
食品類の搬送装置
【課題】複数台の搬送コンベヤから成るコンベヤ装置の接続部に、展板に振動を与えることなく先の搬送コンベヤから後の搬送コンベヤに展板を円滑に移載させる。
【解決手段】コンベヤ装置1は、パン製造工程の最終醗酵工程Fと焼成工程Xとを結ぶ搬送経路Sに、複数台の搬送コンベヤを接続させて構成してあり、複数台の搬送コンベヤの幅方向Hの両側縁部のコンベヤフレーム3a,3bに沿ってエンドレス状のチェーンベルト4a,4bが配設され、このチェーンベルト4a,4bが掛け回され、それぞれの搬送コンベヤに設けられた駆動モータにより回転駆動されるように構成されている。複数台の搬送コンベヤの接続部には、搬送されて来る展板2の底面を接触または非接触で吸着保持すると共に、展板2に上下の振動を与えることなく先の搬送コンベヤから後の搬送コンベヤに移載させる移載搬送手段8が設けてある。
【解決手段】コンベヤ装置1は、パン製造工程の最終醗酵工程Fと焼成工程Xとを結ぶ搬送経路Sに、複数台の搬送コンベヤを接続させて構成してあり、複数台の搬送コンベヤの幅方向Hの両側縁部のコンベヤフレーム3a,3bに沿ってエンドレス状のチェーンベルト4a,4bが配設され、このチェーンベルト4a,4bが掛け回され、それぞれの搬送コンベヤに設けられた駆動モータにより回転駆動されるように構成されている。複数台の搬送コンベヤの接続部には、搬送されて来る展板2の底面を接触または非接触で吸着保持すると共に、展板2に上下の振動を与えることなく先の搬送コンベヤから後の搬送コンベヤに移載させる移載搬送手段8が設けてある。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、パン,菓子等の食品生地類を載置した展板を搬送する搬送コンベヤ等の食品類の搬送装置に係わり、更に詳しくは,複数台の搬送コンベヤの接続部に、搬送されて来る展板の底面を接触または非接触で吸着保持すると共に、展板に振動を与えることなく先の搬送コンベヤから後の搬送コンベヤに移載させる移載搬送手段を設けて展板上に載置された食品類の品質を向上させることが出来る食品類の搬送装置に関するものである。
【背景技術】
【0002】
従来、パン,菓子等の食品の製造工程では、食品生地類を搬送する手段として所定の長さのチェーンコンベヤ,ベルトコンベヤ,ローラコンベヤ等の搬送コンベヤを複数台接続させて使用され、所定の形状に成型したパン,菓子等の食品生地類を展板上に載置して搬送コンベヤ上に乗せて搬送することが行われている。
【0003】
特に、パンの製造工程において、食品生地の最終醗酵工程と焼成工程(例えば、トンネルオーブン等)とを結ぶ搬送経路には、食品生地を載置した展板を載せて所定の速度で搬送する複数台の搬送コンベヤを接続して成るコンベヤ装置が設置されている(例えば、特許文献1、特許文献2参照)。
【0004】
しかしながら、上記の最終醗酵工程と焼成工程(オーブン)とを結ぶ搬送経路に設置される搬送コンベヤは、所定の長さ(機長)に形成されたチェーンコンベヤ等の搬送コンベヤを複数台接続させて設置するため、搬送コンベヤの接続部における繋ぎ部の凹凸等で食品生地を載置した展板が上下振動し、展板上に載置した所定の形状に成形された食品生地の形態や品質に悪影響を与えると言う問題があった。
【0005】
即ち、最終醗酵された食品生地は軟らかくて形状が不安定な上に生地内には醗酵に伴う気泡等が存在し、搬送コンベヤの接続部において展板が上下振動した際に生地の外形が変形したり、生地内の気泡等が潰れたり変形し、この状態で焼成工程(オーブン)で食品生地を焼成すると外観が崩れたり、凹んだ状態の製品が出来、製品の外観不良や品質不良となる問題があった。また、展板が上下振動する他の原因としては、現在、展板の搬送を搬送コンベヤ上で制御していないため、展板の停止時に展板同士が衝突して振動が発生したり、また展板の搬送時に、搬送コンベヤの接続部における渡りが広い(接続部の間隔が広い)ため、搬送コンベヤの渡り部で縦振動が発生し、更に、展板には製造時や使用中に反りが出来るため、振動増幅の原因となっていた。
【特許文献1】特開2004−305025号公報
【特許文献2】特開平11−11655号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
この発明はかかる従来の課題に着目し、複数台の搬送コンベヤから成るコンベヤ装置の接続部に、展板に振動を与えることなく先の搬送コンベヤから後の搬送コンベヤに展板を円滑に移載させる移載搬送手段を設けることで、展板上の食品生地の形態や品質等に悪影響を与えることなく搬送させることが出来、製造後の食品の品質を向上させることが出来る食品類の搬送装置を提供することを目的とするものである。
【課題を解決するための手段】
【0007】
この発明は上記目的を達成するため、複数台の搬送コンベヤの接続部に、搬送されて来る展板の底面を接触または非接触で吸着保持すると共に、展板に振動を与えることなく先の搬送コンベヤから後の搬送コンベヤに移載させる移載搬送手段を設けたことを要旨とするものである。
【0008】
ここで、前記移載搬送手段を食品生地の最終醗酵工程と焼成工程とを結ぶ搬送経路に設置した搬送コンベヤの接続部に設け、前記搬送コンベヤの機長は、展板の二枚分の長さに合わせて設定し、展板を一枚づつ搬送させるように制御するものである。また、前記移載搬送手段を、搬送される展板の大きさにより、搬送コンベヤの幅方向に複数列設置することも可能である。
【0009】
また、前記移載搬送手段が、展板が磁石により吸着する金属材料の場合、磁石を埋設したタイミングベルトを使用し、前記展板が磁石により吸着しない金属材料または非金属材料の場合には、吸引装置に接続されたバキュームパッドまたは接着手段を塗布または貼着させたタイミングベルトを使用し、前記磁石を埋設したタイミングベルトは、ベルト裏面側に駆動用スプロケットと係合する係合爪を備えたエンドレス状のベルトであって、ベルト表面側の幅方向中央には、マグネットを埋設した展板のガイド用突起をベルト周方向に所定の間隔で設けたものである。
【発明の効果】
【0010】
この発明は上記のように複数台の搬送コンベヤの接続部に、搬送されて来る展板の底面を接触または非接触で吸着保持すると共に、展板に振動を与えることなく、または振動を低減させ、先の搬送コンベヤから後の搬送コンベヤに移載させる移載搬送手段を設けたので、展板に振動を与えることなく先の搬送コンベヤから後の搬送コンベヤに移載させることが出来、展板上の食品生地の形態や品質に悪影響を与えることなく搬送させることが出来、常に均一な製品を保持させて品質の向上を図ることが出来る効果がある。
【図面の簡単な説明】
【0011】
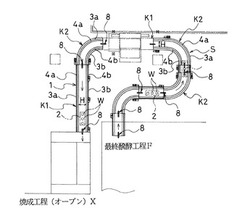
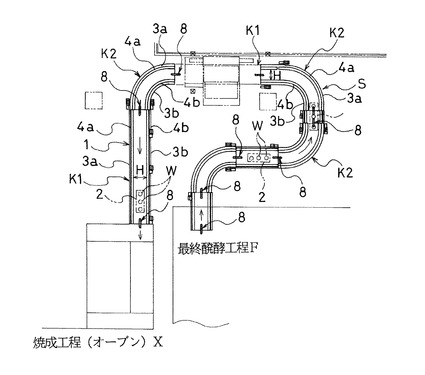
【図1】この発明を実施したパンの製造工程における食品生地の最終醗酵工程Fと焼成工程(オーブン)Xとを結ぶ搬送経路の概略平面図である。
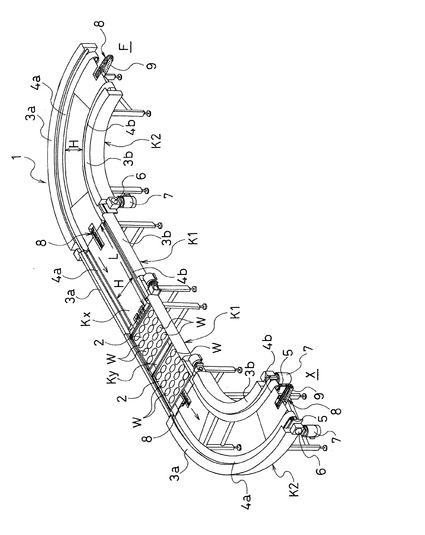
【図2】図1の搬送経路に設置されたコンベヤ装置の一部斜視図である。
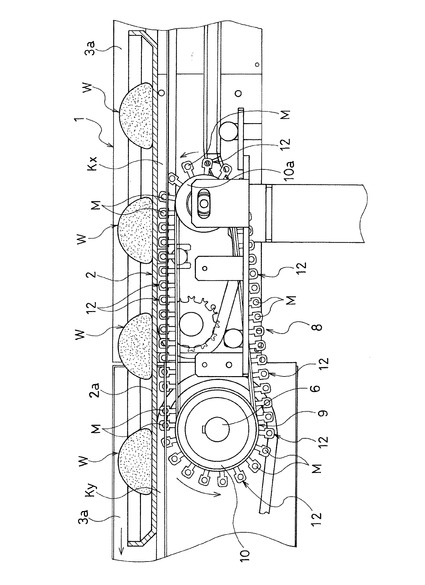
【図3】食品生地を載置した展板が搬送コンベヤの接続部上を移動する際の拡大断面図である。
【図4】磁石を埋設した複数のガイド用突起を備えたエントレス状のタイミングベルトの斜視図である。
【図5】搬送コンベヤの直線搬送面とカーブ搬送面の接続部に設けたタイミングベルトの側面図である。
【図6】タイミングベルトの説明図である。
【図7】タイミングベルトの表面側に形成したガイド用突起の一部正面図である。
【図8】図7のA−A矢視側面図である。
【図9】搬送コンベヤの端末部の接続部に取付けられた移載搬送手段の斜視図である。
【図10】搬送コンベヤの接続部に取付けられたタイミングベルトの一部拡大斜視図である。
【図11】コンベヤフレームの説明図である。
【発明を実施するための形態】
【0012】
以下、添付図面に基づき、この発明の実施形態を説明する。
【0013】
図1は、この発明を実施したパンの製造工程における食品生地の最終醗酵工程と焼成工程(オーブン)とを結ぶ搬送経路の概略平面図、図2は図1の搬送経路に設置されたコンベヤ装置の一部斜視図を示し、前記コンベヤ装置1は、パン製造工程の最終醗酵工程Fと焼成工程(オーブン)Xとを結ぶ搬送経路Sに、複数台の直線状の搬送コンベヤK1及びカーブ状の搬送コンベヤK2を接続させて構成してあり、この直線状の搬送コンベヤK1及びカーブ状の搬送コンベヤK2上を図3に示すように、成型されたパン等の食品生地Wを少なくとも一つ以上載置した金属製の展板2を載せて所定の速度で搬送させる。
【0014】
前記金属製の展板2は、この実施形態では鉄板等の磁石により吸着する金属材料をプレス成形した略方形状で断面皿状の金属板であり、展板2上に少なくとも一つ以上の食品生地W(この実施形態ではパン生地)を載置する場合には、展板2の載置面2aに離型油を塗布して焼き着きを防止している。
【0015】
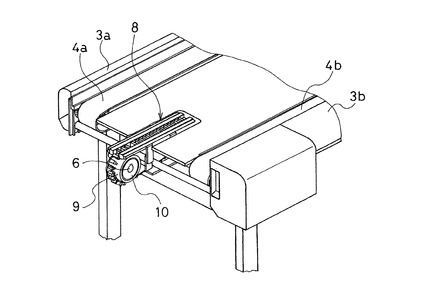
前記複数台の搬送コンベヤK1及びK2は、図1及び図2に示すように、コンベヤの幅方向Hの両側縁部のコンベヤフレーム3a,3bに沿ってエンドレス状のチェーンベルト4a,4bが配設され、このチェーンベルト4a,4bが掛け回された駆動スプロケット5の駆動シャフト6は、それぞれの搬送コンベヤK1及びK2に設けられた駆動モータ7により回転駆動されるように構成されている。
【0016】
前記複数台の搬送コンベヤK1及びK2の接続部には、図4〜図7に示すように、搬送されて来る展板2の底面を接触または非接触で吸着保持すると共に、展板2に上下の振動を与えることなく先の搬送コンベヤKxから後の搬送コンベヤKyに移載させる移載搬送手段8が設けてある。
【0017】
この発明の実施形態では、前記移載搬送手段8を食品生地Wの最終醗酵工程Fと焼成工程Xとを結ぶ搬送経路Sに設置した搬送コンベヤK1及びK2の接続部に設けたが、この実施形態に限定されず、パンの製造工程の他の搬送コンベヤの接続部に設けることも可能である。
【0018】
前記搬送コンベヤK1及びK2の機長は、展板2の二枚分の長さLに合わせて設定し、展板2を一枚づつ搬送させるように制御することで、展板2の追突を防止し、展板2の上下振動等を低減させている。
【0019】
前記移載搬送手段8は、搬送される展板2の大きさにより、搬送コンベヤK1及びK2の幅方向Hに複数列設置することも可能であり、前記移載搬送手段8は、この発明の実施形態のように展板2が磁石により吸着する鉄板等の金属材料の場合には、図4及び図5に示すように、磁石Mを埋設したエンドレス状の樹脂材料から成るタイミングベルト9を使用し、前記展板2が磁石Mにより吸着しない金属材料(例えば、アルミニュウム板、アルミ合金板等)または非金属材料(樹脂材料やセラミック等)の場合には、バキュームまたは接着剤を塗布したタイミングベルト9を使用することも可能である。
【0020】
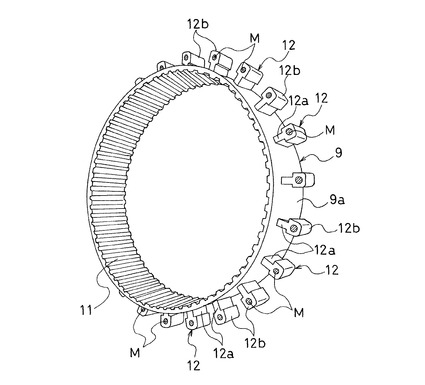
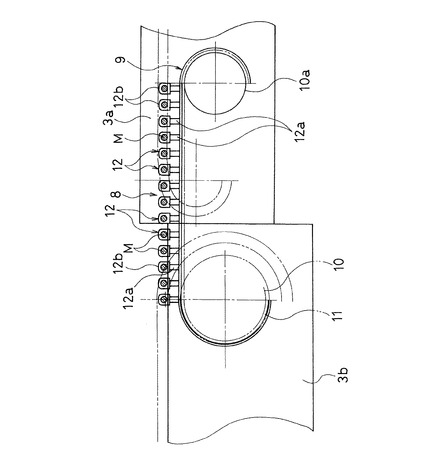
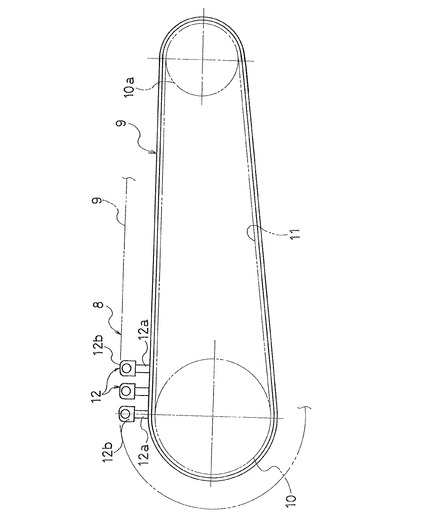
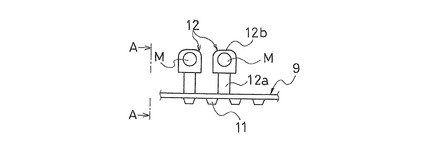
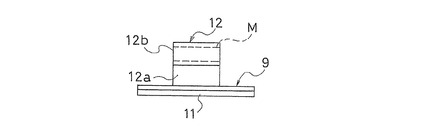
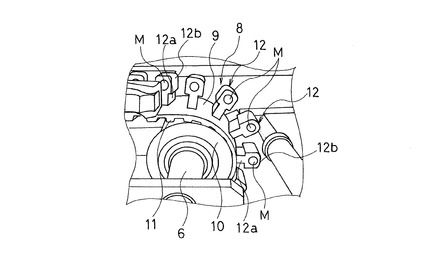
前記磁石Mを埋設した樹脂材料から成るタイミングベルト9は、図6〜図9に示すように、ベルト裏面側に前記駆動シャフト6と同軸上に設けられた駆動用スプロケット10と従動スプロケット10aに係合する係合爪11を備えたエンドレス状のベルトであって、ベルト表面側9aの幅方向中央には、棒状のマグネットMを埋設した展板2のガイド用突起12をベルト周方向に所定の間隔で設けてある。
【0021】
前記ガイド用突起12は、ベルト表面側9aに立設された脚部12aと、棒状のマグネットMを埋設した頭部12bとから構成され、ベルト表面側9aからの脚部12aの長さや、脚部12aと直交する向きに一体的に形成されたマグネットMを埋設した頭部12bの長さは、タイミングベルト9の幅や長さ等により任意に設定するものである。
【0022】
前記磁石Mを埋設した樹脂材料から成るエンドレス状のタイミングベルト9は、上記のように搬送コンベヤK1及びK2の前後端末部の接続部に切欠凹部を形成し、この切欠凹部に一列または複数列のタイミングベルト9を配設し、ガイド用突起12の棒状のマグネットMを埋設した頭部12bが、搬送コンベヤK1及びK2の展板2の搬送面と面一となるように取付られている。
【0023】
なお、タイミングベルト9の構成としては、上記のような棒状のマグネットMを埋設したガイド用突起12を設けたものに限定されず、樹脂材料に磁性粉末等を混合させてガイド用突起12の全体に磁力を持たせるように構成することも可能である。また、展板2が磁石Mにより吸着しない金属材料や非金属材料の場合には、展板2を磁力るより吸着して次の搬送コンベヤ上に移載させることが難しいため、その場合には、タイミングベルト9のガイド用突起12にバキューム装置に接続されたバキュームパットや、ガイド用突起12の表面に展板2の底面に接着する接着力の弱い粘着材料を塗布して展板2の底面を吸着保持するように構成することも可能であり、展板2には上下振動与えることなく次工程の搬送コンベヤ上まで移載させることも可能である。
【0024】
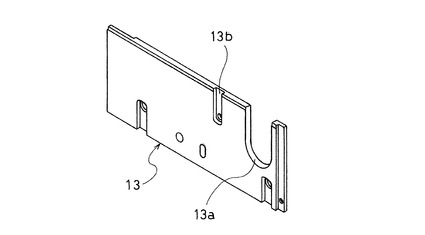
また、この実施形態における搬送コンベヤK1及びK2のコンベヤフレームは、3a,3bは、例えば、図11に示すような機械加工によるはめ合い構造のフレーム13を使用し、フレーム13の凹部13aをシャフトに係合させたり、溝13bを使用して他の構成部品と係脱するように構成することも可能である。
【0025】
このように、機械加工によるはめ合い構造のフレーム13を使用することで、コンベヤ装置1の据え付け作業時間の短縮化、即ち、工期の短縮化を図ることが出来、また精度アップを図ることも可能である。またコンベヤ装置1の駆動部、中間部、従動部等、全体をユニット化し、更に嵌め合い構造により外側からのインパクトレンチでの組み立てやナット等を使用することなく、組み立て時間の短縮化を図ることが出来る。
【0026】
また、この発明の前記チェーンベルト4a,4bは、チェーンのピッチを小さくして形成することによりチェーンベルト4a,4bの端末部の旋回曲率半径を小さくすることが出来、この結果、多角形運動のギャップを縮小して接続部間の間隔を狭くでき、搬送する展板2には上下振動を軽減することが出来るものである。
【0027】
この発明は、上記のように構成され、パンの製造工程において、パン等の食品生地Wを少なくとも一つ以上載置した展板2を搬送経路Sに設置したコンベヤ装置1の搬送コンベヤK1及びK2により搬送する際、特に食品生地Wの最終醗酵工程Fと焼成工程Xとを結ぶ搬送経路Sおいて食品生地Wに影響がある上下振動を展板2に与えないように、搬送コンベヤK1及びK2の接続部に移載搬送手段8を設けて、展板2を非接触状態で吸着保持すると共に、展板2の上下振動を低減させ、先の搬送コンベヤK1またはK2から後の搬送コンベヤK1またはK2に移載させる結果、展板上の食品生地や形態に悪影響を与えることなく搬送させることが出来、常に均一な製品を保持させて品質の向上を図ることが出来るものである。
【産業上の利用可能性】
【0028】
この発明では、特にパンの製造工程において、搬送経路Sに設置したコンベヤ装置1の搬送コンベヤK1及びK2により搬送する際、展板2上に載置されたパン生地Wが搬送コンベヤの接続部における上下振動等の影響を少なくし、パン生地Wの形態や品質に悪影響を与えることなく、常に均一な製品を保持させて品質の向上を図ることが出来る食品類の搬送装置である。
【符号の説明】
【0029】
1 コンベヤ装置
2 展板
3a,3b コンベヤフレーム
4a,4b チェーンベルト
5 駆動スプロケット
6 駆動シャフト
7 駆動モータ
8 移載搬送手段
9 タイミングベルト
9a ベルト表面側
10 駆動用スプロケット
10a 従動スプロケット
11 係合爪
12 ガイド用突起
12a 脚部
12b 脚部
13 フレーム
13a 凹部
13b 溝
M マグネット
K1,K2 搬送コンベヤ
Kx 先の搬送コンベヤ
Ky 後の搬送コンベヤ
F 最終醗酵工程
X 焼成工程
S 搬送経路
L 展板の二枚分の長さ
H 搬送コンベヤの幅方向
W 食品生地
【技術分野】
【0001】
この発明は、パン,菓子等の食品生地類を載置した展板を搬送する搬送コンベヤ等の食品類の搬送装置に係わり、更に詳しくは,複数台の搬送コンベヤの接続部に、搬送されて来る展板の底面を接触または非接触で吸着保持すると共に、展板に振動を与えることなく先の搬送コンベヤから後の搬送コンベヤに移載させる移載搬送手段を設けて展板上に載置された食品類の品質を向上させることが出来る食品類の搬送装置に関するものである。
【背景技術】
【0002】
従来、パン,菓子等の食品の製造工程では、食品生地類を搬送する手段として所定の長さのチェーンコンベヤ,ベルトコンベヤ,ローラコンベヤ等の搬送コンベヤを複数台接続させて使用され、所定の形状に成型したパン,菓子等の食品生地類を展板上に載置して搬送コンベヤ上に乗せて搬送することが行われている。
【0003】
特に、パンの製造工程において、食品生地の最終醗酵工程と焼成工程(例えば、トンネルオーブン等)とを結ぶ搬送経路には、食品生地を載置した展板を載せて所定の速度で搬送する複数台の搬送コンベヤを接続して成るコンベヤ装置が設置されている(例えば、特許文献1、特許文献2参照)。
【0004】
しかしながら、上記の最終醗酵工程と焼成工程(オーブン)とを結ぶ搬送経路に設置される搬送コンベヤは、所定の長さ(機長)に形成されたチェーンコンベヤ等の搬送コンベヤを複数台接続させて設置するため、搬送コンベヤの接続部における繋ぎ部の凹凸等で食品生地を載置した展板が上下振動し、展板上に載置した所定の形状に成形された食品生地の形態や品質に悪影響を与えると言う問題があった。
【0005】
即ち、最終醗酵された食品生地は軟らかくて形状が不安定な上に生地内には醗酵に伴う気泡等が存在し、搬送コンベヤの接続部において展板が上下振動した際に生地の外形が変形したり、生地内の気泡等が潰れたり変形し、この状態で焼成工程(オーブン)で食品生地を焼成すると外観が崩れたり、凹んだ状態の製品が出来、製品の外観不良や品質不良となる問題があった。また、展板が上下振動する他の原因としては、現在、展板の搬送を搬送コンベヤ上で制御していないため、展板の停止時に展板同士が衝突して振動が発生したり、また展板の搬送時に、搬送コンベヤの接続部における渡りが広い(接続部の間隔が広い)ため、搬送コンベヤの渡り部で縦振動が発生し、更に、展板には製造時や使用中に反りが出来るため、振動増幅の原因となっていた。
【特許文献1】特開2004−305025号公報
【特許文献2】特開平11−11655号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
この発明はかかる従来の課題に着目し、複数台の搬送コンベヤから成るコンベヤ装置の接続部に、展板に振動を与えることなく先の搬送コンベヤから後の搬送コンベヤに展板を円滑に移載させる移載搬送手段を設けることで、展板上の食品生地の形態や品質等に悪影響を与えることなく搬送させることが出来、製造後の食品の品質を向上させることが出来る食品類の搬送装置を提供することを目的とするものである。
【課題を解決するための手段】
【0007】
この発明は上記目的を達成するため、複数台の搬送コンベヤの接続部に、搬送されて来る展板の底面を接触または非接触で吸着保持すると共に、展板に振動を与えることなく先の搬送コンベヤから後の搬送コンベヤに移載させる移載搬送手段を設けたことを要旨とするものである。
【0008】
ここで、前記移載搬送手段を食品生地の最終醗酵工程と焼成工程とを結ぶ搬送経路に設置した搬送コンベヤの接続部に設け、前記搬送コンベヤの機長は、展板の二枚分の長さに合わせて設定し、展板を一枚づつ搬送させるように制御するものである。また、前記移載搬送手段を、搬送される展板の大きさにより、搬送コンベヤの幅方向に複数列設置することも可能である。
【0009】
また、前記移載搬送手段が、展板が磁石により吸着する金属材料の場合、磁石を埋設したタイミングベルトを使用し、前記展板が磁石により吸着しない金属材料または非金属材料の場合には、吸引装置に接続されたバキュームパッドまたは接着手段を塗布または貼着させたタイミングベルトを使用し、前記磁石を埋設したタイミングベルトは、ベルト裏面側に駆動用スプロケットと係合する係合爪を備えたエンドレス状のベルトであって、ベルト表面側の幅方向中央には、マグネットを埋設した展板のガイド用突起をベルト周方向に所定の間隔で設けたものである。
【発明の効果】
【0010】
この発明は上記のように複数台の搬送コンベヤの接続部に、搬送されて来る展板の底面を接触または非接触で吸着保持すると共に、展板に振動を与えることなく、または振動を低減させ、先の搬送コンベヤから後の搬送コンベヤに移載させる移載搬送手段を設けたので、展板に振動を与えることなく先の搬送コンベヤから後の搬送コンベヤに移載させることが出来、展板上の食品生地の形態や品質に悪影響を与えることなく搬送させることが出来、常に均一な製品を保持させて品質の向上を図ることが出来る効果がある。
【図面の簡単な説明】
【0011】
【図1】この発明を実施したパンの製造工程における食品生地の最終醗酵工程Fと焼成工程(オーブン)Xとを結ぶ搬送経路の概略平面図である。
【図2】図1の搬送経路に設置されたコンベヤ装置の一部斜視図である。
【図3】食品生地を載置した展板が搬送コンベヤの接続部上を移動する際の拡大断面図である。
【図4】磁石を埋設した複数のガイド用突起を備えたエントレス状のタイミングベルトの斜視図である。
【図5】搬送コンベヤの直線搬送面とカーブ搬送面の接続部に設けたタイミングベルトの側面図である。
【図6】タイミングベルトの説明図である。
【図7】タイミングベルトの表面側に形成したガイド用突起の一部正面図である。
【図8】図7のA−A矢視側面図である。
【図9】搬送コンベヤの端末部の接続部に取付けられた移載搬送手段の斜視図である。
【図10】搬送コンベヤの接続部に取付けられたタイミングベルトの一部拡大斜視図である。
【図11】コンベヤフレームの説明図である。
【発明を実施するための形態】
【0012】
以下、添付図面に基づき、この発明の実施形態を説明する。
【0013】
図1は、この発明を実施したパンの製造工程における食品生地の最終醗酵工程と焼成工程(オーブン)とを結ぶ搬送経路の概略平面図、図2は図1の搬送経路に設置されたコンベヤ装置の一部斜視図を示し、前記コンベヤ装置1は、パン製造工程の最終醗酵工程Fと焼成工程(オーブン)Xとを結ぶ搬送経路Sに、複数台の直線状の搬送コンベヤK1及びカーブ状の搬送コンベヤK2を接続させて構成してあり、この直線状の搬送コンベヤK1及びカーブ状の搬送コンベヤK2上を図3に示すように、成型されたパン等の食品生地Wを少なくとも一つ以上載置した金属製の展板2を載せて所定の速度で搬送させる。
【0014】
前記金属製の展板2は、この実施形態では鉄板等の磁石により吸着する金属材料をプレス成形した略方形状で断面皿状の金属板であり、展板2上に少なくとも一つ以上の食品生地W(この実施形態ではパン生地)を載置する場合には、展板2の載置面2aに離型油を塗布して焼き着きを防止している。
【0015】
前記複数台の搬送コンベヤK1及びK2は、図1及び図2に示すように、コンベヤの幅方向Hの両側縁部のコンベヤフレーム3a,3bに沿ってエンドレス状のチェーンベルト4a,4bが配設され、このチェーンベルト4a,4bが掛け回された駆動スプロケット5の駆動シャフト6は、それぞれの搬送コンベヤK1及びK2に設けられた駆動モータ7により回転駆動されるように構成されている。
【0016】
前記複数台の搬送コンベヤK1及びK2の接続部には、図4〜図7に示すように、搬送されて来る展板2の底面を接触または非接触で吸着保持すると共に、展板2に上下の振動を与えることなく先の搬送コンベヤKxから後の搬送コンベヤKyに移載させる移載搬送手段8が設けてある。
【0017】
この発明の実施形態では、前記移載搬送手段8を食品生地Wの最終醗酵工程Fと焼成工程Xとを結ぶ搬送経路Sに設置した搬送コンベヤK1及びK2の接続部に設けたが、この実施形態に限定されず、パンの製造工程の他の搬送コンベヤの接続部に設けることも可能である。
【0018】
前記搬送コンベヤK1及びK2の機長は、展板2の二枚分の長さLに合わせて設定し、展板2を一枚づつ搬送させるように制御することで、展板2の追突を防止し、展板2の上下振動等を低減させている。
【0019】
前記移載搬送手段8は、搬送される展板2の大きさにより、搬送コンベヤK1及びK2の幅方向Hに複数列設置することも可能であり、前記移載搬送手段8は、この発明の実施形態のように展板2が磁石により吸着する鉄板等の金属材料の場合には、図4及び図5に示すように、磁石Mを埋設したエンドレス状の樹脂材料から成るタイミングベルト9を使用し、前記展板2が磁石Mにより吸着しない金属材料(例えば、アルミニュウム板、アルミ合金板等)または非金属材料(樹脂材料やセラミック等)の場合には、バキュームまたは接着剤を塗布したタイミングベルト9を使用することも可能である。
【0020】
前記磁石Mを埋設した樹脂材料から成るタイミングベルト9は、図6〜図9に示すように、ベルト裏面側に前記駆動シャフト6と同軸上に設けられた駆動用スプロケット10と従動スプロケット10aに係合する係合爪11を備えたエンドレス状のベルトであって、ベルト表面側9aの幅方向中央には、棒状のマグネットMを埋設した展板2のガイド用突起12をベルト周方向に所定の間隔で設けてある。
【0021】
前記ガイド用突起12は、ベルト表面側9aに立設された脚部12aと、棒状のマグネットMを埋設した頭部12bとから構成され、ベルト表面側9aからの脚部12aの長さや、脚部12aと直交する向きに一体的に形成されたマグネットMを埋設した頭部12bの長さは、タイミングベルト9の幅や長さ等により任意に設定するものである。
【0022】
前記磁石Mを埋設した樹脂材料から成るエンドレス状のタイミングベルト9は、上記のように搬送コンベヤK1及びK2の前後端末部の接続部に切欠凹部を形成し、この切欠凹部に一列または複数列のタイミングベルト9を配設し、ガイド用突起12の棒状のマグネットMを埋設した頭部12bが、搬送コンベヤK1及びK2の展板2の搬送面と面一となるように取付られている。
【0023】
なお、タイミングベルト9の構成としては、上記のような棒状のマグネットMを埋設したガイド用突起12を設けたものに限定されず、樹脂材料に磁性粉末等を混合させてガイド用突起12の全体に磁力を持たせるように構成することも可能である。また、展板2が磁石Mにより吸着しない金属材料や非金属材料の場合には、展板2を磁力るより吸着して次の搬送コンベヤ上に移載させることが難しいため、その場合には、タイミングベルト9のガイド用突起12にバキューム装置に接続されたバキュームパットや、ガイド用突起12の表面に展板2の底面に接着する接着力の弱い粘着材料を塗布して展板2の底面を吸着保持するように構成することも可能であり、展板2には上下振動与えることなく次工程の搬送コンベヤ上まで移載させることも可能である。
【0024】
また、この実施形態における搬送コンベヤK1及びK2のコンベヤフレームは、3a,3bは、例えば、図11に示すような機械加工によるはめ合い構造のフレーム13を使用し、フレーム13の凹部13aをシャフトに係合させたり、溝13bを使用して他の構成部品と係脱するように構成することも可能である。
【0025】
このように、機械加工によるはめ合い構造のフレーム13を使用することで、コンベヤ装置1の据え付け作業時間の短縮化、即ち、工期の短縮化を図ることが出来、また精度アップを図ることも可能である。またコンベヤ装置1の駆動部、中間部、従動部等、全体をユニット化し、更に嵌め合い構造により外側からのインパクトレンチでの組み立てやナット等を使用することなく、組み立て時間の短縮化を図ることが出来る。
【0026】
また、この発明の前記チェーンベルト4a,4bは、チェーンのピッチを小さくして形成することによりチェーンベルト4a,4bの端末部の旋回曲率半径を小さくすることが出来、この結果、多角形運動のギャップを縮小して接続部間の間隔を狭くでき、搬送する展板2には上下振動を軽減することが出来るものである。
【0027】
この発明は、上記のように構成され、パンの製造工程において、パン等の食品生地Wを少なくとも一つ以上載置した展板2を搬送経路Sに設置したコンベヤ装置1の搬送コンベヤK1及びK2により搬送する際、特に食品生地Wの最終醗酵工程Fと焼成工程Xとを結ぶ搬送経路Sおいて食品生地Wに影響がある上下振動を展板2に与えないように、搬送コンベヤK1及びK2の接続部に移載搬送手段8を設けて、展板2を非接触状態で吸着保持すると共に、展板2の上下振動を低減させ、先の搬送コンベヤK1またはK2から後の搬送コンベヤK1またはK2に移載させる結果、展板上の食品生地や形態に悪影響を与えることなく搬送させることが出来、常に均一な製品を保持させて品質の向上を図ることが出来るものである。
【産業上の利用可能性】
【0028】
この発明では、特にパンの製造工程において、搬送経路Sに設置したコンベヤ装置1の搬送コンベヤK1及びK2により搬送する際、展板2上に載置されたパン生地Wが搬送コンベヤの接続部における上下振動等の影響を少なくし、パン生地Wの形態や品質に悪影響を与えることなく、常に均一な製品を保持させて品質の向上を図ることが出来る食品類の搬送装置である。
【符号の説明】
【0029】
1 コンベヤ装置
2 展板
3a,3b コンベヤフレーム
4a,4b チェーンベルト
5 駆動スプロケット
6 駆動シャフト
7 駆動モータ
8 移載搬送手段
9 タイミングベルト
9a ベルト表面側
10 駆動用スプロケット
10a 従動スプロケット
11 係合爪
12 ガイド用突起
12a 脚部
12b 脚部
13 フレーム
13a 凹部
13b 溝
M マグネット
K1,K2 搬送コンベヤ
Kx 先の搬送コンベヤ
Ky 後の搬送コンベヤ
F 最終醗酵工程
X 焼成工程
S 搬送経路
L 展板の二枚分の長さ
H 搬送コンベヤの幅方向
W 食品生地
【特許請求の範囲】
【請求項1】
食品生地を載置した展板を載せて所定の速度で搬送する複数台の搬送コンベヤを接続して成るコンベヤ装置を設置して成る食品類の搬送装置において、
前記複数台の搬送コンベヤの接続部に、搬送されて来る展板の底面を接触または非接触で吸着保持すると共に、展板に振動を与えることなく先の搬送コンベヤから後の搬送コンベヤに移載させる移載搬送手段を設けたことを特徴とする食品類の搬送装置。
【請求項2】
前記移載搬送手段を食品生地の最終醗酵工程と焼成工程とを結ぶ搬送経路に設置した搬送コンベヤの接続部に設けた請求項1に記載の食品類の搬送装置。
【請求項3】
前記搬送コンベヤの機長を、展板の二枚分の長さに合わせて設定し、展板を一枚づつ搬送させるように制御した請求項1または2に記載の食品類の搬送装置。
【請求項4】
前記移載搬送手段を、搬送される展板の大きさにより、搬送コンベヤの幅方向に複数列設置する請求項1,2または3に記載の食品類の搬送装置。
【請求項5】
前記移載搬送手段が、前記展板が磁石により吸着する金属材料の場合、磁石を埋設したタイミングベルトを使用し、前記展板が磁石により吸着しない金属材料または非金属材料の場合には、吸引装置に接続されたバキュームパッドまたは接着手段を塗布または貼着させたタイミングベルトを使用する請求項1,2,3または4に記載の食品類の搬送装置。
【請求項6】
前記磁石を埋設したタイミングベルトは、ベルト裏面側に駆動用スプロケットと係合する係合爪を備えたエンドレス状のベルトであって、ベルト表面側の幅方向中央には、マグネットを埋設した展板のガイド用突起をベルト周方向に所定の間隔で設けた請求項5に記載の食品類の搬送装置。
【請求項1】
食品生地を載置した展板を載せて所定の速度で搬送する複数台の搬送コンベヤを接続して成るコンベヤ装置を設置して成る食品類の搬送装置において、
前記複数台の搬送コンベヤの接続部に、搬送されて来る展板の底面を接触または非接触で吸着保持すると共に、展板に振動を与えることなく先の搬送コンベヤから後の搬送コンベヤに移載させる移載搬送手段を設けたことを特徴とする食品類の搬送装置。
【請求項2】
前記移載搬送手段を食品生地の最終醗酵工程と焼成工程とを結ぶ搬送経路に設置した搬送コンベヤの接続部に設けた請求項1に記載の食品類の搬送装置。
【請求項3】
前記搬送コンベヤの機長を、展板の二枚分の長さに合わせて設定し、展板を一枚づつ搬送させるように制御した請求項1または2に記載の食品類の搬送装置。
【請求項4】
前記移載搬送手段を、搬送される展板の大きさにより、搬送コンベヤの幅方向に複数列設置する請求項1,2または3に記載の食品類の搬送装置。
【請求項5】
前記移載搬送手段が、前記展板が磁石により吸着する金属材料の場合、磁石を埋設したタイミングベルトを使用し、前記展板が磁石により吸着しない金属材料または非金属材料の場合には、吸引装置に接続されたバキュームパッドまたは接着手段を塗布または貼着させたタイミングベルトを使用する請求項1,2,3または4に記載の食品類の搬送装置。
【請求項6】
前記磁石を埋設したタイミングベルトは、ベルト裏面側に駆動用スプロケットと係合する係合爪を備えたエンドレス状のベルトであって、ベルト表面側の幅方向中央には、マグネットを埋設した展板のガイド用突起をベルト周方向に所定の間隔で設けた請求項5に記載の食品類の搬送装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2011−236004(P2011−236004A)
【公開日】平成23年11月24日(2011.11.24)
【国際特許分類】
【出願番号】特願2010−108533(P2010−108533)
【出願日】平成22年5月10日(2010.5.10)
【出願人】(504063585)株式会社日本動熱機製作所 (3)
【Fターム(参考)】
【公開日】平成23年11月24日(2011.11.24)
【国際特許分類】
【出願日】平成22年5月10日(2010.5.10)
【出願人】(504063585)株式会社日本動熱機製作所 (3)
【Fターム(参考)】
[ Back to top ]