転する。これにより,ストック部71a内に格納された添加物質は,アジテーター71bにより攪拌されて,固着しないようになっている。また,ドラム71cには,切断加工対象である食品類の数に応じて,複数の溝が設けられている。ドラム71cが回転して,ドラム71cに設けられた溝が上方を向くと,ストック部71a内の添加物質が,この溝に落ちて収容される。また,溝に添加物質が収納された後,さらにドラム71cが回転して溝が下方を向くと,溝に収容された添加物質が,導出路71d内に落下する。導出路71dは,ドラム71cから導出路71dへの添加物質の受渡し時に,添加物質が外部へ漏れないよう,入口が大径となり出口が小径となったラッパ管状に形成されている。導出路71dの出口付近には,着脱式のメッシュ71eが張られており,このメッシュ71eは,その網目よりも大きい粒径の添加物質が落下することを阻止している。ホッパー駆動モータ71fは,アジテーター71bを常時回転させている。また,ホッパー駆動モータ71fは,食品類の下部を保持した下段チャック部4が,ホッパー71の下方に位置したときに,ドラム71cを一回転させる。これにより,ホッパー71は,ストック部71a内に格納されている添加物質を,食品類の下部の切断面に対して添加できる。
【0064】
また,添加部7は,ホッパー71をX方向に移動させるためのホッパー移動用シリンダ73を備えるものであってもよい。このホッパー移動用シリンダ73のピストンロッドを進退させることにより,ホッパー71が,ホッパー用架台72に設けられたスライド溝に沿ってスライドするため,ホッパー71のX方向における位置を調節可能である。
【0065】
また,添加部7は,図1及び図3に示されるように,食品類の下部の切断面に添加物質が適切に添加されたことを確認するための色面積センサ74を備えることが好ましい。例えば,色面積センサ74は,後述する上部の合せ用シリンダ架台81bに,装置下方を向いて取り付けられており,添加物質の添加後において,食品類の下部の切断面を撮像することにより,切断面に添加された添加物質の色と面積から,食品類の下部に添加物質が過不足なく添加されたか否かを検出する。色面積センサ74は,切断加工対象である食品類の数に応じて設けられる。このように,添加部7において添加物質の添加した後,合せ部8において食品類の上部と下部を合わせる前に,色面積センサ74によって,添加物質の添加量が適切であるかどうかを検出することにより,例えば,添加物質が適切に添加されていない食品類を製造して出荷してしまうような事態を防止できる。
【0066】
なお,添加部7の構成は,上記した実施形態のものに限られず,特に限定されず,例えば,食品類の下部の切断面の全体に対して添加物質を均一に散布,塗布,又は噴霧するものであってもよいし,食品類の下部の切断面に対して添加物質を局所的に注入,挿入,又は載置するものであってもよい。
【0067】
また,添加部7は,プレス装置(図示省略)を備えるものであっても良い。プレス装置は,例えば,プレス用ロッドにより,上記ホッパーが添加物質を散布する前に,食品類の下部の切断面を押圧し,その切断面に窪みを形成する。このように,食品類の下部の切断面に窪みを付与し,その窪み内に添加物質を散布することで,食品類に内包される添加物質の漏出を防止できる。また,プレス装置は,プレス用ロッドにより,上記ホッパーが添加物質を散布した後に,食品類の下部の切断面のうち添加物質が散布された領域を押圧するものであってもよい。このように,プレス装置を用いて,添加物質が散布された切断面の領域を押圧することで,添加物質と食品類の結着が良好なものとなる。さらに,本発明では,プレス装置を用いて,食品類の下部の切断面に,添加物質を添加することもできる。例えば,プレス装置のプレス用ロッドの押圧面に,添加物質を接着させる。そして,添加物質が接着した状態のプレス用ロッドの押圧面を,食品類の下部の切断面に押し付けるように,プレス装置を駆動させることで,食品類の下部の切断面に添加物質を添加する作業と,食品類の下部の切断面を押圧して窪みを形成する作業を,同時に行うことが可能になる。プレス用ロッドの押圧面に添加物質を接着させるためには,プレス用ロッドの内部に添加物質を充填しておき,その押圧面から添加物質が順次露出させることとしてもよいし,添加物質を収納箱に蓄積しておき,プレス用ロッドの押圧面を収納箱に蓄積されている添加物質に一度押し付けて接着させた後,食品類の下部の切断面を押圧するようにしてもよい。プレス装置により添加物質を添加する実施形態では,上記したホッパーを省略できる。
【0068】
(2−7.合せ部)
図1及び図3に示されるように,本実施形態において,合せ部8は,X方向において,切断部6と添加部8の間に位置する。食品類の切断後,上段チャック部3は合せ部8において待機し,下段チャック部4は添加部7へ移動する。下段チャック部4は,添加部7において添加物質が添加された後,上段チャック部3が待機する合せ部8へと戻り,合せ部8において,上段チャック部3が保持する食品類の上部と,下段チャック部4が保持する食品類の下部が平面方向に重ね合わされる。
図8(a)は,図1のY3−Y3線における断面図に相当し,主として,切断部6,合せ部8,及び押え部9を示している。なお,図8(a)においては,一点鎖線より左方と右方とで,合せ部8の異なる状態を描画している。一点鎖線左方側は,合せ部8の上部の合せ用シリンダ81と,下部の合せ用シリンダ82が作動する前の状態である。他方,一点鎖線右方側は,上部の合せ用シリンダ81と下部の合せ用シリンダ82が作動して,ピストンロッドが延伸した状態である。
また,図8(b)は,合せ部8の有する丸ベルトコンベア83と,押え部9の有する平ベルトコンベア91を抽出して示した平面図である。
【0069】
合せ部8は,上部の合せ用シリンダ81と下部の合せ用シリンダ82を有する。
上部の合せ用シリンダ81は,基礎架台102の幅方向(Y方向)の両側部に渡って取り付けられた上部の合せ用シリンダ架台81b上に備えられている。図3に示されるように,上部の合せ用シリンダ架台81bは,上部の合せ用シリンダ81を,上段チャック部用架台51aよりも上方に配置させるように,支柱部から上段チャック部用架台51aの上方に向かって延びる腕部において,上部の合せ用シリンダ81を備えている。上部の合せ用シリンダ81は,切断加工対象である食品類の数に応じて複数箇所に設けられ,本実施形態において,上部の合せ用シリンダ81は,上部の合せ用シリンダ架台81bの幅方向(Y方向)に並んで,6箇所に位置している。各上部の合せ用シリンダ81は,ピストンロッド81aを備え,各上部の合せ用シリンダ81を作動させることで,ピストンロッド81aは装置下方に向かって延伸する。上部の合せ用シリンダ81のピストンロッド81aは,上段チャック部3の基板部材34に設けられた開口と,ベース部材32の中央孔32aを通って,食品類の上部に当接するようになっている。
【0070】
また,下部の合せ用シリンダ82はピストンロッド82aを備え,このピストンロッドaによって,食品類の数に応じた本数の合せ用ロッド部材82bを支持する支持プレート82cを押圧する。支持プレート82cは,装置幅方向(Y方向)を長手とする板状部材であり,支持プレート82cの長手方向両端部は,基礎架台102の両側面に固定された下部の合せ用シリンダ82のピストンロッド82aのそれぞれに架けて固定されている。合せ用ロッド部材82bそれぞれは,各上部の合せ用シリンダ81のピストンロッド81aと対向する位置に設けられ,装置の高さ方向に直立し,支持プレート82cによって支持固定されている。各合せ用ロッド部材82bは,その先端が,丸ベルトコンベア83が備える複数本の丸ベルト83aの間を挿通して,一つの食品類の下部に当接する。このため,複数本の丸ベルト83aの間を挿通しつつ,食品類を下方から安定的に支持するために,各合せ用ロッド部材82bの先端部分は,櫛状に形成されて,複数点において食品類の下部に当接するものであることが好ましい。下部の合せ用シリンダ82が作動すると,ピストンロッド82aが,装置上方に向かって延伸する。ピストンロッド82aが延伸することにより,支持プレート82cが押圧され,合せ用ロッド部材82bが上昇する。各合せ用ロッド部材82bは,丸ベルトコンベア83が備える複数本の丸ベルト83aの間を挿通して上昇する。また,各合せ用ロッド部材82bの先端部は,下段チャック部4の基板部材44に設けられた開口と,ベース部材42の中央孔42aを通って,食品類の下部に当接するようになっている。
【0071】
上記のように,上部の合せ用シリンダ81のピストンロッド81aを食品類の上部に当接させ,各合せ用ロッド部材82bを食品類の上部に当接に当接させて,食品類を上下から挟み込むことにより,食品類の上部と下部とが合わされる。
【0072】
また,合せ部8は,上記の上部の合せ用シリンダ81及び下部の合せ用シリンダ82を介して重ね合わされた食品類を,外枠ケース101の外部へと排出するための丸ベルトコンベア83を有する。図8において,丸ベルトコンベア83による排出方向は,矢印83´によって示されている。すなわち,丸ベルトコンベア83による排出方向は,切断加工装置100の搬送方向(X方向)と直交する方向(Y方向)である。丸ベルトコンベア83は,基礎架台102の幅方向(Y方向の)の一端部にヘッドプーリ83bが設けられ,他端部にテールプーリ83cが設けられている。図8に示されるように,ヘッドプーリ83bは,外枠ケース101の内部に設けられており,他方,テールプーリ83cは,外枠ケース101の排出口を介して,外枠ケース101の外部に設けられる。テールプーリ83cとヘッドプーリ83bには,複数本の丸ベルト83aが所定の間隔を空けて,掛け止められている。ここにいう,複数本の丸ベルト83aの「所定の間隔」とは,各合せ用ロッド部材82bが各丸ベルト83aの間を挿通できる程度の間隔であって,かつ,複数本の丸ベルト83aによって形成される搬送面上に食品類を載置したときに,食品類が丸ベルト83aの間から落下せずに,安定して搬送できる程度の間隔である。本実施形態において,ヘッドプーリ83bは,丸ベルトコンベア駆動モータ83dにより回転駆動される。また,テールプーリ83c側には,丸ベルトテンション用シリンダ83eが設けられ,丸ベルト83aのテンションが一定に維持される。また,図8(b)に示されるように,ヘッドプーリ83bとテールプーリ83cの間には,丸ベルトコンベア83の側面板に取り付けられた複数個のガイドプーリ83fが,各合せ用ロッド部材82bの上昇位置の間に設けられるものであってもよい。
【0073】
図8(a)の一点鎖線左方側に示されるように,丸ベルトコンベア83が持つ複数本の丸ベルト83aによって形成される搬送面は,上部の合せ用シリンダ81と下部の合せ用シリンダ82がピストンロッドを収縮させている状態において,上部の合せ用シリンダ81のピストンロッド81aと,合せ用ロッド部材82bの間であって,かつ,上段チャック部3と下段チャック部4が連動して水平移動するレベル(切断加工レベル)の下方に位置する。食品類の上部と下部を重ね合わせる際,上部の合せ用シリンダ81のピストンロッド81aは,上段チャック部3と下段チャック部4が位置する切断加工レベルまで下降し,合せ用ロッド部材82bも,丸ベルトコンベア83の搬送面を越えて,上段チャック部3と下段チャック部4が位置する切断加工レベルまで上昇される。
【0074】
上部の合せ用シリンダ81のピストンロッド81aと,各合せ用ロッド部材82bによって,食品類の上部と下部が重ね合わされると,下部の合せ用シリンダ82はピストンロッド82aを下降させる。これにより,上部と下部が重ね合わされた食品類が。各合せ用ロッド部材82bの先端に支持されたまま下降し,丸ベルトコンベア83が持つ複数本の丸ベルト83aによって形成される搬送面上に載置される。その後,丸ベルトコンベア83は,丸ベルトコンベア駆動モータ83dを駆動させて丸ベルト83aを周回させ,上部と下部が重ね合わされた食品類を搬送方向(X方向)と直交する排出方向(Y方向負方向)に,搬出する。食品類は,丸ベルトコンベア83によって搬出されることにより,排出口を介して,外枠ケース101の外部へと排出される。
【0075】
(2−8.押え部)
図1及び図8に示されるように,押え部9は,丸ベルトコンベア83による排出方向(Y方向負方向)の下流側に位置する。また,図9は,押え部9の側面図を示している。
押え部9は,平ベルトコンベア91と複数の押え用シリンダ92を有し,これらの平ベルトコンベア91と複数の押え用シリンダ92は,押え部用架台93に備えられている。押え部用架台93には,平ベルトコンベア91の上方の位置に,複数の押え用シリンダ92が取り付けられている。
【0076】
平ベルトコンベア91の搬送面上には,丸ベルトコンベア83により搬出された食品類が連続的に供給される。平ベルトコンベア91は,コンベアフレーム91aを有し,このコンベアフレーム91aは,その高さが,丸ベルトコンベア83の搬送面の高さと一致しするように,押え部用架台93に固定されている。また,コンベアフレーム91aの表面は平滑面であり,平ベルト91bが巻きつけられる。平ベルト91bは,コンベアフレーム91aによって支持されており,コンベアフレーム91aに沿って周回する。また,押え部用架台93には,コンベアフレーム91aの長手方向両端に,平ベルト91bが周回して掛けられた一対の従動プーリ91cが設けられる。また,押え部用架台93には,コンベアフレーム91aの下方に,平ベルト91bを周回駆動させる駆動プーリ91dと,平ベルト91bを緊張させるテークアッププーリ91eが支持されている。駆動プーリ91dは,押え部用架台93に備えられた平ベルトコンベア駆動用モータ91fにより回転駆動される。
【0077】
また,平ベルトコンベア91の搬送面の高さ方向上方(Z方向正方向)には,複数の押え用シリンダ92が位置する。複数の押え用シリンダ92は,切断加工対象である食品類の数に応じて複数箇所に設けられ,押え部用架台93に取り付けられている。各押え用シリンダ92は,ピストンロッド92aを備え,各押え用シリンダ92を作動させることで,ピストンロッド92aは下方に向かって延伸する。切断加工された食品類が平ベルトコンベア91の搬送面上に揃った段階で,平ベルトコンベア91は一旦停止し,各押え用シリンダ92が作動する。押え用シリンダ92が作動すると,ピストンロッド92aが下降し,ピストンロッド92aと平ベルトコンベア91の搬送面との間で食品類を上下方向に押圧する。これにより,食品類の上部と下部の結着強度を向上させることができる。
【0078】
以上,本発明に係る切断加工装置の好ましい形態を例に挙げて説明を行った。ただし,本発明の切断加工装置は,上記した実施形態に限定されるものではなく,上記した実施形態に基づいて当業者が自明な範囲で適宜修正や改変を行うことができる。
【0079】
例えば,上記した切断加工装置の実施形態では,切断部6によって食品類を切断した後,食品類の下部を保持する下段チャック部4を,添加部7が存在する方向に移動させ,食品類の上部を保持する上段チャック部3を,合わせ部8で待機させることとしているが,本発明はこの実施形態に限定されない。例えば,切断部6によって食品類を切断した後,上段チャック部3を移動させ,下段チャック部4を待機させつつ,下段チャック部4の上方に,添加部7を移動させることにより,下段チャック部4が保持する食品類の下部の切断面に,添加物質を添加することもできる。また,例えば,切断部6によって食品類を切断した後,上段チャック部3と下段チャック部4を共に添加部7が存在する位置まで移動させ,添加部7部により添加物質が添加される前に,上段チャック部3と下段チャック部4の相対的な位置をずらして,下段チャック部4が保持する食品類の下部の切断面に,添加物質を添加することもできる。
【0080】
(3.食品類の切断加工方法及び製造方法)
続いて,上記切断加工装置を用いた食品類の切断加工方法及びその製造方法について,食品類が,カビによる表面熟成軟質チーズ(以下,単にチーズという)である場合を例に説明する。
図10は,切断加工されるチーズの各工程における状態を概念的に示したものである。
図10(a)は,切断加工装置に供給される前のチーズCの状態を示している。本発明によって切断加工されるチーズCの例は,カマンベールチーズ及びブリーチーズである。チーズCは,公知の製造工程に従って得たものであればよく,カードからホエーが排出されてある程度固まり,熟成途中で白カビが生育した状態のチーズを用いればよい。本発明において,チーズCは,円柱状に形成されていることが好ましい。このように,チーズCが円柱状であることにより,上段チャック部3及び下段チャック部4によって保持搬送する際に,その外形が崩れにくくなる。また,チーズCは,機械的に切断されて,その間に添加物質Fが挟み込まれるものであるため,一定以上の直径Dと厚さTを有するものであることが好ましい。例えば,チーズCの直径D(平均値)は,40mm〜300mm,又は50mm〜200mmであることが好ましく,一般消費者が食べ易い大きさとすることを考慮すると,60mm〜100mm,又は80mmであることが特に好ましい。また,チーズCの厚さT(平均値)は,15mm〜100mmとすればよく,特に20mm〜30mmであることが好ましい。
【0081】
本実施形態において,上記のチーズCは,切断加工装置100の供給部1に設けられたスライドテーブル11に,例えば,人手によって載置される。切断加工装置100は,複数個(例えば,2〜10個)チーズCを同時に切断加工することができるため,スライドテーブル11には複数個のチーズCを載置できる。スライドテーブル11上の食品載置部11bのそれぞれにチーズCが載置されるにあたり,供給部1に設けられた供給検知光電スイッチ15によってスライドテーブル11上に所定個数のチーズCがあるか否かが検知され,また,ワーク検出用エリアセンサ16によってスライドテーブル11周辺に移動物(例えば,人手)がないかが確認され確認される。所定個数のチーズCが載置されたことが検知され,またスライドテーブル11周辺に移動物がないことが確認されると,移載用ロッドレスシリンダ12が作動して,スライドテーブル11が,供給用レール13に沿って,装置下流側に位置する受渡し部2まで,水平移動する。
【0082】
スライドテーブル11が受渡し部2まで移動し,かつ,スライドテーブル11の上方に上段チャック部3と下段チャック部4が位置していることが確認されると,スライドテーブル11の下方に位置する受渡し用シリンダ21が作動して,ピストンロッド21aを上方に延伸させる。これに伴い,受渡し用シリンダ21のピストンロッド21aの先端に固定された支持プレート22が押圧されて,支持プレート22に設けられた複数の受渡し用ロッド部材23が,スライドテーブル11の食品載置部11bの開口を挿通して,チーズCを上方の切断加工レベルまで押し上げる。上方へ押し上げられたチーズCは,上段チャック部3と下段チャック部4の基板部材34,44の開口を通って,ベース部材32,42の中央孔32a,42aに挿入される。上段チャック部3と下段チャック部4は,チーズCが挿入されると,チャック駆動機構33,43を作動させて,複数の爪部材31,41により,チーズCの上部と下部をそれぞれ保持する。
【0083】
上段チャック部3と下段チャック部4がチーズCを保持した後,上段チャック駆動用サーボモータ51gと,下段チャック駆動用サーボモータ52fが回転し,上段チャック部3と下段チャック部4を,それぞれのレール51c,52bに沿って,搬送方向下流へと水平移動させる。このとき,上段チャック駆動用サーボモータ51gと下段チャック駆動用サーボモータ52fが回転数は,制御装置(図示省略)によって,上段チャック部3と下段チャック部4が等速で移動するように制御される。受渡し部2の下流には切断部6が位置しており,チーズCの切断点と同レベルにワイヤ61が張架されている。上段チャック部3と下段チャック部4は,チーズCをワイヤ61に押し付けながら,ワイヤ61を越えて水平移動することにより,チーズCの上部と下部とに水平に分断する。
【0084】
図10(b)は,ワイヤ61による切断後のチーズCの状態を示している。チーズCは,水平に形成された切断点(点線)を境として,上部Uと下部Lとに二分されている。ここで,図10(b)において,符号T1は,チーズCの上部Uの厚さを示し,符号T2は,チーズCの下部Lの厚さを示している。本発明において,チーズCの上部Uの厚さT1(平均値)は,下部Lの厚さT2(平均値)に対して,比較的厚く設けられるものであることが好ましい(T1>T2)。例えば,切断前のチーズCの厚さTを100%とした場合に,上部Uの厚さT1は,53%〜70%,又は55%〜60%とすることが好ましい。本実施形態において,上段チャック部3は,上段チャック昇降用ガイド付シリンダ51iによって昇降されるものであるため,上段チャック3によって保持されるチーズCの上部Uの厚さT1を比較的厚く形成することにより,上段チャック部3が昇降するときに,チーズCの上部Uが変形したり,外形が崩れたりする恐れを解消できる。他方,本実施形態において,下段チャック部4は水平移動のみをするものであり,下段チャック部4に保持されるチーズCの下部Lは,その外形が崩れる可能性が低いため,チーズCの下部Lの厚みT2を比較的薄くしても問題はない。ただし,本発明において,チーズCを切断するにあたり,上部Uの厚さT1と下部Lの厚さT2を等しいものとしてもよい。
【0085】
ワイヤ61によるチーズCの切断後,上段チャック部3と下段チャック部4が,切断部6の下流側に位置する合せ部8に移動した段階で,上段チャック駆動用サーボモータ51gと下段チャック駆動用サーボモータ52fとを一旦停止させる。その後,上段チャック昇降用ガイド付シリンダ51iを作動させて,上段チャック部用架台51aを上昇させることで,上段チャック部3に保持されたチーズCの上部Uの切断面と,下段チャック部4に保持されたチーズCの下部Lの切断面は,装置の高さ方向(Z方向)にける相対的な位置がずらされる。上段チャック昇降用ガイド付シリンダ51iは,上段チャック部用架台51aを上昇させたまま維持し,上段チャック部3を,切断加工レベルの上方にある待機レベルにおいて待機させる。
【0086】
その後,下段チャック駆動用サーボモータ52fの駆動を再開し,下段チャック部4を,装置下流側に位置する添加部7まで移動させる。添加部7の下方に下段チャック部4が移動すると,添加部7は,ホッパー71のホッパー駆動モータ71fによってドラム71cを回転させ,導出路71dとメッシュ71eを介して,下段チャック部4が保持するチーズCの下部Lの切断面に,添加物質Fを所定量添加する。
【0087】
図10(c)は,添加物質Fが,添加部7によって,チーズCの下部Lの切断面に添加された状態を示している。符号Sは,添加物質Fが添加された円領域の直径を示している。添加物質Fが塗布される領域の直径S(平均値)は,例えば,チーズCの直径D(平均値)に対して,50%〜100%,又は55%〜80%,60%〜70%であることが好ましい。
【0088】
添加部7によって添加物質Fが添加された後,下段チャック駆動用サーボモータ52fは逆回転し,下段チャック部4を戻り方向(X方向負方向)に水平移動させ,上段チャック部3が待機する合せ部8まで移動させる。このとき,添加部7と合せ部8の間には,色面積センサ74が位置しており,下段チャック部4に保持されたチーズCの下部Lの切断面に,過不足なく添加物質Fが添加されているか否かを検出する。下段チャック部4が,合せ部8まで移動されると,上段チャック部3と下段チャック部4の平面方向(XY方向)における相対位置が一致する。この時のチーズCの状態は,図10(d)に示されている。
【0089】
上段チャック部3と下段チャック部4の位置が一致すると,上段チャック昇降用ガイド付シリンダ51iがピストンロッドを収縮させて,上段チャック部用架台51aを下降させる。これに伴い,上段チャック部3も下降して,チーズCの上部Uの切断面と,下部Lの切断面とが合わさり,その間に添加物質Fを挟持するようになる。この時のチーズCの状態は,図10(e)に示されている。
【0090】
続いて,上段チャック部3の下降が完了すると,複数の上部の合せ用シリンダ81が作動して,ピストンロッド81aを下方に向かって延伸させる。複数の上部の合せ用シリンダ81のピストンロッド81aは,上段チャック部3により保持されたチーズCの上部Uを,上方から下方に向かって押圧する。また,下部の合せ用シリンダ82が作動して,ピストンロッド82aを上方に向かって延伸させることにより,支持プレート82cに支持された複数の合せ用ロッド部材82bを上昇させる。複数の合せ用ロッド部材82bは,丸ベルトコンベア83の丸ベルト83aの間を挿通して,下段チャック部4に保持されたチーズCの下部Lを,下方から上方に向かって押圧する。これにより,チーズCは,上部の合せ用シリンダ81のピストンロッド81aと,合せ用ロッド部材82bによって,上下方向から挟持されて密着する。上段チャック部3と下段チャック部4は,上部の合せ用シリンダ81と下部の合せ用シリンダ82を介して食品類が挟持された段階で,チャック駆動機構33,43を逆駆動させて,チーズCの保持を解除する。上段チャック部3と下段チャック部4により保持が解除された後,下部の合せ用シリンダ82のピストンロッド82aが下降し,チーズCは,丸ベルトコンベア83における丸ベルト83aの搬送面上に載置される。その後,丸ベルトコンベア83は,丸ベルトコンベア駆動モータ83dを駆動させて丸ベルト83aを周回させ,上部と下部が重ね合わされた食品類を搬送方向(X方向)と直交する排出方向(Y方向負方向)に,搬出する。チーズCは,丸ベルトコンベア83によって搬出されることにより,排出口を介して,外枠ケース101の外部へと排出される。
【0091】
丸ベルトコンベア83による排出方向(Y方向負方向)の下流側には,押え部9が位置する。押え部9は,平ベルトコンベア91を有し,丸ベルトコンベア83により搬出されたチーズCが連続的に平ベルトコンベア91の搬送面上に供給される。平ベルトコンベア91の高さ方向上方(Z方向正方向)には,切断加工される食品類の数に応じた数の押え用シリンダ92が位置する。切断加工されたチーズCが平ベルトコンベア91の搬送面上に揃った段階で,平ベルトコンベア91は一旦停止し,各押え用シリンダ92が作動する。押え用シリンダ92が作動すると,ピストンロッド92aが下降し,ピストンロッド92aと平ベルトコンベア91の搬送面との間でチーズCを上下方向に押圧して,さらに密着させる。これにより,チーズCの上部Uと下部Lの結着強度が向上する。その後,再度,平ベルトコンベア91が駆動して,各チーズCは,図示しない回収台へと移送される。回収台へと移送されたチーズCは,例えば,人手によって回収される。
【実施例】
【0092】
以下,実施例を挙げて本発明をさらに詳細に説明するが,本発明は,これにより限定されるものではない。
【0093】
(実施例1)
一般的なカマンベールチーズの製造方法に従って製造して,熟成途中で白カビが生育したチーズを用意し,切断点を基準に上部と下部のそれぞれを,図6(b)の開放されている上段チャック部及び下段チャック部に合わせた。その後,チーズカードを同じタイミングで上段チャック部及び下段チャック部の4つの爪部材を内側に押し込むことで保持した。上段チャック部及び下段チャック部の駆動はエアシリンダで行った。保持後に水平に搬送し,切断点と同レベルの高さで且つ搬送方向と水平に張ったワイヤに当てることで略水平方向に切断することができた。切断後のカマンベールチーズカードの保持による傷跡はわずかであり,更なる熟成によりその傷跡は全く目立たないものであった。
【0094】
(実施例2)
実施例1で略水平方向に切断されたカマンベールチーズの切断後の下部のチーズカードをさらに搬送し,加水後に滅菌されたブラックペッパーを無菌的に充填したホッパーよりブラックペッパー0.5g相当となる量を機械的に均一に散布した。散布後に当該下部のチーズカードを更に搬送し,保持していた上部のカードと合わせて,ブラックペッパーを挟んだカマンベールチーズカードを製造した。当該カマンベールチーズカードを1日間で熟成し,その後6等分となるようポーションカットを行い,個包装されたチーズ片をポリプロピレンのカップに入れ,追加熟成を行った。追加熟成の終了後にレトルト加熱殺菌処理を施した後に冷蔵温度まで冷却し,製品とした。
製品の形状を確認すると,チーズカード保持による傷跡は熟成により全く目立たないものとなった。また,ポーションカット時および個包装時にチーズの漏れや変形などが生じることはなく,通常のポーションカット品と同様に機械によりカット及び個包装することが可能であった。さらに,得られた製品は,加熱殺菌時にチーズ及び/又はペッパーが個包装フィルムから漏れ出すことなく,またチーズの形状が変形することもなかった。
【0095】
このように,本発明によれば,カビによる表面熟成軟質チーズの形状を損なうことなく,また保持による傷跡も殆どない状態で機械的に略水平方向に切断することができた。また,切断後に添加物質を散布する装置及び上下カードを合わせる装置も同時に搭載することで,これまで手作業が主体であった添加物質を挟んだカビによる表面熟成軟質チーズの連続生産が可能となった。
【産業上の利用可能性】
【0096】
本発明は,食品類を水平に切断した後に切断面に添加物質を添加する加工を行う切断加工装置及び切断加工方法に関する。このため,本発明は,食品類の製造業において好適に利用し得る。
【符号の説明】
【0097】
1…供給部 2…受渡し部 3…上段チャック部 4…下段チャック部 5…移動制御手段 6…切断部 7…添加部 8…合せ部 9…押え部
30,40…保持要素 31,41…爪部材 31a,41a…スライドピン 31b,41b…面当接部 32,42…ベース部材 32a,42a…中央孔 32b,42b…スライド孔 32c,42c…突出部 32d,42d…連結ピン用孔 33,43…チャック駆動機構 33a,43a…長軸部材 33b,43b…短軸部材 33c,43c…四隅ピン 33d,43d…連結ピン 33e,43e…支点ピン 33f,43f…駆動起点部 33g,43g…チャック駆動用シリンダ 33h,43h…ピストンロッド 33i,43i…起点ピン 34,44…基板部材 35,45…ガイド枠体 35a,45a…ガイド部
100…切断加工装置
【技術分野】
【0001】
本発明は,食品類を切断した後に切断面に添加物質を添加する加工を行う切断加工装置及び切断加工方法に関する。また,本発明は,この切断加工装置及び切断加工方法を利用した食品類の製造方法に関する。
【背景技術】
【0002】
以前から,例えば,チーズやパンのような食品類を切断し,その間に添加物質を挟み込んで製造された加工食品が知られている。
【0003】
例えば,特許文献1には,成型されたチーズカードの間に食品類をはさんだ後,チーズカードを結着するように熟成させて一体化させることにより得られる食品類を内包した白カビチーズ製品が開示されている。また,特許文献2には,風味物質が添加されたチーズカードをポーションカットするカビによる表面熟成軟質チーズが開示されている。また,文献3には,水平な切断部が設けられたパンの間に,ハンバーグや野菜のような具材を挟み込んで得られる調理パンが開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−176725号公報
【特許文献2】特開2007−20536号公報
【特許文献3】特開平11−32661号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
一方,これらのチーズやパンのような食品類の間に添加物質を挟むためには,食品類を水平に切断する工程を行うことが必要である。しかしながら,食品類自体は軟らかいものであるため,機械的に水平に切断すると,食品類が変形して切断加工後の製品の外観が損なわれる恐れがあり,食品類の形状を保ちながら,食品類を機械的に水平に切断することは困難であった。このため,以前から,食品類を水平に切断する作業は,人手によって行わざるを得ないものであったが,この作業を人手によって行う場合,長時間連続的に大量の食品類を切断し続けることや,水平に切断する作業を衛生環境の保たれた状態で行うことが非常に困難となっていた。
【0006】
さらに,一旦,人手によって食品類を水平に切断し,その間に添加物質を添加する場合,切断された食品類の上部と下部の位置を正確に重ね合わせる作業を効率的に行うことが困難であった。例えば,食品類を水平に切断する作業,添加物質を添加する作業,及び切断した食品類を重ね合わせる作業を,すべて人手によって行うこととすると,生産効率の低下を招く恐れがあった。また,例えば,人手によって食品類を水平に切断する作業を行った後,加工機械を利用して,添加物質を添加する工程と,切断した食品類を重ね合わせる工程を行う場合,食品類の上部と下部に位置ずれが生じ,良品出荷率の低下を招く恐れがあった。
【0007】
このため,現在では,食品類の外観を損なうことなく,食品類を機械的に切断し,切断した食品類の間に添加物質を効率的に添加することのできる切断加工装置,及び切断加工方法が求められている。
【課題を解決するための手段】
【0008】
そこで,本発明の発明者は,上記の従来発明の問題点を解決する手段について鋭意検討した結果,食品類の上部と下部を,それぞれ別個のチャック部によって保持した状態で,ワイヤなどの切断部により上下に切断することにより,食品類の外観を損なうことなく,食品類を機械的に切断することができるという知見を得た。さらに,食品類の切断後,食品類の下部の切断面に添加物質を塗布し,その後に,上下のチャック部の位置合わせを行なって,食品類の上部と下部を重ね合わせることにより,切断した食品類の間に添加物質を効率的に添加することができるという知見を得た。そして,本発明の発明者は,上記の知見に基づけば,従来技術の課題を解決できることに想到し,本発明を完成させた。
具体的に本発明は,以下の構成を有する。
【0009】
本発明の第1の側面は,食品類を切断して加工する切断加工装置に関する。
本発明の切断加工装置は,食品類の切断点よりも上部を保持する上段チャック部3と,食品類の切断点よりも下部を保持する下段チャック部4と,食品類を切断する切断部6と,食品類に対して添加物質を添加する添加部7と,食品類の切断面を合わせる合せ部8と,を有する。
切断部6は,食品類が上段チャック部3及び下段チャック部4によって保持された状態で,食品類を上部と下部とに切断する。
添加部7は,下段チャック部4により保持されている食品類の下部の切断面に対して添加物質を添加する。
合せ部8は,食品類の下部の切断面に添加物質が添加された後,上段チャック部3に保持されている食品類の上部の切断面と,下段チャック部4に保持されている食品類の下部の切断面とを合わせる。
【0010】
上記の構成のように,本発明の切断加工装置は,食品類を切断し,切断面に添加物質を添加することで,添加物質が挟まれた食品類を得ることができる。特に,本発明の切断加工装置は,食品類の上部と下部を,上段チャック部3と下段チャック部4のそれぞれによって保持した状態で,切断部6によって切断するものであるため,例えば,表面熟成軟質チーズのような軟らかい食品類であっても,その外観を崩すことなく切断することができる。
【0011】
本発明の切断加工装置において,上段チャック部3及び下段チャック部4の移動を制御する移動制御手段5を,さらに有することが好ましい。
この場合,移動制御手段5は,食品類を保持する上段チャック部3及び下段チャック部4を,切断部6が位置する方向に移動させる。
切断部6は,移動制御手段5により移動される上段チャック部3及び下段チャック部4に保持された前記食品類が押し付けられることにより,切断点において前記食品類を上部と下部とに切断する。
移動制御手段5は,切断部6により食品類が切断された後,食品類の上部を保持する上段チャック部3と,食品類の下部を保持する前記下段チャック部4の相対的な位置をずらし,下段チャック部4を添加部7が存在する方向に移動させる。
添加部7は,移動制御手段5により移動された下段チャック部4により保持されている食品類の下部の切断面に対して添加物質を添加する。
移動制御手段5は,食品類の下部の切断面に対して添加物質が添加された後,食品類の上部を保持する上段チャック部3と,食品類の下部を保持する下段チャック部4の位置を一致させる。
合せ部8は,移動制御手段5が上段チャック部3と下段チャック部4の位置を一致させた後に,上段チャック部3に保持されている食品類の上部の切断面と,下段チャック部4に保持されている食品類の下部の切断面とを合わせる。
【0012】
上記の構成のように,上段チャック部3と下段チャック部4とで食品類の上下を保持したまま,ワイヤやブレードなどの切断部6に食品類を押し付けて切断することで,例えば,表面熟成軟質チーズのような軟らかい食品類であっても,その外観を崩すことなく容易に切断することができる。また,食品類を上下に切断した後,食品類の下部を保持する下段チャック部4を,添加部7の下へ移動させて食品類の下部の切断面に対して添加物質が添加することで,食品類の切断工程と添加物質の添加工程を一連の流れで行うことができる。従って,本発明によれば,上部と下部に分断された食品類の間に,効率的に(流れ作業的に)添加物質を添加することができる。
【0013】
本発明の切断加工装置において,上段チャック部3及び下段チャック部4は,食品類の上部及び/又は下部に当接する複数の爪部材31,41を有し,複数の爪部材31,41を食品類の上部及び/又は下部の外周面に当接させることにより,食品類の上部及び/又は下部を保持することが好ましい。
【0014】
上記の構成のように,複数の爪部材31,41によって食品類を保持することにより,軟らかく崩れやすい食品類であっても,その形状を崩すことのない適切な押圧力で保持することができる。また,複数の爪部材31,41で食品類の外表面を保持することで,食品類を上段チャック部3及び下段チャック部4から取り外す際に,食品類の外表面が上段チャック部3や下段チャック部4に結着し,剥がれ難くなるような事態を防止できる。
【0015】
本発明の切断加工装置において,上段チャック部3及び下段チャック部4は,爪部材31,41と,ベース部材32,42と,チャック駆動機構33,43を有するものであることが好ましい。ベース部材32,42は,食品類が挿入される中央孔32a,42aと,中央孔32a,42aの周囲に形成された長細の複数のスライド孔32b,42bが形成された形状となっている。この長細のスライド孔32b,42bのそれぞれは,ベース部材32,42の中心に対して,所定角度傾斜して設けられている。また,爪部材31,41は,ベース部材32,42のスライド孔32b,42bのそれぞれに挿通されたスライドピン31a,41aを有し,このスライドピン31a,41aを介して,ベース部材32,42に連結されている。このため,爪部材31,41は,スライドピン31a,41aがスライド孔32b,42bを進退することにより,食品類の外表面に対して,当接又は離間する。また,チャック駆動機構33,43は,爪部材31,41のスライドピン31a,41aが,ベース部材32,42のスライド孔32b,42bを進退するように,ベース部材32,42を駆動させる。例えば,チャック駆動機構33,43は,爪部材31,41のスライドピン31a,41aが,ベース部材32,42に設けられたスライド孔32b,42bの一端から他端までスライドするように,ベース部材32,42を一定角度で回動させる。
【0016】
上記の構成のように,上段チャック部3及び下段チャック部4が,ベース部材32,42の駆動により,爪部材31,41を進退させて食品類を保持することにより,爪部材による押圧力を適切なものに調整し易くなる。このため,軟らかい食品類であっても,その外形を崩すことなく適切に保持することができる。
【0017】
本発明の第2の側面は,食品類を水平に切断して加工する切断加工方法に関する。
本発明の切断加工方法は,まず,食品類の切断点よりも上部を保持する上段チャック部3と,食品類の切断点よりも下部を保持する下段チャック部4とにより,食品類を保持する工程を行う。続いて,食品類が上段チャック部3及び下段チャック部4によって保持された状態で,切断部6により食品類を上部と下部に切断する工程を行う。また,食品類を上部と下部に切断した後,添加部7により,下段チャック部4に保持された食品類の下部の切断面に対して添加物質を添加する工程を行う。そして,添加物質が添加された後,上段チャック部3に保持されている食品類の上部の切断面と,下段チャック部4に保持されている食品類の下部の切断面とを合わせる工程を行う。
【0018】
上記の工程のように,食品類の上部と下部をそれぞれ保持した状態で,食品類を切断することにより,食品類の外観を損なうことなく,その切断面を美麗なものとすることができる。また,食品類の切断工程と添加物質の添加工程を一連の流れで行うことで,食品類の間に効率的に添加物質を添加することができる。特に,本発明の切断加工方法は,上段チャック部3を所定位置に停止させたまま,下段チャック部4のみを移動させて,下段チャック部4に保持された食品類の下部の切断面に,添加物質を添加するものであるため,食品類の移動を抑えることができる。また,例えば,表面熟成軟質チーズのような食品類の場合,チャック部による保持された状態での移動が多いと,その移動の間に外形が崩れる恐れがある。この点,本発明では,下段チャック部4のみを添加物質の添加部7に向かって移動させればよいため,少なくとも上段チャック部3の移動距離を抑えることができ,結果として,食品類の外形が崩れる事態を防止できる。
【0019】
本発明の第3の側面は,添加物質が添加された食品類の製造方法に関する。
本発明の製造方法は,まず,食品類の切断点よりも上部を保持する上段チャック部3と,食品類の切断点よりも下部を保持する下段チャック部4とにより,食品類を保持する工程を行う。続いて,食品類が上段チャック部3及び下段チャック部4によって保持された状態で,切断部6により食品類を上部と下部に切断する工程を行う。また,食品類を上部と下部に切断した後,添加部7により,下段チャック部4に保持された食品類の下部の切断面に対して添加物質を添加する工程を行う。そして,添加物質が添加された後,上段チャック部3に保持されている食品類の上部の切断面と,下段チャック部4に保持されている食品類の下部の切断面とを合わせる工程を行う。
【0020】
上記の製造方法は,食品類の上部と下部をそれぞれ保持した状態で食品類を切断し,その切断面に添加物質を添加するものであるため,製造された食品類は,その外観が損なわれず,またその切断面も美麗なものとなる。
【発明の効果】
【0021】
本発明は,食品類の上部と下部を,上段チャック部と下段チャック部のそれぞれによって保持した状態で,切断部により切断するものであるため,例えば,表面熟成軟質チーズのような軟らかい食品類であっても,その外観を崩すことなく切断することができる。
【0022】
本発明は,食品類の切断後,食品類の下部を保持する下段チャック部を移動させて,食品類の下部の切断面に添加物質を添加するものであるため,食品類の切断工程と添加物質の添加工程を一連の流れで行うことができる。従って,本発明によれば,上部と下部に分断された食品類の間に,効率的に添加物質を添加することができる。
【図面の簡単な説明】
【0023】
【図1】図1は,本発明の切断加工装置の好ましい実施形態を示す平面図である。
【図2】図2は,切断加工装置の上段チャック部を抽出して示した平面図である。
【図3】図3は,本発明の切断加工装置の好ましい実施形態を示す断面図であり,図1のX−X線における断面形状を示している。
【図4】図4は,本発明の切断加工装置の好ましい実施形態を示す断面図であり,図1のY1−Y1線における断面形状を示している。
【図5】図5は,切断加工装置の上段チャック部及び下段チャック部を抽出して示した図である。
【図6】図6は,上段チャック部及び下段チャック部の保持要素を拡大して示した図である。
【図7】図7は,本発明の切断加工装置の好ましい実施形態を示す断面図であり,図1のY2−Y2線における断面形状を示している。
【図8】図8(a)は,本発明の切断加工装置の好ましい実施形態を示す断面図であり,図1のY3−Y3線における断面形状を示している。図8(b)は,本発明の丸ベルトコンベアと平ベルトコンベアを抽出して示した平面図である。
【図9】図9は,本発明の押え部を抽出して示した側面図である。
【図10】図10は,切断加工されるチーズの各工程における状態を概念的に示した図である。
【発明を実施するための形態】
【0024】
以下,図面を用いて本発明を実施するための好ましい形態について説明する。ただし,本発明は,以下に説明する形態に限定されるものではなく,以下の形態から当業者が自明な範囲で適宜修正したものも含む。
【0025】
(1.切断加工装置の全体構成について)
まず,本発明に係る食品類の切断加工装置100の全体構成について説明する。
切断加工装置100により切断加工される「食品類」は,特に限定されるものでない。「食品類」の例は,カビによる表面熟成軟質チーズ,パン,饅頭,米菓子,餅菓子,チョコレート,ケーキ,アップルパイ,ハム,ソーセージ,又はかまぼこである。特に,切断加工装置の切断加工対象である食品類は,表面熟成軟質チーズであることが好ましい。表面熟成軟質チーズの例としては,カマンベール,ブリー,ブルソー,カプリス・デ・デュー,及びシュプレムが挙げられる。
【0026】
図1は,本発明に係る切断加工装置100の好ましい形態を示す平面図である。図2は,切断加工装置100の上段チャック部3を抽出して示した平面図である。また,図3は,図1におけるX−X線における断面図を示している。なお,図において,立体空間における方向を理解し易くするために,直交座標X,Y,Zを設定した。
図1から図3に示されるように,本実施形態に係る切断加工装置100は,供給部1,受渡し部2,上段チャック部3,下段チャック部4,移動制御手段5,切断部6,添加部7,合せ部8,及び押え部9を有している。
【0027】
供給部1は,装置上流に位置し,加工装置内の衛生環境を保つ衛生空間を形成するための外枠ケース101の外部に設けられている。供給部1は,スライドテーブル11を有し,スライドテーブル11には,切断加工の対象である食品類が,例えば人手によって載置される。本実施形態において,切断加工装置100は,一度の6個の食品類の切断加工が可能である。このため,スライドテーブル11には6個の食品類を載置可能である。ただし,切断加工装置100によって一度に切断加工可能な食品類の個数は,1個であってもよいし,2〜10個,又は4〜8個であってもよい。スライドテーブル11は,テーブル本体11aに,食品類が落下しない程度の大きさの開口を有する食品載置部11bが,切断加工する食品類と同数箇所で設けられている。例えば,図1に示されるように,食品載置部11bには,櫛状の開口を設けることが好ましい。これにより,軟らかい食品類であっても食品載置部11bに結着しにくくなる。この食品載置部11bのそれぞれには,食品類が載置される。スライドテーブル11に所定個数の食品類が載置されると,スライドテーブル11は,移載用ロッドレスシリンダ12の直線運動機構によって,供給用レール13を摺動しながら,搬送方向(X方向正方向)に移動される。これにより,スライドテーブル11は,供給口を介して,外枠ケース101の内部まで進行する。図1及び図3において,スライドテーブル11の移動範囲は,両矢印11´によって示されている。このように,供給部1を設けることで,外枠ケース101内の衛生環境を維持したまま,食品類の供給が可能になる。
【0028】
供給部1の装置下流側には,受渡し部2が位置する。図3に示されるように,受渡し部2は,受渡し用シリンダ21と,受渡し用シリンダ21によって昇降される支持プレート22と,支持プレート22に固定され垂直方向(Z方向)に立設した受渡し用ロッド部材23を有する。受渡し用ロッド部材23は,切断加工を行う食品類の個数に応じた数だけ設けられている。受渡し部2は,通常の状態において,スライドテーブル11が移動する供給レベルよりも下方に位置している。スライドテーブル11は,搬送方向(X方向)に向かって進行し,受渡し部2の上方まで移動して,一旦停止する。スライドテーブル11が停止すると,受渡し用シリンダ21が作動し,ピストンロッド21aを上方(Z方向正方向)に向かって上昇させる。受渡し用シリンダ21のピストンロッド21aは,支持プレート22を押圧することにより,複数個の受渡し用ロッド部材23を上昇させる。受渡し用ロッド部材23は,スライドテーブル11の食品載置部11bに設けられた開口を挿通して,食品類を切断加工レベルまで上昇させる。このとき,受渡し用シリンダ21の上方の切断加工レベルには,上段チャック部3と下段チャック部4が位置している。このため受渡し用ロッド部材23により上昇された食品類は,上段チャック部3と下段チャック部4へと受け渡される。
【0029】
上段チャック部3と下段チャック部4は,受渡し部2によって上昇された食品類を保持するための保持機構を持つ。受渡し用シリンダ21によって上昇された食品類が複数個である場合,上段チャック部3と下段チャック部4は,複数個の食品類を同時に保持する。上段チャック部3と下段チャック部4のそれぞれは,食品類の外形が崩れない程度の押圧力によって食品類を外周面から押圧する。食品類の水平切断点を境とすると,上段チャック部3は食品類の上部を保持し,下段チャック部4は食品類の下部を保持するものである。上段チャック部3と下段チャック部4のそれぞれは,移動制御手段5によって,X方向への移動が制御されている。上段チャック部3と下段チャック部4が食品類の上部及び下部を保持すると,移動制御手段5は,上段チャック部3と下段チャック部4を連動して,搬送方向(X方向正方向)に移動させる。図1及び図3において,上段チャック部3の移動範囲は両矢印3´によって示され,下段チャック部4の移動範囲は両矢印4´によって示されている。
【0030】
受渡し部2の装置下流側には,切断部6が位置する。切断部6の例は,装置の流れ方向と直交する方向(Y方向)にテンションを掛けて張架されたピアノ線などのワイヤ61を含む。上段チャック部3と下段チャック部4は,食品類の上部と下部をそれぞれ保持した状態で,移動制御手段5によって,切断部6が存在する方向に移動される。このため,上段チャック部3と下段チャック部4によって保持された食品類が,上段チャック部3と下段チャック部4の間の切断点において,切断部6に当接する。そして,食品類は,切断部6に当接したまま押し込まれて,上段チャック部3により保持される上部と,下段チャック部4によって保持される下部とに,水平に分断される。このように,食品類は,その上部と下部とを保持された状態で,上部と下部の境に相当する切断点において水平に切断される。このため,食品類が例えば,表面熟成軟質チーズのように軟らかいものであっても,その外形を損なうことなく,美麗な切断面を形成することができる。食品類の切断後,移動制御手段5は,上段チャック部3と下段チャック部4を,平面方向における相対的位置を一致させたまま,切断部6を越えて,搬送方向(X方向正方向)へ水平移動させる。
【0031】
ただし,切断部6は,上段チャック部3と下段チャック部4の間において食品類を切断可能なものであれば,ワイヤに限定されず,例えば,薄刃のブレードなどを採用することもできる。この場合,ブレードの刃体と食品類の接触面積を小さくすることにより,食品類がカッターに付着することを抑えることができる。ブレードの切断刃の形状には制限はないが,特開2008−200814号公報で開示されているような大きさと形状を採り入れることで,チーズを始めとする食品類の切断が容易となる。例えば,切断刃は,切断刃によって切断された食品類相互の切断面の接触を遮断する形状の刃体からなり,当該刃体の一方の端に当該刃体を切断装置の本体部に固定する取付部を備えていると共に,当該取付部から当該取付部に対向する側にあたる先端部までの当該刃体の長手方向の上側部に切断部を備えている構造とすればよい。
【0032】
なお,本発明において,食品類を切断する方法は,上記の構成のように,上段チャック部3及び下段チャック部4を,静止している切断部6が存在する方向に向かって移動させて,食品類を切断部6に押し付けて切断する方法に限定されない。例えば,上段チャック3及び下段チャック部を静止させておき,これらのチャック部が存在する位置に向かって,切断部6を移動させて,食品類を切断することもできる。また,両チャック部3,4を切断部6の方向に移動させつつ,切断部6をチャック部3,4の方向に移動させて,両者の交わる点において食品類を切断する方法も採用し得る。
【0033】
上段チャック部3と下段チャック部4が切断部6を超えた後,移動制御手段5は,両チャック部3,4を,所定位置において一旦停止させる。この所定位置は,合せ部8に相当する位置であることが好ましい。合せ部8は,上段チャック部3と下段チャック部4が水平移動する切断加工レベルを挟んで,装置の高さ方向(Z方向)に互いに対向する位置に,上部の合せ用シリンダ81と,下部の合せ用シリンダ82とを有する。合せ部8は,後の工程において,上段チャック部3に保持されている食品類の上部の切断面と,下段チャック部4に保持されている食品類の下部の切断面とを重ね合わせるように機能する。
【0034】
上段チャック部3と下段チャック部4が所定位置において停止すると,移動制御手段5は,上段チャック部3を,装置の高さ方向上方(Z方向正方向)の待機レベルまで上昇させる。これにより,食品類の上部の切断面と食品類の下部の切断面の間隙が広がる。上段チャック部3は,上昇後,待機レベルにおいて待機状態となる。他方,下段チャック部4は,上段チャック部3の上昇後,移動制御手段5によって,切断加工レベルにおける搬送方向(X方向正方向)への水平移動が再開される。
【0035】
合せ部8の装置下流側には,添加部7が位置している。添加部7は,下段チャック部4により保持されている食品類の下部の切断面に対して添加物質を添加する。食品類に添加される「添加物質」は,切断加工対象である食品類以外の可食物であればよい。添加物質としては,バジルやオレガノ等のハーブ類およびペッパーやシナモン,ガーリック等のスパイス類といった香辛料をはじめとした風味物資を使用することができる。また,添加物質としては,調味料,果実調製品や,野菜類,ナッツ類,又はハム等の獣肉製品などの食品を使用することもできる。さらに,添加物質としては,乳酸菌,アミノ酸,アミノコラーゲン(登録商標),ビフィズス菌,プロフェック(登録商標),又は香料などの食品添加物も使用することができる。また,例えば,加工切断の対象の食品類が白カビチーズである場合に,その中に添加される添加物質を青カビなどの菌類とすることも可能である。これにより,表面に白カビが育成し,内部に青カビが育成したチーズ製品(例えば,ブール・ド・ネージュと呼ばれるチーズ製品)を製造することができる。さらに,添加物質には,上記の可食物に加え,結着剤が含まれていても良い。結着剤としては,例えば,デキストリン,澱粉,加工澱粉,卵白,卵白粉,ゼラチン,寒天,増粘多糖類,カゼイン,プロセスチーズ,軟質チーズ,ホエイ粉,ホエイたんぱく質濃縮物,ホエイたんぱく質分離物,大豆たんぱく質,及びグルテンのいずれか一種以上を用いることができる。例えば,食品類としてチーズが選択された場合において,チーズの上部と下部の間に結着剤を添加して,両者の結合を強固にすることで,上部と下部とを結着させたチーズをポーションカットし易くなる。これらの添加物質は,1種類,あるいは2種類以上を組み合わせて使用することも可能である。
【0036】
下段チャック部4は,移動制御手段5により,添加部7が存在する位置に向かって移動される。添加部7は,下段チャック部4が水平移動する切断加工レベルよりも上方に位置する。このため,下段チャック部4は水平移動することにより,添加部7の高さ方向(Z方向)の下方に進行する。移動制御手段5は,下段チャック部4が添加部7の下方に位置した段階で,下段チャック部4の移動を停止させる。添加部7は,下段チャック部4との平面方向(XY面方向)の相対位置が一致すると,下段チャック部4に保持されている食品類の下部の切断面に対して添加物質を添加する。添加部7が添加物質を添加する方法は,特に限定されず,例えば,食品類の下部の切断面の全体に対して添加物質を均一に散布,塗布,又は噴霧するものであってもよいし,食品類の下部の切断面に対して添加物質を局所的に注入,挿入,又は載置するものであってもよい。
【0037】
添加部7によって添加物質の添加が完了した後,移動制御手段5は,下段チャック部4を,装置上流側に向かって戻り方向(X方向負方向)に,上段チャック部3が待機している所定位置まで水平移動させる。すなわち,本実施形態において,上段チャック部3は合せ部8に相当する位置で待機しているため,下段チャック部4が合せ部8に相当する位置に移動するよう制御を行う。移動制御手段5は,下段チャック部4を水平移動させて,下段チャック部4の平面方向(XY面方向)の位置と,上段チャック部3の平面方向(XY面方向)の位置とを一致させる。これにより,待機レベルにおいて待機している上段チャック部3の下方に,下段チャック部4が位置することとなる。移動制御手段5は,上段チャック部3と下段チャック部4の相対位置が一致した段階で,待機レベルにある上段チャック部3を切断加工レベルまで下降させ,上段チャック部3により保持されている食品類の上部の切断面と,下段チャック部4により保持されている食品類の下部の切断面とを一致させる。
【0038】
本実施形態において,合せ部8は,切断部6と添加部7の間に位置し,上段チャック部3と下段チャック部4を挟んで,装置の高さ方向(Z方向)に互いに対向する位置に,上部の合せ用シリンダ81と下部の合せ用シリンダ82とを有する。また,合せ部8は,丸ベルトコンベア83を有し,この丸ベルトコンベア83は,装置の高さ方向(Z方向)において,上部の合せ用シリンダ81と下部の合せ用シリンダ82の間であって,上段チャック部3と下段チャック部4が位置する切断加工レベルよりも下方の位置に,複数の丸ベルト83aを有する。各丸ベルト83aは,装置幅方向(Y方向)の両端に位置するヘッドプーリ83b及びテールプーリ83cを通ってエンドレスに周回して掛けられており,丸ベルトコンベア駆動モータ83dにより周回駆動される。
【0039】
合せ部8において,上部の合せ用シリンダ81が作動するとピストンロッド81aが下降し,下部の合せ用シリンダ82が作動するとピストンロッド82aが上昇する。上部の合せ用シリンダ81のピストンロッド81aは,上段チャック部3に保持された食品類の上部に当接する。また,下部の合せ用シリンダ82のピストンロッド82aは,食品類の数に応じた本数の合せ用ロッド部材82bを支持する支持プレート82cを押圧する。合せ用ロッド部材82bは,丸ベルト83aの間を挿通して,下段チャック部4に保持された食品類の下部に当接する。これにより,食品類は,上部の合せ用シリンダ81のピストンロッド81aと,合せ用ロッド部材82bによって,上下方向から挟持される。上部の合せ用シリンダ81と下部の合せ用シリンダ82を介して食品類が挟持された段階で,上段チャック部3と下段チャック部4は,食品類の保持を解除する。上段チャック部3と下段チャック部4により保持が解除された後,下部の合せ用シリンダ82のピストンロッド82aが下降し,食品類は,丸ベルトコンベア83における丸ベルト83aの搬送面上に載置される。その後,丸ベルトコンベア83は,丸ベルトコンベア駆動モータ83dを駆動させて,丸ベルト83aを周回させ,上部と下部が重ね合わされた食品類を搬送方向(X方向)と直交する排出方向(Y方向負方向)に,搬出する。食品類は,丸ベルトコンベア83によって搬出されることにより,排出口を介して,外枠ケース101の外部へと排出される。
【0040】
丸ベルトコンベア83による排出方向(Y方向負方向)の下流側には押え部9が位置する。押え部9は,平ベルトコンベア91を有し,丸ベルトコンベア83により搬出された食品類が連続的に平ベルトコンベア91の搬送面上に供給される。平ベルトコンベア91の高さ方向上方(Z方向正方向)には,切断加工される食品類の数に応じた数の押え用シリンダ92が位置する。切断加工された食品類が平ベルトコンベア91の搬送面上に揃った段階で,平ベルトコンベア91は一旦停止し,各押え用シリンダ92が作動する。押え用シリンダ92が作動すると,ピストンロッド92aが下降し,ピストンロッド92aと平ベルトコンベア91の搬送面との間で食品類を上下方向に押圧する。これにより,食品類の上部と下部の結着強度を向上させることができる。その後,再度,平ベルトコンベア91が駆動して,各食品類が,図示しない回収台へと移送される。回収台へと移送された食品類は,例えば,人手によって回収される。
【0041】
(2.切断加工装置の各部構成について)
続いて,図を参照して,好ましい形態に係る切断加工装置の各部の構成について説明する。
【0042】
(2−1.供給部)
図4は,図1のY1−Y1線における断面図に相当し,主として,供給部1,受渡し部2,上段チャック部3,及び下段チャック部4を示している。なお,図4においては,一点鎖線より右方と左方とで,受渡し部2及び上段チャック部3の異なる状態を描画している。一点鎖線右方側は,受渡し部2の受渡し用シリンダ21が作動してピストンロッド21aが延伸した状態である。他方,一点鎖線左方側は,受渡し用シリンダ21のピストンロッド21aが収縮して元の位置に戻った状態となり,かつ,上段チャック部3が上昇した状態を示している。
【0043】
図1,図3,及び図4に示されるように,供給部1は,搬送方向(X方向)に直交する方向(Y方向)を長手とするスライドテーブル11を有する。スライドテーブル11は,テーブル本体11aと,テーブル本体11aに食品類を載置するための食品載置部11bを有する。食品載置部11bは,切断加工される食品類の数に応じた数(本実施形態では6箇所)形成され,各箇所には櫛状の開口が形成されており,食品類を載置しても落下しないようになっている。また,切断加工装置100の基礎架台102の両側面には,移載用ロッドレスシリンダ12が設けられている。移載用ロッドレスシリンダ12は,供給用レール13とリニアガイド14を有し,リニアガイド14はスライドテーブル11の長手方向両端部分にボルト等を介して固定されている。リニアガイド14は,供給用レール13上をスライドするものであり,移載用ロッドレスシリンダ12によってスライドテーブル11を供給用レール13に沿って往復移動させる場合のガイド機構として機能する。移載用ロッドレスシリンダ12の機構としては公知のものを採用することができ,例えば,移載用ロッドレスシリンダ12は,ボールねじの回動により,基礎架台102に固定された供給用レール13に沿って,リニアガイド14を往復動させる。これにより,スライドテーブル11は,移載用ロッドレスシリンダ12を駆動源として,供給用レール13が配設された範囲(図1等に示された両矢印11´の範囲)において,水平方向に移動可能となる。
【0044】
また,切断加工装置100の基礎架台102には,加工装置内の衛生環境を保つ衛生空間を形成するための外枠ケース101が取り付けられる。外枠ケース101の内部には,受渡し部2,上段チャック部3,下段チャック部4,移動制御手段5,切断部6,添加部7,及び合せ部8が配置され,外部からの塵埃が内部に侵入しないようするになっている。また,外枠ケース101は,食品類の供給口と排出口を除き,例えば,透明プラスチック板によって閉じられている。供給部1は,この外枠ケース101の外部に設けられており,スライドテーブル11を供給用レール13に沿って往復動させることで,外枠ケース101の供給口を介して,外枠ケース101内に食品類を供給する。
【0045】
また,供給部1は,外枠ケース101の供給口部分に,供給検知光電スイッチ15及びワーク検出用エリアセンサ16を設けることが好ましい。供給検知光電スイッチ15は,スライドテーブル11の食品載置部11bに対して,例えば,赤外光を照射して,赤外光の透光又は遮光状態によって,食品載置部11bのそれぞれに食品類が載置されたか否かを検出する。また,ワーク検出用エリアセンサ16は,スライドテーブル11の周囲に例えば,赤外光を照射し,照射された赤外光の反射波を検知して,スライドテーブル11の周囲に移動物体(例えば,人手)が存在するか否かを検出する。供給検知光電スイッチ15とワーク検出用エリアセンサ16の検出信号は,図示しない制御装置に送出される。制御装置は,供給検知光電スイッチ15によってスライドテーブル11の食品載置部11bのすべてに食品類が載置されたことが検出され,かつ,ワーク検出用エリアセンサ16によってスライドテーブル11の周囲に移動物体が存在しないことが検出されたときに,移載用ロッドレスシリンダ12を作動させて,スライドテーブル11を水平移動させる。
ただし,供給検知光電スイッチ15とワーク検出用エリアセンサ16は,いずれか一方のみ設けられるものであってもよい。また,移載用ロッドレスシリンダ12は,外枠ケース101の外部に設けられた操作ボックス17を人手によって操作することにより,作動されるものであってもよい。
【0046】
(2−2.受渡し部)
供給部1の装置下流側には受渡し部2が位置し,スライドテーブル11が水平移動されることにより,食品類が受渡し部2まで搬送される。図4に示されるように,受渡し部2は,受渡し用シリンダ21と,支持プレート22と,受渡し用ロッド部材23を有する。受渡し用シリンダ21は,切断加工装置100の基礎架台102の両側面のそれぞれに固定されており,供給用レール13よりも下方に位置する。受渡し用シリンダ21は,上方に向かって延伸するピストンロッド21aを備え,このピストン21aの上端部には,支持プレート22が固定されている。支持プレート22は,装置幅方向(Y方向)を長手とする板状部材であり,支持プレート22の長手方向の両端部は,基礎架台102の両側面に固定された受渡し用シリンダ21のピストンロッド21aのそれぞれに架けて固定されている。受渡し用ロッド部材23は,供給される食品類の数に応じて設けられ,装置の高さ方向に直立し,支持プレート22によって支持固定されている。各受渡し用ロッド部材23の先端部分23a(スライドテーブル11の上方に突出する部分)は,スライドテーブル11の食品載置部11bに形成された開口を挿通可能な形状となっており,例えば,食品載置部11bの開口の形状に応じて櫛状に形成される。また,受渡し部2は,上段チャック部3及び下段チャック部4の機械原点近傍に,原点復帰用近接スイッチ24を有することが好ましい。上段チャック部3及び下段チャック部4の機械原点とは,受渡し部2の高さ方向(Z方向)上方であって,切断部6によって食品類を上下に切断可能な切断加工レベルにあることを意味し,原点復帰用の近接スイッチ24は,上段チャック部3及び下段チャック部4が,機械原点にあるか否かを検知する光センサや磁気センサ等によって構成される。
【0047】
スライドテーブル11が受渡し部2まで移動され,原点復帰用近接スイッチ24によって上段チャック部3及び下段チャック部4が機械原点にあることが検知された場合に,図示しない制御装置は,各受渡し用シリンダ21を作動させて,ピストンロッド21aを上方に延伸させる。図4の一点鎖線右方側において示されるように,各受渡し用シリンダ21のピストンロッド21aが延伸すると,支持プレート22が上方へ持ち上がるとともに,複数の受渡し用ロッド部材23が上昇する。複数の受渡し用ロッド部材23の先端部分23aは,スライドテーブル11の食品載置部11bに形成された開口を挿通して,スライドテーブル11上方に向かって突出することで,食品類を切断加工レベルまで持ち上げる。図4の一点鎖線右方側において示されるように,スライドテーブル11の上方には,上段チャック部3及び下段チャック部4が待機している。受渡し用ロッド部材23が,上段チャック部3及び下段チャック部4の中心開口に食品類を挿入した段階で,受渡し用シリンダ21が一旦停止し,上段チャック部3及び下段チャック部4の保持機構によって,食品類の上部と下部を保持するよう制御される。このとき,受渡し用シリンダ21の停止位置を制御することで,上段チャック部3によって保持される食品類の上部の厚みと,下段チャック部4によって保持される食品類の下部の厚みを調節できる。
【0048】
(2−3.上段チャック部,下段チャック部)
図5及び図6は,上段チャック部3及び下段チャック部4の構成を説明するための図である。図5(a)は,閉じられた状態の上段チャック部の平面図,及びその左側面図を並べて示している。また,図5(b)は,開かれた状態の下段チャック部の平面図,その左側面図,及び背面図を並べて示している。また,図6は,食品類を保持するための保持要素を拡大した拡大平面図であり,図6(a)は閉じられた状態,図6(b)は開かれた状態を,それぞれ示している。
【0049】
図5及び図6に示されるように,上段チャック部3及び下段チャック部4は,切断加工する食品類の数に応じて設けられた複数の保持要素30,40と,複数の保持要素30,40を連動して開閉駆動させるためのチャック駆動機構33,43と,複数の保持要素30,40とチャック駆動機構33,43の基板となる基板部材34,44を備える。
【0050】
各保持要素30,40は,複数の爪部材31,41と,ベース部材32,42を有する。
まず,ベース部材32,42は,食品類を挿入可能な直径を持つ円形の中央孔32a,42aと,中央孔32a,42aの周囲に形成された長細の複数のスライド孔32b,42bを有する形状となっている。ベース部材32,42の中央孔32a,42aが形成された位置においては,基板部材34,44にも中央孔32a,42aと同径又は大径の開口が形成されている。また,各スライド孔32b,42bは,中央孔32a,42aの中心に対して傾斜して形成され,各スライド孔32b,42bの一端から中央孔32a,42aの中心までの距離と,各スライド孔32b,42bの他端から中央孔32a,42aの中心までの距離は異なっている。以下,中央孔32a,42aの中心までの距離が近い各スライド孔32b,42bの一端を近端部といい,中央孔32a,42aの中心までの距離が遠い各スライド孔32b,42bの他端を遠端部ともいう。複数のスライド孔32b,42bそれぞれは,中央孔32a,42aの中心に対する傾斜角が等しい。また,複数のスライド孔32b,42bそれぞれは,近端部から中心までの距離,及び遠端部から中心までの距離も等しくなっている。また,ベース部材32,42は,180度反対の位置に突出部32c,42cを有し,この突出部32c,42cには,連結ピン用孔32d,42dが形成されている。
【0051】
また,各保持要素30,40は,ベース部材32,42の中央孔32a,42aの中心に向かって延びる複数の爪部材31,41を有する。爪部材31,41の数は,2本以上であればよく,3〜6本であってもよい。爪部材31,41の数は,本実施形態のように4本であることが好ましい。各爪部材31,41は,ベース部材32,42の持つスライド孔32b,42bのそれぞれに挿通されたスライドピン31a,41aを有する。スライドピン31a,41aは,各爪部材31,41に固着されており,各爪部材31,41は,スライドピン31a,41aを介してベース部材32,42に連結されている。また,各爪部材31,41は,ガイド枠体35,45内に収納されることで進退方向が制御されている。ガイド枠体35,45は,複数設けられた爪部材31,41のすべてを収納する一体的に形成された枠体であり,爪部材31,41の数に応じた間隔(例えば,本実施形態では90度間隔)で,ガイド部35a,45aを有している。各爪部材31,41は,ガイド枠体35,45のガイド部35a,45aに摺動自在に係合されている。各爪部材31,41は,スライドピン31a,41aがベース部材32,42のスライド孔32b,42bをスライドすると,ガイド部35a,45aの延在方向に従って摺動し,ベース部材32,42の中央孔32a,42aの中心に向かって進退する。さらに,各爪部材31,41の先端には,食品類の外表面に対する当接面積の広がった面当接部31b,41bが形成されていることが好ましい。複数の爪部材31,41の面当接部31b,41bによって,食品類の周側面全体が保持されるものであることが好ましい。これにより,食品類の外形を変形させることを防止しつつ,確実に食品類の上部及び下部を保持することができる。
【0052】
次に,チャック駆動機構33,43は,前後一対の長軸部材33a,43aと,左右一対の短軸部材33b,43bを有する。図5に示されるように,一対の長軸部材33a,43aは,装置幅方向(Y方向)を長手とし,一対の短軸部材33b,43bは,搬送方向(X方向)を長手としている。一対の長軸部材33a,43aの両端部と,一対の短軸部材33b,43bの両端部を四隅ピン33c,43cによって回動可能に連結することにより,矩形の領域が形成される。この矩形の領域内には,複数の保持要素30,40が配置され,各保持要素30,40は,ベース部材32,42の突出部32c,42cに形成された連結ピン用孔32d,42dに,連結ピン33d,43dが差し込まれることにより,前後一対の長軸部材33a,43aの両方に対して,回動可能に連結されている。また,左右一対の短軸部材33b,43bは,その長手方向中心において,支点ピン33e,43eが差し込まれることにより,基板部材34,44に対して,回動可能に連結されている。さらに,一対の短軸部材33b,43bのいずれか一方には,長軸部材33a,43aとの連結点よりも突出した駆動起点部33f,43fが形成されている。この駆動起点部33f,43fは,基板部材34,44に固定されたチャック駆動用シリンダ33g,43gのピストンロッド35h,45hの先端部分に対して,起点ピン33i,43iを介して,回動可能に連結されている。例えば,チャック駆動用シリンダ33g,43gには,エアシリンダを採用することが好ましい。チャック駆動用シリンダ33g,43gが作動することにより,装置幅方向(Y方向)に向かって,ピストンロッド33h,43hが進退する。
【0053】
上段チャック部3において,チャック駆動用シリンダ33gのピストンロッド33hを延伸した状態が,図5(a)に示されている。他方,下段チャック部4において,チャック駆動用シリンダ43gのピストンロッド43hを収縮した状態が,図5(a)に示されている。これらの図を参照して,上段チャック部3と下段チャック部4の保持機構の動作について説明する。
保持機構の駆動源であるチャック駆動用シリンダ33g,43gが作動し,例えば,シリンダ内の空気圧が高まることにより,ピストンロッド33h,43hが延伸する。ピストンロッド33h,43hが延伸すると,その先端に連結された短軸部材33b,43bの駆動起点部33f,43fが押圧されて,駆動起点部33f,43fを持つ短軸部材33b,43bが,支点ピン33e,43eを支点として,所定量回動する。これにより,短軸部材33b,43bの一端に連結された長軸部材33a,43aと,他端に連結された長軸部材33a,43aが,Y方向の正負反対方向にスライドする。一対の長軸部材33a,43aがスライドすると,一対の長軸部材33a,43aに連結されたベース部材32,42が,そのスライド量に応じて回動する。ベース部材32,42が回動すると,ベース部材32,42のスライド孔32b,42bに挿通されたスライドピン31a,41aが,スライド孔32b,42bの遠端部から近端部に向かってスライドする。スライドピン31a,41aがスライド孔32b,42bをスライドすることで,各爪部材31,41は,ガイド枠体35,45におけるガイド部35a,45aの延在方向に従って摺動し,ベース部材32,42の中央孔32a,42aの中心に向かって進行する。このとき,ベース部材32,42の中央孔32a,42aには,食品類が挿入されているため,各爪部材31,41の先端に形成されたた面当接部31b,41bが,食品類の周側面全体に当接し,食品類に適度な押圧力を掛けて,これを保持する。
他方,上段チャック部3と下段チャック部4による食品類の保持を解除する際には,チャック駆動用シリンダ33g,43gのピストンロッド33h,43hを収縮させる。これにより,上記した動作と逆の動作によって,食品類の周側面から各爪部材31,41の先端が離間して,食品類が解放される。
【0054】
上記構成のように,上段チャック部3と下段チャック部4は,複数個の食品類を同時に保持することができ,しかも,各食品類を保持するための押圧力を均一なものとすることができる。また,各食品類を保持するにあたり,その外形が変形しない程度の押圧力に調整をすることが容易となるため,軟らかい各食品類であっても外観を損なうことなく,保持搬送することができる。
【0055】
(2−4.移動制御手段)
上段チャック部3及び下段チャック部4は,それぞれ移動制御手段5により,移動制御されている。本実施形態において,上段チャック部3と下段チャック部4は,それぞれ独立した上段チャック部用移動制御手段51,及び下段チャック部用移動制御手段52によって,移動制御される。図1及び図3において,上段チャック部3の水平方向の移動範囲は,両矢印3´により示され,下段チャック部4の水平方向の移動範囲は,両矢印4´により示される。
【0056】
図2から図4に示されるように,受渡し部2,切断部6,及び合せ部8の上方において,基礎架台102に,上段チャック部用架台51aが備えられており,上段チャック部3は,上段チャック部用架台51aのY方向両端部に架けて配置される。上段チャック部3のY方向両端部には,リニアガイド51bが取り付けられている。リニアガイド51bは,上段チャック部用架台51aの搬送方向(X方向)に向かって敷設された断面略コ字形のレール51c対して,スライド可能に係合され,例えば,ボールねじの回動によりレール51cに沿って往復移動する。上段チャック部用架台51aの両側面部のそれぞれには,上段チャック部用架台51aの搬送方向(X方向)の後端部に位置する駆動タイミングプーリ51dと,搬送方向(X方向)の前端部に位置する従動タイミングプーリ51eと,二つのタイミングプーリ51d,51e間に掛け渡されたタイミングベルト51fと,上段チャック駆動用サーボモータ51gが設けられる。駆動タイミングプーリ51dは,減速機51hを介して,上段チャック駆動用サーボモータ51gの回転軸と連結された状態で配置されている。このため,駆動タイミングプーリ51dは,上段チャック駆動用サーボモータ51gの回転を,タイミングベルト51fに伝達できる。上段チャック駆動用サーボモータ51gの回転トルクが,タイミングベルト51fを介して,リニアガイド51bのボールねじに伝達されることにより,上段チャック部3は,上段チャック部用架台51aに設けられたレール51cに沿って,水平に往復移動する。
【0057】
また,上段チャック部用架台51aは,基礎架台102の幅方向(Y方向)両側部に取り付けられた上段チャック昇降用ガイド付シリンダ51iを介して,基礎架台102と連結されている。上段チャック昇降用ガイド付シリンダ51iは,ピストンロッドを延伸又は収縮させることにより,上段チャック部用架台51aを高さ方向(Z方向)に昇降させることができる。その結果,上段チャック昇降用ガイド付シリンダ51iのピストンロッドの進退により,上段チャック部用架台51aに伴って上段チャック部3が昇降する。
【0058】
図7は,図3のY2―Y2線における断面図に相当し,主として,下段チャック部4及び添加部7を示している。図3及び図7に示されるように,下段チャック部4は,基礎架台102のY方向両端部に架けて配置される。下段チャック部4のY方向両端部には,リニアガイド52aが取り付けられている。また,基礎架台102には,断面略コ字形のレール52bが,搬送方向(X方向)に向かって,受渡し部2から添加部7が存在する位置まで敷設されている。下段チャック部4用のリニアガイド52aは,レール52bに対してスライド可能に係合され,例えば,ボールねじの回動によりレール52bに沿って往復移動する。基礎架台102の両側面部のそれぞれには,搬送方向(X方向)の前端部に位置する駆動タイミングプーリ52cと,搬送方向(X方向)の後端部に位置する従動タイミングプーリ52dと,二つのタイミングプーリ52c,52d間に掛け渡されたタイミングベルト52eと,下段チャック駆動用サーボモータ52fが設けられる。下段チャック部4用の駆動タイミングプーリ52cは,減速機52gを介して,下段チャック駆動用サーボモータ52fの回転軸と連結された状態で配置されている。このため,下段チャック部4用の駆動タイミングプーリ52cは,下段チャック駆動用サーボモータ52fの回転を,タイミングベルト52eに伝達できる。下段チャック駆動用サーボモータ52fの回転トルクが,タイミングベルト52eを介して,下段チャック部4のリニアガイド52aのボールねじに伝達されると,下段チャック部4は,基礎架台102に設けられたレール52bに沿って,水平に往復移動する。
【0059】
上段チャック駆動用サーボモータ51gと下段チャック駆動用サーボモータ52fの回転は,制御装置(図示省略)によって同期するように制御されており,例えば,上段チャック駆動用サーボモータ51gと下段チャック駆動用サーボモータ52fは,受渡し部2から切断部6を越えて合せ部8に至るまでの間,上段チャック部3と下段チャック部4を等速で水平移動させるように回転する。また,その他,上段チャック部3の移動,下段チャック部4の移動,及び上段チャック昇降用ガイド付シリンダによる昇降のタイミングについても,制御装置によって制御される。
【0060】
(2−5.切断部)
図1及び図3に示されるように,受渡し部2の装置下流側には,切断部6が位置し,食品類を保持する上段チャック部3及び下段チャック部4が,移動制御手段5によって,切断部6に向かって水平移動される。本実施形態において,切断部6には,極細で強靱なワイヤ61が用いられる。ワイヤ61の例は,ピアノ線や鋼線である。ワイヤ61の直径は,100μm〜130μm程度であることが好ましい。ワイヤ61は,基礎架台102の幅方向(Y方向)両端部に設けられたワイヤテンション用シリンダ62によりテンションが負荷されて弛まぬように維持されている。ワイヤ61は,ワイヤテンション用シリンダ62によって,上段チャック部3が保持する食品類の上部と下段チャック部4が保持する食品類の下部と境界である切断点において,食品類を切断可能な高さで張架されている。
【0061】
上段チャック部3と下段チャック部4が受渡し部2において食品類を受け取ると,移動制御手段5における上段チャック駆動用サーボモータ51gと下段チャック駆動用サーボモータ52fが同期して回転し,上段チャック部3と下段チャック部4とを搬送方向(X方向正方向)に向かって等速で移動させる。移動制御された上段チャック部3と下段チャック部4は,食品類の上部と下部を保持したまま,受渡し部2下流に位置する切断部6のワイヤ61対して,食品類を押し付ける。このとき,食品類の切断点と同じレベルにワイヤ61が位置しているため,食品類は,切断点を境として,上部と下部とに水平に分断される。
【0062】
(2−6.添加部)
図1及び図3に示されるように,添加部7は,本実施形態において,搬送方向(X方向)の最下流側に位置する。添加部7は,切断部6のワイヤ61によって水平に切断された食品類の下部の切断面に対して添加物質を添加する機能を持つ。本実施形態において,添加部7は,添加物質を添加するためのホッパー71が,基礎架台102の幅方向(Y方向)渡って取り付けられたホッパー用架台72上に設けられている。このためホッパー71は,食品類の下部を保持する下段チャック部4の水平移動レベルよりも上方に位置し,ホッパー71から食品類の下部の切断面に対して,重力に従って添加物質を添加できるようになっている。
【0063】
図3及び図7に示されるように,ホッパー71は,添加物質が格納されるストック部71a内に,添加物質を攪拌するためのアジテーター71bと,一度に塗布する量に応じた添加物質を収容できる溝を持つドラム71cと,ドラム71cの溝に収容された量の添加物質が落下する導出路71dと,導出路71dの出口付近に設けられたメッシュ71eを有する。また,アジテーター71bとドラム71cは,ストック部71aの外部に設けられたホッパー駆動モータ71fにより回転される。アジテーター71bは複数の突起を備えて回転する。これにより,ストック部71a内に格納された添加物質は,アジテーター71bにより攪拌されて,固着しないようになっている。また,ドラム71cには,切断加工対象である食品類の数に応じて,複数の溝が設けられている。ドラム71cが回転して,ドラム71cに設けられた溝が上方を向くと,ストック部71a内の添加物質が,この溝に落ちて収容される。また,溝に添加物質が収納された後,さらにドラム71cが回転して溝が下方を向くと,溝に収容された添加物質が,導出路71d内に落下する。導出路71dは,ドラム71cから導出路71dへの添加物質の受渡し時に,添加物質が外部へ漏れないよう,入口が大径となり出口が小径となったラッパ管状に形成されている。導出路71dの出口付近には,着脱式のメッシュ71eが張られており,このメッシュ71eは,その網目よりも大きい粒径の添加物質が落下することを阻止している。ホッパー駆動モータ71fは,アジテーター71bを常時回転させている。また,ホッパー駆動モータ71fは,食品類の下部を保持した下段チャック部4が,ホッパー71の下方に位置したときに,ドラム71cを一回転させる。これにより,ホッパー71は,ストック部71a内に格納されている添加物質を,食品類の下部の切断面に対して添加できる。
【0064】
また,添加部7は,ホッパー71をX方向に移動させるためのホッパー移動用シリンダ73を備えるものであってもよい。このホッパー移動用シリンダ73のピストンロッドを進退させることにより,ホッパー71が,ホッパー用架台72に設けられたスライド溝に沿ってスライドするため,ホッパー71のX方向における位置を調節可能である。
【0065】
また,添加部7は,図1及び図3に示されるように,食品類の下部の切断面に添加物質が適切に添加されたことを確認するための色面積センサ74を備えることが好ましい。例えば,色面積センサ74は,後述する上部の合せ用シリンダ架台81bに,装置下方を向いて取り付けられており,添加物質の添加後において,食品類の下部の切断面を撮像することにより,切断面に添加された添加物質の色と面積から,食品類の下部に添加物質が過不足なく添加されたか否かを検出する。色面積センサ74は,切断加工対象である食品類の数に応じて設けられる。このように,添加部7において添加物質の添加した後,合せ部8において食品類の上部と下部を合わせる前に,色面積センサ74によって,添加物質の添加量が適切であるかどうかを検出することにより,例えば,添加物質が適切に添加されていない食品類を製造して出荷してしまうような事態を防止できる。
【0066】
なお,添加部7の構成は,上記した実施形態のものに限られず,特に限定されず,例えば,食品類の下部の切断面の全体に対して添加物質を均一に散布,塗布,又は噴霧するものであってもよいし,食品類の下部の切断面に対して添加物質を局所的に注入,挿入,又は載置するものであってもよい。
【0067】
また,添加部7は,プレス装置(図示省略)を備えるものであっても良い。プレス装置は,例えば,プレス用ロッドにより,上記ホッパーが添加物質を散布する前に,食品類の下部の切断面を押圧し,その切断面に窪みを形成する。このように,食品類の下部の切断面に窪みを付与し,その窪み内に添加物質を散布することで,食品類に内包される添加物質の漏出を防止できる。また,プレス装置は,プレス用ロッドにより,上記ホッパーが添加物質を散布した後に,食品類の下部の切断面のうち添加物質が散布された領域を押圧するものであってもよい。このように,プレス装置を用いて,添加物質が散布された切断面の領域を押圧することで,添加物質と食品類の結着が良好なものとなる。さらに,本発明では,プレス装置を用いて,食品類の下部の切断面に,添加物質を添加することもできる。例えば,プレス装置のプレス用ロッドの押圧面に,添加物質を接着させる。そして,添加物質が接着した状態のプレス用ロッドの押圧面を,食品類の下部の切断面に押し付けるように,プレス装置を駆動させることで,食品類の下部の切断面に添加物質を添加する作業と,食品類の下部の切断面を押圧して窪みを形成する作業を,同時に行うことが可能になる。プレス用ロッドの押圧面に添加物質を接着させるためには,プレス用ロッドの内部に添加物質を充填しておき,その押圧面から添加物質が順次露出させることとしてもよいし,添加物質を収納箱に蓄積しておき,プレス用ロッドの押圧面を収納箱に蓄積されている添加物質に一度押し付けて接着させた後,食品類の下部の切断面を押圧するようにしてもよい。プレス装置により添加物質を添加する実施形態では,上記したホッパーを省略できる。
【0068】
(2−7.合せ部)
図1及び図3に示されるように,本実施形態において,合せ部8は,X方向において,切断部6と添加部8の間に位置する。食品類の切断後,上段チャック部3は合せ部8において待機し,下段チャック部4は添加部7へ移動する。下段チャック部4は,添加部7において添加物質が添加された後,上段チャック部3が待機する合せ部8へと戻り,合せ部8において,上段チャック部3が保持する食品類の上部と,下段チャック部4が保持する食品類の下部が平面方向に重ね合わされる。
図8(a)は,図1のY3−Y3線における断面図に相当し,主として,切断部6,合せ部8,及び押え部9を示している。なお,図8(a)においては,一点鎖線より左方と右方とで,合せ部8の異なる状態を描画している。一点鎖線左方側は,合せ部8の上部の合せ用シリンダ81と,下部の合せ用シリンダ82が作動する前の状態である。他方,一点鎖線右方側は,上部の合せ用シリンダ81と下部の合せ用シリンダ82が作動して,ピストンロッドが延伸した状態である。
また,図8(b)は,合せ部8の有する丸ベルトコンベア83と,押え部9の有する平ベルトコンベア91を抽出して示した平面図である。
【0069】
合せ部8は,上部の合せ用シリンダ81と下部の合せ用シリンダ82を有する。
上部の合せ用シリンダ81は,基礎架台102の幅方向(Y方向)の両側部に渡って取り付けられた上部の合せ用シリンダ架台81b上に備えられている。図3に示されるように,上部の合せ用シリンダ架台81bは,上部の合せ用シリンダ81を,上段チャック部用架台51aよりも上方に配置させるように,支柱部から上段チャック部用架台51aの上方に向かって延びる腕部において,上部の合せ用シリンダ81を備えている。上部の合せ用シリンダ81は,切断加工対象である食品類の数に応じて複数箇所に設けられ,本実施形態において,上部の合せ用シリンダ81は,上部の合せ用シリンダ架台81bの幅方向(Y方向)に並んで,6箇所に位置している。各上部の合せ用シリンダ81は,ピストンロッド81aを備え,各上部の合せ用シリンダ81を作動させることで,ピストンロッド81aは装置下方に向かって延伸する。上部の合せ用シリンダ81のピストンロッド81aは,上段チャック部3の基板部材34に設けられた開口と,ベース部材32の中央孔32aを通って,食品類の上部に当接するようになっている。
【0070】
また,下部の合せ用シリンダ82はピストンロッド82aを備え,このピストンロッドaによって,食品類の数に応じた本数の合せ用ロッド部材82bを支持する支持プレート82cを押圧する。支持プレート82cは,装置幅方向(Y方向)を長手とする板状部材であり,支持プレート82cの長手方向両端部は,基礎架台102の両側面に固定された下部の合せ用シリンダ82のピストンロッド82aのそれぞれに架けて固定されている。合せ用ロッド部材82bそれぞれは,各上部の合せ用シリンダ81のピストンロッド81aと対向する位置に設けられ,装置の高さ方向に直立し,支持プレート82cによって支持固定されている。各合せ用ロッド部材82bは,その先端が,丸ベルトコンベア83が備える複数本の丸ベルト83aの間を挿通して,一つの食品類の下部に当接する。このため,複数本の丸ベルト83aの間を挿通しつつ,食品類を下方から安定的に支持するために,各合せ用ロッド部材82bの先端部分は,櫛状に形成されて,複数点において食品類の下部に当接するものであることが好ましい。下部の合せ用シリンダ82が作動すると,ピストンロッド82aが,装置上方に向かって延伸する。ピストンロッド82aが延伸することにより,支持プレート82cが押圧され,合せ用ロッド部材82bが上昇する。各合せ用ロッド部材82bは,丸ベルトコンベア83が備える複数本の丸ベルト83aの間を挿通して上昇する。また,各合せ用ロッド部材82bの先端部は,下段チャック部4の基板部材44に設けられた開口と,ベース部材42の中央孔42aを通って,食品類の下部に当接するようになっている。
【0071】
上記のように,上部の合せ用シリンダ81のピストンロッド81aを食品類の上部に当接させ,各合せ用ロッド部材82bを食品類の上部に当接に当接させて,食品類を上下から挟み込むことにより,食品類の上部と下部とが合わされる。
【0072】
また,合せ部8は,上記の上部の合せ用シリンダ81及び下部の合せ用シリンダ82を介して重ね合わされた食品類を,外枠ケース101の外部へと排出するための丸ベルトコンベア83を有する。図8において,丸ベルトコンベア83による排出方向は,矢印83´によって示されている。すなわち,丸ベルトコンベア83による排出方向は,切断加工装置100の搬送方向(X方向)と直交する方向(Y方向)である。丸ベルトコンベア83は,基礎架台102の幅方向(Y方向の)の一端部にヘッドプーリ83bが設けられ,他端部にテールプーリ83cが設けられている。図8に示されるように,ヘッドプーリ83bは,外枠ケース101の内部に設けられており,他方,テールプーリ83cは,外枠ケース101の排出口を介して,外枠ケース101の外部に設けられる。テールプーリ83cとヘッドプーリ83bには,複数本の丸ベルト83aが所定の間隔を空けて,掛け止められている。ここにいう,複数本の丸ベルト83aの「所定の間隔」とは,各合せ用ロッド部材82bが各丸ベルト83aの間を挿通できる程度の間隔であって,かつ,複数本の丸ベルト83aによって形成される搬送面上に食品類を載置したときに,食品類が丸ベルト83aの間から落下せずに,安定して搬送できる程度の間隔である。本実施形態において,ヘッドプーリ83bは,丸ベルトコンベア駆動モータ83dにより回転駆動される。また,テールプーリ83c側には,丸ベルトテンション用シリンダ83eが設けられ,丸ベルト83aのテンションが一定に維持される。また,図8(b)に示されるように,ヘッドプーリ83bとテールプーリ83cの間には,丸ベルトコンベア83の側面板に取り付けられた複数個のガイドプーリ83fが,各合せ用ロッド部材82bの上昇位置の間に設けられるものであってもよい。
【0073】
図8(a)の一点鎖線左方側に示されるように,丸ベルトコンベア83が持つ複数本の丸ベルト83aによって形成される搬送面は,上部の合せ用シリンダ81と下部の合せ用シリンダ82がピストンロッドを収縮させている状態において,上部の合せ用シリンダ81のピストンロッド81aと,合せ用ロッド部材82bの間であって,かつ,上段チャック部3と下段チャック部4が連動して水平移動するレベル(切断加工レベル)の下方に位置する。食品類の上部と下部を重ね合わせる際,上部の合せ用シリンダ81のピストンロッド81aは,上段チャック部3と下段チャック部4が位置する切断加工レベルまで下降し,合せ用ロッド部材82bも,丸ベルトコンベア83の搬送面を越えて,上段チャック部3と下段チャック部4が位置する切断加工レベルまで上昇される。
【0074】
上部の合せ用シリンダ81のピストンロッド81aと,各合せ用ロッド部材82bによって,食品類の上部と下部が重ね合わされると,下部の合せ用シリンダ82はピストンロッド82aを下降させる。これにより,上部と下部が重ね合わされた食品類が。各合せ用ロッド部材82bの先端に支持されたまま下降し,丸ベルトコンベア83が持つ複数本の丸ベルト83aによって形成される搬送面上に載置される。その後,丸ベルトコンベア83は,丸ベルトコンベア駆動モータ83dを駆動させて丸ベルト83aを周回させ,上部と下部が重ね合わされた食品類を搬送方向(X方向)と直交する排出方向(Y方向負方向)に,搬出する。食品類は,丸ベルトコンベア83によって搬出されることにより,排出口を介して,外枠ケース101の外部へと排出される。
【0075】
(2−8.押え部)
図1及び図8に示されるように,押え部9は,丸ベルトコンベア83による排出方向(Y方向負方向)の下流側に位置する。また,図9は,押え部9の側面図を示している。
押え部9は,平ベルトコンベア91と複数の押え用シリンダ92を有し,これらの平ベルトコンベア91と複数の押え用シリンダ92は,押え部用架台93に備えられている。押え部用架台93には,平ベルトコンベア91の上方の位置に,複数の押え用シリンダ92が取り付けられている。
【0076】
平ベルトコンベア91の搬送面上には,丸ベルトコンベア83により搬出された食品類が連続的に供給される。平ベルトコンベア91は,コンベアフレーム91aを有し,このコンベアフレーム91aは,その高さが,丸ベルトコンベア83の搬送面の高さと一致しするように,押え部用架台93に固定されている。また,コンベアフレーム91aの表面は平滑面であり,平ベルト91bが巻きつけられる。平ベルト91bは,コンベアフレーム91aによって支持されており,コンベアフレーム91aに沿って周回する。また,押え部用架台93には,コンベアフレーム91aの長手方向両端に,平ベルト91bが周回して掛けられた一対の従動プーリ91cが設けられる。また,押え部用架台93には,コンベアフレーム91aの下方に,平ベルト91bを周回駆動させる駆動プーリ91dと,平ベルト91bを緊張させるテークアッププーリ91eが支持されている。駆動プーリ91dは,押え部用架台93に備えられた平ベルトコンベア駆動用モータ91fにより回転駆動される。
【0077】
また,平ベルトコンベア91の搬送面の高さ方向上方(Z方向正方向)には,複数の押え用シリンダ92が位置する。複数の押え用シリンダ92は,切断加工対象である食品類の数に応じて複数箇所に設けられ,押え部用架台93に取り付けられている。各押え用シリンダ92は,ピストンロッド92aを備え,各押え用シリンダ92を作動させることで,ピストンロッド92aは下方に向かって延伸する。切断加工された食品類が平ベルトコンベア91の搬送面上に揃った段階で,平ベルトコンベア91は一旦停止し,各押え用シリンダ92が作動する。押え用シリンダ92が作動すると,ピストンロッド92aが下降し,ピストンロッド92aと平ベルトコンベア91の搬送面との間で食品類を上下方向に押圧する。これにより,食品類の上部と下部の結着強度を向上させることができる。
【0078】
以上,本発明に係る切断加工装置の好ましい形態を例に挙げて説明を行った。ただし,本発明の切断加工装置は,上記した実施形態に限定されるものではなく,上記した実施形態に基づいて当業者が自明な範囲で適宜修正や改変を行うことができる。
【0079】
例えば,上記した切断加工装置の実施形態では,切断部6によって食品類を切断した後,食品類の下部を保持する下段チャック部4を,添加部7が存在する方向に移動させ,食品類の上部を保持する上段チャック部3を,合わせ部8で待機させることとしているが,本発明はこの実施形態に限定されない。例えば,切断部6によって食品類を切断した後,上段チャック部3を移動させ,下段チャック部4を待機させつつ,下段チャック部4の上方に,添加部7を移動させることにより,下段チャック部4が保持する食品類の下部の切断面に,添加物質を添加することもできる。また,例えば,切断部6によって食品類を切断した後,上段チャック部3と下段チャック部4を共に添加部7が存在する位置まで移動させ,添加部7部により添加物質が添加される前に,上段チャック部3と下段チャック部4の相対的な位置をずらして,下段チャック部4が保持する食品類の下部の切断面に,添加物質を添加することもできる。
【0080】
(3.食品類の切断加工方法及び製造方法)
続いて,上記切断加工装置を用いた食品類の切断加工方法及びその製造方法について,食品類が,カビによる表面熟成軟質チーズ(以下,単にチーズという)である場合を例に説明する。
図10は,切断加工されるチーズの各工程における状態を概念的に示したものである。
図10(a)は,切断加工装置に供給される前のチーズCの状態を示している。本発明によって切断加工されるチーズCの例は,カマンベールチーズ及びブリーチーズである。チーズCは,公知の製造工程に従って得たものであればよく,カードからホエーが排出されてある程度固まり,熟成途中で白カビが生育した状態のチーズを用いればよい。本発明において,チーズCは,円柱状に形成されていることが好ましい。このように,チーズCが円柱状であることにより,上段チャック部3及び下段チャック部4によって保持搬送する際に,その外形が崩れにくくなる。また,チーズCは,機械的に切断されて,その間に添加物質Fが挟み込まれるものであるため,一定以上の直径Dと厚さTを有するものであることが好ましい。例えば,チーズCの直径D(平均値)は,40mm〜300mm,又は50mm〜200mmであることが好ましく,一般消費者が食べ易い大きさとすることを考慮すると,60mm〜100mm,又は80mmであることが特に好ましい。また,チーズCの厚さT(平均値)は,15mm〜100mmとすればよく,特に20mm〜30mmであることが好ましい。
【0081】
本実施形態において,上記のチーズCは,切断加工装置100の供給部1に設けられたスライドテーブル11に,例えば,人手によって載置される。切断加工装置100は,複数個(例えば,2〜10個)チーズCを同時に切断加工することができるため,スライドテーブル11には複数個のチーズCを載置できる。スライドテーブル11上の食品載置部11bのそれぞれにチーズCが載置されるにあたり,供給部1に設けられた供給検知光電スイッチ15によってスライドテーブル11上に所定個数のチーズCがあるか否かが検知され,また,ワーク検出用エリアセンサ16によってスライドテーブル11周辺に移動物(例えば,人手)がないかが確認され確認される。所定個数のチーズCが載置されたことが検知され,またスライドテーブル11周辺に移動物がないことが確認されると,移載用ロッドレスシリンダ12が作動して,スライドテーブル11が,供給用レール13に沿って,装置下流側に位置する受渡し部2まで,水平移動する。
【0082】
スライドテーブル11が受渡し部2まで移動し,かつ,スライドテーブル11の上方に上段チャック部3と下段チャック部4が位置していることが確認されると,スライドテーブル11の下方に位置する受渡し用シリンダ21が作動して,ピストンロッド21aを上方に延伸させる。これに伴い,受渡し用シリンダ21のピストンロッド21aの先端に固定された支持プレート22が押圧されて,支持プレート22に設けられた複数の受渡し用ロッド部材23が,スライドテーブル11の食品載置部11bの開口を挿通して,チーズCを上方の切断加工レベルまで押し上げる。上方へ押し上げられたチーズCは,上段チャック部3と下段チャック部4の基板部材34,44の開口を通って,ベース部材32,42の中央孔32a,42aに挿入される。上段チャック部3と下段チャック部4は,チーズCが挿入されると,チャック駆動機構33,43を作動させて,複数の爪部材31,41により,チーズCの上部と下部をそれぞれ保持する。
【0083】
上段チャック部3と下段チャック部4がチーズCを保持した後,上段チャック駆動用サーボモータ51gと,下段チャック駆動用サーボモータ52fが回転し,上段チャック部3と下段チャック部4を,それぞれのレール51c,52bに沿って,搬送方向下流へと水平移動させる。このとき,上段チャック駆動用サーボモータ51gと下段チャック駆動用サーボモータ52fが回転数は,制御装置(図示省略)によって,上段チャック部3と下段チャック部4が等速で移動するように制御される。受渡し部2の下流には切断部6が位置しており,チーズCの切断点と同レベルにワイヤ61が張架されている。上段チャック部3と下段チャック部4は,チーズCをワイヤ61に押し付けながら,ワイヤ61を越えて水平移動することにより,チーズCの上部と下部とに水平に分断する。
【0084】
図10(b)は,ワイヤ61による切断後のチーズCの状態を示している。チーズCは,水平に形成された切断点(点線)を境として,上部Uと下部Lとに二分されている。ここで,図10(b)において,符号T1は,チーズCの上部Uの厚さを示し,符号T2は,チーズCの下部Lの厚さを示している。本発明において,チーズCの上部Uの厚さT1(平均値)は,下部Lの厚さT2(平均値)に対して,比較的厚く設けられるものであることが好ましい(T1>T2)。例えば,切断前のチーズCの厚さTを100%とした場合に,上部Uの厚さT1は,53%〜70%,又は55%〜60%とすることが好ましい。本実施形態において,上段チャック部3は,上段チャック昇降用ガイド付シリンダ51iによって昇降されるものであるため,上段チャック3によって保持されるチーズCの上部Uの厚さT1を比較的厚く形成することにより,上段チャック部3が昇降するときに,チーズCの上部Uが変形したり,外形が崩れたりする恐れを解消できる。他方,本実施形態において,下段チャック部4は水平移動のみをするものであり,下段チャック部4に保持されるチーズCの下部Lは,その外形が崩れる可能性が低いため,チーズCの下部Lの厚みT2を比較的薄くしても問題はない。ただし,本発明において,チーズCを切断するにあたり,上部Uの厚さT1と下部Lの厚さT2を等しいものとしてもよい。
【0085】
ワイヤ61によるチーズCの切断後,上段チャック部3と下段チャック部4が,切断部6の下流側に位置する合せ部8に移動した段階で,上段チャック駆動用サーボモータ51gと下段チャック駆動用サーボモータ52fとを一旦停止させる。その後,上段チャック昇降用ガイド付シリンダ51iを作動させて,上段チャック部用架台51aを上昇させることで,上段チャック部3に保持されたチーズCの上部Uの切断面と,下段チャック部4に保持されたチーズCの下部Lの切断面は,装置の高さ方向(Z方向)にける相対的な位置がずらされる。上段チャック昇降用ガイド付シリンダ51iは,上段チャック部用架台51aを上昇させたまま維持し,上段チャック部3を,切断加工レベルの上方にある待機レベルにおいて待機させる。
【0086】
その後,下段チャック駆動用サーボモータ52fの駆動を再開し,下段チャック部4を,装置下流側に位置する添加部7まで移動させる。添加部7の下方に下段チャック部4が移動すると,添加部7は,ホッパー71のホッパー駆動モータ71fによってドラム71cを回転させ,導出路71dとメッシュ71eを介して,下段チャック部4が保持するチーズCの下部Lの切断面に,添加物質Fを所定量添加する。
【0087】
図10(c)は,添加物質Fが,添加部7によって,チーズCの下部Lの切断面に添加された状態を示している。符号Sは,添加物質Fが添加された円領域の直径を示している。添加物質Fが塗布される領域の直径S(平均値)は,例えば,チーズCの直径D(平均値)に対して,50%〜100%,又は55%〜80%,60%〜70%であることが好ましい。
【0088】
添加部7によって添加物質Fが添加された後,下段チャック駆動用サーボモータ52fは逆回転し,下段チャック部4を戻り方向(X方向負方向)に水平移動させ,上段チャック部3が待機する合せ部8まで移動させる。このとき,添加部7と合せ部8の間には,色面積センサ74が位置しており,下段チャック部4に保持されたチーズCの下部Lの切断面に,過不足なく添加物質Fが添加されているか否かを検出する。下段チャック部4が,合せ部8まで移動されると,上段チャック部3と下段チャック部4の平面方向(XY方向)における相対位置が一致する。この時のチーズCの状態は,図10(d)に示されている。
【0089】
上段チャック部3と下段チャック部4の位置が一致すると,上段チャック昇降用ガイド付シリンダ51iがピストンロッドを収縮させて,上段チャック部用架台51aを下降させる。これに伴い,上段チャック部3も下降して,チーズCの上部Uの切断面と,下部Lの切断面とが合わさり,その間に添加物質Fを挟持するようになる。この時のチーズCの状態は,図10(e)に示されている。
【0090】
続いて,上段チャック部3の下降が完了すると,複数の上部の合せ用シリンダ81が作動して,ピストンロッド81aを下方に向かって延伸させる。複数の上部の合せ用シリンダ81のピストンロッド81aは,上段チャック部3により保持されたチーズCの上部Uを,上方から下方に向かって押圧する。また,下部の合せ用シリンダ82が作動して,ピストンロッド82aを上方に向かって延伸させることにより,支持プレート82cに支持された複数の合せ用ロッド部材82bを上昇させる。複数の合せ用ロッド部材82bは,丸ベルトコンベア83の丸ベルト83aの間を挿通して,下段チャック部4に保持されたチーズCの下部Lを,下方から上方に向かって押圧する。これにより,チーズCは,上部の合せ用シリンダ81のピストンロッド81aと,合せ用ロッド部材82bによって,上下方向から挟持されて密着する。上段チャック部3と下段チャック部4は,上部の合せ用シリンダ81と下部の合せ用シリンダ82を介して食品類が挟持された段階で,チャック駆動機構33,43を逆駆動させて,チーズCの保持を解除する。上段チャック部3と下段チャック部4により保持が解除された後,下部の合せ用シリンダ82のピストンロッド82aが下降し,チーズCは,丸ベルトコンベア83における丸ベルト83aの搬送面上に載置される。その後,丸ベルトコンベア83は,丸ベルトコンベア駆動モータ83dを駆動させて丸ベルト83aを周回させ,上部と下部が重ね合わされた食品類を搬送方向(X方向)と直交する排出方向(Y方向負方向)に,搬出する。チーズCは,丸ベルトコンベア83によって搬出されることにより,排出口を介して,外枠ケース101の外部へと排出される。
【0091】
丸ベルトコンベア83による排出方向(Y方向負方向)の下流側には,押え部9が位置する。押え部9は,平ベルトコンベア91を有し,丸ベルトコンベア83により搬出されたチーズCが連続的に平ベルトコンベア91の搬送面上に供給される。平ベルトコンベア91の高さ方向上方(Z方向正方向)には,切断加工される食品類の数に応じた数の押え用シリンダ92が位置する。切断加工されたチーズCが平ベルトコンベア91の搬送面上に揃った段階で,平ベルトコンベア91は一旦停止し,各押え用シリンダ92が作動する。押え用シリンダ92が作動すると,ピストンロッド92aが下降し,ピストンロッド92aと平ベルトコンベア91の搬送面との間でチーズCを上下方向に押圧して,さらに密着させる。これにより,チーズCの上部Uと下部Lの結着強度が向上する。その後,再度,平ベルトコンベア91が駆動して,各チーズCは,図示しない回収台へと移送される。回収台へと移送されたチーズCは,例えば,人手によって回収される。
【実施例】
【0092】
以下,実施例を挙げて本発明をさらに詳細に説明するが,本発明は,これにより限定されるものではない。
【0093】
(実施例1)
一般的なカマンベールチーズの製造方法に従って製造して,熟成途中で白カビが生育したチーズを用意し,切断点を基準に上部と下部のそれぞれを,図6(b)の開放されている上段チャック部及び下段チャック部に合わせた。その後,チーズカードを同じタイミングで上段チャック部及び下段チャック部の4つの爪部材を内側に押し込むことで保持した。上段チャック部及び下段チャック部の駆動はエアシリンダで行った。保持後に水平に搬送し,切断点と同レベルの高さで且つ搬送方向と水平に張ったワイヤに当てることで略水平方向に切断することができた。切断後のカマンベールチーズカードの保持による傷跡はわずかであり,更なる熟成によりその傷跡は全く目立たないものであった。
【0094】
(実施例2)
実施例1で略水平方向に切断されたカマンベールチーズの切断後の下部のチーズカードをさらに搬送し,加水後に滅菌されたブラックペッパーを無菌的に充填したホッパーよりブラックペッパー0.5g相当となる量を機械的に均一に散布した。散布後に当該下部のチーズカードを更に搬送し,保持していた上部のカードと合わせて,ブラックペッパーを挟んだカマンベールチーズカードを製造した。当該カマンベールチーズカードを1日間で熟成し,その後6等分となるようポーションカットを行い,個包装されたチーズ片をポリプロピレンのカップに入れ,追加熟成を行った。追加熟成の終了後にレトルト加熱殺菌処理を施した後に冷蔵温度まで冷却し,製品とした。
製品の形状を確認すると,チーズカード保持による傷跡は熟成により全く目立たないものとなった。また,ポーションカット時および個包装時にチーズの漏れや変形などが生じることはなく,通常のポーションカット品と同様に機械によりカット及び個包装することが可能であった。さらに,得られた製品は,加熱殺菌時にチーズ及び/又はペッパーが個包装フィルムから漏れ出すことなく,またチーズの形状が変形することもなかった。
【0095】
このように,本発明によれば,カビによる表面熟成軟質チーズの形状を損なうことなく,また保持による傷跡も殆どない状態で機械的に略水平方向に切断することができた。また,切断後に添加物質を散布する装置及び上下カードを合わせる装置も同時に搭載することで,これまで手作業が主体であった添加物質を挟んだカビによる表面熟成軟質チーズの連続生産が可能となった。
【産業上の利用可能性】
【0096】
本発明は,食品類を水平に切断した後に切断面に添加物質を添加する加工を行う切断加工装置及び切断加工方法に関する。このため,本発明は,食品類の製造業において好適に利用し得る。
【符号の説明】
【0097】
1…供給部 2…受渡し部 3…上段チャック部 4…下段チャック部 5…移動制御手段 6…切断部 7…添加部 8…合せ部 9…押え部
30,40…保持要素 31,41…爪部材 31a,41a…スライドピン 31b,41b…面当接部 32,42…ベース部材 32a,42a…中央孔 32b,42b…スライド孔 32c,42c…突出部 32d,42d…連結ピン用孔 33,43…チャック駆動機構 33a,43a…長軸部材 33b,43b…短軸部材 33c,43c…四隅ピン 33d,43d…連結ピン 33e,43e…支点ピン 33f,43f…駆動起点部 33g,43g…チャック駆動用シリンダ 33h,43h…ピストンロッド 33i,43i…起点ピン 34,44…基板部材 35,45…ガイド枠体 35a,45a…ガイド部
100…切断加工装置
【特許請求の範囲】
【請求項1】
食品類を切断して加工する切断加工装置であって,
前記食品類の切断点よりも上部を保持する上段チャック部(3)と,
前記食品類の切断点よりも下部を保持する下段チャック部(4)と,
前記食品類を切断する切断部(6)と,
前記食品類に対して添加物質を添加する添加部(7)と,
前記食品類の切断面を合わせる合せ部(8)と,を有し,
前記切断部(6)は,
前記食品類が前記上段チャック部(3)及び前記下段チャック部(4)によって保持された状態で,前記食品類を上部と下部とに切断し,
前記添加部(7)は,
前記下段チャック部(4)により保持されている前記食品類の下部の切断面に対して添加物質を添加し,
前記合せ部(8)は,
前記食品類の下部の切断面に前記添加物質が添加された後,前記上段チャック部(3)に保持されている前記食品類の上部の切断面と,前記下段チャック部(4)に保持されている前記食品類の下部の切断面とを合わせる
切断加工装置。
【請求項2】
前記上段チャック部(3)及び前記下段チャック部(4)の移動を制御する移動制御手段(5)を,さらに有し,
前記移動制御手段(5)は,
前記食品類を保持する前記上段チャック部(3)及び前記下段チャック部(4)を,前記切断部(6)が位置する方向に移動させ,
前記切断部(6)は,
前記移動制御手段(5)により移動される前記上段チャック部(3)及び前記下段チャック部(4)に保持された前記食品類が押し付けられることにより,前記切断点において前記食品類を上部と下部とに切断し,
前記移動制御手段(5)は,
前記切断部(6)により前記食品類が切断された後,前記食品類の上部を保持する前記上段チャック部(3)と,前記食品類の下部を保持する前記下段チャック部(4)の相対的な位置をずらし,前記下段チャック部(4)を前記添加部(7)が存在する方向に移動させ,
前記添加部(7)は,
前記移動制御手段(5)により移動された前記下段チャック部(4)により保持されている前記食品類の下部の切断面に対して添加物質を添加し,
前記移動制御手段(5)は,
前記食品類の下部の切断面に対して前記添加物質が添加された後,前記食品類の上部を保持する前記上段チャック部(3)と,前記食品類の下部を保持する前記下段チャック部(4)の位置を一致させ,
前記合せ部(8)は,
前記移動制御手段(5)が前記上段チャック部(3)と前記下段チャック部(4)の位置を一致させた後に,前記上段チャック部(3)に保持されている前記食品類の上部の切断面と,前記下段チャック部(4)に保持されている前記食品類の下部の切断面とを合わせる
請求項1に記載の切断加工装置。
【請求項3】
前記上段チャック部(3)及び前記下段チャック部(4)は,
前記食品類の上部及び/又は下部に当接する複数の爪部材(31,41)を有し,
前記複数の爪部材(31,41)を前記食品類の上部及び/又は下部の外表面に当接させることにより,前記食品類の上部及び/又は下部を保持する
請求項1又は請求項2に記載の切断加工装置。
【請求項4】
前記上段チャック部(3)及び前記下段チャック部(4)は,
食品類の上部及び/又は下部に当接する複数の爪部材(31,41)と,
前記複数の爪部材(31,41)が連結されたベース部材(32,42)と,
前記爪部材(31,41)を進退させるチャック駆動機構(33,43)を有し,
前記ベース部材(32,42)は,
前記食品類が挿入される中央孔(32a,42a)と,前記中央孔(32a,42a)の周囲に形成された長細の複数のスライド孔(32b,42b)を有する形状であり,
前記爪部材(31,41)は,
前記スライド孔(32b,42b)のそれぞれに挿通されたスライドピン(31a,41a)を有し,前記スライドピン(31a,41a)を介して前記ベース部材(32,42)に連結され,前記スライドピン(31a,41a)が前記スライド孔(32b,42b)を進退することにより,前記食品類の外表面に対して当接又は離間し,
前記チャック駆動機構(33,43)は,
前記複数のスライドピン(31a,41a)が前記スライド孔(32b,42b)を進退するように,前記ベース部材(32,42)を駆動させ,
前記複数の爪部材(31,41)を前記食品類の上部及び/又は下部の外表面に当接させることにより,前記食品類の上部又は下部を保持する
請求項1又は請求項2に記載の切断加工装置。
【請求項5】
食品類を切断して加工する切断加工方法であって,
前記食品類の切断点よりも上部を保持する上段チャック部(3)と,前記食品類の切断点よりも下部を保持する下段チャック部(4)とにより,前記食品類を保持する工程と,
前記食品類が前記上段チャック部(3)及び前記下段チャック部(4)によって保持された状態で,切断部(6)により前記食品類を上部と下部に切断する工程と,
前記食品類を上部と下部に切断した後,添加部(7)により,前記下段チャック部(4)に保持された食品類の下部の切断面に対して添加物質を添加する工程と,
前記添加物質が添加された後,前記上段チャック部(3)に保持されている前記食品類の上部の切断面と,前記下段チャック部(4)に保持されている前記食品類の下部の切断面とを合わせる工程を含む
切断加工方法。
【請求項6】
添加物質が添加された食品類の製造方法であって,
前記食品類の切断点よりも上部を保持する上段チャック部(3)と,前記食品類の切断点よりも下部を保持する下段チャック部(4)とにより,前記食品類を保持する工程と,
前記食品類が前記上段チャック部(3)及び前記下段チャック部(4)によって保持された状態で,切断部(6)により前記食品類を上部と下部に切断する工程と,
前記食品類を上部と下部に切断した後,添加部(7)により,前記下段チャック部(4)に保持された食品類の下部の切断面に対して添加物質を添加する工程と,
前記添加物質が添加された後,前記上段チャック部(3)に保持されている前記食品類の上部の切断面と,前記下段チャック部(4)に保持されている前記食品類の下部の切断面とを合わせる工程を含む
食品類の製造方法。
【請求項1】
食品類を切断して加工する切断加工装置であって,
前記食品類の切断点よりも上部を保持する上段チャック部(3)と,
前記食品類の切断点よりも下部を保持する下段チャック部(4)と,
前記食品類を切断する切断部(6)と,
前記食品類に対して添加物質を添加する添加部(7)と,
前記食品類の切断面を合わせる合せ部(8)と,を有し,
前記切断部(6)は,
前記食品類が前記上段チャック部(3)及び前記下段チャック部(4)によって保持された状態で,前記食品類を上部と下部とに切断し,
前記添加部(7)は,
前記下段チャック部(4)により保持されている前記食品類の下部の切断面に対して添加物質を添加し,
前記合せ部(8)は,
前記食品類の下部の切断面に前記添加物質が添加された後,前記上段チャック部(3)に保持されている前記食品類の上部の切断面と,前記下段チャック部(4)に保持されている前記食品類の下部の切断面とを合わせる
切断加工装置。
【請求項2】
前記上段チャック部(3)及び前記下段チャック部(4)の移動を制御する移動制御手段(5)を,さらに有し,
前記移動制御手段(5)は,
前記食品類を保持する前記上段チャック部(3)及び前記下段チャック部(4)を,前記切断部(6)が位置する方向に移動させ,
前記切断部(6)は,
前記移動制御手段(5)により移動される前記上段チャック部(3)及び前記下段チャック部(4)に保持された前記食品類が押し付けられることにより,前記切断点において前記食品類を上部と下部とに切断し,
前記移動制御手段(5)は,
前記切断部(6)により前記食品類が切断された後,前記食品類の上部を保持する前記上段チャック部(3)と,前記食品類の下部を保持する前記下段チャック部(4)の相対的な位置をずらし,前記下段チャック部(4)を前記添加部(7)が存在する方向に移動させ,
前記添加部(7)は,
前記移動制御手段(5)により移動された前記下段チャック部(4)により保持されている前記食品類の下部の切断面に対して添加物質を添加し,
前記移動制御手段(5)は,
前記食品類の下部の切断面に対して前記添加物質が添加された後,前記食品類の上部を保持する前記上段チャック部(3)と,前記食品類の下部を保持する前記下段チャック部(4)の位置を一致させ,
前記合せ部(8)は,
前記移動制御手段(5)が前記上段チャック部(3)と前記下段チャック部(4)の位置を一致させた後に,前記上段チャック部(3)に保持されている前記食品類の上部の切断面と,前記下段チャック部(4)に保持されている前記食品類の下部の切断面とを合わせる
請求項1に記載の切断加工装置。
【請求項3】
前記上段チャック部(3)及び前記下段チャック部(4)は,
前記食品類の上部及び/又は下部に当接する複数の爪部材(31,41)を有し,
前記複数の爪部材(31,41)を前記食品類の上部及び/又は下部の外表面に当接させることにより,前記食品類の上部及び/又は下部を保持する
請求項1又は請求項2に記載の切断加工装置。
【請求項4】
前記上段チャック部(3)及び前記下段チャック部(4)は,
食品類の上部及び/又は下部に当接する複数の爪部材(31,41)と,
前記複数の爪部材(31,41)が連結されたベース部材(32,42)と,
前記爪部材(31,41)を進退させるチャック駆動機構(33,43)を有し,
前記ベース部材(32,42)は,
前記食品類が挿入される中央孔(32a,42a)と,前記中央孔(32a,42a)の周囲に形成された長細の複数のスライド孔(32b,42b)を有する形状であり,
前記爪部材(31,41)は,
前記スライド孔(32b,42b)のそれぞれに挿通されたスライドピン(31a,41a)を有し,前記スライドピン(31a,41a)を介して前記ベース部材(32,42)に連結され,前記スライドピン(31a,41a)が前記スライド孔(32b,42b)を進退することにより,前記食品類の外表面に対して当接又は離間し,
前記チャック駆動機構(33,43)は,
前記複数のスライドピン(31a,41a)が前記スライド孔(32b,42b)を進退するように,前記ベース部材(32,42)を駆動させ,
前記複数の爪部材(31,41)を前記食品類の上部及び/又は下部の外表面に当接させることにより,前記食品類の上部又は下部を保持する
請求項1又は請求項2に記載の切断加工装置。
【請求項5】
食品類を切断して加工する切断加工方法であって,
前記食品類の切断点よりも上部を保持する上段チャック部(3)と,前記食品類の切断点よりも下部を保持する下段チャック部(4)とにより,前記食品類を保持する工程と,
前記食品類が前記上段チャック部(3)及び前記下段チャック部(4)によって保持された状態で,切断部(6)により前記食品類を上部と下部に切断する工程と,
前記食品類を上部と下部に切断した後,添加部(7)により,前記下段チャック部(4)に保持された食品類の下部の切断面に対して添加物質を添加する工程と,
前記添加物質が添加された後,前記上段チャック部(3)に保持されている前記食品類の上部の切断面と,前記下段チャック部(4)に保持されている前記食品類の下部の切断面とを合わせる工程を含む
切断加工方法。
【請求項6】
添加物質が添加された食品類の製造方法であって,
前記食品類の切断点よりも上部を保持する上段チャック部(3)と,前記食品類の切断点よりも下部を保持する下段チャック部(4)とにより,前記食品類を保持する工程と,
前記食品類が前記上段チャック部(3)及び前記下段チャック部(4)によって保持された状態で,切断部(6)により前記食品類を上部と下部に切断する工程と,
前記食品類を上部と下部に切断した後,添加部(7)により,前記下段チャック部(4)に保持された食品類の下部の切断面に対して添加物質を添加する工程と,
前記添加物質が添加された後,前記上段チャック部(3)に保持されている前記食品類の上部の切断面と,前記下段チャック部(4)に保持されている前記食品類の下部の切断面とを合わせる工程を含む
食品類の製造方法。
【図1】


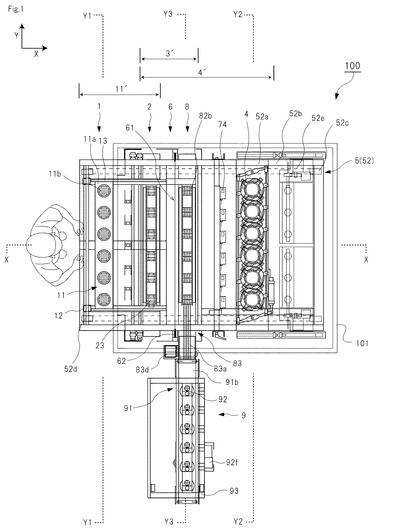
【図2】
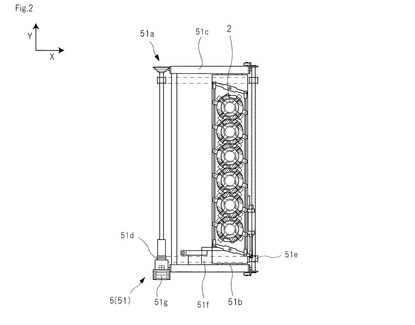
【図3】
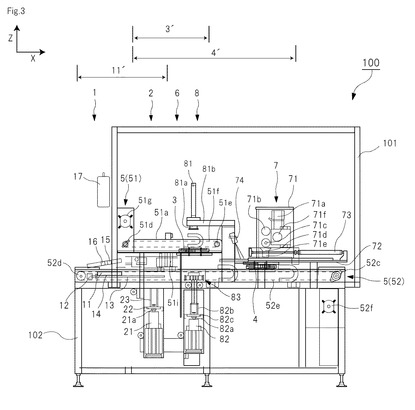
【図4】
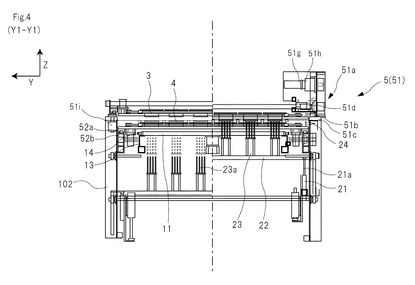
【図5】
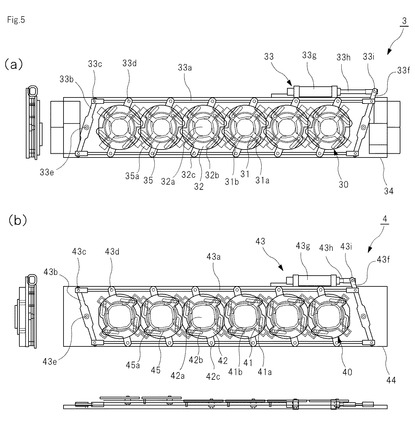
【図6】
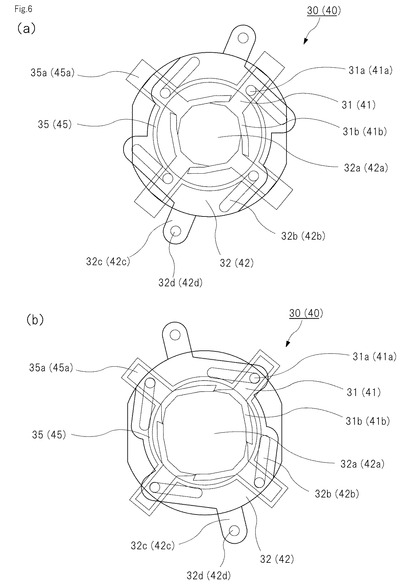
【図7】
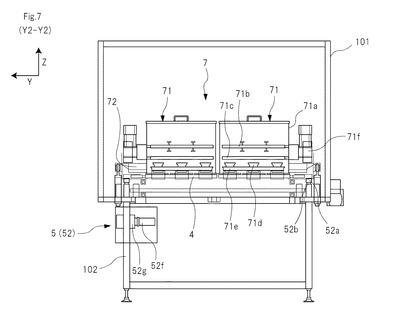
【図8】
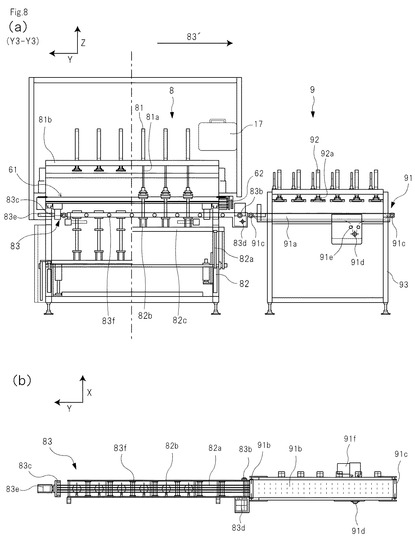
【図9】
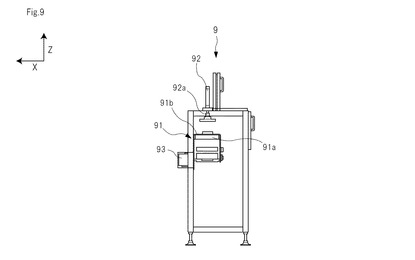
【図10】
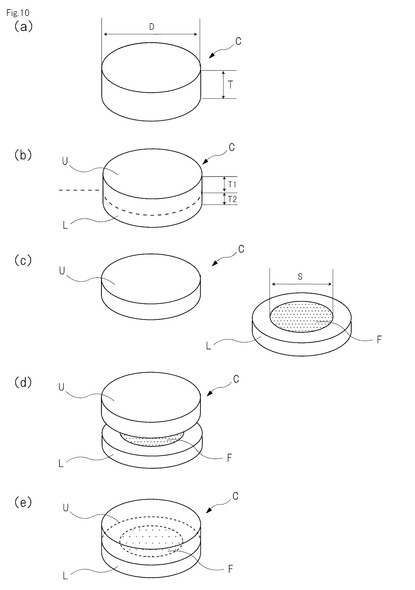
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2013−99839(P2013−99839A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2012−219622(P2012−219622)
【出願日】平成24年10月1日(2012.10.1)
【出願人】(000006138)株式会社明治 (265)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成24年10月1日(2012.10.1)
【出願人】(000006138)株式会社明治 (265)
【Fターム(参考)】
[ Back to top ]